1. Motivation and Introduction
In 2015, the United Nations addressed the global challenges facing the planet through the formulation of the 17 Sustainable Development Goals. Considering the increasing challenges of climate change and its consequences in the present time, it is unquestionably essential to take concerted action, especially in alignment with the UN Sustainable Development Goals. Therefore, the reduction of greenhouse gases (GHGs) and, in particular, CO2, as a primary driver of climate change, must be taken into account by gear engineers within their research and development activities.
In this context, one priority topic is the increase in the efficiency of powertrains. For the optimization of powertrains, it is necessary to concentrate on each component separately. Bevel and hypoid gears are widely used in applications where the rotary motion needs to be transmitted between non-parallel axes. Besides axle drives within the automotive section, bevel and hypoid gears are used in marine applications, helicopter drives, and industrial applications. Due to the high amount of sliding movement and subsequent heat dissipation within the tooth contact of bevel and hypoid gears, there is high potential to increase the efficiency by considering it in the design process of bevel and hypoid gears in addition to the load carrying capacity. There are various calculation approaches regarding the estimation of the efficiency behavior of bevel and hypoid gears but currently there is no standardized calculation approach to define the load-dependent and independent gear power losses. For the validation of calculation approaches in general, experimental investigations are used. The available measurement results on the efficiency of bevel and hypoid gears are mostly based on whole gearboxes, which impedes the consideration of the gear power losses due to parallel considerations of other mechanical components like bearings and sealings. Therefore, the available measurement results do not fulfill the requirement for the accuracy of the measurement resolution to reflect small differences in the efficiency of bevel and hypoid gears.
Within this paper, a new test rig for the experimental investigation of the efficiency of bevel and hypoid gears is presented. The test rig allows for the measurement of the gear power losses of bevel and hypoid gears with a suitable measurement resolution to validate state-of-the-art calculation approaches of the gear power losses of bevel and hypoid gears. Experimental investigations carried out by one of the authors with the presented test rig [
1] are discussed regarding the influence of the axial offset, the driving direction, and the microgeometry on the efficiency of bevel and hypoid gears.
2. State of the Art
The total power losses
PV of a gearbox are composed of the partial losses generated in the individual components of the gearbox. Typical components contributing to the total power losses are gear tooth mesh losses
PVZ, bearing losses
PVL, sealing losses
PVD, and other losses
PVX. Additionally, the losses can be subdivided into load-dependent and load-independent losses [
2]. The total power losses
PV of a gearbox can be summarized as follows:
| W | load-dependent gear tooth mesh losses | | W | load-independent bearing losses |
| W | load-independent gear power losses | | W | sealing losses |
| W | load-dependent bearing losses | | W | other losses |
In the following, the power losses contributing to the total power losses and the state-of-the-art calculation methods for the gear tooth mesh losses of bevel and hypoid gears will be discussed. Then, the state-of-the-art test rig concepts and measurement methods for gear power losses in general and specifically for bevel and hypoid gears will be presented.
The load-dependent gear tooth mesh losses occur during the meshing of two tooth flanks under load due to rolling and sliding friction. According to Niemann [
2], the losses due to rolling friction can be neglected, and therefore, the load-dependent gear tooth mesh losses can be calculated based on Coulomb’s law. Wirth [
3] describes a methodology for determining gear power loss based on the results from a tooth contact analysis using BECAL [
4]. By using an LTCA, Wirth [
3] considers the changing load and velocity conditions along the path of contact. For the local coefficient of friction, Wirth [
3] uses an approach by Klein [
5], which allows for a local examination of the individual contact points on the gears. The total load-dependent gear power losses can be determined by summing up all locally occurring losses. A comparable approach to improving the efficiency of bevel and hypoid gears using an LTCA and a semi-empirical formulation of the friction coefficient is given by Grabovic et al. [
6,
7]. A combined calculation approach using an LTCA and a subsequent EHD simulation for predicting the gear power losses in bevel and hypoid gears is given by Kolivand [
8], Simon [
9], Mohammadpour et al. [
10,
11,
12], and Ding et al. [
13]. In addition to the high accuracy calculation methods using an LTCA, the efficiency of bevel and hypoid gears can be calculated with simplified approaches mainly using macrogeometry data of the gear set and operation conditions. Simplified calculation methods regarding the load-dependent gear tooth mesh losses of bevel and hypoid gears are given by Wech [
14] and also within the ISO/TS 1300-20:2021 [
15] and ISO/TR 14179-1:2001 [
16].
