
Overview of Technology and Functionality Standards for Industry 4.0 and Digitalization in Mechanical Engineering

Abstract
1. Introduction
“Industry 4.0 is a revolution that will define the 2020s. It will change entire business models and industry worldwide”
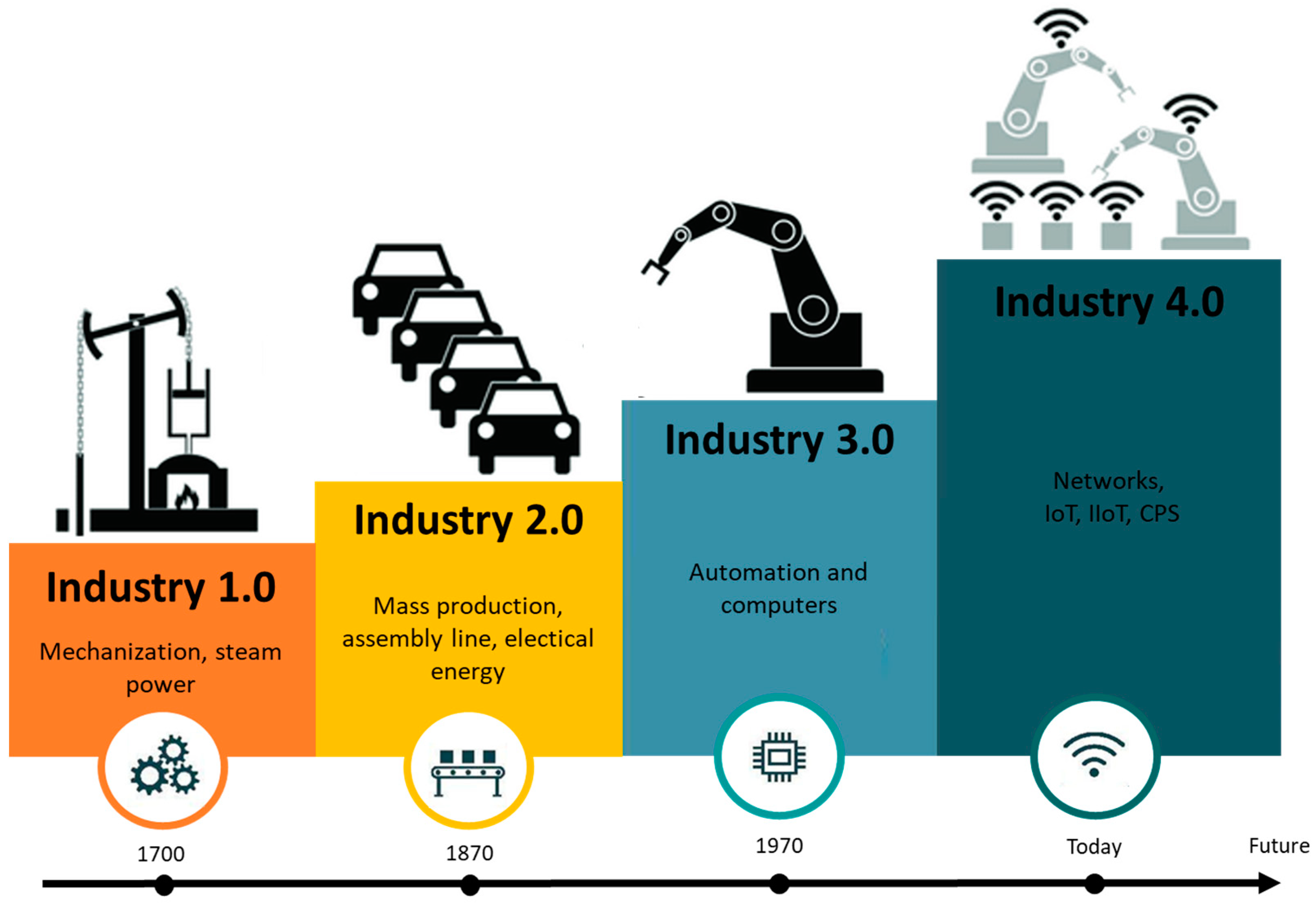
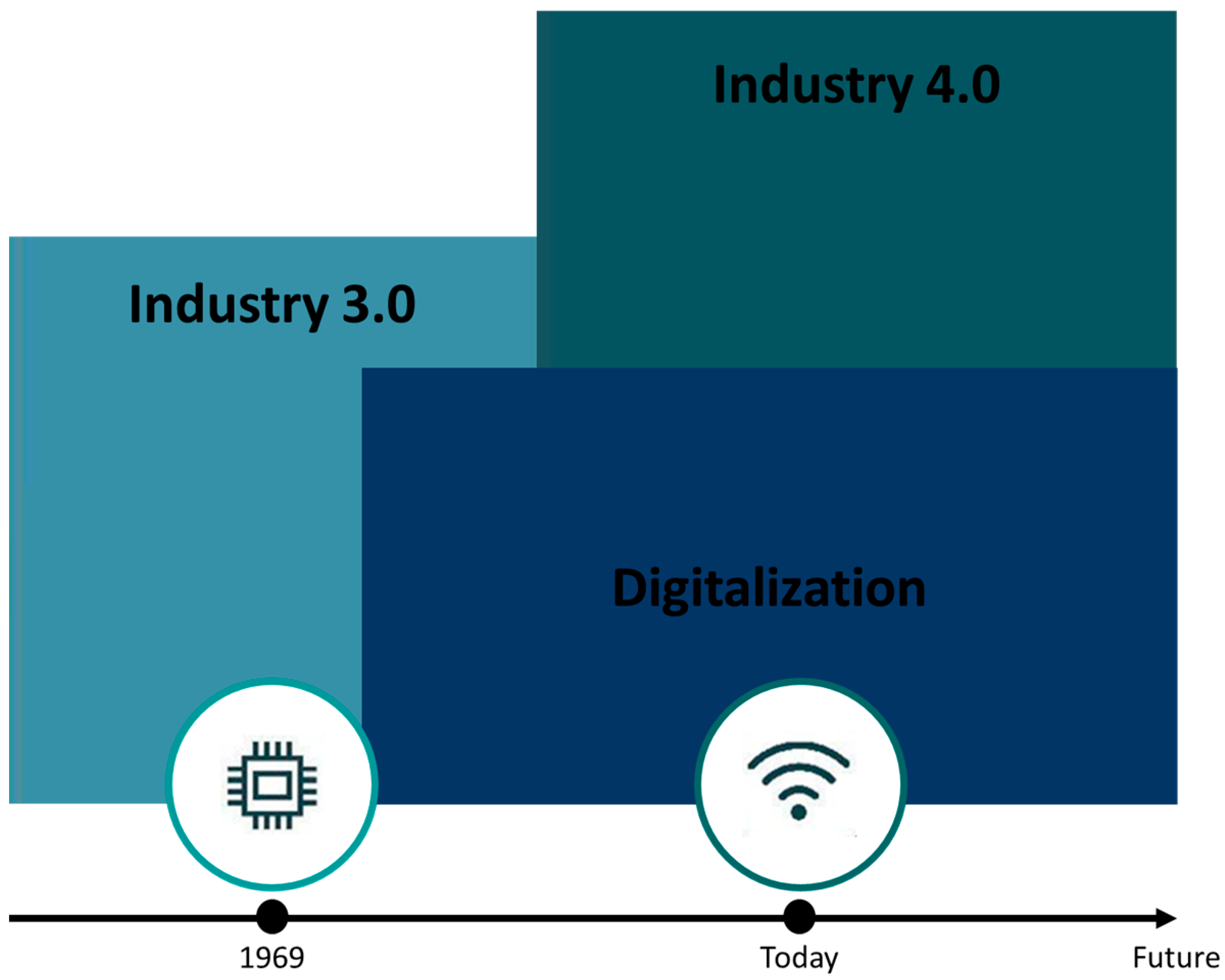
2. Digitalization and Industry 4.0
3. Paper Scope
4. Development of Technologies from Industry 3.0 to Industry 4.0
4.1. Hardware
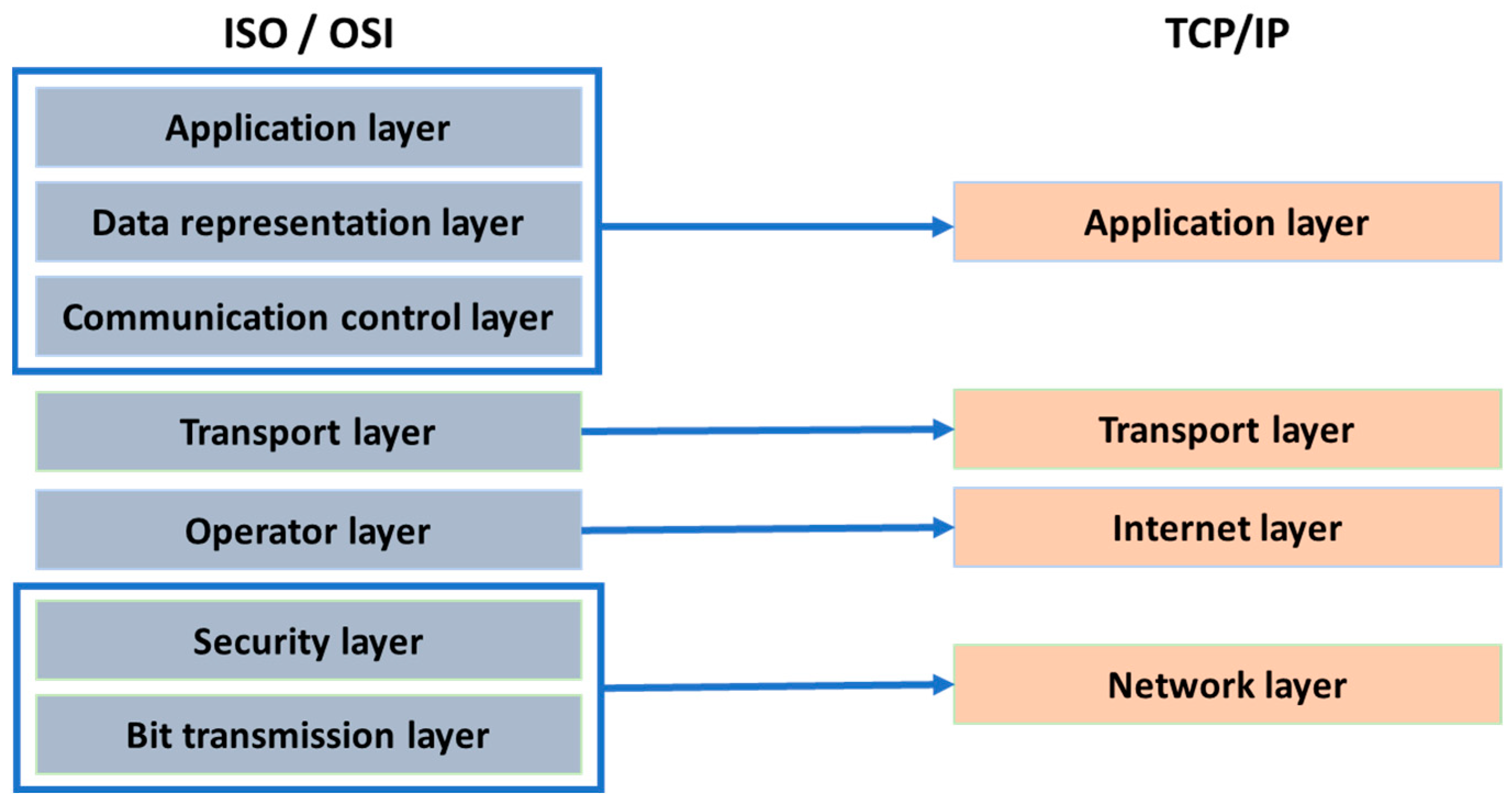
