Requirements of the Smart Factory System: A Survey and Perspective




Abstract
1. Introduction
2. Industry 4.0: An Overview
2.1. Definition of Industry 4.0
2.2. Key Components of I4.0
2.2.1. Big Data
2.2.2. Cloud Manufacturing
2.2.3. Internet of Things
2.2.4. Cyber-Physical System
2.2.5. Smart Factory
3. Requirements of a Smart Factory
3.1. Design Principles of a Smart Factory
- P1.
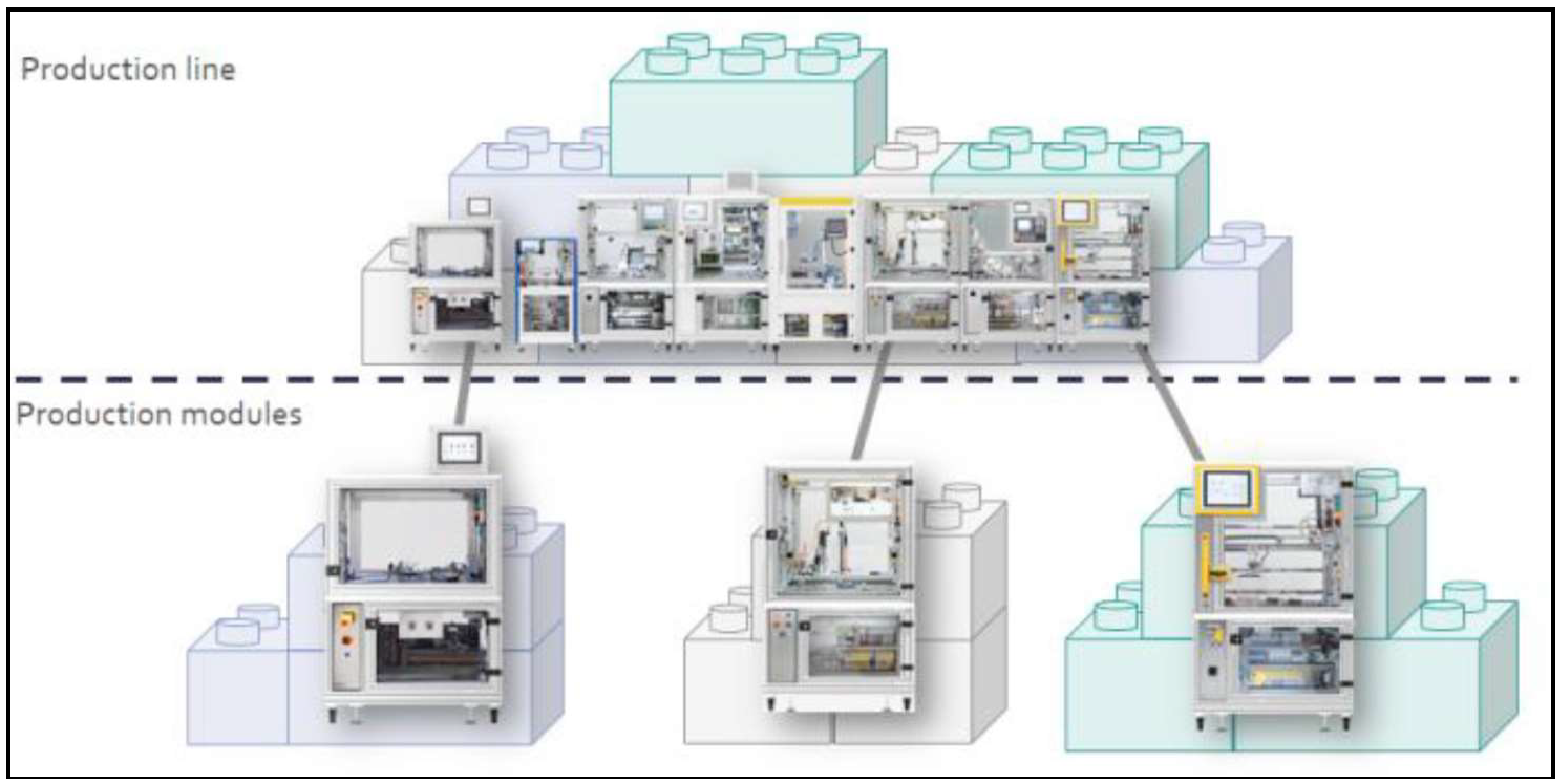
- Modularity: This refers to the design of system components. Modularity can be defined as the capability of system components to be separated and combined easily and quickly. System components are loosely coupled and can be reconfigured on a plug-and-play principle [13]. For example, modules can be added, rearranged or relocated in the production line on time (cf. Section 4.3). The smart factory should possess high modularity, allowing the rapid integration of modules that can be supplied by multiple vendors [36]. Modularity enables the real-time capability to allow the system to respond to changing customer requirements and to overcome internal system malfunctions.
- P2.
- Interoperability: This refers to both the ability to share technical information within system components, including products and to the ability to share business information between manufacturing enterprises and customers. CPS enable connection over the IoT and the IoS. Standardized mechanical, electrical and communication information is essential to enhancing interoperability [37]. In communication, semantic technologies show promise in enabling interoperability for the smart factory, and many ontologies have been developed around this issue [38]. Another crucial enabler of interoperability is a controller that can be integrated more flexibly with other systems and is generally quicker to pick up new interoperability features such as OPC UA. Smart PLCs have an advantage in this regard, allowing greater integration between the PLC and IT programs [39].
- P3.
- Decentralization: System elements (modules, material handling, products, etc.) will make decisions on their own, unsubordinated to a control unit. A decision will be made autonomously in real time without violating the overall organizational goal. In these systems, employees make decisions about ordinary matters on time and change their strategy and direction according to the change in business situations and environments [40]. Embedded computers enable autonomous CPS to interact with their environment via sensors and actuators (cf. Section 4.5). Such interaction will adapt processes to each individual order, enabling low-cost, custom-tailored products [37].
- P4.
- Virtualization: This refers to both creating an artificial factory environment with CPS similar to the actual environment and to being able to monitor and simulate physical processes. Information transparency in CPS and the aggregation of sensor data enable the creation of such an environment [41]. A virtual system is used to monitor and control its physical aspect, which sends data to update its virtual model in real time [5]. A virtual system enables the implementation of designs, creating digital prototypes that are very similar to the real ones [42]. The design can be checked, modified, and tested prior to its order into the physical system. In addition, a virtual system is helpful for other issues such as training the workforce, guiding the workforce while performing manual processes, diagnosing, and predicting faults and guiding maintenance tasks to fix malfunctions. Virtual reality and augmented reality combination with mobile devices provide customers more insight into the detailed design of their products and allow them to track the manufacturing process.
