Abstract
As a successful solution applied to electrical discharge machining (EDM), powder-mixed electrical discharge machining (PMEDM) has been proposed as an upgrade of the EDM process. The optimization of the process parameters of PMEDM is essential and pressing. In this study, Taguchi methods and analysis of variance (ANOVA) were used to find the main parameters affecting surface roughness in the EDM process with SiC powder-mixed-dielectric of hardened 90CrSi steel. The PMEDM parameters selected were the powder concentration, the pulse-on-time, the pulse-off-time, the pulse current, and the server voltage. It was found that SiC powder exhibits positive effects on reducing surface roughness. The roughness obtained with the optimum powder concentration of 4 g/L was reduced by 30.02% compared to that when processed by conventional EDM. Furthermore, the pulse-off-time was found to be the most influential factor that gave an important effect on surface roughness followed by the powder concentration. The EDM condition including a powder concentration of 4 g/L, a pulse-on-time of 6 µs, a pulse-off-time of 21 µs, a pulse current of 8 A, and a server voltage of 4 V resulted in the best surface roughness.
1. Introduction
Mechanical parts with complex shapes and difficult-to-machine materials are always challenging with traditional machining methods. In this case, a table-shaped punch is a typical example, as shown in Figure 1. The face of the punch has a concave profile that is very difficult to cut, or even impossible, by conventional methods, such as grinding, etc.

Figure 1.
Tablet-shaped punches made by the EDM process.
Electrical discharge machining (EDM), an advanced machining process, is utilized for the making of complex geometrical shapes and processing hard materials that are extremely difficult to process using traditional machining methods [1,2]. As one of the most common non-traditional machining processes, EDM is capable of removing materials by a short-time electrical discharge of high current density between the electrode and the workpiece [3,4,5]. This process is widely applied in the mold and die industry, automotive industry, aerospace, and so on. EDM can be used for the processing of all types of conductive materials regardless of their physical properties. The ability of EDM, however, is limited by the low material removal rate (MRR), high surface roughness, and high tool wear. To overcome these obstacles, PMEDM has been introduced as an advanced method to enhance the capabilities of EDM. During the PMEDM process, the fine powder is added to the dielectric to meet the requirements of EDM methods, such as high accuracy, good surface quality, and high MRR. The properties and concentration of the added fine powder significantly affect the discharge gap dimension, discharge transitivity, breakdown strength, and deionization of dielectric [5,6]. Many researchers believe that a suitable powdered material mixed with a dielectric causes a decrease in the insulation strength of dielectric, which is the cause of the increase in the size of the discharge gap between the electrode and the workpiece in the EDM process [7,8,9,10,11,12]. This ensures the stability of the EDM process, thereby improving roughness, MRR, and reducing tool wear [7,13,14].
The impacts of EDM input factors, as well as the properties and the concentration of added fine powders on EDM performance, have been investigated in numerous studies. Erden and Bilgin were the first authors who have studied the effects of impurities such as aluminum, copper, iron, etc., on EDM’s dielectric fluid [15]. The authors found that the machining rate is enhanced by a growth in the concentration of impurities due to a decline in time lag. In [8], Tzeng and Lee confirmed that powder characteristics such as particle size, density, and powder concentration have considerable influences on the efficiency of EDM. Optimization of the PMEDM process to increase MRR has been implemented by Long et al. [16]. The conclusion was that electric current, electrode material, and concentration of powder were the main parameters that significantly affected the material removal rate. In a study by Singh et al. [17], the results showed that MRR of PMEDM is highly dependent on the electric current, the material of the electrode, and the concentration of the powder. In a roughness study in the PMEDM process [12], Zhao concluded that the appropriate parameter selection improved the roughness when compared to conventional EDM processes. The Taguchi method was used for optimizing the powder mixed EDM process in a study of Kansal [18]. As shown in the result section, the adding of a suitable volume of graphite powder to the dielectric resulted in a noticeable enhancement in MRR, a significant decrease in tool wear, and an enhancement in the surface roughness. Similarly, when conducting PMEDM of SKD 61 steel, Kobayashi et al. concluded that the use of a sufficient amount of suspended silicon powder increases MRR and reduces surface roughness [19].
