Abstract
The coarse-grained electroplated diamond grinding wheels is increasingly favored in precision grinding of hard and brittle materials owing to its high material removal efficiency, high wear resistance and steady surface contour accuracy. However, how to determine whether the dressed grinding wheel surface topography can achieve the desired precision ground surface quality is still a huge challenge to this day. In this paper, a novel numerical simulation model, which was established basing on the statistical features of actual electroplated coarse-grained diamond grinding wheel and the kinetics of the grinding process, was proposed for theoretically and thoroughly studying the influence of the surface dressing depth of coarse-grained electroplated diamond grinding wheel on ground workpiece surface morphology. At first, the statistical features of actual electroplated coarse-grained diamond grinding wheel was acquired and a novel numerical grinding wheel surface model was established. Subsequently, a numerical ground workpiece surface simulation model was also developed. And then, the evolving mechanism of the grinding wheel surface topography with the dressed wheel surface abrasive grain protrusion height was theoretically studied by numerical simulation. Moreover, the influence of the wheel surface abrasive grain protrusion height on the ground surface roughness was thoroughly researched by means of theoretical model and experiments. The simulation and experiments results in this paper indicated that precision ground workpiece surface with nano-scale surface roughness can be acquired by grinding with a dressed grinding wheel with a certain abrasive grain protrusion height of 25% of the typical abrasive size. Comparing with the undressed grinding wheel (grinding wheel with original surface topography and not be dressed), the surface roughness Sa and Sq of the surface ground with a well-dressed wheel can achieving a significant decrease of 97.75–99.77% and 97.57–99.73%, respectively. Therefore, carefully dressing the electroplated coarse-grained diamond grinding wheel is of great significance for obtaining a precision ground workpiece surface quality.
1. Introduction
With the development of modern manufacturing technology, the aviation, aerospace, communications, medical, and bioengineering fields have put forward more stringent requirements for the processing quality of critical components [1,2]. For complex and brittle materials such as engineering ceramics, optical glass, single crystal silicon, and composite materials that are difficult to process and whose processing accuracy is difficult to maintain, the most commonly used processing method is to grind them with superabrasive grinding wheels [3,4,5]. The grinding process leverages the micro-cutting effect of numerous grains on the grinding wheel’s working surface to remove material. It shows incomparable advantages in high-precision machining of various difficult-to-machine materials. Furthermore, grinding is essential to ensuring the machining accuracy and surface quality of hard and brittle materials. The grinding wheel surface profile precision directly affects the workpiece material removal rate, surface integrity, ground surface roughness, and so on [6,7,8]. Dressing grinding wheel surface to achieve an ideal wheel surface profile is meaningful for maintaining the material removal efficiency and machining workpiece surface accuracy.
The objective of dressing the grinding wheel is twofold: to achieve a high-precision geometric profile, and to ensure an ample number of sharp grains on its surface. Both are vital for the precision grinding process [9,10]. Holesovsky et al. [11] used diamond dressers to conduct a comparative study on the performance of grinding surface roughness, and the results showed that the dressing speed and dressing depth of the grinding wheel have a significant impact on the surface roughness. Palmer et al. [12] studied the effect of roller dressing on the surface topography, morphology, and characteristics of alumina grinding wheels with different grain shapes, and the study found that very rough grinding wheels are produced at higher feed rates and speed ratios. As reported by Riemer et al. [13], the well-dressed electroplated coarse-grained diamond grinding wheel could obtain a ground workpiece surface with surface roughness in the nanometer scale. The truncated diamond abrasive grains with a flat top surface and smaller abrasive protrusion height is meaningful for precision grinding optical glass. A novel dressing method for electroplated coarse-grained diamond grinding wheel using thermochemical reaction between diamond and iron-based materials was introduced in the article. Electroplated coarse-grained diamond grinding wheels were successfully dressed with an iron-based dressing block. Zhang et al. [14] combined the material water jet system with touch grinding to achieve precise grinding and coarse-grained metal-bonded diamond grinding wheel dressing. Zhao et al. [15,16] used electrolytic in-process dressing (ELID) technology combined with metal-based diamond dressing wheels to dress electroplated coarse-grained diamond grinding wheels with grain sizes of D 46 , D 91 , and D 151 , and the low wear rate of the dressed coarse-grained grinding wheel ensures high surface shape accuracy and low machining costs. Due to the extreme hardness of large size diamond abrasive grits and the high bond-grain holding strength, the well dressing of electroplated coarse-grained diamond grinding wheels is still a great challenge. Moreover, the influence of the wheel surface characteristics on the ground workpiece surface quality and the criterion for judging the dressing status of coarse-grained diamond grinding wheels are still unclear. Therefore, it is necessary to improve the understanding of coarse-grained diamond grinding wheel dressing.
It is well known that the grinding wheel surface features, such as the dressing conditions, the average abrasive grain protrusion height, the effective abrasive grain number, and so on, have a tremendous influence on the ground surface quality. Nguyen et al. [17] studied the influence of grinding wheel surface topography parameters on grinding process, and reported that there is a relationship between the grinding wheel surface topography parameters and surface roughness. Wang et al. [18] found that the grinding surface morphology characteristics are closely related to the grinding parameters by analyzing and screening the grain trajectories on the workpiece. The surface roughness is improved at small cutting depths as the grinding speed and feed ratio increase. Kacalak et al. [19] proposed that the machining potential of abrasive tools depends on the grinding wheel structure, the type and performance of grain and bond, the geometric parameters of grain, and active surface morphology. However, it is difficult to measure changes in the surface morphology of the grinding wheel in real-time during actual grinding. To overcome this problem, many researchers have devoted themselves to modeling and simulating the grinding process. Grinding wheel surface topography modeling has gradually become an important method to study the changes in grinding wheel surface topography and its impact on the grinding process. Liu et al. [20] proposed the basic topographic parameters of grains and two evaluation indices of the grain protrusion degree and the dispersion degree of the grain protrusion area to parametrically evaluate the surface topography of the grinding wheel and a three-dimensional model for the surface topography of the resin-bonded grinding wheel was established. Qiao et al. [21] proposed a non-Gaussian statistical model to simulate the mill grinding wheel topography, based on the distribution characteristics of grains induced by observing the grinding wheel surface topographies with different grain sizes, and 3D parameters of “Birmingham 14” were introduced to assess the grinding wheel surface quantitatively. Chen et al. [22] used the moving-average model to reconstruct the surface morphology of the grinding wheel based on the measured data on the grinding wheel surface. Liao et al. [23,24] digitized the extracted three-dimensional contour features of the grinding wheel through linear transformation, established a moving average model based on the time series method to generate the surface topography of the grinding wheel, and based on this, a method for generating grinding surfaces with different autocorrelation functions and statistical parameters was established. Salisbury et al. [25,26] proposed a grinding wheel surface modeling method based on the measured grinding wheel surface and two-dimensional Fourier transform. Existing research indicates that we can quantitatively assess grinding performance using the morphological characteristics of both the grinding wheel and workpiece surfaces. Therefore, predicting the morphological characteristics and roughness of the workpiece surface is of great significance to improving the grinding quality of the grinding wheel after grinding and dressing.
In view of this, this paper aims to establish a morphology evolution model of the coarse-grained diamond grinding wheel surface and workpiece surface based on the dressing characteristics of the grinding wheel to study the evolution of dressing parameters on the morphology characteristics of the grinding wheel surface and workpiece surface. This model fully considers the grinding wheel surface morphology characteristics, such as the number of grains, the geometric shape of the grains, and the cutting-edge height of the grains, and uses numerical modeling to predict the grinding wheel surface and workpiece surface details after dressing. Combined with the dressing and grinding test results of the electroplated coarse-grained diamond grinding wheel, the surface morphology characteristics of the grinding wheel and the changes in the workpiece surface morphology with the protruding height of the grains after dressing were analyzed. Finally, the effectiveness of the model is evaluated by comparing the simulated morphology obtained with the actual morphology observed experimentally.
2. Establishment of Surface Morphology Model
2.1. Shape of the Grain
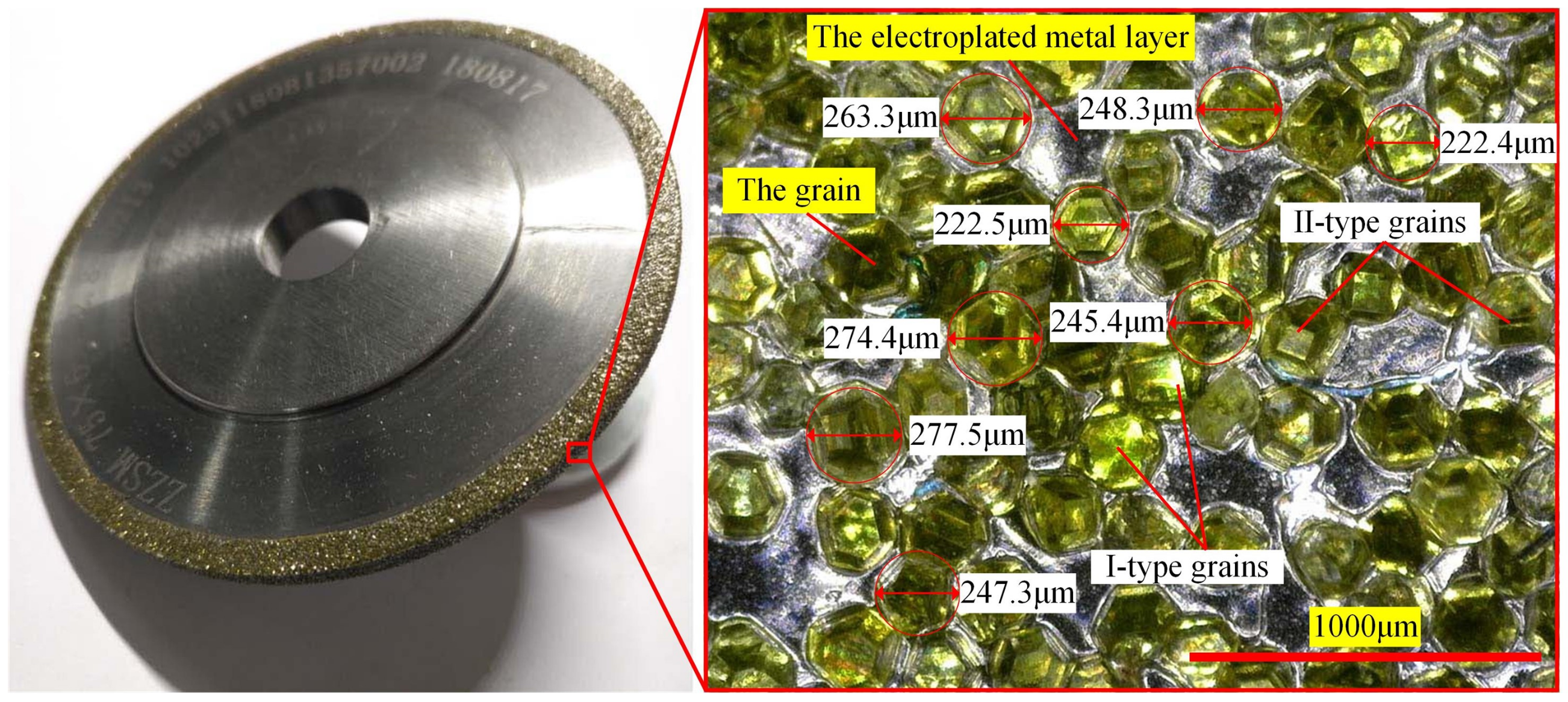
The single-layer electroplated coarse-grained diamond grinding wheel used is shown in Figure 1. The grains on the grinding wheel are regular in shape, uniform in color, distributed randomly, and exhibit significant protrusion. To thoroughly investigate the impact of the grinding wheel dressing surface on the workpiece’s three-dimensional morphology, our model generates each grain on the surface independently. This generation considers grain parameters, including the grain shape coefficient and grain size. The model also accounts for the randomness of individual grain contours and their distribution on the grinding wheel, enhancing the accuracy of the grinding topography prediction.
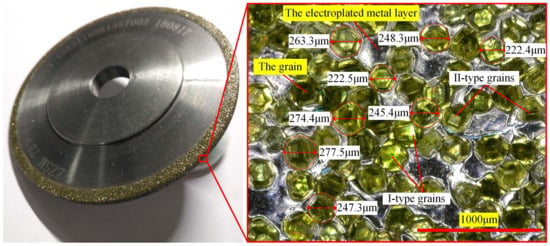
Figure 1.
Electroplated coarse-grained diamond grinding wheel.
