Tribological Behavior of Titanium-Sintered Composites with Ring-Shaped TiN Dispersoids

 , , and
, , and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Materials Characterization
3.2. Tribological Properties of the Ti Composites with Ring-Shaped Ti2N
4. Conclusions
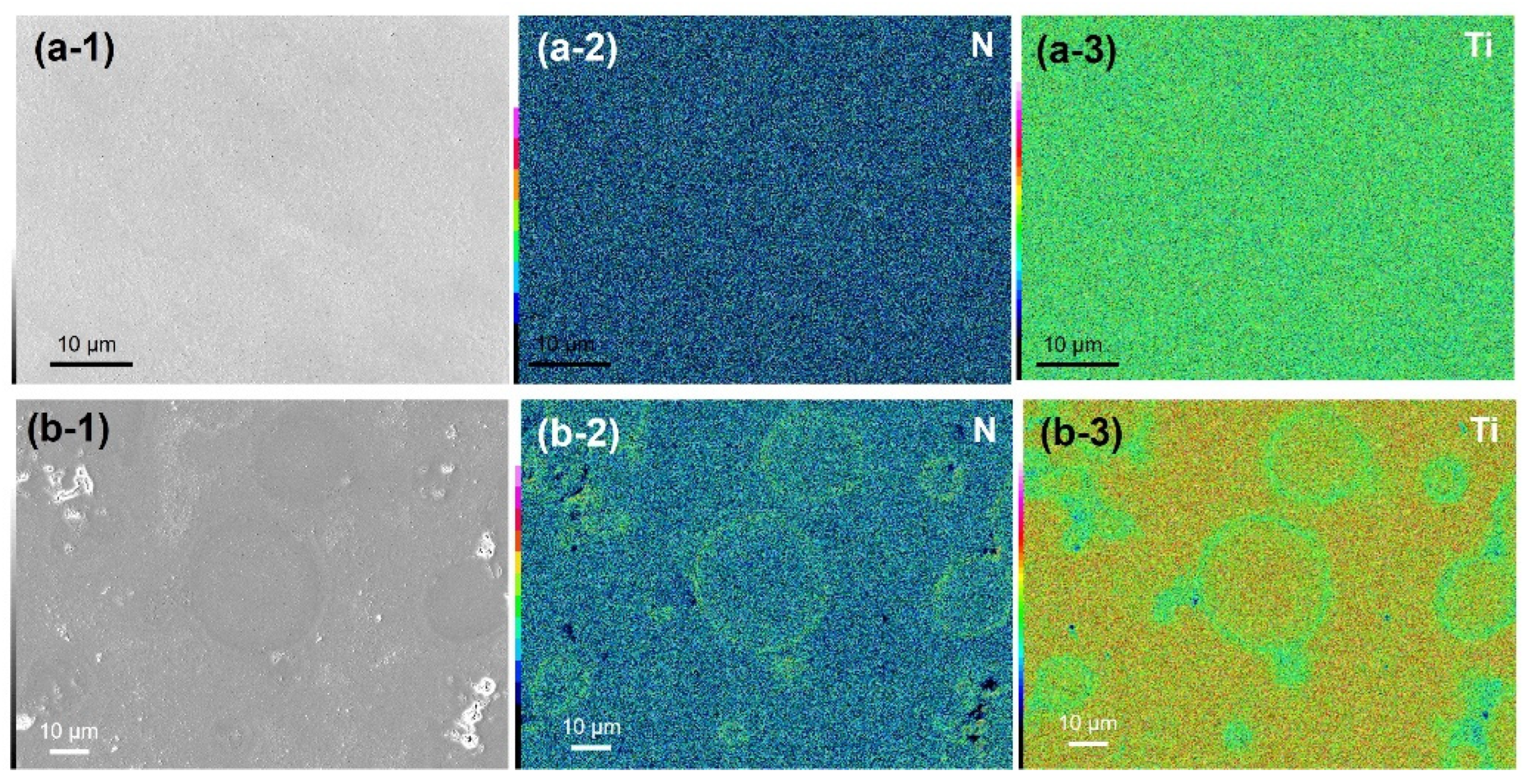
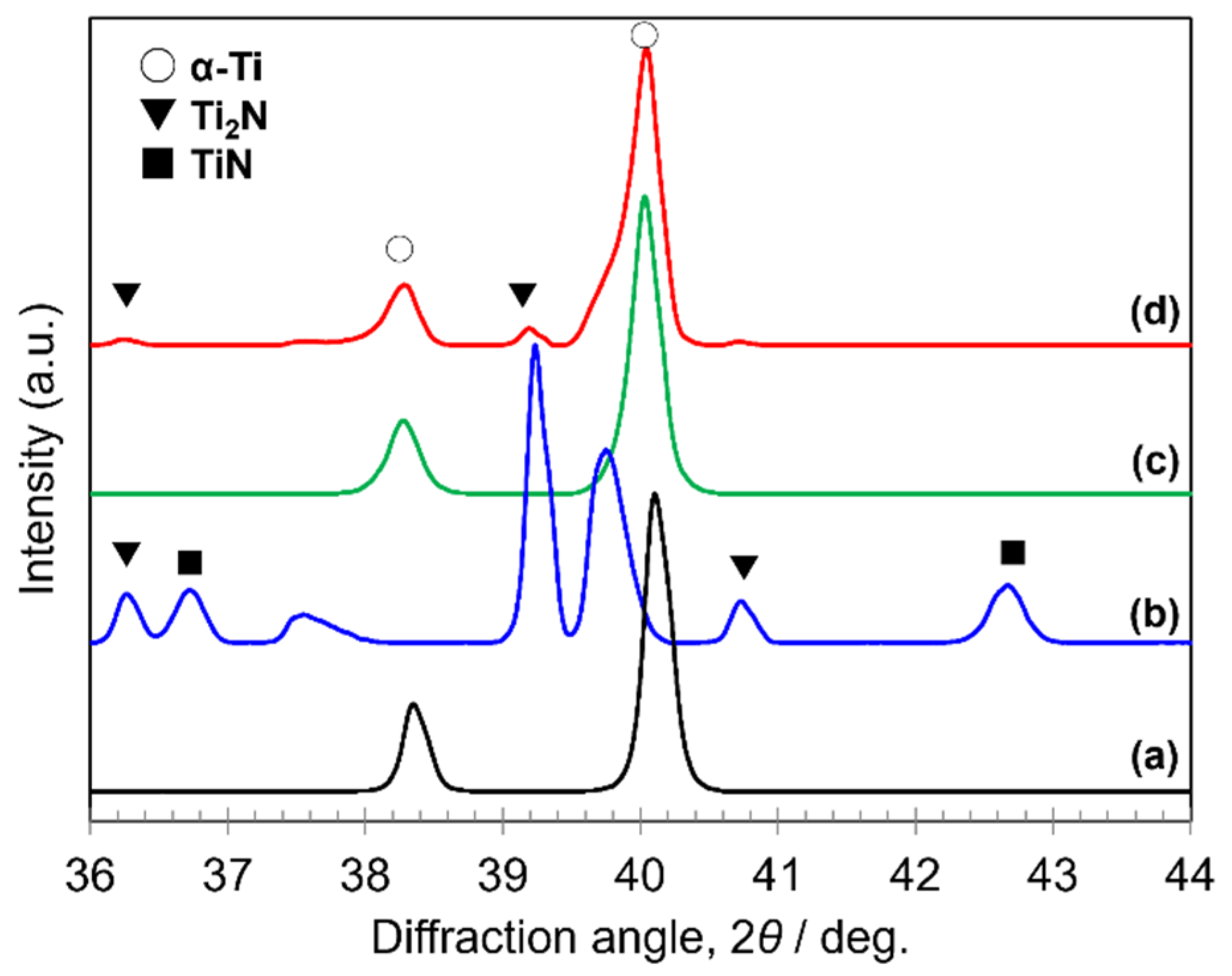
- Core–shell structured Ti–(N) powder, nitrogen content of 10.51 wt%, was obtained by heat treatment at 1273 K for 10 min under N2 gas, which is significantly higher than that of 0.003 wt% raw CP-Ti powder. It consisted