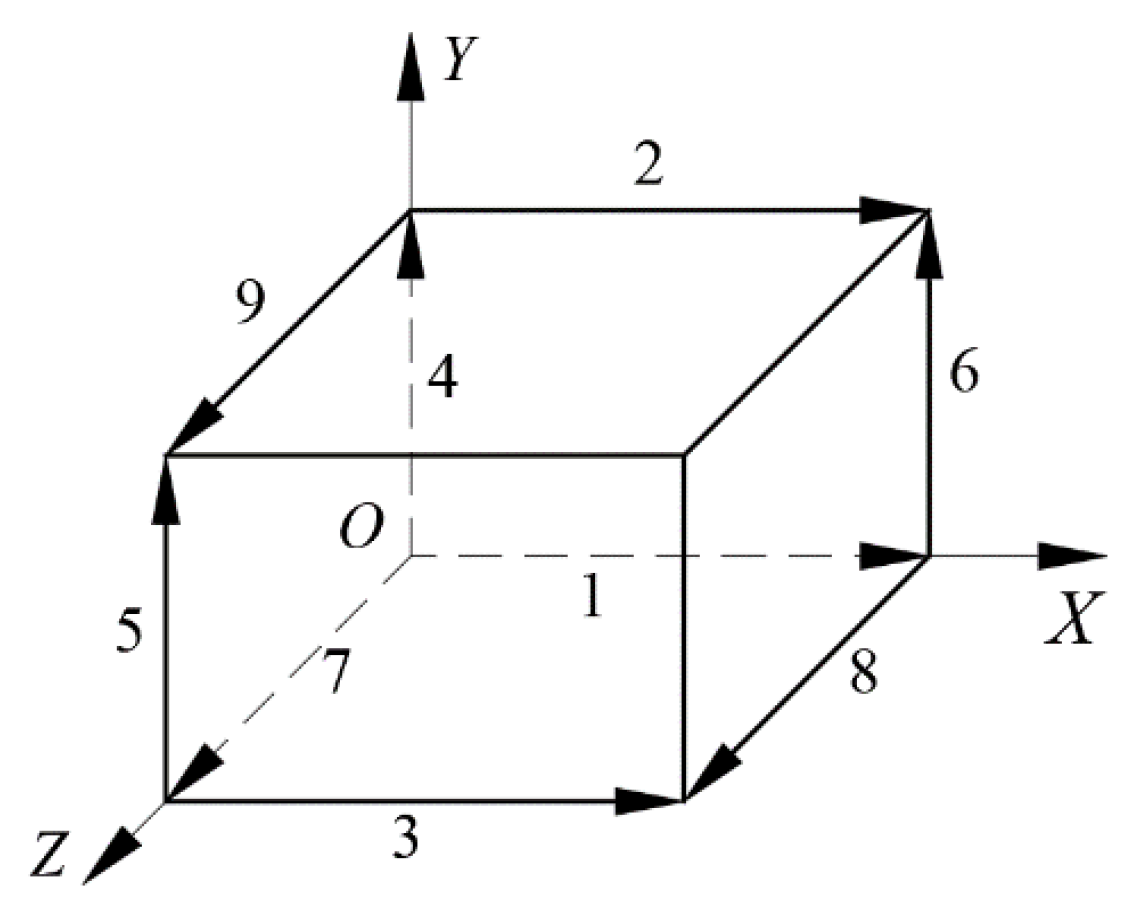
2.1. Machine Tool Linear Feed Axis Geometric Error Identification Principle
Based on the “nine-line method” of the machine tool linear feed axis error identification model, the principle is to use the laser interferometer to measure nine lines parallel to the three linear feed axes in the machine space through the identification algorithm to obtain all 21 linear feed axis geometric errors, as shown in
Figure 1.
- (1)
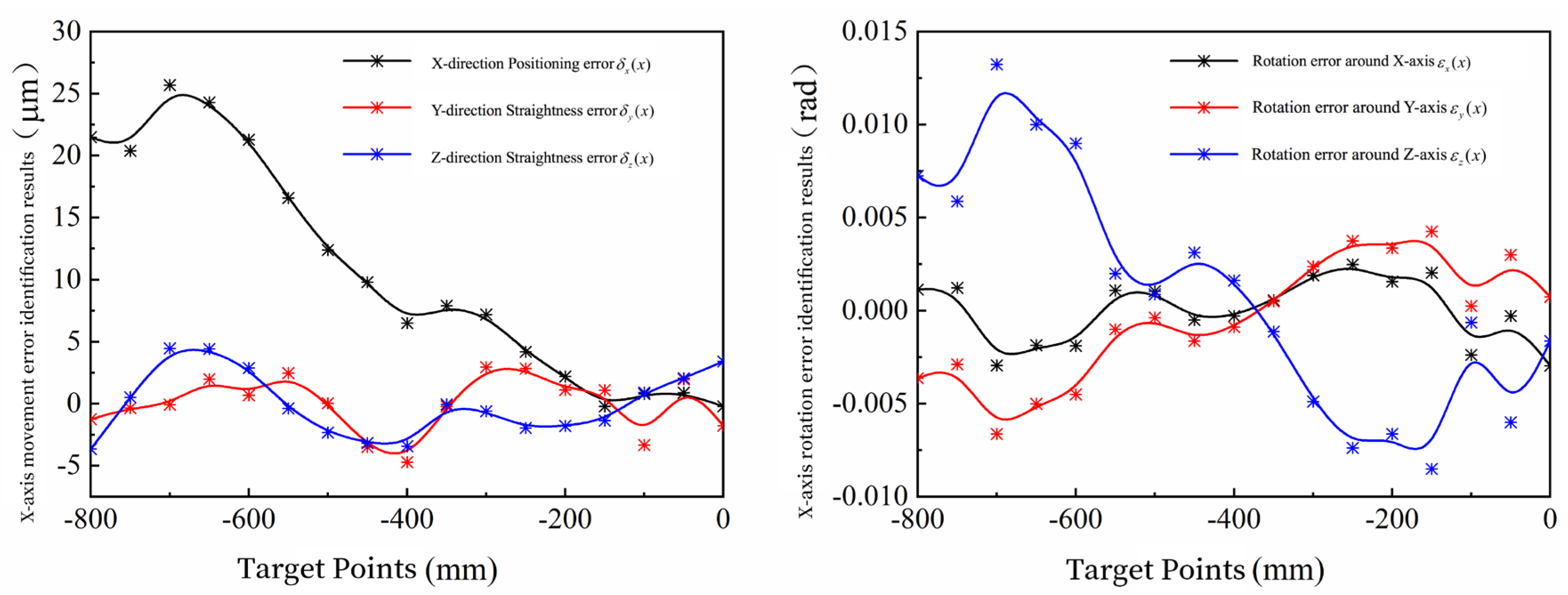
Identification principle of movement error and rotation error.
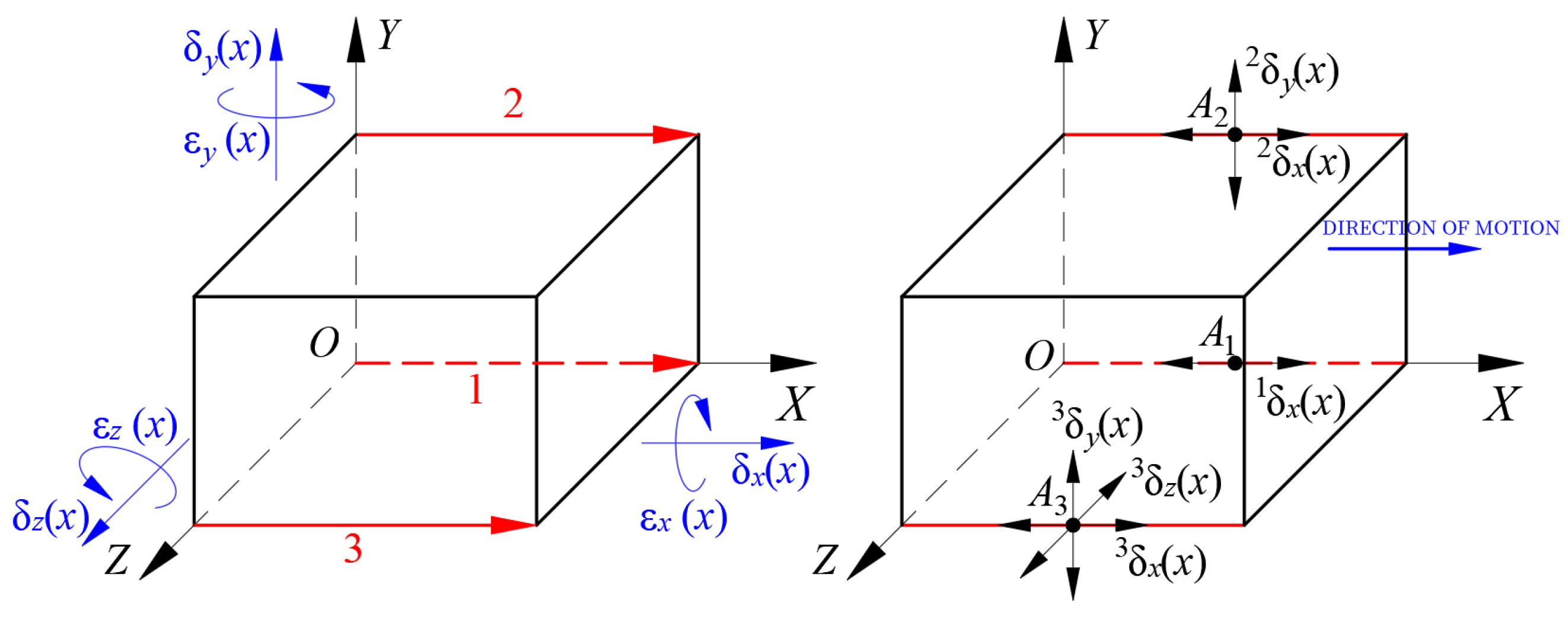
The identification of the three movement errors and three rotation errors of the linear feed axis is explained by taking the X-axis as an example.
