1. Introduction
With the continuous progress of industrial technology, especially in the era of Industry 4.0, the accuracy requirements of high-speed machine tools are becoming increasingly significant.
The development of technology for high-speed machine tool manufacturing must be observed from the point of view of machine tool applications. Before any further consideration, it is essential to address whether a spindle is intended for machining with high cutting force or high speeds. In the first case, the spindle stiffness is the more important characteristic, while in the second case, the specific speed coefficient is important. Machine tools’ exploitation characteristics, such as accuracy, which defines the workpiece quality; productivity, which defines the speed of the working process; and profitability, which defines the speed of return on investment, depend on the vital assembly behavior.
The high-speed motorized spindle is one of the core components that influence the machining precision and productivity of machine tools. The factors affecting the machine tools’ accuracy can be divided into four different categories, namely, geometric, kinematic, thermal, and cutting-force-induced errors. Elevated temperatures during machining with a high-speed spindle often result in thermal expansion. Variances in temperature-induced expansion and contraction rates between the spindle and workpiece can lead to deviations from the intended dimensions. On the other hand, rising temperatures may also cause thermal gradients in the spindle, leading to uneven thermal expansion. This can induce vibrations and deflections in the spindle structure, impacting machining accuracy. Thermal errors can appear from the heat generated during the machining process, leading to deformations and deviations in the spindle. A comprehensive examination of thermal error modeling techniques investigated and utilized over the last decade was provided in [
1]. The motorized spindle itself can contribute to heat generation through energy losses, such as electrical losses in the motor and mechanical losses in the bearings. The material composition of the spindle affects its coefficient of thermal expansion. As the spindle heats up during machining, temperature distribution across the spindle will not be uniform as it expands. Certain areas may experience higher temperatures than others, leading to uneven thermal expansion, which may result in dimensional changes in the spindle components. Thermal growth on the spindle components produces thermal expansion of bearing elements, causing the so-called thermal preload. The temperature can have a significant influence on the preload in high-speed spindles, particularly in precision machining applications where tight tolerances are critical. Understanding the influence of temperature on preload is crucial for maintaining the performance and accuracy of high-speed spindles. Regular maintenance and monitoring of temperature conditions during operation are essential to ensure consistent performance over time. The percentage of thermal errors in total machine tool errors is between 40 and 80% [
2,
3]. On the other hand, bearing deformations account for 30 to 50% of total spindle deformations [
4].
Thermal behavior analysis and modeling for high-speed motorized spindles are crucial aspects of precision machining, especially in applications where tight tolerances and high accuracy are required. Analyzing and modeling thermal behavior in high-speed motorized spindles is a complex task that requires a combination of advanced techniques, such as experimental testing, numerical modeling, regression analysis, artificial neural networks (ANNs), and a combination of various modeling methods (hybrid modeling).
An automatic modeling algorithm employing the Chebyshev polynomial-based orthogonal least squares regression was proposed by Li et al. [
5] to improve the modeling accuracy and the efficiency of the geometric error components. Determining the best position of the temperature sensor by covariance characteristic of the least square value was performed by Naumann et al. [
6]. Multiple regressions were utilized to establish a connection between one dependent variable and one or more independent variables through statistical analysis of the experimental sample data. Chen et al. [
7] used multivariate regression modeling to find the right coefficient to ensure that the residual is equal at each data point and the objective function (thermal error) value is minimized. An improved linear multiple regression model was presented in [
8]. The original objective function was extended by incorporating the additional weighted terms related to robust criterion functions, typically taking values smaller than one as residuals increase. The proposed method demonstrated its effectiveness in enhancing the accuracy of machine tools. Shi et al. [
9] and Zhang et al. [
10] determined the thermal deformation of screw shafts using thermal expansion definition-based calculation and multiple regression analysis, which required the collection of the critical temperature variables.
Application of regression analysis to a multiple-output variable model is difficult. In contrast to employing a regression model, the thermal behavior of the spindle with multiple variables can be represented by a single neural network, using multiple neurons as outputs at the last layer.
As early as the end of the last century, various types of artificial neural networks have been proposed for the thermal error modeling of machine tools, e.g., backpropagation (BP) [
11,
12,
13,
14,
15], radial basis function (RBF) [
16,
17,
18], Elam Network (EN) [
19], Grey Neural Networks (GNN) [
20,
21], etc.
Hao et al. [
11] used a genetic algorithm (GA)-based BPANNs to improve the accuracy of the prediction of thermal deformation in the turning center. A combination of a genetic algorithm (GA) and BP modeling is proposed in [
12] and Ma [
22], where GA is used to optimize the initial weights and threshold values of the BP network until these values meet the accuracy requirements. Yang et al. [
13] analyzed how different spindle speeds affect thermal characteristics, using a fuzzy clustering regression analysis method to optimize variables representing thermal error sensitivity. A BP neural network with multi-input and multi-output (MIMO) for the spindle axial thermal deformation and radial thermal errors was used. Guo et al. [
23] optimized temperature-sensitive points by grey correlation and clustering analysis and defined the prediction model using a BP neural network with its parameters (weights and thresholds) optimized using an artificial fish swarm algorithm (FSA) and ant colony algorithm (ACA). Optimization of weights and thresholds of the BP neural network using a particle swarm algorithm (PSA) and beetle antennae search algorithm (BAS) was performed by Li et al. [
14,
15]. To improve the accuracy of thermal characteristics analysis of motorized spindle, an online correction model of thermal boundary conditions is proposed based on the BP neural network (BPNN), using experimental data and simulation results to construct the BPNN model to correct the thermal boundary conditions of the motorized spindle. Kosarac et al. [
24] used BP neural networks with the Adam optimization algorithm to optimize the initial weights, thresholds, and number of hidden layer neurons for the prediction of the temperature of motorized spindle units under different input conditions. Thermal characteristics analysis of a motorized spindle employing an online correction model of thermal boundary conditions based on a BP neural network was proposed by Yi and Fan [
25]. In this case, experimental data and simulation results were used to construct the BP model to correct the thermal boundary conditions of the motorized spindle. Based on the cosimulation of different software, a digital twin system for thermal characteristics was built to accurately forecast the temperature field and thermal deformation of a motorized spindle under varied operating conditions. The experimental results showed that the prediction accuracy of the temperature field is greater than 98%, and the prediction accuracy of thermal deformation is greater than 96%.
Prediction models of thermal errors obtained by using the multiple linear regressions (MLR) method, BP neural network method, and Radial Basis Function (RBF), were proposed in [
26]. The results of those experiments indicate that such models can represent the thermal characteristics of the motorized spindle, while their degree of confidence mainly depends on the setting of thermal load and boundary conditions; also, based on the test data, the RBF neural network model exhibits the highest prediction precision and superior robustness for thermal errors in the motorized spindle. Fu et al. [
18] used a chicken swarm optimization algorithm (CSO)-based RBF neural network model for thermal error modeling of machine tool spindle. Firstly, the so-called KC-RBF, an integrated approach that includes K-means clustering, correlation analysis, and RBF neural network, was proposed to select temperature-sensitive points. Secondly, the RBF neural network is introduced for thermal error modeling. At the same time, the CSO algorithm was used to optimize the initial parameters of the RBF to improve the prediction accuracy of the model. Also, Zhang [
17] constructed the thermal error prediction model, using a PSA to optimize the weights and thresholds of the RBF neural network.
