Abstract
The paper presents a novel decision support system designed to improve the efficiency and effectiveness of decision-making for electric arc furnace (EAF) operators. The system integrates two primary tools: the EAF Simulator, which is based on advanced mechanistic models, and the EAF Optimiser, which uses data-driven models trained on historical data. These tools enable the simulation and optimisation of furnace settings in real time and provide operators with important insights. A key objective was to develop a user-friendly interface with the Siemens Insights Hub Cloud Service and Node-RED that enables interactive management and support. The interface allows operators to analyse and compare past and simulated batches by adjusting the input data and parameters, resulting in improved optimisation and reduced costs. In addition, the system focuses on the collection and pre-processing of input data for the simulator and optimiser and uses Message Queuing Telemetry Transport (MQTT)communication between the user interfaces and models to ensure seamless data exchange. The EAF Simulator uses a comprehensive mathematical model to simulate the complex dynamics of heat and mass transfer, while the EAF Optimiser uses a fuzzy logic-based approach to predict optimal energy consumption. The integration with Siemens Edge Streaming Analytics ensures robust data collection and real-time responsiveness. The dual-interface design improves user accessibility and operational flexibility. This system has significant potential to reduce energy consumption by up to 10% and melting times by up to 15%, improving the efficiency and sustainability of the entire process.
1. Introduction
With the expansion of digitalisation and Internet of Things (IoT) technology [1], new opportunities have emerged for improving processes and enhancing efficiency in the industry. Over the last decade, the industry has seen drastic progress as traditional manufacturing processes began to transform with the help of digital technologies. The development and implementation of algorithms and systems that provide efficient decision-making support to process operators based on historical data or real-time data and advanced models [2,3,4] present an opportunity for enhancing process efficiency, thereby increasing productivity.
Current market demands for steel quality, price, and production times have led to remarkable advancements in electric arc furnace (EAF) steelmaking. Innovations over the past twenty years have significantly reduced melting times, decreased electrical energy consumption by 1.8 times, and increased hourly productivity sixfold in the most efficient furnaces. These advancements highlight the industry’s response to economic, environmental, and health and safety standards, underscoring the importance of continuous operational efficiency improvements [4,5].
Despite these advances, EAF operations continue to face major challenges in terms of energy consumption, operational efficiency, and process optimisation due to the variable nature of the scrap input and the complex interplay of thermal, electrical, and chemical processes. Our novel decision support system specifically targets these challenges and provides solutions to optimise energy consumption, reduce melting times, and improve the overall sustainability of the steel production process.
In modern industry, digital twins and simulation environments are crucial [6,7] as they allow for the testing and optimisation of processes in a safe and controlled environment before changes are introduced into actual production. Simulations enable engineers and process operators to anticipate potential problems, optimise system performance, and ensure better outcomes without unnecessary costs or lost time [8,9].
Despite the technical sophistication of simulation environments, it is critical that the user interface is intuitive. An intuitive user interface enables users to quickly and efficiently access necessary information, analyse results, and make decisions without wasting time or effort. The intuitiveness of the interface can reduce errors, increase productivity, and ensure that all the benefits of digital technology are fully leveraged.
The purpose and main contribution of this article are to present the implementation of an advanced decision support system developed specifically for electric arc furnace (EAF) operators. This system integrates the developed EAF Simulator and EAF Optimiser into the Siemens Insights Hub environment. Within this environment, data collection and pre-processing are performed using Edge Streaming Analytics, and user interfaces were developed to facilitate interaction with operators. By using the Siemens Insights Hub platform in conjunction with Node-RED, operators can access key information to optimise furnace operation via intuitive user interfaces. The EAF Simulator enables the simulation of different scenarios and efficiency analyses, while the Optimiser provides recommendations for reducing electrical energy consumption based on data-driven models. This integrated system enables operators to make informed decisions that lead to greater efficiency and sustainability of the production process and a reduction in operating costs. This work is related to one of the topics of the EU project INEVITABLE [10], which aims to optimise and improve manufacturing processes through digital technologies. As part of this project, a decision support system equipped with intuitive user interfaces based on the Siemens Insights Hub platform was developed to optimise the operation of electric arc furnaces with the operator in the loop.
The article is divided into six sections. The next section briefly describes the process of melting steel in an electric arc furnace, for which the models and user interfaces described in this paper were developed. The third section presents the decision support system, the models, and the platform on which the proposed solution is based. The fourth section describes the entire solution and the associated graphical user interfaces. The last two sections contain the discussion and conclusions.
2. Electric Arc Furnace
The electric arc furnace, which has been in industrial use for over a hundred years, still stands as a significant technological breakthrough in the steel recycling industry, as it continues to meet the modern guidelines of the circular economy. It is a type of furnace specifically designed for melting scrap steel. Its operation is based on an electric arc that allows electric current to pass through air or plasma at high temperatures, ranging between 4000 and 6000 K. This not only causes the steel to melt, but also enables the conversion of melted steel into new, useful products.
The core of the EAF is the furnace itself, whose interior is lined with refractory material to prevent excessive heating. Graphite electrodes are used to transfer electrical energy into the furnace, creating an electric arc for melting the charged material. To ensure optimal performance and safety, the furnace is equipped with a variety of other components. A powerful transformer (with a capacity of up to 250 MVA) adjusts the voltage and current needed to create the electric arc, while a gas supply system, typically argon, reduces oxidation and electrode damage. A cooling system is installed to regulate the temperature, and there is also a system for removing dust and gases, which takes care of eliminating unwanted waste products released during the process. After melting, the chemical composition and temperature of the molten steel are adjusted in the refining process to meet quality standards. The molten steel is then poured into moulds through a casting system to form new products. The entire process is controlled through a control panel that allows the operator to have a comprehensive overview and management of the furnace.
During the melting process in the EAF, slag is also formed, playing a crucial role in purifying the molten steel. Slag is a by-product composed of oxides, metals, silicates, and other impurities. It floats on the surface of the molten steel during melting and helps remove impurities from the steel, as impurities are more soluble in slag than in steel. In addition to cleaning, slag also has other beneficial functions, such as insulating the molten steel, which reduces heat loss, covering arcs and, thereby, reducing radiation losses, protecting the steel from oxidation, and regulating the chemical composition and temperature of the steel. After the melting process is complete, the slag is usually removed and processed and can be reused for various industrial purposes, or disposed of in designated areas. The role of slag is very important, as it enables the production of higher quality steel products and contributes to a more efficient and sustainable use of resources.
In general, the EAF process can be described and separated into four phases:
- Charging the baskets with scrap metal: Scrap metal is loaded into the furnace using either cold or hot charging; the latter utilises the residual heat from previous batches to save more energy.
- Preheating/melting the metal: Large graphite electrodes are lowered to create an electric arc, generating intense heat (between 1500 °C and 1800 °C), which efficiently melts the scrap.
- Refining stage: The chemical composition and temperature of the molten steel are adjusted to meet stringent quality standards. Oxygen is blown into the molten steel for decarburisation, reducing its carbon content to enhance its strength and flexibility. Lime is added to bind with impurities and form slag, which floats on the molten steel and can be removed easily.
- Tapping the liquid steel: The molten steel is poured into moulds through a casting system to form new products.
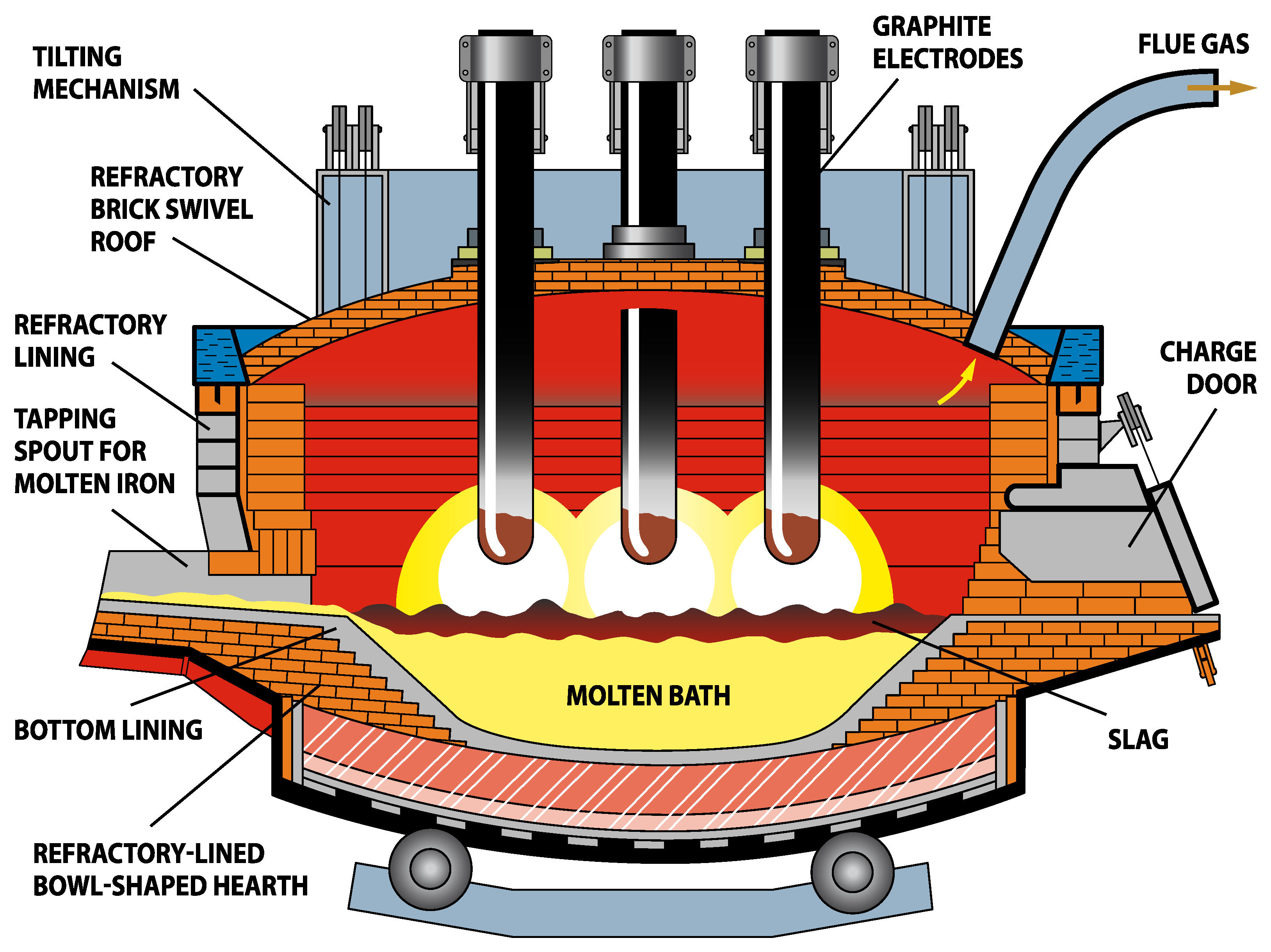
A schematic representation of the EAF operation is shown in Figure 1. This technology is key to the sustainable future of the industry, as it allows steel, one of the most used materials in the world, to be recycled without degrading its quality. Comparing the steel melting process in an EAF with that in a Basic Oxygen Furnace (BOF) shows that the EAF process is more energy-efficient and requires fewer raw materials. This is particularly significant since approximately 30% of the world’s steel production comes from the EAF process. Thus, the EAF not only meets the needs of the industry, but also significantly contributes to reducing energy consumption and preserving natural resources.