As shown in
Figure 2, a line parallel to the X-axis in the machine space
is selected and the point
,
i = 1, 2, 3 is taken on it.
When the point
moves along the X-axis at a distance of x, its positioning error along line 1 can be determined
, at which point the chi-square transformation matrix of the error is
Then, the motion error of the machine is
collated from
When the point
moves along the X-axis at a distance of
x, its positioning error along line 2 can be measured
while its straightness error along the Y-axis is measured
, at which time the machine motion error is
collated from
When the point
moves along the X-axis at a distance of
x, its positioning error along line 3 can be measured
while its straightness error along the Y-axis
and straightness error along the Z-axis
are measured, at which time the machine motion error is
collated from
Combining Equations (3), (5), and (7), and expressing them in a matrix, we obtain
The order is as follows:
Selecting the appropriate number of points on the line
such that the matrix
is full rank, there exists a unique solution to Equation (9).
The above Equation (10) is the geometric error identification model of the X-axis.
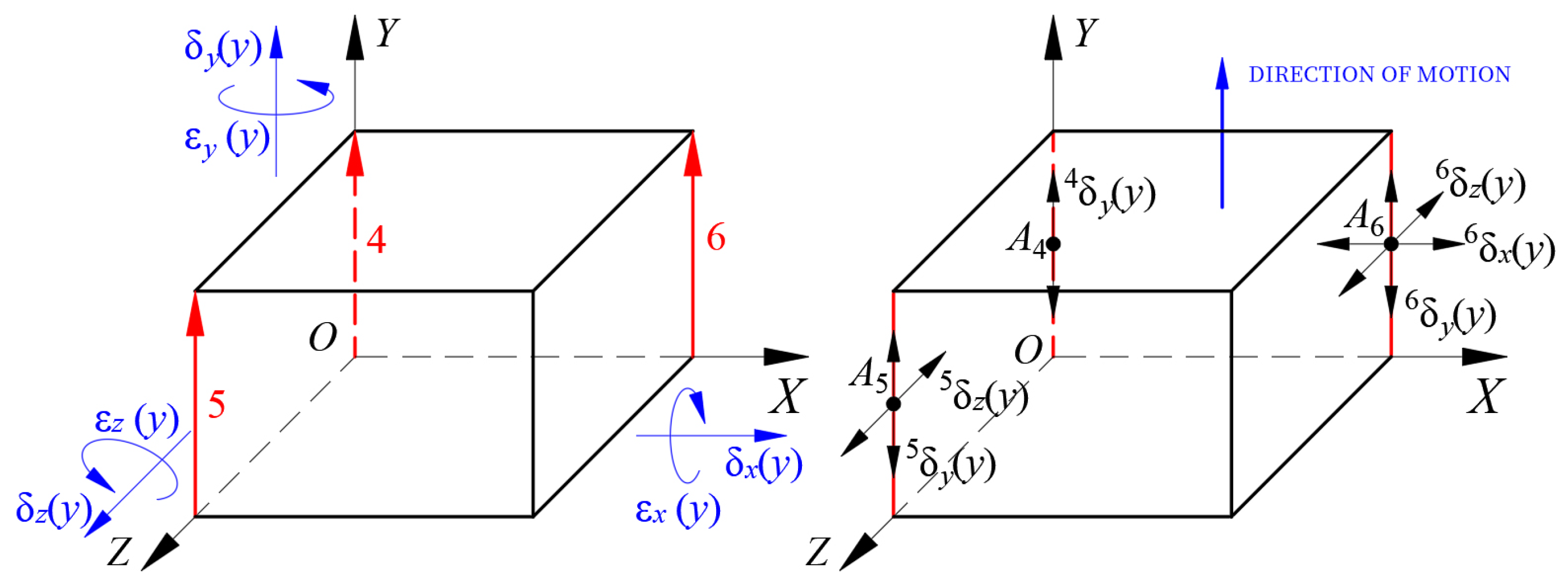
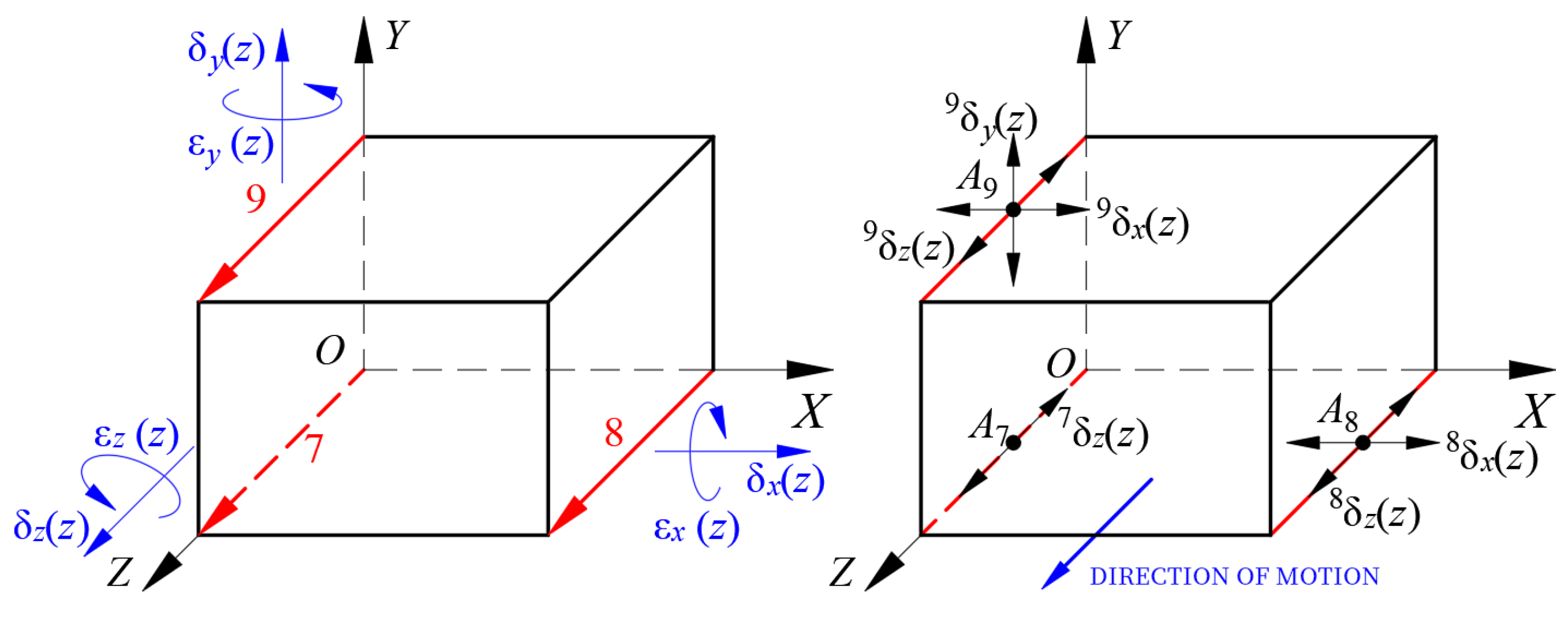
Similarly, according to
Figure 3 and
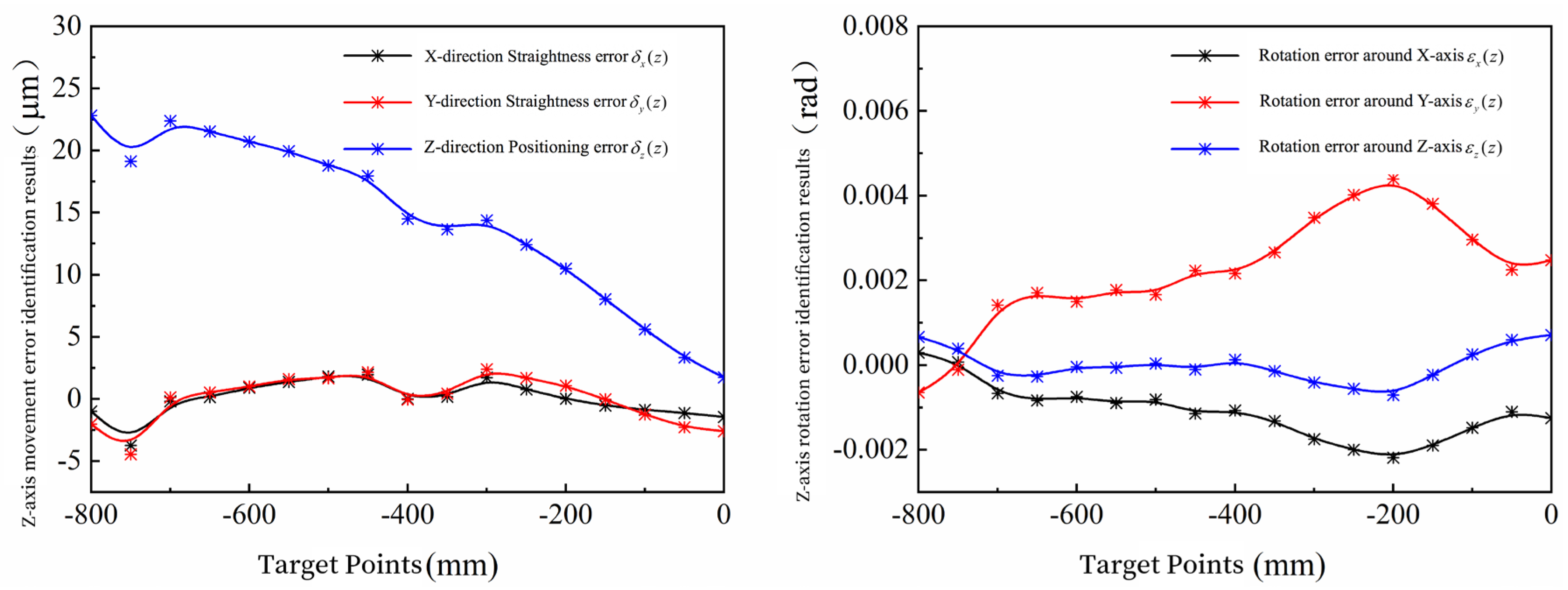
Figure 4, twelve other geometric errors generated by the Y-axis and Z-axis motions can be obtained:
,
,
,
,
,
and
,
,
,
,
,
.