A thermal error prediction model based on the combination of a long short-term memory (LSTM) and convolutional neural network (CNN) was proposed by Cheng et al. [
27]. The K-harmonic means (KHM) clustering algorithm and grey relational analysis method (GRA) were used to optimize the temperature measurement points. Then, an LSTM-CNN thermal error prediction model was established and compared with the conventional model in terms of prediction performance and robustness. The results reveal that the presented thermal error model is significantly better than the conventional model. To improve the spindle thermal error prediction accuracy, the least absolute shrinkage and selection operator (LASSO) was used by [
28] to directly select the temperature-sensitive point subset to guarantee the prediction performance of the thermal error model constructed using support vector machines (SVM).
By uploading and streaming data to the cloud, manufacturers can harness the computational power and scalability of cloud-based analytics tools. This enables predictive analytics, anomaly detection, optimization algorithms, and other AI-driven capabilities to enhance efficiency, quality, and agility in manufacturing operations [
29]. Enhanced dynamic scheduling methodologies coupled with refined optimization algorithms in cloud manufacturing contexts were proposed in [
30]. Khdoudi et al. [
31] presented a comprehensive framework for implementing a full-duplex digital twin system tailored for autonomous process control. Milosevic et al. [
32] presented a developed cloud-based system for monitoring the condition of cutting tool wear by measuring vibration. This system applies a machine learning method that is integrated within the MS Azure cloud system.
In the above-mentioned papers, temperature variables tested by multiple sensors are taken as inputs, while thermal errors of machine tools are provided as outputs of various NN models. After the network learning and training procedures had been completed, the thermal errors of machine tools in multiple directions were accurately fitted and predicted.
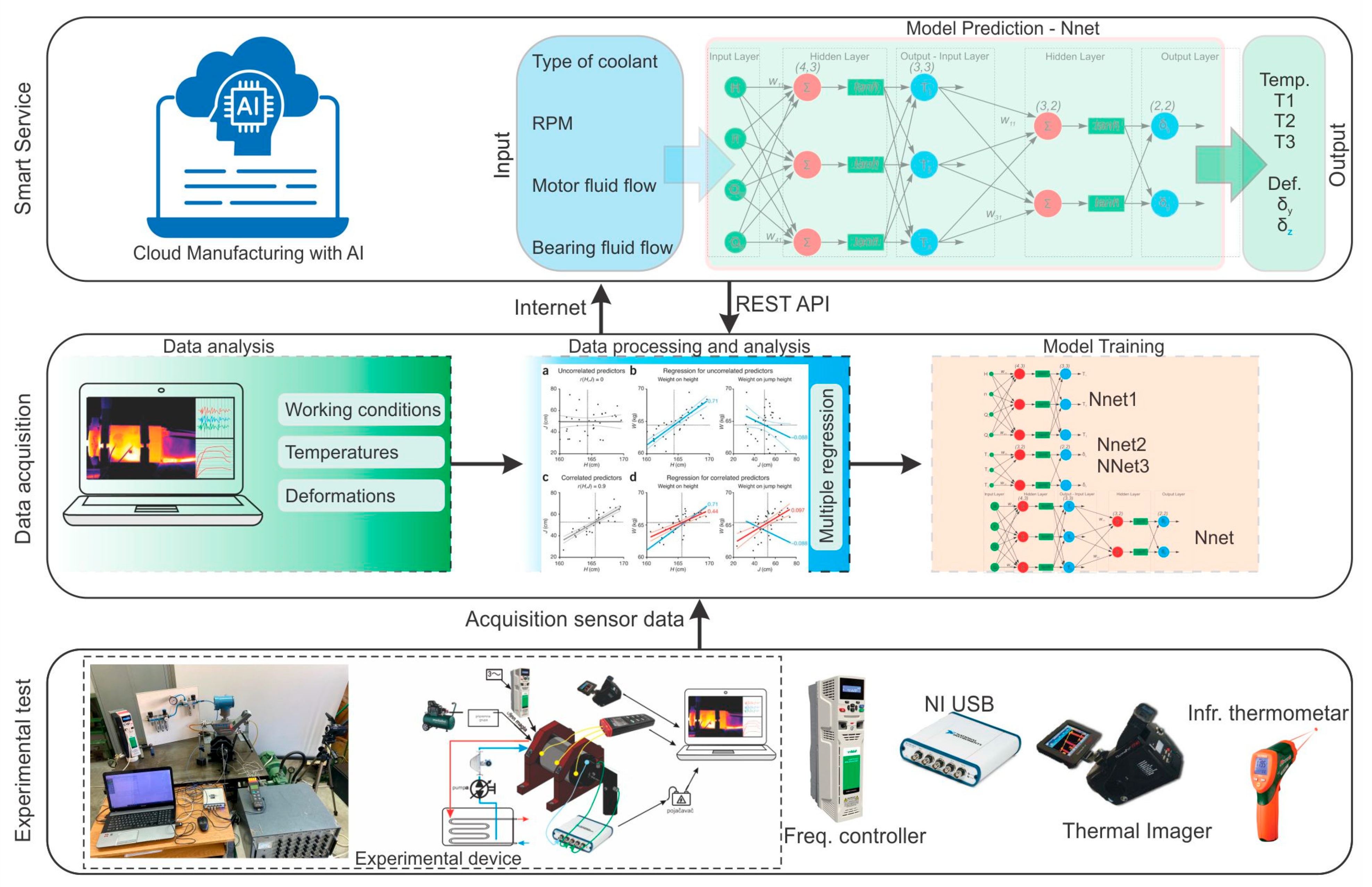
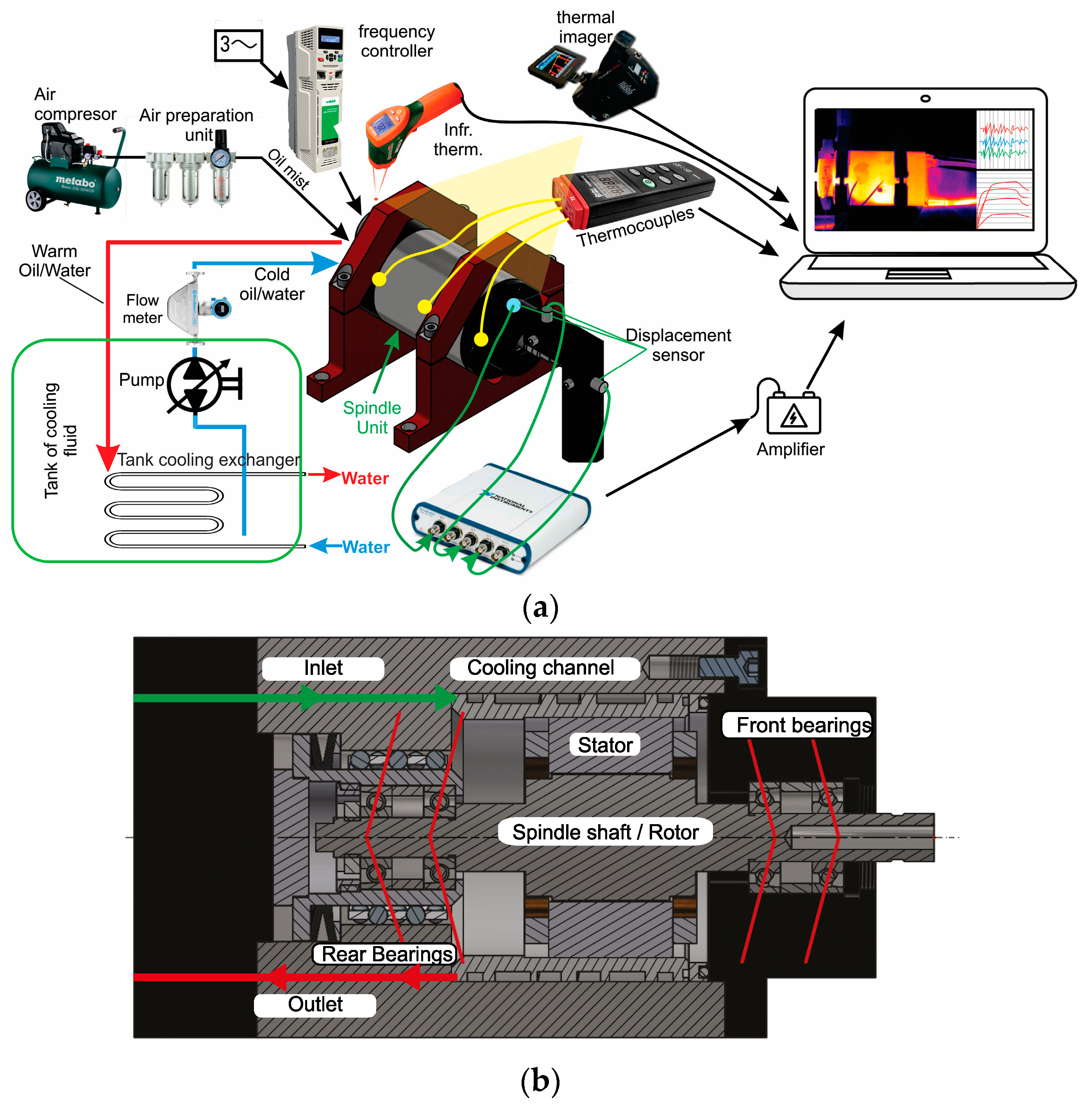
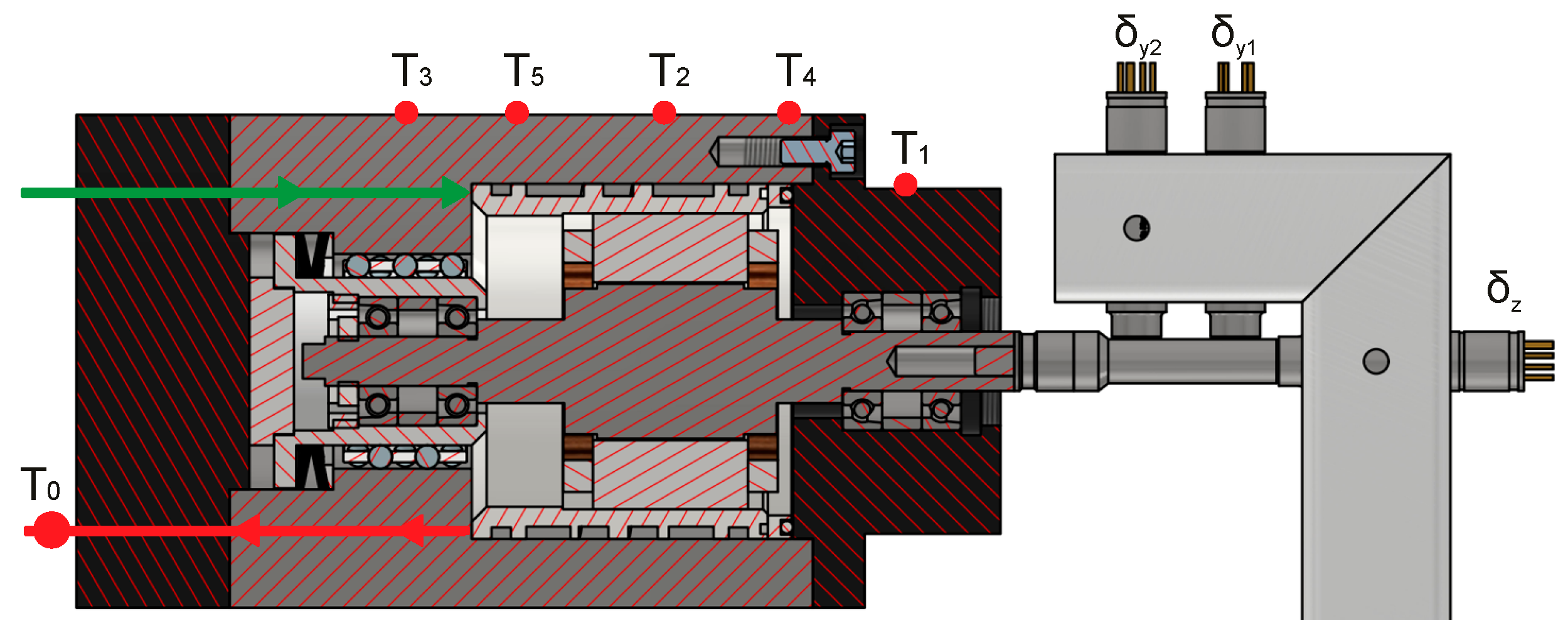
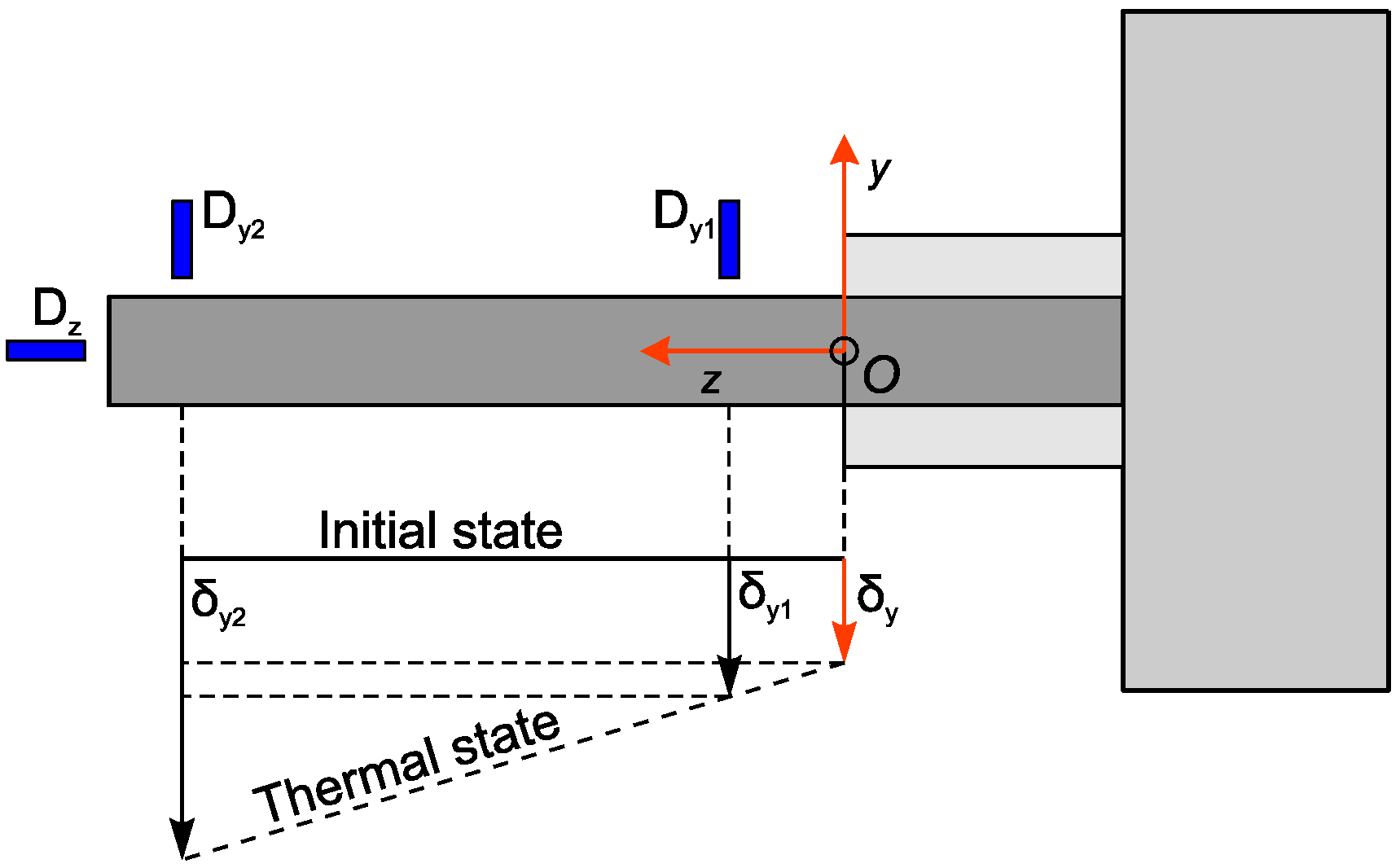
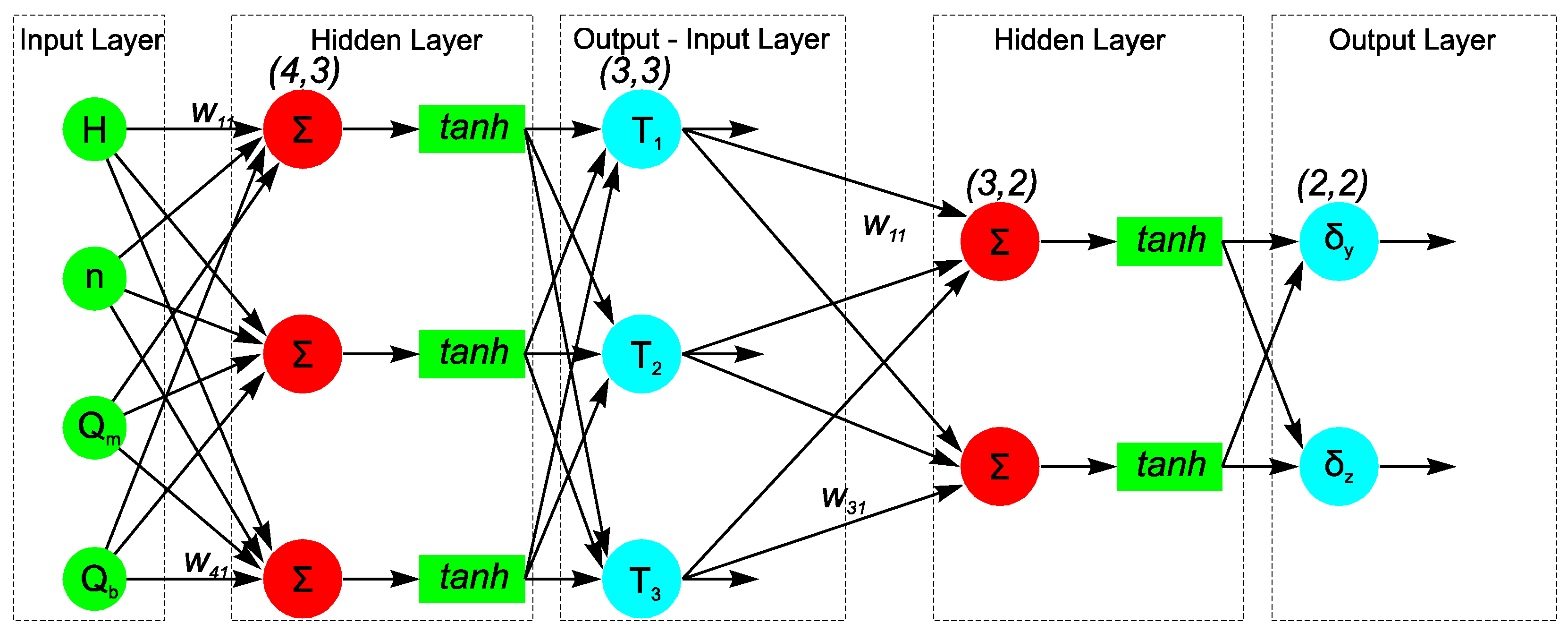