- P5.
- Service orientation: This refers to the idea that manufacturing industries will shift from selling products to selling products and services. Manufacturing industries are becoming service providers as their products have reached competitive equality. Using such a strategy, a product can be sold to customers with almost no margin or profit. Instead of focusing on profit from selling the product, organizations focus on selling the service [43]. Products and services will be integrated and sold together. Today, manufacturing industries outsource some of their services, focusing on their core businesses. In the smart factory, manufacturing industries will move towards outsourcing some of their processes and concentrating on their core processes [26]. Such a strategy encourages innovation in the improvement of core process(s) in which the resources are concentrated and will not disperse. In turn, a manufacturing industry will sell its core process(s) as a service to another industry. CM describes an infrastructure that uses the Internet as a medium for offering and selling services, where cloud computing plays an important role in enabling the on-demand provision of services [25].
- P6.
- Real-time capability (responsiveness): This refers to the ability of the system to respond to changes on time, such as changes in customer requirements or the status of the internal production system (e.g., malfunctions and resource failures). To respond to customer requirements, information should be accessed and analyzed in real time [23]. The system will investigate the possibility of meeting requirements using existing resources through reconfiguration or cooperation with other factories via CPS and CM requesting services (processes) that are not available in the factory [44]. The system should have a sufficient degree of modularity to accomplish such a reconfiguration. Responses to internal changes, monitoring and controlling should be in real time. Disturbances should be detected on time, and the system should have the ability to recover rapidly.
3.2. Requirements of a Smart Factory
3.3. Literature Survey
3.3.1. Scope of the Survey
3.3.2. Literature Analysis
4. Approaches in a Smart Factory
4.1. Surveys
4.2. Perspectives
4.3. System Design
4.4. Workforce
4.5. Communication
4.6. Control Systems
- Control architecture: The authors developed control architecture to monitor and control a smart factory. These works primarily focus on decentralized and multi-agent systems. In this type of architecture, the individual elements must have the ability to process information and to make and execute decisions, thereby becoming autonomous. One interesting discussion and comparison of centralized, decentralized and hybrid control architecture in I4.0 was presented in [75]. They noted the strengths and weaknesses of each type of architecture leading to I4.0. There have also been attempts to suggest a control architecture for a smart factory. Hirmer et al. [76] suggested an online monitoring and control system that can react to situations. Adamson et al. and Wang et al. [4,77] suggested control architecture aimed at integrating industrial wireless network, cloud, and physical system components. Wang et al. [78] suggested a multi-agent decentralized control architecture focused on preventing the occurrence of deadlock.
- CPS and cloud-computing-based control architecture: The authors developed control architecture along with CPS or cloud-computing platforms to control and monitor the system. Adamson et al. [4] suggested adaptive decentralized control architecture in CPS and an outline-of-information framework to support this approach. Chiu et al. [79] focused on applying CPS and cloud computing to an intelligent predictive maintenance system. Yu-Chuan et al. [80] focused on enhancing the yield of semiconductor products and developed a smart manufacturing platform.
- Standardization in control architecture and industrial automation technologies: Researchers realized the need to standardize control architecture and protocol to monitor and control the smart factory system, specifically with multi-vendor equipment. Park [12] noted the need to standardize the control of the industrial broad-band infrastructure and to effectively integrate the company’s internal and external value chains. Haddara and Elragal [69] highlighted the fact that ERP requires a standard protocol for machine-to-machine communication and standard communication to communicate with vendors. Researchers have also discussed existing automation technologies that enable control of such a system. Quan and Li [81] introduced characteristics of soft PLCs and described their architecture as a potential standard and control enabler for SF control architecture.
- System management approaches: Some authors have suggested approaches to support and facilitate control system tasks. Xu et al. [82] developed a visual analytical system for assembly lines. This system provides real-time tracking and an analysis of historical performance. Zawadzki and Zywicki [42] suggested a new method of designing a product in smart factories that combines virtual reality and rapid prototyping. Veza et al. [83] suggested an MCDM approach to manage the virtual production network in the selection of production partners.He et al. [84] suggested an algorithm to manage the storage space of flash memory aimed at optimizing the performance of cloud computing. Ivanov et al. [85] suggested a dynamic model and algorithm for the simultaneous selection of machine structure and job assignment.Xue et al. [86] suggested a computational experiment-based evaluation approach to match service providers (service strategy) with customer demands.
4.7. Digital Twin
- Designing and verifying of products: Some authors have developed a DT framework to support product design. Such framework enables the iterative optimization of design scheme to guide designers to adjust their expectation and improve the design model. In this manner, Schleich et al. [90] suggested a skin model, which is an abstract model of the physical interface between a workpiece and its environment. Mortensen et al. [91] suggested a framework for virtual commissioning for reconfigurable manufacturing system. The framework is based on classifying different elementary configuration in a matrix to identify virtual recommission tasks. They conducted the framework exploration on a lab demonstrator.
- Monitoring product over production life-cycle: Some authors view DT as a comprehensive digital representation of product from the early design stage to the end of product life-cycle. Haag and Anderl [92] proposed such digital DT representing of an individual product including properties, condition, and behavior of the real-life object. To prove this concept, they developed test bench and demonstrated it in bending beam process at their laboratory. Söderberg et al. [90] suggested a DT for geometry assurance used in design face to develop robust products and to distribute tolerances, and in the production phase to serve as a real-time controller for the assembly system.
- Designing and verifying of processes and production lines: Some authors have developed a DT to assist the design of process function and production line capabilities. This DT provides engineering analysis capabilities and supports decision-making over the system design and solution evaluation. Zhuang et al. [93] suggested a DT to design a hollow glass production line.
- Managing and optimizing manufacturing process: Some authors have developed a DT to monitor and control manufacturing processes from the input of raw material to the output of finished product. Such systems trace the process performance, analysis real data, and simulate potential improvement [94]. Tao and Zhang [92] proposed a DT framework for production assembly shop-floor. In Zhuang et al. [95] they implemented the suggested framework in a satellite assembly environment. Vachálek et al. [96] suggested a DT framework of a production line and applied it in a laboratory environment. Schluse et al. [97] moved a step toward application of virtual twin. They experimented the suggested framework in a reconfigurable assembly cell using simulation on a virtual testbed. Uhlemann et al. [98] showed how the DT concept can realize the CP production system in small and medium enterprises.
- Enhancing resources overhaul maintenance: Some authors have developed DT to trace resources digital behavior to diagnose and prognosticate faults, failure, and performance deviation. Once such problems are detected, the suitable action will be simulated in virtual model to evaluate the effectiveness of the correction action to avoid sudden downtime. In this context, Cai et al. [99] developed a virtual machine tool throughout the integration of manufacturing data and sensor data. They demonstrated the suggested framework in 3-axis vertical milling machine.