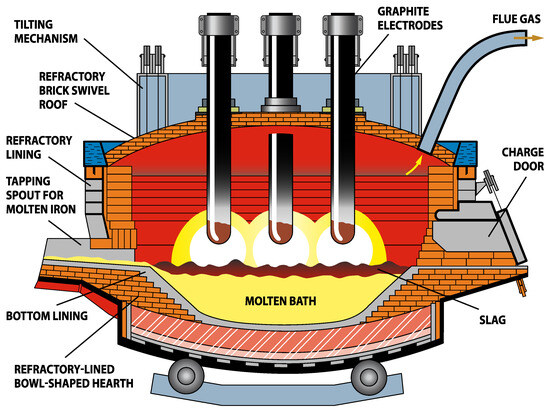
Figure 1.
Steel production in an electric arc furnace.
3. Materials and Methods
This section outlines the foundational elements and the technological infrastructure that underpin our novel decision support system for EAF operators. It delves into the intricate details of the system’s components, including the EAF Simulator and EAF Optimiser, both of which are pivotal in harnessing the potential of historical and real-time data to enhance operational efficiency and decision-making.
3.1. Decision Support System
The EAF decision support system is designed to assist the operator in making effective decisions regarding the management of the electric arc furnace. Based on archived and user-defined input data, the system provides the operator with the relevant information needed to improve the process. Two support tools have been developed, namely the EAF Simulator, which is designed to simulate the EAF process, and the EAF Optimiser, which is designed to optimise the electrical energy consumption of the EAF. These tools are described in more detail below.
Both decision support tools are hosted locally on a Siemens Edge server. This setup enables seamless communication between the local graphical user interface (GUI) and the cloud interface via the Message Queuing Telemetry Transport (MQTT) protocol [11]. Such an architecture not only ensures robust data processing, but also provides flexibility in the way users interact with the system. Users can choose to operate the system via the local GUI developed with Node-RED [12] or via the cloud-based Insights Hub Visual Flow Creator (VFC) [13]. This dual-interface approach improves accessibility and usability by catering to different user preferences and operational requirements.
The EAF Simulator uses a comprehensive mathematical model to simulate the complex dynamics of heat and mass transfer, as well as the electrical behaviour within the arc furnace, enabling the prediction and analysis of different operating scenarios. In contrast, the EAF Optimiser uses a data-driven fuzzy model that has been trained based on extensive historical batch data to determine the optimal operating parameters that minimise energy consumption and increase efficiency. These different approaches within the decision support system emphasise the integration of theoretical and empirical methods to address the diverse challenges of EAF operations.
Currently, the simulator is intended for simultaneous use by one user. This limitation is to ensure that the simulation environment remains stable and reliable to enable accurate process emulation and analysis. The integration of these tools into the EAF operational framework represents a significant step towards the digitalisation of steel production processes, providing a sophisticated blend of simulation, optimisation and real-time decision support to improve the efficiency, sustainability, and profitability of steel production.
3.2. Integration of Mathematical Model in EAF Simulator
Integral to the EAF Simulator, a key component of our decision support system is a comprehensive mathematical model that describes the complicated dynamics of heat and mass transfer in an 80 MVA AC electric arc furnace [14,15,16]. This model provides a thorough examination of the interactions between the solid and liquid phases of the furnace—steel and slag—and the gas dynamics, anchored in mathematical and thermodynamic principles and validated by extensive experiments with furnace operating data.
This mathematical framework precisely maps the complex interactions of the thermal, chemical, and mass transfer processes in the electric furnace. Through detailed parameterisation based on a combination of theoretical knowledge and empirical operating data, the model ensures a realistic representation of furnace behaviour under different operating scenarios. In particular, it addresses conductive, convective, and radiative heat transfer between the different furnace zones, paying special attention to the dominant role of radiant energy from electric arcs—a key aspect of energy transfer mechanisms in the furnace.
Crucial to the development and validation of the model was the calibration of various sub-models to reproduce the real operating conditions as accurately as possible. These sub-models take into account the fundamental interactions within the furnace and enable the simulation of different operating strategies and their impact on the efficiency of the melting process [4]. The ultimate goal of these modelling efforts is to improve the decision-making ability of furnace operators, thereby optimising energy consumption and increasing the overall efficiency of steel production.
It is important to note that the detailed description and validation of the mathematical model are beyond the scope of this article, as they have been discussed in detail in previous publications [14,15,16].
3.3. Fuzzy Model Integration in EAF Optimiser
Within our decision support system, the EAF Optimiser is enhanced by the integration of a fuzzy model [2], which stands out for its exemplary performance in the optimisation of energy consumption in the electric arc furnace. This model is the result of a thorough investigation of different methods, ranging from linear regression to k-nearest neighbours (k-NN) and evolving fuzzy models. They have all been tested to develop a robust framework for predicting and optimising electrical energy consumption based on extensive data from over two thousand EAF batches at the SIJ Acroni steel plant.
Our research journey through various modelling techniques highlighted the unique effectiveness of the conventional fuzzy model. Unlike a composite approach using linear regression or k-NN methods, the conventional fuzzy model uses the principles of fuzzy logic to analyse the key operating parameters that significantly affect energy consumption. The predictive accuracy of this model, especially in determining the optimal energy consumption and the duration of the transformer profile for the melting process, is unrivalled. The model utilises influential variables such as total scrap weight and carbon and oxygen supply to make accurate predictions of melting duration that improve energy efficiency and operational effectiveness.
Due to its superior performance, the conventional fuzzy model was chosen as the cornerstone of the EAF Optimiser. This decision emphasises our commitment to using advanced, data-driven techniques to significantly reduce energy consumption while improving operational efficiency in steel production. The integration of the conventional fuzzy model into the EAF Optimiser represents a significant advance in our decision support system, providing EAF operators with actionable insights to achieve optimal energy consumption and operating parameters.
It is important to note that the detailed description and validation of the fuzzy model are beyond the scope of this article, as they have been discussed in detail in previous publications [2].
3.4. Data Collection and Integration within Siemens Insights Hub Environment and Node-RED
Siemens Insights Hub is a leading cloud-based solution for the Industrial Internet of Things (IIoT) that supports the entire IIoT ecosystem. With advanced analytics and artificial intelligence, Insights Hub integrates data from connected products, plants, and systems to optimise processes, create higher quality products, and introduce new business models [17]. Insights Hub enables the management, analysis, and use of data to optimise production, increase efficiency, and improve services. It includes applications for predictive maintenance, quality control, and inventory management, among other applications needed to improve business processes. Various data-processing applications and services are also included, enabling users to enhance their business processes.
The Insights Hub service also enables the execution and processing of data at the edge via the Edge Streaming Analytics (ESA) application [18], which ensures greater robustness, real-time processing, and rapid response to change. At the same time, the data are transferred from the edge device to the cloud, where they are stored long-term and can be analysed more comprehensively later.
The process within the steel mill has been fully digitised, with recent enhancements made to data aggregation and collection. The entire digital platform is based on Siemens Insights Hub platform combined with the Siemens Industrial Edge device. Additionally, Insights Hub offers edge computing capabilities through Edge Streaming Analytics (ESA), facilitating real-time data processing and rapid response to changes, while also enabling longer term cloud storage for in-depth analysis.