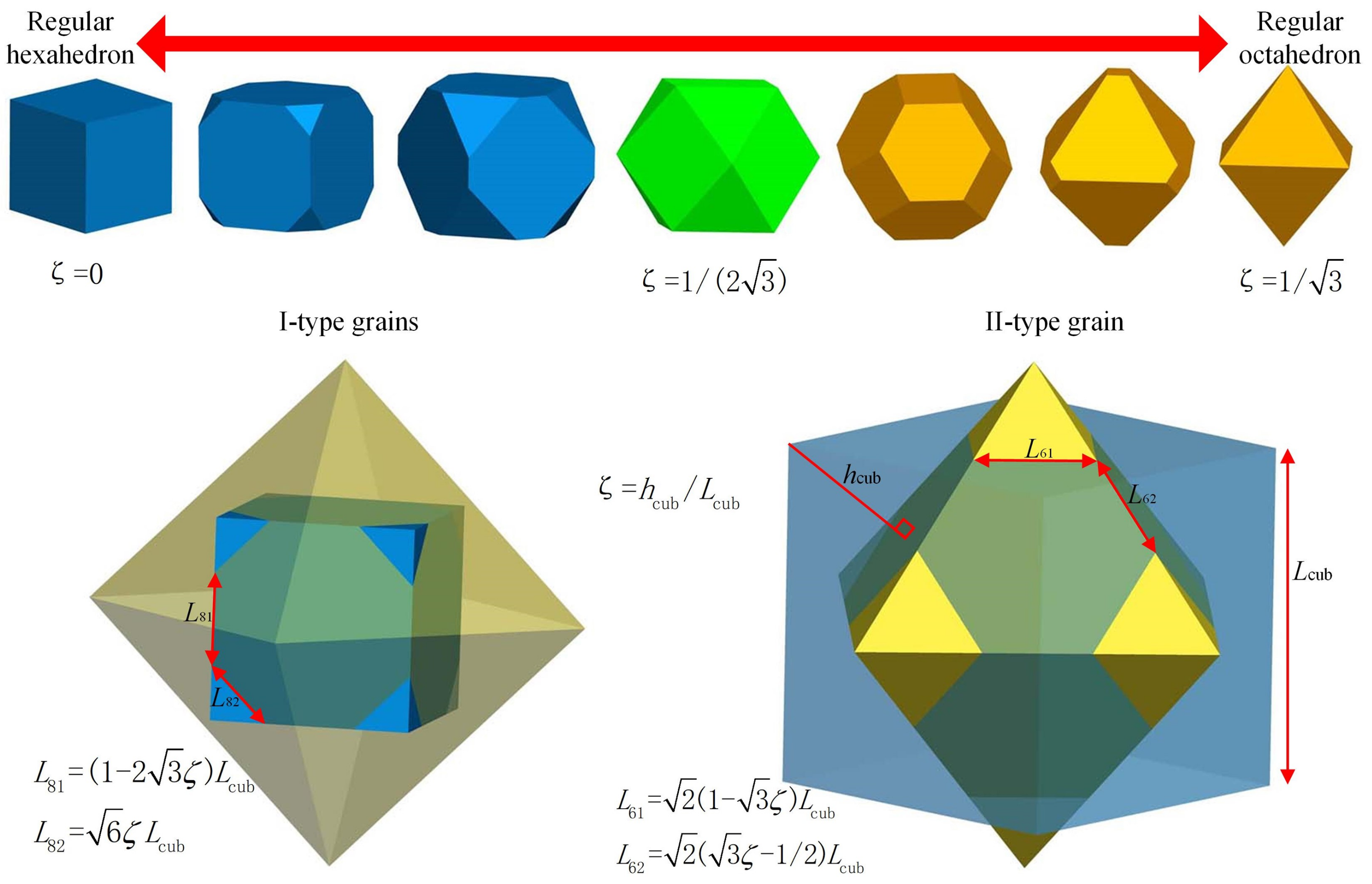
The generation parameters of the grains are independent of each other, so the generated grains are affected by the randomness of the synthesis conditions and have certain differences. The evolution of the crystal shape of grains is shown in Figure 2. The shape of the grains is formed by truncating regular hexahedrons and regular octahedrons [27]. The shape of the grains can be described by the shape coefficient , which is the ratio of the distance from the vertex of the regular hexahedron to the surface of the regular octahedron and the side length of the regular hexahedron . If , the shape of the grain is a regular hexahedron. If , the grains are I-type grains mainly composed of regular hexahedrons. If , the grain is a composite shape of a regular hexahedron and a regular octahedron with equal side lengths truncated from each other. If , the grains are II-type grains dominated by regular octahedrons. If , the shape of the grain is the regular octahedron.
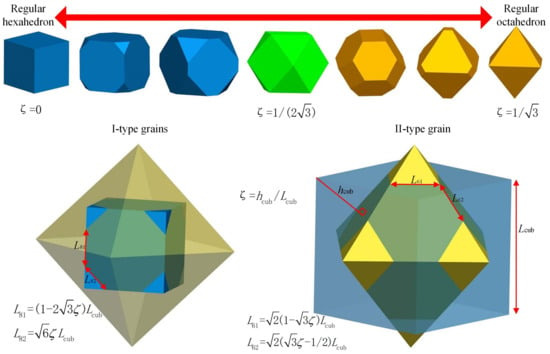
Figure 2.
Schematic diagram of theoretical grain morphology.
Based on the evolution of the grain shape, the size of the grains depends on the truncation size of the regular hexahedron and the regular octahedron. Therefore, the maximum diameter of the grains is shown in Equation (1):
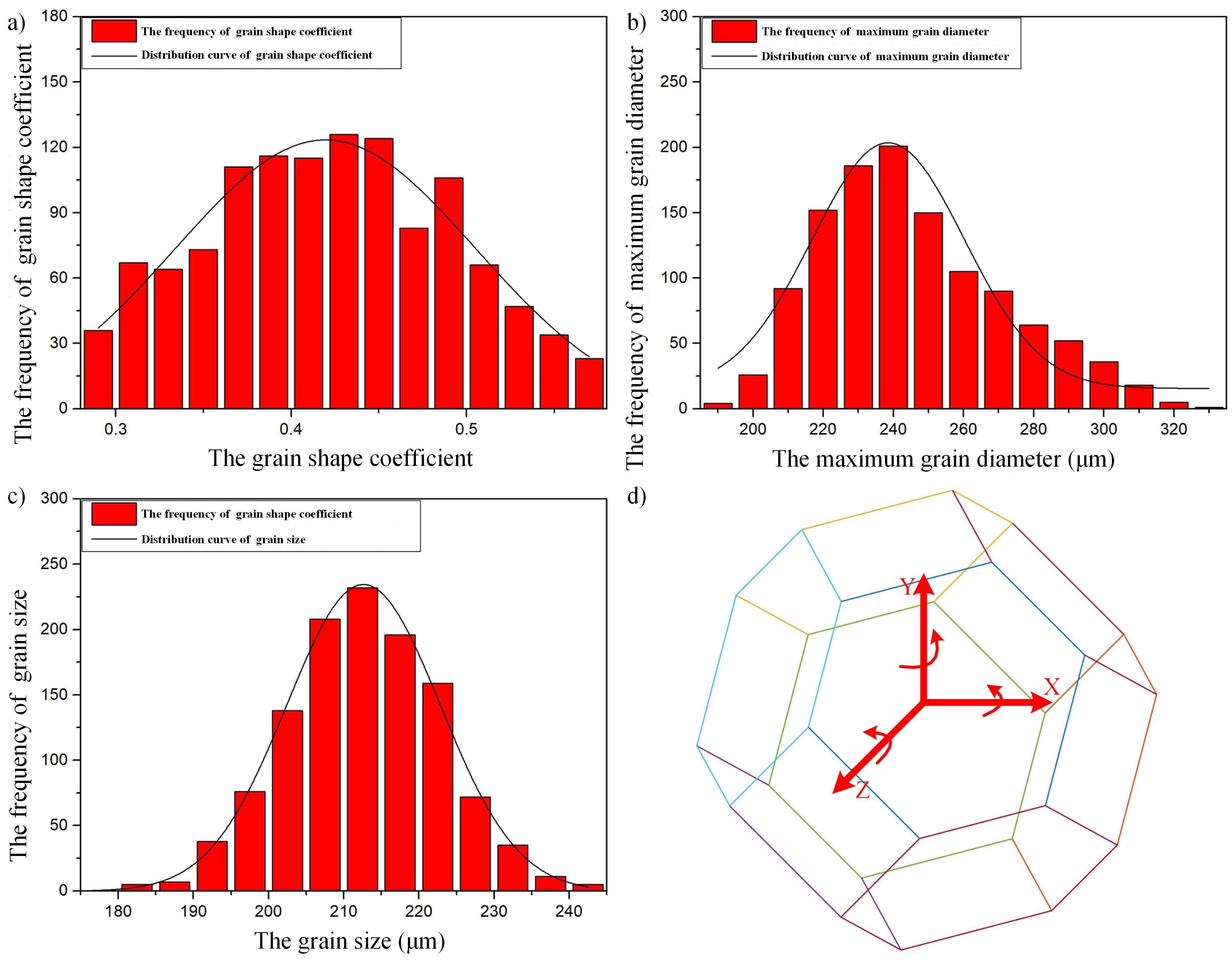
During the grinding process, the material removal and surface morphology of the workpiece are closely related to the shape/size of the grains. The normal distribution of the grain shape coefficient and the normal distribution of the maximum grain size is applied to the generation of the surface grain; the grain size is calculated using the grain maximum diameter and grain shape coefficient, and thereby generating the specific contour of the grain. The schematic diagram of grain parameters and grain placement orientation used for modeling the surface topography of the grinding wheel is shown in Figure 3. The grain rotates around the axis and obeys a uniform distribution of .
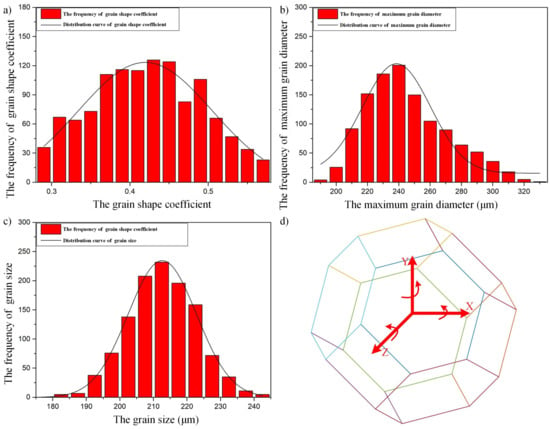
Figure 3.
Grain parameters for grinding wheel modeling: (a) the grain shape coefficient, (b) the maximum grain diameter, (c) the grain size, (d) the grain direction.
The rotation angles of the grains around the , and axes on the surface of the grinding wheel are , and , respectively. The coordinates A of any point on the surface of the grain is , and the coordinates after rotation are . It can be expressed as Equation (2):
In the formula, —the initial position of any point of grain. —the position after adjusting the orientation of any point of the grain. —the rotation angle of grain around the , and axes.
2.2. Spatial Orientation of the Grains
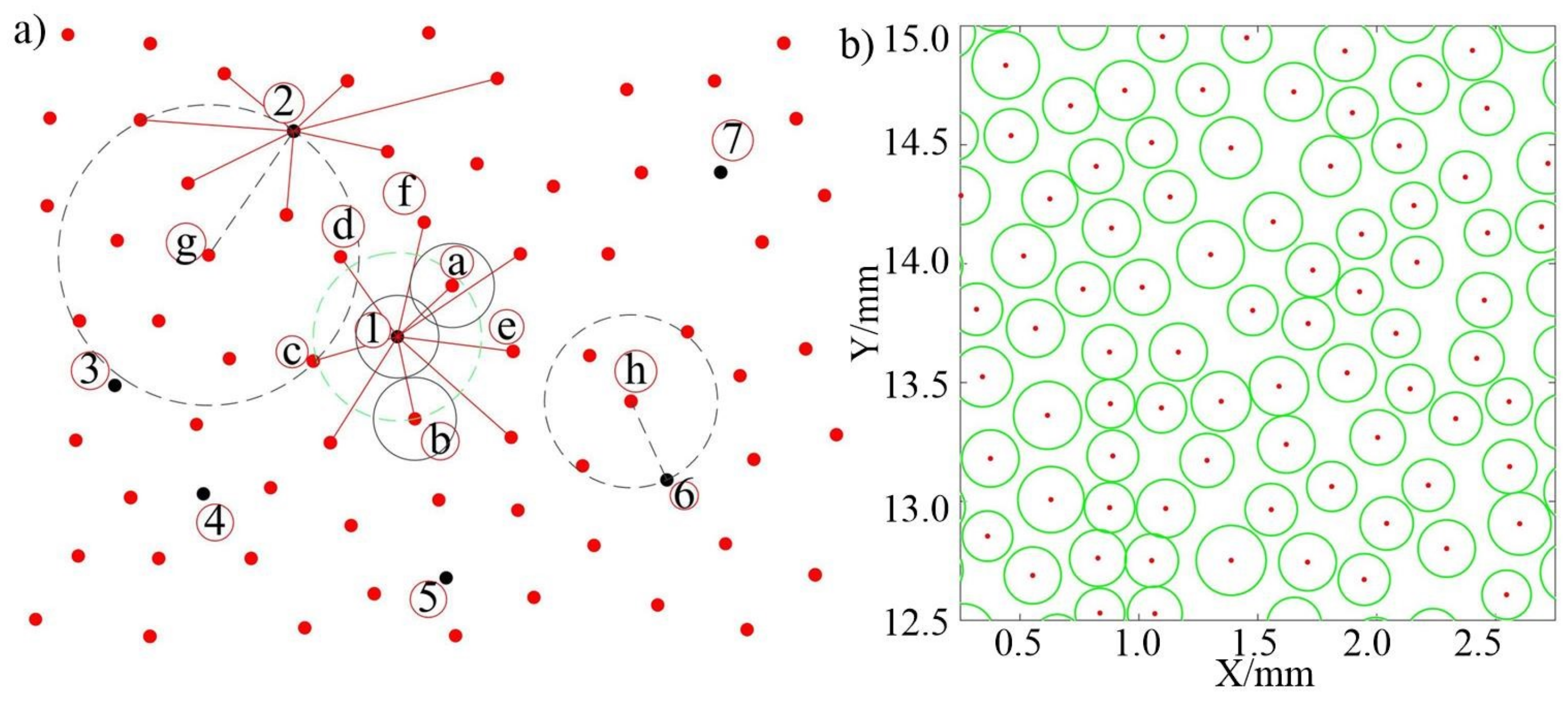
To make the grains evenly distributed on the surface of the grinding wheel, the best-candidate sampling algorithm is used to set the grain density and grain spacing, as shown in Figure 4, to avoid the interference of multiple grain overlap on the model accuracy [28]. As shown in Figure 4a, points 1–6 in the figure are known points, and other red points are candidate points. The spacing between points a and 1 is the smallest near grain 1. However, the maximum diameter circle of point a intersects with the maximum diameter circle of point 1, so it is not the best-candidate point. The maximum diameter circle of point 1 is nearly tangent to the maximum diameter circle of point b, but the spacing between the two points is greater than the sum of the radii of the maximum diameter circle of the grain, so point b is the best-candidate grain. The grain distribution in some areas of the grinding wheel surface generated by the best-candidate method is shown in Figure 4b. It can be found that the maximum diameter of the grains changes randomly, and the grains are randomly distributed in the plane area, so it is a relatively ideal grain distribution.