- (2)
Principle of verticality error identification.
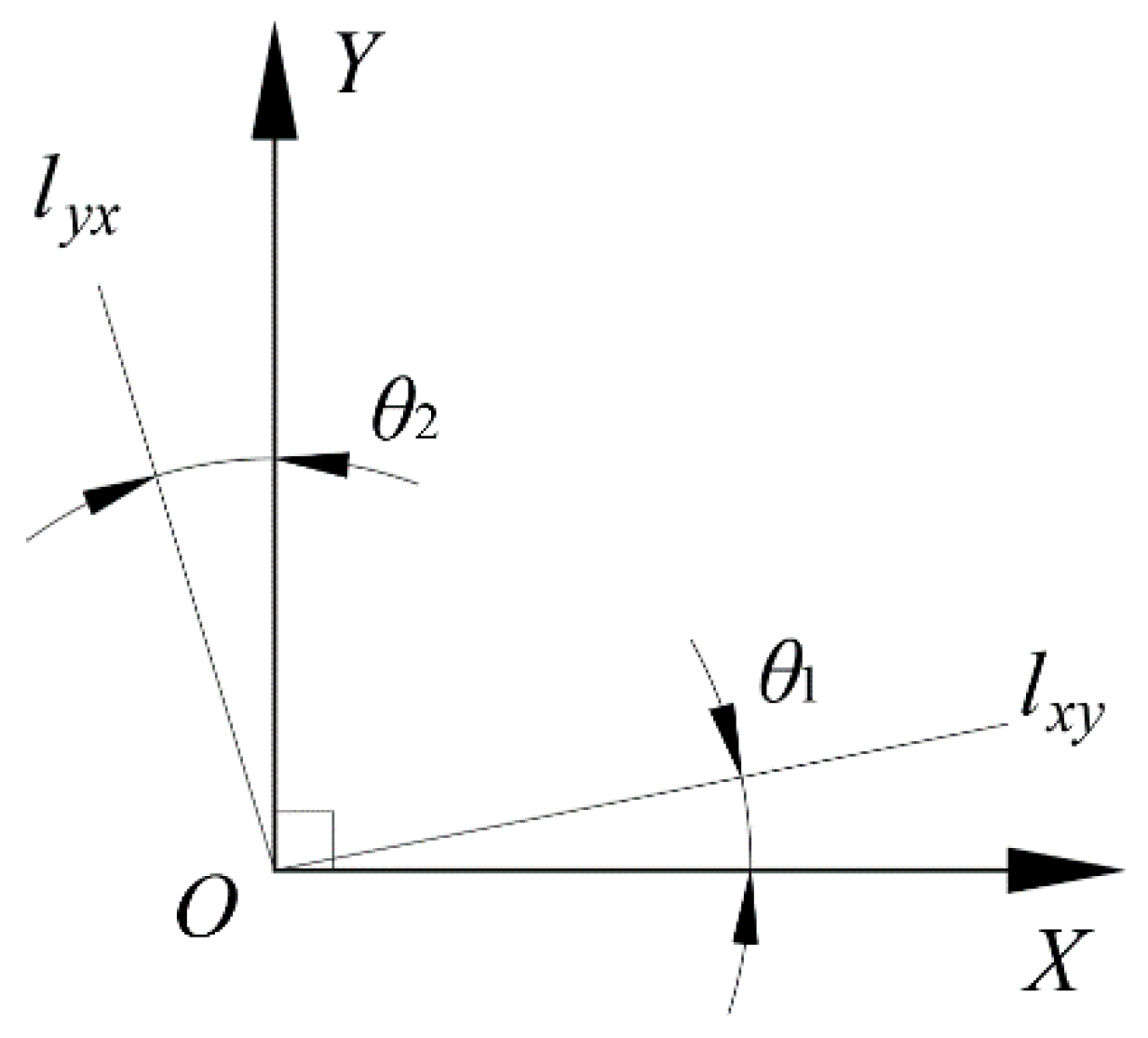
The calculation of the perpendicularity error between axes can be indirectly obtained by the above straightness error, and the perpendicularity error of the X-axis and Y-axis is used as an example.
After the straightness errors
and
are obtained by the moving error identification principle, the values of
and
at each measurement point,
and
, are fitted by the least squares method to obtain the fitted straightness error line
along the X-axis in the Y-direction and the fitted straightness error line
along the Y-axis in the X-direction, as shown in
Figure 5. Where the angle between
and the X-axis is
, and the angle between
and the Y-axis is
. Then, the perpendicularity error between the X-axis and Y-axis is
Similarly, we can find the perpendicularity error between the X-axis and Z-axis, and the Y-axis and Z-axis with and .
2.2. Principle of Identifying Geometric Errors of Machine Rotating Axes
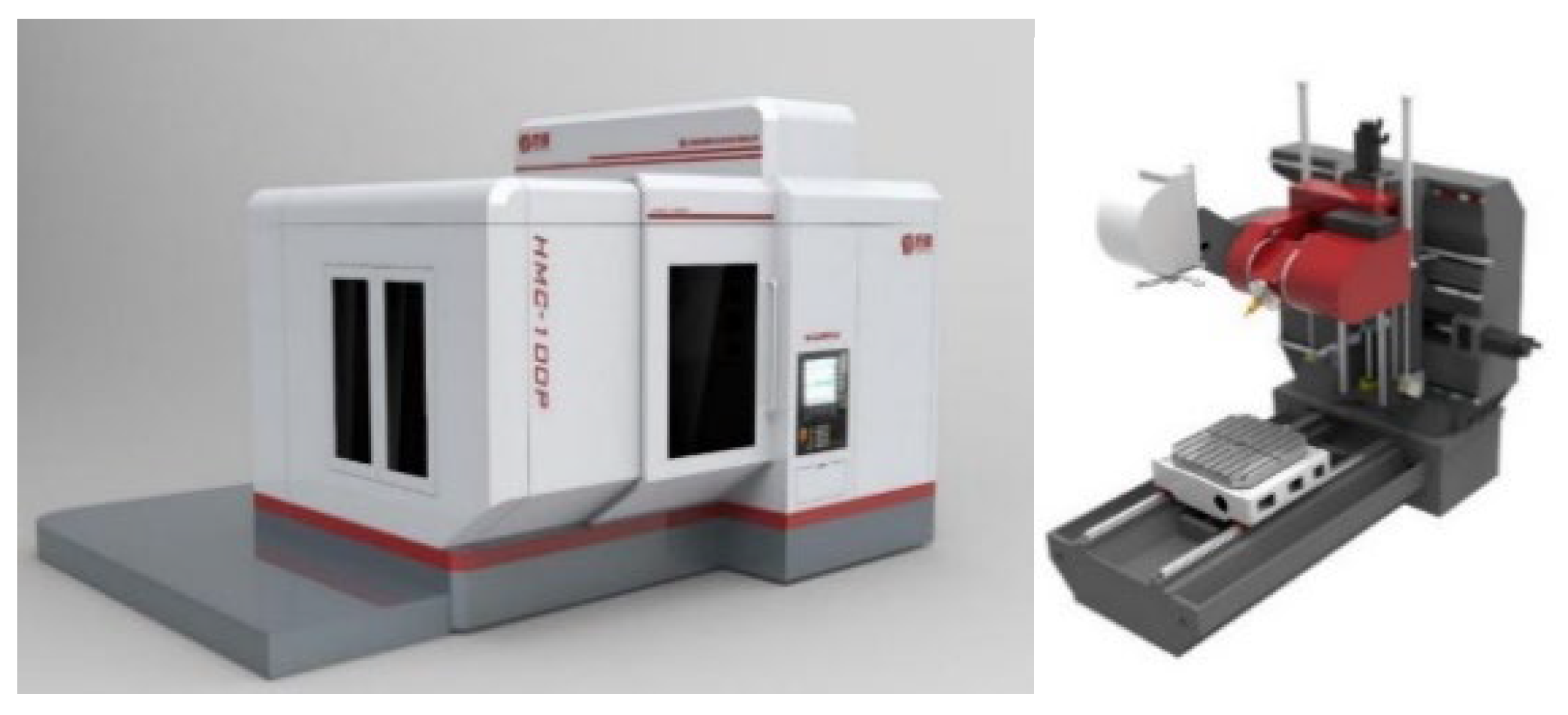
The HMC-C100P machine in this paper (HMC-C100P, Shanghai, China) contains two rotary axes: A-axis and B-axis. The A-axis is the tool pendulum, and the B-axis is the rotary table. The geometric error identification of the B-axis motion is illustrated as an example.