Load-independent gear power losses can be grouped into hydraulic and windage losses [
17]. The main influencing parameters are speed, circumferential speed, temperature of the lubricant, and the oil level [
17]. Empirical calculation approaches for the hydraulic losses of gears are given by Mauz and Walter [
18,
19]. Simulative investigations based on computational fluid dynamic (CFD) programs are provided by [
20,
21,
22]. Concli validates theoretical calculation approaches with experimental investigations of spur gears [
23]. In [
24], Seetharman et al. present a calculation model based on fluid mechanics for calculating idle losses, validated in [
25] based on results from extensive experimental investigations that varied speed, oil level, and fundamental gear geometry parameters. Experimental investigations on the load-independent gear power losses on bevel gears were performed by Jeon [
26] using a practical axle gearbox as well as by Quiban et al. [
27].
Load-dependent and load-independent bearing losses can be calculated using empirical calculation approaches provided by the manufacturer, like
SKF [
28,
29] or
INA [
30]. These calculation approaches are widely used within the industry and are similar to the calculation method given in ISO/TR 14179-2:2001 [
31]. Calculation methods with higher accuracy and consideration of the whole shaft-bearing system and housing stiffness are described in [
32,
33]. Yilmaz [
34] describes experimental investigations of the bearing losses.
Simplified calculation approaches for the sealing losses are given in ISO/TR 14179-1:2001 [
16]. For non-contact type sealings, power losses can be assumed to be negligible [
16]. Other losses
PVX result from disc clutches, synchronizers, and other phenomena like churning losses of the differential cage [
17,
35]. According to [
35], these losses are typically carried out by power loss measurements using the complete gearbox.
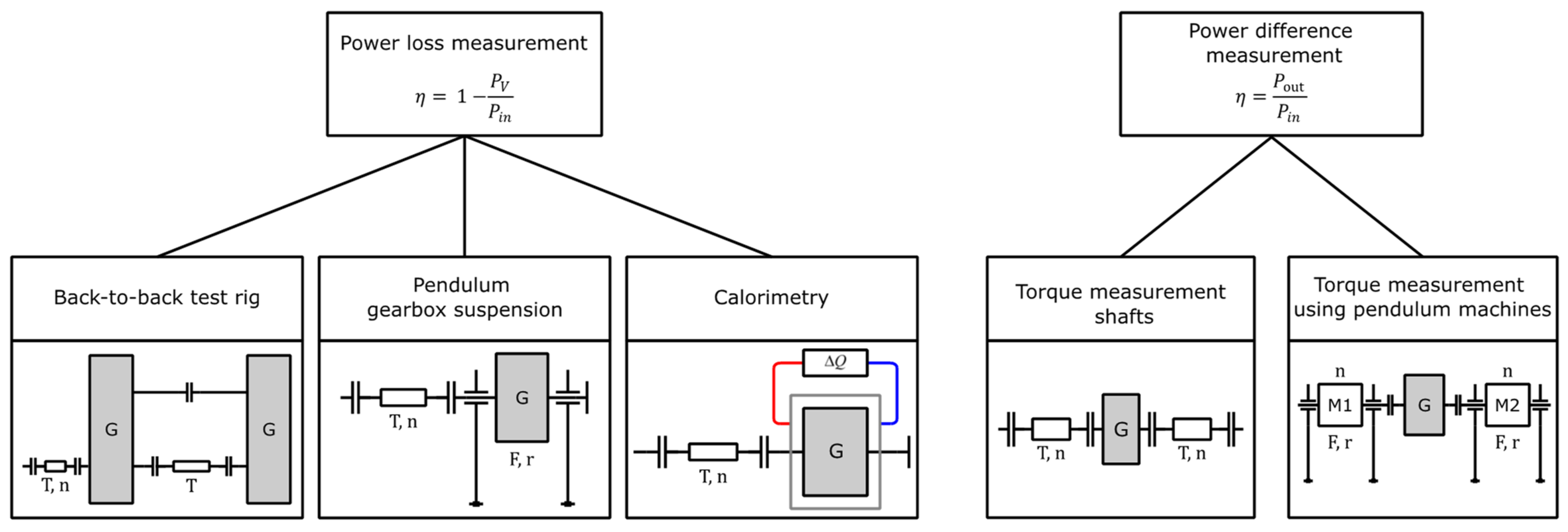
Various methods are currently used in industry and research to experimentally determine gearbox losses; this can be done either by measuring the power loss (direct determination of the degree of loss) or by measuring the power difference (indirect determination of the degree of loss). Methods of direct power loss measurement of gearboxes typically involve the measurements at a back-to-back test rig using a pendulum gearbox suspension or the calorimetry method [
1]. These main methods of measurement are summarized in
Figure 1.
