Monitoring the Oil of Wind-Turbine Gearboxes: Main Degradation Indicators and Detection Methods


Abstract
1. Introduction
2. State of the Art
2.1. Oils for Wind Turbine Gearboxes
2.2. Additives Used in Oils for Wind Turbine Gearboxes
2.3. Oil Degradation
2.4. Oil Condition Monitoring
3. Materials and Methods
- Oil Sampling: Analysis of the measurements of the oil properties in the laboratory;
- Online Sensors: Analysis of the electrical properties of the oil in an oil sensor test bench;
- Micropitting tests: Analysis of the micropitting resistance of the oil by performing tests in a FZG back-to-back test rig.
3.1. Oil Aging
3.1.1. Laboratory Aging
3.1.2. Field Aging
3.2. Analysis Methods
3.2.1. Oil Sample Analysis
- Viscosity and Viscosity index: Measurement of the kinematic viscosity at 40 °C and 100 °C with the corresponding calculation of the viscosity index according to DIN 51659-3 [59].
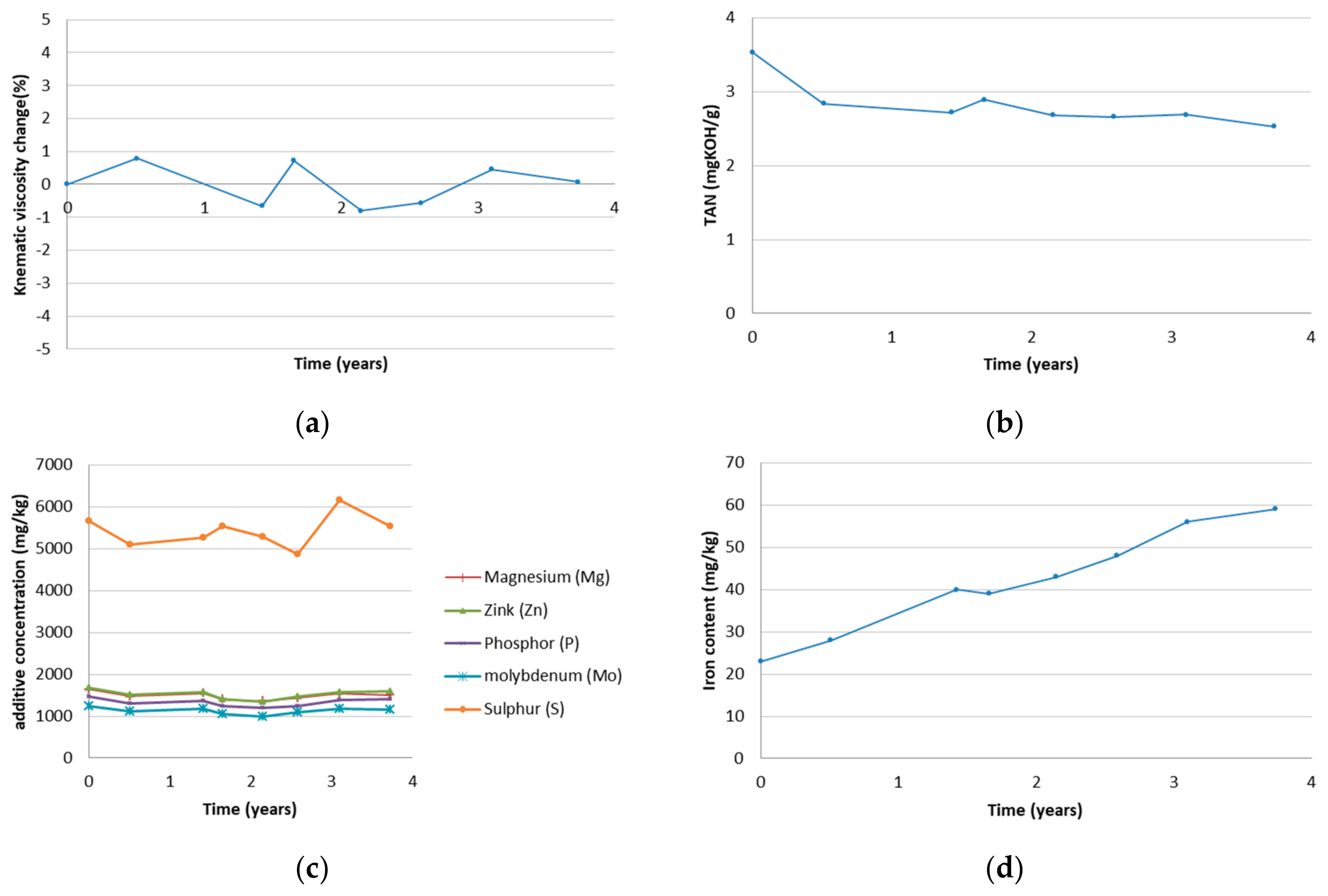
- Element analysis: Determination of the element content in the oil based on inductively coupled plasma (ICP) mass spectrometry according to DIN 51399-1 [60]. The elements covered by this method are aluminum, barium, lead, boron, chromium, iron, potassium, calcium, copper, magnesium, molybdenum, sodium, nickel, phosphorus, sulfur, silicon, zinc, and tin. We will focus on phosphorus, sulfur, magnesium, molybdenum, and zinc, as these elements are contained in the additives of the oil under analysis. Iron will also be included to observe possible increase of chemically bounded iron during the wind turbine operation.