4.8. Predictive Maintenance
- Reviews: Some authors discussed the benefits of predictive maintenance in some environments or the potential of some tools to enable predictive maintenance. Temer and Schlumberger and Italia and Stefano [102,103] discussed the opportunities of using IoT, data analytics, and machine learning approaches in oil and gas industry. They highlighted the importance of predictive maintenance for downhole and valves, respectively. Zavoda et al. [104] discussed the benefits of using standardized and modular controller for implementing just in time maintenance.
- Simulation-based approaches: Some authors suggested approaches to simulate the behavior of the system or its equipment(s) to determine the time between failure or the loss of efficiency. Zatre et al. [105] Suggested a simulation model to evaluate failures in a predefined process plans. They used AnyLogic simulation software to implement the model in an industrial case study. Aivaliotis et al. [106] developed a control system to predict the remaining time that the resources perform its intended function. The model simulate data from machine controller and external sensors to schedule maintenance activities.
- Condition-based approaches: Some authors used actual operating condition of equipment and system to optimize overall resource utilization. Borgi et al. [106] analyzed electrical data to diagnose and prognosticate industrial robot. Tsai and Ko [107] analyzed time-frequency signal of servo motors embedded in industrial robot. Bai V [108] used smart sensors and data analytics to monitor the manufacturing plant. Lao and Ellis [109] suggested a maintenance model by integrating scheduled preventive control actuator maintenance, process economics, and process control. The model optimizes economic process performance over a (control) horizon by using a dynamic process model to predict the evolution of the process.
- Condition-based approaches enhanced by artificial intelligent tool: Some authors developed artificial algorithms to use a continuous acquired data to provide a detail insight about the status of the equipment and trigger action if the failure of pattern is detected. The effectiveness of such approaches is measured by the ability to forecast the correct patterns and provide sufficient warning time. Yuanyuan et al. [110] suggested a general regression neural network model for equipment maintenance. They experimented the model using dump truck, wheel loader, numerical control machine, and metal cutting machine. Wang et al. [100] suggested an artificial neural network model for the maintenance activities of machine tools. Sayed et al. [111] suggested a framework based on inferencing probability of the occurrence of an unobservable fault hypothesis based on the measured (observed) evidence. Yan et al. [101] suggested a framework for structuring and characterizing multisource industrial big data using semantic web technology. The framework enhanced by enveloped analysis and fusion method to identify data patterns. They implemented the suggested framework in an industrial case study. Civerchia et al. [112] designed and deployed Industrial IoT system architecture for electricity power plant. Chiu et al. [79] developed CP agent system and MC to support the predictive maintenance of wide range of factory equipment. Moyne et al. [36] developed a monitoring dashboard for equipment predictive maintenance in two sites.
5. Discussion
- Focus of existing research: Most of the references analyzed in this review focused on three categories (Figure 1): surveys, communication, and control systems. Few research papers focused on system design and the technical enabling of a smart factory system. Although some technical works and technologies exist in the industry, researchers placed little emphasis on presenting the current state of industry or developing new technologies. Indeed, such research requires many resources and has great potential for realization of the smart factory.
- Requirements of a smart factory: Discussion on this point is related to the perspectives and survey category, which includes more than one requirement. The other categories are dedicated to one or two requirements. In general, aside from the six requirements set forth in [45], the requirements of the smart factors are neither illustrated nor clearly mentioned in any of the references. It is noticed that requirements related to modular material handling equipment (R2), reconfigurable fixtures (R4), reconfigurable tools (R5), and capturing the actual factory (R15) are not mentioned in any paper.
- Interoperability: One of the biggest challenges is that the smart factory system will have to achieve a high level of sharing and interchanging information between their products, the infrastructure of their production and processes and their control system and real-time application [15]. Such data are numerous, and the complexity of their interoperability is increased when various management levels, suppliers and consumers use them. Security and authentication also represent substantial challenges to interoperability.
- Control architecture: Research in this field focuses on decentralized control architecture. Such architecture is fitted to a dynamic environment and quickly adapts to change. Despite these benefits, decentralized control architecture is challenged by the effort required to coordinate single modules, each attempting to pursue its own objective and potentially disrupting the global objective of the system [75]. Hybrid architectures (a mixture of centralized and decentralized architectures) have good properties with respect to such issues and have manifold possibilities for applications. These types of architectures are highlighted in [113].
- Vagueness of digitization and CPS: Many works attempted to clarify the looseness and vagueness of the term “CPS”. Until now, there has been no clear view of CPS and how it can enable the management, interoperability, and control of data inside the smart factory system and among the various factories with heterogeneous technology suppliers and various customers, each of which have different cultures and knowledge experience. Realization of CPS is one of the most challenging aspects of a smart factory system.
- Manufacturing cloud computing: As previously mentioned in this paper, big data opened the door to substantial potential, and CM promised to offer new possibilities for smart factory systems. However, it is not enough merely to have big data. Rather, the ability to access and analyze these data is also necessary. Therefore, one important challenge involves creating a powerful tool that analyses big data and deploys it in CM to offer better manufacturing services.
- Learning factories: Learning factories help realize new technologies and empirically apply new ideas that lead to the smart factory. Learning factories are the best environment for training the workforce in their future roles, integrating them into such an environment and stimulating new ideas and inventions. Germany realized these benefits and established many learning factories, such as Smart Factory KL [36] and The Learning Factory at the Campus Velbert/Heiligenhaus [64]. Such factories are worth establishing.
- Gaps between the smart factory and existing manufacturing systems: Qin et al. [56] analyzed the gaps between existing manufacturing systems, including single-station automated cells, automated assembly, flexible manufacturing, computer-integrated manufacturing and reconfigurable manufacturing systems. The reconfigurable manufacturing system is the most closer to a smart factory system, followed by the flexible manufacturing system. The reconfigurable manufacturing system is superior in real-time capability and customization. Automated assembly systems and computer-integrated systems are quite far from smart factory systems. These systems have rigid and highly automated components. Indeed, there is a long way to go to reach the smart factory system.
- Maturity of the smart factory system: The smart factory system could be very helpful for small and medium-size enterprises to increase their competitiveness and productivity [35]. The smart factory is in the emerging phase and as with any such system, it is confronted by reluctance—or at least neglect—from many manufacturing companies [114]. This reluctance is attributable to a lack of awareness of the benefits of transforming into a smart factory system, especially for small and medium-size enterprises. Therefore, it would be worthwhile not only to increase awareness and highlight the benefits of a smart factory system but also to present case studies.
