Possessing excellent corrosion resistance, high-temperature resistance, and mechanical properties, 304 stainless steel is widely used in the aerospace field. However, precisely because of these outstanding properties, 304 stainless steel is also considered a difficult-to-machine material. Particularly during tapping processes, it often encounters problems such as high cutting resistance, chip evacuation difficulties, and accelerated tool wear, leading to low machining efficiency and short tool life. Therefore, when using spiral taps for tapping 304 stainless steel, it is necessary to reasonably select structural parameters to improve tapping performance, thereby enhancing processing efficiency and extending tool service life.
Al-Zkeri et al. [
1] established a finite element simulation model for turning 42CrMo alloy steel using DEFORM software (
https://www.deform.com/), analyzed the influence of cutting edge radius on cutting stress, and optimized the cutting edge radius. However, they did not verify the accuracy of the model nor analyze and correct the error. Ahmed et al. [
2] established a finite element simulation model for ball-end milling of AISI H13 using AdvantEdge software (
http://www.thirdwavesys.com). They used the Taguchi method to analyze the influence of structural parameters (rake angle, clearance angle, helix angle) on cutting force and temperature, and optimized the structural parameters. However, they only validated the finite element simulation model’s accuracy through two dimensions (cutting force and temperature), resulting in significant simulation error. Furthermore, they did not analyze or correct the error. Yuksel et al. [
3] established a milling finite element simulation model for 316 L stainless steel using AdvantEdge software. They used response surface methodology and analysis of variance (ANOVA) to analyze the influence of structural parameters (clearance angle, rake angle, radius) on milling force and optimized the structural parameters. However, they only validated the model accuracy through one dimension (cutting force), resulting in significant simulation error. They also did not analyze or correct the error. Puoza et al. [