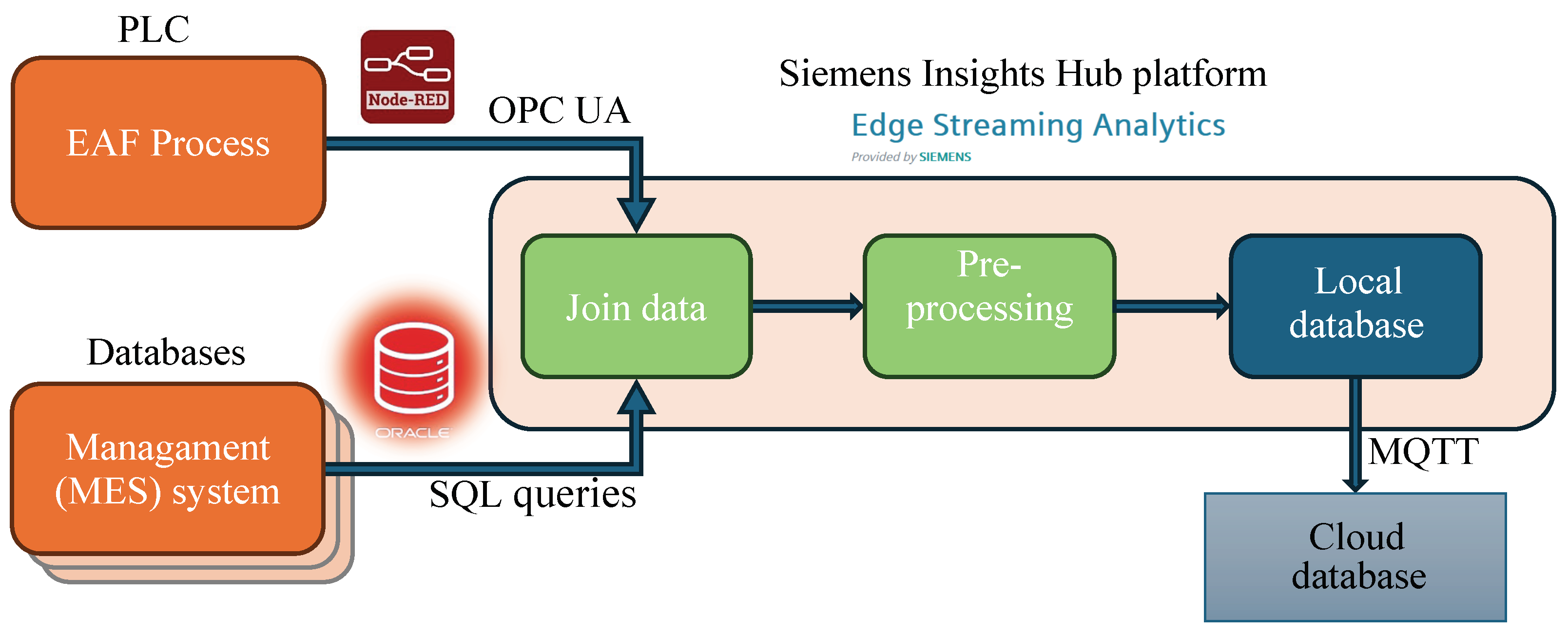
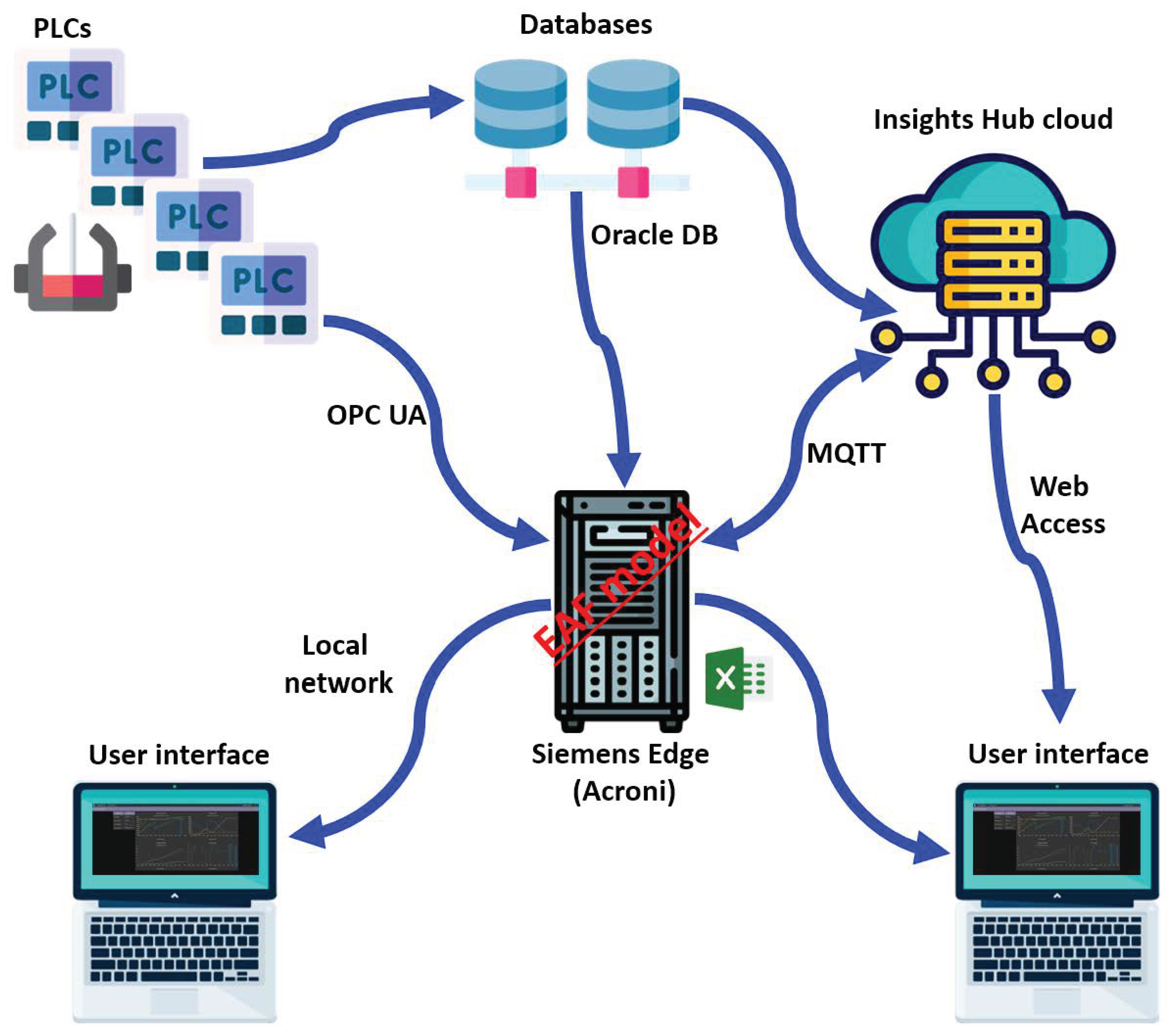
The process of data collection and integration (see Figure 2) begins with the collection of data via various communication protocols. A significant challenge in this research is integrating various data connectors to centralise data collection, such as transformer power, carbon injection, oxygen, and charged scrap mass. Although the ESA supports Open Platform Communications Unified Architecture (OPC UA) connections, due to certain process constraints, Node-RED was used as an intermediary connector to establish a data bridge between the EAF process and the ESA on the Insights Hub platform. In addition, the Open Database Connectivity (ODBC) connector was implemented to read data from Oracle databases using SQL queries. Once the connection to the ESA platform is established, the data are standardised using the join function, which synchronises the data over time. This data are then pre-processed by various sub-functions to detect outliers and invalid values. Finally, the validated data stream is forwarded to the block for storing the data in the database and the block for sending selected data to the cloud, where the GUI is implemented in Visual Flow Creator.
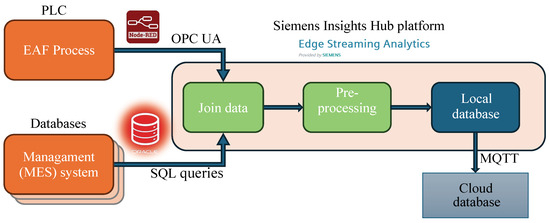
Figure 2.
Scheme of data collection and integration.
3.5. Development of Graphical Interfaces Using Visual Flow Creator and Node-RED
One of the applications within the Insights Hub environment is the Visual Flow Creator [13], which was specially developed for the Internet of Things (IoT) to enable a visual data flow. VFC is a derivative of the programming tool Node-RED and is based on so-called nodes. These nodes represent simple, predefined functional units that can receive, process, and send data. They can be connected to each other and added to the workspace, allowing complex data flows to be configured quickly and easily.
VFC has an extensive library of nodes that facilitate integration with different platforms and services. In terms of security, the environment is designed to ensure the protection of data flows, which is particularly important in the world of IoT. For those who want to customise the functionality, VFC allows the addition of custom nodes and functions to meet specific requirements.