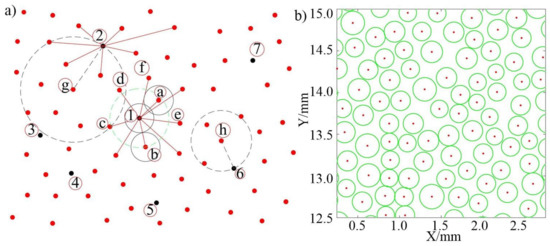
Figure 4.
Diagram of the best-candidate sampling method and its generated grain distribution: (a) schematic of best-candidate sampling, (b) grain distribution.
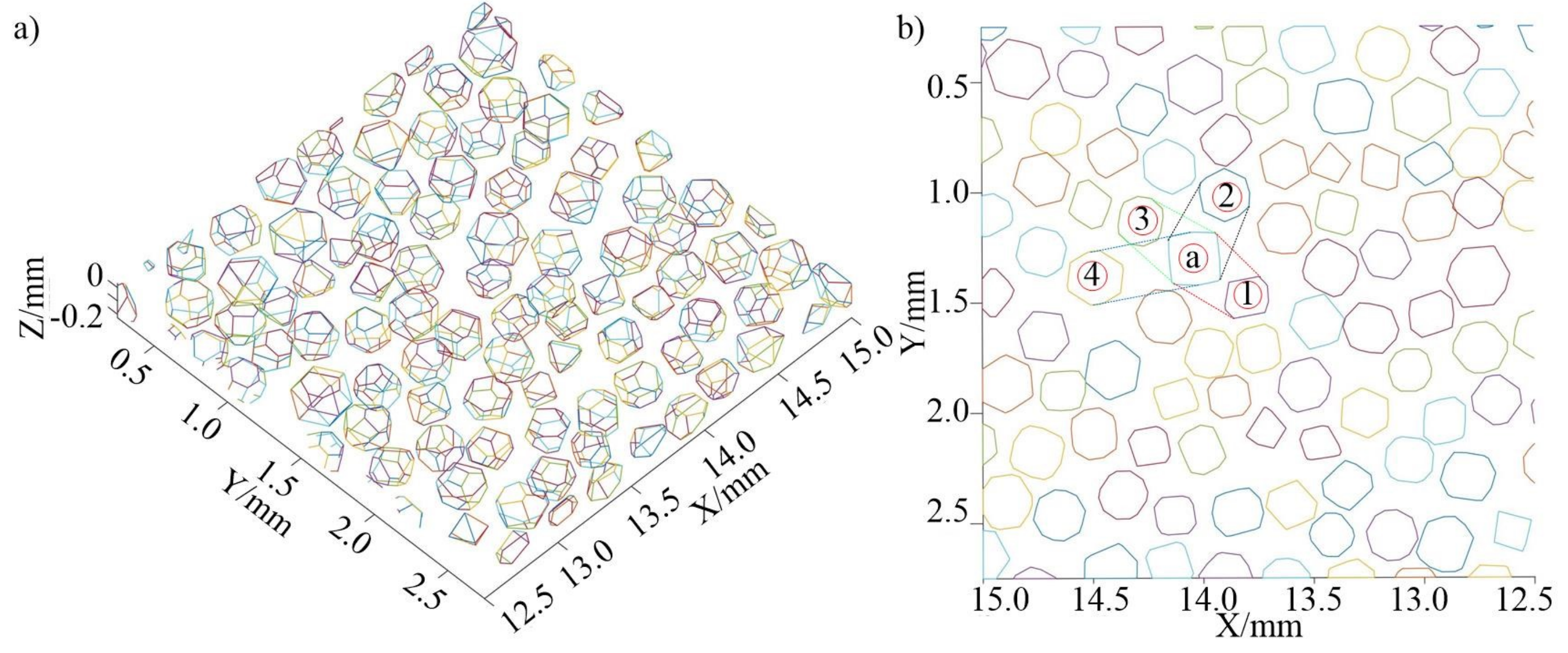
On the basis of generating the center position of the grain, the grain profile of the grinding wheel surface was generated based on the geometric relationship of the grain corner points and the random deflection of the grain on the X/Y/Z axis is shown in Figure 5a, and the center height of the grain is set to 0 . The shape, spatial orientation, size, and regional position distribution of grains all change randomly. In measuring grain spacing, grains that align closely on a straight line are termed adjacent grains. Controlling grain spacing primarily involves managing the distance between these adjacent grains. To be consistent with the actual measurement of the grain spacing and spacing ratio, the projection of the grain profile in the plane area as shown in Figure 5b is used to judge adjacent grains. During the evaluation, we calculate the projected area of the two grain profiles. If there are no projection profiles of other grains in the projected area, then the group of grains is adjacent grains. Otherwise, it is not. In the figure, grains 1–4 are located near grain a, and there are no other projection profiles between grains 1–3 and grain a in the projected area, making them adjacent grains. However, since the projected area between grain 4 and grain a contains the profile of grain 3, they are not considered adjacent.
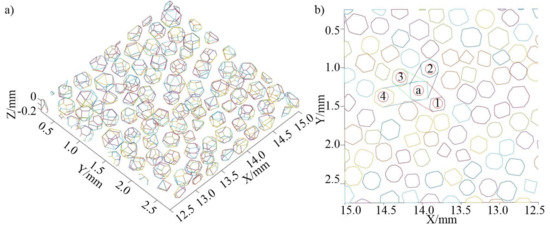
Figure 5.
Three-dimensional grain profile on the grinding wheel surface and its projected area. (a) Three-dimensional profile of the grains; (b) projection profile of the grains.
Further optimization of the protruding height and spatial position of the grains can be carried out using Equation (3), which compares the statistical data of the grain spacing and protrusion height with the actual measured data. Randomly select any grain spacing within the interval that needs to be adjusted, and randomly generate the corresponding adjustment amounts , where i is the grain serial number, are the initial positions of the grain center, is the adjusted position of the grain center. If the position of the grain does not interfere with adjacent grains after incremental adjustment and the spacing or height adjustment direction is consistent, the current adjustment is accepted.
In the formula, —the initial position of grain center. —the adjusted position of the grain center. —random adjustment amount of the grain center in the , and z directions.
2.3. Grinding Wheel Surface Topography Model Generation and Dressing
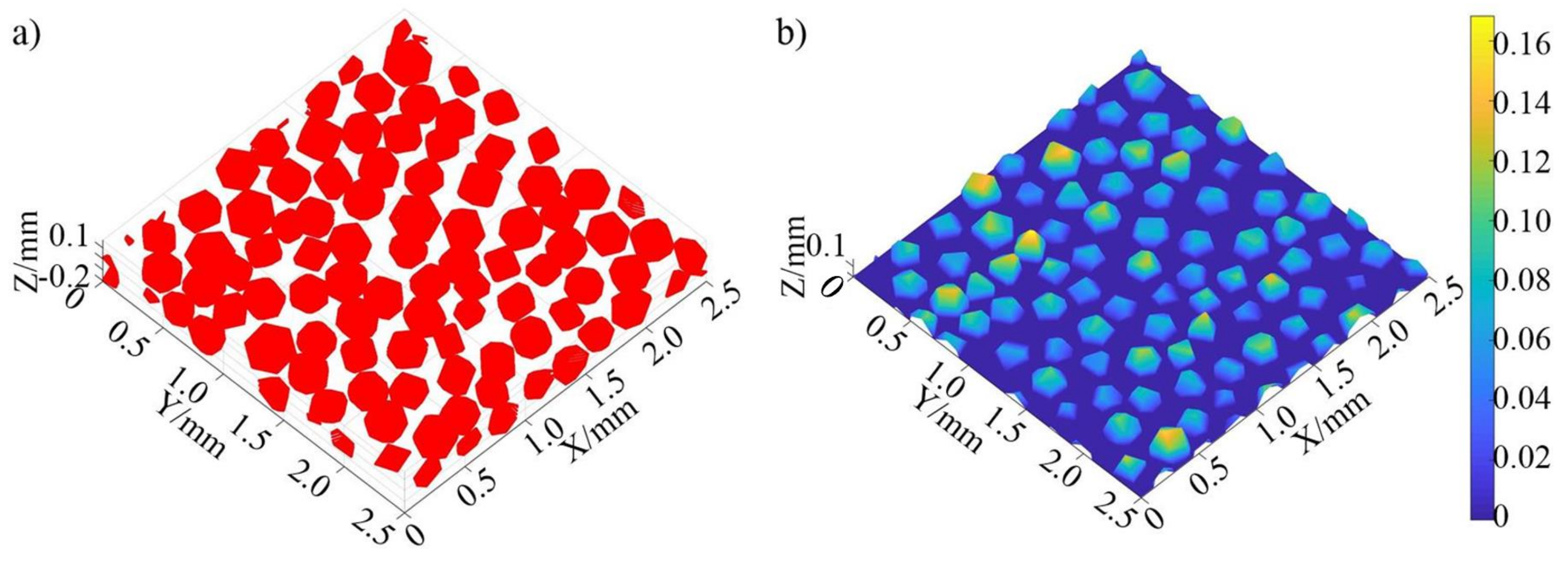
The scatter plot of the grains on the grinding wheel surface obtained by calculating the positions of the grain surface points is shown in Figure 6a. Since the surface of the electroplated metal layer is far lower than the maximum protruding height of the grains and the top surface of the grains after dressing, the surface height of the electroplated layer is set to the average height, which is 0 . It can be seen from the depth difference between the grains and the surface of the electroplated metal layer in Figure 6b that the protruding height, size, and orientation of the grains are randomly distributed, and the maximum protruding height of the grains is 170 .
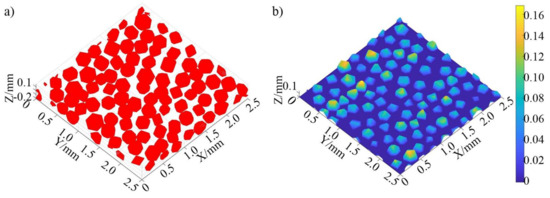
Figure 6.
Point cloud of modeled grains and surface topography of the grinding wheel surface: (a) point cloud, (b) surface topography.
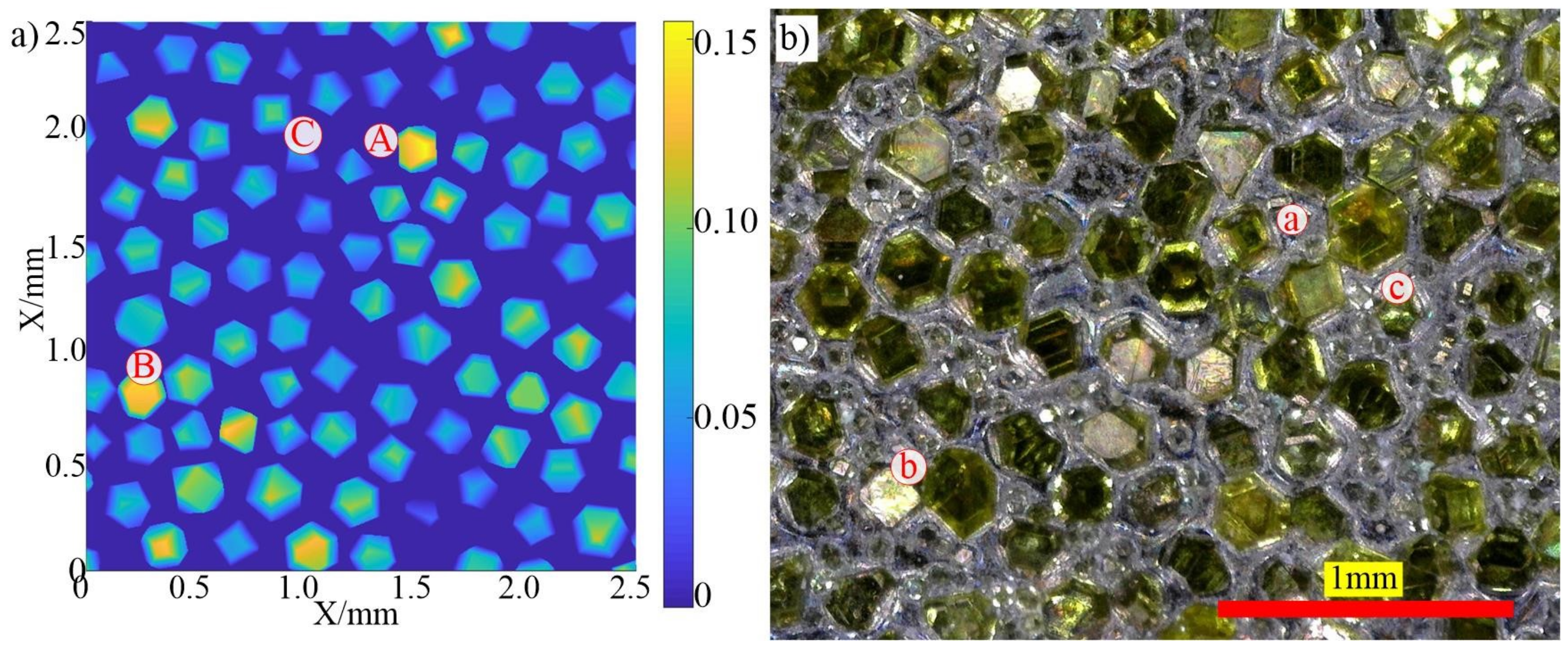
To verify the effectiveness of the grinding wheel surface simulation model, the simulated morphology of the grinding wheel surface was compared with the actual morphology of the grinding wheel surface, and the results are shown in Figure 7. The density of grains on the surface of the simulated grinding wheel is 12.64 pieces ; the density of grains on the surface of the actual grinding wheel is 12.48 pieces ; and the shape, arrangement, and protrusion height of the grains are relatively similar. In the figure, grains , and b are the grains with larger protruding heights, while C and c are smaller-sized grains with lower protruding heights.