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gaub, H. Customization of mass-produced parts by combining injection molding and additive manufacturing with Industry 4.0 technologies. Reinf. Plast. 2016, 60, 401–404. [Google Scholar] [CrossRef]
- Schumacher, A.; Erol, S.; Sihn, W. A Maturity Model for Assessing Industry 4.0 Readiness and Maturity of Manufacturing Enterprises. Procedia CIRP 2016, 52, 161–166. [Google Scholar] [CrossRef]
- Quik, A. Examination of the Moderating Effect of Country Cultura l Dimensions on the Relation between Board Gender Diversity and Firm Financial Performance. Master’s Thesis, Radboud University, Nijmegen, The Netherlands, 2016. [Google Scholar]
- Adamson, G.; Wang, L.; Moore, P. Feature-based control and information framework for adaptive and distributed manufacturing in cyber physical systems. J. Manuf. Syst. 2017, 43, 305–315. [Google Scholar] [CrossRef]
- Lee, J. Smart Factory Systems. Informatik Spektrum 2015, 38, 230–235. [Google Scholar] [CrossRef]
- Liu, X.F.; Shahriar, M.R.; Al Sunny, S.M.N.; Leu, M.C.; Hu, L. Cyber-physical manufacturing cloud: Architecture, virtualization, communication, and testbed. J. Manuf. Syst. 2017, 43, 352–364. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Mowery, D.C.; Rosenberg, N. Technology and the Pursuit of Economic Growth; Cambridge University Press: New York, NY, USA, 1989. [Google Scholar]
- Chien, C.-F.; Hong, T.-Y.; Guo, H.-Z. An empirical study for smart production for TFT-LCD to empower Industry 3.5. J. Chin. Inst. Eng. 2017, 40, 552–561. [Google Scholar] [CrossRef]
- Koch, V.; Kuge, S.; Geissbauer, D.R.; Schrauf, S. Oppertunities and Challanges of the Industrial Internet. 2015. Available online: http://www.strategyand.pwc.com/reports/industry-4-0 (accessed on 23 January 2015).
- Arnold, C.; Kiel, D.; Voigt, K. Innovative Business Models for the Industrial Internet of Things. BHM 2017, 162, 371–381. [Google Scholar] [CrossRef]
- Park, S. Development of Innovative Strategies for the Korean Manufacturing Industry by Use of the Connected Smart Factory (CSF). Procedia Comput. Sci. 2016, 91, 744–750. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios: A Literature Review. Working Pap. 2015. [Google Scholar] [CrossRef]
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef]
- Alexandre, M. Industrie 4.0 Framework, Challenges and Perspectives. Ph.D. Thesis, RheinMain University, Wiesbaden, Germany, 2014. [Google Scholar]
- Nieuwenhuize, G. Smart Manufacturing for Dutch SMEs: Why and How? Master’s Thesis, Erasmus University, Rotterdam, The Netherlands, 2016. [Google Scholar]
- Sanders, A.; Elangeswaran, C.; Wulfsberg, J. Industry 4.0 Implies Lean Manufacturing: Research Activities in Industry 4.0 Function as Enablers for Lean Manufacturing. J. Ind. Eng. Manag. 2016, 9, 811–833. [Google Scholar] [CrossRef]
- Wolter, M.I.; Mönnig, A.; Hummel, M.; Schneemann, C.; Weber, E.; Zika, G.; Helmrich, R.; Maier, T.; Neuber-Pohl, C. Industry 4.0 and the Consequences for Labor Market and Economy: Scenario Calculations within the Scope of the BIBB-IAB Qualification and Occupational Field Projections. Available online: https://ideas.repec.org/p/iab/iabfob/201508_en.html (accessed on 2 August 2015). (In Germany).
- Akeson, L. Industry 4.0: Cyber-Physical Systems and Their Impact on Business Models. Master’s Thesis, Karlstads University, Karlstad, Sweden, 2016. [Google Scholar]
- Brettel, M.; Friederichsen, N.; Keller, M.; Rosenberg, M. How virtualization, decentralization and network building change the manufacturing landscape: An industry 4.0 perspective. Int. J. Mech. Ind. Sci. Eng. 2014, 8, 37–44. [Google Scholar]
- Baums, A. How to Navigate Digitization of the Manufacturing Sector. Available online: https://www.mckinsey.de/files/mck_industry_40_report.pdf (accessed on 2 May 2015).
- Balasingham, K. Industry 4.0: Securing the Future for German Manufacturing Companies. Master’s Thesis, University of Twente, Enschede, The Netherlands, 2016. [Google Scholar]
- Hofmann, E.; Rüsch, M. Industry 4.0 and the current status as well as future prospects on logistics. Comput. Ind. 2017, 89, 23–34. [Google Scholar] [CrossRef]
- The Federal Ministry of Education and Research. 2017. Available online: http://www.plattform-i40.de/I40/Navigation/EN/Industrie40/WhatIsIndustrie40/what-is-industrie40.html;jsessionid=1DC8D8017337F5A6153A146236669ABA (accessed on 2 May 2018).
- Yao, X.; Jin, H.; Zhang, J. Towards a wisdom manufacturing vision. Int. J. Comput. Integr. Manuf. 2015, 28, 1291–1312. [Google Scholar] [CrossRef]
- Trappey, A.J.C.; Trappey, C.V.; Fan, C.Y.; Hsu, A.P.T.; Li, X.K.; Lee, I.J.Y. IoT patent roadmap for smart logistic service provision in the context of Industry 4.0. J. Chin. Inst. Eng. 2017, 40, 593–602. [Google Scholar] [CrossRef]
- Khan, M.; Wu, X.; Xu, X.; Dou, W. Big data challenges and opportunities in the hype of Industry 4.0. In Proceedings of the IEEE International Conference on Communications (ICC), Paris, France, 21–25 May 2017; pp. 1–6. [Google Scholar]
- Loechner, J. 90% of Today’s Data Created In Two Years. Available online: https://www.mediapost.com/publications/article/291358/90-of-todays-data-created-in-two-years.html (accessed on 22 December 2016).