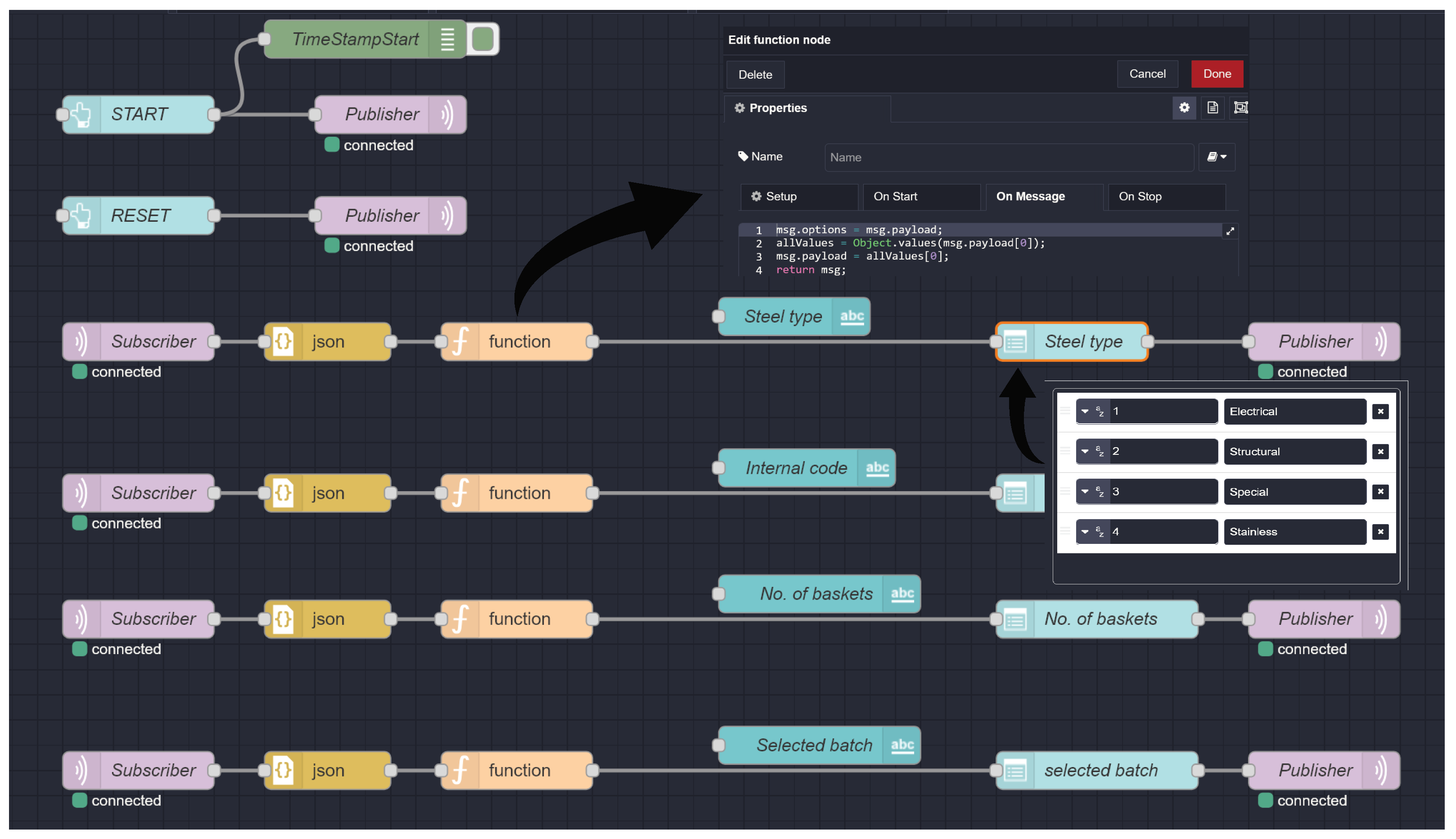
Visual or graphical programming enables faster development and implementation of prototype solutions. One of the advantages of using VFC is its compatibility with the Node-RED platform. This means that a programme can be developed and tested in the Node-RED environment on a local computer and imported into the VFC cloud environment after testing with minimal adjustments. Figure 3 shows part of the data flow of a user interface in the VFC environment. It shows the elements for starting and resetting the simulator or optimiser, as well as four data flow lines intended for selecting data from previous batches based on steel type, internal code, number of baskets, and the actual batch code. Each data flow line includes elements that receive MQTT packets on a selected topic (MQTT Subscriber). The MQTT packets are then converted from MQTT objects to JSON format. A function (as shown in Figure 3) then reads the selected value from the drop-down menu options in msg.payload. The next element is the drop-down node, in which possible options are defined under the options menu (see Figure 3). The last element is the MQTT publisher, which sends a message with the value selected in the drop-down menu to the selected topic (in the model).
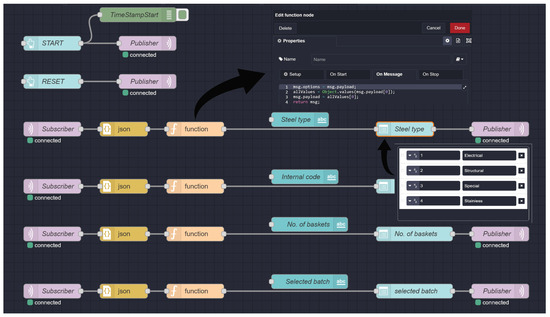
Figure 3.
Part of the data flow within the VFC environment.
Given the user interface design requirements, it became necessary to implement several custom nodes representing appropriate interactive graphical elements, as VFC in the Siemens Insights Hub environment generally does not support all nodes available for this purpose in the Node-RED environment. To fulfil the need for custom components, a technology stack known as the HTML/CSS/JS “frontend” stack can be used, which allows the creation of interactive graphical elements. Using this approach, the following elements were developed:
- A drop-down list with the possibility to select multiple elements;
- I/O tables that enable the display and editing of individual fields and transmit information to the EAF model after each change;
- A slider with any resolution for setting the influencing parameters of the EAF model.
3.6. Detailed Comparison between Node-RED and Siemens Visual Flow Creator
After a thorough comparison of the two platforms, it can be concluded that Node-RED is more versatile in many ways, while Visual Flow Creator is more robust and tailored to the industrial environment with optimisations in the areas of security and access management. This distinction emphasises the complementary nature of the two platforms to leverage the strengths of both in the development of sophisticated and secure user interfaces for industrial applications:
- Versatility: Node-RED supports a wide array of nodes and functionalities, allowing for greater flexibility in various applications. Its open-source nature makes it highly adaptable for different needs and environments.
- Industrial robustness: Siemens Visual Flow Creator is designed to be more robust and tailored to the industrial environment. It includes optimisations in the areas of security and access management, making it a suitable choice for industrial applications where these factors are critical.
- Development and implementation: Visual or graphical programming in VFC enables faster development and implementation of prototype solutions. It is compatible with Node-RED, allowing programs developed in Node-RED to be tested locally and then imported into the VFC cloud environment with minimal adjustments.
- Security and access management: VFC ensures the protection of data flows and includes built-in functionalities for security and access management, which are essential for industrial settings. This provides an added layer of security that is crucial for industrial applications.
- Complementary nature: The complementary nature of the two platforms allows leveraging the strengths of both. Node-RED’s versatility and VFC’s robustness and security make them ideal partners in developing sophisticated and secure user interfaces for industrial applications.
- Performance metrics: In terms of performance, Node-RED and VFC offer different strengths. Node-RED excels in flexibility and customisation, allowing users to build and modify workflows easily. Node-RED is also faster and more responsive because it operates locally on the edge device, rather than in the cloud. VFC, on the other hand, provides more reliable and secure performance in industrial settings, where consistent and safe operation is paramount.
- User feedback: Feedback from users who have implemented both platforms highlights the strengths of each. Users appreciate Node-RED for its ease of use and flexibility, while VFC is praised for its security features and robust performance in demanding industrial environments.
- Use cases: Specific applications or projects can illustrate the respective strengths and weaknesses of each platform. For instance, Node-RED might be preferred for rapid prototyping and custom solutions, while VFC would be chosen for production environments where security and reliability are critical. In our project, both VFC and Node-RED were used to leverage their unique strengths. The Node-RED user interface operates locally on the edge device, making it significantly more responsive within the local network of the steel plant. Node-RED is also independent of Siemens servers and licenses, providing additional flexibility and reliability.
3.7. Data Exchange
The data exchange between the EAF models or the power consumption model [2] and the user interface (in the Node-RED and Insights Hub environments) is based entirely on the MQTT protocol. The open-source MQTT protocol, which works according to the publish–subscribe principle, ensures simple and reliable communication between software modules and devices. It was developed for use in industrial applications and the IoT with the aim of efficient data exchange and supports various service categories, including Quality of Service (QoS) and maintaining the connection status to ensure reliable data transmission even with limited device resources or weak network connectivity.
Part of the data flow for communication via the MQTT protocol in the VFC environment is shown in Figure 3. In this case, an MQTT message with specific data is converted into a JSON object via a “subscriber” input node and then converted into the appropriate format for display in a table or drop-down list (which is defined in JSON format) via a function (written in JavaScript). Each change in the list is sent via an MQTT message for confirmation in the EAF model environment via a “publisher” output node with a predefined topic. This system is an example of the efficiency and flexibility of using MQTT for real-time data exchange. It enables dynamic updates and seamless integration between the EAF model and user interfaces, improving operational efficiency and user experience in managing and optimising electric arc furnace operations.
4. Results
This section presents a comprehensive solution, i.e., a decision support system consisting of two tools: the EAF Simulator and the EAF Optimiser. The graphical interfaces of both tools were implemented in the Node-RED environment, as well as in Siemens Insights Hub.
4.1. EAF Simulator
The purpose of the EAF Simulator tool is the (offline) simulation of the EAF process using archived or user-defined input data, which allows the operator to analyse the performance of the system in different scenarios, test different operational strategies or practises (recipes), and check their impact on the efficiency of the EAF system.
The tool allows the simulation of EAF operation, where all key input data can be changed (masses of materials fed per batch, EAF transformer profile, carbon addition profile, and oxygen addition profile) so that changes in the performance of the EAF system can be observed. The tool also allows the comparison of simulated results for any number of past batches, facilitating the direct comparison of results and the observation of variations between them based on the changes made by the user to the input data.
The structure of the comprehensive EAF simulation solution is shown in Figure 4. The main components of the comprehensive solution are the mechanistic EAF model, the Edge Streaming Analytics application for data acquisition and preprocessing (Insights Hub environment), Node-RED working at the edge (edge server), and Insights Hub VFC working in the cloud. The communication protocol for data acquisition from the PLC is OPC-UA [19], while the MQTT protocol is used for interaction between the model and the graphical user interface. The user interface can be accessed via the Insights Hub portal (VFC) or locally (Node-RED).