of (i) the Ti2N/TiN region as shells with a thickness of 4–6 μm (ii) N elements dissolved in the matrix, and (iii) the raw Ti powder.
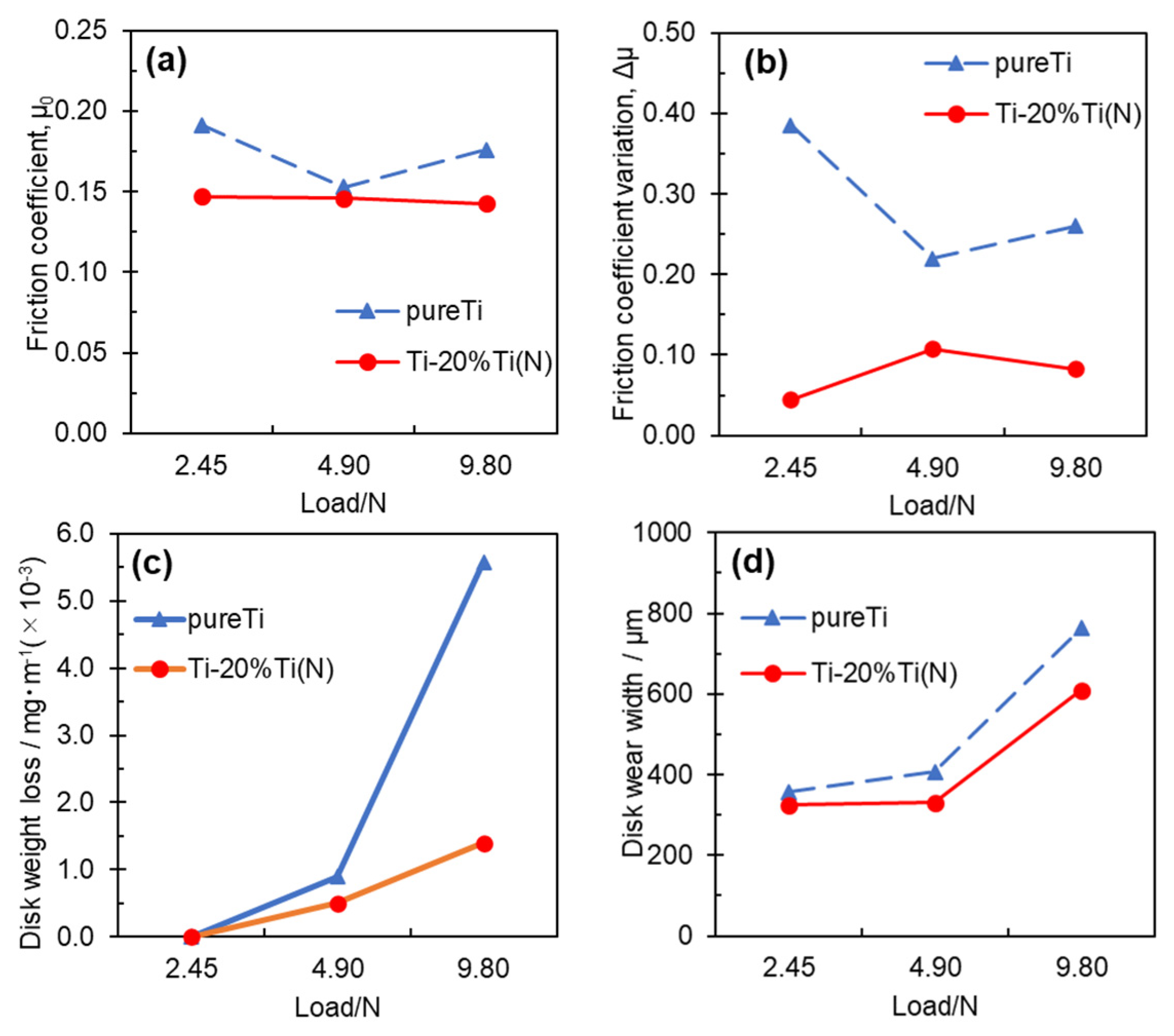
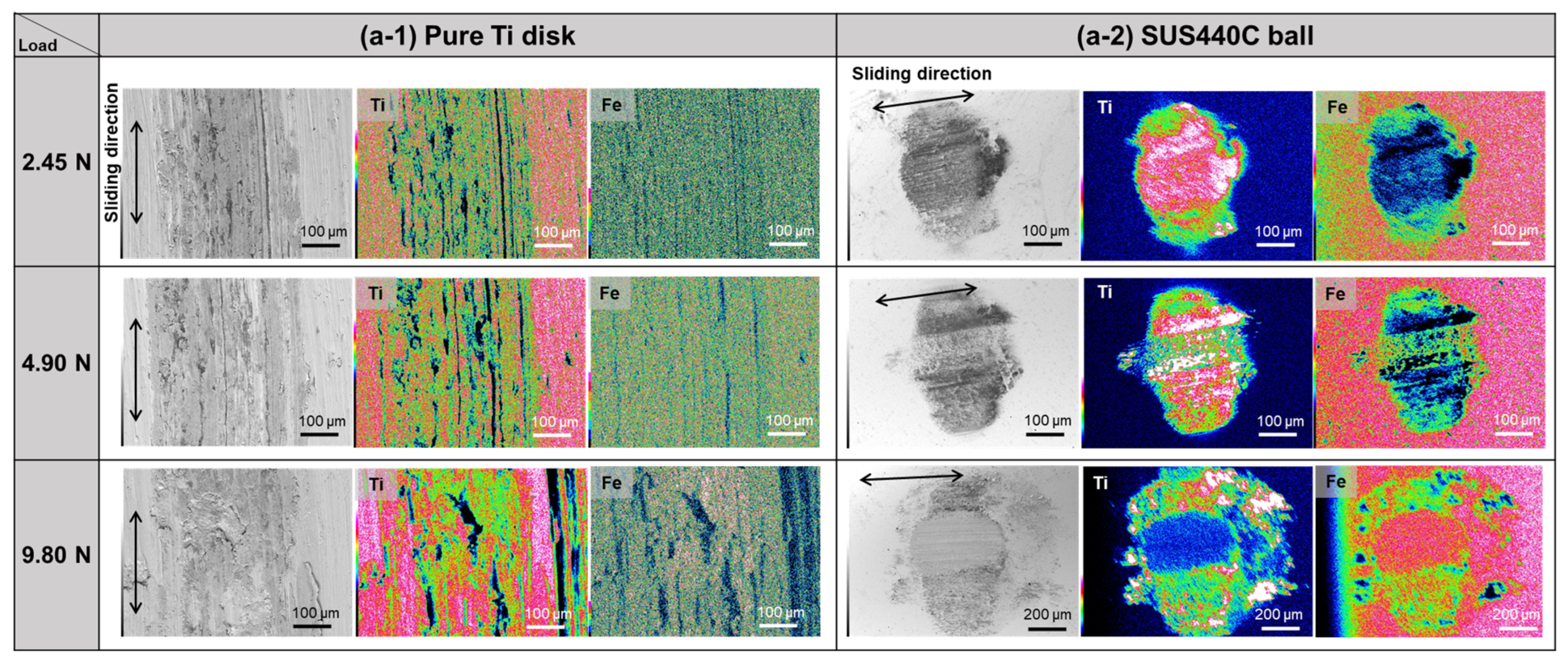
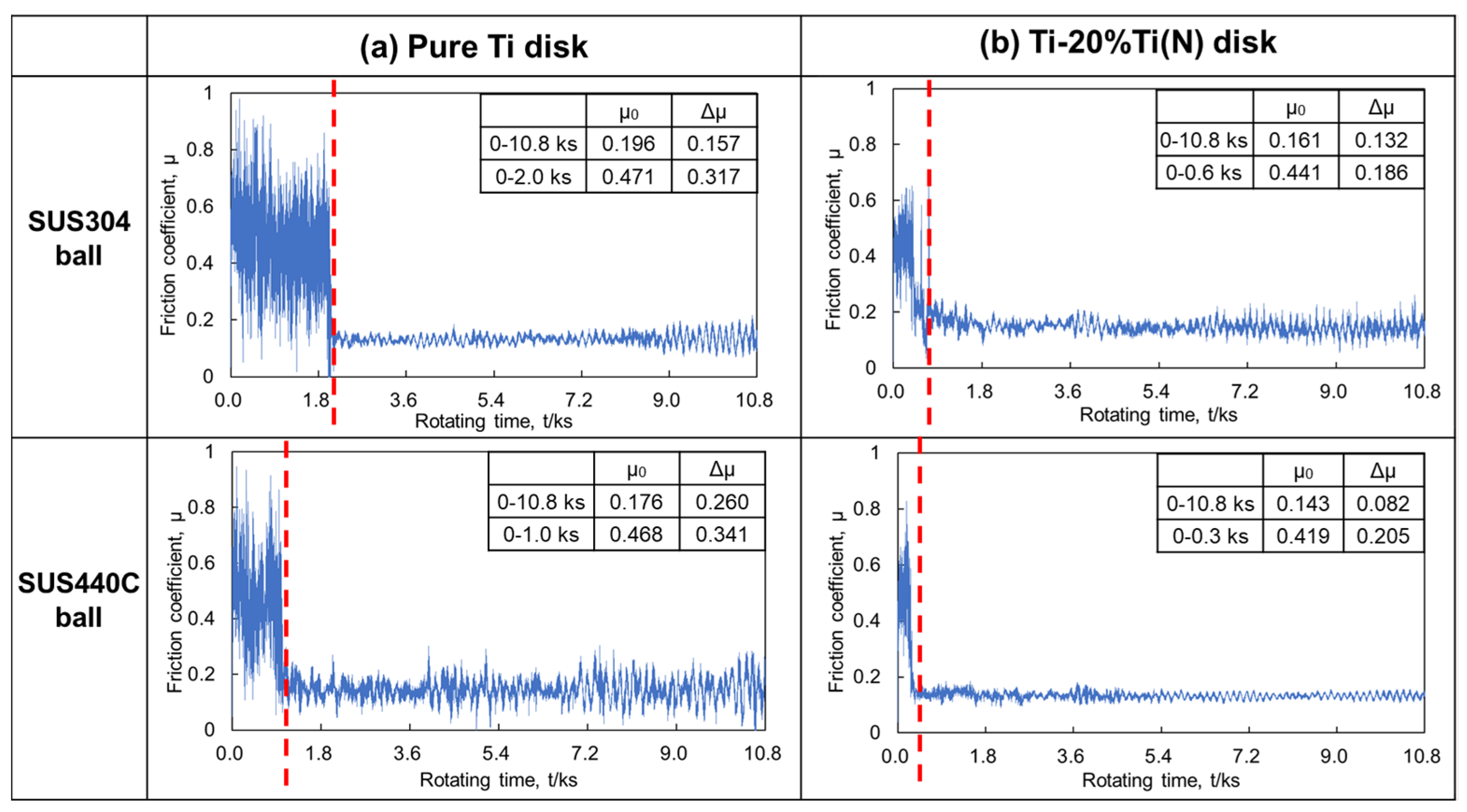
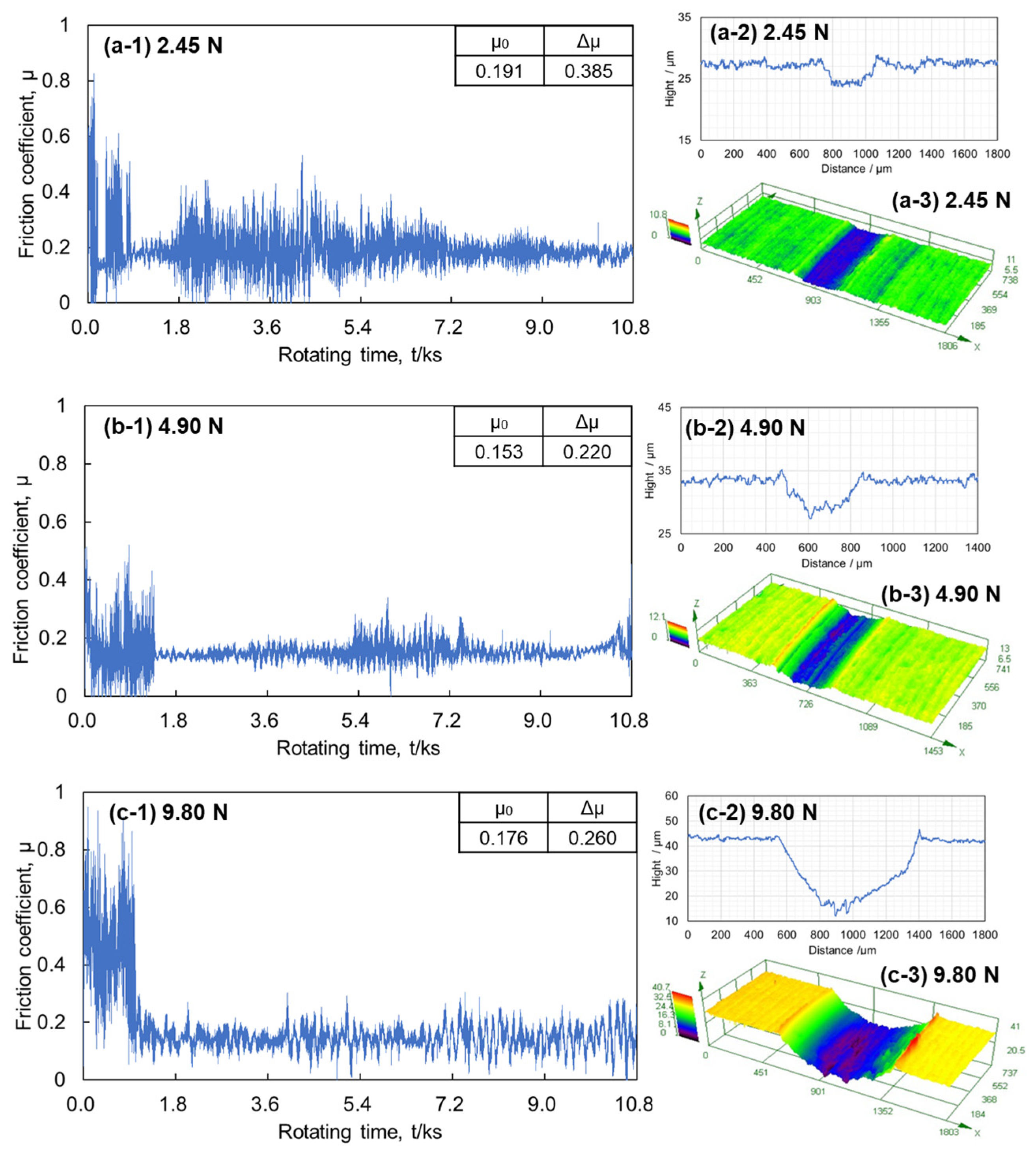