- Gokalp, M.O.; Kayabay, K.; Akyol, M.A.; Eren, P.E.; Kocyigit, A. Big Data for Industry 4.0: A Conceptual Framework. In Proceedings of the International Conference on Computational Science & Computational Intelligence (CSCI), Las Vegas, NV, USA, 15–17 December 2016; pp. 431–434. [Google Scholar]
- Xun, X. From cloud computing to cloud manufacturing. Robot. Comput. Integr. Manuf. 2012, 28, 75–86. [Google Scholar]
- Buxmann, P.; Hess, T.; Ruggaber, R. Internet of Services. Bus. Inf. Syst. Eng. 2009, 1, 341–342. [Google Scholar] [CrossRef]
- Oesterreich, T.D.; Teuteberg, F. Understanding the implications of digitisation and automation in the context of Industry 4.0: A triangulation approach and elements of a research agenda for the construction industry. Comput. Ind. 2016, 83, 121–139. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Pîrvu, B.-C. Research Regarding the Digital Factory Modelling and Implementation Into Real Manufacturing Systems. Ph.D. Thesis, University of Sibiu, Sibiu, Romania, 2011. [Google Scholar]
- Radziwon, A.; Bilberg, A.; Bogers, M.; Skov, E. The Smart Factory: Exploring Adaptive and Flexible Manufacturing Solutions. Procedia Eng. 2014, 69, 1184–1190. [Google Scholar] [CrossRef]
- Weyer, S.; Schmitt, M.; Ohmer, M.; Gorecky, D. Standardization as as the the crucial crucial challenge challenge Towards Standardization as the crucial challenge for highly production systems for highly modular, multi-vendor production systems for highly modular, multi-vendor productio. IFAC-PapersOnLine 2015, 48, 579–584. [Google Scholar] [CrossRef]
- Tantik, E.; Anderl, R. Integrated Data Model and Structure for the Asset Administration Shell in Industrie 4.0. Procedia CIRP 2017, 60, 86–91. [Google Scholar] [CrossRef]
- Shariatzadeh, N.; Lundholm, T.; Lindberg, L.; Sivard, G. Integration of Digital Factory with Smart Factory Based on Internet of Things. Procedia CIRP 2016, 50, 512–517. [Google Scholar] [CrossRef]
- SoftPLC. Smart SoftPLC’s Controllers. 2017. Available online: http://softplc.com/products/controllers/smart/ (accessed on 2 May 2018).
- Shamim, S.; Cang, S.; Yu, H.; Li, Y. Examining the feasibilities of Industry 4.0 for the hospitality sector with the lens of management practice. Energies 2017, 10, 499. [Google Scholar] [CrossRef]
- Montanus, M. Business Models for Industry 4.0. Master's Thesis, Faculty of Technology, Policy and Management, Delft University of Technology, Delft, The Netherlands, 2016. [Google Scholar]
- Zawadzki, P.; Zywicki, K. Smart product design and production control for effective mass customization in the industry 4.0 concept. Manag. Prod. Eng. Rev. 2016, 7, 105–112. [Google Scholar] [CrossRef]
- Fischer, T.; Gebauer, H.; Fleisch, E. Service Business Development; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Penas, O.; Plateaux, R.; Patalano, S.; Hammadi, M. Multi-scale approach from mechatronic to Cyber-Physical Systems for the design of manufacturing systems. Comput. Ind. 2017, 86, 52–69. [Google Scholar] [CrossRef]
- Gorecky, D.; Weyer, S.; Hennecke, A.; Zühlke, D. Design and Instantiation of a Modular System Architecture for Smart Factories. IFAC-PapersOnLine 2016, 49, 79–84. [Google Scholar] [CrossRef]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Kolberg, D.; Zühlke, D. Lean Automation enabled by Industry 4.0 Technologies. IFAC-PapersOnLine 2015, 28, 1870–1875. [Google Scholar] [CrossRef]
- Gentner, S. Industry 4.0: Reality, Future or just Science Fiction? How to Convince Today’s Management to Invest in Tomorrow’s Future! Successful Strategies for Industry 4.0 and Manufacturing IT. CHIMIA Int. J. Chem. 2016, 70, 628–633. [Google Scholar] [CrossRef] [PubMed]
- Robert, H.; Daniel, V.; Bilal, A. Engineering the Smart Factory. Chin. J. Mech. Eng. 2016, 29, 1046–1051. [Google Scholar]
- Kannan, S.M.; Suri, K.; Cadavid, J.; Barosan, I.; Van Den Brand, M.; Alferez, M.; Gerard, S. Towards industry 4.0: Gap analysis between current automotive MES and industry standards using model-based requirement engineering. In Proceedings of the IEEE International Conference on Software Architecture Workshops (ICSAW), Gothenburg, Sweden, 5–7 April 2017; pp. 29–35. [Google Scholar]
- Li, X.; Li, D.; Wan, J.; Vasilakos, A.V.; Lai, C.F.; Wang, S. A review of industrial wireless networks in the context of Industry 4.0. Wirel. Netw. 2017, 23, 23–41. [Google Scholar] [CrossRef]
- Cheng, S.Q.K.; Cheng, K. Future Digital Design and Manufacturing: Embracing Industry 4.0 and Beyond. Chin. J. Mech. Eng. 2017, 30, 1047–1049. [Google Scholar]
- Dugenske, A.; Louchez, A. The Factory of The Future Will Be Shaped by The Internet of Things. Advant. Bus. Media 2014, 19, 1–5. [Google Scholar]
- Erol, S.; Jäger, A.; Hold, P.; Ott, K.; Sihn, W. Tangible Industry 4.0: A Scenario-Based Approach to Learning for the Future of Production. Procedia CIRP 2016, 54, 13–18. [Google Scholar] [CrossRef]
- Qin, J.; Liu, Y.; Grosvenor, R. A Categorical Framework of Manufacturing for Industry 4.0 and beyond. Procedia CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef]
- Rauch, E.; Dallasega, P.; Matt, D.T. The Way from Lean Product Development (LPD) to Smart Product Development (SPD). Procedia CIRP 2016, 50, 26–31. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Hess, D. Guest Editorial Industry 4.0 Prerequisites and Visions. IEEE Trans. Autom. Sci. Eng. 2016, 13, 411–413. [Google Scholar] [CrossRef]
- Mabkhot, M.M.; Al-Samhan, A.; Darmoul, S. An information model to support reconfiguration of manufacturing systems. IFAC-PapersOnLine 2016, 49, 37–42. [Google Scholar] [CrossRef]
- Han-Modular® Technology. Available online: https://www.harting.com/DE/en-gb/solutions/han-modular (accessed on 2 May 2018).