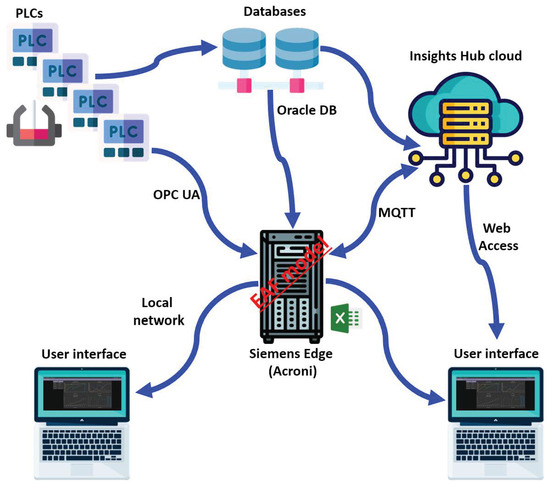
Figure 4.
Architecture of the EAF Simulator tool.
The first subpage of the graphical user interface (Figure 5) contains only the most important elements needed to start the simulation, the parameter reset, drop-down fields to select the input data (past batches), and four diagrams showing temperatures, masses, energies, and the profile of the EAF transformer during the melting process.

Figure 5.
Main dashboard.
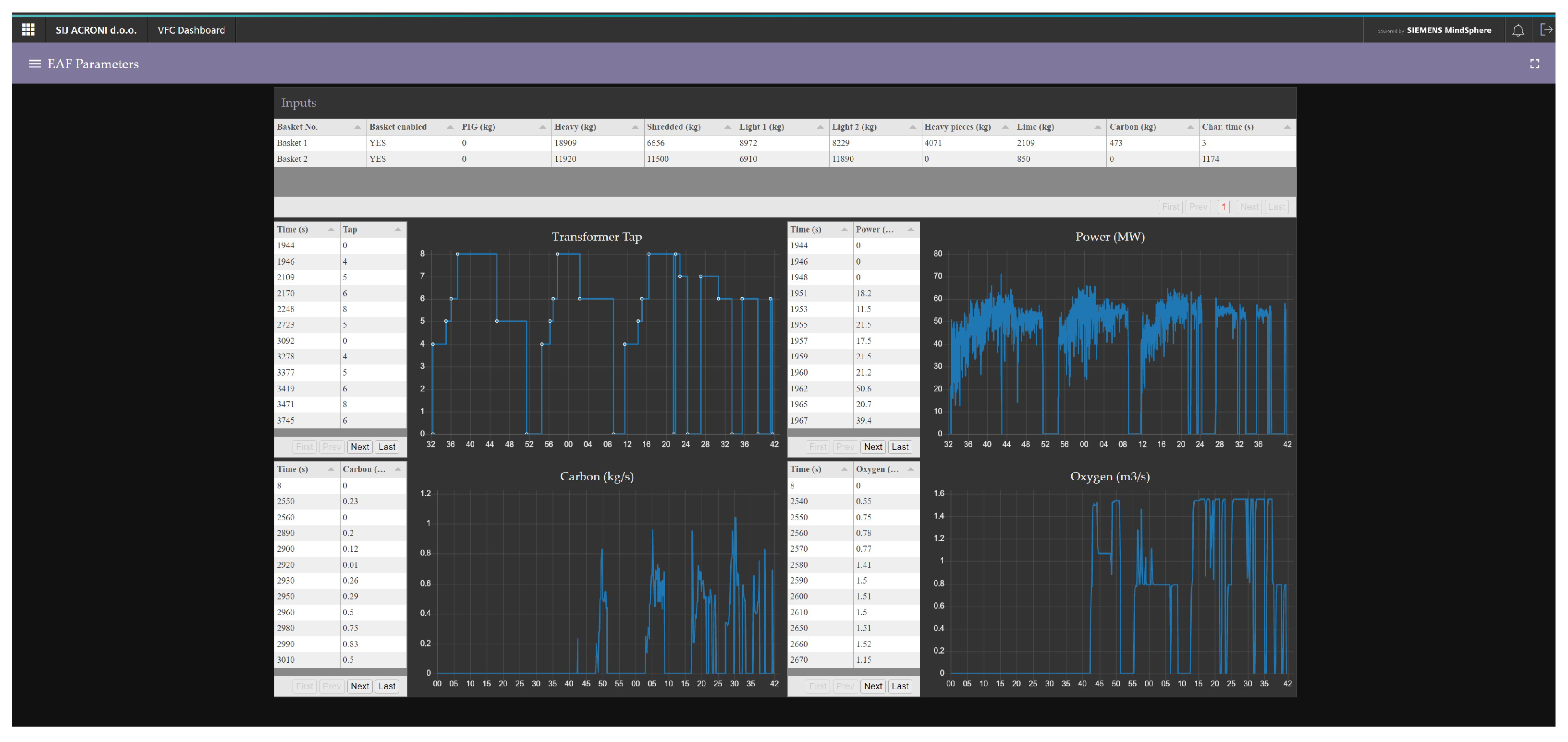
On the second subpage (Figure 6), you can set the simulation parameters using input–output tables. In the “Inputs” table above, the user sets the masses of loaded materials per individual basket, while the tables next to the diagrams allow the EAF transformer profile, carbon addition profile (C), and oxygen addition profile () to be set.
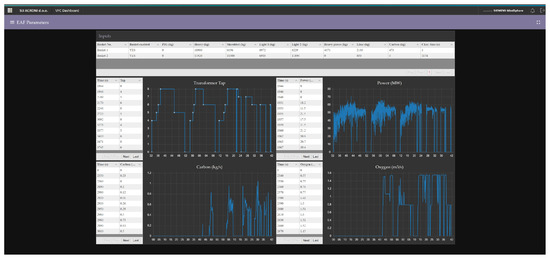
Figure 6.
Setting simulation parameters.
The third subpage (Figure 7) is dedicated to comparing the simulation results when the input parameters are changed. The user first selects the past simulations to be compared from a drop-down list. Following this, for each of the four graphs available on this page, the user has the flexibility to choose up to six variables that they wish to display in the diagrams. This feature allows the user to tailor the comparison to their specific needs, choosing not only the number of batches they wish to compare, but also the specific variables of interest across the selected simulations.
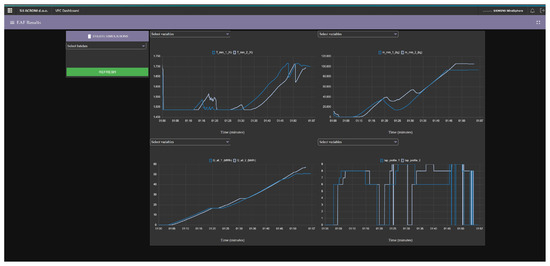
Figure 7.
Comparison of the simulation results.
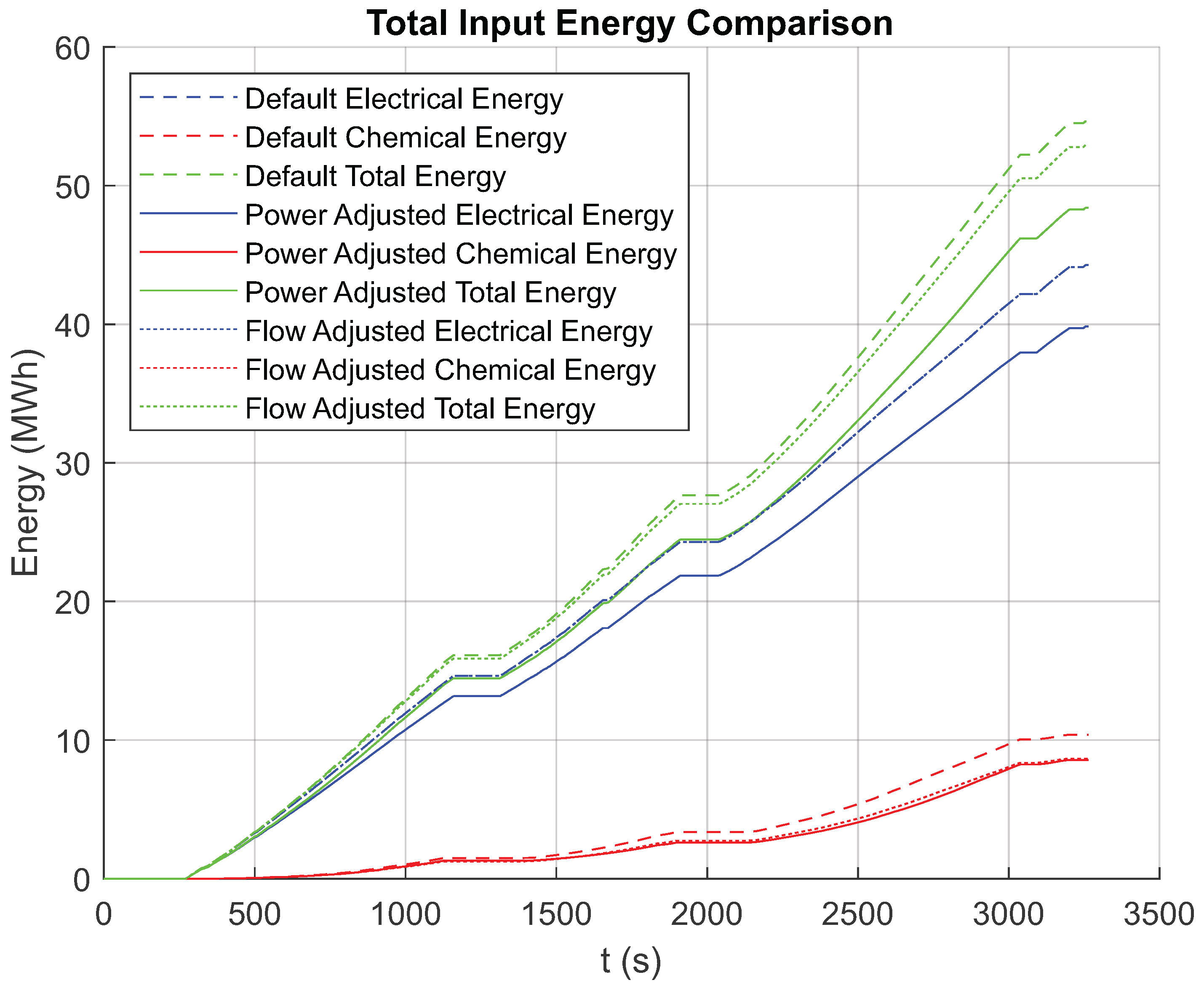
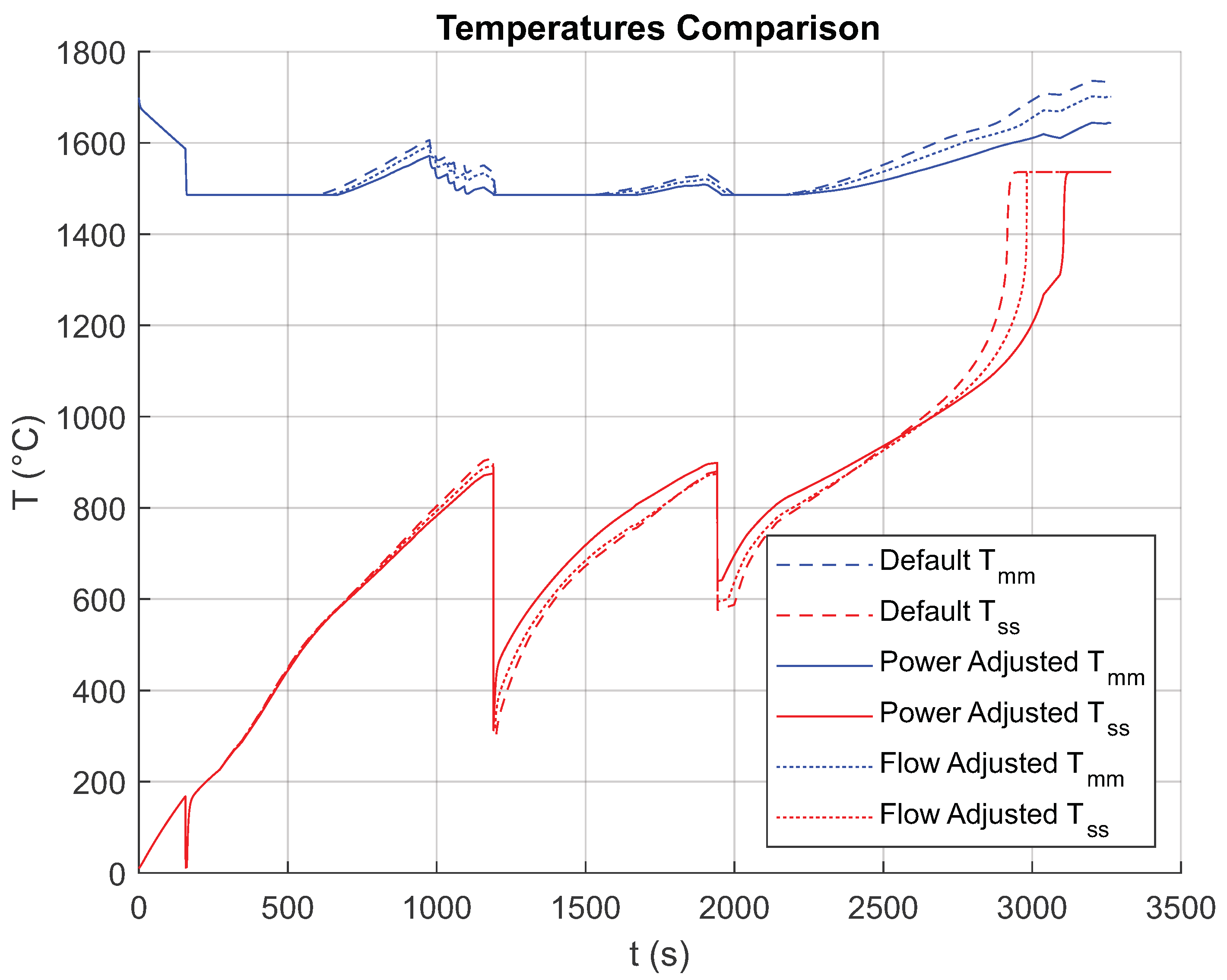
In the EAF Simulator, operators can observe different scenarios by adjusting not only the masses of charged materials, but also the transformer power, which affects the melting arc, or the amount of injected oxygen and carbon, among other parameters. In the case presented in Figure 8 and Figure 9, two scenarios are demonstrated for illustrative purposes: in one scenario, the transformer power is reduced by 10%, and in the other scenario, the amount of injected oxygen and carbon is reduced by 10%.
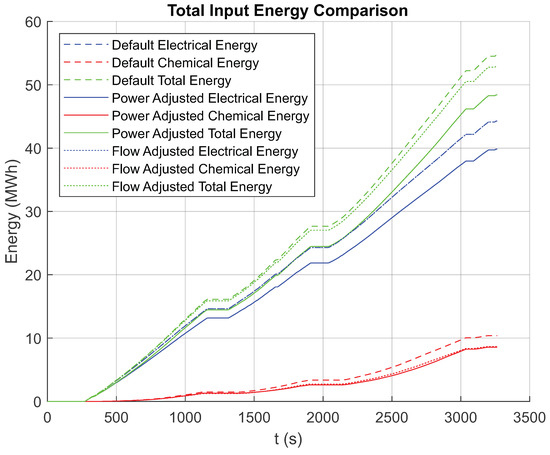
Figure 8.
Total input energy comparison for two scenarios and default parameters. The scenarios include a 10% reduction in transformer power and a 10% reduction in carbon and oxygen injection.