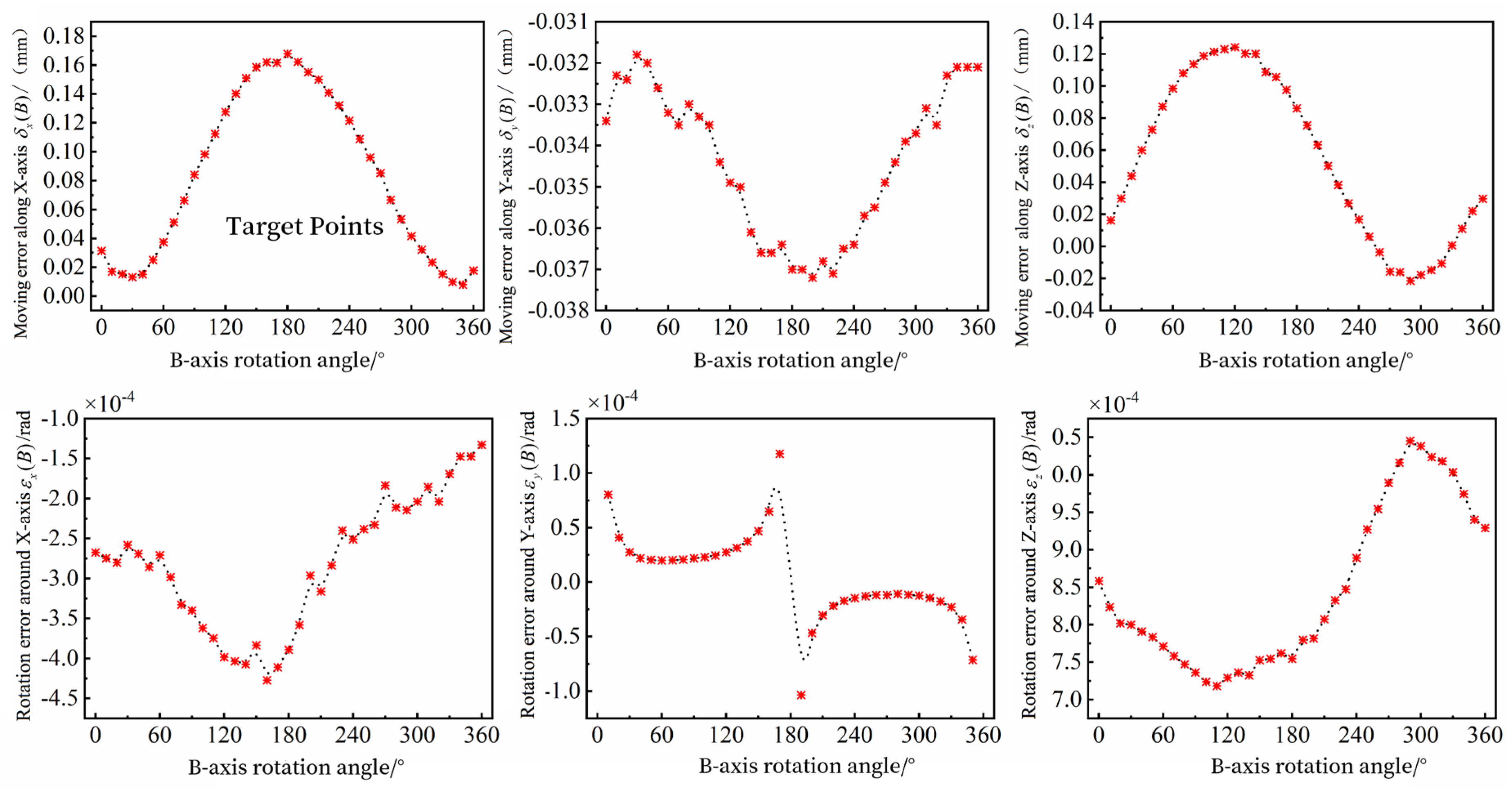
The B-axis movement will produce three movement errors along the X, Y, and Z axes,
,
, and
, and three rotation errors around the X, Y, and Z axes,
,
, and
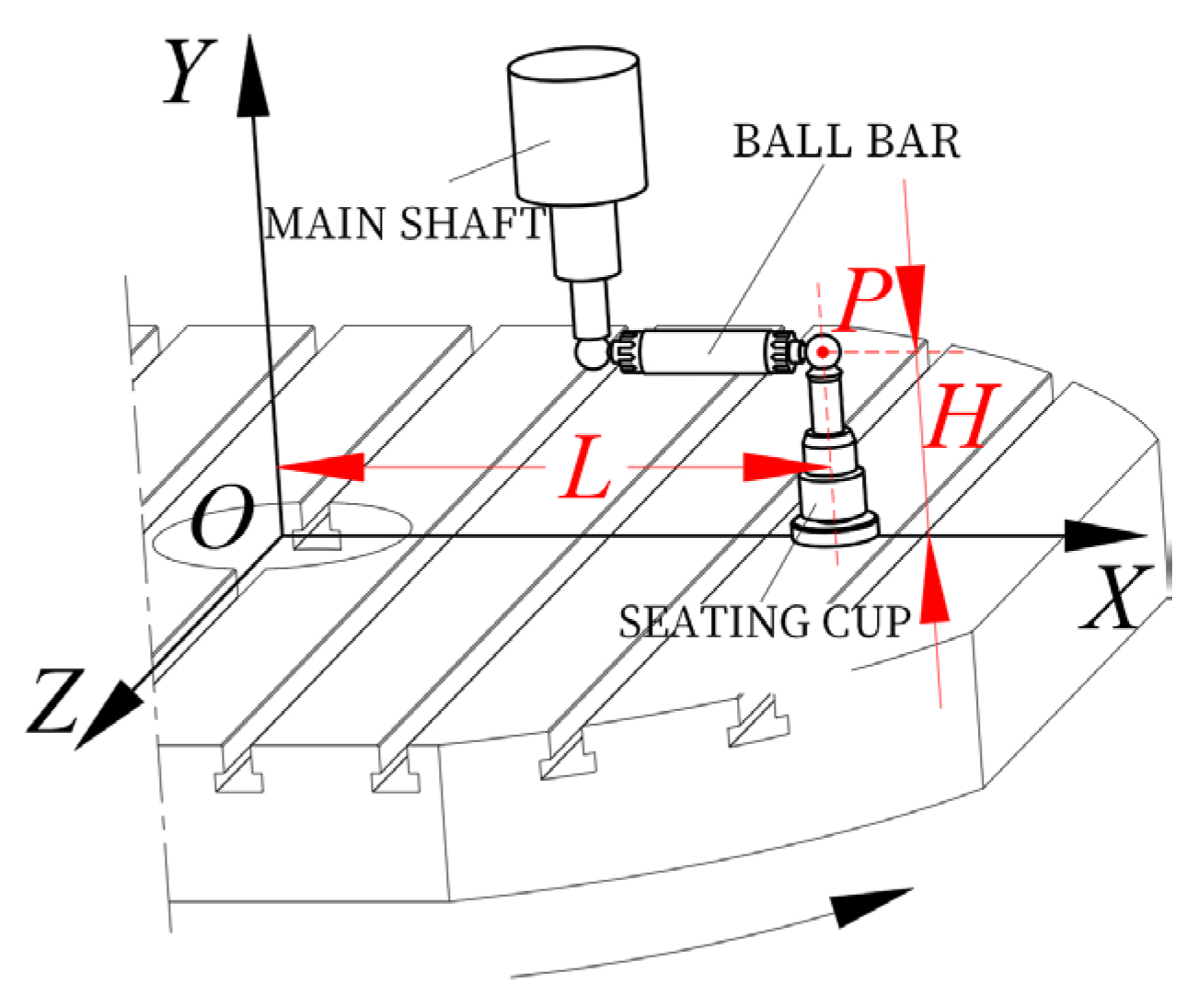
. Establish the coordinate system as shown in
Figure 6, and refer to the machine tool coordinate system for each axis direction. Fix the cup on the machine table and connect one end of the ballbar to the cup and the other end to the spindle. Assume that the distance between the center P of the ball at the end of the cup and the origin is L, and the distance from the table surface is H. The flush coordinates of the center P at the initial time can be expressed as
.