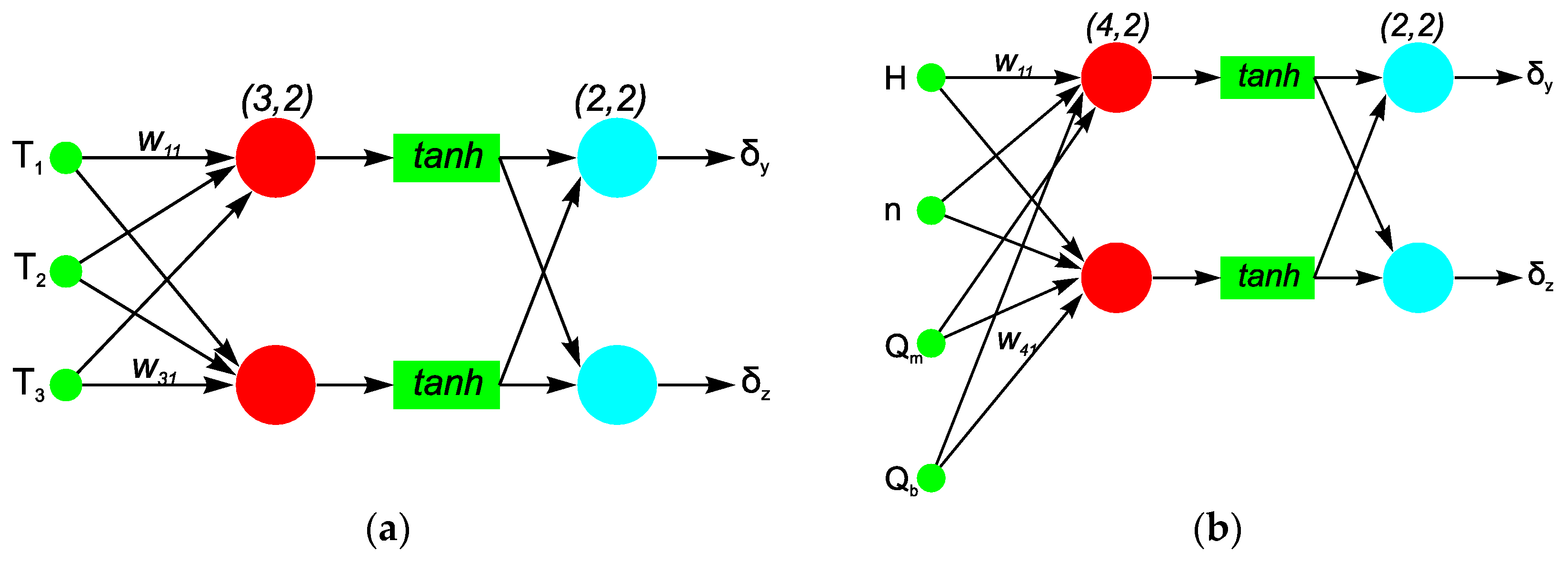
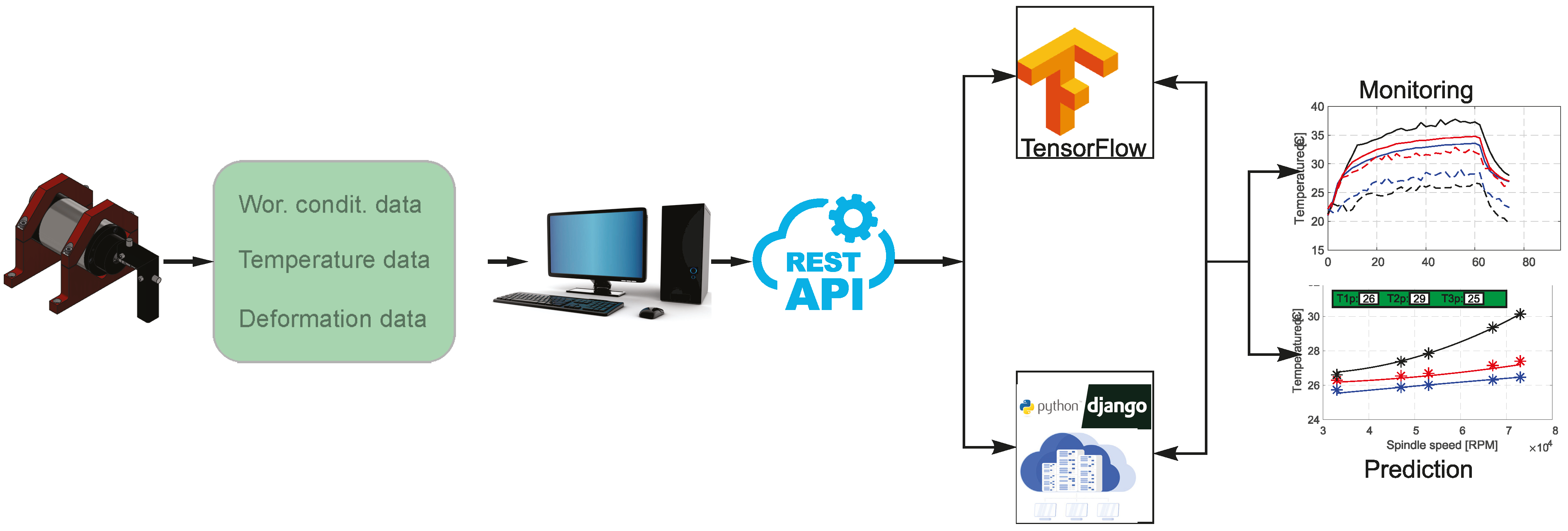
In this paper, experimental testing was conducted by utilizing an acquisition system to capture temperature and thermal deformation data across various spindle speeds, coolant types (oil, water), and coolant flow rates in the motor and bearings, representing different working conditions. Multiple Regression (MR) analysis is employed to delineate the relationships between input parameters (working conditions) and output parameters (temperatures), as well as temperature variables (input) and thermal deformation (output). Subsequently, comprehensive Multiple-Input Multiple-Output (MIMO) backpropagation (BP) neural network models are developed for predicting spindle temperature and thermal deformation, respectively. The models leverage working conditions as input parameters to predict temperatures and thermal deformations on the high-speed motorized spindle unit. Moreover, a novel system architecture incorporating cloud computing is introduced. Cloud Computing provides the opportunity to connect an unlimited number of geographically distributed setups to the same cloud