- Neutralization number or total acid number (TAN): Determination of the oil oxidation, the breakdown of oil additives, and increase in the acidity of the oil. This method determines the required quantity of potassium hydroxide (KOH) to neutralize the oil by means of titration. The measurements are carried out according to DIN ISO 6618 [61].
3.2.2. Online Sensor Measurements
3.2.3. Micropitting Tests
3.2.4. Combined Analysis from Oil Samples and Wind Turbine SCADA Data
4. Results
4.1. Oil Sample Analysis
4.1.1. Laboratory Aging
4.1.2. Field Aging
4.2. Online Sensor Measurements
4.2.1. Dielectric Constant Measurements
4.2.2. Conductivity Measurements
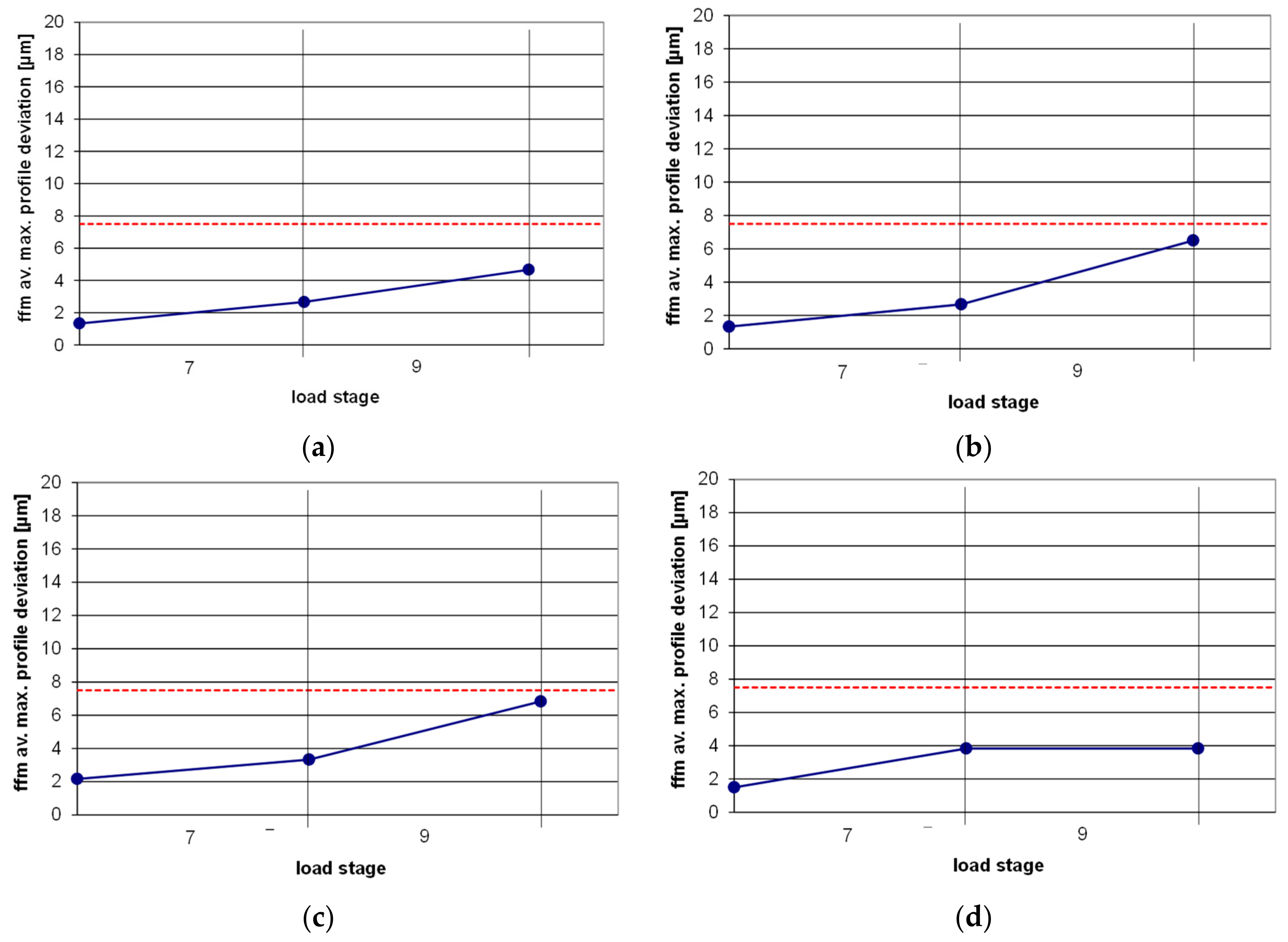
4.3. Micropitting Tests
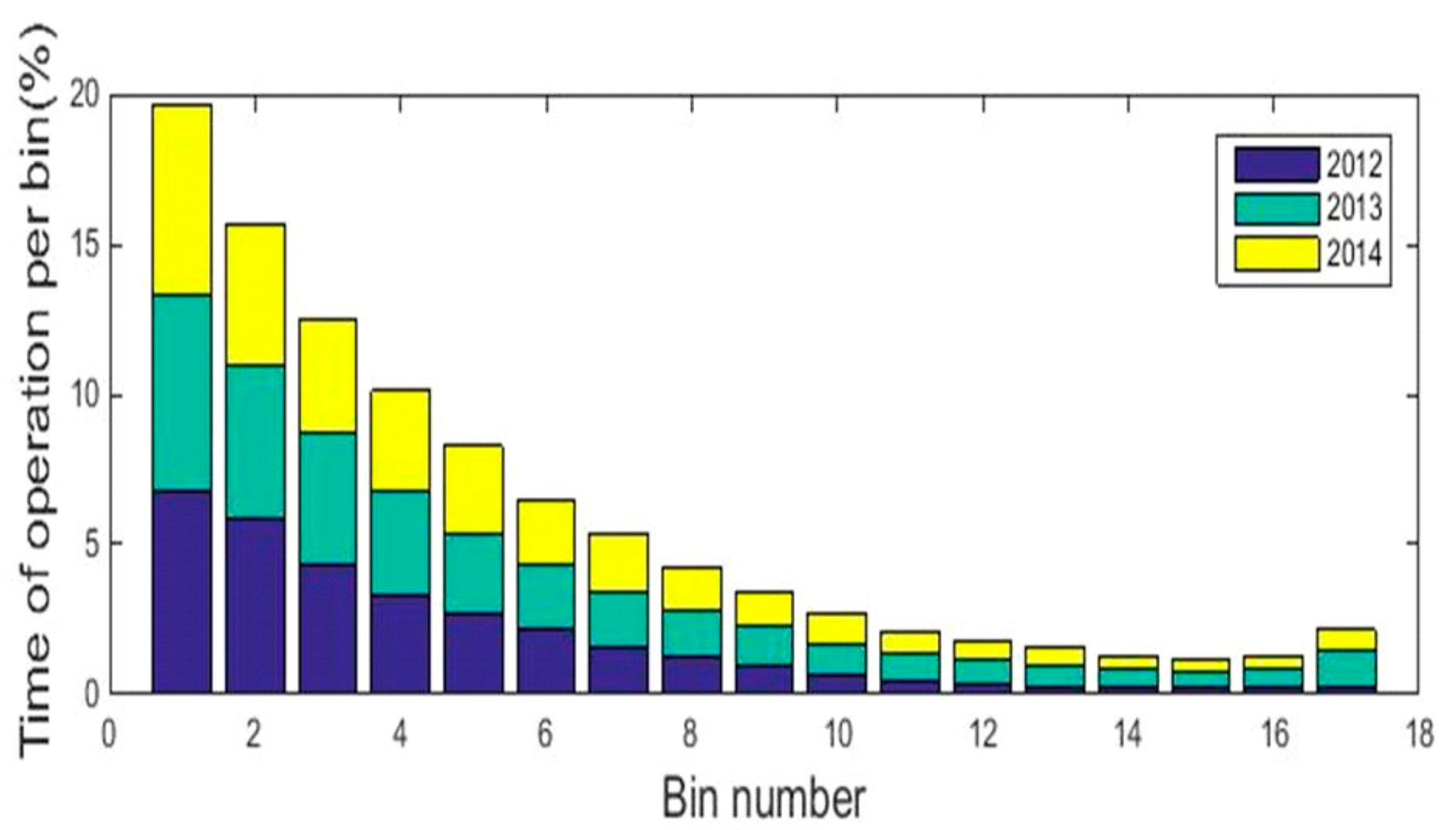
4.4. Combined Analysis from Oil Samples and Wind Turbine SCADA Data
- four-year group: This group corresponds to seven turbines with an operating time around four years with two different ranges of the rated power.
- eight-year group: This group corresponds to seven turbines with an operating time around eight years.