When the B-axis rotary table is turned through the angle
, the coordinates of the sphere center
P in the error-free motion state and the error-containing motion state, respectively, are
Then, in the actual working condition, the coordinate change in the center
P of the small ball at the end of the seat cup is
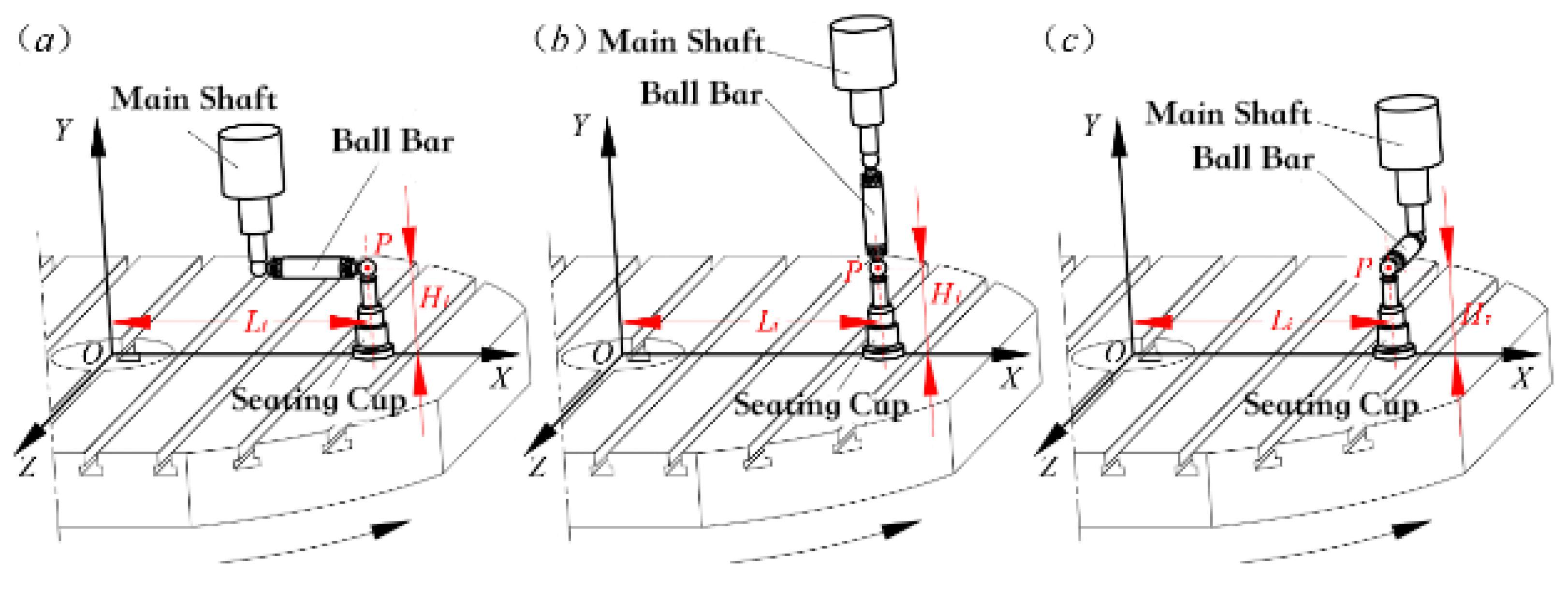
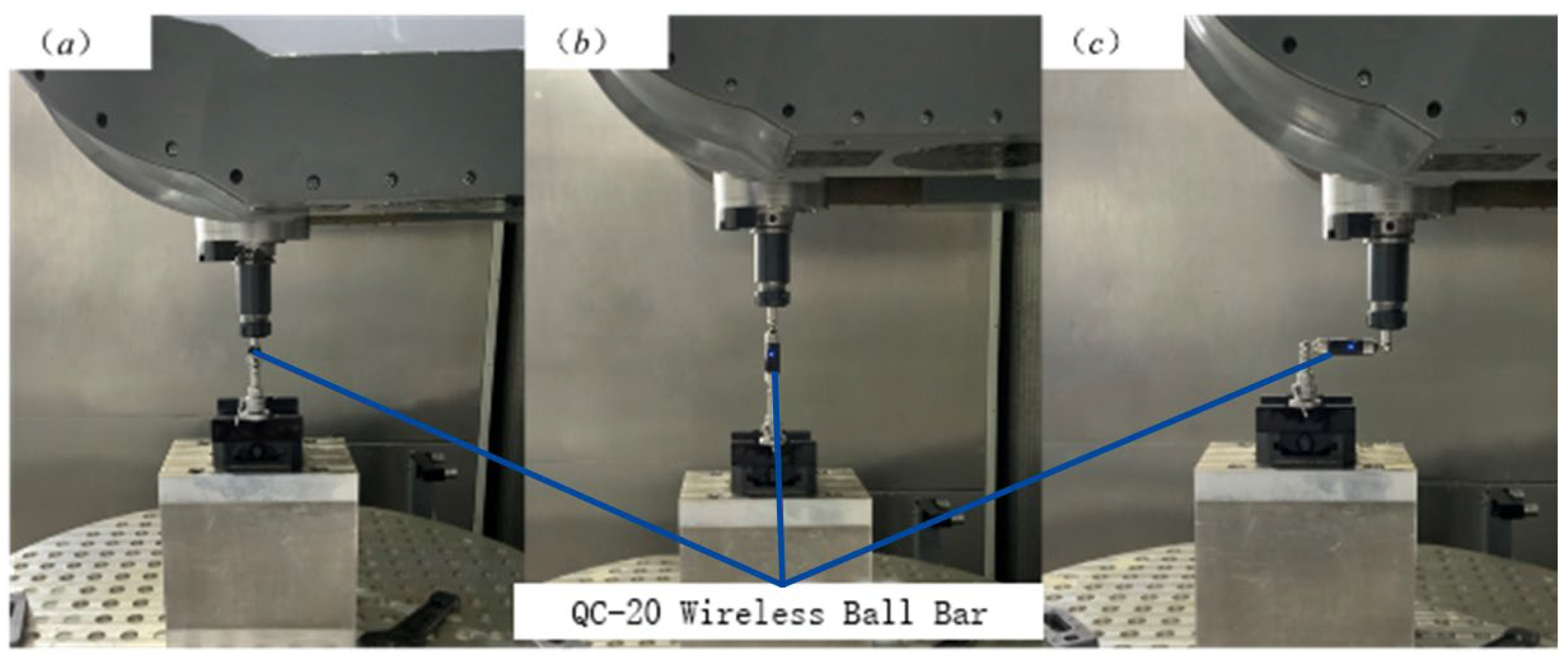
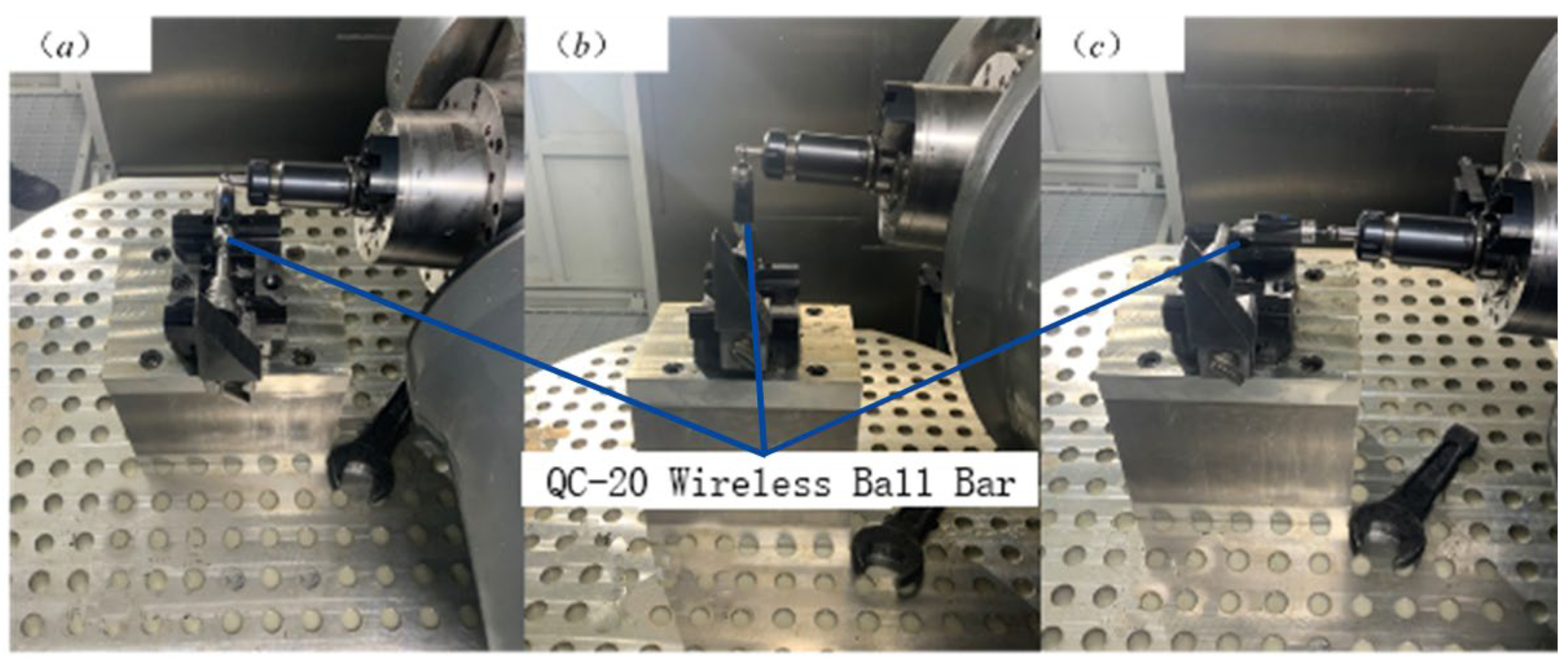
From Equation (13), the ballbar is installed at the same position (L, H) along the X, Y, and Z axes for three measurements to obtain the change in the spherical center P coordinate associated with the six basic geometric errors. However, at least six equations are needed to solve the six basic geometric errors, so the values of L and H need to be changed several times to identify the six basic geometric errors in the B-axis.