system, which eliminates the necessity to train models or calculate predictions locally. Leveraging REST API calls, the system seamlessly uploads data and retrieves calculated predictions, therefore enhancing computational efficiency and scalability.
6. System Validation
Following the offline development of the temperature and thermal deformation prediction model, the computation of forecasts was transitioned to a cloud computing system where monitoring and forecasting of temperatures and thermal deformations were carried out. A comparison with the results of experimental tests is presented below. To ascertain the model’s validity, newly acquired data samples (20 samples in total) were employed to predict spindle thermal behavior.
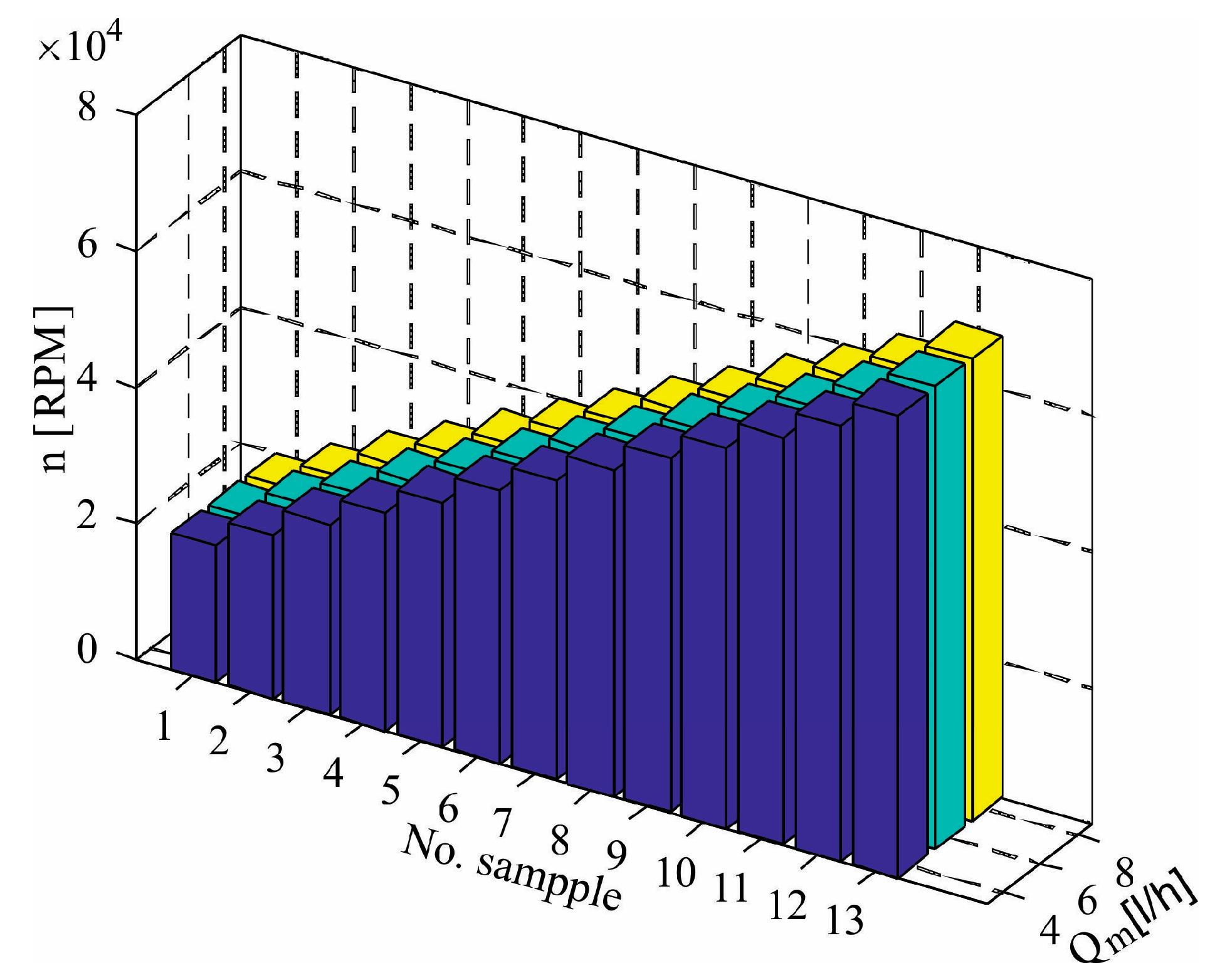
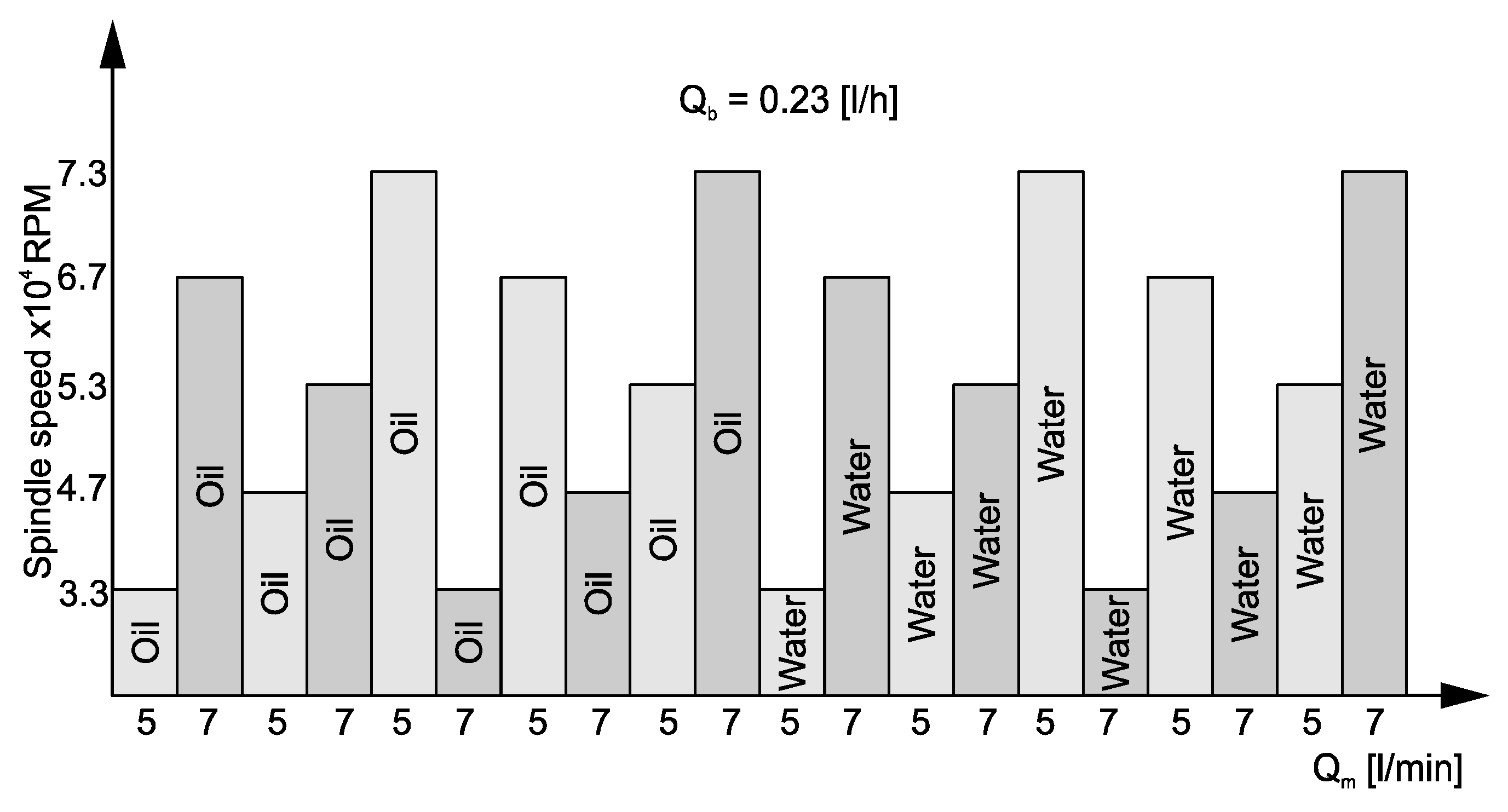
Figure 16 illustrates the spindle speeds and flow rate map corresponding to these data samples.
The comparison between the temperature results predicted by the model and the experimental data for cooling the spindle stator with oil and water are shown in
Figure 17 and
Figure 18.
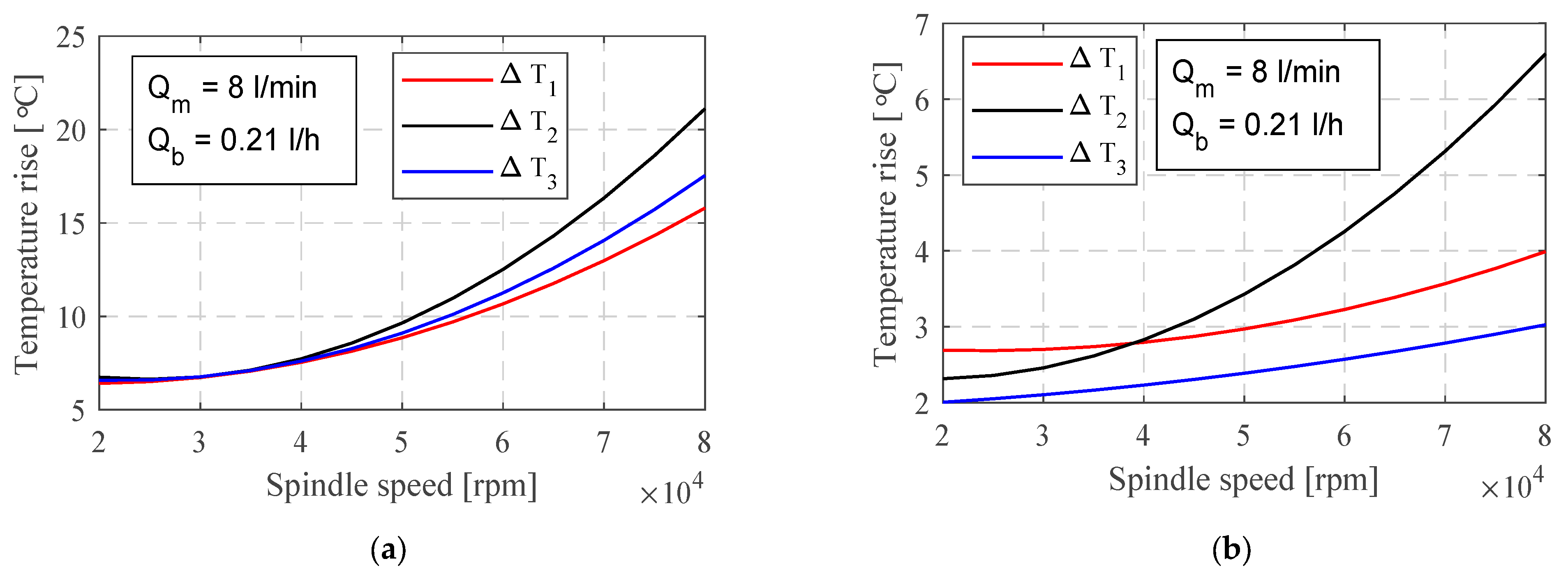