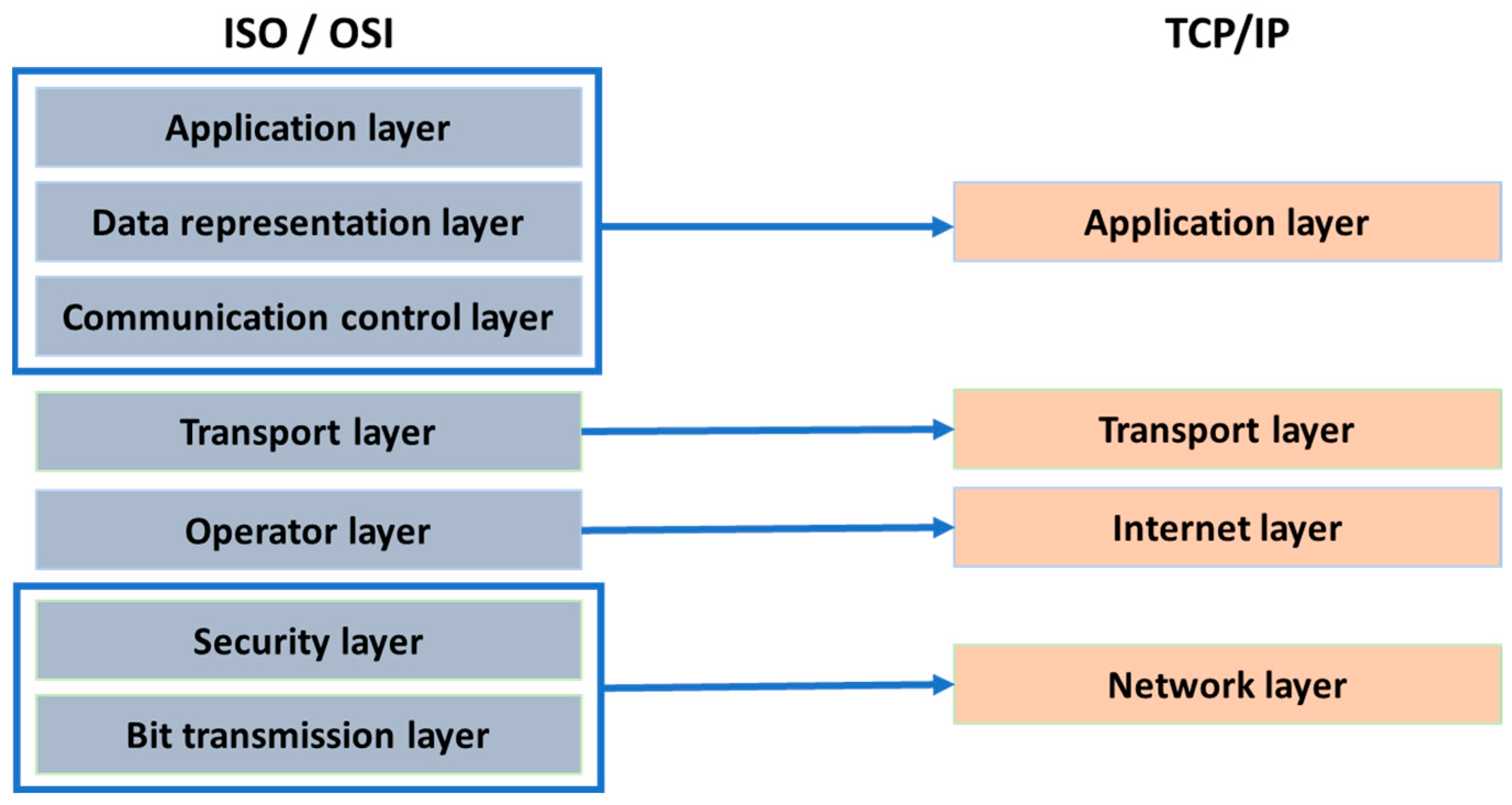
4.2. Communication Standards
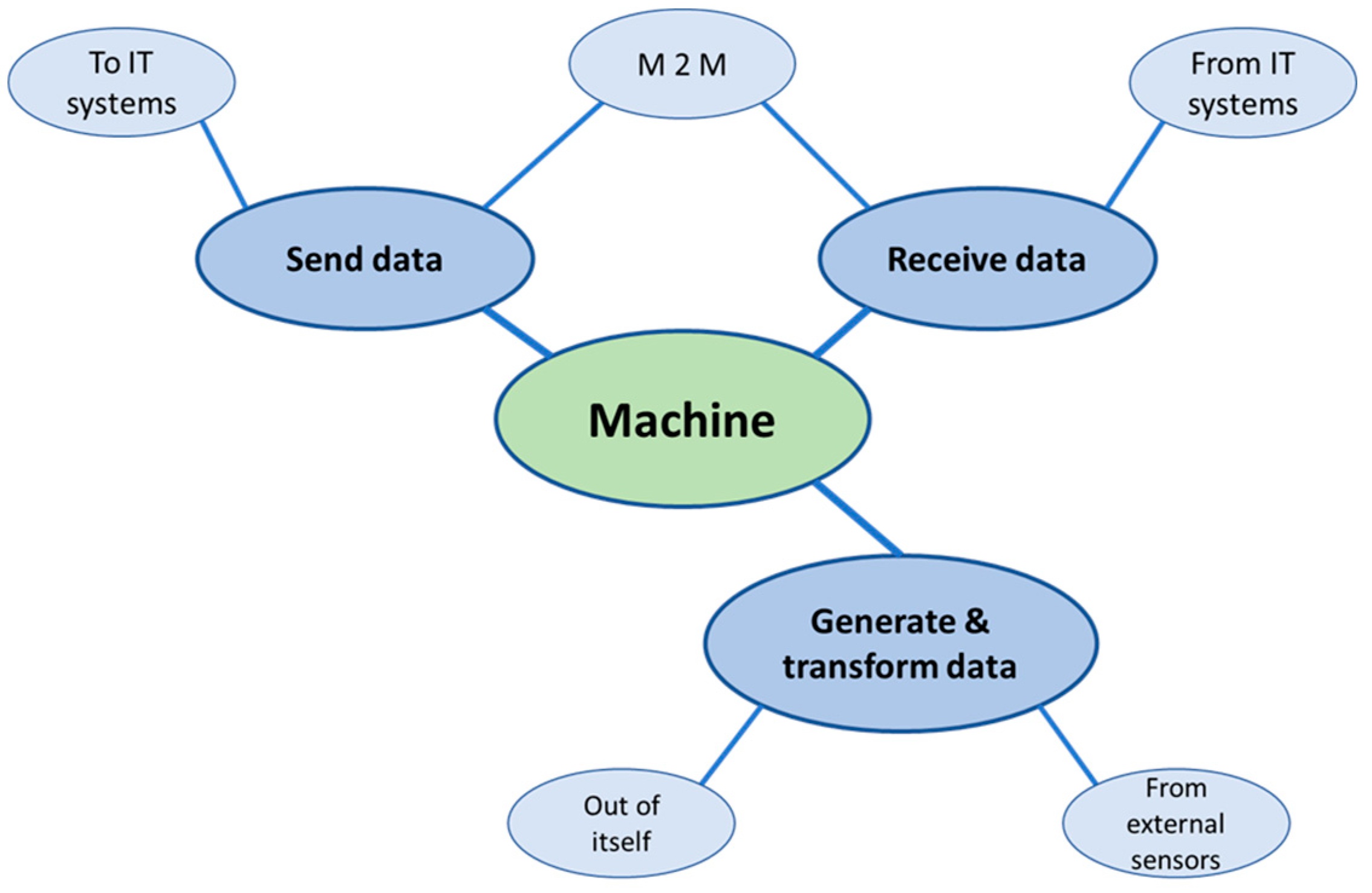
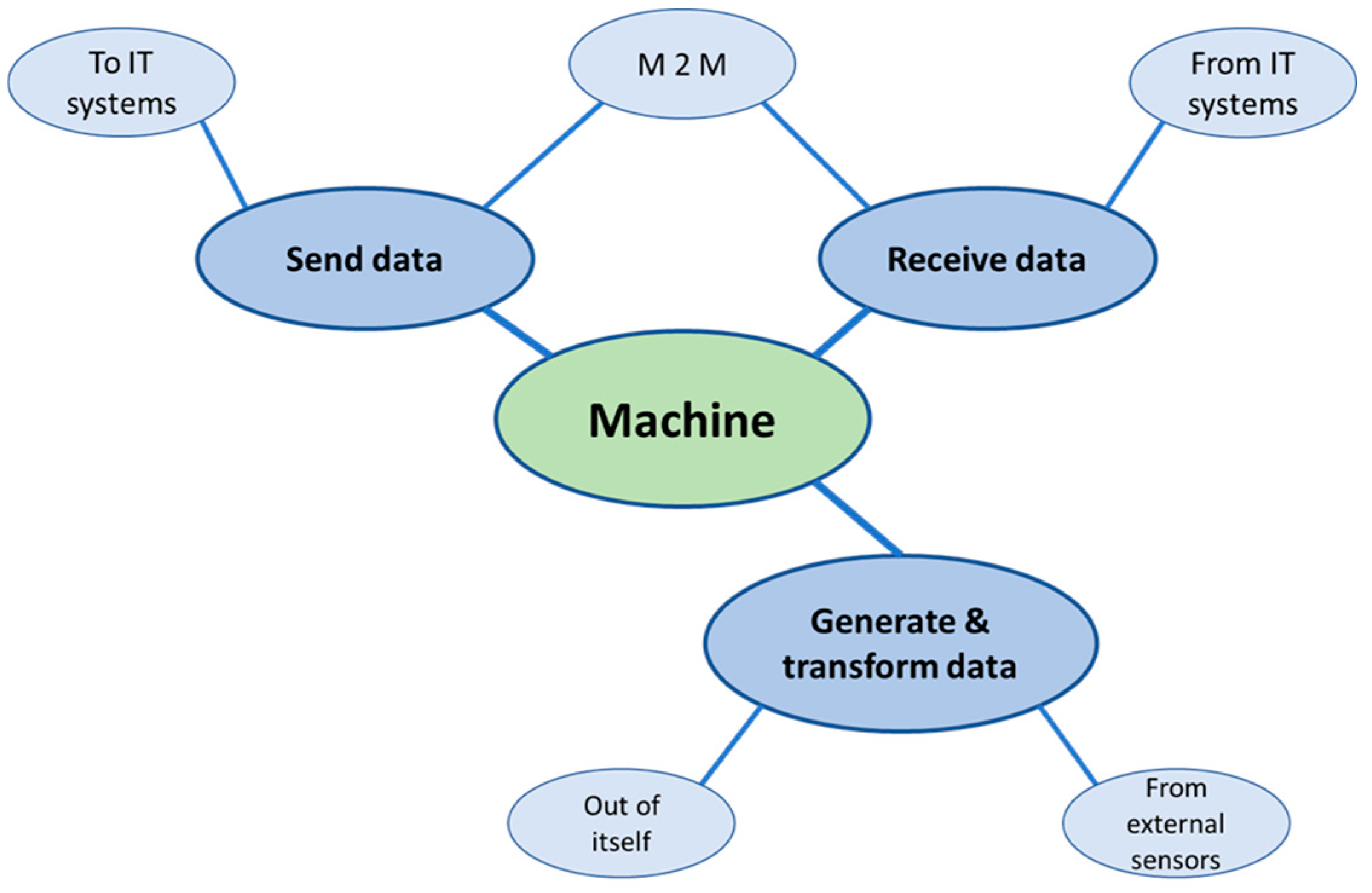
4.3. Machine Communication
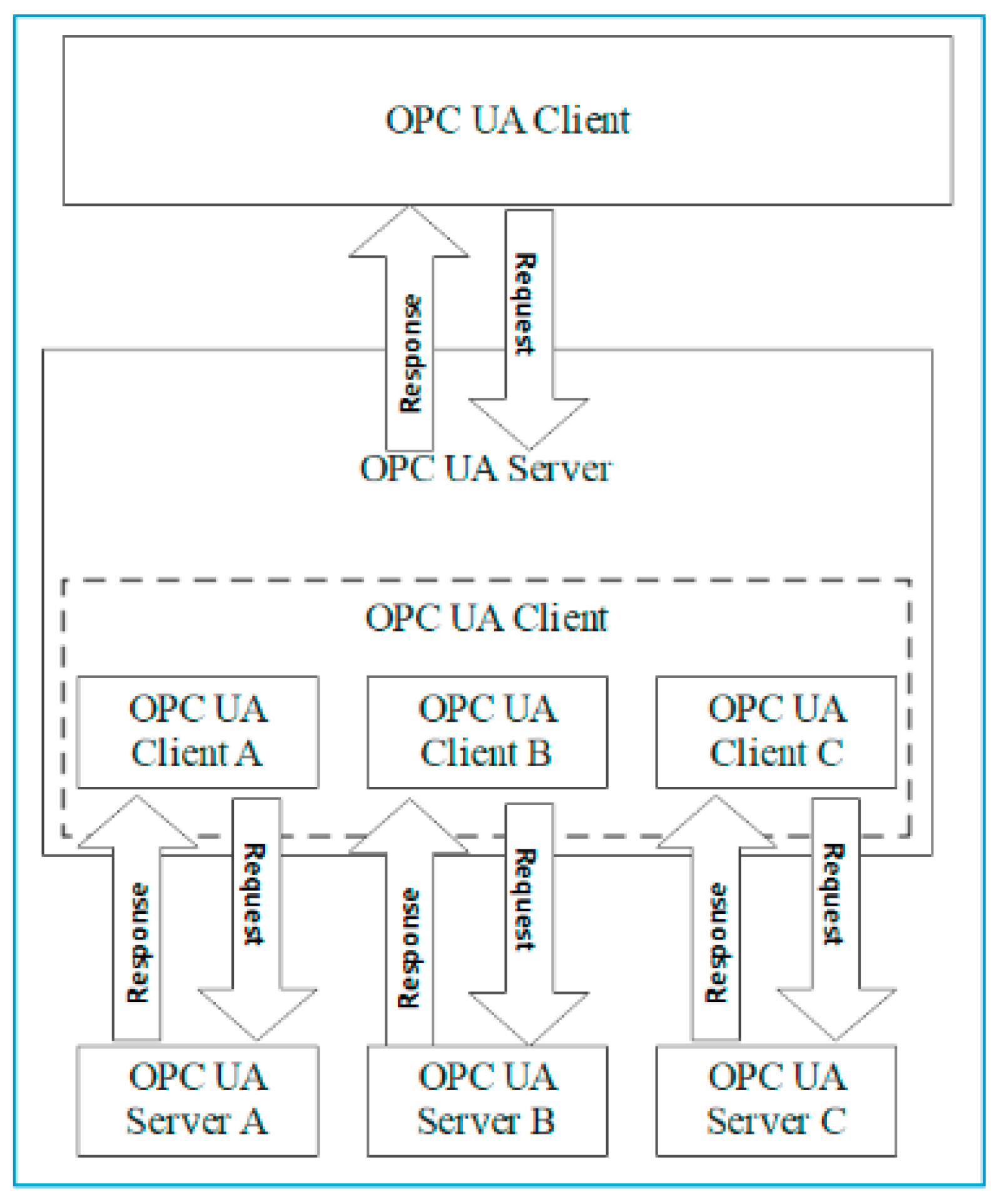
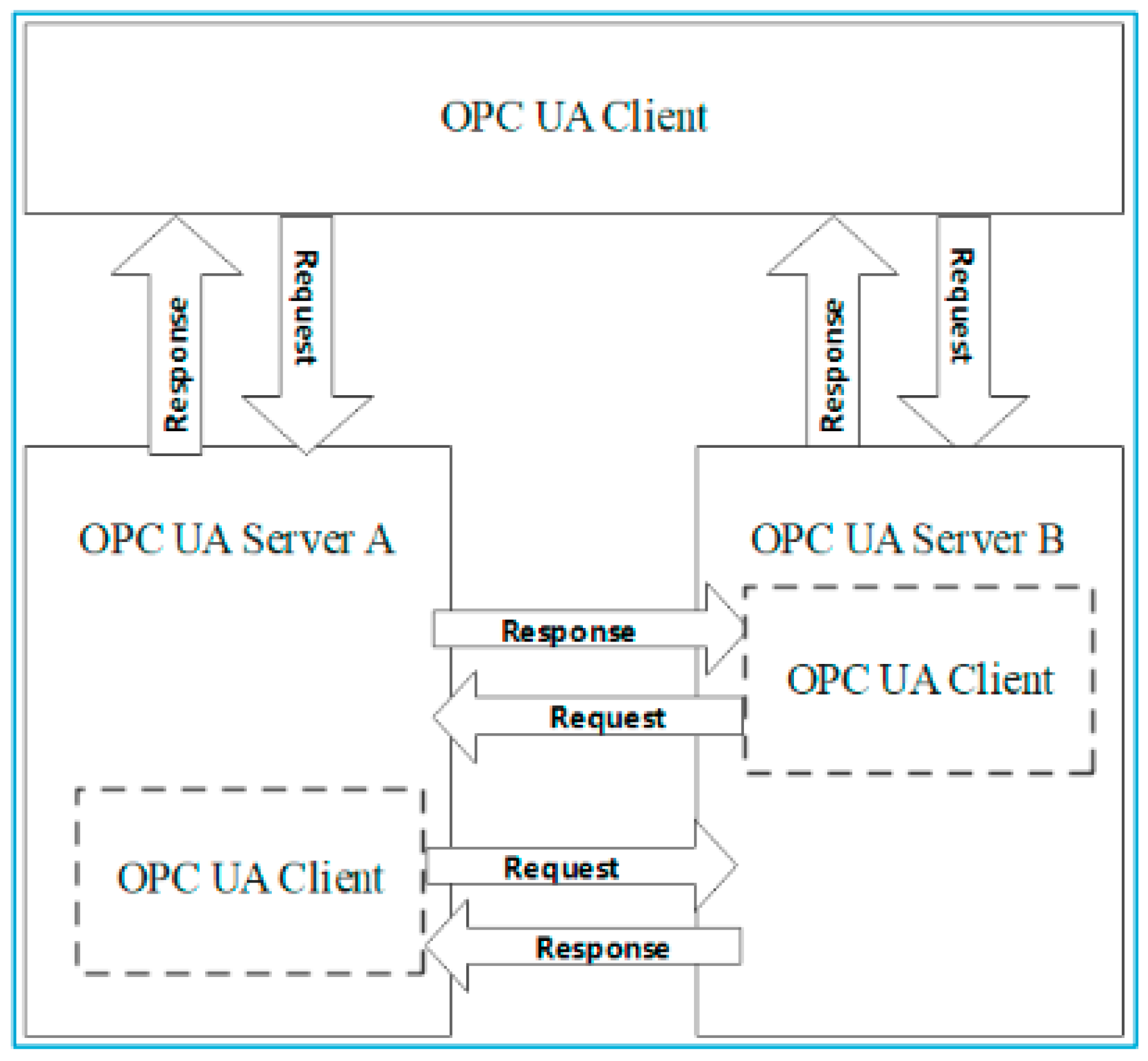
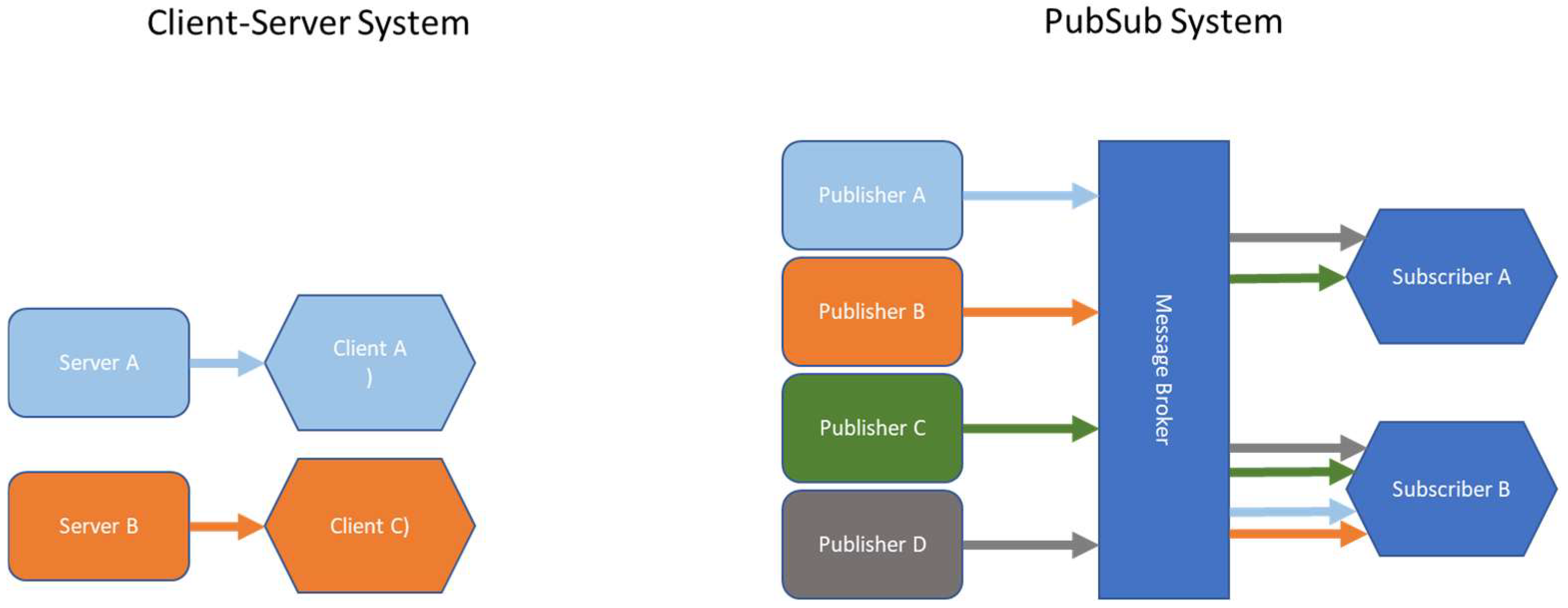
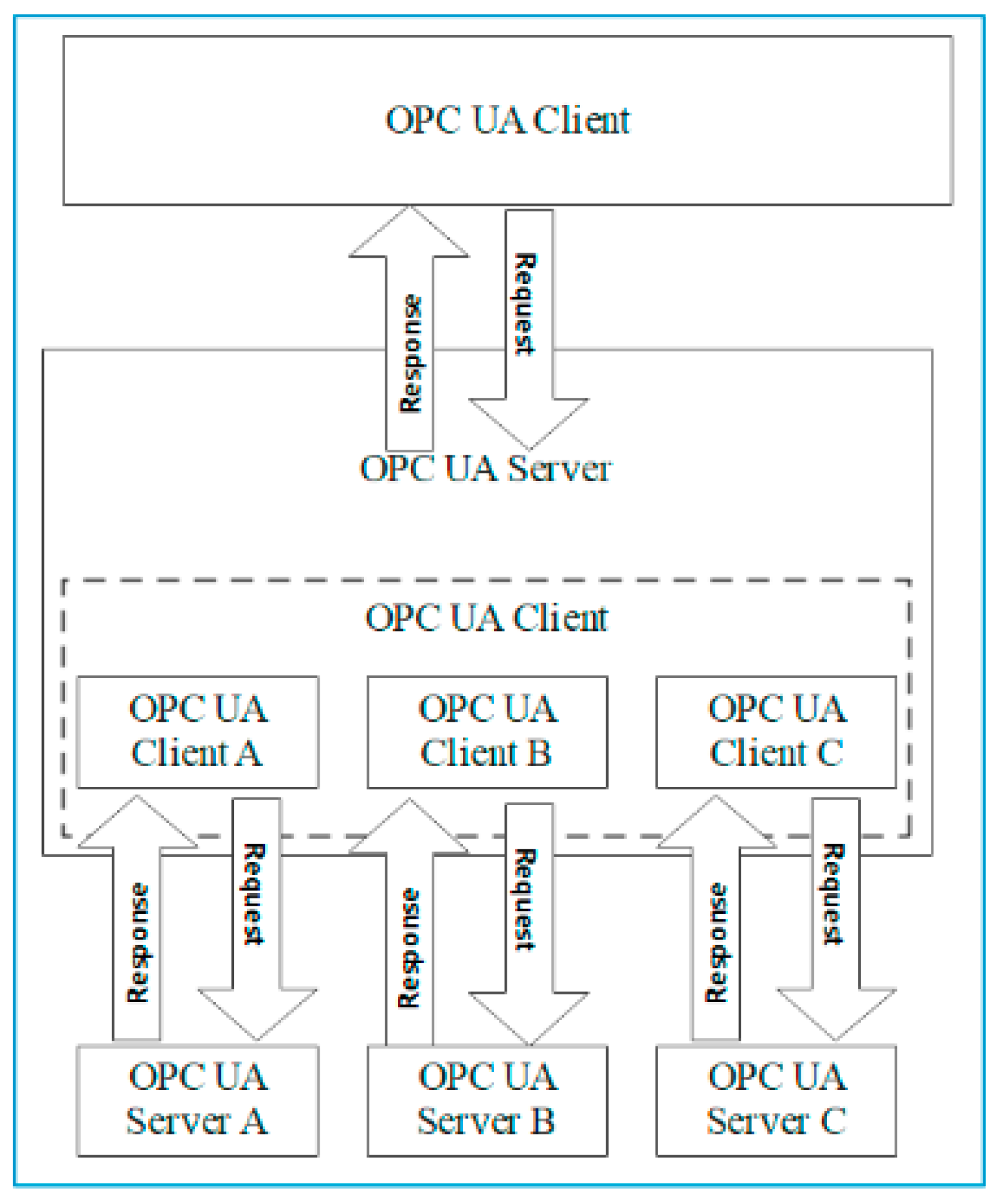
4.4. Industry 4.0 Communication Standard: OPC UA
4.4.1. OPC UA Machine Communication
4.4.2. Advantages and Added Value of OPC UA for Mechanical Engineering
- Spreads an increasing acceptance of OPC UA as a communication standard between machines and higher-level software systems;
- Generally defined structures for creating models for processing and transferring data from machines to higher-level systems;
- The expandability of the structure due to modularity and object orientation;
- Industry-specific company specifications are provided for special cases in the respective industry sector;
- Independence of the general OPC UA concept from hardware and software;
- Integrated security architecture for data exchange.