4] established a drilling finite element simulation model, analyzed the influence of structural parameters (rake angle, clearance angle, base circle, helix angle) on drilling force, and optimized the structural parameters. They validated the finite element simulation model’s accuracy only through one dimension (drilling force), resulting in significant simulation error. Error analysis and correction were not performed. Senthilkumar and Tamizharasan. Ref. [
5] established a turning finite element simulation model for AISI 1045 steel using DEFORM software. They used the Taguchi method, signal-to-noise ratio (SNR), and analysis of variance (ANOVA) to analyze the influence of cutting edge angle, clearance angle, and tool nose radius on flank wear, surface roughness, and material removal rate, selecting the optimal structural parameter combination. However, model accuracy was validated only through one dimension (cutting force), and error analysis and correction were not performed. Imad et al. [
6] established a hardened steel milling finite element simulation model using ABAQUS software (
https://www.3ds.com/products/simulia/abaqus), studying the effect of cutting edge radius variation during hardened steel milling and selecting the better edge radius. However, model accuracy was validated only through one dimension (cutting force), and error analysis and correction were not implemented. Padmakumar and Arunachalam. [
7] established a ductile cast iron milling finite element simulation model using AdvantEdge software. They analyzed the influence of different cutting speeds and feed rates, along with different cutting edge radii, on axial force, temperature, and stress, finding a better cutting edge radius. However, model accuracy was validated only through one dimension (resultant force), resulting in significant simulation error. Error analysis and correction were not performed. Wang et al. [
8] established a Ti-6Al-4V drilling finite element simulation model using DEFORM-3D software (
https://www.deform.com/deform-3d/), analyzed the chip-breaking performance of three drills with different point angles, and found the optimal drill point angle. However, model accuracy was validated only through one dimension (axial force), resulting in significant simulation error. Error analysis and correction were not performed. Suresh et al. [