SiC powder mixed EDM has been in the focus of various studies. In the research of Öpöz et al. [13], the authors concluded that the concentration of SiC particle was the most influential factor for particle transfer, followed by the pulse current and pulse-on-time. The effect of the concentration of SiC powder on MRR and the tool wear rate in micro-electrical discharge machining of Ti-6Al-4V was investigated by Kuriachen and Mathew [20]. It was determined that the lower powder concentration gave a higher MRR and lower tool wear rate. In another study [21], Razak found that applying SiC powder mixed electrical discharge machining reduced roughness, increased MRR, and reduced production time and costs. The effect of SiC PMEDM on white layer thickness, heat flux, and fatigue life in machining was studied by Al-Khazraji [22]. A satisfactory result has been achieved in the machining of AISI D2 steel.
Recently, a new study [23] has introduced a novel active gap capacitance electrical discharge machining (AGC-EDM) method for high-efficiency processing polycrystalline diamond. In this study, graphene was first used as an energy storage medium in the EDM process to raise the efficiency and the performance of the process. It was reported that the MMR in AGC-EDM was higher than that of the normal EDM by more than 10 times and the electrode wear was reduced by 70%.
In the present work, the influence of input parameters including the powder concentration, the pulse-on-time, the pulse-off-time, the pulse current, and the server voltage on roughness when PMEDM cylindrical-shaped parts was investigated by applying the Taguchi method and ANOVA. Optimal PMEDM conditions have been found to minimize surface roughness. The outstanding effectiveness in reducing the roughness of the EDM with SiC powder-mixed dielectric has been demonstrated when compared to conventional EDM.
2. Experimental Design
In this research, the powder concentration, the pulse-on-time, the pulse-off-time, the pulse current, and the server voltage of PMEDM condition were optimized to improve performance during the machining of hardened 90CrSi steel with consideration of the roughness. The chemical composition of 90CrSi steel is shown in Table 1.

Table 1.
Chemical composition of 90CrSi steel.
Due to its simplicity and robustness, the Taguchi method has been used by many researchers in optimizing process parameters to reduce production time and costs [24,25,26]. In the design of the experiment of the Taguchi method, the orthogonal arrays are used to achieve the best results with the smallest number of experiments. The signal to noise (S/N) and the analysis of variance (ANOVA) are applied for measuring the performance characteristics and calculating the contribution of each process parameter. The Taguchi method consists of three types of S/N: larger is better, smaller is better, and the nominal is better. For each specific case, the appropriate S/N format is selected. The goal of this research is to optimize the PMEDM parameters to get minimum surface roughness. Thus, the “smaller is better” type was opted and calculated by the following equation:
where: yi is the observed data, n is the total of experimental runs.
One of the purposes of this study is to demonstrate the effectiveness of the PMEDM method compared to traditional EDM. Therefore, the powder concentration parameter will be investigated with six levels. In addition, the influence of other parameters on roughness was also investigated. Each parameter will have three levels. Thus, the PMEDM parameters consisting of the powder concentration (Cp), the pulse-on-time (Ton), the pulse-off-time (Toff), the pulse current (IP), and the server voltage (SV) are shown in Table 2. The levels of the parameters were represented by numbers such as “1”, “2”, “3”, “4”, “5”, and “6”. Together with PMEDM parameters and levels, the L18 array of Taguchi was selected to design the experiment.
Table 2.
The PMEDM parameters with levels.