Table 1 lists three different combinations of (L, H) for each position for each of the three axes, and the corresponding measurement patterns are shown in
Figure 7.
According to Equation (13) and the measurement pattern shown in
Figure 7, it is known that
The six errors of the B-axis can be identified by solving the above system of equations.
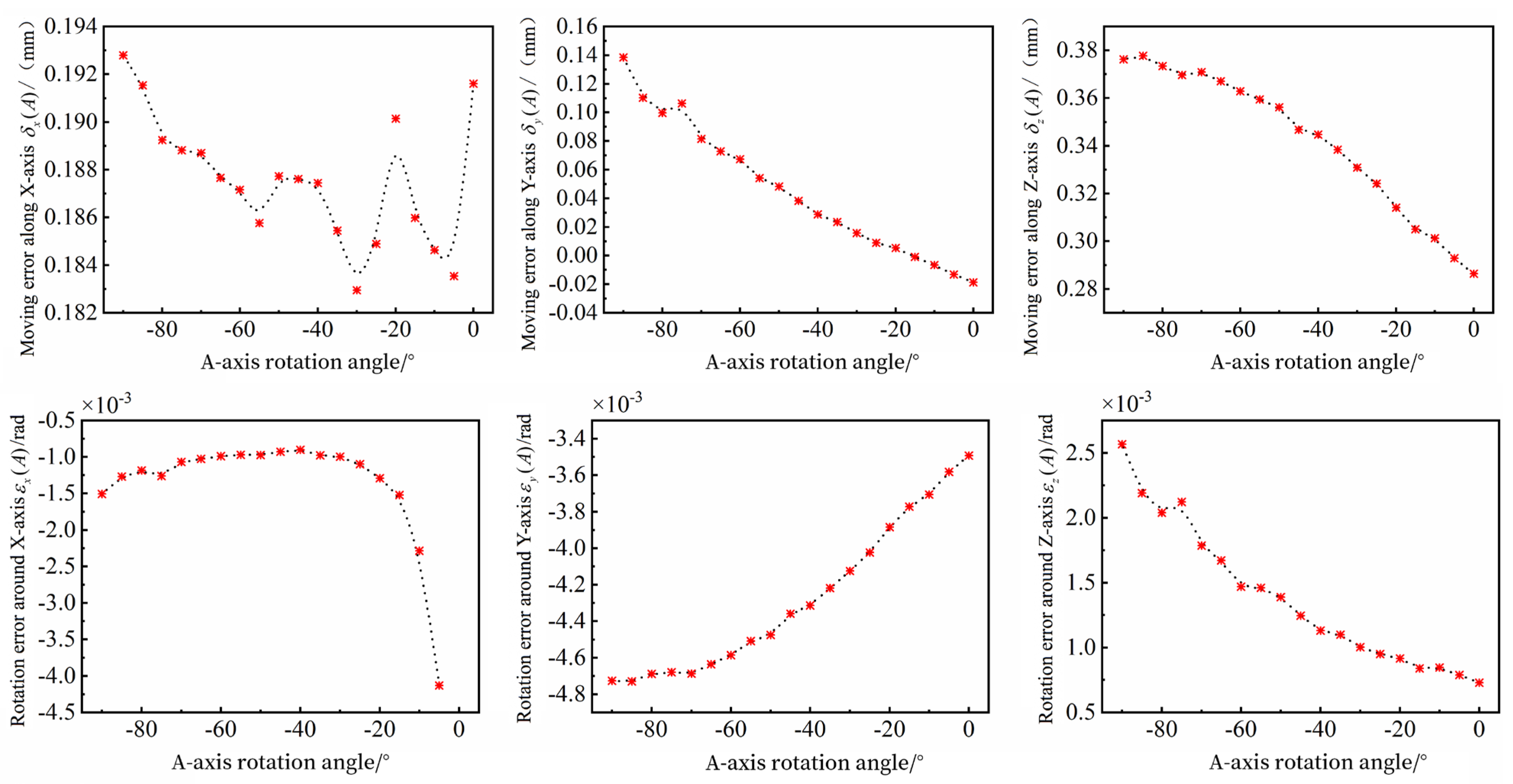
In Equations (16)–(21), the right subscript i indicates the number of equal parts of the B-axis slew stroke. It should be noted that since the measurements are taken at equal intervals within the slew stroke, the results obtained by the above identification model are the error dataset corresponding to the rotation angle .
Similarly, the six geometric error elements generated by the A-axis tool pendulum head movement can be identified, and the rest are not repeated.
2.3. Principle of Workpiece Posture Error Identification
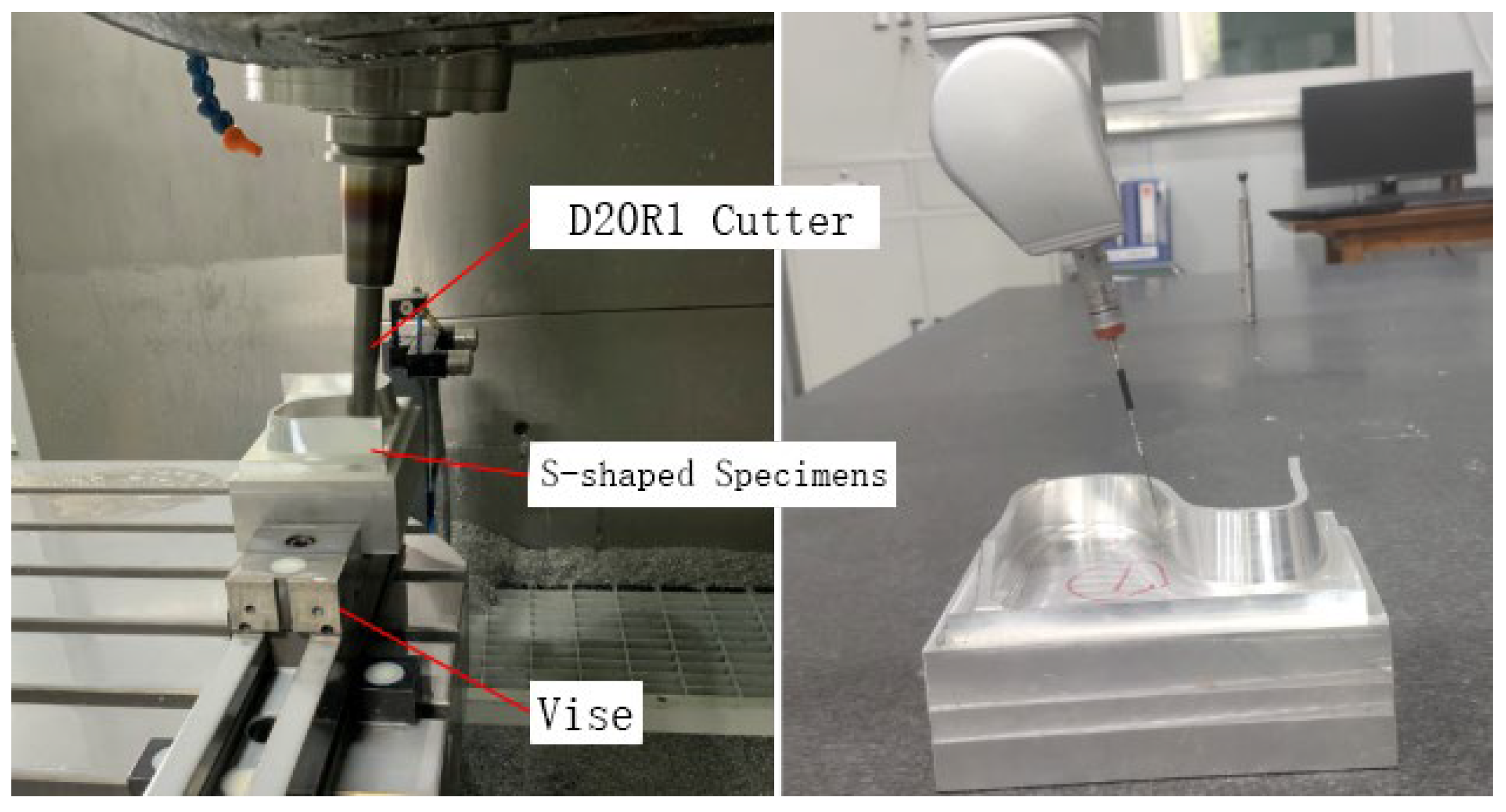
From the aforementioned analysis, it can be seen that there are six basic geometric errors in the machine space after clamping the workpiece—, , , , , and —due to the geometric errors of the positioning elements of the fixture and the reference non-coincidence errors of the workpiece positioning surface. For the identification of these six basic geometric errors, this paper takes vise clamping as an illustrative example.