9] established a titanium alloy drilling finite element simulation model using DEFORM-3D software, studying the influence of drill point angle and edge radius on energy consumption. However, model accuracy was validated only through one dimension (average axial force), resulting in significant simulation error. Error analysis and correction were not performed. Wu M.C. et al. [
10] established a finite element simulation model for tapping 7075-T6 using a small slotless forming tap with DEFORM software. They analyzed the influence of geometric parameters (tool width, root diameter, front end diameter, tooth angle) on thread fill rate and torque during tapping. However, they did not verify the model’s accuracy nor analyze or correct the error. Priest et al. [
11] established an AISI 1045 steel drilling finite element simulation model using DEFORM software, analyzing the influence of different modeling methods on simulation accuracy. They validated the model accuracy through two dimensions (axial force and torque), but the error was significant. Error analysis and correction were not performed. Li et al. [
12] established an AA 6061-T6 milling finite element simulation model using DEFORM software, analyzing the influence of cutting parameters and tool geometric parameters on cutting temperature, stress, and strain distribution. However, model accuracy was validated only through one dimension (cutting force), resulting in significant simulation error. Error analysis and correction were not performed. Magalhães et al. [
13] established a PCBN insert turning finite element simulation model using DEFORM software, analyzing the influence of chamfer number on turning force, tool wear, stress, and temperature. However, they did not verify the model’s accuracy, resulting in significant simulation error. Error analysis and correction were not performed. Jagadesh and Samuel. [
14] established a Ti-6Al-4V turning finite element simulation model using DEFORM software, analyzing the influence of different coated tools on surface roughness and temperature. They validated the model accuracy through three dimensions (cutting force, thrust force, feed force), but the simulation error was significant. Error analysis and correction were not performed.