- Madsen, O.; Møller, C. The AAU Smart Production Laboratory for Teaching and Research in Emerging Digital Manufacturing Technologies. Procedia Manuf. 2017, 9, 106–112. [Google Scholar] [CrossRef]
- Nardello, M.; Madsen, O.; Møller, C. The smart production laboratory: A learning factory for industry 4.0 concepts. CEUR Workshop Proc. 2017, 1898, 1–5. [Google Scholar]
- Andersen, R.E.; Hansen, E.B.; Cerny, D.; Madsen, S.; Pulendralingam, B.; Bøgh, S.; Chrysostomou, D. Integration of a Skill-based Collaborative Mobile Robot in a Smart Cyber-physical Environment. Procedia Manuf. 2017, 11, 114–123. [Google Scholar] [CrossRef]
- Schuh, G.; Gartzen, T.; Rodenhauser, T.; Marks, A. Promoting work-based learning through industry 4.0. Procedia CIRP 2015, 32, 82–87. [Google Scholar] [CrossRef]
- Prinz, C.; Morlock, F.; Freith, S.; Kreggenfeld, N.; Kreimeier, D.; Kuhlenkötter, B. Learning Factory Modules for Smart Factories in Industrie 4.0. Procedia CIRP 2016, 54, 113–118. [Google Scholar] [CrossRef]
- Faller, C.; Feldmúller, D. Industry 4.0 learning factory for regional SMEs. Procedia CIRP 2015, 32, 88–91. [Google Scholar] [CrossRef]
- Kemény, Z.; Beregi, R.J.; Erdos, G.; Nacsa, J. The MTA SZTAKI Smart Factory: Platform for Research and Project-oriented Skill Development in Higher Education. Procedia CIRP 2016, 54, 53–58. [Google Scholar] [CrossRef]
- SmartFactoryKL. Manufacturer-Independent Industrie 4.0 Production Line. Available online: http://dfki-3036.dfki.de/EN/industrie40_e.php (accessed on 22 December 2017).
- Francalanza, E.; Borg, J.; Constantinescu, C. A knowledge-based tool for designing cyber physical production systems. Comput. Ind. 2017, 84, 39–58. [Google Scholar] [CrossRef]
- Haddara, M.; Elragal, A. The Readiness of ERP Systems for the Factory of the Future. Procedia Comput. Sci. 2015, 64, 721–728. [Google Scholar] [CrossRef]
- Ray, S.R.; Jones, A.T. Manufacturing interoperability. J. Intell. Manuf. 2006, 17, 681–688. [Google Scholar] [CrossRef]
- Wan, J.; Yi, M.; Li, D.I.; Zhang, C.; Wang, S.; Zhou, K. Mobile Services for Customization Manufacturing Systems: An Example of Industry 4.0. IEEE Access 2016, 4, 8977–8986. [Google Scholar] [CrossRef]
- Lin, C.C.; Deng, D.J.; Chen, Z.Y.; Chen, K.C. Key design of driving industry 4.0: Joint energy-efficient deployment and scheduling in group-based industrial wireless sensor networks. IEEE Commun. Mag. 2016, 54, 46–52. [Google Scholar] [CrossRef]
- Turner, C.J.; Hutabarat, W.; Oyekan, J.; Tiwari, A. Discrete Event Simulation and Virtual Reality Use in Industry: New Opportunities and Future Trends. IEEE Trans. Hum.-Mach. Syst. 2016, 46, 882–894. [Google Scholar] [CrossRef]
- Zezulka, F.; Marcon, P.; Vesely, I.; Sajdl, O. Industry 4.0—An Introduction in the phenomenon. IFAC-PapersOnLine 2016, 49, 8–12. [Google Scholar] [CrossRef]
- Meissner, H.; Ilsen, R.; Aurich, J.C. Analysis of Control Architectures in the Context of Industry 4.0. Procedia CIRP 2017, 62, 165–169. [Google Scholar] [CrossRef]
- Hirmer, P.; Wieland, M.; Schwarz, H.; Mitschang, B.; Breitenbücher, U.; Sáez, S.G.; Leymann, F. Situation recognition and handling based on executing situation templates and situation-aware workflows. Computing 2017, 99, 163–181. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Zhang, D.; Li, D.; Zhang, C. Towards smart factory for Industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2015, 101, 158–168. [Google Scholar] [CrossRef]
- Chiu, Y.C.; Cheng, F.T.; Huang, H.C. Developing a factory-wide intelligent predictive maintenance system based on Industry 4.0. J. Chin. Inst. Eng./Chung-kuo K. Ch’eng Hsuch K’an 2017, 40, 562–571. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Hung, M.H.; Huang, H.C.; Chen, C.C.; Yang, H.C.; Hsieh, Y.S.; Cheng, F.T. Development of Advanced Manufacturing Cloud of Things (AMCoT)—A Smart Manufacturing Platform. IEEE Robot. Autom. Lett. 2017, 2, 1809–1816. [Google Scholar] [CrossRef]
- Quan, L.; Li, L. The study of soft PLC running system. Procedia Eng. 2011, 15, 1234–1238. [Google Scholar]
- Xu, P.; Mei, H.; Ren, L.; Chen, W. ViDX: Visual Diagnostics of Assembly Line Performance in Smart Factories. IEEE Trans. Vis. Comput. Graph. 2017, 23, 291–300. [Google Scholar] [CrossRef] [PubMed]
- Veza, I.; Mladineo, M.; Gjeldum, N. Managing innovative production network of smart factories. IFAC-PapersOnLine 2015, 28, 555–560. [Google Scholar] [CrossRef]
- He, J.; Jia, G.; Han, G.; Wang, H.; Yang, X. Locality-Aware Replacement Algorithm in Flash Memory to Optimize Cloud Computing for Smart Factory of Industry 4.0. IEEE Access 2017, 5, 16252–16262. [Google Scholar] [CrossRef]
- Ivanov, D.; Dolgui, A.; Sokolov, B.; Werner, F.; Ivanova, M. A dynamic model and an algorithm for short-term supply chain scheduling in the smart factory industry 4.0. Int. J. Prod. Res. 2016, 54, 386–402. [Google Scholar] [CrossRef]
- Xue, X.; Kou, Y.-M.; Wang, S.; Liu, Z.-Z. Computational experiment research on the equalization-oriented service strategy in collaborative manufacturing. IEEE Trans. Serv. Comput. 2016, 11, 369–383. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F. Digital Twin and Big Data Towards Smart Manufacturing and Industry 4.0: 360 Degree Comparison. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Söderberg, R.; Wärmefjord, K.; Carlson, J.S.; Lindkvist, L. Toward a Digital Twin for real-time geometry assurance in individualized production. CIRP Ann. Manuf. Technol. 2017, 66, 137–140. [Google Scholar] [CrossRef]
- Grieves, M. Digital Twin: Manufacturing Excellence through Virtual Factory Replication. Available online: https://research.fit.edu/media/site-specific/researchfitedu/camid/documents/1411.0_Digital_Twin_White_Paper_Dr_Grieves.pdf (accessed on 2 May 2018).