5. Discussion
5.1. Oil Aging in the Laboratory and in the Field
5.2. Combined Analysis from Oil Samples and Wind Turbine SCADA Data
6. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
Acronyms
| AW | Anti-wear |
| CM | Condition Monitoring |
| CM | Condition Monitoring System |
| DIN | German Institute for Standardization |
| DGMK | German Society for Petroleum and Coal Science and Technology |
| EP | Extreme Pressure |
| FZG | Gear Research Centre |
| GFKT | Micropitting Short Test |
| ICP | Inductively Coupled Plasma |
| ICE | Internal Combustion Engines |
| IEC | International Electrotechnical Commission |
| KOH | Potassium Hydroxide |
| OCM | Oil Condition Monitoring |
| O&M | Operation and Maintenance |
| PAG | Poly-alkylene-glycol |
| PAO | Poly-alpha-olefin |
| PQ | Particle Quantifier |
| SCADA | Supervisory Control and Data Acquisition |
| TAN | Total Acid Number |
| VG | Viscosity Grade |
| VI | Viscosity Index |
| WEC | White Etching Cracks |
| ZDDP | Zinc Dithiophosphates |
References
- Wind Europe. Wind in Power—2016 European Statistics; Wind Europe: Brussels, Belgium, 2017. [Google Scholar]
- Link, H.; LaCava, W.; van Dam, J.; McNiff, B.; Sheng, S.; Wallen, R.; McDade, M.; Lambert, S.; Butterfield, S.; Oyague, F. Gearbox Reliability Collaborative Project Report: Findings from Phase 1 and Phase 2 Testing; National Renewable Energy Laboratory NREL: Golden, CO, USA, 2011. [Google Scholar]
- Sheng, S. Wind Turbine Gearbox Condition Monitoring Round Robin Study—Vibration Analysis; National Renewable Energy Laboratory: Golden, CO, USA, 2012. [Google Scholar]
- Carrol, J.; McDonald, A.; McMillan, D. Failure rate, repair time and unscheduled O&M cost analysis of offshore wind turbines. Wind Energy 2015, 19, 1107–1119. [Google Scholar]
- Argonne National Laboratory. Bearing Reliability—White Etching Cracks (WEC). In Proceedings of the Gearbox Reliability Collaborative Annual Meeting (NREL), Golden, CO, USA, 10–12 February 2014. [Google Scholar]
- Du Crehu, A.R. Tribological Analysis of White Etching Crack (WEC) Failures in Rolling Element Bearings. Mechanics of Materials; INSA de Lyon: Lyon, France, 2014. [Google Scholar]
- Lai, J.; Stadler, K. Investigation on the mechanisms of white etching crack (WEC) formation in rolling contact fatigue and identification of a root cause for bearing premature failure. Wear 2016, 364–365, 244–256. [Google Scholar] [CrossRef]
- Evans, M.-H. An updated review: White etching cracks (WECs) and axial cracks in wind turbine gearbox bearings. Mater. Sci. Technol. 2016, 32, 1133–1169. [Google Scholar] [CrossRef]
- Surborg, H. Einfluss von Grundölen und Additiven auf die Bildung von WEC in Wälzlagern; Otto-von-Guericke-Universität Magdeburg: Magdeburg, Germany, 2014. [Google Scholar]
- Wilkinson, M.; Darnell, B.; van Delft, T.; Harman, K. Comparision of methods for wind turbine condition monitoring with SCADA data. IET Renew. Power Gener. 2014, 8, 390–397. [Google Scholar] [CrossRef]
- Bangalore, P.; Patriksson, M. Analysis of SCADA data for early fault detection, with application to the maintenance management of wind turbines. Renew. Energy 2018, 115, 521–532. [Google Scholar] [CrossRef]
- Odgaard, F.; Stoustrup, J.; Kinnaert, M. Fault-Tolerant Control of Wind Turbines: A Benchmark Model. IEEE Trans. Control Syst. Technol. 2013, 4, 21. [Google Scholar] [CrossRef]
- Tabatabaeipour, M.; Odgaard, P.; Bak, T.; Stoustrup, J. Fault Detection of Wind Turbines with Uncertain Parameters: A Set-Membership Approach. Energies 2012, 5, 2424–2448. [Google Scholar] [CrossRef]
- Odgaard, P.; Stoustrup, J. A Benchmark Evaluation of Fault Tolerant Wind Turbine Control Concepts. IEEE Trans. Control Syst. Technol. 2015, 23, 1221–1228. [Google Scholar] [CrossRef]
- Badihi, H.; Zhang, Y.; Hong, H. Wind Turbine Fault Diagnosis and Fault-Tolerant Torque Load Control Against Actuator Faults. IEEE Trans. Control Syst. Technol. 2015, 23, 1351–1372. [Google Scholar] [CrossRef]
- Sheng, S. Monitoring of Wind Turbine Gearboxes Condition through Oil and Wear Debris Analysis: A Full-Scale Testing Perspective. Tribol. Trans. 2016, 59, 149–162. [Google Scholar] [CrossRef]
- Mauntz, M. Entwicklung eines Sensorsystems zur Kontinuierlichen Ölqualitätsmessung und Verschleißidentification in Getrieben und Anderen Aggregaten; Universität Siegen: Siegen, Germany, 2012. [Google Scholar]
- Mauntz, M.; Peuser, J. Condition Based Maintenance of Wind Turbines by 24/7 Monitoring of Oil Quality and Additve Consumption: Identification of Critical Operating Conditions and Determination of the Next Oil Change; IOP Publishing: Aachen, Germany, 2017. [Google Scholar]
- Hamilton, A.; Quail, F. Detailed State of the Art Review for the Different On-Line/In-Line Oil Analysis Techniques in Context of Wind Turbine Gearboxes. J. Tribol. 2011, 133, 044001. [Google Scholar] [CrossRef]
- GL Renewables Certification. Guideline for the Certification of Condition Monitoring Systems for Wind turbines; GL Renewables Certification: Hamburg, Germany, 2013. [Google Scholar]
- Coronado, D.; Fischer, K. Condition Monitoring of Wind Turbines: State of the Art, User Experience and Recommendations; VGB: Hanover, Germany, 2015. [Google Scholar]
- Yang, W.; Tavner, P.; Crabtree, C.; Feng, Y.; Qiu, Y. Wind turbine condition monitoring: Technical and commercial challenges. Wind Energy 2014, 17, 673–693. [Google Scholar] [CrossRef]
- Marquez, F.G.; Tobias, A.M.; Pérez, J.P.; Papaelias, M. Condition monitoring of wind turbines: Techniques and methods. Renew. Energy 2012, 46, 169–178. [Google Scholar] [CrossRef]
- Nie, M.; Wang, L. Review of condition monitoring and fault diagnosis technologies for wind turbine gearbox. Procedia CIRP 2013, 287–290, 11. [Google Scholar] [CrossRef]
- Tchakoua, P.; Wamkeue, R.; Ouhrouche, M.; Slaoui-Hasnaou, F.; Tameghe, T.; Ekemb, G. Wind Turbine Condition Monitoring: State-of-the-Art Review, New Trends, and Future Challenges. Energies 2014, 7, 2595–2630. [Google Scholar] [CrossRef]
- Harrington, K.; Legay, S.; Russo, R. Think Synthetic Lubricants for Improved Wind Turbine Availability. 2013. Available online: https://www.windpowerengineering.com/lubricants/think-synthetic-lubricants-improved-wind-turbine-availability/ (accessed on 10 February 2018).