Figure 8 shows a schematic diagram of vise clamping, where the positioning surface limits one degree of freedom of movement of the workpiece
and two degrees of freedom of rotation
and
; the thrust surface limits one degree of freedom of movement of the workpiece
and one degree of freedom of rotation
; the vise can produce a large clamping force after locking and friction between the thrust surface, clamping surface, and the workpiece, which together limit the freedom of movement of the workpiece along the Z-axis
.
- (1)
Identification of workpiece position error.
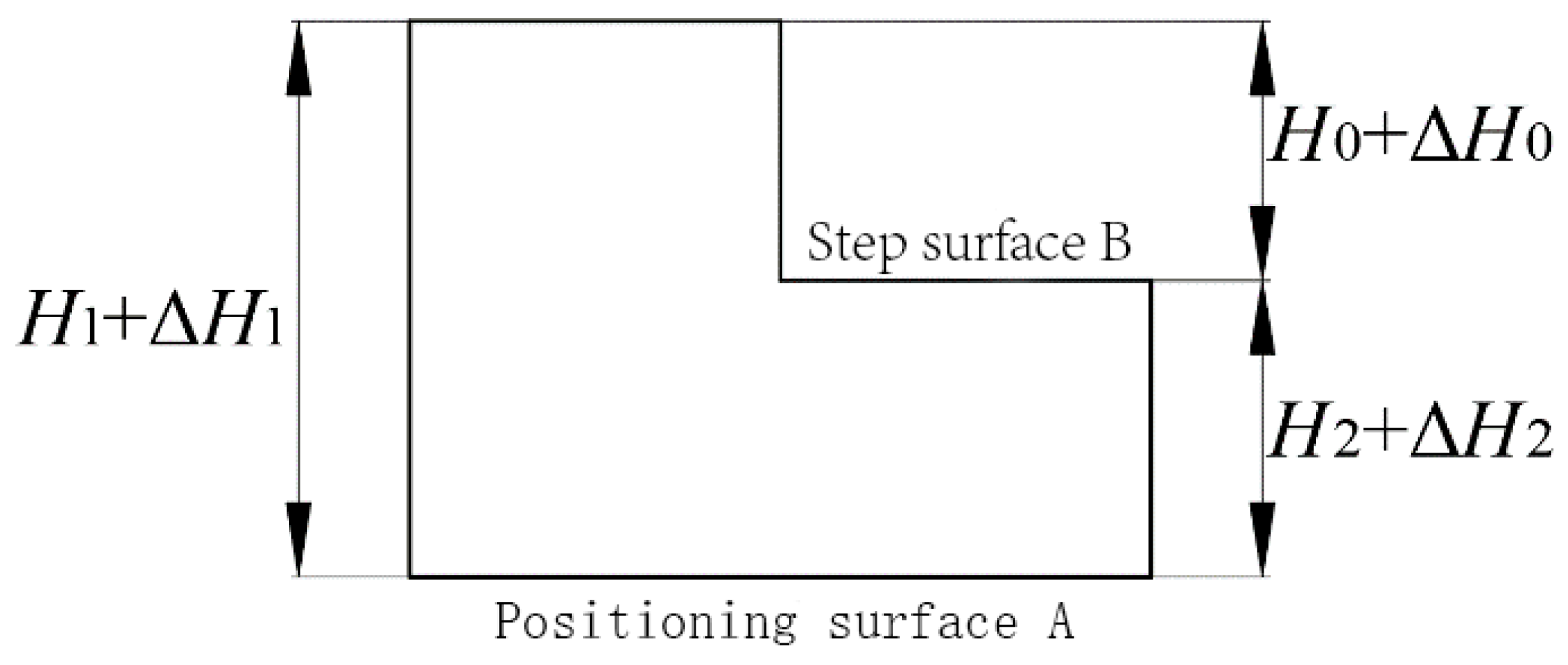
Take the height direction as an example. The workpiece dimension
has been machined before clamping, the workpiece is positioned on the bottom surface A during clamping, and the dimension
of the step surface B is machined directly. Then, the dimension
to be machined is determined indirectly. The positioning date and the process date do not coincide, resulting in the movement error along the Y-axis
, which can be solved by the process dimension chain shown in
Figure 9.
From the relevant definition of the dimensional chain, it can be seen that the final dimension
formed during the machining of the part is the closed ring, and the remaining dimensions
and
are the constituent rings, while the tolerance of the closed ring of the linear dimensional chain is equal to the sum of the tolerances of the constituent rings, namely
where
is the tolerance of the closed ring
, and
and
are the tolerances of the constituent rings
and
, respectively. Where
has been determined cannot be changed, so we must improve the accuracy of the component ring
to ensure the accuracy of the closed ring size
, and the reduced tolerance part is the reference non-coincidence error. Therefore, the Y-directional movement error of the workpiece in the machine space is identified as
Similarly, the X- and Z-directional movement errors of the workpiece in the machine space can be identified as follows:
where
,
, and
are the tolerances of the workpiece in the height, length, and width directions, respectively.
- (2)
Identification of workpiece attitude error.