The mechanical back-to-back principle is used in various investigations regarding the efficiency of spur gears [
37,
38] as well as for high-speed applications [
39]. Wech [
14] used the mechanical back-to-back principle for his extensive experimental investigations of the efficiency of bevel gears. The test rig setup is based on four identical bevel-helical gearbox combinations. The spur gears are used to operate all bevel gearboxes under similar operating conditions with regard to loaded flank and driving direction. Detailed knowledge of the losses occurring in addition to the bevel gear power losses, such as bearing and spur gear power losses, is required to determine the gearing loss performance of the investigated bevel and hypoid gearings.
According to Goebbelet et al. [
36], measuring the power loss of gearboxes using a pendulum gearbox suspension is only suitable for selected gearbox systems. This measurement method is described in [
40] for experimental investigations at high speeds.
The calorimetry method is based on the fact that power losses due to friction are completely and irreversible transformed into heat [
41]. The applicability of this method for multi-megawatt gearboxes of wind turbines was proven by Pagitsch et al. [
42], although the time required to achieve the necessary thermal steady-state condition is relatively high.
When using a power difference measurement, the input and output power of the tested gearbox are measured. According to Goebbelet et al. [
36], two different methods of torque measurement can be distinguished in power difference measurements. One standard method is the power difference measurement using a pendulum machine. The second standard method for power difference measurement is torque measurement using torque measurement shafts. An advantage compared to the use of pendulum machines is the variable design of the measuring area, which allows the use of additional components with losses, such as support bearings and transmission gears, without affecting the measuring accuracy. According to Homann [
41], power difference measurement using torque measuring shafts is currently the most common method of power difference measurement and, at the same time, the most common method for experimental efficiency determination. An electrical tensed test rig for bevel gears using two electrical machines is described by Leighton [
43], which is capable of investigating the efficiency of the gearing system.
Strama-MPS Maschinenbau GmbH & Co. KG, Straubing, Germany [
44] offers a bevel gear test rig based on the principle of a CNC machine, which enables the measurement of efficiency and the determination of load carrying capacity and wear.
4. Test Rig Concept
The bevel gear efficiency test rig designed in the underlying research project [
1] uses two electrical machines based on the electrical tensed concept. To capture the torque loss
TV of the complete gearbox, the input and output torque,
Tin,out, and the input and output speed of the gearbox, are precisely measured using optical angular measurement systems. The total gearbox torque loss can be calculated using Equation (2).
| Nm | total gearbox torque loss | | Nm | output torque |
| Nm | input torque | | - | gear ratio |
To determine the load-independent gearbox torque loss, depending on the driving direction, the measuring shaft at the pinion or wheel shaft is removed, and in this way, the drag torque caused by the gearbox is measured. Within the drag torque, the load-independent gear torque loss, the load-independent bearing torque loss, and the sealing torque loss for specific operational conditions are included. The load-dependent bearing losses for specific operational conditions and no-load conditions can be evaluated experimentally for each bearing using the FZG bearing power loss test rig [
34] and are checked for consistency with the calculation approach by
SKF [
29]. By doing so, the load-dependent gear torque loss
TVZP can be calculated using Equation (3).