- Ranney, W. Synthetic Oils and Additives for Lubricants—Advances Since 1977; Noyes Data Corporation: Park Ridge, NJ, USA, 1980. [Google Scholar]
- Stachowiak, G.W.; Batchelor, A.W. Lubricants and their composition. In Engineering Tribology; Elsevier: New York, NY, USA, 2005; pp. 51–98. [Google Scholar]
- Deutsches Institut für Normung (DIN). DIN 51517-3: Schmierstoffe—Schmieröle—Teil 3: Schmieröle CLP, Mindestanforderungen; Beuth: Berlin, Germany, 2014. [Google Scholar]
- International Organization for Standardization (ISO). IEC 61400-4: Design Requirements for Wind Turbine Gearboxes; International Organization for Standardization (ISO): Geneva, Switzerland, 2012. [Google Scholar]
- Deutsches Institut für Normung (DIN); International Organization for Standardization (ISO). DIN ISO 14635-1: Zahnräder-FZG-Prüfverfahren-Teil 1: FZG-Prüfverfahren A/8,3/90 zur Bestimmung der Fresstragfähigkeit von Schmierölen; Beuth: Berlin, Germany, 2007. [Google Scholar]
- Deutsches Institut für Normung (DIN); International Organization for Standardization (ISO). DIN 51819-1: Prüfung von Schmierstoffen-Mechanisch-dynamische Prüfung auf dem Wälzlagerschmierstoff-Prüfgerät FE8-Teil 1: Allgemeine Arbeitsgrundlagen; Beuth: Berlin, Germany, 2016. [Google Scholar]
- American Society for Testing and Materials (ASTM). ASTM D2893: Standard Test Method for Oxidation Characteristics of Extreme-Pressure Lubrication Oils; ASTM: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Deutsches Institut für Normung (DIN); International Organization for Standardization (ISO). DIN ISO 7120: Mineralölerzeugnisse und Schmierstoffe-Mineralöle und Andere Flüssigkeiten-Bestimmung der Korrosionsschutzeigenschaften in Gegenwart von Wasser; Beuth: Berlin, Germany, 2000. [Google Scholar]
- Deutsches Institut für Norming (DIN); International Organisation for Standardisation (ISO). Elastomere-Standard-Referenz-Elastomere (SREs) zur Charakterisierung des Verhaltens von Flüssigkeiten auf Elastomere; Beuth: Berlin, Germany, 2015. [Google Scholar]
- Rudnick, L. Lubricant Additives: Chemistry and Applications; CRC Press: Boca Raton, FL, USA, 2017; ISBN 9781498731720. [Google Scholar]
- Braid, M. Phenolic Antioxidants and Lubricants Containing Same. U.S. Patent 4,551,259, 5 November 1985. [Google Scholar]
- Bandlish, B.; Loveless, F.; Nudenberg, W. Amino Compounds and Use of Amino Compounds as Antioxidants in Lubricating Oils. Europe Patent EP0022281A1, 14 January 1981. [Google Scholar]
- Rogers, T. Refined Viscous Hydrocarbon Oil. U.S. Patent 1,774,845, 2 September 1930. [Google Scholar]
- Levine, S.; Schlicht, R.; Chafetz, H.; Whiteman, J. Molybdenum Derivatives and Lubricants Containing Same. U.S. Patent 4,428,848, 31 January 1984. [Google Scholar]
- De Vries, L.; King, J. Process of Preparing Molybdenum Complexes, the Complexes So-Produced and Lubricants Containing the Same. U.S. Patent 4,265,773, 21 April 1981. [Google Scholar]
- De Vries, L.; King, J. Antioxidant Combinations of Molybdenum Complexes and Aromatic Amine Compounds. U.S. Patent 4,370,246, 25 January 1983. [Google Scholar]
- Rutehrford, J.; Miller, R. Compounded Oil. U.S. Patent 2252984, 19 August 1941. [Google Scholar]
- Rutherford, J. Compounded Oil. U.S. Patent 2252985, 19 August 1941. [Google Scholar]
- Asseff, P. Lubricant. U.S. Patent 2261047, 28 October 1941. [Google Scholar]
- Cook, E.; Thomas, W. Crankcase Lubricant and Chemical Compound Therefore. U.S. Patent 2,342,572, 22 February 1944. [Google Scholar]
- Vasiliw, T. Extending Gear Oil Performance: With the Next-Generation Optigear Synthetic X 320, Castrol Industrial has Developed a Superior Synthetic Lubricant for Wind Turbines. September 2011. Available online: http://www.windsystemsmag.com/article/detail/286/extending-gear-oil-performance- (accessed on 17 February 2018).