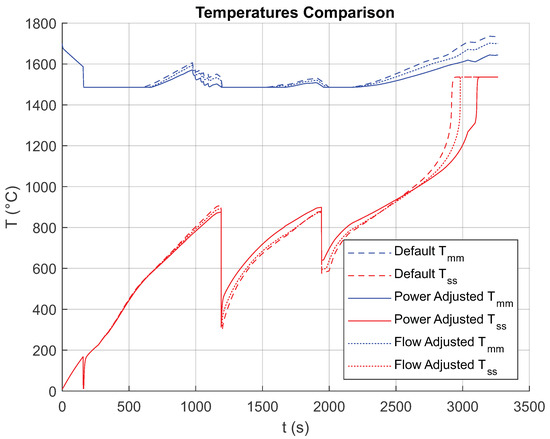
Figure 9.
Temperatures comparison for two scenarios and default parameters. The scenarios include a 10% reduction in transformer power and a 10% reduction in carbon and oxygen injection.
Figure 8 shows the increase in consumed energy over time, including electrical energy, chemical energy, and total energy, for a single batch with three baskets. Observing the green curves in Figure 8, it can be seen that reducing the amount of injected oxygen and carbon by 10% results in a much smaller decrease in the total input energy compared to reducing the transformer power by 10%. This is because the ratio of chemical to electrical energy in EAF melting is approximately 20% to 80%.
By observing such scenarios, operators can see how the amounts of added electrical and chemical energy affect the melting rate or the temperature of the solid material (see Figure 9) and the temperature of the already melted material . “Power Adjusted” refers to the reduced transformer power, while “Flow Adjusted” means a 10% reduction in the amount of added oxygen and carbon, resulting in lower chemical energy.
In Figure 9, the critical part of the graphs for the operator is the right side, where the operator decides when the material is sufficiently melted and the temperature is high enough for tapping. Since measuring temperature in an EAF is a time-consuming process that involves stopping the furnace to insert a probe, which causes energy loss, it is important for the operator to observe the effects of key variables on energy consumption and melt temperature through the simulator.
Figure 9 shows that reducing the transformer power in the selected scenario significantly extends the required melting time to achieve the same temperature as in the default parameters (based on actual EAF measurements). Using this graph, the operator can estimate the optimal melting time based on the desired temperature. In reality, because temperature measurements are time-consuming and suboptimal, operators often unnecessarily extend the melting time, leading to excessive energy consumption.
The EAF Simulator is a very useful tool for such scenarios, as it can significantly improve the process’s efficiency. Similar scenarios could also be tested by changing the mass of materials or using different transformer power profiles.