| Nm | load-dependent gear torque loss | | Nm | drag torque of gearbox (load-independent) |
| Nm | total gearbox torque loss | | Nm | load-dependent bearing torque loss of all bearings of the gearbox |
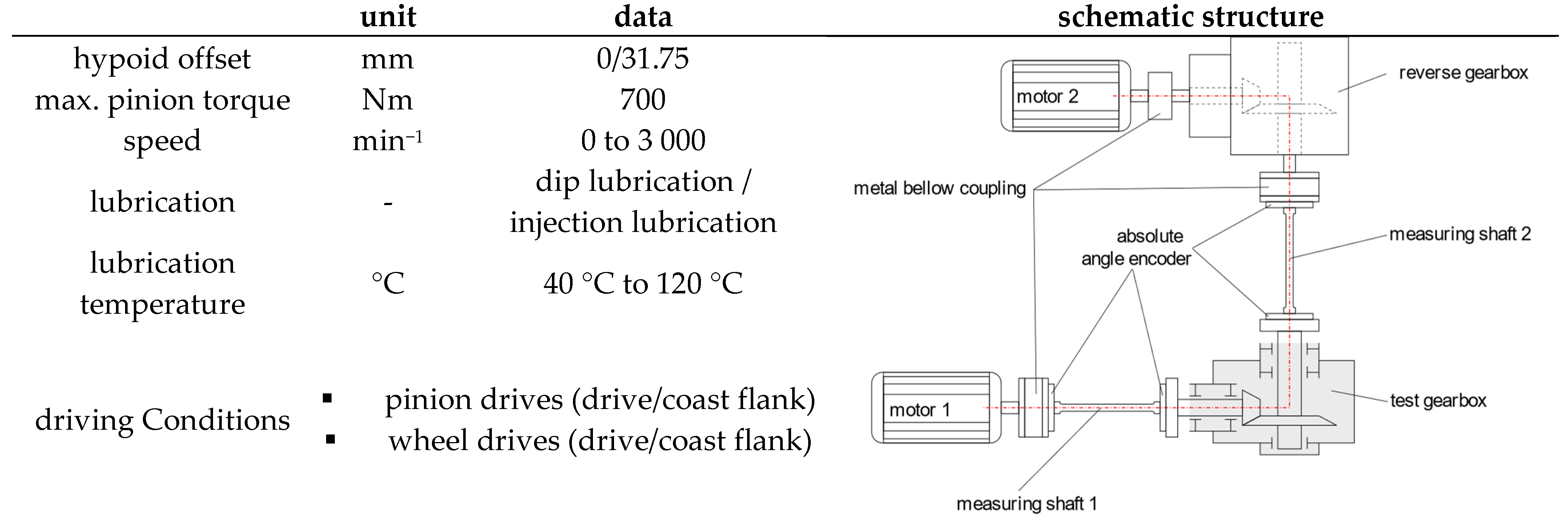
The schematic structure of the bevel gear efficiency test rig is depicted in
Figure 2.
4.1. Mechanical Structure
The bevel gear efficiency test rig consists of a test gearbox, a reverse gearbox, and two identical electric motors. The load on the test gearbox is applied by one of the two electric motors. Depending on the driving direction to be examined in the test gearbox, one of the two motors acts as a brake. The individual test rig components are connected via shafts and metal bellows couplings. The test gearbox is connected to the other test rig components through torsional flexible measuring shafts. The reverse gearbox is used for space reasons. Additionally, due to the identical gear ratio of the test gearbox and the reverse gearbox, the entire characteristic curve of the two identical electric motors can be utilized. The bearing arrangement of the pinion and the wheel of the test gear set is designed as a fixed-floating bearing arrangement. Four-point contact bearings are used as axial bearings, and cylindrical roller bearings are used for radial restraint. Applying a fixed-floating bearing arrangement, compared to a preloaded and adjusted bearing arrangement with tapered roller bearings, allows for a clear assignment and, therefore, a reproducible determination of the loads relevant for bearing losses on each respective bearing. The pinion and wheel are in an axial direction and are continuously adjustable; therefore, a precise and reproducible configuration of the contact pattern and backlash is given. The test gear set is dip-lubricated, and the gearbox bearings are supplied with a defined oil flow from an external oil unit to ensure lubrication and heat transfer. In addition, by having a defined oil flow from an external oil unit, the comparability of the lubrication conditions of the bearings between the bevel gear efficiency test rig and the FZG bearing power loss test rig is given. The oil level in the gearbox housing is kept constant using a siphon. The oil unit allows for the adjustment of a defined oil temperature in the oil sump through cooling and heating. The shafts are sealed using radial shaft seals.