In the experiments, the PMEDM processes are conducted by using a sinker EDM model CNC-AG40L from Sodick Europe Ltd. (UK) at ambient temperature. The workpiece is 90CrSi alloy steel with a hardness of 58-62 HRC as shown in Figure 2. The electrode material is copper. Figure 3 shows the electrode for the PMEDM process. The dielectric fluid is Total Diel MS 7000 oil. Silicon carbide powders with the particle size of 500 nm are used to add to the dielectric fluid. The machining process was done in a 300 mm × 250 mm × 250 mm container, as shown in Figure 4. The stirring rotates at a speed of 90 r/min to ensure the uniformity of SiC nanopowder in the dielectric fluid. A nozzle and a pump were used to provide liquid into the machining zone to remove chips and maintain the stability of the discharge process. The magnetic plate was utilized to collect steel debris generated during machining to prevent them from re-entering the machining area. The surface roughness was measured by using a Mitutoyo SV3100 instrument. Roughness data was collected on the cylinder surface of workpiece—on cylindrical surface (Figure 2). The details of the PMEDM processes are given in Table 3. Each experimental run was repeated three times to lessen the experimental error.
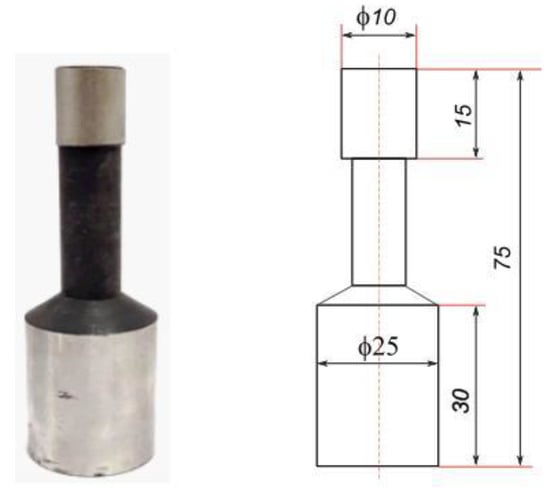
Figure 2.
The 90CrSi alloy steel workpiece.
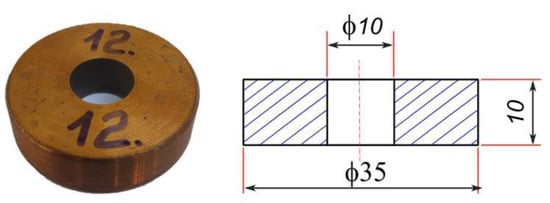
Figure 3.
The electrode for PMEDM process.
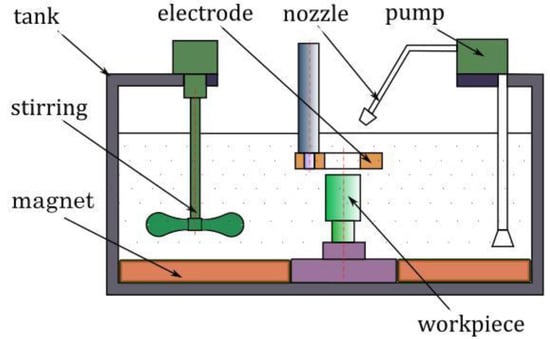
Figure 4.
Experimental setup.
Table 3.
PMEDM process information.
3. Results and Discussions
Table 4 indicates the results of the PMEDM process and S/N ratio. The input PMEDM factors consist of Cp, Ton, Toff, IP, and SV. The values of the surface roughness (Ra) were collected three times in each test (trials). The average values of roughness range from 1.670 µm to 5.105 µm. The smallest roughness value was achieved in “Run 15” and the largest was in “Run 6”. S/N ratios calculated by Equation (1) were given by Minitab 18 software. The process of experimental design using Minitab software is indicated in Figure 5.
Table 4.
The results of PMEDM process.
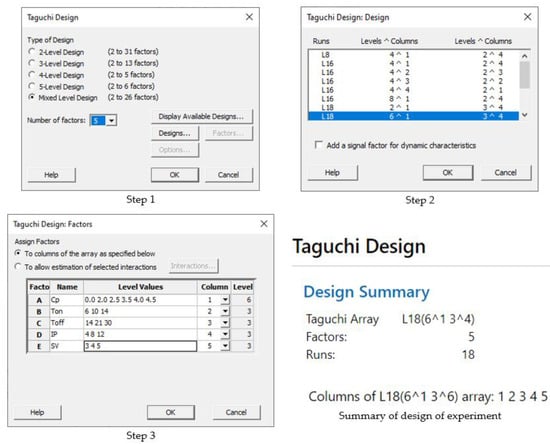
Figure 5.