4.2. EAF Optimiser
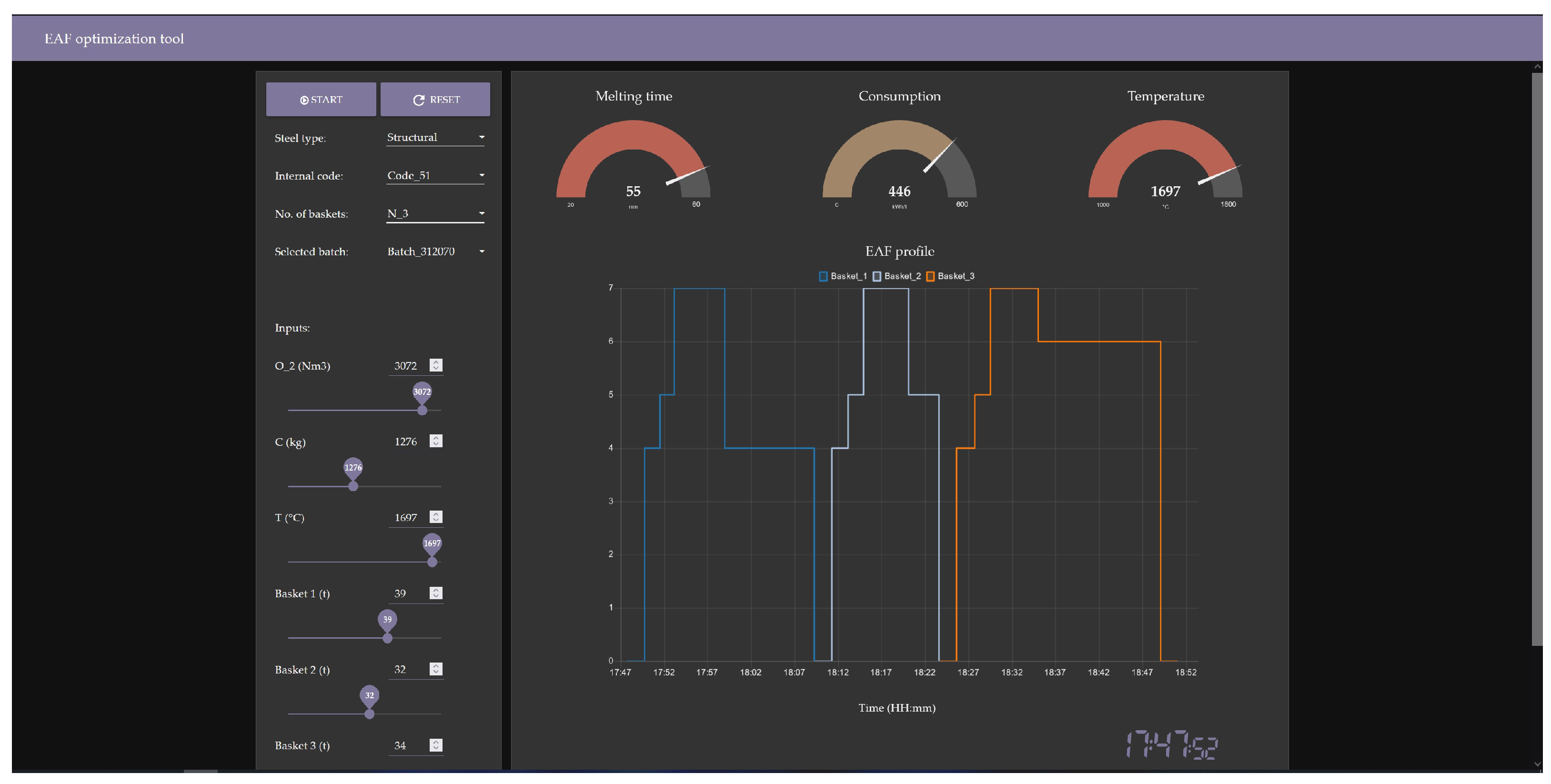
The purpose of the EAF Optimiser tool, which is based on a fuzzy model [2], is to optimise electrical energy consumption in the EAF using archived or user-defined input data. The tool enables the prediction of an optimised transformer input profile that should result in lower power consumption. The user specifies four key input data: the mass of materials loaded per basket, the expected and C input and the desired temperature of the melt at tapping. The tool then suggests (based on the prediction of the fuzzy model) an optimal transformer tapping profile for each basket to achieve the lowest power consumption. The graphical user interface of the EAF Optimiser tool, which can be operated entirely on one page, is shown in Figure 10.
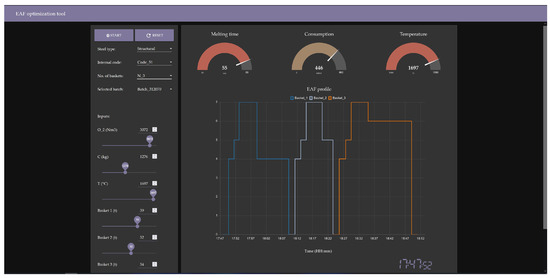
Figure 10.
EAF Optimiser: graphical user interface.
Historical data from past batches, on the basis of which the input parameters for the optimisation are determined, are selected in the same way as in the EAF Simulator tool. The input parameters that have the greatest impact on energy consumption and can be set by the user are the expected total amount of oxygen ( (Nm3)), the expected total amount of carbon added during the melting process (C (kg)), the desired temperature of the melt during pouring (T (°C)), and the total mass of materials placed in each basket ( (kg)).
The user can change the parameters as required using sliders and observe the effects on the melting time or power consumption. The results of the tool (model outputs) visible in the central part of the interface, i.e., on the graphical (“analogue”) instruments and the diagram, include the total melting time, the estimated power consumption (kWh/t), the temperature of the melt during casting, and the tap profile of the transformer.
The EAF optimisation tool was developed to support operators in their search for potentially optimal furnace parameters. Its main task is not to replace the operator’s knowledge and experience, but to provide guidelines for optimising the melting process. The suggestions offered by the tool are based on data-based models and simulations, which means that deviations may occur in practise. It is, therefore, important that the operator continuously tests the suggested settings under real conditions and observes the effects on the melting process.
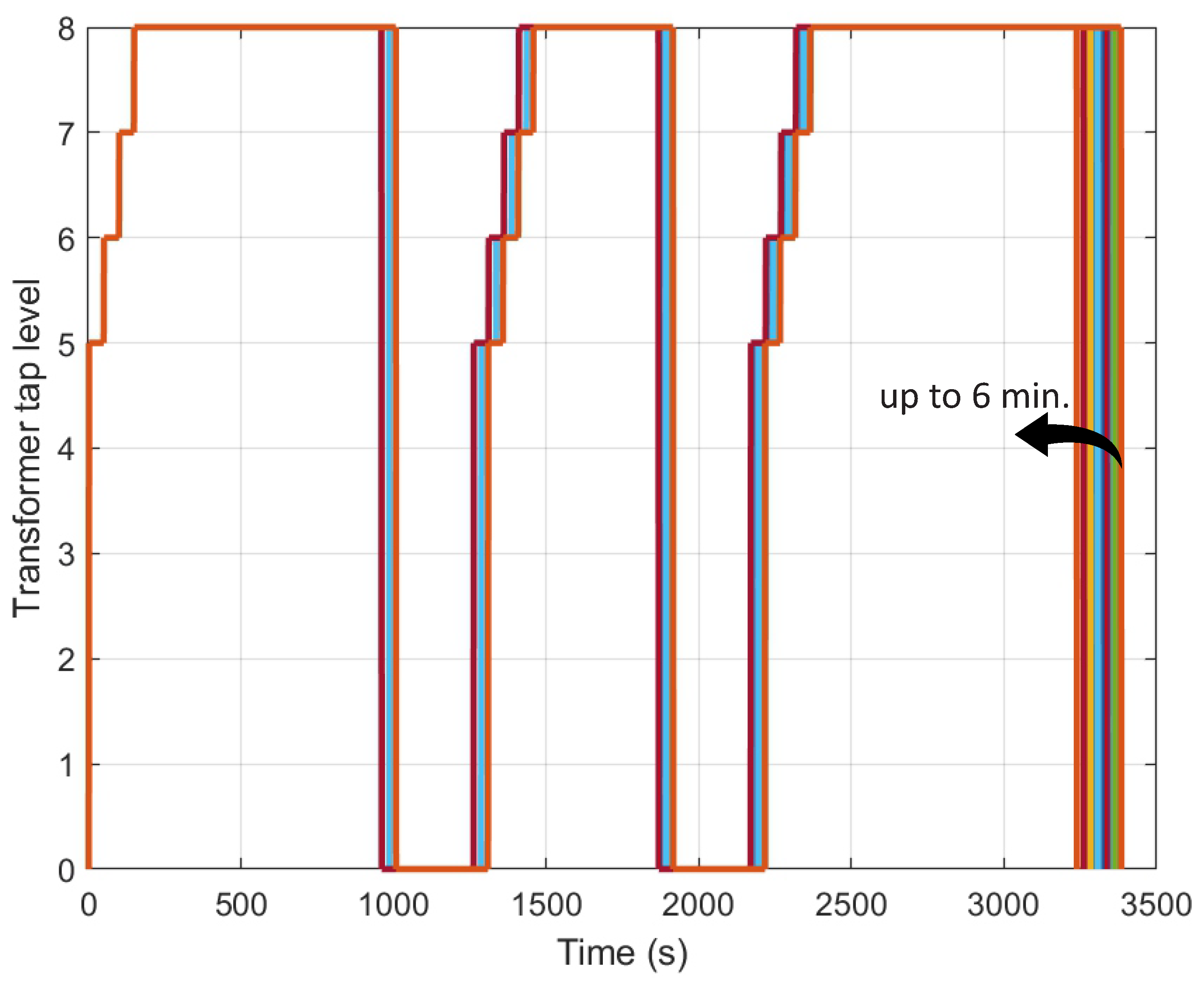
The integration of precise control of the carbon and oxygen supply and the determination of the optimum melting time via the EAF Optimiser enables a significant increase in energy efficiency. By optimising the EAF control system, especially for the precise supply of carbon and oxygen, the electrical energy required can be reduced by up to 10%. This optimisation not only contributes to lower power consumption, but also shortens the melting process by up to 15%, with an average reduction in the transformer stage profile of 6 min, as shown in Figure 11. By using the EAF optimisation tool, the operator can reduce the required melting time and, thus, the necessary energy input for the entire batch by correctly selecting the influencing variables (inputs to the model, in particular the amount of carbon and oxygen).
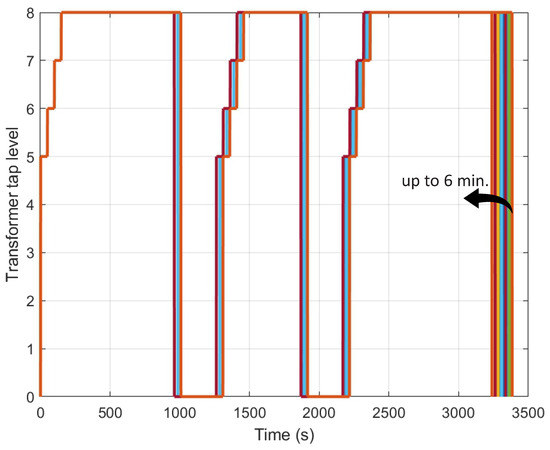
Figure 11.