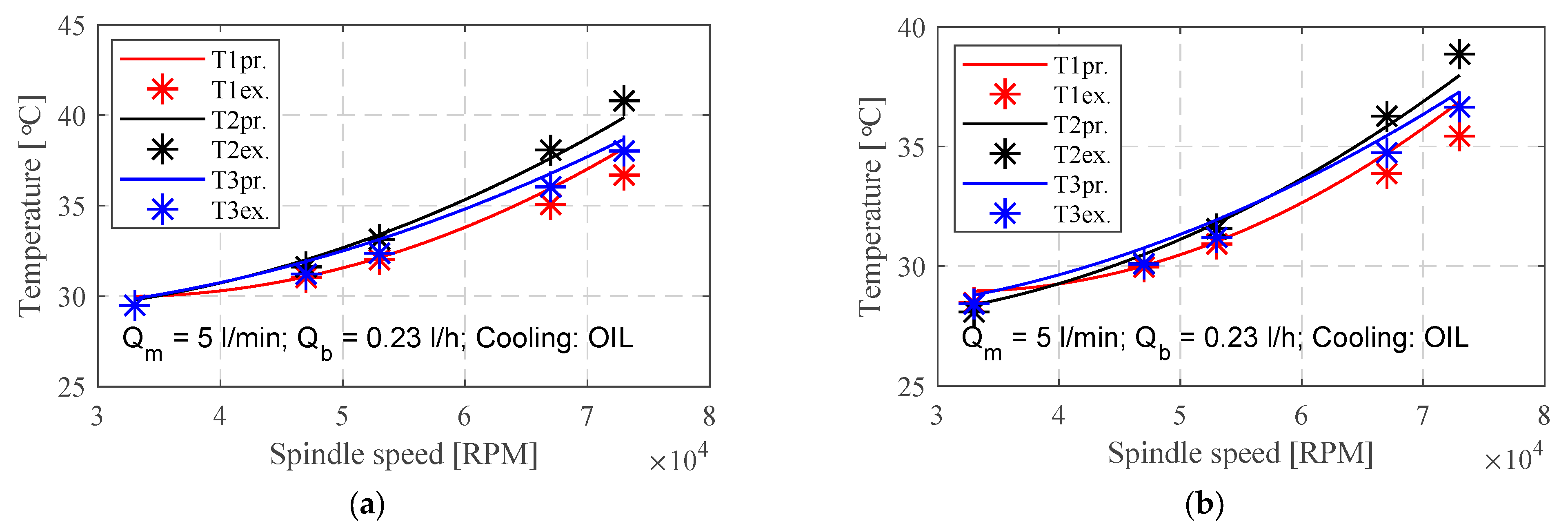
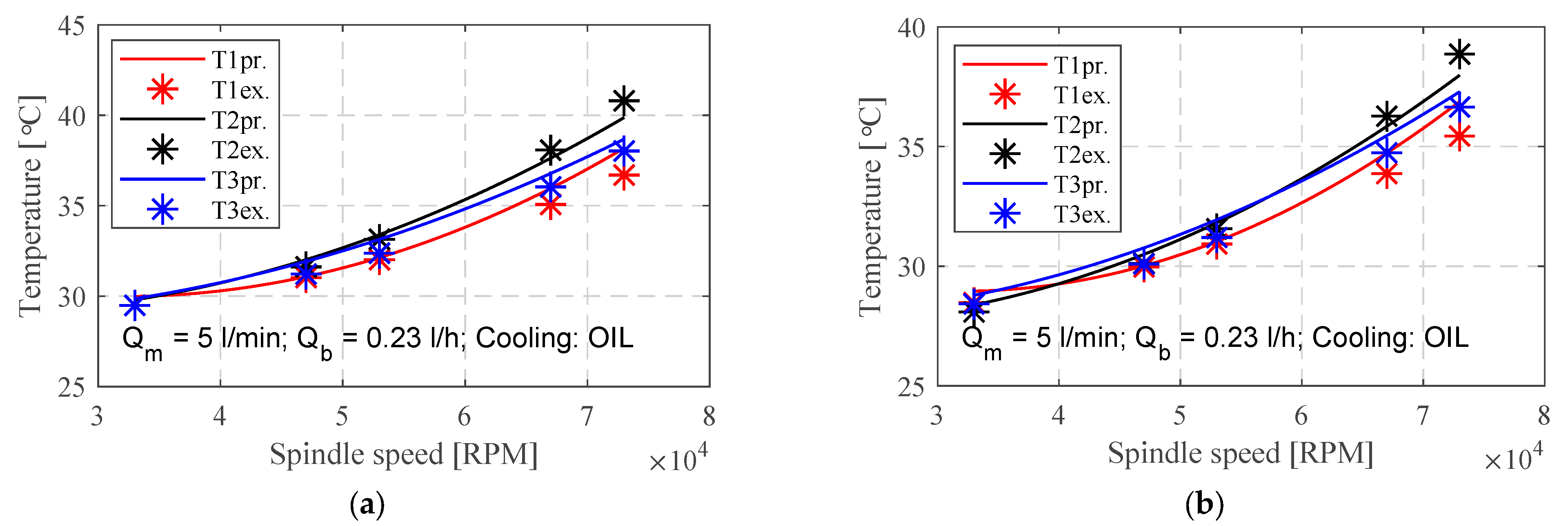
Figure 17 illustrates temperature variations corresponding to different oil flow rates (Q
m) through the housing as a function of the spindle’s revolutions. Elevating the spindle speed from 33,000 to 73,000 RPM resulted in a temperature rise of 38% at an oil flow of Q
m = 5 L/min according to experimental testing, and a 35% increase is predicted by the model. Similarly, for an oil flow of 7 L/min, experimental testing shows a temperature increase of 35%, while the prediction model indicates a 33% rise. Conversely, increasing the flow from 5 to 7 L/min induces a temperature decrease of approximately 3% at n = 33,000 RPM or 5% at n = 70,000 RPM for T
1 and T
3, according to experimental results, and 1% and 3%, respectively, as per the prediction model. Regarding T
2, a reduction of 2% at n = 33,000 RPM and 8% at n = 73,000 RPM is observed in experimental testing, whereas the prediction model anticipates a decrease of 6%. The residual temperature spans from 0.05 to 1.87 °C, depending on oil flows and spindle speed.
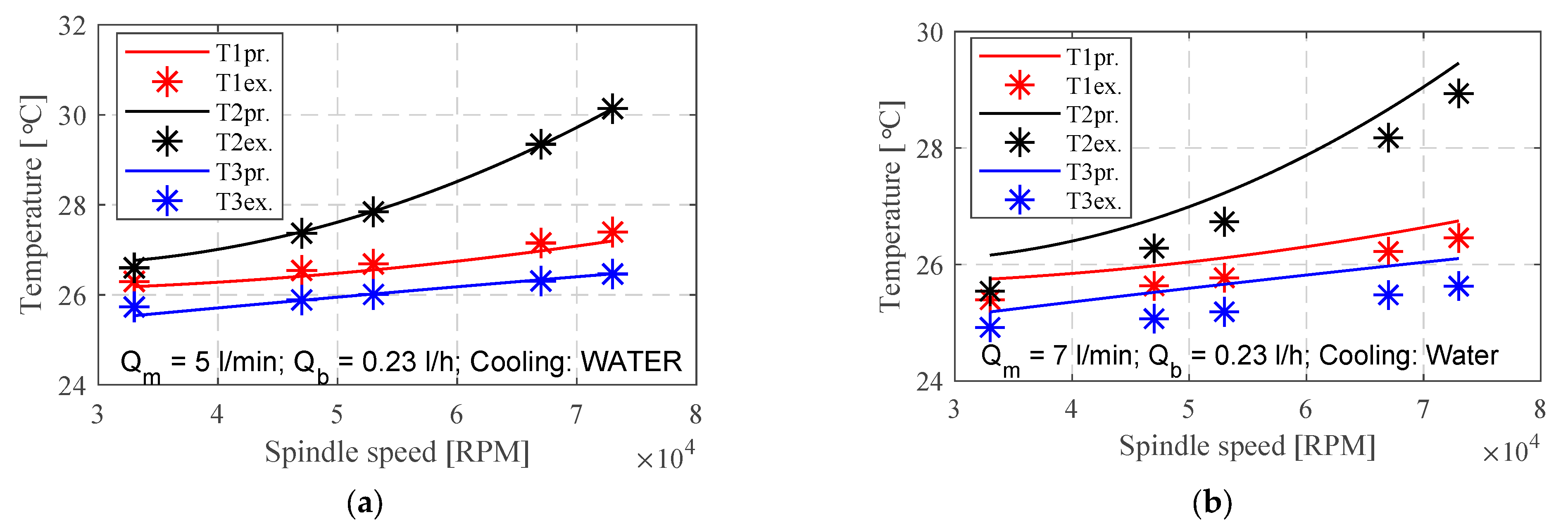
Temperature variations concerning different water flow rates (Q
m) through the housing in relation to the spindle’s revolutions are illustrated in
Figure 18. Increasing the spindle speed from 33,000 to 73,000 RPM produced a temperature rise of 13% at an oil flow of Q
m = 5 L/min according to experimental testing and 12% based on the prediction model. At a flow of 7 L/min, experimental testing shows a temperature increase of 10%, while the prediction model indicates an 8% rise. Conversely, augmenting the flow from 5 to 7 L/min results in a temperature decrease of approximately 3% at n = 33,000 RPM or 4% at n = 73,000 RPM for T
1 and T
3, as observed through experimental testing. According to the prediction model, the corresponding decreases are 2% and 3%, respectively. Regarding T
2, a decrease of 4% at n = 33,000 RPM and 10% at n = 73,000 RPM is observed through experimental testing, while the prediction model predicts a decrease of 9%. The residual temperature ranges from 0.03 to 0.61 °C, depending on water flows and spindle speed. The predictive model provides R-squared values ranging from R
2 = 0.95 to 0.98, which can be considered as good for all temperature outputs.