The process of the experimental design using Minitab software.
The main effects plot for roughness is depicted in Figure 6. It can be seen that the roughness decreases by the increase of SiC powder concentration and reaches the smallest value when the powder concentration is at level 5 (4 g/L). The roughness, however, increases abruptly when the concentration is 4.5 g/L. Increased pulse-on-time leads to an increase in surface roughness. The roughness reaches the smallest value at level 1 of the pulse-on-time (6 µs). Additionally, surface roughness has the smallest value at level 2 of the pulse-off-time (21 µs), level 2 of the pulse current (8 A), and level 2 of the server voltage (4 V).
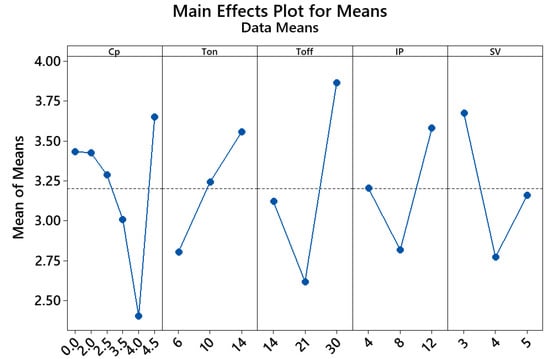
Figure 6.
The main effects plot for roughness.
Figure 7 shows the S/N response analysis. As shown in Figure 7, the fifth level of the powder concentration, the first level of the pulse-on-time, the second level of the pulse-off-time, the second level of the pulse current, and the second level of the server voltage are the optimal levels for parameters in PMEDM process. Thus, the optimal condition of PMEDM for minimizing the roughness is the powder concentration of 4 g/L, a pulse-on-time of 6 µs, a pulse-off-time of 21 µs, a pulse current of 8 A, and a server voltage of 4 V.
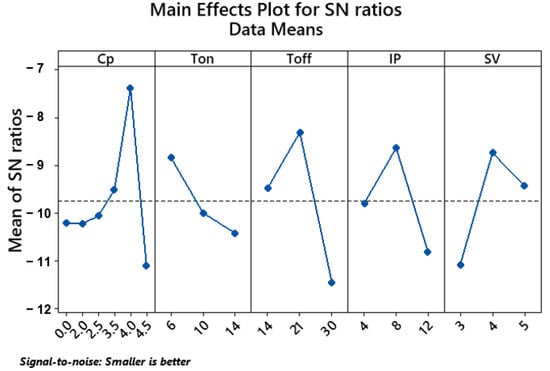
Figure 7.
The S/N response analysis
As shown in Figure 8, it can be noted that SiC powder is mixed with the dielectric in the right amount, which significantly improves the surface roughness. The large slope of the chart indicates a sharp decrease in roughness with increasing the powder concentration from 0 to 4 g/L. The best roughness is achieved when a powder concentration of 4 g/L is applied. Figure 8 shows that the roughness obtained with the optimum powder concentration was reduced by 30.02% compared to that when processed by conventional EDM (powder concentration of 0 g/L). This result of the research is reasonably close to those in other PMEDM studies [7,8,11,27]. It can be explained that the stability of the machining process is improved by mixing SiC powder into the dielectric. The added SiC powder plays an important role in modifying the plasma channel. The plasma channel is enlarged, which leads to a decrease in electrical discharge power density [11,12,21]. The sparking is distributed uniformly in the discharge gap. The result is that smooth, uniform surfaces are generated. The roughness, however, increased abruptly when the powder concentration applied was 4.5 (g/L). The high powder concentration causes continuous discharges at some points on the machining surface resulting in increased roughness.
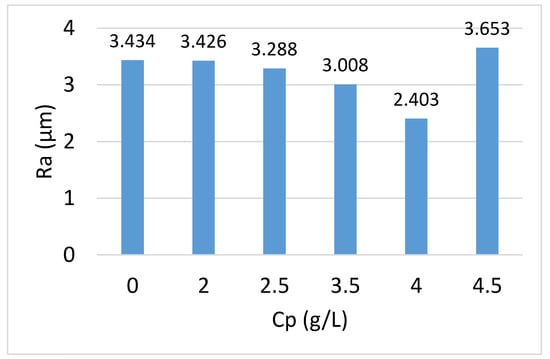
Figure 8.