Optimisation of the EAF transformer profile using the EAF Optimiser tool.
It is found that about 5% of the energy savings are due to the optimal determination of the transformer profile (especially the duration, which is often inaccurately determined by the operator), as shown in Figure 10, based on unchanged input parameters used in the selected batch from the historical data. In addition, a further 5% of savings is achieved by optimising the dosing of carbon and oxygen. Precise adjustments to the inputs are, therefore, crucial for achieving overall energy efficiency, which underlines the role of the EAF Optimiser in promoting sustainable and economically viable steel production processes.
5. Discussion
In the dynamic landscape of the steel industry, advances in electric arc furnace technologies are critical to increasing efficiency, reducing energy consumption, and optimising operations. This paper presents a sophisticated decision support system for EAF operators built on Siemens’ Insights Hub platform. The system integrates advanced mechanistic and data-driven models, including the EAF Simulator and EAF Optimiser, which have been trained based on extensive historical data. These tools allow operators to simulate planned batches and adjust parameters in real time, reducing electrical energy consumption by up to 10%—an insight gained through simulation. Over the course of a year, test batches will be carried out with a real appliance to validate this result. This will enable informed decision-making, leading to process optimisation and cost reduction.
A major achievement of this study is the development and implementation of a user-friendly graphical interface created with the Siemens Insights Hub Cloud Service and Node-RED. This interface allows operators to analyse past performance, simulate future operations, and seamlessly adjust input parameters. Its intuitive design democratises access to complex data analysis and simulation functions, making them accessible without specialist technical knowledge. By engaging with the simulation results, operators can explore different scenarios to determine optimal settings that improve the efficiency of the EAF and significantly reduce energy consumption.
The paper emphasises the importance of selecting the right input variables for model development, as the ability to identify and adjust influencing variables is invaluable in steel production. The use of real-time and historical data ensures that the models remain accurate and relevant and provide a reliable basis for decision-making. Deploying the system on a local Siemens Edge Server with a dual-interface concept (local Node-RED and cloud-based Insights Hub VFC) increases flexibility and ease of use and supports different user preferences and operational requirements. This dual-interface approach also ensures independence from the Siemens platform, as Node-RED is open-source and can effectively replace much of the functionality available in the Insights Hub environment should Siemens discontinue support for Insights Hub. However, a complete replacement of Siemens Insights Hub with Node-RED and other open-source solutions would require significant programming effort. Insights Hub offers ready-made plugins for accessing PLCs and databases, as well as robust solutions for data pre-processing, data merging, and communication protocols such as MQTT. Developing these independently would require a significant amount of time for both development and reliability testing.
As the industry continues to strive for greener and more efficient production methods, the integration of digital technologies such as this decision support system represents a significant step forward. The combination of advanced simulation and optimisation tools with an intuitive user interface sets a new standard for operational excellence in the steel industry. The potential for real-time monitoring and optimisation offers promising prospects for further improving the efficiency and sustainability of EAF operations and underlines the central role of digital innovation in the continuous improvement of industrial processes.
6. Conclusions
An integrated solution has been successfully developed and implemented that significantly improves decision-making for electric arc furnace operators through the EAF Simulator and EAF Optimiser tools. These tools, which serve as digital twins, enable the simulation and optimisation of the EAF process and show an energy savings potential of up to 10%, which has been proven by simulations. Initial experiments on a real appliance are already demonstrating the accuracy of the simulator results. However, for a complete analysis and comparison, further data collection over time is required for different steel grades, feedstocks, and furnace settings. These efforts will directly contribute to reducing energy consumption and improving the economic efficiency of steel production.
The system provides operators with important information to make informed decisions about the process flow. The EAF Simulator facilitates the study of different operating scenarios, while the EAF Optimiser focuses on reducing energy consumption and lowering operating costs. Together, these tools represent a significant advance in tackling the complexity of EAF operations by combining advanced simulation with data-driven optimisation.
Deploying the solution on a Siemens Edge Server, which provides local (Node-RED) and cloud interfaces (Insights Hub VFC), increases flexibility and ease of use. This dual-interface approach ensures independence from the Siemens platform and allows the system to adapt to future changes in platform support and user preferences.
The project results, which demonstrate opportunities for continuous monitoring and real-time optimisation, are already delivering valuable improvements to the efficiency and sustainability of the EAF process. By promoting operational efficiency and setting the stage for further innovation in steel production technology, this decision support system is setting a new industry standard.
Author Contributions
Conceptualization, S.T. and I.Š.; Methodology, G.A. and V.L.; Software, S.T.; Validation, G.A.; Formal analysis, G.A.; Investigation, I.Š.; Resources, S.T.; Data curation, S.T. and V.L.; Writing—original draft, S.T.; Supervision, G.A. and V.L.; Project administration, I.Š. and V.L. All authors have read and agreed to the published version of the manuscript.
Funding
The work presented in this paper is funded by the European Union’s Horizon 2020 research and innovation programme, the SPIRE initiative, under Grant agreement No. 869815, the INEVITABLE project (“Optimisation and performance improving in metal industry by digital technologies”), and the Slovenian Research Agency Programme: Modelling, simulation and control of processes (P2-0219).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Petrik, D.; Herzwurm, G. IIoT Ecosystem Development through Boundary Resources: A Siemens MindSphere Case Study. In Proceedings of the 2nd ACM SIGSOFT International Workshop on Software-Intensive Business: Start-Ups, Platforms, and Ecosystems, Tallinn, Estonia, 26 August 2019; Association for Computing Machinery: New York, NY, USA, 2019; pp. 1–6. [Google Scholar] [CrossRef]
- Tomažič, S.; Andonovski, G.; Škrjanc, I.; Logar, V. Data-Driven Modelling and Optimization of Energy Consumption in EAF. Metals 2022, 12, 816. [Google Scholar] [CrossRef]
- Fathi, A.; Saboohi, Y.; Škrjanc, I.; Logar, V. Comprehensive Electric Arc Furnace Model for Simulation Purposes and Model-Based Control. Steel Res. Int. 2017, 88, 1600083. [Google Scholar] [CrossRef]
- Saboohi, Y.; Fathi, A.; Škrjanc, I.; Logar, V. Optimization of the Electric Arc Furnace Process. IEEE Trans. Ind. Electron. 2019, 66, 8030–8039. [Google Scholar] [CrossRef]
- Toulouevski, Y.N.; Zinurov, I.Y. Modern Steelmaking in Electric Arc Furnaces: History and Development. In Innovation in Electric Arc Furnaces: Scientific Basis for Selection; Springer: Berlin/Heidelberg, Germany, 2013; pp. 1–24. [Google Scholar] [CrossRef]
- Hay, T.; Echterhof, T.; Visuri, V.V. Development of an Electric Arc Furnace Simulator Based on a Comprehensive Dynamic Process Model. Processes 2019, 7, 852. [Google Scholar] [CrossRef]
- Logar, V.; Škrjanc, I. Development of an Electric Arc Furnace Simulator Considering Thermal, Chemical and Electrical Aspects. ISIJ Int. 2012, 52, 1924–1926. [Google Scholar] [CrossRef]
- Logar, V.; Škrjanc, I. The Influence of Electric-Arc-Furnace Input Feeds on its Electrical Energy Consumption. J. Sustain. Metall. 2021, 7, 1013–1026. [Google Scholar] [CrossRef]
- Blažič, A.; Škrjanc, I.; Logar, V. Soft sensor of bath temperature in an electric arc furnace based on a data-driven Takagi–Sugeno fuzzy model. Appl. Soft Comput. 2021, 113, 107949. [Google Scholar] [CrossRef]
- H2020, P. Inevitable 2018–2023. 2023. Available online: http://inevitable-project.eu (accessed on 10 March 2024).
- Hillar, G.C. MQTT Essentials—A Lightweight IoT Protocol; Packt Publishing Ltd.: Birmingham, UK, 2017; p. 280. [Google Scholar]
- McLean, S. Node-RED: The Definitive Guide; Packt Publishing: Birmingham, UK, 2021. [Google Scholar]
- AG, S. MindSphere Visual Flow Creator. 2023. Available online: https://documentation.mindsphere.io/resources/pdf/visual-flow-creator-en.pdf (accessed on 3 September 2023).
- Logar, V.; Dovžan, D.; Škrjanc, I. Modeling and Validation of an Electric Arc Furnace: Part 1, Heat and Mass Transfer. ISIJ Int. 2012, 52, 402–412. [Google Scholar] [CrossRef]
- Logar, V.; Dovžan, D.; Škrjanc, I. Modeling and Validation of an Electric Arc Furnace: Part 2, Thermo-chemistry. ISIJ Int. 2012, 52, 413–423. [Google Scholar] [CrossRef]
- Logar, V.; Fathi, A.; Škrjanc, I. A Computational Model for Heat Transfer Coefficient Estimation in Electric Arc Furnace. Steel Res. Int. 2016, 87, 330–338. [Google Scholar] [CrossRef]
- Siemens. MindSphere. 2023. Available online: https://www.plm.automation.siemens.com/global/en//products/mindsphere/ (accessed on 3 September 2023).
- Siemens. Siemens Edge Streaming Analytics. 2023. Available online: https://www.dex.siemens.com/edge/manufacturing-process-industries/edge-analytics-engine-for-industrial-edge?cclcl=en_US (accessed on 14 March 2024).
- Mahnke, W.; Leitner, S.H.; Damm, M. OPC Unified Architecture; Springer: Berlin/Heidelberg, Germany, 2009; p. 339. ISBN 3540899665. [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).