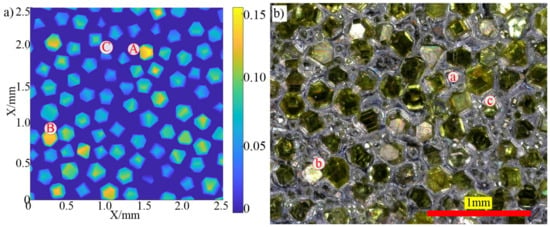
Figure 7.
The simulated and actual grinding wheel surface: (a) simulated surface, (b) actual surface.
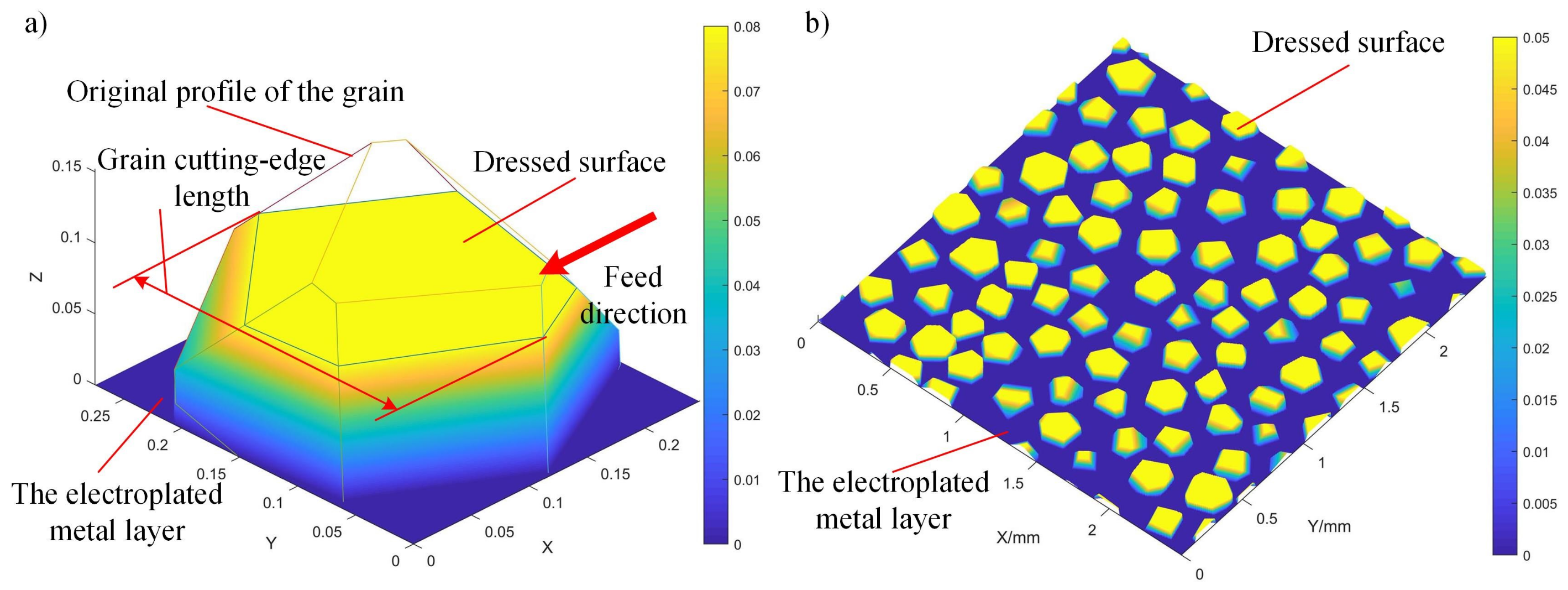
To obtain a consistent protruding height and an ideal grinding wheel profile shape, the surface of the electroplated coarse-grained diamond grinding wheel needs to be dressed before grinding to increase the effective grain density and the width of the single grain cutting-edge. The simulated dressing morphology formed by removing the grain tip is shown in Figure 8a. The shape of the plane is a polygon formed after the dressing plane intersects with the grain surface. The cutting-edge width of the grain is defined as the projected length of the top surface of the grain in the feed direction after dressing. According to the simulated surface morphology of grinding wheel after dressing, as shown in Figure 8b, it can be found that although the grains maintain a consistent protrusion height after dressing, the top surface area and profile of the grains are restricted by the size and initial protrusion height of the grains.
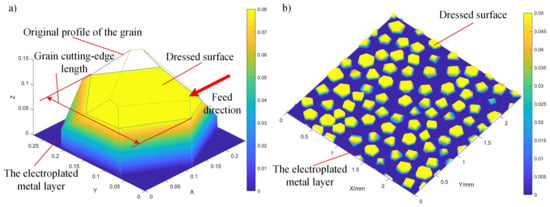
Figure 8.
Schematic of grain dressing and grinding wheel surface with protrusion height 50 after wheel dressing: (a) the grain after dressing, (b) grinding wheel surface with protrusion height 50 .
2.4. Workpiece Surface Model Generation
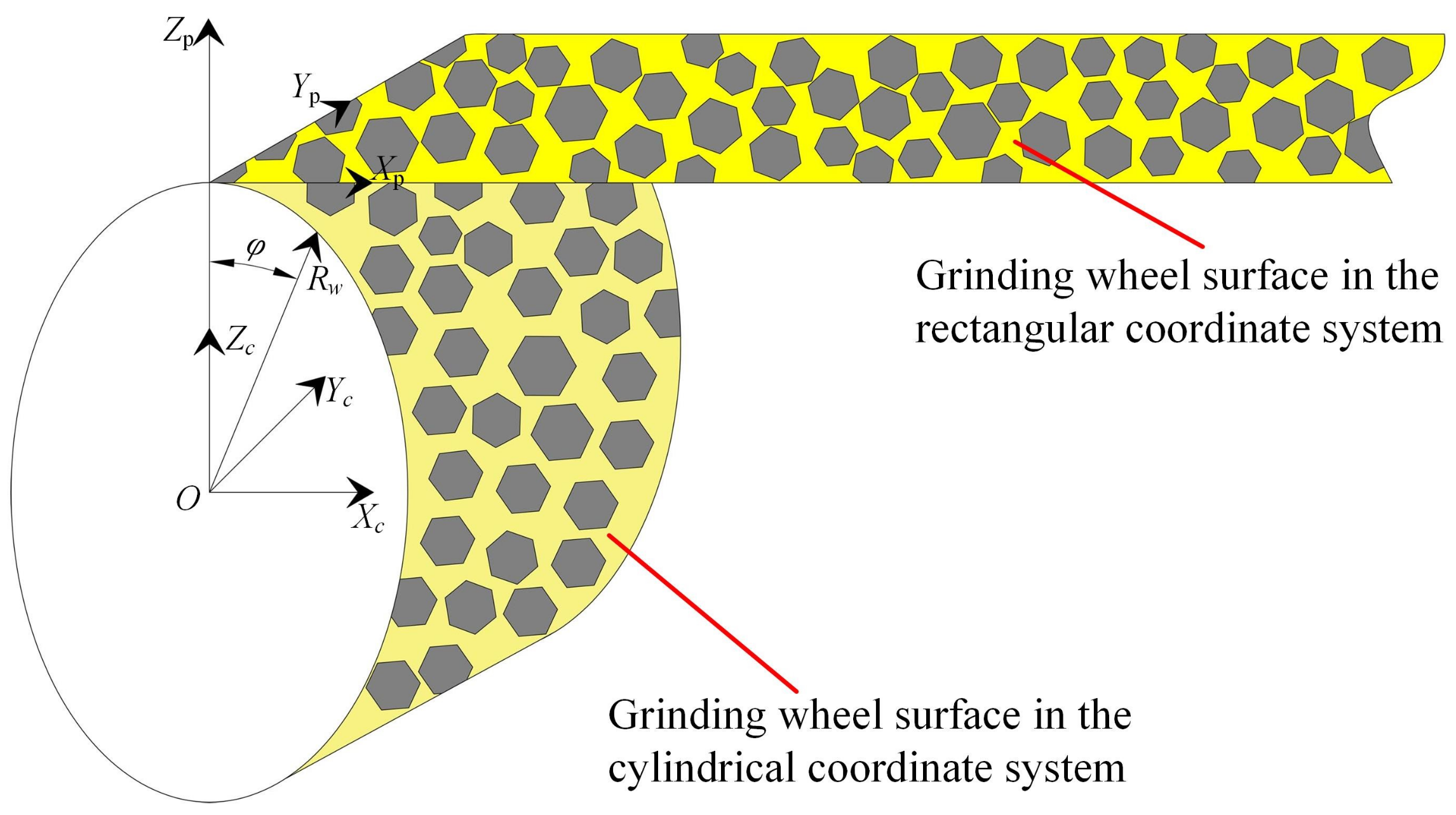
Based on the established grinding wheel surface topography simulation model, a grinding surface morphology model could be established based on the motion relationship between the grinding wheel and the workpiece and be used for in-depth researching the evolution of the ground workpiece surface morphology. To obtain the surface morphology of the workpiece after grinding and to predict the surface roughness, it is necessary to make the ideally designed grinding wheel surface closer to the actual grinding wheel surface. As shown in Figure 9, the grinding wheel surface modeled in the rectangular coordinate system is converted into the grinding wheel surface in the cylindrical coordinate system, and the grinding processing behavior between the grinding wheel surface and the machined workpiece surface is simulated according to the given grinding process parameters. The grinding wheel surface in the rectangular coordinate system can be transformed into the grinding wheel surface in the cylindrical coordinate system , through Equation (4):
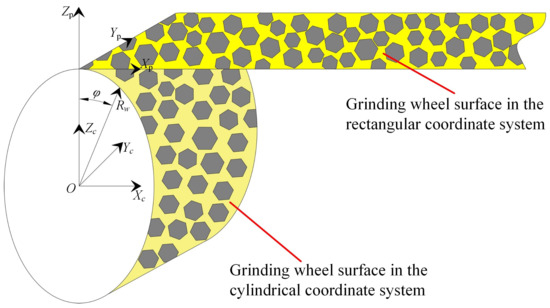
Figure 9.
Coordinate transformation for grinding wheel surface.
In the formula, —the coordinates of the plane grinding wheel surface in the Cartesian coordinate system. —the radial coordinates, angle, and axial coordinates on the grinding wheel surface. —grinding wheel surface reference radius.
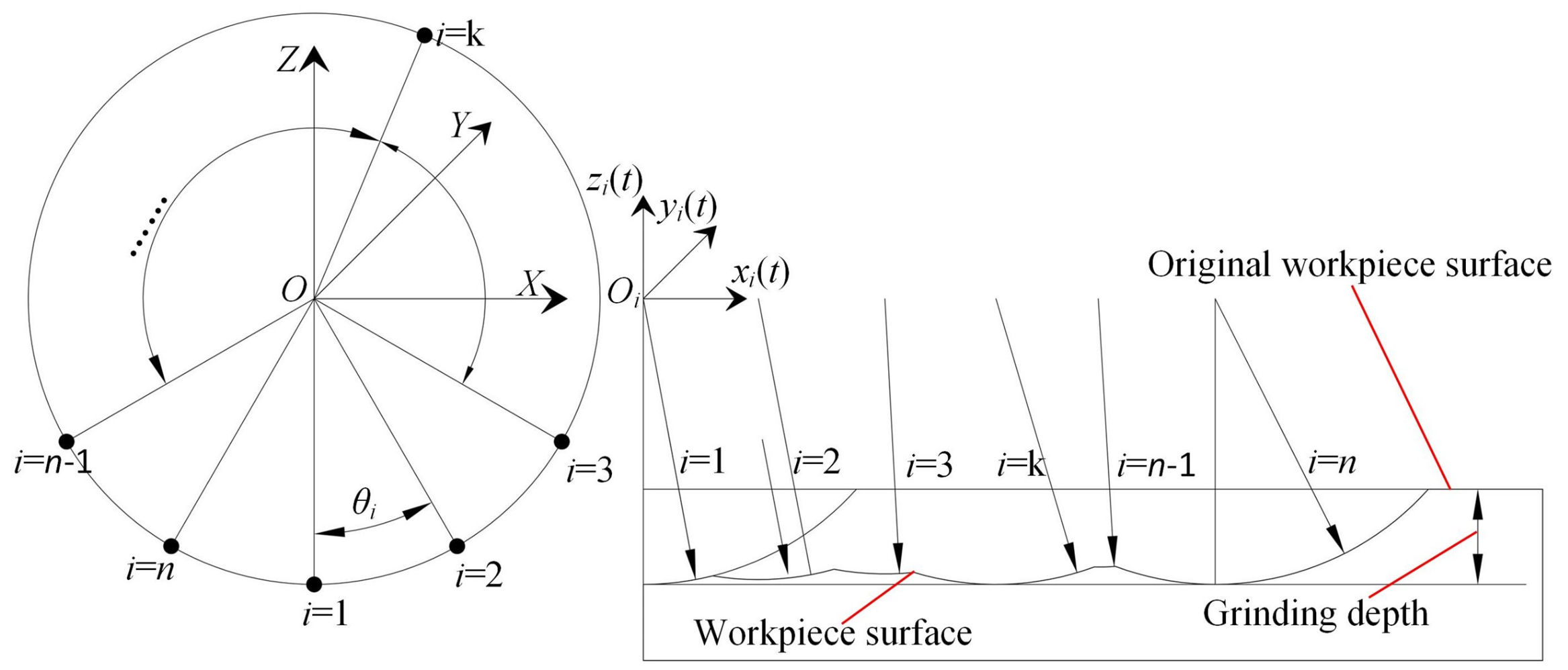
During the grinding process, different grains on the same circumference of the grinding wheel surface pass through the workpiece surface in sequence as time increases. As the grinding time continues, the trajectory formed by the interference of the previous grain on the workpiece may be covered by the trajectory of the subsequent grain; that is, the workpiece surface topography is constantly iterated. The cutting effect of all grains on the same circular trajectory jointly achieves the removal of workpiece material and the formation of the final machined surface. The grinding process is shown in Figure 10.