Effect of Cp on the roughness.
Table 5 shows the analysis of variance for Ra. As shown in Table 5, the pulse-off-time and the powder concentration are the most remarkable factors impacting the surface roughness in SiC powder mixed electrical discharge machining of hardened 90CrSi steel. They account for 26.63% and 21.17% to the total effect, respectively. Other parameters have a smaller impact on the roughness. The server voltage, the pulse current, and the pulse-on-time have effects of 15.26%, 12.47%, and 7.11% of the total effect, respectively.
Table 5.
ANOVA for .
Figure 9 describes the normal probability (Figure 9a) and the probability plot (Figure 9b) of the surface roughness. It is reported from the figure that the data points of surface roughness are distributed close to a center straight line. This confirms that the factors selected in the research have a significant effect on the response. Additionally, it can prove that the experimental results are accurate enough.
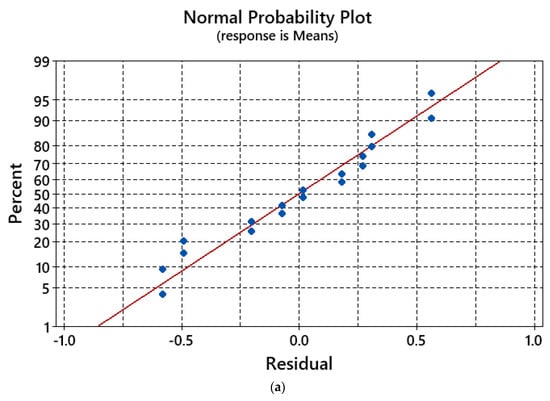
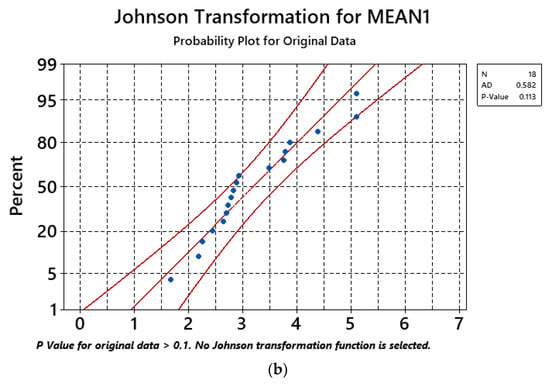
Figure 9.
Normal probability and probability plot of surface roughness. (a) Normal probability plot (b) Johnson transformation for MEAN1.
The predicted average surface roughness () is calculated by Equation (2):
where is average surface roughness for Cp at level 5, is average surface roughness for Ton at level 1, is average surface roughness Toff at level 2, is average surface roughness for IP at level 2, is average surface roughness for SV at level 2, is average surface roughness.
By Equation (2):
A verification experiment was carried out with the PMEDM parameters, such as a powder concentration of 4 g/L, a pulse-on-time of 6 µs, a pulse-off-time of 21 µs, a pulse current of 8 A, and a server voltage of 4 V. The roughness obtained from the verification experiment is 0.656 µm. This result is 8.25% different from the predicted average surface roughness determined by Equation (2). This proves that the results of this study are completely reliable. The results also express that the roughness achieved by applying the optimal PMEDM process is significantly improved when compared to conventional EDM.
4. Conclusions
In this work, the effect of PMEDM parameters including the powder concentration, the pulse-on-time, the pulse-off-time, the pulse current, and the server voltage on roughness were investigated by applying the Taguchi method and ANOVA. Further, the optimization of PMEDM parameters was performed to minimize the surface roughness in EDM of hardened 90CrSi steel. The following conclusions can be:
- ✓
- The pulse-off-time has the strongest impact on the roughness followed by the powder concentration. They account for 26.63% and 21.17% to the total effect, respectively. Other parameters have a smaller impact on roughness. The server voltage, the pulse current, and pulse-on-time have effects of 15.26%, 12.47%, and 7.11% of the total effect, respectively.