- Tao, F.; Zhang, M. Digital Twin Shop-Floor: A New Shop-Floor Paradigm towards Smart Manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- Mortensen, S.T.; Chrysostomou, D.; Madsen, O. A novel framework for virtual recommissioning in reconfigurable manufacturing systems. In Proceedings of the 22nd IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Limassol, Cyprus, 12–15 September 2017; pp. 1–4. [Google Scholar]
- Haag, S.; Anderl, R. Digital twin—Proof of concept. Manuf. Lett. 2018, 15, 64–66. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Q.; Chen, X.; Zhang, D.; Leng, J. A digital twin-based approach for designing and decoupling of hollow glass production line. IEEE Access 2017, 5, 26901–26911. [Google Scholar] [CrossRef]
- Wagner, C.; Grothoff, J.; Epple, U.; Drath, R.; Malakuti, S.; Grüner, S.; Hoffmeister, M.; Zimermann, P. The role of the Industry 4.0 asset administration shell and the digital twin during the life cycle of a plant. In Proceedings of the IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Limassol, Cyprus, 12–15 September 2017; pp. 1–8. [Google Scholar]
- Zhuang, C.; Liu, J.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- Vachálek, J.; Bartalský, L.; Rovný, O.; Šišmišová, D.; Morháč, M.; Lokšík, M. The Digital Twin of an Industrial Production Line Within the Industry 4.0 Concept. In Proceedings of the 21st International Conference on Process Control, Strbske Pleso, Slovakia, 6–9 June 2017; pp. 258–262. [Google Scholar]
- Schluse, M.; Priggemeyer, M.; Atorf, L.; Rossmann, J. Experimentable Digital Twins-Streamlining Simulation-Based Systems Engineering for Industry 4.0. IEEE Trans. Ind. Inform. 2018, 14, 1722–1731. [Google Scholar] [CrossRef]
- Uhlemann, T.H.J.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Cai, Y.; Starly, B.; Cohen, P.; Lee, Y.S. Sensor Data and Information Fusion to Construct Digital-twins Virtual Machine Tools for Cyber-physical Manufacturing. Procedia Manuf. 2017, 10, 1031–1042. [Google Scholar] [CrossRef]
- Wang, K.S.; Li, Z.; Braaten, J.; Yu, Q. Interpretation and compensation of backlash error data in machine centers for intelligent predictive maintenance using ANNs. Adv. Manuf. 2015, 3, 97–104. [Google Scholar] [CrossRef]
- Yan, J.; Meng, Y.; Lu, L.; Li, L. Industrial Big Data in an Industry 4.0 Environment: Challenges, Schemes, and Applications for Predictive Maintenance. IEEE Access 2017, 5, 23484–23491. [Google Scholar] [CrossRef]
- Temer, E.; Pehl, H.-J. Moving Toward Smart Monitoring and Predictive Maintenance of Downhole Tools Using the Industrial Internet of Things IIoT. In Proceedings of the SPE Abu Dhabi International Petroleum Exhibition & Conference, Abu Dhabi, UAE, 13–16 November 2017. [Google Scholar]
- Italia, B.; Martinelli, S. SPE-183283-MS Smart Actuators: A Predictive Maintenance Strategy to Achieve Cost-Saving Targets. In Proceedings of the SPE Abu Dhabi International Petroleum Exhibition & Conference, Abu Dhabi, UAE, 7–10 November 2016. [Google Scholar]
- Zavoda, F.; Lemire, R.; Abbey, C. Implementing predictive distribution maintenance using a universal controller. In Proceedings of the IEEE PES T&D Conference and Exposition, Chicago, IL, USA, 14–17 April 2014; pp. 1–5. [Google Scholar]
- Zarte, M.; Wunder, U.; Pechmann, A. Concept and first case study for generic predictive maintenance simulation in AnyLogic™. In Proceedings of the 43rd Annual Conferenec of the IEEE Industrial Electronics Society, Beijing, China, 29 October–1 November 2017; pp. 3372–3377. [Google Scholar]
- Borgi, T.; Hidri, A.; Neef, B.; Naceur, M.S. Data analytics for predictive maintenance of industrial robots. In Proceedings of the 2017 International Conference on Advanced Systems and Electric Technologies (IC_ASET), Hammamet, Tunisia, 14–17 January 2017; pp. 412–417. [Google Scholar]
- Tsai, M.; Ko, P. On-line condition monitoring of servo motor drive systems by HHT in Industry 4.0. J. Chin. Inst. Eng. 2017, 40, 572–584. [Google Scholar] [CrossRef]
- Amith, C.A.; Oommen, J.M.; Babu, J.; Paul, T.; Sankar, V. Predictive analysis for industrial maintenance automation and optimization using a smart sensor network. In Proceedings of the International Conference on Next Generation Intelligent Systems (ICNGIS), Kottayam, India, 1–3 September 2016; pp. 1–5. [Google Scholar]
- Lao, L.; Ellis, M.; Christofides, P.D. Smart manufacturing: Handling preventive actuator maintenance and economics using model predictive control. AICHE J. 2014, 60, 2179–2196. [Google Scholar] [CrossRef]
- Liu, Y.; Shen, J. Research on equipment predictive maintenance strategy based on big data technology. In Proceedings of the International Conference on Intelligent Transportation, Big Data and Smart City (ICITBS), Halong Bay, Vietnam, 19–20 December 2015; pp. 641–644. [Google Scholar]
- Sayed, M.S.; Lohse, N.; Søndberg-jeppesen, N.; Madsen, A.L. Diagnostics and Predictive Maintenance Using Smart Manufacturing Devices. In Proceedings of the 13th IEEE International Conference on Industrial Informatics (INDIN), Cambridge, UK, 22–24 July 2015. [Google Scholar]
- Civerchia, F.; Bocchino, S.; Salvadori, C.; Rossi, E.; Maggiani, L.; Petracca, M. Industrial Internet of Things monitoring solution for advanced predictive maintenance applications. J. Ind. Inf. Integr. 2017, 7, 4–12. [Google Scholar] [CrossRef]
- Brennan, R. Performance comparison and analysis of reactive and planning-based control architectures for manufacturing. Robot. Comput. Integr. Manuf. 2000, 16, 191–200. [Google Scholar] [CrossRef]
- Weiss, M.; Zilch, A.; Schmeiler, F. Industrie 4.0 Status Quo und Entwicklungen in Deutschland. 2014. Available online: http://research.isg-one.de/company/press/releases/pressrelease/grosse-anwenderstudie-zu-industrie-40-in-deutschland-hohe-potenziale-aber-auch-unsicherheit-und-unklare-verantwortungen.html (accessed on 2 September 2014).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Req. | Requirements | Interpretation | Prin. |
|---|---|---|---|
| R1 | Modular machine tools or workstations: | These refer to the flexibility of machines and work stations to be reconfigured in terms of changing the shop floor layout and adjusting the process function. | P1 P6 |
| R2 | Modular material handling equipment: | This refers to the possibility of reconfiguring material handling equipment (i.e., conveyors, AGVs) on the shop floor or changing equipment capability to transfer the required product. | P1 P3 |
| R3 | Multi-skilled workforce: | This refers to the ability of the workforce to perform several types of tasks, including decision making, supervision, maintenance, programming or performing a manual assembly or process. | P1 |
| R4 | Reconfigurable fixture: | This refers to the adjustability of a fixture to hold set(s) of parts or products. | P1 |
| R5 | Reconfigurable tools: | This refers to the capability of tools to be used in different tasks (i.e., tightening different sizes of bolts). | P1 P2 |