The comparison between the thermal deformation predicted by the model and the experimental data at different speeds, cooling types and flow are shown in
Table 5,
Table 6,
Table 7 and
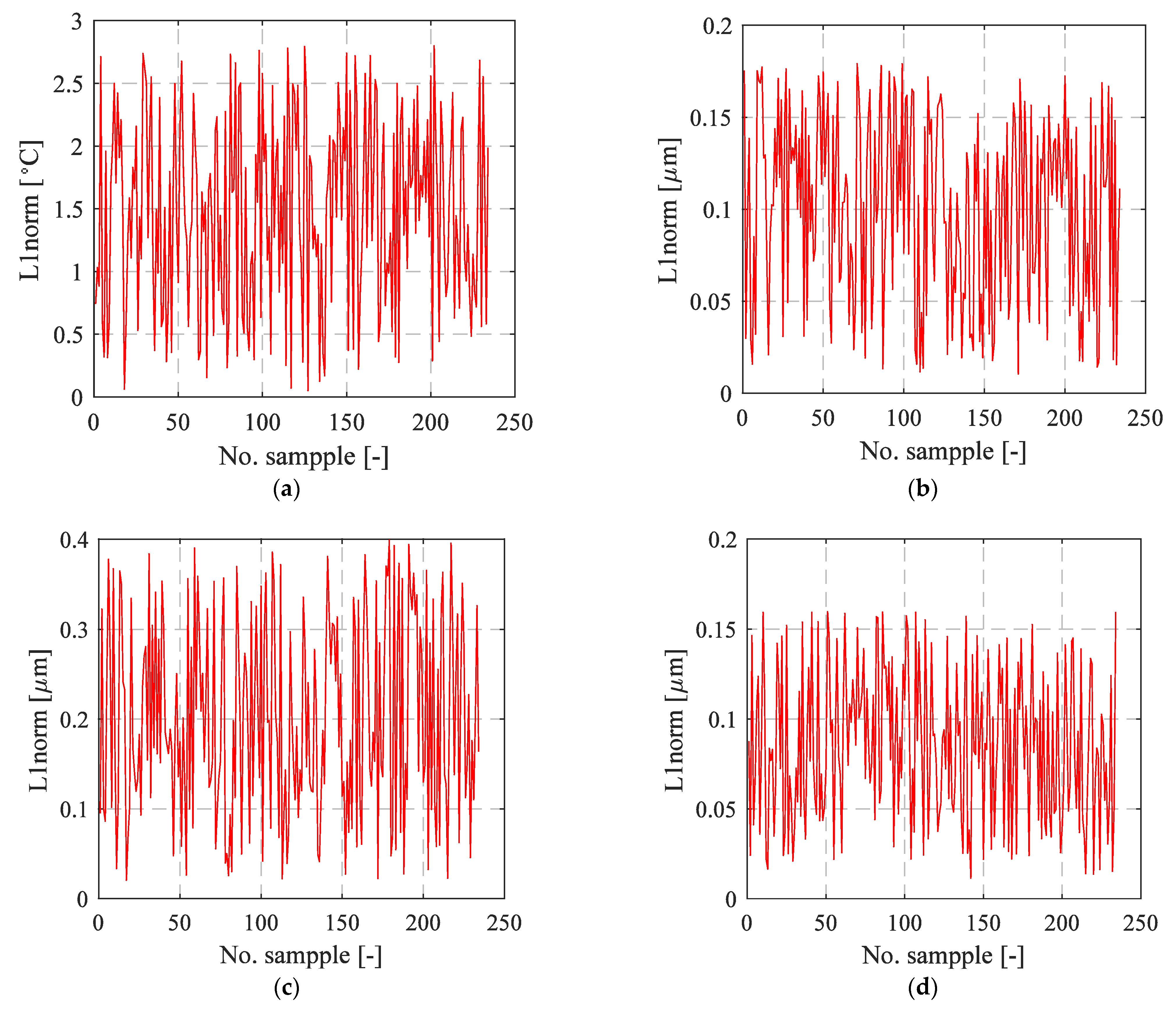
Table 8. The absolute values of the residuals for axial thermal deformation fall within the range of 0.02 to 0.35 [μm], while the radial thermal deformation residuals range from 0.01 to 0.37 [μm]. The average absolute values of the residuals for axial and radial thermal deformation are 0.16 and 0.14 [μm], respectively. Moreover, the predictive ability of the thermal deformation was 90% and 93%, indicating the model exhibits good predictive ability and perfect generalization. However, the average prediction error in the thermal deformation was approximately 0.3 μm.
The average coefficient of the determination, at 0.969, signifies that the ability of prediction is 96.9%, indicating that the four working conditions variables are robust and accurate predictors of the temperature and thermal deformation of the spindle unit. In a large number of previous papers, the average prediction accuracy was from 87 to 96% (most often around 95%).
The high coefficient of determination underscores the robustness and accuracy of the model in predicting spindle temperatures and thermal deformations under different working conditions. The comparison between simulated and measured results highlights the potential of this thermal model, based on artificial neural networks and cloud computing, to forecast spindle thermal behaviour in real time.
7. Conclusions
In summary, the transition of the temperature and thermal deformation prediction model to a cloud computing system has enabled efficient monitoring and forecasting of spindle temperatures and thermal deformations. Validation of the model was achieved through comparison with experimental tests, utilizing newly acquired data samples.
The comparison between predicted temperature results and experimental data for both oil and water cooling methods demonstrated close alignment, with residual temperatures within acceptable ranges. The predictive model exhibited strong performance, as evidenced by R-squared values ranging from 0.95 to 0.98, indicating good predictive accuracy for all temperature outputs.
Similarly, the comparison between predicted thermal deformations and experimental data showcased the model’s reliability, with low residual values and high predictive ability percentages. The average coefficient of determination further confirmed the robustness of the model, with a high prediction accuracy of 96.9%.
Based on these findings, insights into the historical temperature distribution of the motorized spindle unit can be gleaned, facilitating the selection of optimal coolant types and flow rates to mitigate temperature elevation and thermal expansion. The temperature results derived from the presented model enable the identification of optimal solutions and quantitative evaluation of enhancements in high-speed motorized spindle thermal characteristics. Selecting the suitable coolant and flow rate not only enhances the energy efficiency of the machine tool but also mitigates temperature fluctuations and errors stemming from heat load.
Overall, these findings suggest that the developed model, leveraging cloud computing and experimental validation, is an effective tool for predicting the temperature and thermal deformation of spindle units under various working conditions. This model holds promise for real-time monitoring and optimization of spindle performance, with potential applications in improving manufacturing processes and equipment reliability.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}