4.2. Measuring Equipment
To measure the torques applied to the input and output shafts, the elastic deformation of the shafts under load is measured. For this purpose, an ultra-high accuracy absolute angle encoder of the REXA type by
Renishaw plc, Wotton-under-Edge, UK is attached to each end of the input and output shaft. The absolute position is determined at each encoder using two readheads of the RESOLUTE type by
Renishaw plc. Using two readheads for each encoder allows for the compensation of errors arising from eccentricities of the shaft. According to
Renishaw plc. [
45], this method enables the determination of the angular position with a maximum measurement uncertainty of
under the condition that the encoder and readheads are correctly aligned on the shaft and with each other.
The torque measurement system on the bevel gear efficiency test rig is calibrated in accordance with DIN 51309:2022 [
46], based on the lever–mass system. Therefore, a particular calibration routine was developed, including three ascending and descending load phases up to the maximum test load interrupted by relaxation phases after each load step to determine short-term creep. The measuring shafts are calibrated in the same installation position in the test rig at four rotational positions, each offset by
.
Data processing takes place on an evaluation computer, with communication and data processing facilitated by a CompactRIO controller from
National Instruments Corp, Austin, USA with BiSS Interface modules from the manufacturer
S.E.A. Datentechnik GmbH, Troisdorf, Germany. The temperature measurement in the oil sump is carried out using a Pt100 temperature sensor of accuracy class A according to DIN EN IEC 60751:2023 [
47]. The temperature sensor can be adjusted depending on the oil level to ensure sufficient immersion depth.
4.3. Measurement Uncertainty
As part of the research project [
1], an uncertainty analysis following the Guide to the Expression of Uncertainty in Measurement (GUM) [
48] was conducted to investigate the measurement uncertainty associated with the parameters captured on the bevel gear efficiency test rig. Therefore, the software
GUM-Workbench (version 2.4) [
49] and the procedure according to Sommer [
50] were used.
To investigate the measurement uncertainties occurring on the bevel gear efficiency test rig, the uncertainty of the calibration of the measuring shafts is determined in the first step, and the uncertainty of the efficiency determination is calculated on this basis. As part of the calibration, the calibration factor
k, which describes the ratio of the actual calibration torque
TCal to the theoretically determined torque
TMeas,th, is determined. The torque applied to the measuring shaft is calculated by multiplying the theoretically measured torque
Tmess,th by the calibration factor
k. To determine the efficiency, the measured output torque
TMess,out and the input torque
TMess,in are set in relation to each other. Equation (4) thus represents the system equation for the uncertainty analysis carried out according to GUM [
48] for the case of a gear ratio of
.
| - | Efficiency | | Nm | Measured torque |
| rad | Measured torsion angle | | rad | Measured torsion angle at calibration torque |
| kg | Mass of the calibration weights | | kg | Mass of the lever |
| m | Length of the lever arm | | m | Distance of the lever’s center of gravity from the center of the axis |
| ° | Angle between the reference axis of the lever and the horizontal | | ° | Angle between the reference axis of the lever and the normal to the measuring shaft |
Since the measurement uncertainty is reduced by a factor of
for gear ratios greater than
, the uncertainty analysis shown here represents the worst case.
Table 1 summarizes the expanded measurement uncertainties for the efficiency measured on the bevel gear efficiency test rig with a coverage probability of 95% for three load cases (20%, 60%, 100%) and exemplary efficiency values.
The expected measurement uncertainty of the efficiency is within a range of throughout the entire operating range of the test rig. The developed measurement technology thus allows the resolution of even slight differences in efficiency. It is, therefore, suitable for application in the context of the experimental investigations of the present study.
7. Summary and Outlook
The consideration of the efficiency in mechanical transmissions moves into focus due to increasing challenges caused by climate change and its consequences in the present time. Therefore, calculation methods are necessary to consider efficiency in the early stages of the design process of bevel and hypoid gears. For the validation of such calculation methods, highly accurate experimental results are required. Thus, this paper’s objective is to present a test rig concept for the experimental investigation of the efficiency of bevel and hypoid gears and, subsequently, the experimental investigation of several influencing factors on the efficiency of bevel and hypoid gear by using the newly developed test rig.
The newly developed bevel gear efficiency test rig allows for the highly accurate measurement of the efficiency of bevel and hypoid gears at different operational conditions with a measuring uncertainty of
according to GUM [
48]. With a complementary experimental investigation of the load-dependent bearing losses and the measurement of the idle losses of the gearbox, an accurate value of the load-dependent gear tooth mesh losses can be obtained.