4.4.3. Limitations of OPC UA
5. IT Functionalities in the Field of Mechanical Engineering
5.1. Determination of Relevant IT Functionalities
5.2. Functional Description
5.2.1. Remote Management/Remote Access/Teleservice
5.2.2. Machine Data Collection (MDC)
5.2.3. Energy and Consumption Data Acquisition
5.2.4. Process Data Acquisition
5.2.5. Condition Monitoring
5.2.6. Predictive Maintenance
5.2.7. Order Management
5.2.8. Distributed Numerical Control (DNC)
5.2.9. Product Tracking and Batch Recording
5.2.10. Tool Data Acquisition
5.2.11. Recording of Personnel Data
6. Research for Industry Transfer
6.1. Procedure
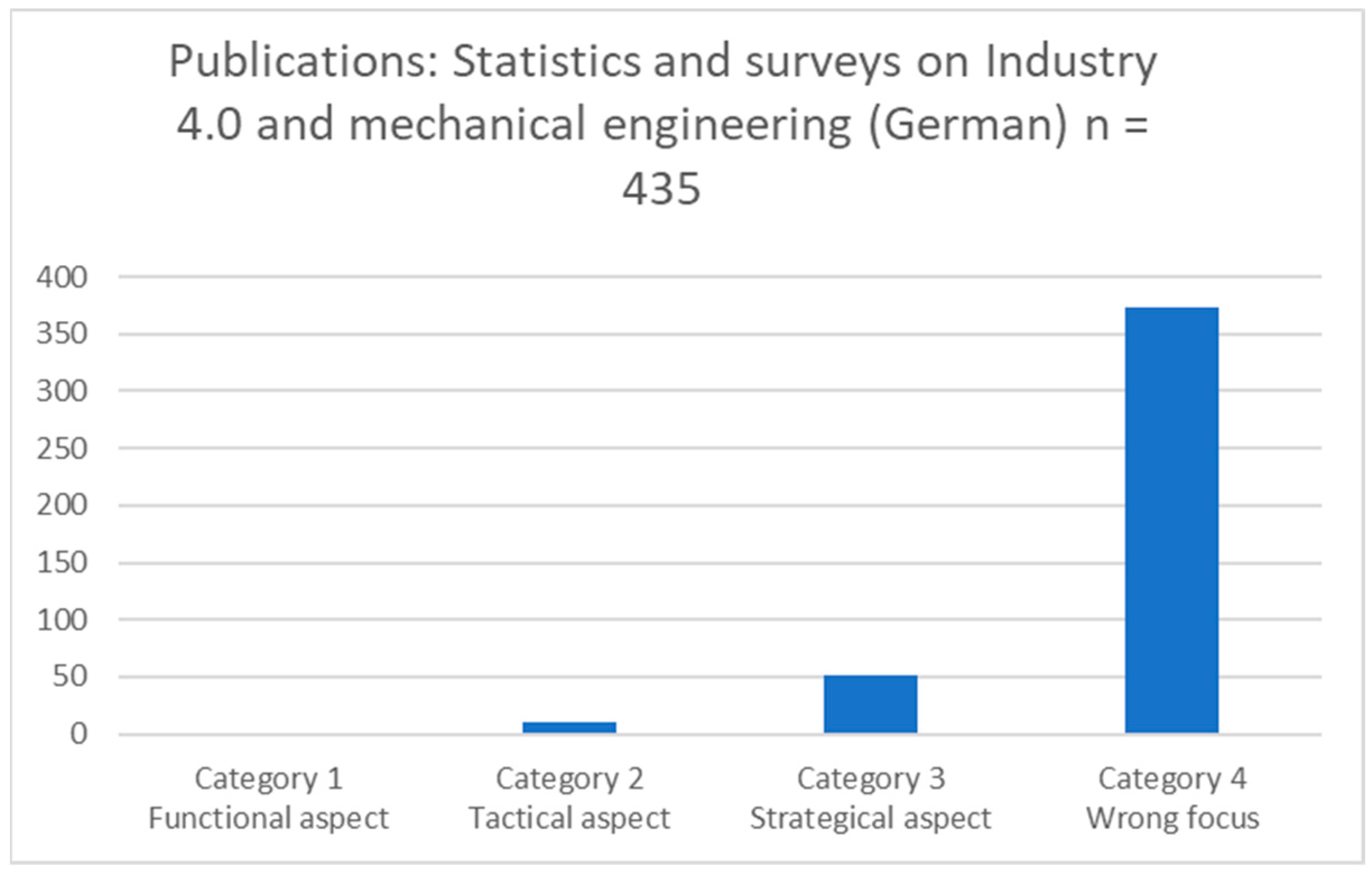
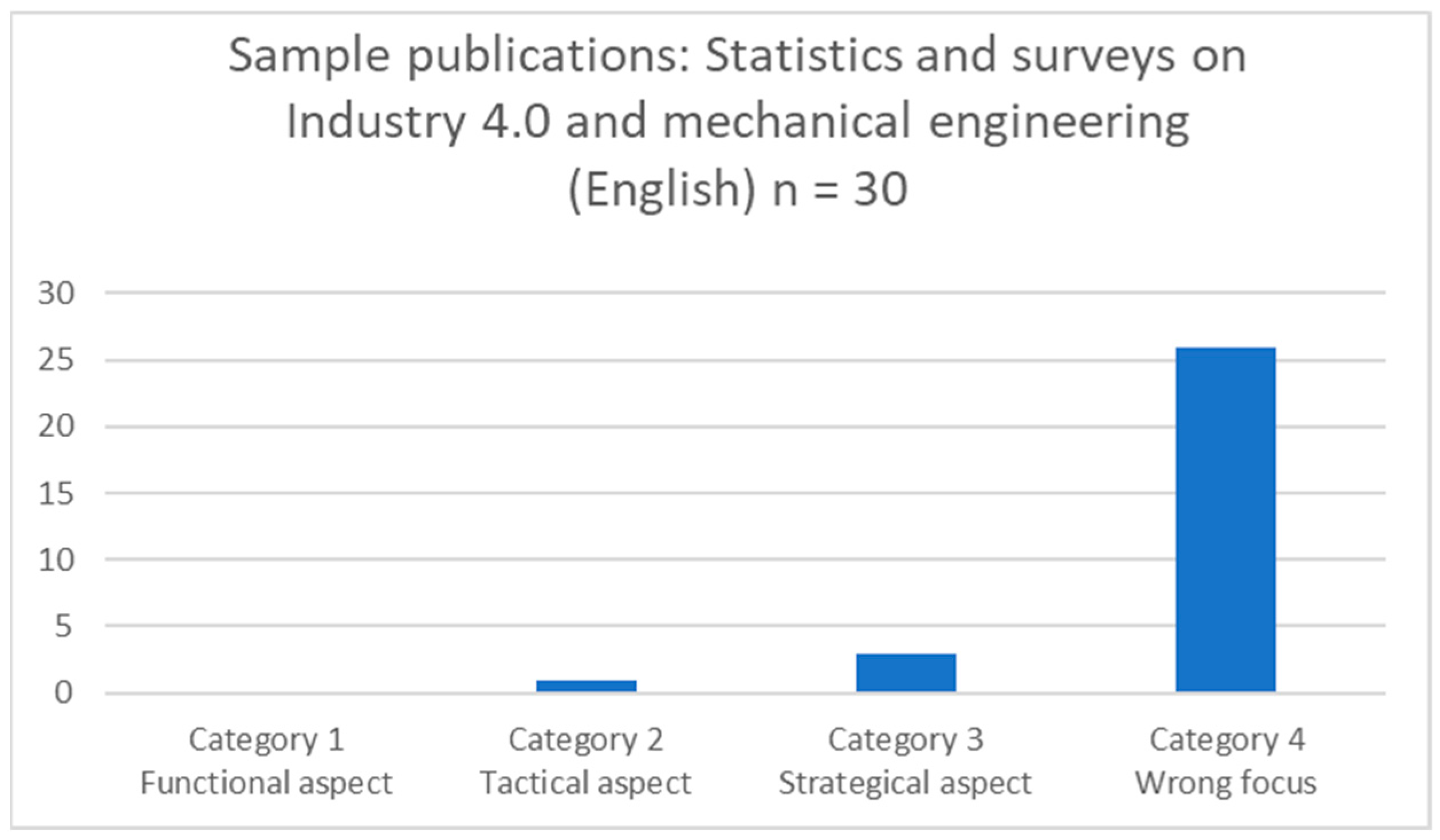
- Category 1: Publications on the topic of Industry 4.0 in which the areas of mechanical engineering and production are explicitly considered;
- Category 4: Publications that focus on topics outside of mechanical engineering or where statistically usable data are not available [172].
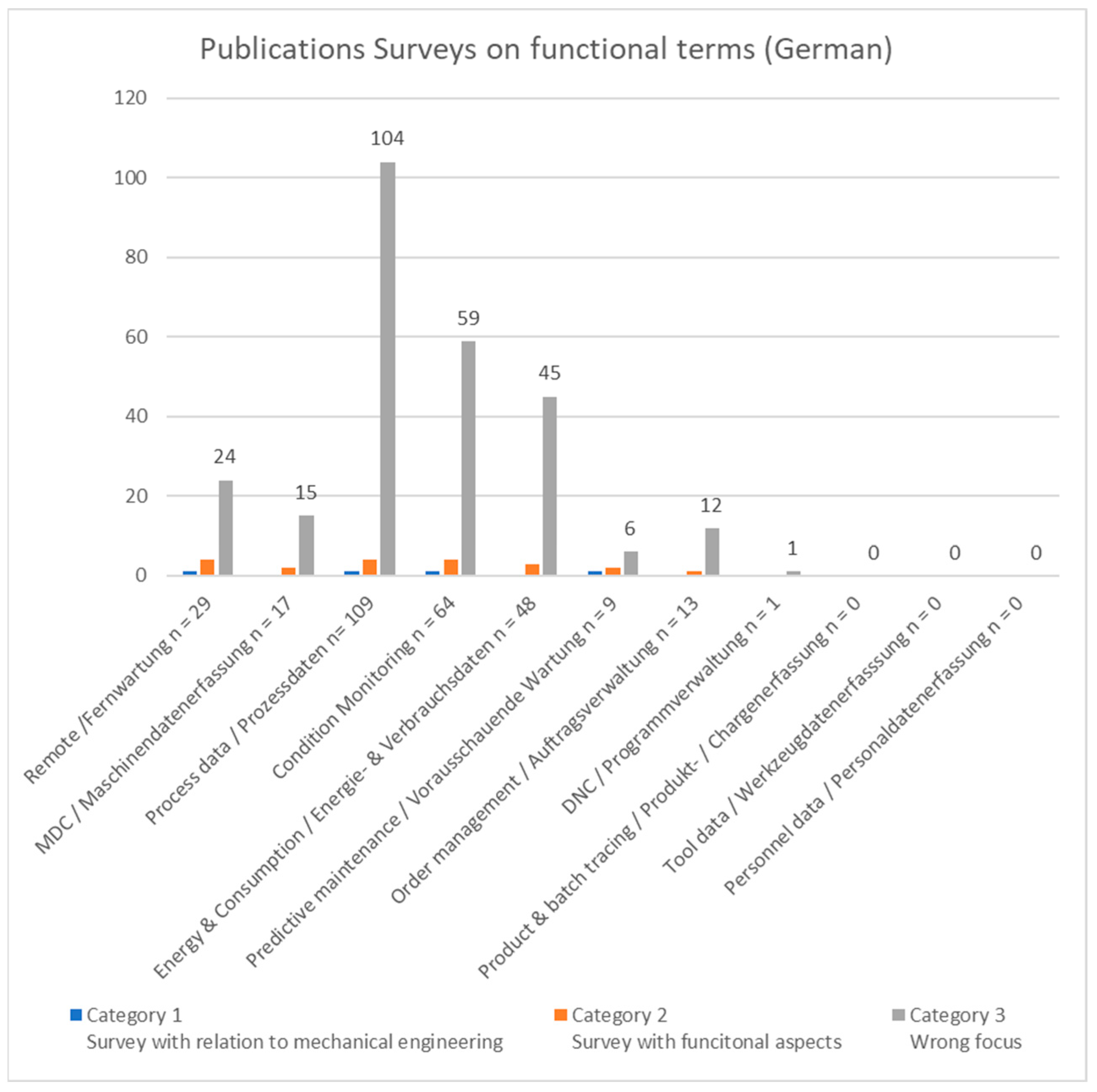
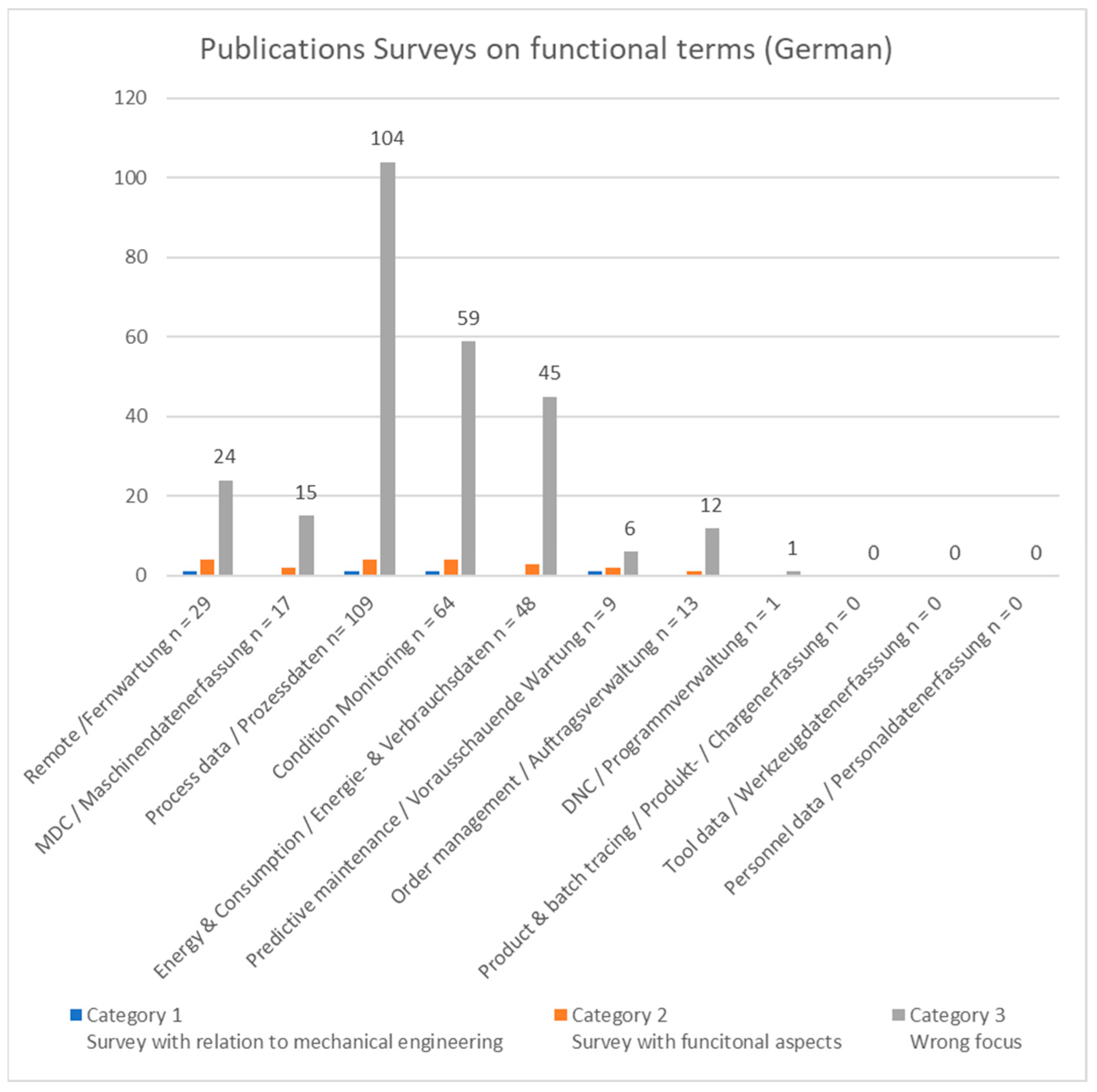
- Category 1: Publications in which the survey explicitly considers the functionality aspects of the field in relation to mechanical engineering or production;
- Category 2: Publications in which the survey considers functionality aspects;
- Category 3: Publications that focus on topics outside of mechanical engineering or where statistically usable data are not available.