- Aguilar, G.; Mazzamaro, G.; Rasberger, M. Oxidative degradation and stabilisation of mineral oil-based lubricants. In Chemistry and Technology of Lubricants; Springer: London, UK, 2009; pp. 107–152. [Google Scholar]
- Weiß, R. Prüfung der Ölleistungfähigkeit als Funktion der Öllebensdauer unter Berücksichtigung der Freß- und Grübchentragfähigkeit; Forschungsvereinigung Antriebstechnik e.V.: Frankfurt, Germany, 1994. [Google Scholar]
- Bayerdörfer, I.; Oster, P.; Höhn, B.-R. Einfluss von betriebsbedingten Schmierstoffveränderungen auf die Flankentragfähigkeit einsatzgehärteter Stirnräder; Technical University of Munich: Munich, Germany, 2004. [Google Scholar]
- Krieger, H. Alterung von Schmierstoffen im Zahnradprüfstand und in Praxisgetrieben; Technical University of Munich: Munich, Germany, 2004. [Google Scholar]
- Toms, A. Oil debris monitoring: Part of an effective gearbox monitoring strategy. In Proceedings of the 69th STLE Annual Meeting and Exhibition, Lake Buena Vista, FL, USA, 18–22 May 2014. [Google Scholar]
- Ukonsaari, J.; Moller, H. Oil Cleanliness in Wind Power Gearboxes; ELFORSK Report 12:52; ELFORSK: Stockholm, Sweden, 2012. [Google Scholar]
- Liu, Y.; Cao, X.; Qian, C.; Su, J.; Li, H.; Gu, L. Engine Lubricant Warning System Based on the Dielectric Constant. In Proceedings of the 9th International Conference on Electronic Measurement & Instruments, Beijing, China, 16–19 August 2009. [Google Scholar]
- Carey, A.A.; Hayzen, A.J. Machinery Lubrication—The Dielectric Constant and Oil Analysis. Emerson Process Management. Available online: http://www.machinerylubrication.com/Read/226/dielectric-constant-oil-analysis (accessed on 20 August 2013).
- Yang, D.; Zhang, X.; Hu, Z.; Yang, Y. Oil Contamination Monitoring Based on Dielectric Constant Measurement. In Proceedings of the International Conference on Measuring Technology and Mechatronics Automation, Zhangjiajie, China, 11–12 April 2009. [Google Scholar]
- Mauntz, M.; Gegner, J.; Kuipers, U.; Klingau, S. A Sensor System for Online Oil Condition Monitoring of Operating Components. Tribol. Fundament. Adv. 2013. [Google Scholar] [CrossRef]
- International Organisation for Standardisation (ISO). ISO 14635: Gears-FZG Test Procedures-Part 1: FZG Test Method A/8,3/90 for Relative Scuffing Load-Carrying Capacity of Oils; International Organization for Standardization: Geneva, Switzerland, 2000. [Google Scholar]
- Deutsches Institut für Normung (DIN). DIN 51659-3: Schmierstoffe-Prüfverfahren-Teil 3: Bestimmung der kinematischen Viskosität von Gebrauchten Schmierölen Mittels Houillon-Viskosimeter; Beuth Verlag: Berlin, Germany, 2017. [Google Scholar]
- Deutsches Institut für Normung (DIN). DIN 51399-1: Prüfung von Schmierölen-Bestimmung der Elementgehalte aus Additiven, Abrieb und sonstigen Verunreinigungen-Teil 1: Direkte Bestimmung durch Optische Emissionsspektralanalyse mit Induktiv Gekoppeltem Plasma (ICP OES); Beuth Verlag: Berlin, Germany, 2017. [Google Scholar]