| R6 | Standard infrastructure: | This refers to the use of a standard supply infrastructure that connects system components to all supply layers (i.e., pressurized air, current, Ethernet). System components can be supplied by different vendors. | P1 P6 |
| R7 | Standard communication and CPS: | Throughout a standardized communication protocol, information can be reordered, enriched, and saved in the integration layer. | P2 |
| R8 | Embedded computer: | Each physical module should have an embedded computer to enable autonomous decisions and retrieve required information from cloud computing via CPS. | P2 P3 |
| R9 | Sharing meaningful information: | This refers to a common framework that allows data to be shared and reused across application, enterprise, and factory boundaries in a meaningful manner (i.e., Semantic Web technology). | P2 |
| R10 | Secure communication: | This refers to authenticating access requests for information in cloud computing. | P2 |
| R11 | Collaborative behavior: | System components (agents) work together to accomplish system goals. | P2 |
| R12 | Modular and decentralized control architecture: | The control system should identify the physical module plugged into the system and automatically upload its control module from cloud computing without the need for human intervention. | P3 |
| R13 | Smart product: | A product should identify itself to the modules, providing all information required to accomplish its process on module. RFIDs are attached to the product so that product-related information can be accessed. | P3 |
| R14 | Virtual system builder: | A software package or virtual repository that works as an engine to run the virtual system, enabling effective simulation. | P4 |
| R15 | Capturing actual factory: | The shop floor should be captured very near to the real system, i.e., using 360° cameras. | P4 |
| R16 | Virtual reader: | This provides a virtual system with online data from shop-floor sensors. | P4 |
| R17 | Virtual interfaces with CPS: | These are interfaces that can retrieve and store information from CPS and its related knowledge bases, enabling online simulation and diagnosing assistance. | P4 |
| R18 | Standardized virtual modelling language: | This enables manufacturers building a virtual module corresponding to the physical module to be able to load the virtual module from cloud manufacturing and automatically integrate it with the virtual system. | P4 |
| R19 | After-sale services: | This refers to tracing products and offering services over the product life cycle. | P5 |
| R20 | Offering core processes as services. | The factory can offer its core function(s) to external factories or other internal factories. | P5 |
| R21 | Cloud computing: | This refers to sharing product service and factory functions via cloud computing. | P5 |
| R22 | Cloud connection: | This refers to access to the requirements of both customers and service suppliers. | P6 |
| R23 | Online data analysis: | This refers to transferring customer requirements to products and investigating manufacturability using existing resource or outsourcing services. | P6 |
| R24 | Customization and real-time capability: | This refers to the ability to respond in real time and for manufacturing to order even a single unit. | P6 |
| R25 | Online monitoring and control: | The systems are monitored and controlled in real time using diagnostic and reactive decision-making. | P6 |
| R26 | Healability: | The system should be able to recover from disturbances in real time. | P6 |
| Notations: Req. Requirements. Prin. Principles | |||
| References | R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 | R10 | R11 | R12 | R13 | R14 | R15 | R16 | R17 | R 18 | R 19 | R 20 | R 21 | R22 | R23 | R24 | R25 | R26 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Davis et al. [46] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||
| Radziwon et al. [35] | √ | √ | √ | √ | ||||||||||||||||||||||
| Kolberg and Zühlke [47] | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||||||
| Hermann et al. [13] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||
| Lee [5] | √ | √ | √ | √ | √ | √ | √ | |||||||||||||||||||
| Yao et al. [25] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |||||||||||||||
| Gentner [48] | √ | √ | √ | √ | ||||||||||||||||||||||
| Oesterreich and Teuteberg [32] | √ | √ | √ | √ | √ | √ | √ | √ | √ | |||||||||||||||||
| Robert et al. [49] | √ | √ | ||||||||||||||||||||||||
| Stock and Seliger [14] | √ | √ | √ | √ | √ | √ | √ | √ | √ | |||||||||||||||||
| Sanders et al. [17] | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||||||
| Kannan et al. [50] | √ | √ | √ | √ | √ | √ | √ | √ | √ | |||||||||||||||||
| Arnold et al. [11] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||||
| Li et al. [51] | √ | √ | √ | √ | √ | √ | ||||||||||||||||||||
| Cheng and Cheng [52] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||||
| Hofmann and Rüsch [23] | ||||||||||||||||||||||||||
| Trappey et al. [26] | ||||||||||||||||||||||||||
| Xun [30] | √ | √ | √ | √ | √ | |||||||||||||||||||||
| Dugenske and Louchez [53] | √ | √ | √ | √ | √ | √ | ||||||||||||||||||||
| Erol et al. [54] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||||
| Qin et al. [55] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||||
| Rauch et al. [56] | √ | √ | √ | √ | √ | √ | ||||||||||||||||||||
| Vogel-Heuser and Hess [57] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| References | R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 | R10 | R11 | R12 | R13 | R14 | R15 | R16 | R17 | R 18 | R 19 | R 20 | R 21 | R22 | R23 | R24 | R25 | R26 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Xun [30] | √ | √ | √ | √ | √ | |||||||||||||||||||||
| Dugenske and Louchez [53] | √ | √ | √ | √ | √ | √ | ||||||||||||||||||||
| Erol et al. [54] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||||
| Qin et al. [55] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||||||||
| Rauch et al. [56] | √ | √ | √ | √ | √ | √ | ||||||||||||||||||||
| Vogel-Heuser and Hess [57] | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mabkhot, M.M.; Al-Ahmari, A.M.; Salah, B.; Alkhalefah, H. Requirements of the Smart Factory System: A Survey and Perspective. Machines 2018, 6, 23. https://doi.org/10.3390/machines6020023
Mabkhot MM, Al-Ahmari AM, Salah B, Alkhalefah H. Requirements of the Smart Factory System: A Survey and Perspective. Machines. 2018; 6(2):23. https://doi.org/10.3390/machines6020023
Chicago/Turabian StyleMabkhot, Mohammed M., Abdulrahman M. Al-Ahmari, Bashir Salah, and Hisham Alkhalefah. 2018. "Requirements of the Smart Factory System: A Survey and Perspective" Machines 6, no. 2: 23. https://doi.org/10.3390/machines6020023
APA StyleMabkhot, M. M., Al-Ahmari, A. M., Salah, B., & Alkhalefah, H. (2018). Requirements of the Smart Factory System: A Survey and Perspective. Machines, 6(2), 23. https://doi.org/10.3390/machines6020023