6.2. Result
7. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

| Title | Industrie 4.0 in Produktion, Automatisierung und Logistik | Einführung und Umsetzung von Industrie 4.0—Grundlagen, Vorgehensmodell und Use Cases aus der Praxis | Handbuch Industrie 4.0 Bd.4 | Industrial Internet of Things | Betriebs-wirtschaftliche Aspekte von Industrie 4.0 | Handbuch Industrie 4.0: Recht, Technik, Gesellschaft | Werkzeugmaschinen Fertigungssysteme 3 | Digitalisierung Souverän Gestalten Innovative Impulse Im Maschinenbau | Digitalisierung und Künstliche Intelligenz in der Produktion | Innovations in Industrial Engineering | Evaluation of the Relevance of the Functionalities |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Year | 2014 | 2016 | 2016 | 2017 | 2017 | 2020 | 2021 | 2021 | 2021 | 2022 | |
| Functionalities | |||||||||||
| Condition Monitoring | 2 | 1 | 2 | 2 | 1 | 2 | 2 | 2 | 2 | 1 | 17 |
| Process data acquisition | 2 | 1 | 2 | 2 | 2 | 2 | 2 | 1 | 2 | 1 | 17 |
| Energy & consumption data acquisition | 2 | 2 | 2 | 2 | 2 | 1 | 2 | 1 | 1 | 1 | 16 |
| Predictive maintenance | 2 | 2 | 2 | 1 | 2 | 2 | 1 | 1 | 2 | 1 | 16 |
| Remote management/Remote access/Teleservice | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 0 | 0 | 1 | 15 |
| Machine data collection (MDC) | 2 | 1 | 2 | 1 | 0 | 2 | 2 | 1 | 2 | 1 | 14 |
| Tool data aquistion | 2 | 0 | 2 | 2 | 2 | 1 | 2 | 1 | 1 | 1 | 14 |
| Distributed Numerical Control (DNC) | 1 | 2 | 2 | 2 | 1 | 1 | 2 | 1 | 0 | 1 | 13 |
| Order management | 1 | 2 | 1 | 2 | 1 | 1 | 2 | 0 | 1 | 1 | 12 |
| Product tracking and batch recording | 1 | 1 | 2 | 2 | 1 | 1 | 1 | 1 | 1 | 1 | 12 |
| Recording of personnel data | 2 | 1 | 1 | 2 | 1 | 2 | 1 | 0 | 0 | 0 | 10 |
| Evaluation Relevance Source | 19 | 15 | 20 | 20 | 15 | 17 | 19 | 9 | 12 | 10 | |
Appendix B
| Remote Management/Remote Access/Teleservice | Machine Data Collection (MDC) | Energy & Consumption Data Acquisition | |||
|---|---|---|---|---|---|
| German | Search term | Fernzugriff Maschine | Maschinendatenerfassung | Energiedatenerfassung & Verbrauchsdatenerfassung | |
| Google Scholar | Number in total 06.2023 | 997 | 726 | 328 | |
| Number in total 06.2023 Secondary term | |||||
| English | Search term | remote management | machine data collection | energy data acquisition & Consumption data acquisition | |
| Google Scholar | Number in total 06.2023 | 27,000 | 518 | 1969 | |
| Number in total 06.2023 Secondary term | |||||
| ieeexplore | Number in total 06.2023 | 393 | 11 | 104 | |
| Number in total 06.2023 Secondary term | |||||
| German | Search term | Prozessdatenerfassung | Auftragsdatenerfassung (Auftragsmanagment) | Chargenerfassung & Produktdatenerfassung | |
| Google Scholar | Number in total 06.2023 | 567 | 65 | 37 | |
| Number in total 06.2023 Secondary term | 1640 | ||||
| English | Search term | process data acquisition | Order data acquisition (Order management) | Batch tracing (Product tracing industry) | |
| Google Scholar | Number in total 06.2023 | 2420 | 112 | 196 | |
| Number in total 06.2023 Secondary term | 41,100 | 1,680,000 | |||
| ieeexplore | Number in total 06.2023 | 85 | 1 | 1 | |
| Number in total 06.2023 Secondary term | 142 | 369 | |||
| German | Search term | Werkzeugdatenerfassung (Werkzeugdaten) | Personaldatenerfassung | Programmverwaltung (DNC) | |
| Google Scholar | Number in total 06.2023 | 4 | 91 | 635 | |
| Number in total 06.2023 Secondary term | 692 | 3370 | |||
| English | Search term | Tool data acquisition (Tool data) | personal data acquisition | Distributed Numerical Control (DNC) | |
| Google Scholar | Number in total 06.2023 | 180 | 317 | 865 | |
| Number in total 06.2023 Secondary term | 31,200 | 138,000 | |||
| ieeexplore | Number in total 06.2023 | 24 | 0 | 10 | |
| Number in total 06.2023 Secondary term | 646 | 177 | |||
| German | Search term | Zustandsüberwachung | Vorbeugende Wartung Digitalisierung | ||
| Google Scholar | Number in total 06.2023 | 3050 | 1200 | ||
| Number in total 06.2023 Secondary term | |||||
| English | Search term | Condition Monitoring | Predictive maintenance digitalisation | ||
| Google Scholar | Number in total 06.2023 | 402,000 | 15,000 | ||
| Number in total 06.2023 Secondary term | |||||
| ieeexplore | Number in total 06.2023 | 30,782 | 39 | ||
| Number in total 06.2023 Secondary term | |||||
References
- Maresova, P.; Soukal, I.; Svobodova, L.; Hedvicakova, M.; Javanmardi, E.; Selamat, A.; Krejcar, O. Consequences of Industry 4.0 in Business and Economics. Economies 2018, 6, 46. [Google Scholar] [CrossRef]
- Tortora, A.M.; Maria, A.; Di Valentina, P.; Iannone, R.; Pianese, C. A survey study on Industry 4.0 readiness level of Italian small and medium enterprises. Procedia Comput. Sci. 2021, 180, 744–753. [Google Scholar] [CrossRef]
- Kuys, B.; Koch, C.; Renda, G. The Priority Given to Sustainability by Industrial Designers within an Industry 4.0 Paradigm. Sustainability 2022, 14, 76. [Google Scholar] [CrossRef]
- Kagermann, H.; Anderl, R.; Gausemeier, J.; Schuh, G.; Wahlster, W. Industrie 4.0 im Globalen Kontext: Strategien der Zusammenarbeit Mit Internationalen Partnern; München, Germany, 2016. Available online: https://www.acatech.de/wp-content/uploads/2018/03/acatech_de_STUDIE_Industrie40_global_Web.pdf (accessed on 21 June 2022).
- Lichtblau, K.; Stich, V.; Bertenrath, R.; Blum, M.; Bleider, M.; Millack, A.; Schmitt, K.; Schmitz, E.; Schröter, M. Industrie 4.0 Readiness. 2015. Available online: https://impuls-stiftung.de/wp-content/uploads/2022/05/Industrie-4.0-Readiness-english.pdf (accessed on 8 February 2024).
- Mesa, D.; Renda, G.; Gorkin, G., III; Kuys, B.; Cook, S.M. Implementing a Design Thinking Approach to De-Risk the Digitalisation of Manufacturing SMEs. Sustainability 2022, 14, 14358. [Google Scholar] [CrossRef]
- Zheng, P.; Wang, H.; Sang, Z.; Zhong, R.Y.; Liu, Y.; Liu, C.; Mubarok, K.; Yu, S.; Xu, X. Smart manufacturing systems for Industry 4.0: Conceptual framework, scenarios, and future perspectives. Front. Mech. Eng. 2018, 13, 137–150. [Google Scholar] [CrossRef]
- Volkwein, M.; Schmitt, J.; Heidelbach, J.; Schöllhammer, O.; Evcenko, D.; Kett, H. Blinde Flecken in der Umsetzung von Industrie 4.0—Identifizieren und Verstehen; acatech—Deutsche Akademie der Technikwissenschaften: München, Germany, 2022. [Google Scholar] [CrossRef]
- Mertens, P.; Barbian, D.; Baier, S. Digitalisierung und Industrie 4.0—Eine Relativierung; Springer: Wiesbaden, Germany, 2017; ISBN 9783658196325. [Google Scholar]
- Bendel, O. Definition: Digitalisierung; Springer: Wiesbaden, Germany, 2021; Available online: https://wirtschaftslexikon.gabler.de/definition/digitalisierung-54195/version-384620 (accessed on 28 December 2022).
- BMWK. Was Ist Industrie 4.0? Available online: https://www.plattform-i40.de/IP/Navigation/DE/Industrie40/WasIndustrie40/was-ist-industrie-40.html (accessed on 2 February 2024).
- BMBF. Industrie 4.0. Available online: https://www.bmbf.de/bmbf/de/forschung/digitale-wirtschaft-und-gesellschaft/industrie-4-0/industrie-4-0 (accessed on 27 December 2022).
- Tan, Y.; Yang, W.; Yoshida, K.; Takakuwa, S. Application of IoT-Aided Simulation to Manufacturing Systems in Cyber-Physical System. Machines 2019, 7, 2. [Google Scholar] [CrossRef]
- Al-Gumaei, K.; Schuba, K.; Friesen, A.; Heymann, S.; Pieper, C.; Pethig, F.; Schriegel, S. A Survey of Internet of Things and Big Data integrated Solutions for Industrie 4.0. In Proceedings of the 2018 IEEE 23rd International Conference, Turin, Italy, 4–7 September 2018; pp. 1417–1424. [Google Scholar]
- Lu, Y. Cyber Physical System (CPS)-Based Industry 4.0: A Survey. J. Ind. Intg. Mgmt. 2017, 2, 1750014. [Google Scholar] [CrossRef]
- Pereira, A.C.; Romero, F. A review of the meanings and the implications of the Industry 4.0 concept. Procedia Manuf. 2017, 13, 1206–1214. [Google Scholar] [CrossRef]
- Farooq, M.S.; Abdullah, M.; Riaz, S.; Alvi, A.; Rustam, F.; Flores, M.A.L.; Galán, J.C.; Samad, M.A.; Ashraf, I. A Survey on the Role of Industrial IoT in Manufacturing for Implementation of Smart Industry. Sensors 2023, 23, 8958. [Google Scholar] [CrossRef]
- Pivoto, D.G.; de Almeida, L.F.; Da Rosa Righi, R.; Rodrigues, J.J.; Lugli, A.B.; Alberti, A.M. Cyber-physical systems architectures for industrial internet of things applications in Industry 4.0: A literature review. J. Manuf. Syst. 2021, 58, 176–192. [Google Scholar] [CrossRef]
- Jara, A.J.; Parra, M.C.; Skarmeta, A.F. Marketing 4.0: A New Value Added to the Marketing through the Internet of Things. In Proceedings of the 2012 Sixth International Conference on Innovative Mobile and Internet Services in Ubiquitous Computing, Palermo, Italy, 4–6 July 2012; pp. 852–857, ISBN 978-1-4673-1328-5. [Google Scholar]
- Papadopoulos, T.; Singh, S.P.; Spanaki, K.; Gunasekaran, A.; Dubey, R. Towards the next generation of manufacturing: Implications of big data and digitalization in the context of industry 4.0. Prod. Plan. Control 2022, 33, 101–104. [Google Scholar] [CrossRef]
- Diaconescu, R. Status and Trends in the Global Manufacturing Sector; IIoT World OPTIMO LLC: Westlake, OH, USA, 2018; Available online: https://iiot-world.com/connected-industry/status-and-trends-in-the-global-manufacturing-sector/ (accessed on 16 November 2022).
- Roser, C.; Shook, J. All about Pull Production: Designing, Implementing, and Maintaining Kanban, CONWIP, and Other Pull Systems in Lean Production; AllAboutLean.com Publishing: Offenbach, Germany, 2021; ISBN 3963820284. [Google Scholar]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Bogner, E.; Voelklein, T.; Schroedel, O.; Franke, J. Study Based Analysis on the Current Digitalization Degree in the Manufacturing Industry in Germany. Procedia CIRP 2016, 57, 14–19. [Google Scholar] [CrossRef]
- Bauernhansl, T. Die Vierte Industrielle Revolution—Der Weg in ein wertschaffendes Produktionsparadigma. In Industrie 4.0 in Produktion, Automatisierung und Logistik: Anwendung, Technologien, Migration; Bauernhansl, T., Hompel, M.T., Vogel-Heuser, B., Eds.; Springer: Wiesbaden, Germany, 2014; pp. 26–30. ISBN 978-3-658-04681-1. [Google Scholar]
- Roth, A. Einführung und Umsetzung von Industrie 4.0; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 978-3-662-48504-0. [Google Scholar]
- Mockenhaupt, A. Digitalisierung und Künstliche Intelligenz in der Produktion: Grundlagen und Anwendung; Springer: Wiesbaden/Heidelberg, Germany, 2021; ISBN 978-3-658-32772-9. [Google Scholar]
- Siepmann, D. Industrie 4.0—Grundlagen und Gesamtzusammenhang. In Roth (Hg.) 2016—Einführung und Umsetzung von Industrie 4.0; Springer: Berlin/Heidelberg, Germany, 2016; pp. 19–21. [Google Scholar]
- Kropik, M. Produktionsleitsysteme für die Automobilindustrie: Digitalisierung des Shop-Floors in der Automobilproduktion, 2. Auflage; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 978-3-662-62226-1. [Google Scholar]
- Dorst, W. Fabrik- und Produktionsprozesse der Industrie 4.0 im Jahr 2020. In Industrie 4.0—Wie Sehen Produktionsprozesse im Jahr 2020 aus? Scheer, A.-W., Ed.; IMC AG: Saarbrücken, Germany, 2013; pp. 22–27. ISBN 978-3-9815833-2-8. [Google Scholar]
- Born, H.-J. Geschäftsmodell-Innovation im Zeitalter der Vierten Industriellen Revolution: Strategisches Management im Maschinenbau; Springer: Wiesbaden/Heidelberg, Germany, 2018; ISBN 978-3-658-21170-7. [Google Scholar]
- Petrik, D. Management der Zufriedenheit der Wertschöpfungspartner auf Basis der Boundary Resources im IioT; Springer: Wiesbaden, Germany, 2022; ISBN 978-3-658-37459-4. [Google Scholar]
- Hartmann, E.A. Digitalisierung Souverän Gestalten: Innovative Impulse Im Maschinenbau; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 978-3-662-62376-3. [Google Scholar]
- VDMA. Wichtigste Länder Weltweit nach Umsatz im Maschinenbau in den Jahren von 2020 bis 2022. Available online: https://de.statista.com/statistik/daten/studie/154143/umfrage/umsatz-im-maschinenbau-2009-nach-laendern/ (accessed on 21 January 2024).