- Deutsches Institut für Normung (DIN). DIN ISO 6618: Mineralölerzeugnisse und Schmierstoffe-Bestimmung von Säure-oder Basenzahl-Farbindikator-Titration; Beuth Verlag: Berlin, Germany, 2015. [Google Scholar]
- Coronado, D.; Kupferschmidt, C.; Wirth, C.; Ernstorfer, M. Design and Construction of a Test Bench for Assessment and Validation of Oil Sensor Systems for Online Oil Condition Monitoring of Wind Turbine Gearboxes. In Proceedings of the 69th STLE Annual Meeting and Exhibition, Lake Buena Vista, FL, USA, 18–22 May 2014. [Google Scholar]
- De Sousa Ferreira, J. Gear tooth Flank Damage Prediction Using High-Cycle Fatigue and Wear Models; Universidade do Porto: Porto, Portugal, 2013. [Google Scholar]
- Olver, V. The mechanism of roller contact fatigue: An update. Proc. IMECHE J. Eng. Tribol. 2005, 219. [Google Scholar] [CrossRef]
- DGKM. DGKM Information Sheet No. 575: Short Test Procedure for the Investigation of the Micro-Pitting Load Capacity of Gear Lubricants; DGMK: Hamburg, Germany, 2005. [Google Scholar]
- Deutsches Institut für Normung (DIN); European Committee for Standardization (CEN). DIN EN 61400-25-6: Wind Energy Generation Systems—Part 25-6: Communications for Monitoring and Control of Wind Power Plants—Logical Node Classes and Data Classes for Condition Monitoring; Beuth: Berlin, Germany, 2017. [Google Scholar]
- Hanneberg, M. Estimation of Condition and Wear Modes for Oil Lubricated Machinery in Ships. Ph.D. Thesis, University of Southern Denmark, Odense, Denmark, 2016. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oil Type | Oil Condition | Oil Sampling | Online Sensors | Micropitting Tests | SCADA-Data |
|---|---|---|---|---|---|
| PAO I | Fresh | x | x | x | |
| Laboratory aging | x | x | x | ||
| Field aging | x | x | x | ||
| Mineral oil | Fresh | x | x | x | |
| Laboratory | x | x | x | ||
| Field aging | x | x | x | ||
| PAG | Fresh | x | x | x | |
| Laboratory aging | x | x | x | ||
| field aging | x | x | x | ||
| PAO II | field aging | x | x |
| Aging Stage | Description | Changes in TAN | Changes in Kinematic Viscosity | Changes in the Additive Concentration |
|---|---|---|---|---|
| Aging Stage I | aged, but suitable for further use | Minimum increase of 0.3 mgKOH/g | +5% to +10% | decrease of additive concentration of >−10% |
| Aging Stage II | aged and deteriorated, not suitable for further use | Minimum increase of 0.5 mgKOH/g | +10% or more | decrease of additive concentration of >−20% |
| Oil Designation | Wind Turbine Power Range (MW) | Operating Time (h) |
|---|---|---|
| PAO I | 1 to 2 | 76,548 (8.7 years) |
| Mineral oil | 1 to 2 | 50,216 (5.7 years) |
| PAG | 1 to 2 | 28,300 (3.2 years) |
| PAO II | 3 to 4 | 30,904 (3.5 years) |
| Oil Designation | Oil aging Stage | Changes in the TAN | Changes in the Kinematic Viscosity | Changes in the Additive Content |
|---|---|---|---|---|
| PAO I | Aging stage II (882 h 1) | +0.54 mgKOH /g | +6.5% | P: −26% S: −42% |