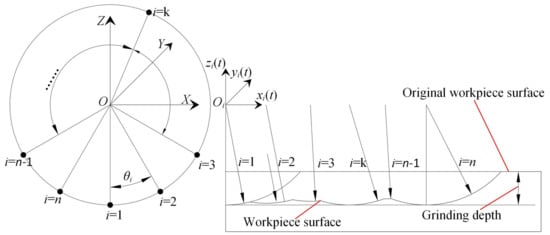
Figure 10.
Formation process of grinding workpiece surface.
The number of grains on the same circular trajectory is n, and the angle between any point i on the grinding wheel surface and the starting point of the grinding process is . The movement trajectory of the grain i changing with time can be expressed as Equation (5) [29]:
In the formula, —the coordinates of any point i on the grinding wheel surface at time —the radial radius of the grinding wheel surface at any point i.
The effective grains on the grinding wheel surface sequentially cut through the workpiece surface as time increases or the grinding wheel rotates. After all the grains on the surface of the grinding wheel pass through the workpiece surface point , the lowest value of all grains at that point is the surface height of that point. Therefore, any point on the grinding wheel surface can be expressed as Equation (6). The height z of any point on the workpiece surface is obtained by calculating the minimum value of each grain passing through the point through Equation (6), and taking the minimum value of all values.
In the formula, —the time for any point on the surface of the grinding wheel passing the coordinate point x in the direction of the workpiece surface. —the height of any point i on the surface of the grinding wheel passing the coordinate point x in the direction of the workpiece surface. —the coordinates of any point on the workpiece surface.
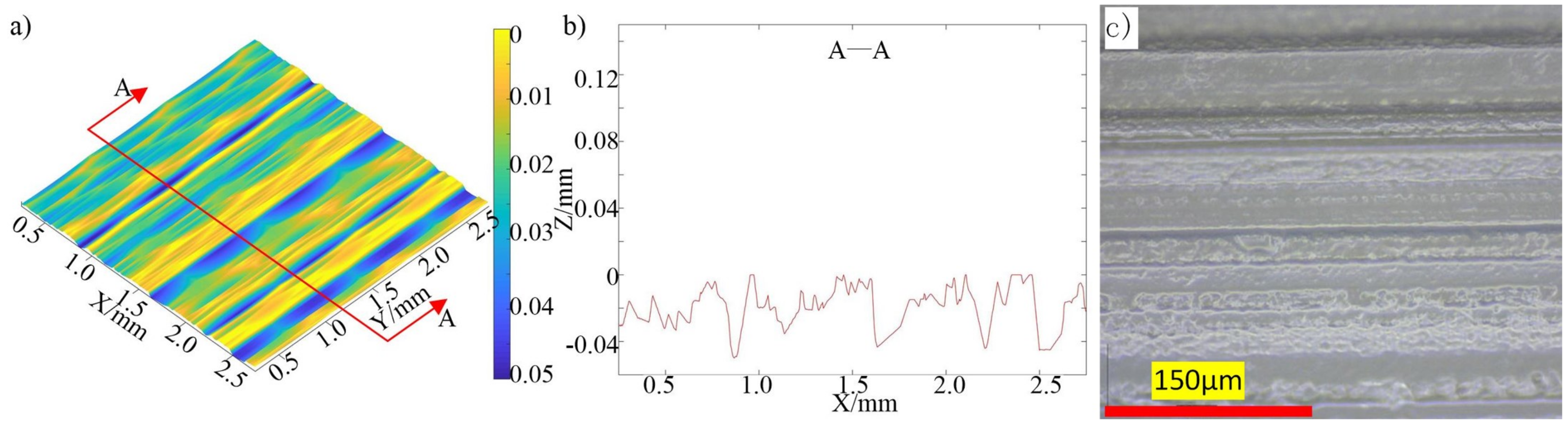
For a more accurate prediction of the grinding effect, it is essential to consider not only the kinematic relationship between the grains and the workpiece, but also to integrate the workpiece material removal mechanism into the model. In precision grinding of hard and brittle materials, the workpiece material is mainly removed by a plastic mechanism, so it is assumed that the interaction between the grains and the workpiece surface in the model is plastic removal. After grinding simulation using an undressed grinding wheel with the diameter of and the width of at the linear speed of , the feed speed of , and the grinding depth of 50 , the workpiece surface morphology and cross-sectional profile with the length and width of can be obtained as shown in Figure 11. The data resolution in the X and Y direction of the surfaces presented in Figure 12 is 10 .The figure indicates that the simulation analysis, through theoretical calculations, can closely match the three-dimensional morphology of the actual workpiece surface. This offers valuable theoretical guidance for optimizing the grinding wheel dressing plan.
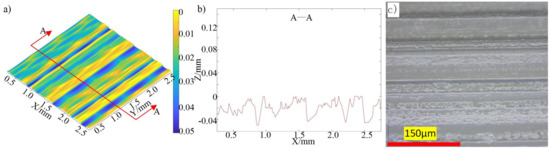
Figure 11.
Simulated grinding processing surfaces and their cross-sectional profiles: (a) surface morphology, (b) cross−sectional profile, (c) actual ground workpiece surface.
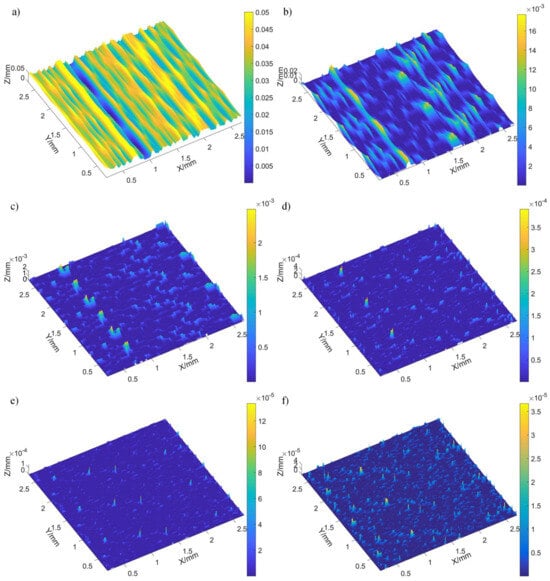
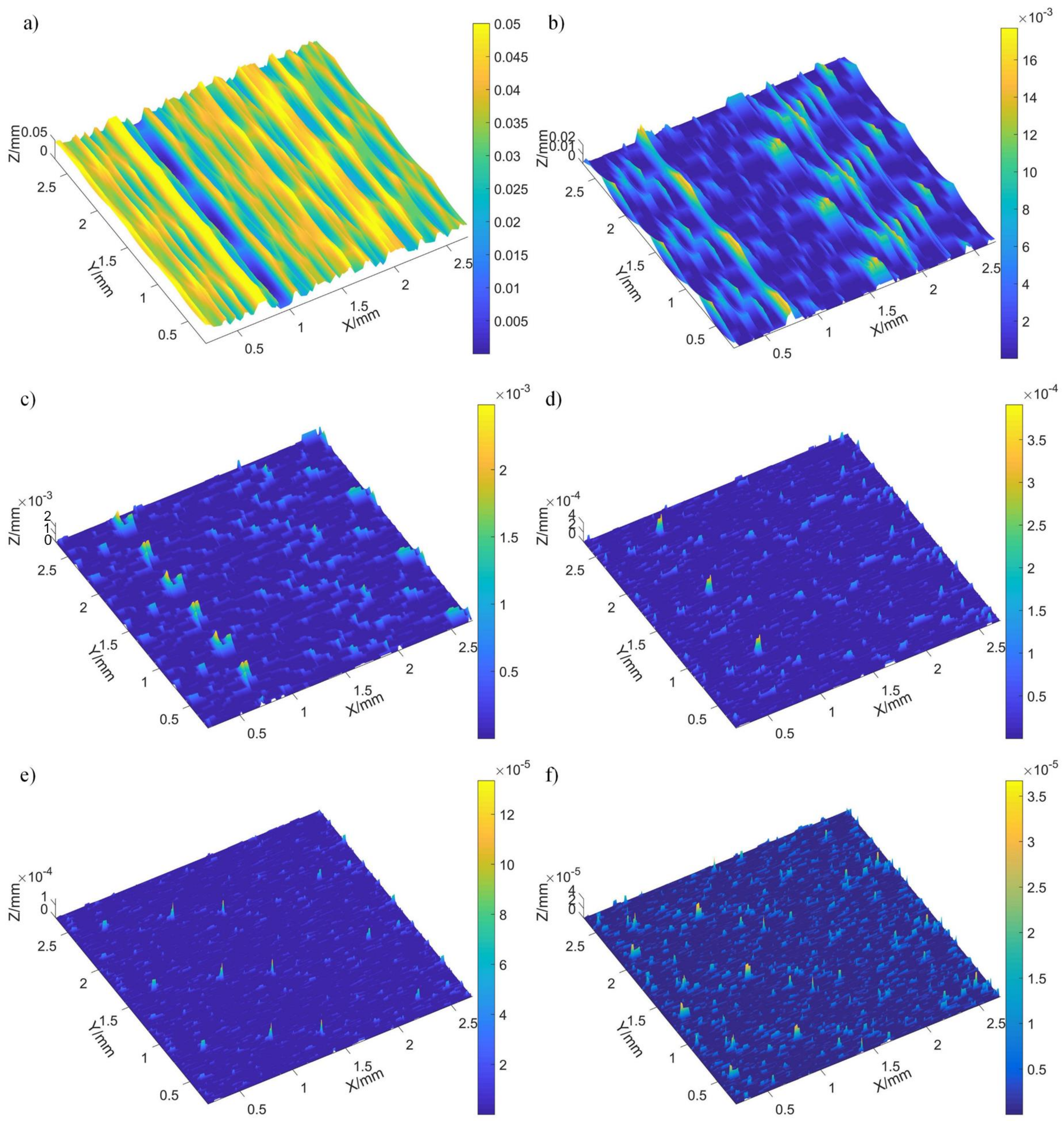
Figure 12.
Modeled workpiece surface after grinding with different grain protrusion height grinding wheels. (a) Undressed grinding wheel, (b) grain protrusion height , (c) grain protrusion height , (d) grain protrusion height , (e) grain protrusion height , (f) grain protrusion height .
3. Experimental Process
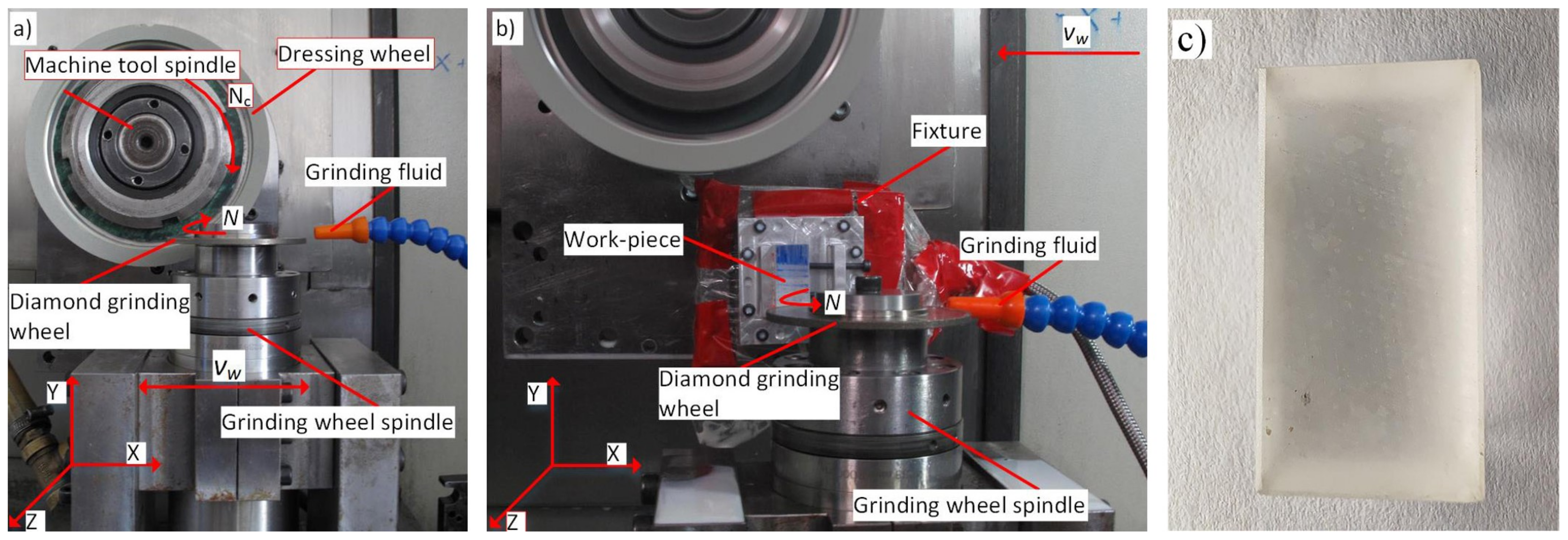
The electroplated coarse-grained diamond grinding wheel dressing and grinding processing device are shown in Figure 13. We investigated how grain protrusion height affects surface morphology and roughness using precision dressing on coarse-grained diamond grinding wheels. Initially, we conducted a dressing experiment on the electroplated coarse-grained diamond grinding wheels. The dressing device is shown in Figure 13a. A ceramic bonded fine-grained diamond dressing wheel was used on the surface grinding machine tool (MUGK7120 ×) to adjust the protruding height of the grains on the surface of the electroplated coarse-grained diamond grinding wheel. Among them, the protruding height of the grains was the statistical average value of the height difference between grains and the surface of the surrounding electroplated metal layer. Three grinding wheel working surfaces with grain protrusion heights of 50 , 70 , and 100 were dressed. During the dressing process, the dressing wheel speed was 100–200 , the grinding wheel spindle speed N was 5000 , the dressing wheel reciprocating feed speed in the -axis direction was 30–50 , and the single feed depth was 1 . The grain size of ceramic bonded fine-grained diamond dressing wheel was D 76 , the outer diameter of the grinding wheel was , and the inner diameter was . The grain size of electroplated coarse-grained diamond grinding wheel was D 213 , the grinding wheel diameter was , the width was , the grain burial depth was about , and the average grain density was . The single dressing feed depth of the electroplated coarse-grained diamond grinding wheel was 1 . Post-dressing, we utilized a super-depth-of-field three-dimensional microscope (VHX-500F, Keyence Corporation, Osaka, Japan) to inspect the grinding wheels with respective grain protrusion heights of 50 , 70 , and 100 .