- Müller, H.-E. Digitale Technologien. Available online: https://wirtschaftslexikon.gabler.de/definition/digitale-technologien-54127/version-277181 (accessed on 17 November 2023).
- Netzer, M.; Begemann, E.; Gönnheimer, P.; Fleischer, J. Digitalisierung im deutschen Maschinen-und Anlagenbau/Study on Digitalization in the German Mechanical Engineering Sector. Wt Werkstattstech. Online 2021, 111, 526–530. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Krimm, R.; Koß, J.; Höber, A. Bauteilbezogene Speicherung prozessrelevanter Daten. Z. Für Wirtsch. Fabr. 2022, 117, 66–70. [Google Scholar] [CrossRef]
- Meinel, C.; Asjoma, M. Die Neue Digitale Welt Verstehen: Internet und WWW für Alle; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 9783662637005. [Google Scholar]
- Bauernhansl, T.; Krüger, J.; Gunther, R.; Schuh, G. WGP-Standpunkt Industrie 4.0. 2015. Available online: https://www.ipa.fraunhofer.de/content/dam/ipa/de/documents/Presse/Presseinformationen/2016/Juni/WGP_Standpunkt_Industrie_40.pdf (accessed on 5 August 2022).
- Hering, E.; Vogt, A.; Bressler, K. Handbuch der Elektrischen Anlagen und Maschinen; Springer: Berlin/Heidelberg, Germany, 1999; ISBN 9783642584336. [Google Scholar]
- Schumny, H. Schnittstellen und Vernetzung. In Meßtechnik Mit dem Personal Computer: Meßdatenerfassung und-Verarbeitung, 3rd ed.; Schumny, H., Ed.; Springer: Berlin/Heidelberg, Germany, 1993; pp. 25–46. ISBN 9783642935282. [Google Scholar]
- Thomesse, J.-P. Fieldbus Technology in Industrial Automation. Proc. IEEE 2005, 93, 1073–1101. [Google Scholar] [CrossRef]
- Schiffmann, W.; Bähring, H.; Hönig, U. Band 3: Grundlagen der PC-Technologie; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 3642168116. [Google Scholar]
- George, A.S.; Sagayarajan, S. Exploring the Potential and Limitations of 5G Technology: A Unique Perspective. Partn. Univers. Int. Innov. J. 2023, 1, 160–174. [Google Scholar] [CrossRef]
- Maulani, I.E.; Johansyah, C.A. The Development of 5G Technology and Its Implications for the Industry. Devotion 2023, 4, 631–635. [Google Scholar] [CrossRef]
- Jondral, F.K. Industrie 4.0—Funk in der Fabrik. Z. Für Wirtsch. Fabr. 2016, 111, 59–62. [Google Scholar] [CrossRef]
- Kranz, R.H. Datenkommunikation. In Praxiswissen Digitale Gebäudeautomation: Planen, Konfigurieren, Betreiben; Schneider, W., Ed.; Springer Fachmedien Wiesbaden GmbH: Wiesbaden, Germany, 1997; pp. 245–286. ISBN 9783322963758. [Google Scholar]
- Babel, W. Industrie 4.0, China 2025, IoT: Der Hype um Die Welt der Automatisierung; Springer: Wiesbaden/Heidelberg, Germany, 2021; ISBN 9783658347178. [Google Scholar]
- Jasperneite, J.; Lohweg, V. Kommunikation und Bildverarbeitung in der Automation; Springer: Berlin/Heidelberg, Germany, 2020; ISBN 978-3-662-59894-8. [Google Scholar]
- Gehring, H.; Gabriel, R. Wirtschaftsinformatik; Springer: Wiesbaden, Germany, 2022; ISBN 9783658377014. [Google Scholar]
- Weber, P.; Gabriel, R.; Lux, T.; Menke, K. Basiswissen Wirtschaftsinformatik, 4, Aktualisierte und Erweiterte Auflage; Springer: Wiesbaden/Heidelberg, Germany, 2022; ISBN 9783658356156. [Google Scholar]
- AL-Dhief, F.T.; Sabri, N.; Latiff, N.M.A.; Malik, N.N.N.A.; Abbas, M.; Albader, A.; Mohammed, M.A.; AL-Haddad, R.N.; Salman, Y.D.; Ghani, M.K.A.; et al. Performance Comparison between TCP and UDP Protocols in Different Simulation Scenarios. Int. J. Eng. Technol. 2018, 7, 172–176. [Google Scholar]
- Schellinger, J. Digital Business: Analysen und Handlungsfelder in der Praxis; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 9783658323233. [Google Scholar]
- Hoppe, S. Standardisierte horizontale und vertikale Kommunikation. In Handbuch Industrie 4.0 Bd.2: Automatisierung; 2. Aufl. 2017; Vogel-Heuser, B., Bauernhansl, T., Hompel, M.T., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 371–390. ISBN 9783662532485. [Google Scholar]
- Kletti, J. Konzeption und Einführung von MES-Systemen: Zielorientierte Einführungsstrategie mit Wirtschaftlichkeitsbetrachtungen, Fallbeispielen und Checklisten; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 9783540343110. [Google Scholar]
- Euromap. EUROMAP 63—Data Exchange Interface. Available online: https://www.euromap.org/media/recommendations/63/2000/eu63.pdf (accessed on 31 August 2022).
- Bärnreuther, B. Ein Beitrag zur Bewertung des Kommunikationsverhaltens von Automatisierungsgeräten in Flexiblen Produktionszellen; Zugl.: Erlangen, Germany; Nürnberg, Germany; Hanser: München, Germany; Wien, Austria, 1992; ISBN 3446174516. [Google Scholar]
- Baumann, C. Visualisierung von Maschinendaten im Intranet. Z. Für Wirtsch. Fabr. 1997, 92, 64–66. [Google Scholar] [CrossRef]
- Turau, V. Techniken zur Realisierung Web-basierter Anwendungen. Inform. Spektrum 1999, 22, 3–12. [Google Scholar] [CrossRef]
- Rohr, M. Sicherheit Von Webanwendungen in der Praxis: Wie Sich Unternehmen Schützen Können—Hintergründe, Maßnahmen, Prüfverfahren und Prozesse, 2nd ed.; Vieweg: Wiesbaden, Germany, 2015; ISBN 9783658201456. [Google Scholar]
- Wegener, K.; Kunz, A.; Bochmann, L.; Bänziger, T. Industrie 4.0 für den Maschinen und Anlagenbau. 2016. Available online: https://www.research-collection.ethz.ch/bitstream/handle/20.500.11850/120817/1/eth-49716-01.pdf (accessed on 31 August 2022).
- Vrana, J. Die vierte Revolution der zerstörungsfreien Prüfung: Vernetzung, Feedback, Digitalisierung und Einbindung in die Digitale Fabrik. In Proceedings of the DGZfP Jahrestagung 2019, Friedrichshafen, Germany; 2019. Available online: https://www.ndt.net/?id=24564 (accessed on 31 August 2022).
- OPC Foundation. History—OPC Foundation. Available online: https://opfoundation.org/about/opc-foundation/history/ (accessed on 4 January 2023).
- Enste, U.; Mahnke, W. OPC Unified Architecture. Automatisierungstechnik 2011, 59, 397–404. [Google Scholar] [CrossRef]
- Farnham, B.; Barillere, R. Migration From OPC-DA to OPC-UA. In Proceedings of the 13th International Conference on Accelerator and Large Experimental Physics Control Systems, Grenoble, France, 10–14 October 2011. [Google Scholar]
- OPC Foundation. What is OPC?—OPC Foundation. Available online: https://opcfoundation.org/about/what-is-opc/ (accessed on 4 January 2023).
- Pauker, F.; Frühwirth, T.; Kittl, B.; Kastner, W. A Systematic Approach to OPC UA Information Model Design. Procedia CIRP 2016, 57, 321–326. [Google Scholar] [CrossRef]
- OPC Foundation. OPC 40001-1—OPC UA for Machinery. OPC Foundation: 2022. Available online: http://opcfoundation.org/UA/Machinery/ (accessed on 31 August 2022).
- Euromap. Euromap77. Available online: https://www.euromap.org/euromap77 (accessed on 31 August 2022).
- OPCFoundation. OPC 40083 UA for Plastics and Rubber Machinery—General Type Definitions Information Modelling in. Available online: https://reference.opcfoundation.org/v104/PlasticsRubber/GeneralTypes/v103/docs/4.2.3/ (accessed on 22 August 2022).
- OPC Foundation. Weihenstephan Standards. Available online: https://reference.opcfoundation.org/Weihenstephan/v100/docs/ (accessed on 1 February 2024).
- Martins, A.; Lucas, J.; Costelha, H.; Neves, C. Developing an OPC UA Server for CNC Machines. In Proceedings of the International Conference on Industry 4.0 and Smart Manufacturing, Linz, Austria, 17–19 November 2021. [Google Scholar] [CrossRef]
- OPC Foundation. OPC 10000-14: UA Part 14: PubSub. Available online: https://reference.opcfoundation.org/Core/Part14/v104/docs/ (accessed on 4 January 2024).
- Ayatollahi, I.; Kittl, B.; Pauker, F.; Hackhofer, M. Prototype OPC UA Server for Remote Control of Machine Tools. In Proceedings of the International Conference on Innovative Technologies, Budapest, Hungary, 10–12 September 2013. [Google Scholar]
- Schleipen, M.; Gilani, S.-S.; Bischoff, T.; Pfrommer, J. OPC UA & Industrie 4.0—Enabling Technology with High Diversity and Variability. In Proceedings of the 49th CIRP Conference on Manufacturing Systems, Stuttgart, Germany, 25 May 2016; pp. 315–320. [Google Scholar] [CrossRef]
- Mahnke, W.; Leitner, S.-H.; Damm, M. OPC Unified Architecture; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 9783642088421. [Google Scholar]
- Happ, D.; Karowski, N.; Menzel, T.; Handziski, V.; Wolisz, A. Meeting IoT platform requirements with open pub/sub solutions. Ann. Telecommun. 2017, 72, 41–52. [Google Scholar] [CrossRef]
- Pfrommer, J.; Ebner, A.; Ravikumar, S.; Karunakaran, B. Open Source OPC UA PubSub over TSN for Realtime Industrial Communication. In Proceedings of the 2018 IEEE 23rd International Conference on Emerging Technologies and Factory Automation (ETFA), Turin, Italy, 4–7 September 2018; pp. 1087–1090, ISBN 978-1-5386-7108-5. [Google Scholar]
- Hoppe, S. Von Kommunikation zu Information: OPC UA Überall! Digital-Process-Industry. 8 April 2021. Available online: https://www.digital-process-industry.de/von-kommunikation-zu-information-opc-ua-ueberall/ (accessed on 1 March 2023).
- Spinnarke, S. OPC UA Wird (Neben Anderen) Industrie 4.0-Standard. Produktion Online. 13 July 2016. Available online: https://www.produktion.de/technik/opc-ua-wird-neben-anderen-industrie-4-0-standard-334.html (accessed on 1 March 2023).
- VDMA Verlag GmbH. Studie zur Interoperabilität im Maschinen-und Anlagenbau: Die Weltsprache der Produktion als Grundlage für Industrie 4.0; VDMA Verlag GmbH: Frankfurt, Germany, 2021. [Google Scholar]
- Pott, A.; Dietz, T. Industrielle Robotersysteme: Entscheiderwissen für Die Planung und Umsetzung Wirtschaftlicher Roboterlösungen; Springer: Wiesbaden, Germany, 2019; ISBN 9783658253448. [Google Scholar]
- Nakutis, Z.; Deksnys, V.; Jarusevicius, I.; Dambrauskas, V.; Cincikas, G.; Kriauceliunas, A. Round-Trip Delay Estimation in OPC UA Server-Client Communication Channel. ElAEE 2016, 22, 80–84. [Google Scholar] [CrossRef]
- Bruckner, D.; Stanica, M.-P.; Blair, R.; Schriegel, S.; Kehrer, S.; Seewald, M.; Sauter, T. An Introduction to OPC UA TSN for Industrial Communication Systems. Proc. IEEE 2019, 107, 1121–1131. [Google Scholar] [CrossRef]
- Oxfordlearnersdictionaries. Functionality Noun—Definition, Pictures, Pronunciation and Usage Notes|Oxford Advanced Learner’s Dictionary at OxfordLearnersDictionaries.com. Available online: https://www.oxfordlearnersdictionaries.com/us/definition/english/functionality (accessed on 21 November 2023).