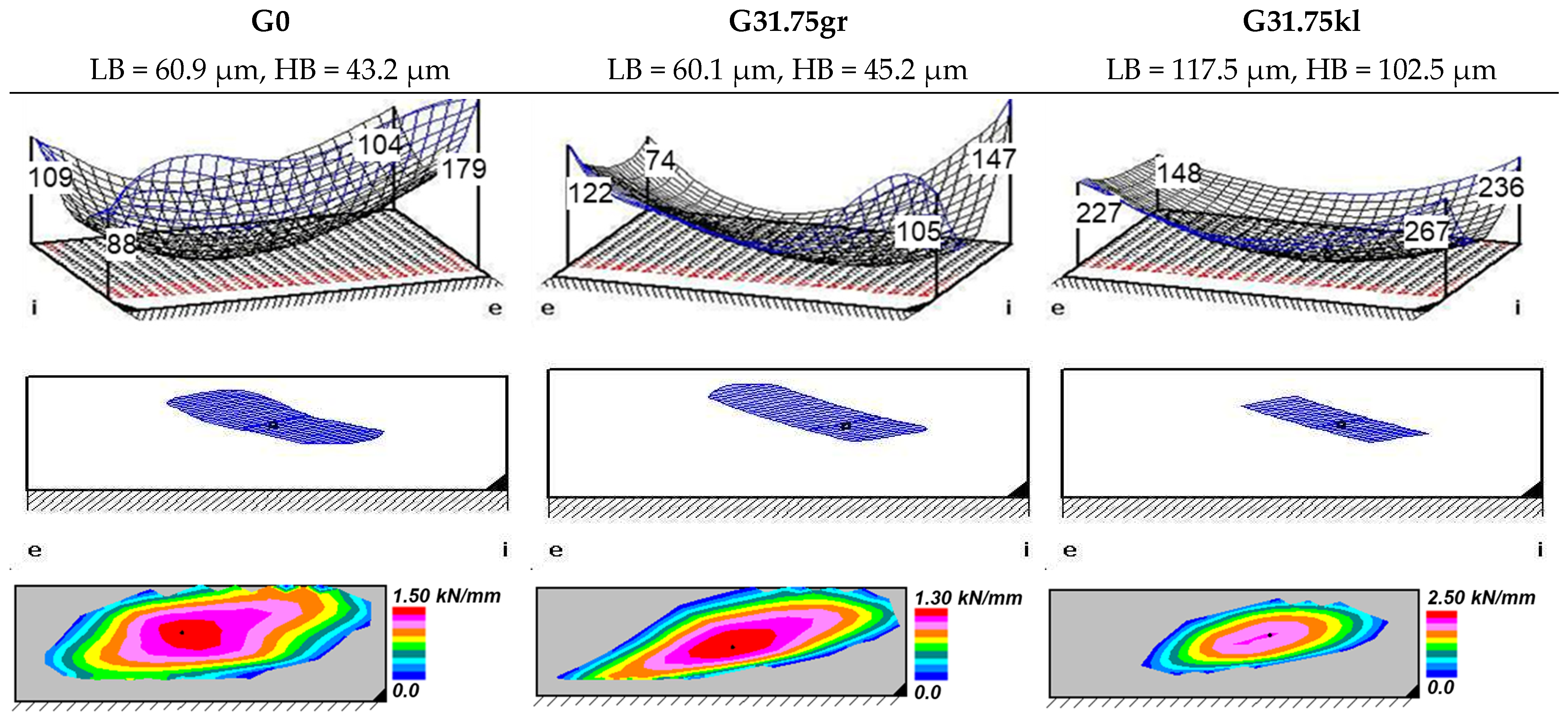
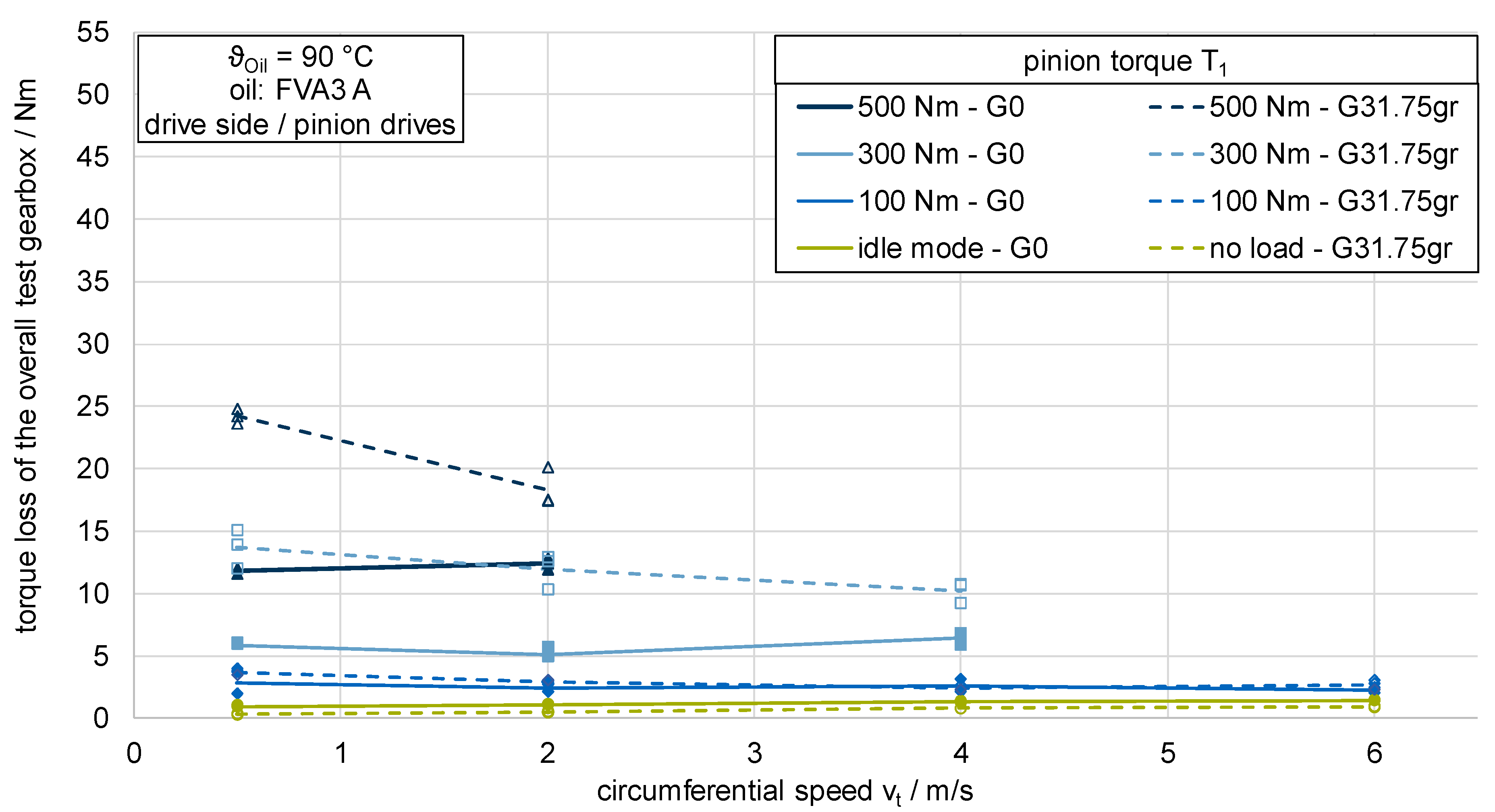
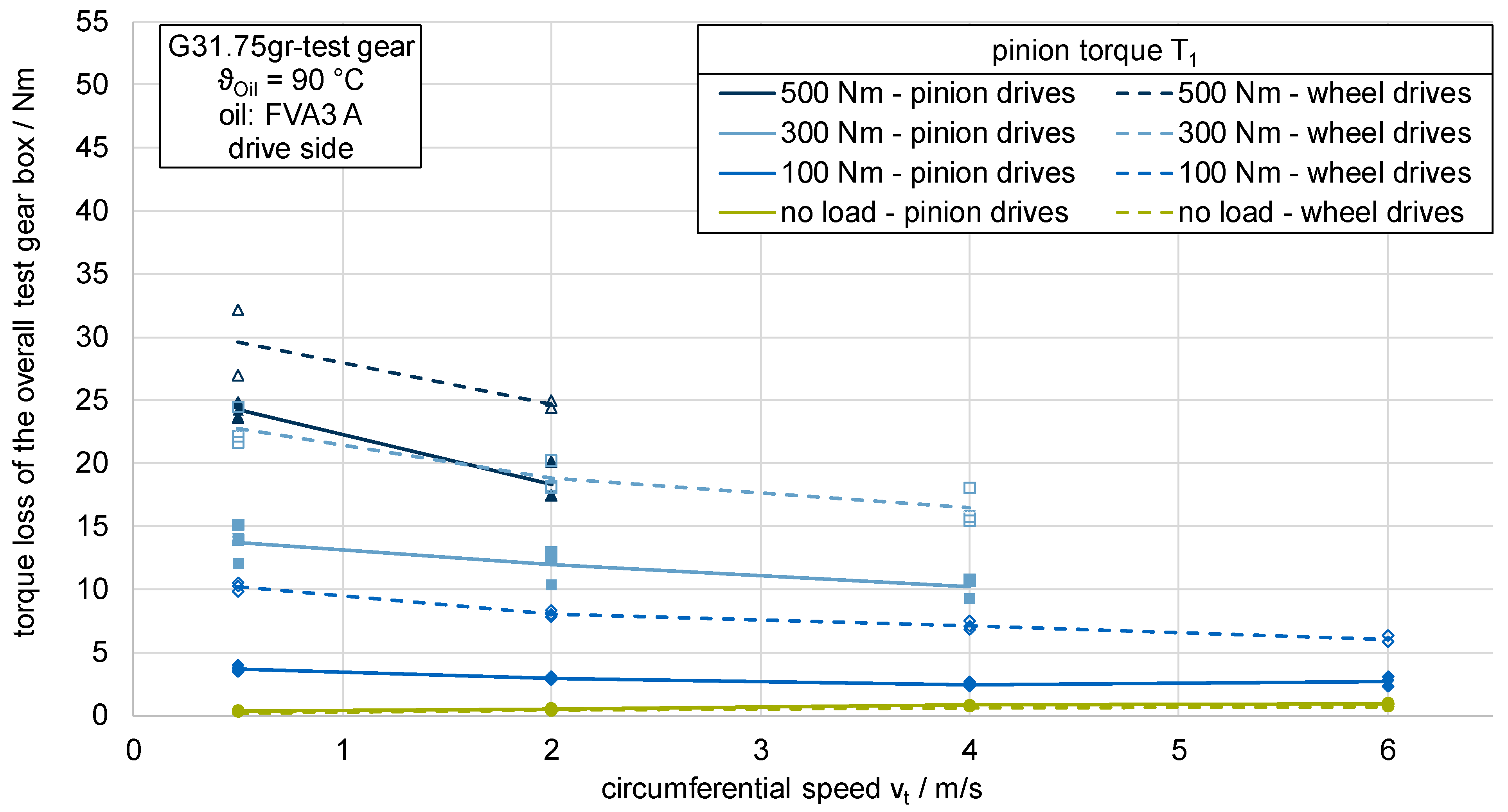
In experimental investigations using the newly developed bevel gear efficiency test rig, the influences of the axial offset, the microgeometry, and the driving direction on the efficiency were evaluated for different operational conditions. In all experimental tests, the measured efficiency of the whole gearbox is within a reasonable section for bevel and hypoid gears between 93.5% and 97.5%. The influence of speed and load on the efficiency of the test gear set could be clearly detected for each of the investigated influencing parameters. The results show that, according to the state of knowledge, the higher amount of sliding due to the axial offset leads to a decrease in the efficiency of the gearbox. Additionally, a larger contact pattern size leads to higher torque losses, shown by the experimental results for a range of input torques and speeds. A further experimental study investigated the influence of the driving direction on the efficiency level of hypoid gears. The results show that, according to the state-of-the-art, the driving condition “wheel drives pinion” leads to higher losses than “pinion drives wheel”.
The next step is to evaluate the bearing losses for the respective operational conditions using the test rig concept by Yilmaz [
34]. The calculation of the load-dependent gear tooth mesh losses for the bevel and hypoid gears and the use of these results for the validation of calculation methods is subject to further studies.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}