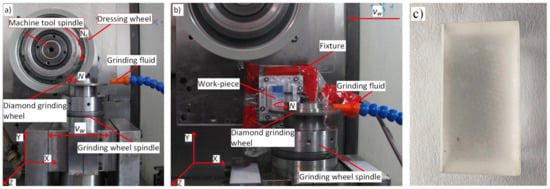
Figure 13.
Grinding wheel dressing and grinding experimental setup: (a) dressing setup, (b) grinding setup, (c) workpiece.
In the second step, the grinding experiments of optical glass BK7 by electroplated coarsegrained diamond grinding wheels with different grain protrusion heights were carried out. The grinding processing experimental device shown in Figure 13b was used on the surface grinding undressed grinding wheels and dressed grinding wheels with grain protrusion heights of 50 , 70 , and 100 were used to grind the optical glass BK7 workpiece. The BK7 workpiece, characterized by its hard and brittle nature, was crafted from optical glass. The size of the workpiece as shown in Figure 13c used in the experiment was 30 mm × 20 mm × 15 mm. The original surface was precision lapped and achieved a surface roughness in the level of several microns. The material properties of optical glass BK7 are shown in Table 1. The grinding process parameters were a grinding wheel speed of , feed speed of , and grinding depth of 5 . Post-grinding, we examined the surface texture and roughness of both the grinding wheel and the BK7 optical glass workpiece using instruments like the white light interferometer Zygo NewView 8300 (Zygo Corporation, Middlefield, CT, USA) and the ultra-depth of field three-dimensional microscope VHX-500F (Keyence Corporation, Osaka, Japan).

Table 1.
Physical and mechanical attributes of optical glass BK7.
4. Results and Discussion
4.1. Effect of Dressing Parameters on Grinding Wheel Surface Morphology
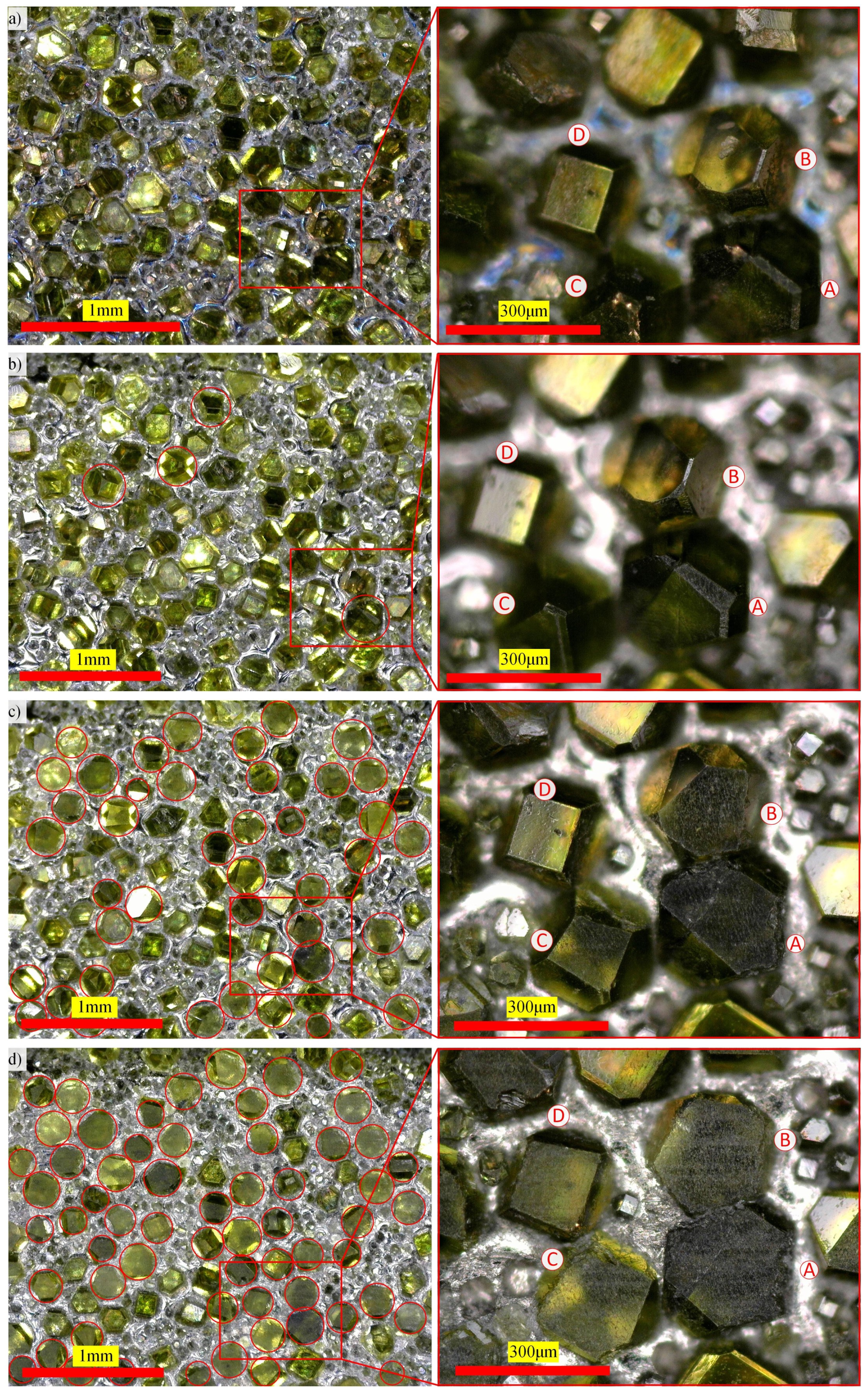
Surface dressing of electroplated coarse-grained diamond grinding wheels aims to achieve optimal surface precision and uniform grain protrusion height. During the dressing process, all grains are dressed to form the overall morphology of the grinding wheel. The morphological evolution of individual grains is the basis for studying the evolution of the surface morphology of the grinding wheel [30,31]. We compared the surface morphology of the dressed grinding wheel and the undressed grinding wheel and mark the dressed grains on the surface with red circles, and the results are shown in Figure 14. Figure 14a displays the undressed grinding wheel surface, where the grain’s position, protrusion height, and orientation are random, with almost none exhibiting a flat top surface. The grinding wheel surface with an average grain protruding height is 100 after dressing, as shown in Figure 14b. It can be seen that only a small number of grains with larger protrusion height, such as grain A, have been dressed and formed a smaller dressed surface. Other grains, such as , and D, did not show traces by dressing. The grinding wheel surface with an average grain protruding height is 70 after dressing, as shown in Figure 14c. Most grains, such as grains , and C, are dressed and form top surfaces. There are still a small number of grains, such as grain D, that are not dressed because the protruding height of the grain itself is lower than the dressing height threshold. The grinding wheel surface with an average grain protruding height is 50 after dressing, as shown in Figure 14d. Except for a few grains whose endpoint positions are lower than the surface of the electroplated metal layer, the rest of the grains are dressed and form larger top surfaces of the grains. Additionally, post-dressing, all grains stay intact on the grinding wheel surface with no grain detachment observed during the process.
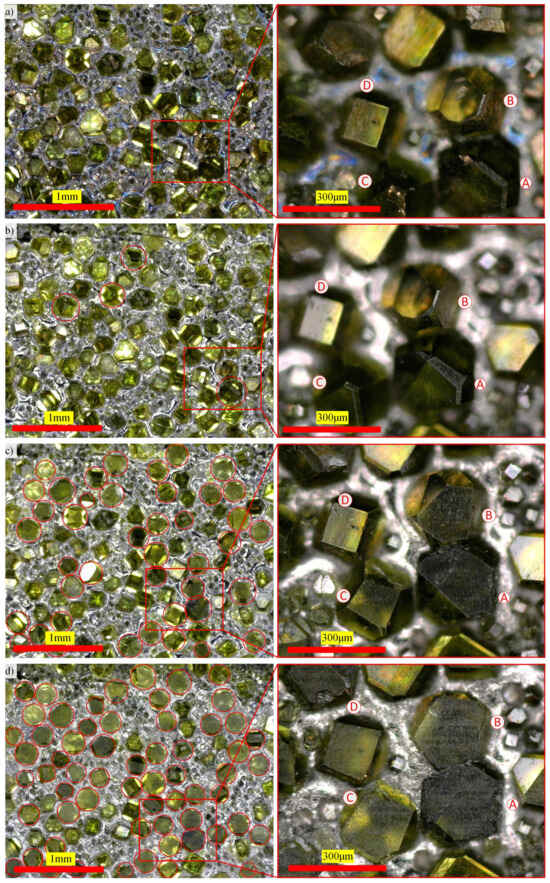
Figure 14.
Surface topography with different grain protrusion height: (a) undressed grinding wheel, (b) grain protrusion height 100 , (c) grain protrusion height 70 , (d) grain protrusion height 50 .
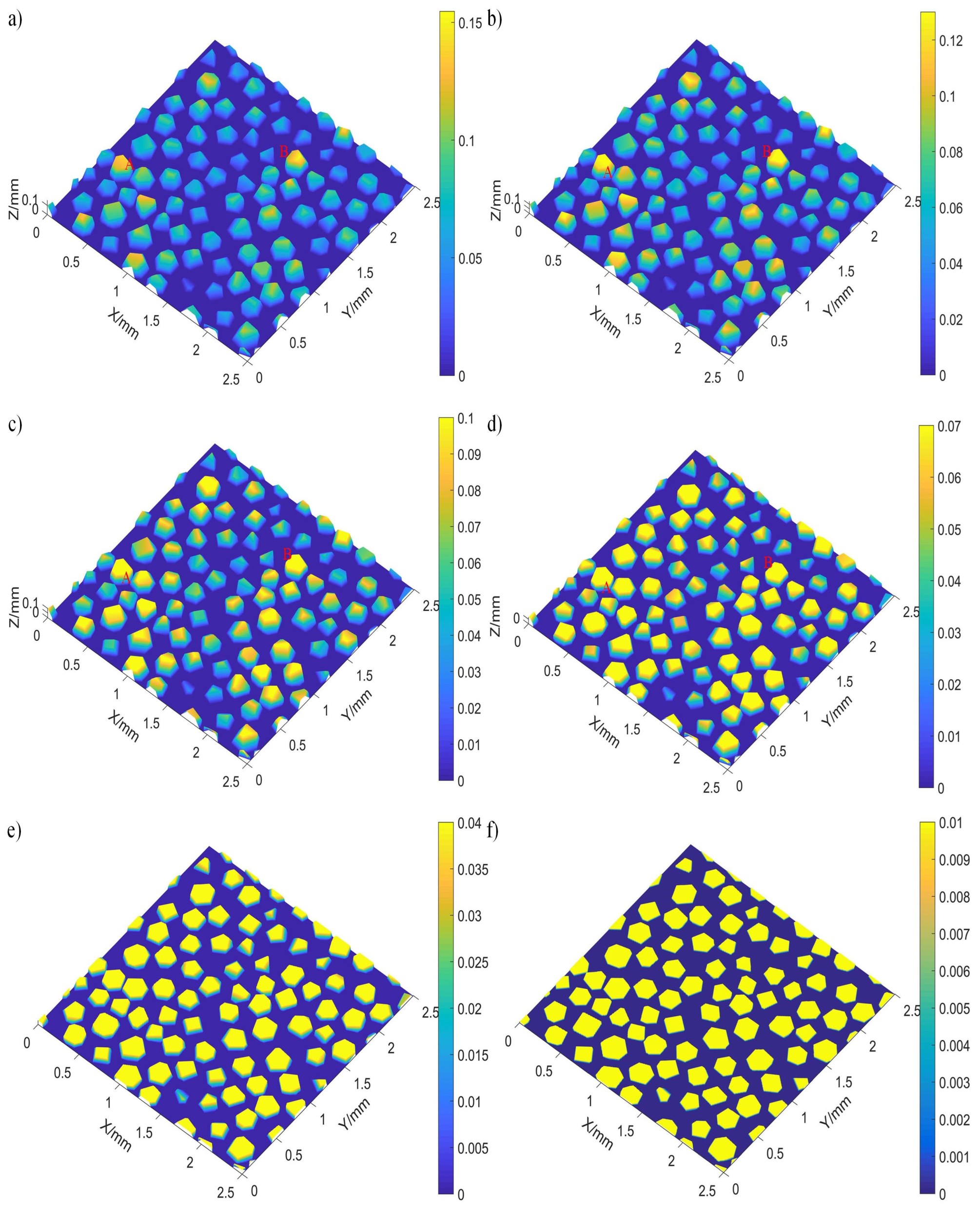
The surface morphology of the grinding wheel is constructed based on parameters such as the size and distribution of grains; the results are shown in Figure 15. The model’s projected evolution of the grinding wheel’s surface morphology aligns with the actual observed morphology. Grains are randomly distributed on the surface of the undressed grinding wheel. A small number of larger grains, such as grains A and B, have a maximum protruding height, and the maximum initial grain protruding height in its area reaches . When the protruding height of the grains on the grinding wheel before dressing is greater than the dressing height threshold, the tips of the grain is cut flat, thereby forming the top surface with a certain area. The figure illustrates that with increasing dressing depth, the grain’s protruding height diminishes. Conversely, both the grain’s top surface and length grow, peaking when dressed to a protruding height of 0 .