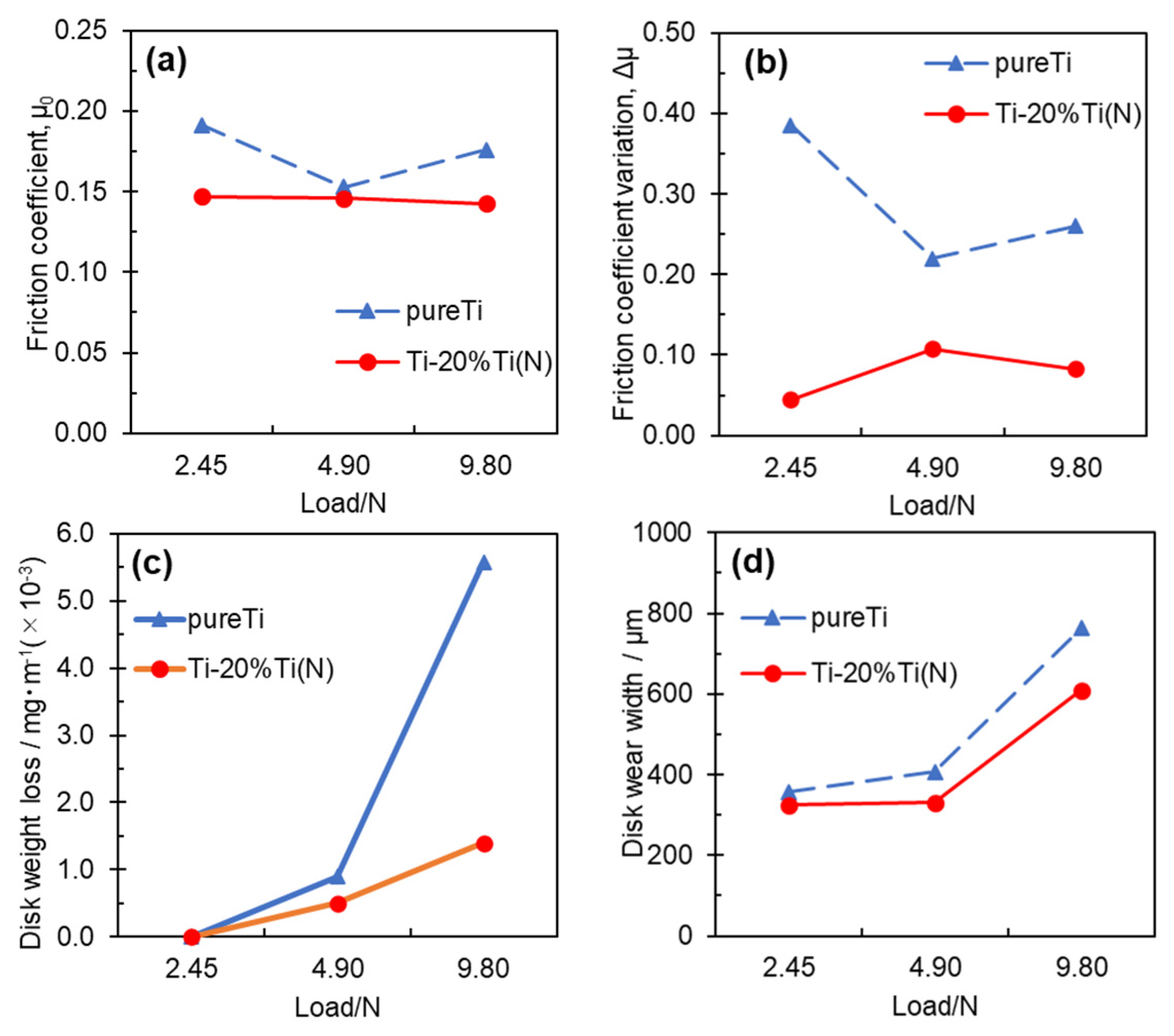
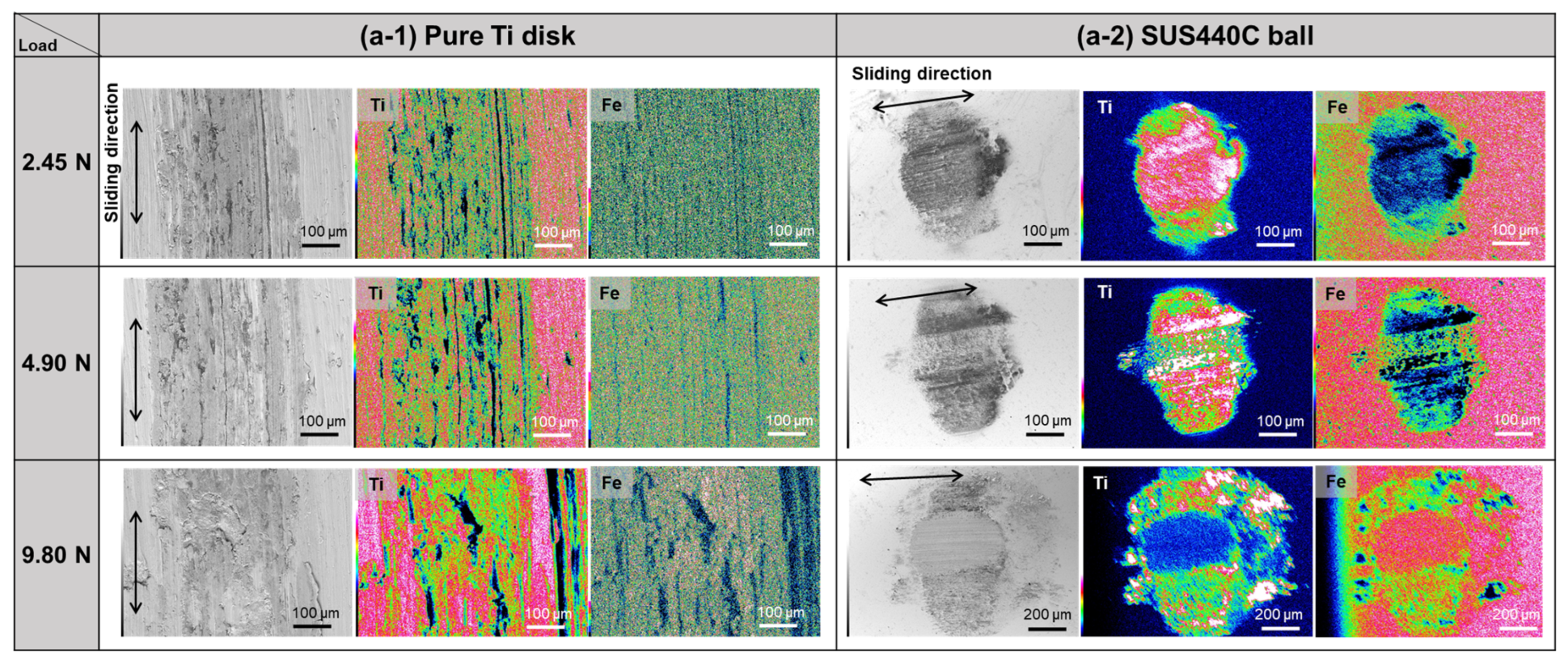
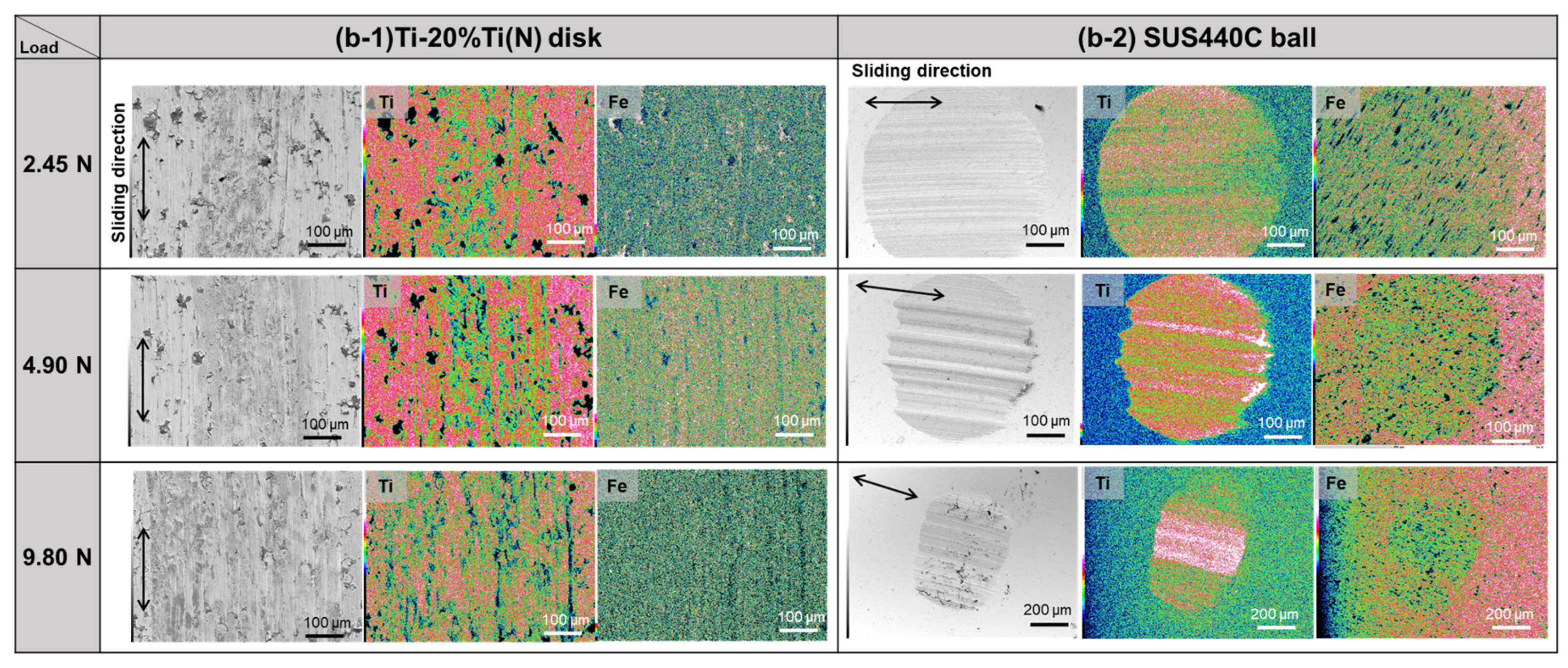
- The initial familiarity period of the Ti–TiN composites was shortened, and subsequently, low and stable friction coefficients were achieved, compared to the pure Ti specimen employed as a reference material. The average value of the friction coefficient and its mean variation were 0.143–0.147 and 0.045–0.108 of the Ti–TiN composites; in contrast, those values of the pure Ti sample were 0.153–0.191 and 0.220–0.385. SEM–EDS analysis clarified that the pure Ti disk specimen had numerous abrasive wear scratches and Fe adhesion from the SUS440C ball. The percentage of the weight loss was drastically decreased by 74% when a load of 9.8 N was applied to the Ti–TiN composites, in comparison with the pure titanium disk.