- Jazdi, N. Universelle Fernservice-Infrastruktur für Eingebettete Systeme; Zugl.: Stuttgart, Germany; Shaker: Aachen, Germany, 2003; ISBN 3832219420. [Google Scholar]
- Lay, G.; Schneider, R. Technik für produktbegleitende Dienstleistungen—Ein Überblick. In Management produktbegleitender Dienstleistungen: Konzepte und Praxisbeispiele für Technik, Organisation und Personal in Serviceorientierten Industriebetrieben; Lay, G., Nippa, M., Eds.; Physica-Verlag HD: Heidelberg, Germany, 2005; pp. 19–34. ISBN 9783790816211. [Google Scholar]
- Vaisnys, A. A Study of a Space Communication System for the Control and monitoring of the Electric Distribution System; NASA: Pasadena, CA, USA, 1980.
- Dreher, C.; Lay, G.; Michler, T. Teleservice in Deutschland; Fraunhofer: Karlsruhe, Germany, 1997; Available online: https://www.econstor.eu/bitstream/10419/29500/1/611899795.pdf (accessed on 4 January 2023).
- Wiedenmann, M.; Dreher, S.; Humbeck, P.; Schöllhammer, O.; Bauernhansl, T. How Current Trends in Mechanical Engineering Can Shape Interorganizational R&D. Procedia CIRP 2020, 93, 736–741. [Google Scholar] [CrossRef]
- Stotz, I. Auf die SPS aus der Ferne zugreifen—Und programmieren. Elektrotechnik. 26 November 2020. Available online: https://www.elektrotechnik.vogel.de/auf-die-sps-aus-der-ferne-zugreifen-und-programmieren-a-981245/ (accessed on 4 January 2023).
- Langreder, P.; Schmidt, F.; Niemann, K.-H.N. Fernwartung und OT-Security: Anforderungen und Implementierungsansätze. In atp; Vulkan-Verlag: Hannover, Germany, 2022; Available online: https://serwiss.bib.hs-hannover.de/frontdoor/deliver/index/docId/2366/file/SD_atp (accessed on 30 June 2023).
- Voigt, K.-I.; Bauer, J.; Dremel, A.; Steinmann, F. Condition Monitoring als Schlüsseltechnologie—Eine Analyse der Anforderungen an neue Geschäftsmodelle für den Remote Service. In Proceedings of the Conference: Symposium für Vorausschau und Technologieplanung, Berlin, Germany, 5–6 December 2013; Available online: https://www.researchgate.net/publication/259339758_Condition_monitoring_as_a_key_technology_-_An_analysis_of_requirements_for_new_business_models_for_remote_services (accessed on 4 January 2023).
- BSI. OPS.1.2.5: Fernwartung. Available online: https://www.bsi.bund.de/SharedDocs/Downloads/DE/BSI/Grundschutz/Kompendium_Einzel_PDFs_2021/04_OPS_Betrieb/OPS_1_2_5_Fernwartung_Edition_2021.pdf?__blob=publicationFile&v=2 (accessed on 16 August 2023).
- Wonnemann, C. Cyber-Security entlang der IoT-Lieferkette. Datenschutz Datensich 2022, 46, 455–458. [Google Scholar] [CrossRef]
- Stock, O. Seit Kriegsausbruch: Hacker Legen Deutsche Windkraftwerke Massenweise Lahm. Available online: https://www.marktundmittelstand.de/zukunftsmaerkte/seit-kriegsausbruch-hacker-legen-deutsche-windkraftwerke-massenweise-lahm (accessed on 7 March 2024).
- Bernhard, D.; Nikolas, S. Dienstleistungsinnovationen im Kontext von Industrie 4.0; AIT Austrian Institute of Technology GmbH: Wien, Austria, 2016. [Google Scholar]
- Echterhoff, B.; Gausemeier, J.; Koldewey, C.; Mittag, T.; Schneider, M.; Seif, H. Digital vernetzt. Transformation der Wertschöpfung.: Geschäftsmodelle für Industrie 4.0 Digitalisierung als große Chance für zukünftigen Unternehmenserfolg. In Digital Vernetzt. Transformation der Wertschöpfung: Szenarien, Optionen und Erfolgsmodelle für Smarte Geschäftsmodelle, Produkte und Services; Jung, H.H., Kraft, P., Eds.; Hanser: München, Germany, 2017; pp. 35–56. ISBN 978-3-446-44780-6. [Google Scholar]
- Storm, M.; Kiethe, H.H.; Helse, J. Werkstattinformationssysteme; Springer: Berlin/Heidelberg, Germany, 1993; ISBN 3885858908. [Google Scholar]
- Kayar, A.; Öztürk, F. Machine Data Collection and Analysis in Industry 4.0 Applications. In Proceedings of the 2nd International Conference on Life and Engineering Sciences, Istanbul, Turkey, 27–29 June 2019. [Google Scholar]
- Kemper, H.-G.; Baars, H.; Mehanna, W. Business Intelligence—Grundlagen und Praktische Anwendungen: Eine Einführung in die IT-basierte Managementunterstützung; 3, überarbeitete und erweiterte Auflage; Vieweg+Teubner: Wiesbaden, Germany, 2010; ISBN 9783834897275. [Google Scholar]
- Kletti, J.; Rieger, J. Die Perfekte Produktion: Manufacturing Excellence auf dem Weg zur Smart Factory; 3, Auflage; Springer: Wiesbaden, Germany, 2022; ISBN 9783658390235. [Google Scholar]
- Breiing, M. Potenzialanalyse zum Einsatz Minimalinvasiver Datenerfassung und Maschineller Lernverfahren für die Identifizierung von SMC-Prozessschritten; Technischen Hochschule Aachen: Aachen, Germany, 2023. [Google Scholar]
- Large, M. Remote-I/Os sind das Rückgrat der Industrie 4.0. All-Electronics. 8 June 2017. Available online: https://www.all-electronics.de/automatisierung/remote-ios-sind-das-rueckgrat-der-industrie-4-0.html (accessed on 20 February 2023).
- Vogel-Heuser, B.; Bauernhansl, T.; Hompel, M.T. (Eds.) Handbuch Industrie 4.0 Bd.2: Automatisierung; 2. Aufl. 2017; Springer: Berlin/Heidelberg, Germany, 2017; ISBN 9783662532485. [Google Scholar]
- DIN EN 415-11; Safety of Packaging Machines—Part 11: Determination of Efficiency and Availability. Beuth Verlag GmbH: Berlin, Germany, 2021.
- Kletti, J.; Kletti, W.; Lübbert, J.-P.; Diesner, M.; Deisenroth, R. MES—Manufacturing Execution System: Moderne Informationstechnologie Unterstützt die Wertschöpfung; 2. Auflage; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 3662469014. [Google Scholar]
- Stoltenberg, U.; Funke, M. Betriebliches Ökocontrolling: Leitfaden für die Praxis; Gabler Verlag: Wiesbaden, Germany, 1996; ISBN 9783663079842. [Google Scholar]
- Schmelzle, F.; Kunkel, S.; Matthess, M.; Beier, G. Digitalisierte Industrie und Nachhaltigkeit—Zwischen Synergie und Dissonanz. I40M 2022, 2022, 7–11. [Google Scholar] [CrossRef]
- Salnikov, V.; Frantsuzova, Y. Monitoring the Consumption of Energy Resources in Cyberphysical Production Systems. In Proceedings of the 2021 International Russian Automation Conference (RusAutoCon), Sochi, Russia, 5–11 September 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 142–147, ISBN 978-1-6654-1523-1. [Google Scholar]
- Funk, B.; Niemeyer, P. Abbildung von Umweltwirkungen in betrieblichen Informationssystemen. HMD 2010, 47, 37–46. [Google Scholar] [CrossRef]
- Europäischen Parlaments und Rat. Richtlinie 2012/27/EU des Europäischen Parlaments und des Rates vom 25. Oktober 2012 zur Energieeffizienz, zur Änderung der Richtlinien 2009/125/EG und 2010/30/EU und zur Aufhebung der Richtlinien 2004/8/EG und 2006/32/EGText von Bedeutung für den EWR. Available online: https://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2012:315:0001:0056:DE:PDF (accessed on 5 September 2022).
- Europäischen Parlaments und Rat. Richtlinie 2010/75/EU des Europäischen Parlaments und des Rates vom 24. November 2010 über Industrieemissionen (Integrierte Vermeidung und Verminderung der Umweltverschmutzung). Available online: https://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2010:334:0017:0119:de:PDF (accessed on 5 September 2022).
- DIN EN ISO 50001; Energy Management Systems—Requirements with Guidance for Use. Beuth Verlag GmbH: Berlin, Germany, 2018.
- Müller, J.; Michos, G.; Koch, L.; Hermann, M.; Hubert, M.; Franke, J. Process and Energy Data Acquisition on Machining Center and Individual Machine Components. AMM 2016, 856, 123–130. [Google Scholar] [CrossRef]
- Wirtschaft und Klimaschutz, BMWK—Bundesministerium für. Wie Kann das Energiesystem der Zukunft Aussehen? Available online: https://www.bmwk.de/Redaktion/DE/Schlaglichter-der-Wirtschaftspolitik/2021/03/kapitel-1-7-wie-kann-das-energiesystem-der-zukunft-aussehen.html (accessed on 16 August 2023).
- Witt, E.; Anton, C. Additive Fertigung: Entwicklungen, Möglichkeiten und Herausforderungen: Stellungnahme; Deutsche Akademie der Naturforscher Leopoldina e.V.—Nationale Akademie der Wissenschaften; Union der deutschen Akademien der Wissenschaften e. V; Acatech—Deutsche Akademie der Technikwissenschaften e. V: Halle, Germany; Mainz, Germany; München, Germany, 2020. [Google Scholar]
- Stavropoulos, P. Digitization of Manufacturing Processes: From Sensing to Twining. Technologies 2022, 10, 98. [Google Scholar] [CrossRef]
- Denkena, B.; Bergmann, B.; Becker, J.; Reimer, S.; Stiehl, T. Maschinen Fehlerlos Einfahren—Ausreißererkennung für Einzelteil-und Kleinserien. ITProduction Online 2021, 6. Available online: https://dima-magazin.com/werkzeugmaschinen/fachbericht-maschinen-fehlerlos-einfahren/ (accessed on 5 September 2023).
- Behrens, B.-A.; Krimm, R.; Koß, J.; Höber, A. A Versatile IoT-Approach to Process Data Acquisition. In Proceedings of the ESAFORM 2021 24th International Conference on Material Forming, Liège, Belgium, 14–16 April 2021. [Google Scholar] [CrossRef]
- Güney, S. Alles unter Kontrolle: Prozessüberwachungssystem Sichert Qualität Beim Fertigen komplexer Teile auf Bearbeitungszentren. Available online: https://www.maschinenmarkt.vogel.de/alles-unter-kontrolle-a-17000/ (accessed on 5 September 2022).
- Hunke, F.; Schüritz, R. Smartere Produkte durch analysebasierte Dienstleistungen—Ein methodisches Werkzeug zur strukturierten Entwicklung. HMD 2019, 56, 514–529. [Google Scholar] [CrossRef]
- VDW. Prozessautomatisierung: Auf dem Weg in Die Wolken—VDW. Available online: https://vdw.de/prozessautomatisierung-auf-dem-weg-in-die-wolken-3/ (accessed on 7 March 2024).
- Moker, A.; Brosi, P. Digitalisierung in der Wartung—PredictiveMaintenance. In Systematische Entwicklung von Dienstleistungsinnovationen: Augmented Reality für Pflege und Industrielle Wartung; Wiesche, M., Welpe, I.M., Remmers, H., Krcmar, H., Eds.; Springer Gabler: Wiesbaden, Germany; Berlin/Heidelberg, Germany, 2021; pp. 85–110. ISBN 9783658317676. [Google Scholar]
- Maier, D. Sensorlose Online Zustandserfassung von Vorschubantriebskomponenten in Werkzeugmaschinen; IMA: Stuttgart, Germany, 2015; ISBN 9783936100587. [Google Scholar]
- ISO 13379-1; Zustandsüberwachung und-Diagnostik von Maschinen: Verfahren zur Dateninterpretation und Diagnostik. Beuth Verlag GmbH: Berlin, Germany, 2012.
- ISO 17359; Zustandsüberwachung und-Diagnostik von Maschinen. Beuth Verlag GmbH: Berlin, Germany, 2018.
- Wolf, P. Messsystem zur Überwachung von Faserkunststoffverbunden; Technischen Universität Chemnitz: Chemnitz, Germany, 2012. [Google Scholar]
- Czichos, H. Mechatronik: Grundlagen und Anwendungen Technischer Systeme; 3., überarb. u. erw. Aufl. 2015; Springer: Wiesbaden, Germany, 2015; ISBN 9783658099503. [Google Scholar]
- Wang, W. An Intelligent System for Machinery Condition Monitoring. IEEE Trans. Fuzzy Syst. 2008, 16, 110–122. [Google Scholar] [CrossRef]
- Yang, S.; Kearney, T.; Mo, J.; Boland, P. Machine GP—A new concept in signal-based machine condition monitoring and diagnostics. In Proceedings of the 9th International Conference on Manufacturing Excellence 2003, Melbourne, Australia, 13–15 October 2003; Available online: https://www.researchgate.net/publication/267826144 (accessed on 7 March 2024).