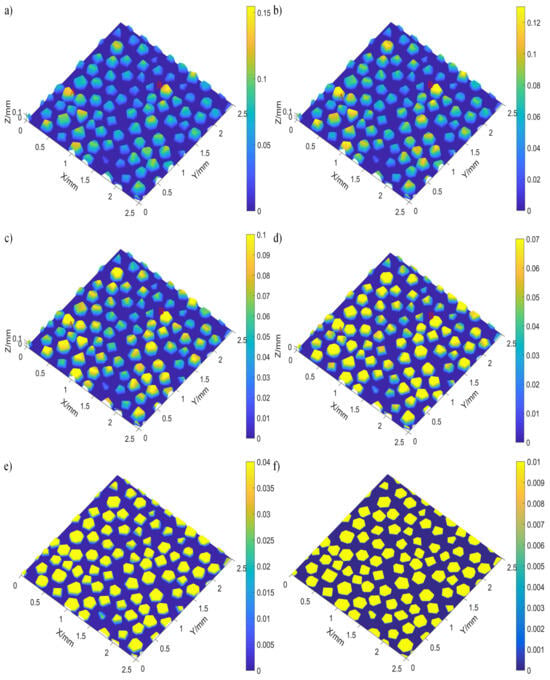
Figure 15.
Z grinding wheel surface with different grain protrusion height: (a) undressed grinding wheel surface, (b) grain protrusion height 130 , (c) grain protrusion height 100 , (d) grain protrusion height 70 , (e) grain protrusion height 40 , (f) grain protrusion height 10 .
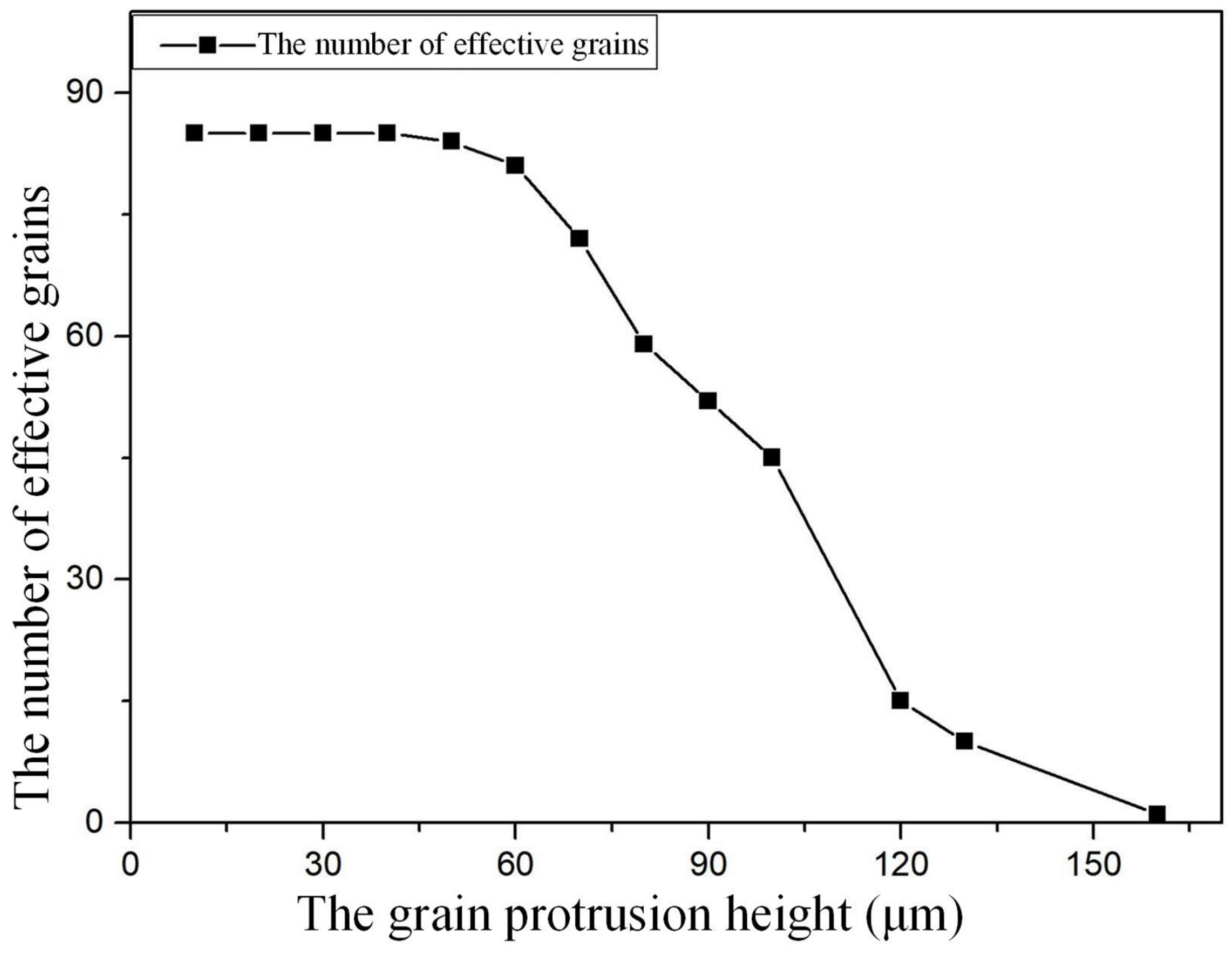
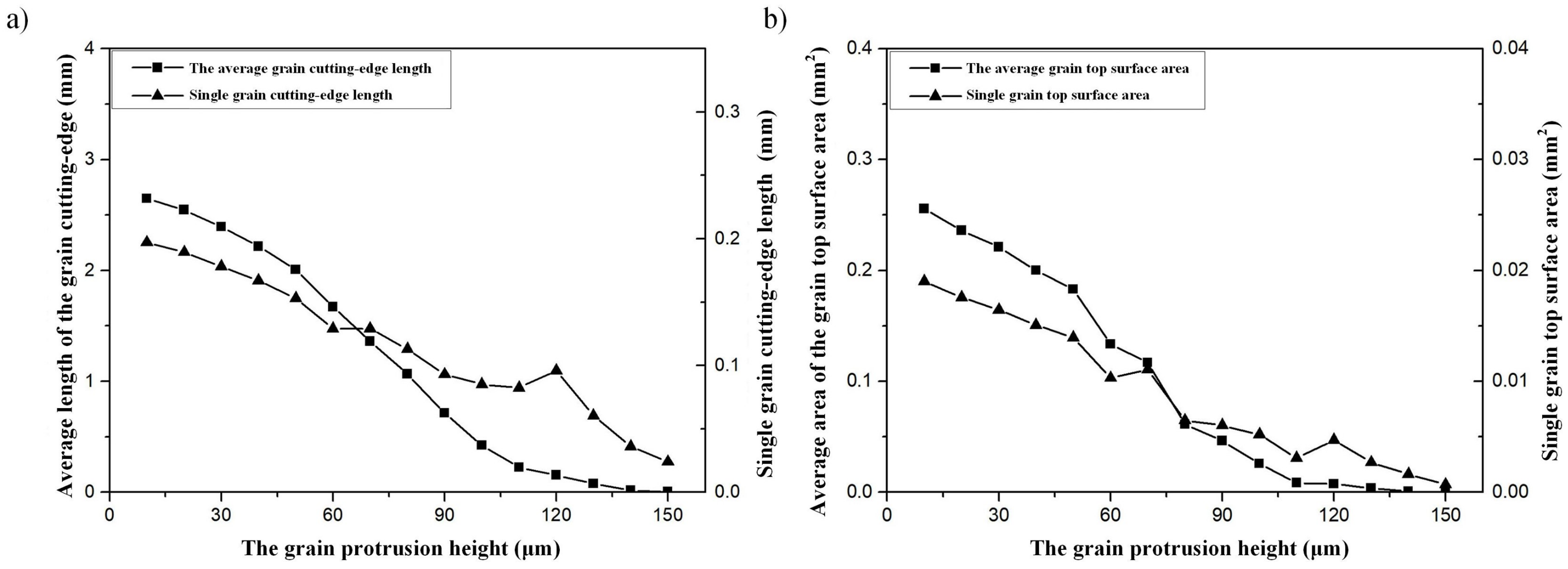
Figure 16 shows the change in the number of effective grains with the protruding height of the grains. It can be seen from the figure that as the protruding height of the grains decreases, the effective grain density gradually increases. After the grain protruding height is less than 60 , the dynamic grain density reaches a stable value; that is, almost all grains are dressed. Continuing to reduce the protruding height of the grains will only increase the length of the grain cutting edge and the area of the grain top surface, but it has no effect on the effective grain density. Figure 17 shows the changes in the profile parameters of the grain top surface with the protruding height of the grain. The figure reveals that, as the grain’s protruding height decreases, parameters such as the average cutting-edge length, individual grain cutting-edge, average top surface area, and individual top surface area per unit all increase. Therefore, under the same grinding conditions, grains with lower protrusion height can have longer cutting-edge to participate in the removal of workpiece material. However, an increase in the top surface area of the grain may result in a significant increase in the normal force. After the grain protrusion height is lower than 40–50 , the effective grain density and grain cutting-edge length change more gently as the grain protrusion height decreases, and the surface morphology of the grinding wheel gradually becomes stable. In essence, with increasing grain dressing feed depth, grains on the grinding wheel’s surface begin to flatten, enhancing the contact area with the dressing wheel. Properly adjusting the protruding height of grains will help increase cutting-edge length and top surface area of each grain. However, over-dressing the grinding wheel neither boosts grain grinding efficiency nor does it lighten the grain’s material removal burden.

Figure 16.
Variance of the dynamic effective grain number with the grain protrusion height.
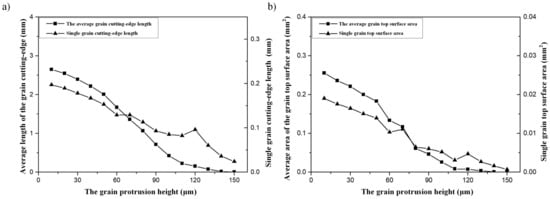
Figure 17.
Variance of grain cutting-edge length and top surface area with the grain protrusion height: (a) cutting-edge length, (b) top surface area.
4.2. Effect of Dressing Parameters on Workpiece Surface Morphology
The cutting groove width, grinding trajectory interference, and other morphological features on the workpiece surface can reflect the size, shape, distribution position, and wear condition of the grains during the grinding process [32]. The surface topography of grinding processing is generally characterized by surface roughness, the surface roughness parameters and can more accurately characterize the differences in surface topography than the line roughness and . The surface roughness parameter is the average value of the height difference between each point on the surface relative to the average plane, and is the root mean square value of the height difference between each point on the surface relative to the average plane. Surface roughness and can be expressed as:
In the formula, A is the plane area. is height of each point on the surface. is length elements in directions.