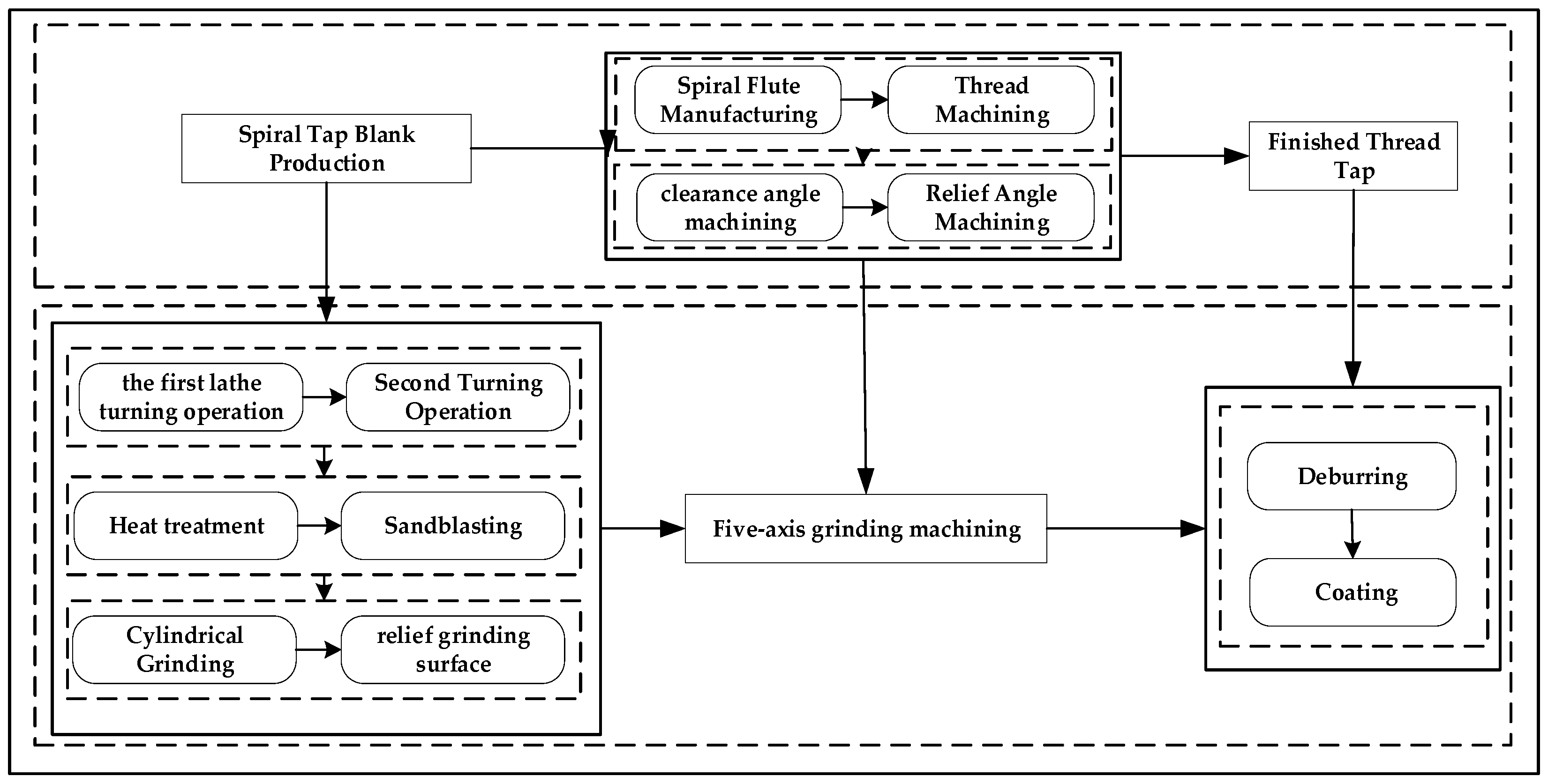
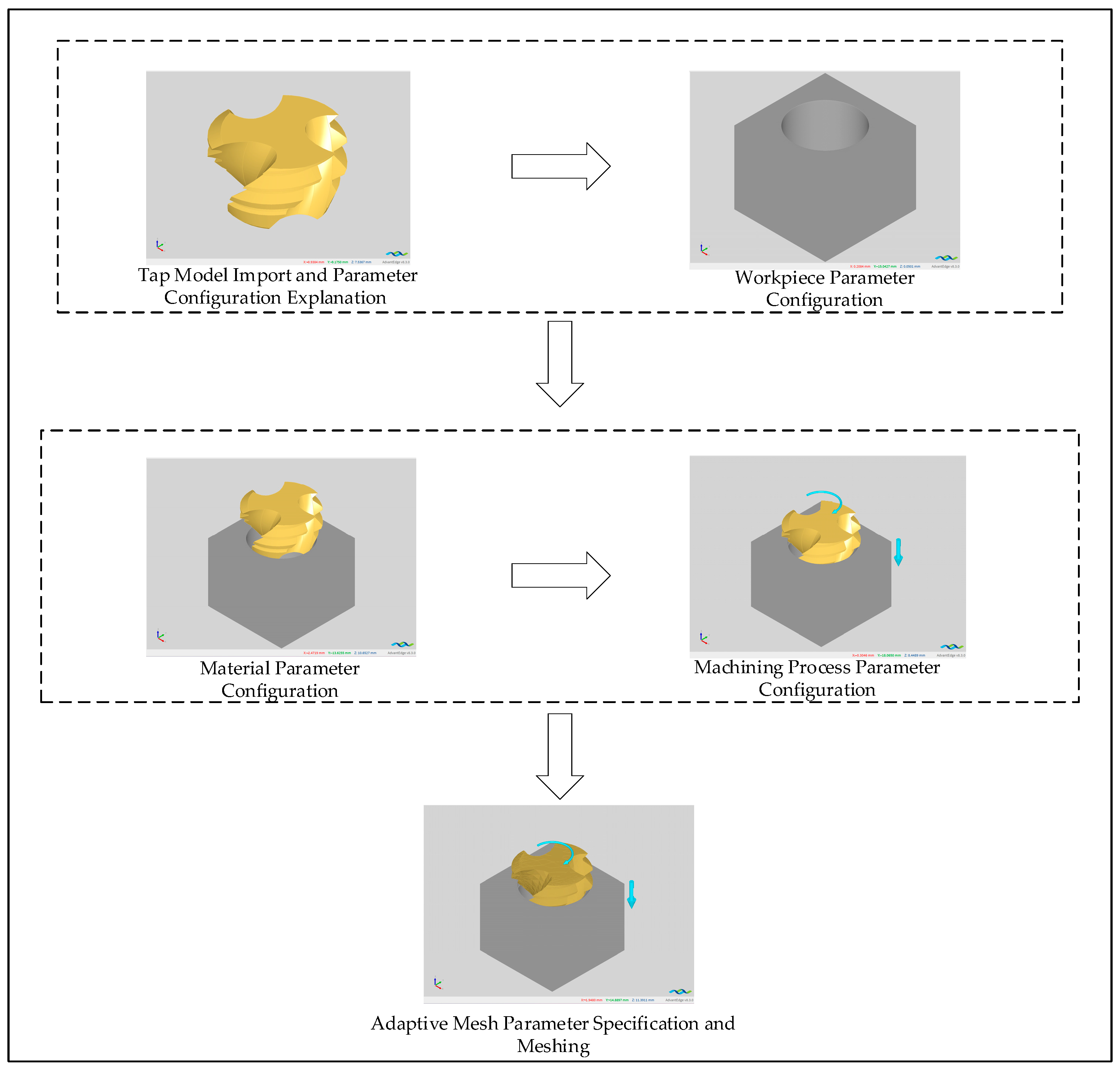
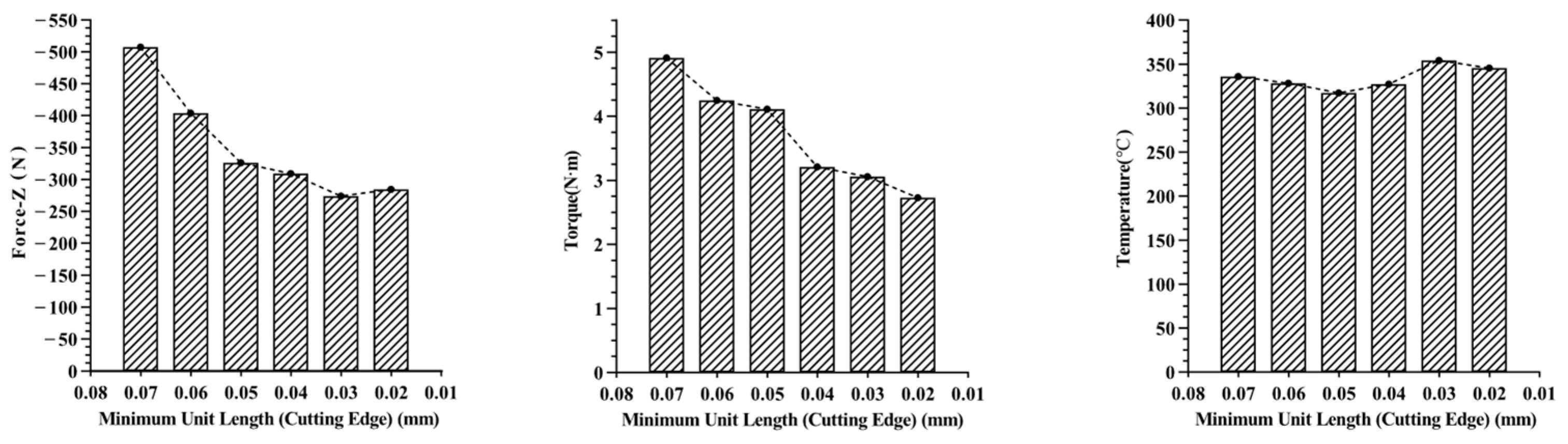
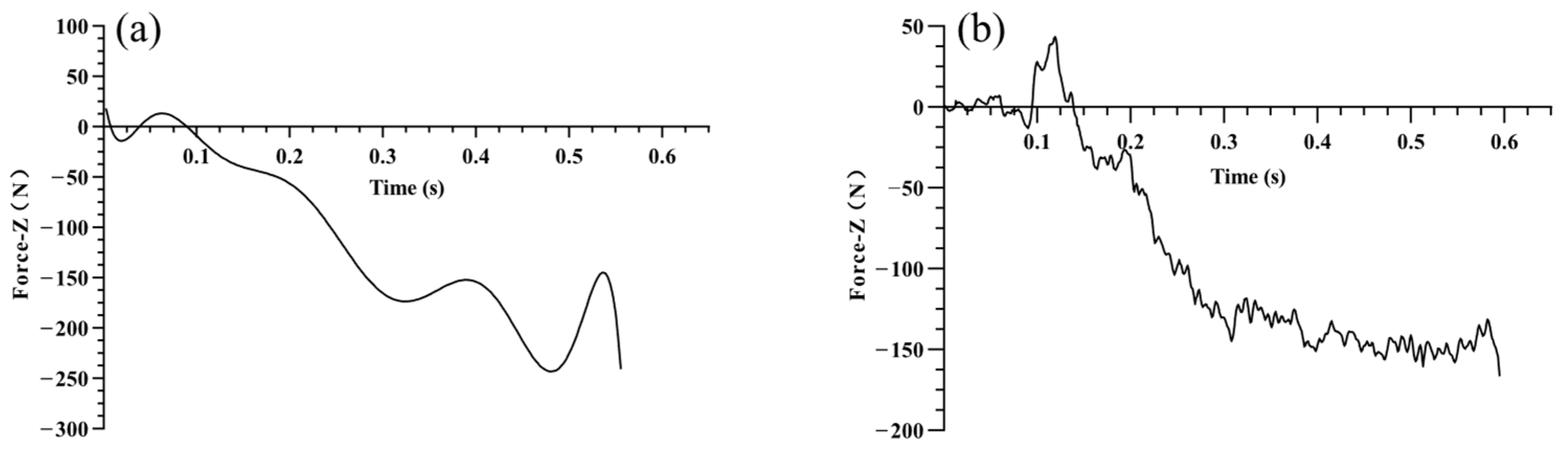
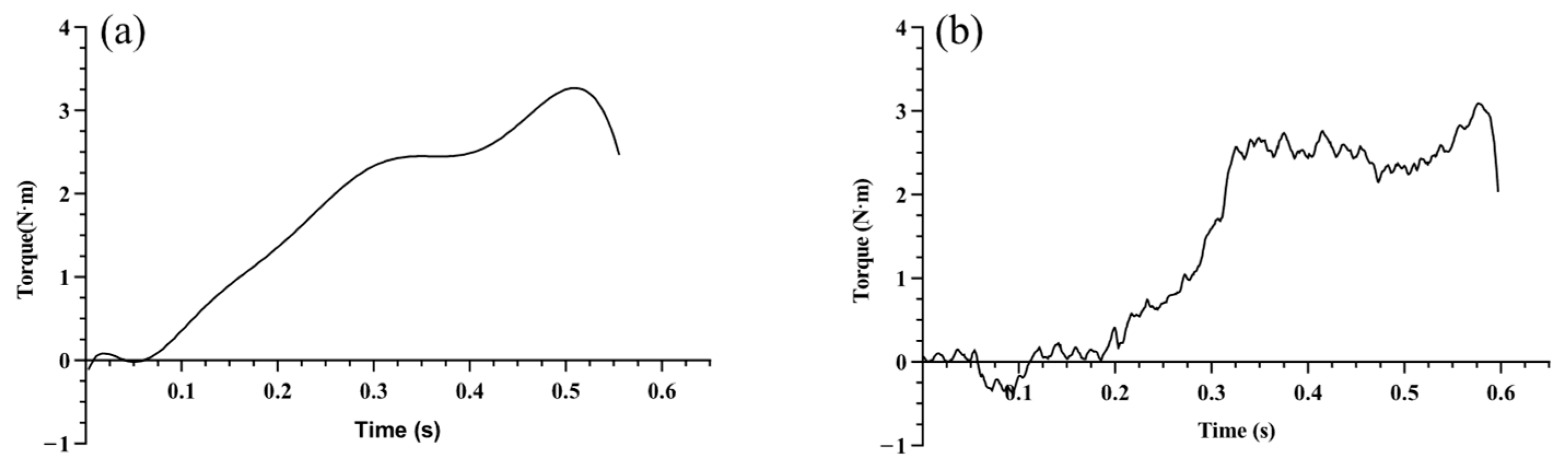
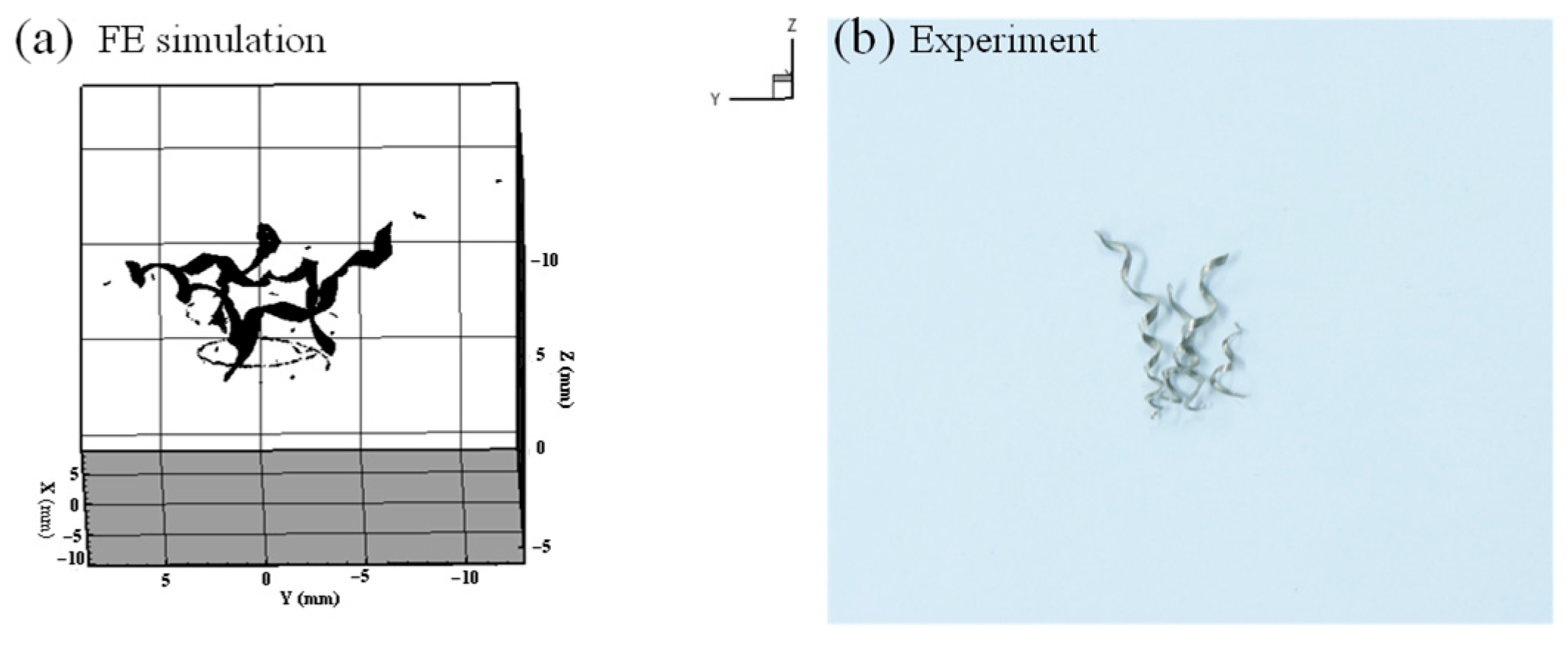
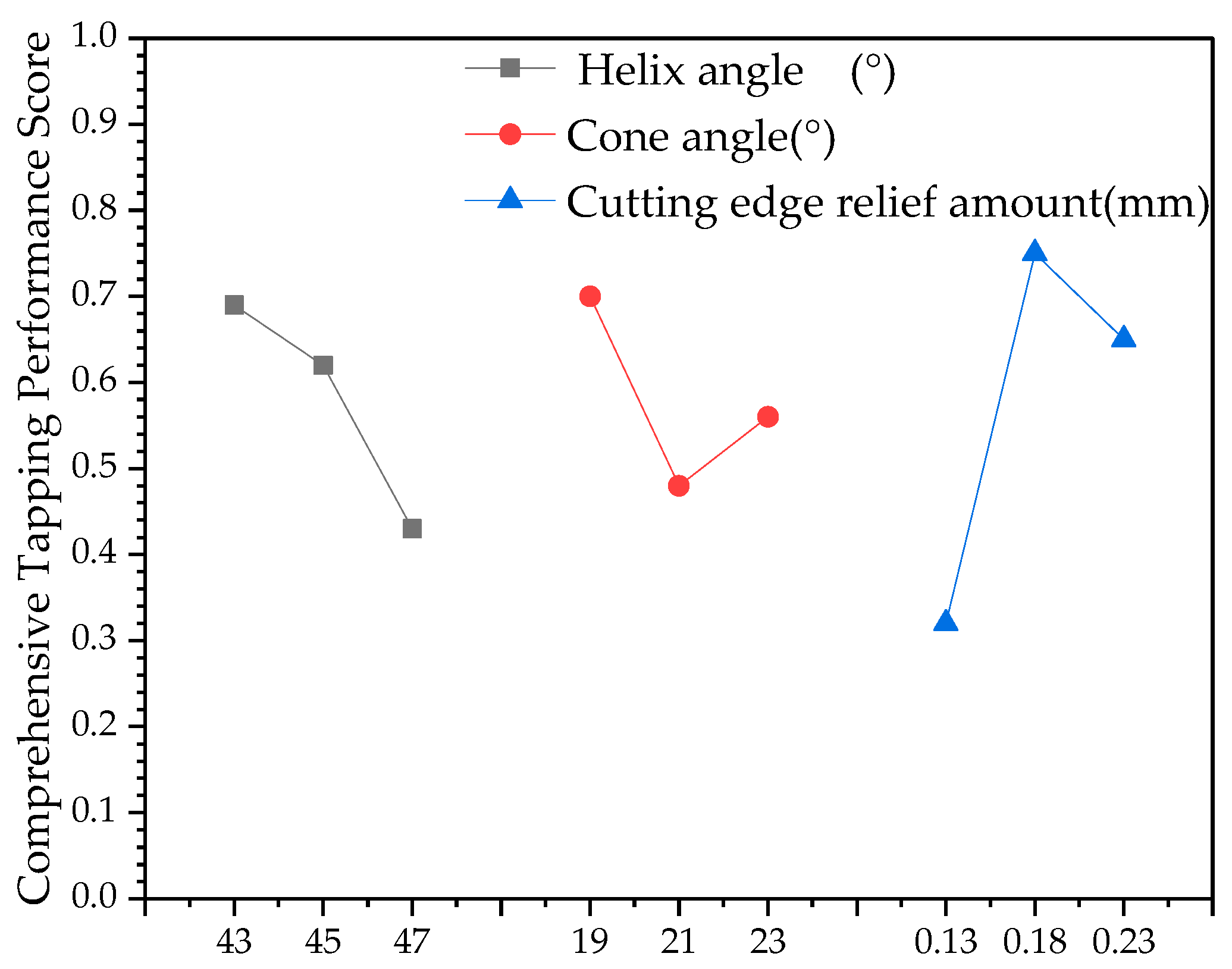
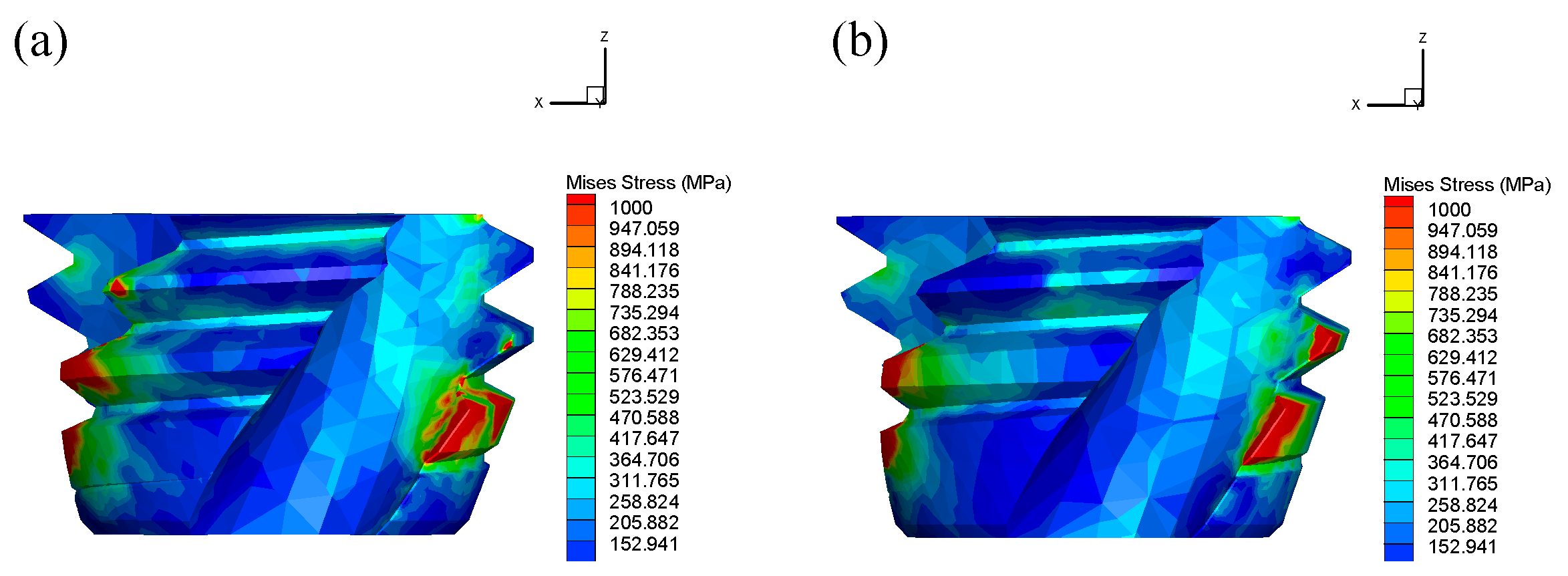
In summary, there is a large volume of research on the optimization of tool structural parameters based on finite element simulation, but it is mainly concentrated in processes such as turning, milling, and drilling. Research on tapping primarily focuses on optimizing parameters for straight-flute taps; research on spiral tap parameter optimization is relatively scarce. Furthermore, model validation is often insufficient, leading to significant simulation errors. To address this, first, this study designed the spiral tap according to the actual production process flow, ensuring the accuracy of the spiral tap model. Secondly, the influence laws of mesh parameters on axial force, torque, and temperature were investigated, and better mesh parameters were selected, effectively reducing simulation error and shortening simulation time. Subsequently, the accuracy of the tapping finite element simulation model was verified through multiple dimensions including axial force variation trends, torque variation trends, and chip morphology. Potential sources of error were analyzed, and the error was analyzed and corrected, improving simulation accuracy while shortening simulation time. Finally, based on this, orthogonal experimental design was further utilized to conduct finite element simulation experiments. Entropy weight analysis and range analysis methods were used to analyze the influence of structural parameters (helix angle, cone angle, cutting cone relief grinding amount) on tapping performance, and the optimal structural parameter combination was found. Furthermore, the production of optimized spiral taps was guided, and tapping performance comparison tests were conducted to validate the improvement in tapping performance.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}