| PAO I | Aging stage I (539 h, 135 °C) | +0.41 mgKOH/g | +10.5% | P: −32% S: −50% |
| Mineral oil | Aging stage II (1080 h, 130 °C) | +0.94 mgKOH/g | +21% | P: −76% S: −24% |
| Mineral oil | Aging stage I (912 h 2) | +0.35 mgKOH/g | +10% | P: −64% S: −20% |
| PAG | Aging stage II (314 h, 130 °C) | +1.23 mgKOH/g | +10% | P, S: less than 10% |
| PAG | Aging stage I (150 h 3) | +0.77 mgKOH/g | +7% | P, S: less than 15% |
| Oil Designation | Oil aging Duration (h) | Changes in the TAN | Changes in the Kinematic Viscosity | Changes in the Additive Content |
|---|---|---|---|---|
| PAO I | 76,548 (8.7 years) | No significant changes | Less than 3% | P: −40% S: −27% |
| Mineral oil | 50,216 (5.7 years) | No significant changes | Less than 3% | P: −28% S: −19% |
| PAG | 28,300 (3.2 years) | +0.61 mgKOH/g | Less than 3% | P: −33% S: −33% |
| PAO II | 30,904 (3.5 years) | −1 mgKOH/g | Less than 3% | P, S: −5% |
| Power (kW) | Bearing Temperature (°C) | Wind Speed (m/s) | |
|---|---|---|---|
| Sampling interval 1 | 881 | 61.9 | 5.7 |
| Sampling interval 2 | 787 | 60.6 | 5.4 |
| Sampling interval 3 | 1094 | 64.8 | 6.2 |
| Turbine Designation | Operating Time (years) | Power Range (MW) |
|---|---|---|
| 4 years-WT1 | 4.0 | 3 to 4 |
| 4 years-WT2 | 3.7 | 3 to 4 |
| 4 years-WT3 | 3.1 | 3 to 4 |
| 4 years-WT4 | 3.1 | 3 to 4 |
| 4 years-WT5 | 4.0 | 3 to 4 |
| 4 years-WT6 | 4.0 | 2 to 3 |
| 4 years-WT7 | 4.9 | 2 to 3 |
| Turbine Name | Operating Time (years) | Power Range (MW) |
|---|---|---|
| 8 years-WT8 | 6.1 | 2 to 3 |
| 8 years-WT9 | 6.1 | 2 to 3 |
| 8 years-WT10 | 9.9 | 2 to 3 |
| 8 years-WT11 | 10.2 | 2 to 3 |
| 8 years-WT12 | 6.7 | 2 to 3 |
| 8 years-WT13 | 9.0 | 2 to 3 |
| 8 years-WT14 | 6.8 | 2 to 3 |
| Oil Designation | Approx. Number of Samples | Mean Viscosity at 40 °C (mm2/s) | Standard Deviation (mm2/s) |
|---|---|---|---|
| PAO I | 76,000 | 326.2 | 11.7 |
| PAO II | 40,000 | 325.8 | 8.6 |
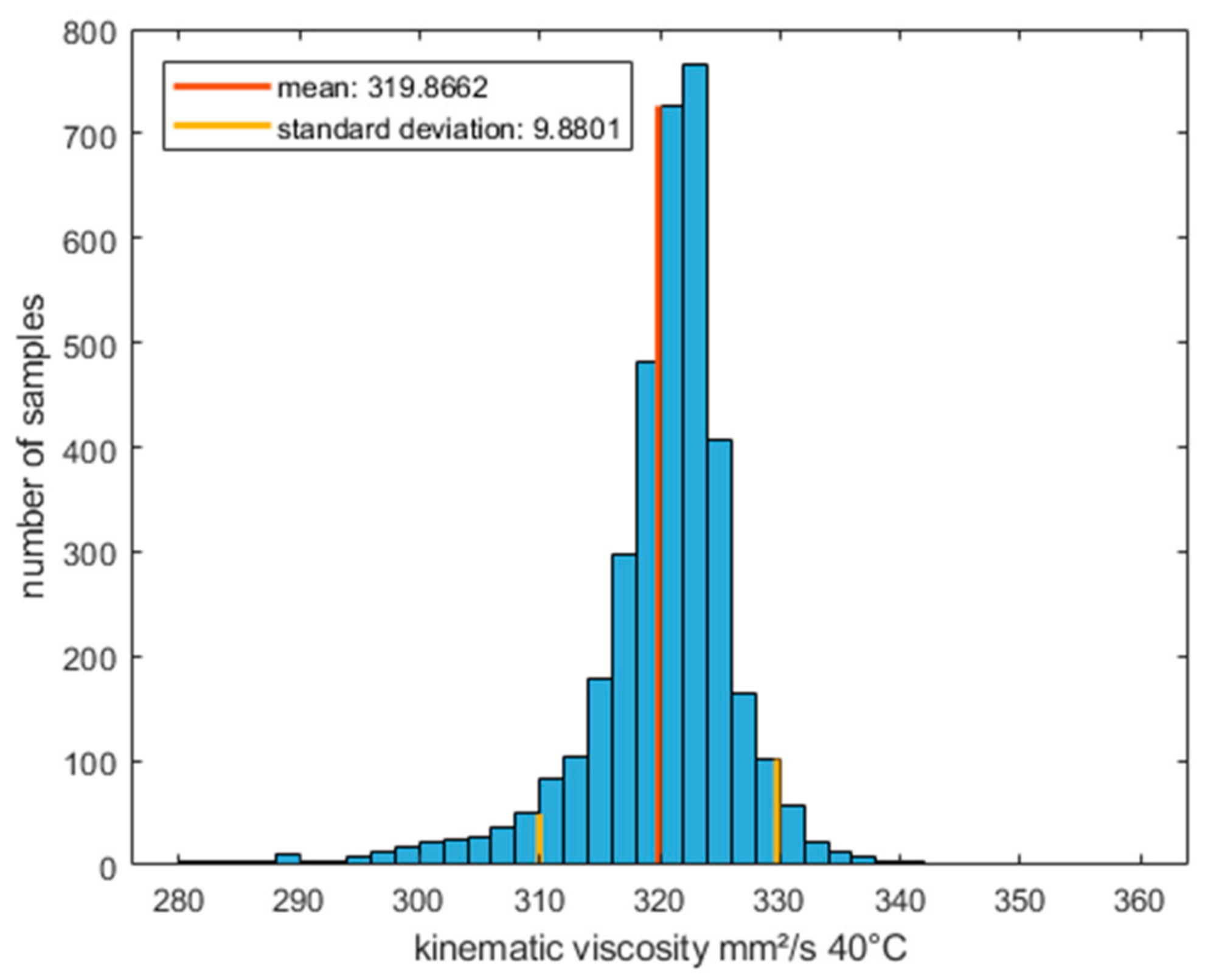
| PAO III | 7500 | 319.9 | 9.9 |
| Mineral oil | 31,000 | 321 | 9.1 |
| Mineral oil II | 44,000 | 319.3 | 8.8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coronado, D.; Wenske, J. Monitoring the Oil of Wind-Turbine Gearboxes: Main Degradation Indicators and Detection Methods. Machines 2018, 6, 25. https://doi.org/10.3390/machines6020025
Coronado D, Wenske J. Monitoring the Oil of Wind-Turbine Gearboxes: Main Degradation Indicators and Detection Methods. Machines. 2018; 6(2):25. https://doi.org/10.3390/machines6020025
Chicago/Turabian StyleCoronado, Diego, and Jan Wenske. 2018. "Monitoring the Oil of Wind-Turbine Gearboxes: Main Degradation Indicators and Detection Methods" Machines 6, no. 2: 25. https://doi.org/10.3390/machines6020025
APA StyleCoronado, D., & Wenske, J. (2018). Monitoring the Oil of Wind-Turbine Gearboxes: Main Degradation Indicators and Detection Methods. Machines, 6(2), 25. https://doi.org/10.3390/machines6020025