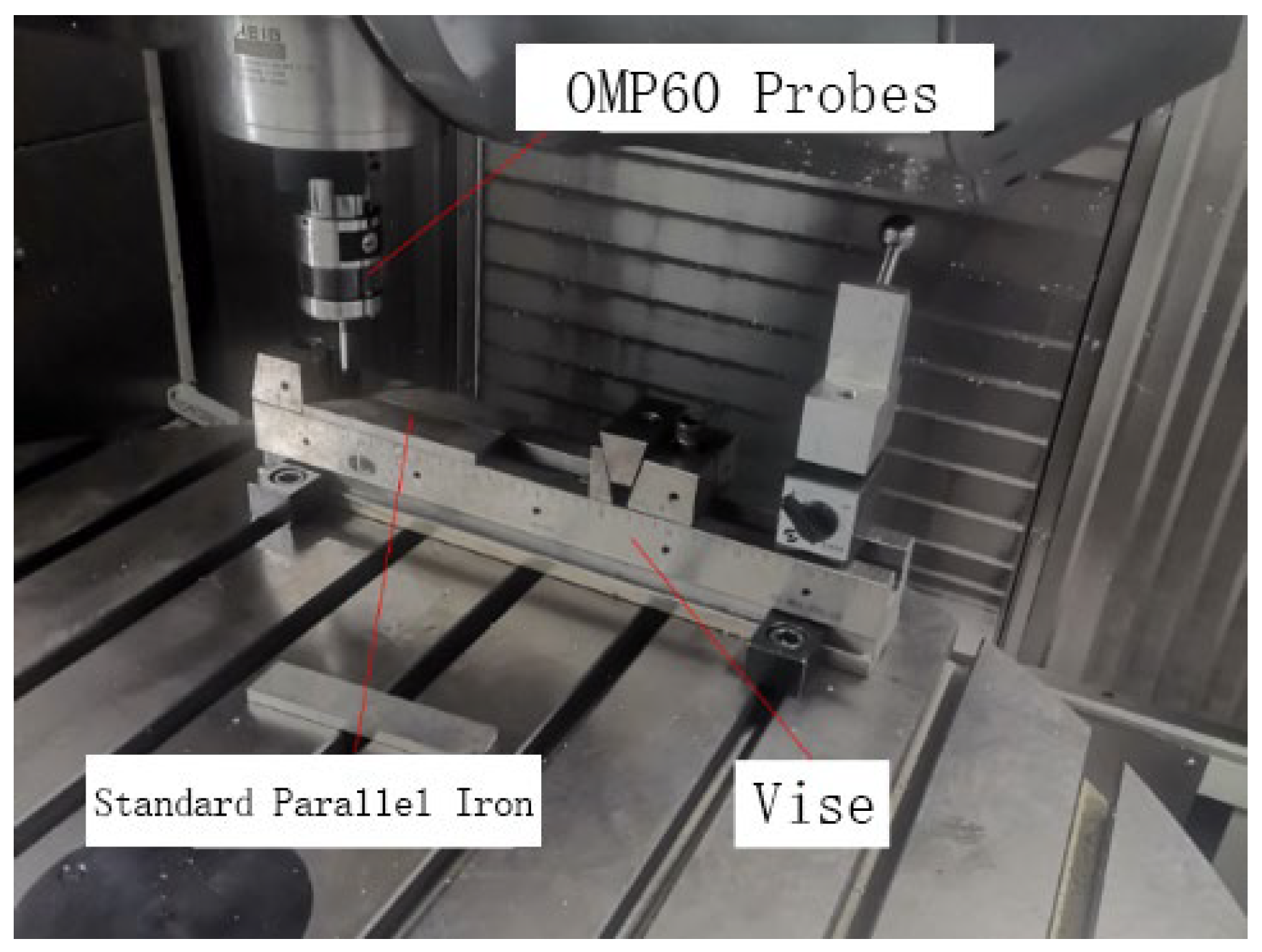
The idea of identifying the workpiece attitude error is to measure the set of points on the positioning surface , i = 1, 2, …, n, n ≥ 3, and use the least squares method to fit these scattered points to a plane. By calculating the angle between the fitted plane and the coordinate plane, the angular error of the workpiece in the machine space can be identified.
For the vise positioning surface, we have the manufacturing error of the thrust surface so that the workpiece in the machine space is around the X, Y, and Z axes of the rotation errors
,
, and
. Let the general equation of the plane be
When
, let
,
, and
. Then, Equation (25) can be expressed as
According to the principle of least squares, the distance of each measurement point from the least squares fitting plane should be minimized.
is minimal. Then,
,
k = 0, 1, 2, should be satisfied. Thus, we have
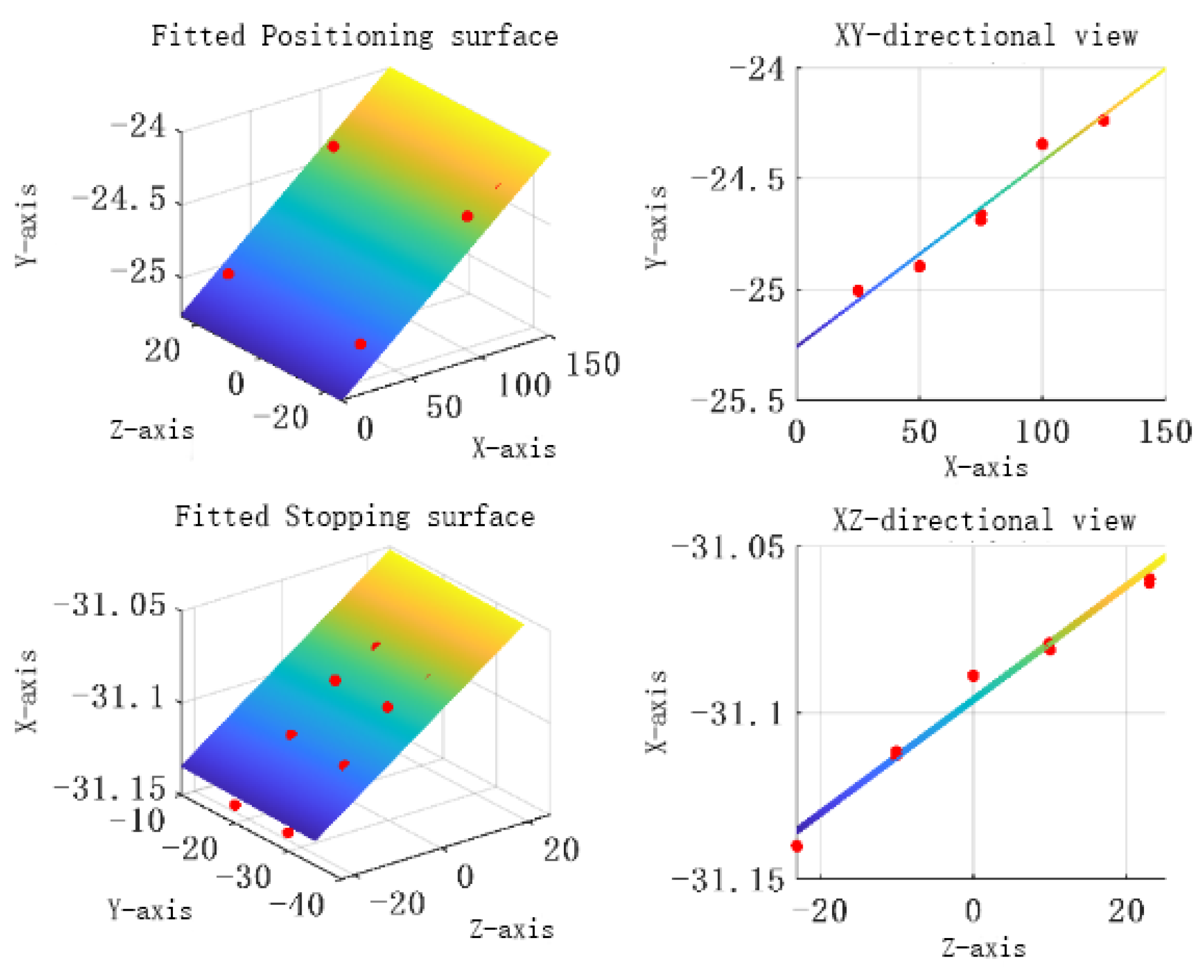
From the above Equation (28), the parameters , , and are obtained to obtain the equation of the positioning plane of the vise. The normal vector of the fitted plane is further obtained from Equation (27) as .
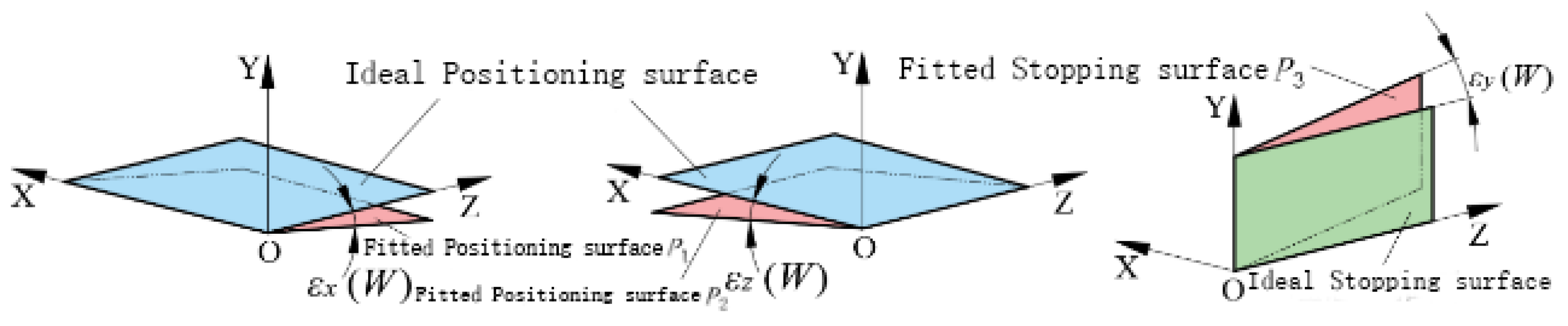
To facilitate the calculation of the plane angle, directional restrictions are made on the equations of the fitted plane. As shown in
Figure 10, let the fitted plane cross a certain coordinate axis (D = 0); the fitted positioning plane
P1 is perpendicular to the YOZ plane (A = 0), the fitted positioning plane
P2 is perpendicular to the XOY plane (C = 0), and the fitted stop plane
P3 is perpendicular to the XOZ plane (B = 0). Then, the equations of the fitted planes
P1,
P2, and
P3 are as follows
Let
,
, and
, and obtain the normal vectors of the fitted planes
P1,
P2, and
P3 as
,
, and
, respectively. By calculating the angle between the normal vector of the fitted plane and the unit vector, the rotation error of the workpiece around the X, Y, and Z axes can be identified as
where
i and
j are the unit vectors along the X and Y axes.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}