- ✓
- The optimal parameters of PMEDM for lower roughness are a powder concentration of 4 g/L, a pulse-on-time of 6 µs, a pulse-off-time of 21 µs, a pulse current of 8 A, and a server voltage of 4 V.
- ✓
- The predicted average surface roughness is presented with an 8.25% deviation from the verification test.
- ✓
- The outstanding effectiveness in reducing the roughness of the PMEDM process has been demonstrated when compared to conventional EDM. The roughness obtained with the optimum powder concentration of 4 g/L was reduced by 30.02% compared to that when processed by conventional EDM (powder concentration of 0 g/L).
Author Contributions
All authors (T.-H.T., M.-C.N., A.-T.L., T.-V.D., T.-Q.L., T.-T.V., N.-G.T., T.-T.D., N.-P.V.) discussed the original idea. A.-T.L., M.-C.N., T.-T.D. and N.-P.V. designed and analyzed the experiment; T.-V.D. wrote this manuscript with support from M.-C.N., A.-T.L., T.-Q.L., and N.-P.V. All authors discussed the manuscript and delivered critical feedback. N.-P.V. supervised this work and revised the paper. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors wish to thank Thai Nguyen University of Technology. This work was supported by Thai Nguyen University of Technology.
Conflicts of Interest
The authors state no conflict of interest.
References
- Markopoulos, A.P.; Papazoglou, E.-L.; Karmiris-Obratański, P. Experimental Study on the Influence of Machining Conditions on the Quality of Electrical Discharge Machined Surfaces of aluminum alloy Al5052. Machines 2020, 8, 12. [Google Scholar] [CrossRef]
- Razeghiyadaki, A.; Molardi, C.; Talamona, D.; Perveen, A. Modeling of Material Removal Rate and Surface Roughness Generated during Electro-Discharge Machining. Machines 2019, 7, 47. [Google Scholar] [CrossRef]
- Kumar, A.; Maheshwari, S.; Sharma, C.; Beri, N. Research Developments in Additives Mixed Electrical Discharge Machining (AEDM): A State of Art Review. Mater. Manuf. Process. 2010, 25, 1166–1180. [Google Scholar] [CrossRef]
- Ho, K.; Newman, S. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Ekmekci, B.; Ulusöz, F.; Ekmekci, N.; Yaşar, H. Suspended SiC particle deposition on plastic mold steel surfaces in powder-mixed electrical discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 229, 475–486. [Google Scholar] [CrossRef]
- Jawahar, M.; Reddy, C.S.; Srinivas, C. A review of performance optimization and current research in PMEDM. Mater. Today Proc. 2019, 19, 742–747. [Google Scholar] [CrossRef]
- Wong, Y.; Lim, L.; Rahuman, I.; Tee, W. Near-mirror-finish phenomenon in EDM using powder-mixed dielectric. J. Mater. Process. Technol. 1998, 79, 30–40. [Google Scholar] [CrossRef]
- Tzeng, Y.-F.; Lee, C.-Y. Effects of Powder Characteristics on Electrodischarge Machining Efficiency. Int. J. Adv. Manuf. Technol. 2001, 17, 586–592. [Google Scholar] [CrossRef]
- Uno, Y.; Okada, A.; Kamekawa, I. Surface Generation Mechanism in Electrical Discharge Machining with Silicon Powder Mixed Fluid. J. Jpn. Soc. Electr. Mach. Eng. 1995, 29, 9–17. [Google Scholar] [CrossRef][Green Version]
- Mohri, N.; Saito, N.; Higashi, M.; Kinoshita, N. A New Process of Finish Machining on Free Surface by EDM Methods. CIRP Ann. 1991, 40, 207–210. [Google Scholar] [CrossRef]
- Kansal, H.; Singh, S.; Kumar, P. Parametric optimization of powder mixed electrical discharge machining by response surface methodology. J. Mater. Process. Technol. 2005, 169, 427–436. [Google Scholar] [CrossRef]
- Zhao, W.; Meng, Q.; Wang, Z. The application of research on powder mixed EDM in rough machining. J. Mater. Process. Technol. 2002, 129, 30–33. [Google Scholar] [CrossRef]
- Öpöz, T.T.; Yaşar, H.; Ekmekci, N.; Ekmekci, B. Particle migration and surface modification on Ti6Al4V in SiC powder mixed electrical discharge machining. J. Manuf. Process. 2018, 31, 744–758. [Google Scholar] [CrossRef]
- Kansal, H.; Singh, S.; Kumar, P. Performance parameters optimization (multi-characteristics) of powder mixed electric discharge machining (PMEDM) through Taguchi’s method and utility concept. IJEMS 2006, 13. Available online: http://nopr.niscair.res.in/handle/123456789/7550 (accessed on 30 June 2020).