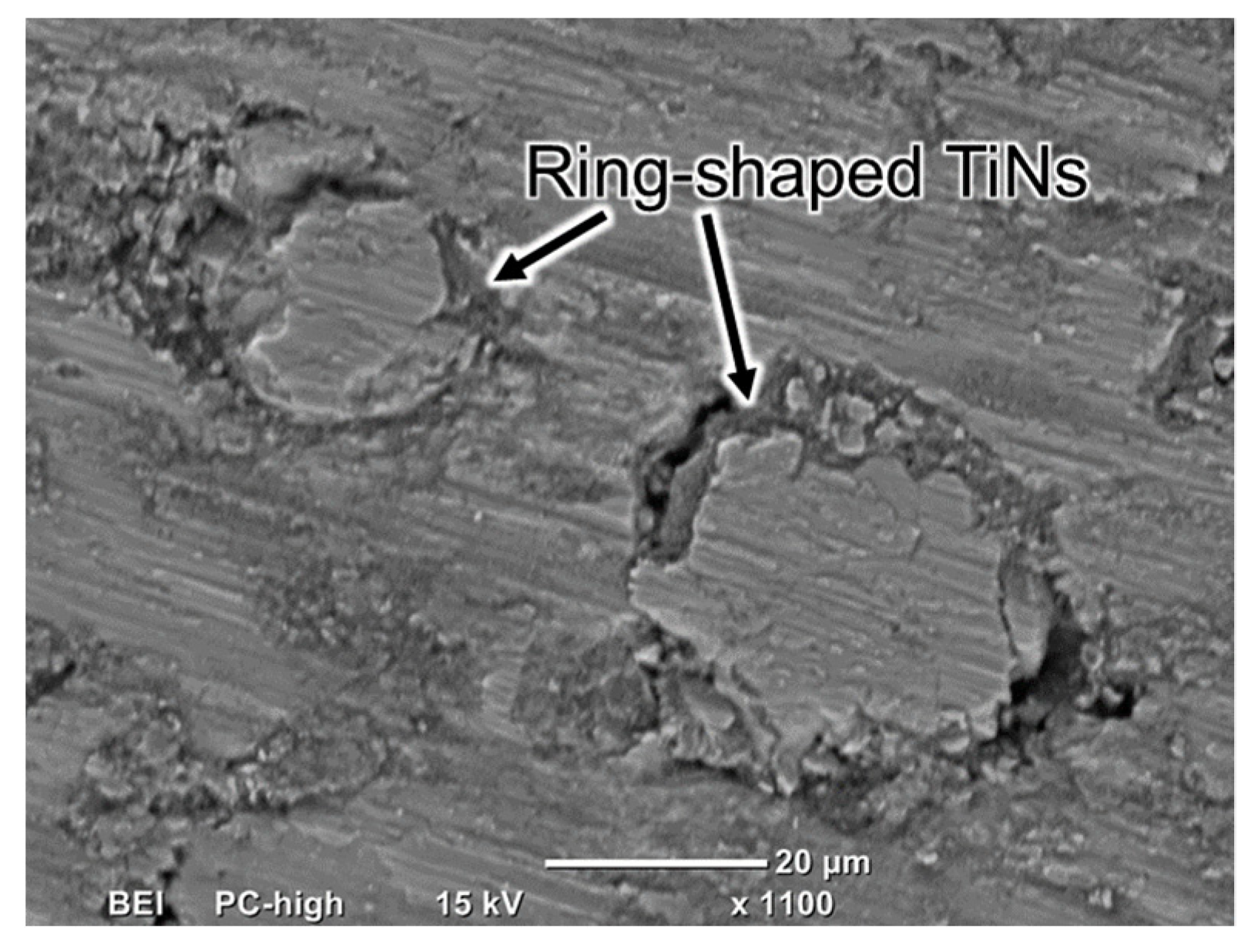
- These improved properties were mainly ascribed to two factors: the ring-shaped hard TiN dispersoids effectively prevented the adhesion phenomenon and improved the oil film formability, and the N solid solution in the core region increased the microhardness and abrasive wear resistance. The understanding of the amount and morphology of the ring-shaped hard TiN dispersoids in a Ti matrix will be addressed in our future work.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, J.; Lee, K.; Cho, D.; Lee, Y. Fretting wear characteristics of titanium matrix composites reinforced by titanium boride and titanium carbide particulates. Wear 2013, 301, 562–568. [Google Scholar] [CrossRef]
- Singh, H.; Hayat, M.; Zhang, H.; Cao, P. The decomposition of Si3N4 in titanium and its effect on wear properties. Wear 2019, 420–421, 87–95. [Google Scholar] [CrossRef]
- Kondoh, K. Titanium metal matrix composites by powder metallurgy (PM) routes. In Titanium Powder Metallurgy: Science, Technology and Applications; Butterworth-Heinemann: Oxford, UK, 2015; pp. 277–297. [Google Scholar]
- Maleque, M.; Harina, L.; Bello, K.; Azwan, M.; Rahman, M. Tribological properties of surface modified Ti-6Al-4V alloy under lubricated condition using Taguchi approach. J. Trib. 2018, 17, 15–28. [Google Scholar]
- Peters, M.; Kumpfert, J.; Ward, C.; Leyens, C. Titanium Alloys for Aerospace Applications. Adv. Eng. Mater. 2003, 5, 419–427. [Google Scholar] [CrossRef]
- Zhou, H.; Li, F.; He, B.; Wang, J.; Sun, B. Air plasma sprayed thermal barrier coatings on titanium alloy substrates. Surf. Coat. Technol. 2007, 201, 7360–7367. [Google Scholar] [CrossRef]
- Umeda, J.; Fugetsu, B.; Nishida, E.; Miyaji, H.; Kondoh, K. Friction behavior of network-structured CNT coating on pure titanium plate. Appl. Surf. Sci. 2015, 357, 721–727. [Google Scholar] [CrossRef]
- Fasman, G.D.; Moore, C.D. The solubilization of model Alzheimer tangles: Reversing the beta-sheet conformation induced by aluminum with silicates. Proc. Natl. Acad. Sci. USA 1994, 91, 11232–11235. [Google Scholar] [CrossRef] [Green Version]
- Sun, B.; Li, S.; Imai, H.; Mimoto, T.; Umeda, J.; Kondoh, K. Fabrication of high-strength Ti materials by in-process solid solution strengthening of oxygen via P/M methods. Mater. Sci. Eng. A 2013, 563, 95–100. [Google Scholar] [CrossRef]
- Issariyapat, A.; Visuttipitukul, P.; Song, T.; Umeda, J.; Qian, M.; Kondoh, K. Strength-ductility improvement of extruded Ti-(N) materials using pure Ti powder with high nitrogen solution. Mater. Sci. Eng. A 2020, 779, 139136. [Google Scholar] [CrossRef]
- Umeda, J.; Tanaka, T.; Teramae, T.; Kariya, S.; Fujita, J.; Nishikawa, H.; Shibutani, Y.; Shen, J.; Kondoh, K. Microstructures analysis and quantitative strengthening evaluation of powder metallurgy Ti–Fe binary extruded alloys with (α+β)-dual-phase. Mater. Sci. Eng. A 2021, 803, 140708. [Google Scholar]