- Holzer, P.; Pölzlbauer, G. Data Mining im Online Condition Monitoring: Vergleich Gängiger Statistischer Methoden. Available online: https://www.predictive.at/wp-content/uploads/2015/02/IPN-AKIDA-2014-Statistische-Methoden.pdf (accessed on 1 September 2023).
- Lehmann, C.; Balun, R. Integrierte Geschäftsmodelle—Industrie 4.0-Basierte Dienste in der Windkraftbranche. In S-CPS: Ressourcen-Cockpit für Sozio-Cyber-Physische Systeme: Abschlussveröffentlichung = S-CPS: Resource-Cockpits in Socio-Cyber-Physical Systems; Bullinger-Hoffmann, A.C., Ed.; aw&I—Wissenschaft und Praxis: Chemnitz, Germany, 2017; pp. 187–203. ISBN 9783944192086. [Google Scholar]
- Michel, S.; van Leeuwen, B. Wegbereiter für die Digitale Zukunft in der Industrie. Maschinenmarkt. 31 July 2017. Available online: https://www.maschinenmarkt.vogel.de/wegbereiter-fuer-die-digitale-zukunft-in-der-industrie-a-629977/ (accessed on 5 September 2022).
- Ahmad, R.; Fischer, S.; Lattemann, C.; Robra-Bissantz, S. Automatisiert und trotzdem personalisiert—Die Dienstleistung der Zukunft. In Automatisierung und Personalisierung von Dienstleistungen: Konzepte—Kundeninteraktionen—Geschäftsmodelle; Bruhn, M., Hadwich, K., Eds.; Springer: Wiesbaden/Heidelberg, Germany, 2020; ISBN 9783658301651. [Google Scholar]
- Fritzsche, A. Implications of agile manufacturing in the automotive industry for order management in the factories-evidence from the practitioner’s perspective. Procedia CIRP 2018, 72, 369–374. [Google Scholar] [CrossRef]
- Dombrowski, U.; Richter, T. Ganzheitliche Produktionssysteme und Industrie 4.0. Z. Für Wirtsch. Fabr. 2016, 111, 771–774. [Google Scholar] [CrossRef]
- Königs, M.; Zeller, V. DigiKMU—Entwicklung einer Methode zur Unterstützung von KMU im Maschinen-und Anlagenbau bei der Umsetzung von Industrie 4.0 im Bereich der CAD-CAM-NC-Verfahrenskette. 2017. Available online: https://www.fir.rwth-aachen.de/fileadmin/forschungsprojekte/downloads/fir-projekt-digiKMU-schlussbericht.pdf (accessed on 7 March 2024).
- Büscher, C.; Meisen, T.; Jeschke, S. Ontologiebasiertes Informationsmanagement für die Fabrikplanung. In Automation, Communication and Cybernetics in Science and Engineering 2015/2016, 1st ed.; Jeschke, S., Isenhardt, I., Hees, F., Henning, K., Eds.; Springer: Cham, Switzerland, 2016; pp. 827–839. ISBN 9783319426204. [Google Scholar]
- Parasuraman, R.; Sheridan, T.B.; Wickens, C.D. A model for types and levels of human interaction with automation. IEEE Trans. Syst. Man Cybern. A Syst. Hum. 2000, 30, 286–297. [Google Scholar] [CrossRef]
- Schneider, T. Trumpf: So Verändern Künstliche Intelligenz und Industrie 4.0 Die Arbeitswelt. Available online: https://automationspraxis.industrie.de/industrie-4-0/trumpf-so-veraendern-kuenstliche-intelligenz-und-industrie-4-0-die-arbeitswelt/ (accessed on 26 January 2023).
- Osterhage, W.W. ERP-Kompendium: Eine Evaluierung von Enterprise Resource Planning Systemen; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 3642358845. [Google Scholar]
- Böge, A.; Böge, W. Handbuch Maschinenbau: Grundlagen und Anwendungen der Maschinenbau-Technik, 24th ed.; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2021; ISBN 978-3-658-30272-6. [Google Scholar]
- isa.org. ISA95, Enterprise-Control System Integration-ISA. Available online: https://www.isa.org/standards-and-publications/isa-standards/isa-standards-committees/isa95 (accessed on 26 January 2023).
- Kletti, J.; Deisenroth, R. MES-Kompendium: Ein Leitfaden am Beispiel von HYDRA; 2. Auflage; Springer: Berlin/Heidelberg, Germany, 2019; ISBN 9783662595077. [Google Scholar]
- Hehenberger, P. Computerunterstützte Fertigung: Eine kompakte Einführung; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 9783642134746. [Google Scholar]
- Büttner, K.-H.; Brück, U. Use Case Industrie 4.0-Fertigung im Siemens Elektronikwerk Amberg. In Handbuch Industrie 4.0 Bd.4: Allgemeine Grundlagen, 2nd ed.; Vogel-Heuser, B., Bauernhansl, T., Hompel, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 45–68. ISBN 9783662532546. [Google Scholar]
- Wölfle, R.; Matter, P. Logistikketten für Lebensmittel. In Prozessexzellenz mit Business Software: Praxislösungen im Detail; Fallstudien, Konzepte, Modellierung; Wölfle, R., Schubert, P., Eds.; Hanser: München, Germany; Wien, Austria, 2006; pp. 211–218. ISBN 3446407227. [Google Scholar]
- van der Vorst, J. Performance levels in food traceability and the impact on chain designe: Results of an international benchmark study. In Dynamics in Chains and Networks: Performance Levels in Food Traceability and the Impact on Chain Designe: Results of an International Benchmark Study; Omta, S., Trienekens, J.H., Wubben, E., Eds.; Wageningen Academic Publishers: Wageningen, Germany, 2004; pp. 175–176. ISBN 9789086865260. [Google Scholar]
- Lichtenberger, S. Konzeption und Realisierung Eines Standardisierten Erfassungs- und Auswertesystems zur Chargenrückverfolgung in der Serienproduktion; Technische Universität Wien: Wien, Austria, 2016. [Google Scholar]
- Hippenmeyer, H.; Moosmann, T. Automatische Identifikation für Industrie 4.0; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 3662527006. [Google Scholar]
- Voigt, T. Neue Methoden für den Einsatz der Informationstechnologie bei Getränkeabfüllanlagen; Universitätsbibliothek der TU München: München, Germany, 2004; Available online: https://nbn-resolving.de/urn/resolver.pl?urn:nbn:de:bvb:91-diss2004070812220 (accessed on 7 March 2024).
- Brauckmann, O. Integriertes Betriebsdaten-Management: Wie Sie Ihre Wertschöpfung in IT-Regelkreisen Optimieren; Gabler Verlag: Wiesbaden, Germany, 2002; ISBN 9783322844705. [Google Scholar]
- Martin, E.B.; Morris, A.J.; Papazoglou, M.C.; Kiparissides, C. Batch process monitoring for consistent production. Comput. Chem. Eng. 1996, 20, S599–S604. [Google Scholar] [CrossRef]
- Schmid, D. RFID im Mobile Supply Chain Event Management; 1. Aufl.; Gabler Verlag: Wiesbaden, Germany, 2006; ISBN 3834903434. [Google Scholar]
- Streicher, D. Digitaler Zwilling in der Fertigung. Z. Für Wirtsch. Fabr. 2020, 115, 36–37. [Google Scholar] [CrossRef]
- Liu, C.; Xu, X. Cyber-physical Machine Tool—The Era of Machine Tool 4.0. Procedia CIRP 2017, 63, 70–75. [Google Scholar] [CrossRef]
- Röschinger, M.; Stockenberger, D.; Günther, W.A. Werkzeugmanagement in der Cloud: Potenziale einer unternehmensübergreifenden Cloud-Lösung für ein digitales und automatisiertes Werkzeugmanagement. GITO Verlag. 2014, 3, 52–56. [Google Scholar]
- Aurich, J.C.; Faltin, M.; Kempf, F.A.G. RFID für ein effizientes Werkzeugmanagement. Z. Für Wirtsch. Fabr. 2009, 104, 642–647. [Google Scholar] [CrossRef]
- van Geerenstein, D. Maschinengenerierte Daten. In Handbuch Industrie 4.0: Recht, Technik, Gesellschaft; Frenz, W., Ed.; Springer: Berlin/Heidelberg, Germany, 2020; pp. 637–658. ISBN 3662584735. [Google Scholar]
- Schimmelpfeng, K. Lebenszyklusorientiertes Produktionssystemcontrolling: Konzeption zur Verfügbarkeitssicherung Hochautomatisierter Produktionssysteme; Deutscher Universitätsverlag: Wiesbaden, Germany, 2002; ISBN 9783663079422. [Google Scholar]
- Wienkamp, H. Der Weg zum Personalkennzahlensystem; Springer: Berlin/Heidelberg, Germany, 2020; ISBN 978-3-662-60902-6. [Google Scholar]
- Wojak, S. Intelligente Kollektiv-Algorithmen in der Personalverwaltung: Betrachtung ausgewählter Problemfelder zweier fiktiver Szenarien nach Art. 22 DS-GVO. Datenschutz Datensicherheit 2018, 9, 553–557. [Google Scholar] [CrossRef]
- Leimeister, J.M. Einführung in die Wirtschaftsinformatik; 13., Aktualisierte und Überarbeitete Auflage; Springer Gabler: Berlin/Heidelberg, Germany, 2021; ISBN 9783662635599. [Google Scholar]
- Jagusch, K.; Beuß, F.; Sender, J.; Flügge, W. Intelligente Montageassistenz: Durch Identifikation und Bauteilmanipulation zum flexiblen Arbeitsplatzsystem. Z. Für Wirtsch. Fabr. 2018, 6, 369–372. [Google Scholar] [CrossRef]
- Kletti, J.; Deisenroth, R. Lehrbuch für Digitales Fertigungsmanagement: Manufacturing Execution Systems—MES; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 9783662632017. [Google Scholar]
- Brumby, L. Digitale Transformation in der Instandhaltung. In Services Management und Digitale Transformation: Impulse und Beispiele für die Erfolgreiche Umsetzung Digitaler Services; Altenfelder, K., Schönfeld, D., Krenkler, W., Eds.; Springer: Wiesbaden/Heidelberg, Germany, 2021; pp. 379–396. ISBN 9783658339746. [Google Scholar]
- Vogt, H.; Ehrat, M.; Fuchs, R.; Holler, M. Welche datenbasierten Servicemodelle sind erfolgsversprechend für KMU der Maschinen-, Anlagen-, Elektro-und Metallindustrie? HMD 2021, 58, 521–536. [Google Scholar] [CrossRef]
- Sauer, O.; Haller, M.L.; Wagner-Sardesai, S.; Henke, J.; Schmelting, J.; Meyer, T.; Kujath, M.; Seidel, H.; Kuhn, T.; Schnicke, F.; et al. Manufacturing-X: Die Branche der Fabrikausrüster; Fraunhofer: Dortmund, Germany, 2023. [Google Scholar] [CrossRef]
- Lüder, A.; Steininger, H.; Goltz, D. Quo vadis Automation? At Autom. 2023, 71, 6–15. [Google Scholar] [CrossRef]
- Thorade, N. Vernetzte Produktion: Computer Integrated Manufacturing (CIM) als Vorgeschichte von Industrie 4.0, Erste Auflage; Friedrich-Ebert-Stiftung: Bonn, Germany, 2020; ISBN 9783962507428. [Google Scholar]
- Bauernhansl, T.; Hompel, M.; Vogel-Heuser, B. Industrie 4.0 in Produktion, Automatisierung und Logistik; Springer: Wiesbaden, Germany, 2014; ISBN 978-3-658-04681-1. [Google Scholar]
- Vogel-Heuser, B.; Bauernhansl, T.; Hompel, M. Handbuch Industrie 4.0 Bd.4; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 9783662532546. [Google Scholar]
- Brecher, C.; Jeschke, S.; Rawat, D.B.; Song, H. Industrial Internet of Things; Springer: Cham, Switzerland, 2017; ISBN 9783319425597. [Google Scholar]
- Seiter, M.; Grünert, L.; Berlin, S. Betriebswirtschaftliche Aspekte von Industrie 4.0; Springer: Wiesbaden/Heidelberg, Germany, 2017; ISBN 3658184876. [Google Scholar]
- Frenz, W. Handbuch Industrie 4.0: Recht, Technik, Gesellschaft; Springer: Berlin/Heidelberg, Germany, 2020; ISBN 3662584735. [Google Scholar]
- Brecher, C.; Weck, M. Werkzeugmaschinen Fertigungssysteme 3; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 366246568X. [Google Scholar]
- Machado, J.; Soares, F.; Trojanowska, J.; Ivanov, V. Innovations in Industrial Engineering; Springer: Cham, Switzerland, 2021; ISBN 9783030781705. [Google Scholar]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Staiger, M.; Voigt, T. Overview of Technology and Functionality Standards for Industry 4.0 and Digitalization in Mechanical Engineering. Machines 2024, 12, 242. https://doi.org/10.3390/machines12040242
Staiger M, Voigt T. Overview of Technology and Functionality Standards for Industry 4.0 and Digitalization in Mechanical Engineering. Machines. 2024; 12(4):242. https://doi.org/10.3390/machines12040242
Chicago/Turabian StyleStaiger, Matthias, and Tobias Voigt. 2024. "Overview of Technology and Functionality Standards for Industry 4.0 and Digitalization in Mechanical Engineering" Machines 12, no. 4: 242. https://doi.org/10.3390/machines12040242
APA StyleStaiger, M., & Voigt, T. (2024). Overview of Technology and Functionality Standards for Industry 4.0 and Digitalization in Mechanical Engineering. Machines, 12(4), 242. https://doi.org/10.3390/machines12040242