- Erden, A.; Bilgin, S. Role of Impurities in Electric Discharge Machining. In Proceedings of the Proceedings of the Twenty-First International Machine Tool Design and Research Conference, Swansea, UK, 8–12 September 1980; Springer: Berlin/Heidelberg, Germany, 1981; pp. 345–350. [Google Scholar]
- Long, B.T.; Phan, N.H.; Cuong, N.; Jatti, V.S. Optimization of PMEDM process parameter for maximizing material removal rate by Taguchi’s method. Int. J. Adv. Manuf. Technol. 2016, 87, 1929–1939. [Google Scholar] [CrossRef]
- Singh, P. Influence of electrical parameters in powder mixed electric discharge machining (PMEDM) of hastelloy. J. Eng. Res. Stud. 2010, 1, 93–105. [Google Scholar]
- Kansal, H.; Singh, S.; Kumar, P. Application of Taguchi method for optimisation of powder mixed electrical discharge machining. Int. J. Manuf. Technol. Manag. 2005, 7, 329. [Google Scholar] [CrossRef]
- Kobayashi, K. The present and future developments of electrical discharge machining. In Proceedings of the 2nd International Conference on Die and Mould Technology, Singapore, 2 September 1992. [Google Scholar]
- Kuriachen, B.; Mathew, J. Effect of powder mixed dielectric on material removal and surface modification in microelectric discharge machining of Ti-6Al-4V. Mater. Manuf. Process. 2016, 31, 439–446. [Google Scholar] [CrossRef]
- Razak, M.A.; Abdul-Rani, A.M.; Nanimina, A.M. Improving EDM Efficiency with Silicon Carbide Powder-Mixed Dielectric Fluid. Int. J. Mater. Mech. Manuf. 2015, 3, 40–43. [Google Scholar] [CrossRef]
- Al-Khazraji, A.; Amin, S.A.; Ali, S.M. The effect of SiC powder mixing electrical discharge machining on white layer thickness, heat flux and fatigue life of AISI D2 die steel. Eng. Sci. Technol. Int. J. 2016, 19, 1400–1415. [Google Scholar] [CrossRef]
- Wang, X.; Yi, S.; Easton, M.; Ding, S. Active gap capacitance electrical discharge machining of polycrystalline diamond. J. Mater. Process. Technol. 2020, 280, 116598. [Google Scholar] [CrossRef]
- Phadke, M.S. Quality Engineering using Design of Experiments; Springer: Berlin/Heidelberg, Germany, 1989; pp. 31–50. [Google Scholar]
- Do, T.-V.; Hsu, Q.-C. Optimization of Minimum Quantity Lubricant Conditions and Cutting Parameters in Hard Milling of AISI H13 Steel. Appl. Sci. 2016, 6, 83. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Hsu, Q.-C. Surface Roughness Analysis in the Hard Milling of JIS SKD61 Alloy Steel. Appl. Sci. 2016, 6, 172. [Google Scholar] [CrossRef]
- Pi, V.N. Multi-objective optimization of PMEDM process parameters for processing cylindrical shaped parts using Taguchi method and Grey relational analysis. Int. J. Mech. Prod. Eng. Res. Dev. 2020, 10, 669–678. [Google Scholar]










© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).