- Ye, X.X.; Imai, H.; Shen, J.H.; Chen, B.; Han, G.Q.; Umeda, J.; Takahashi, M.; Kondoh, K. Strengthening-toughening mechanism study of powder metallurgy Ti-Si alloy by interrupted in-situ tensile tests. J. Alloys Compd. 2017, 694, 82–92. [Google Scholar] [CrossRef]
- Mimoto, T.; Umeda, J.; Kondoh, K. Strengthening behaviour and mechanisms of extruded powder metallurgy pure Ti materials reinforced with ubiquitous light elements. Powder Metall. 2016, 59, 223–228. [Google Scholar] [CrossRef]
- Yamabe, Y.; Umeda, J.; Imai, H.; Kondoh, K. Tribological property of α- pure titanium strengthened by nitrogen solid-solution. Mater. Transact. 2018, 59, 61–65. [Google Scholar] [CrossRef] [Green Version]
- Issariyapat, A.; Visuttipitukul, P.; Umeda, J.; Kondoh, K. Refined grain formation behavior and strengthening mechanism of α-titanium with nitrogen fabricated by selective laser melting. Addit. Manuf. 2020, 36, 101537. [Google Scholar] [CrossRef]
- Umeda, J.; Nishimura, N.; Fujii, H.; Jia, L.; Kondoh, K. In-situ formed Al3Zr compounds reinforced Al composites and tribological application. Crystals 2021, 11, 227. [Google Scholar] [CrossRef]
- Holmberg, B. Structural studies on the titanium-nitrogen system. Acta Chem. Scand. 1962, 16, 1255–1261. [Google Scholar] [CrossRef] [Green Version]
- Issariyapat, A.; Song, T.; Visuttipitukul, P.; Umeda, J.; Qian, M.; Kondoh, K. Development of core–shell-structured Ti-(N) powders for additive manufacturing and comparison of tensile properties of the additively manufactured and spark-plasma-sintered Ti-N alloys. Adv. Powder Technol. 2021, 32, 2379–2389. [Google Scholar] [CrossRef]
- Hayat, M.; Singh, H.; He, Z.; Cao, P. Titanium metal matrix composites: An overview. Compos. Part A Appl. Sci. 2019, 121, 418–438. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Umeda, J.; Fujii, H.; Takizawa, R.; Teramae, T.; Issariyapat, A.; Kariya, S.; Yang, Y.; Li, S.; Kondoh, K. Tribological Behavior of Titanium-Sintered Composites with Ring-Shaped TiN Dispersoids. Lubricants 2022, 10, 254. https://doi.org/10.3390/lubricants10100254
Umeda J, Fujii H, Takizawa R, Teramae T, Issariyapat A, Kariya S, Yang Y, Li S, Kondoh K. Tribological Behavior of Titanium-Sintered Composites with Ring-Shaped TiN Dispersoids. Lubricants. 2022; 10(10):254. https://doi.org/10.3390/lubricants10100254
Chicago/Turabian StyleUmeda, Junko, Hiroko Fujii, Ryota Takizawa, Takuma Teramae, Ammarueda Issariyapat, Shota Kariya, Yafeng Yang, Shufeng Li, and Katsuyoshi Kondoh. 2022. "Tribological Behavior of Titanium-Sintered Composites with Ring-Shaped TiN Dispersoids" Lubricants 10, no. 10: 254. https://doi.org/10.3390/lubricants10100254
APA StyleUmeda, J., Fujii, H., Takizawa, R., Teramae, T., Issariyapat, A., Kariya, S., Yang, Y., Li, S., & Kondoh, K. (2022). Tribological Behavior of Titanium-Sintered Composites with Ring-Shaped TiN Dispersoids. Lubricants, 10(10), 254. https://doi.org/10.3390/lubricants10100254