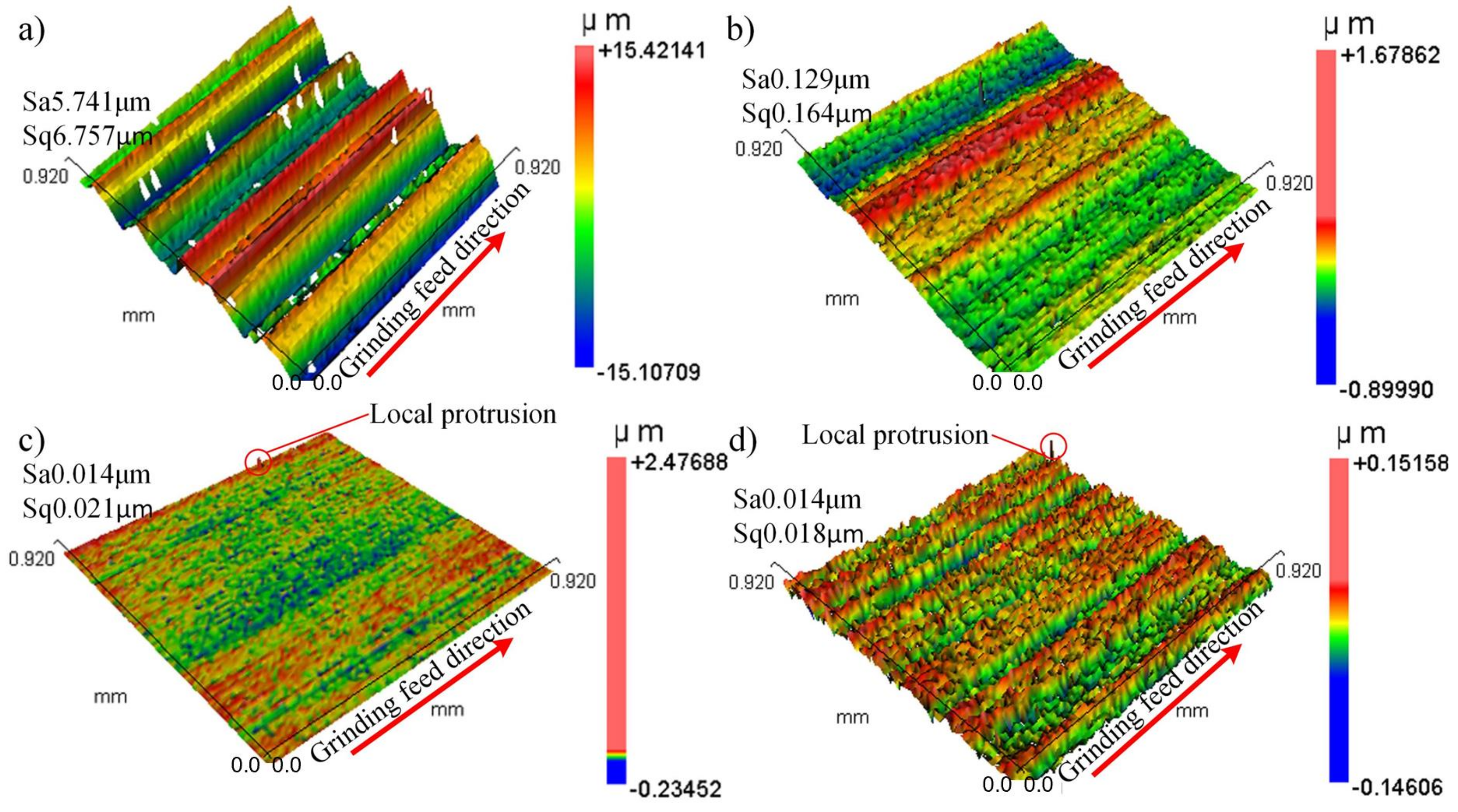
Figure 18 shows the workpiece surface morphology after grinding with the dressed diamond grinding wheel and the undressed diamond grinding wheel. Figure 18a shows the workpiece surface morphology after grinding by the undressed grinding wheel. The workpiece surface roughness and . Large-diameter grain grinding forms pronounced grooves on the workpiece surface, resulting in height variations up to . Figure 18b shows the workpiece surface morphology after grinding by the dressed grinding wheel when the grain protrusion height is 100 . The workpiece surface roughness is and . Although shallow grooves from grain scribing remain, they have reduced the surface profile height difference by compared to the undressed wheel. Figure 18c shows the workpiece surface morphology after grinding by the dressed grinding wheel when the grain protrusion height is . The workpiece surface roughness and . The surface profile height difference is only lower than that of the undressed grinding wheel. This is due to the measurement points on the workpiece surface caused by dust, grinding debris, and other contamination, resulting in local protrusion on the workpiece surface. Figure 18d shows the workpiece surface morphology after grinding by the dressed grinding wheel when the grain protrusion height is . The workpiece surface roughness is and . The height difference of the surface profile is reduced by 99.03% compared with the undressed grinding wheel, and there are only a few grinding marks on the workpiece surface. The roughness and of the workpiece surface decreased by 97.75–99.76% and 97.57–99.73%, respectively, as the dressed grinding wheel grain protrusion height decreased from to .
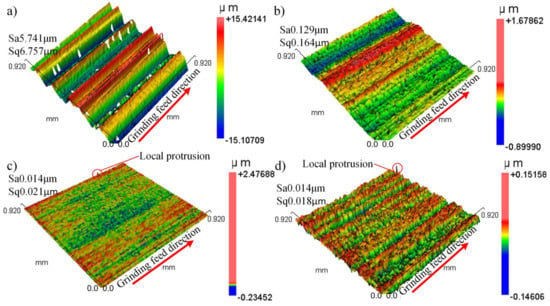
Figure 18.
Workpiece surface topography after grinding with different grain protrusion height grinding wheels. (a) Initial grinding wheel surface; (b) grain protrusion height ; (c) grain protrusion height ; (d) grain protrusion height .
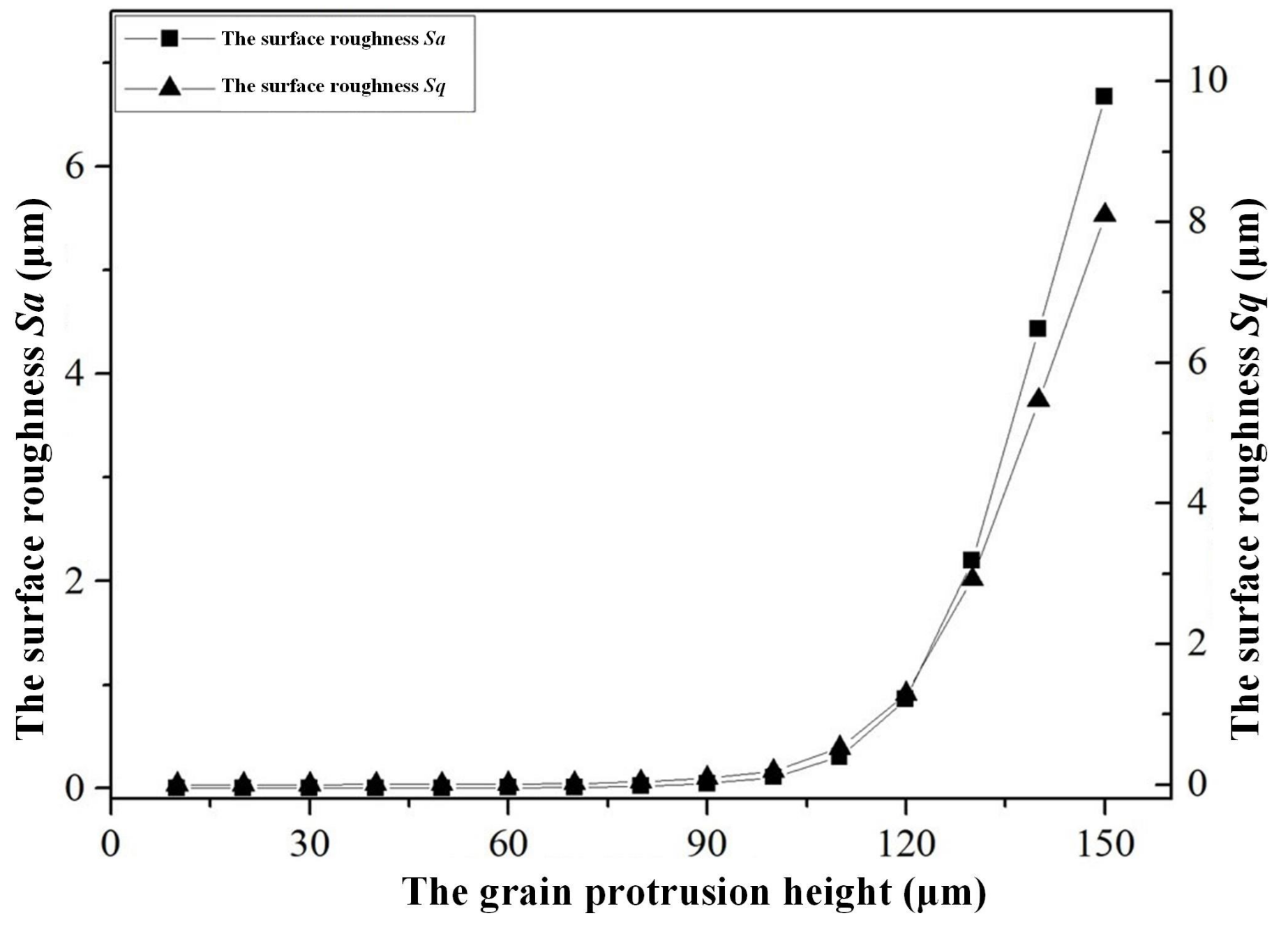
The influence of the grinding wheel surface abrasive protrusion height on the ground workpiece surface roughness was studied by numerical simulation. The simulated ground surface morphology and surface roughness are presented in Figure 12 and Figure 19, respectively. It can be seen from the figure that the simulated ground surface of the undressed grinding wheel distributes obvious grooves with large differences in depth and width, and the maximum height of the local protrusions on the workpiece surface even reaches 50 . According to the simulation results in Figure 12, the fluctuation height of the ground surface decreased rapidly with the decrease in the protrusion height of the abrasive grits on the dressed grinding wheel surface and a much smoother surface morphology could be observed. The simulated surface morphology variation trend was consistent with the change tendency of the actual ground surface morphology in Figure 18. The simulated surface roughness Sa and Sq for grinding wheel with abrasive grain protrusion heights 150 , 100 were Sa , Sa and Sq , Sq , respectively. The relative error between the simulated and the actual ground surface roughness values was less than 15% when the abrasive grain protrusion height was greater than 60 . When the abrasive grain protrusion height was less than 60 , both the simulated and actual ground surface roughness came down to nanometer-scale. The actual ground surface roughness showed a slightly larger deviation from the simulated values owing to other influencing factors like grinding fluid, measurement errors, etc. On the whole, the simulated surface roughness showed a good consistency with the actual ground workpiece surface roughness.
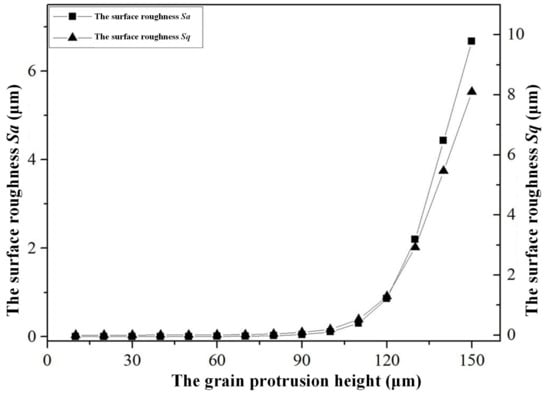
Figure 19.
Workpiece surface roughness after grinding with different grain protrusion height grinding wheels.
Figure 19 shows the changes in simulated workpiece surface roughness Sa and Sq with the protruding height of the grains on the dressed grinding wheel surface. It can be seen from the figure that the surface roughness decreases rapidly with the reduce of the grain protrusion height. In addition, when the protruding height of the grains is , the workpiece surface has theoretically obtained extremely low surface roughness. Further reducing the protruding height of the grains will have minimal effect on the surface roughness change. In summary, dressed grinding wheels enhance the workpiece surface smoothness compared to their undressed counterparts, promoting a higher surface quality. At the same time, the protruding height of the grains is a direct factor that leads to changes in the material removal performance of a single grain. As the grain’s protrusion height on the dressed grinding wheel reduces, the grinding process yields a smoother surface.
5. Conclusions
In this paper, the influence of surface dressing depth of coarse-grained electroplated diamond grinding wheel on ground surface morphology and surface roughness was numerically and experimentally studied. The main conclusions are:
- A numerical model, which was developed basing on statistical characteristics of an actual electroplated coarse-grained diamond grinding wheel surface and the geometrical kinetics of the grinding motion, was introduced in this work. The influence of the surface dressing depth of coarse-grained electroplated diamond grinding wheel on the ground workpiece surface morphology and surface roughness was thoroughly studied by numerical simulation.
- The decrease in the abrasive grain protrusion height would result in a significant increase in the number of effective abrasive grains, the cutting edge length of each abrasive grain, while a remarkable reduce of the ground workpiece surface roughness. Precision ground workpiece surface with nano-scale surface roughness can be obtained by grinding with a dressed grinding wheel with a certain abrasive grain protrusion height of 25% of the typical abrasive size.
- Compared with the undressed grinding wheel, the workpiece surface roughness Sa and Sq after grinding by the dressed grinding wheel were reduced by 97.75–99.76% and 97.57–99.73%, respectively. The grain of the electroplated coarse-grained diamond grinding wheel was dressed to a uniform cutting-edge height, which helped to reduce the height difference of the workpiece surface profile. As the dressing depth of the grinding wheel increases, the protruding height gradually decreases, and the surface roughness of the grinding process decreases rapidly.
Author Contributions
S.D.: visualization, investigation, writing—review and editing, validation and data curation. Y.X.: conceptualization, methodology, software, investigation, formal analysis, writing—original draft. M.W.: (corresponding author) conceptualization, funding acquisition, resources, supervision, writing—review and editing. B.N.: investigation, funding acquisition, resources, writing—review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This work was financially supported by the Young Fund of the National Natural Science Foundation of China (No. 52005461), the National Key Research and Development Program of China (No. 2021YFB3400403), and the National Natural Science Foundation of China (NSFC) (No.: 52175412).
Data Availability Statement
The datasets used and analyzed during the current study are available from the corresponding author upon reasonable request.
Acknowledgments
We would like to thank all the study participants and the staffs of Sichuan Precision and Ultra-Precision Machining Engineering Technology Center for their cooperation.
Conflicts of Interest
Author Binkun Ni was employed by the company Luoyang LYC Bearing Corporation. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Guo, C.; Shi, Z.; Mullany, B.; Linke, B.; Yamaguchi, H.; Chaudhari, R.; Hucker, S.; Shih, A. Recent advancements in machining with abrasives. J. Manuf. Sci. Eng. 2020, 142, 110810. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Riemer, O.; Rickens, K.; Berger, D. Application potential of coarse-grained diamond grinding wheels for precision grinding of optical materials. Prod. Eng. 2016, 10, 563–573. [Google Scholar] [CrossRef]
- Yao, Z.; Gu, W.; Li, K. Relationship between surface roughness and subsurface crack depth during grinding of optical glass BK7. J. Mater. Process. Technol. 2012, 212, 969–976. [Google Scholar] [CrossRef]
- Deja, M.; List, M.; Lichtschlag, L.; Uhlmann, E. Thermal and technological aspects of double face grinding of Al2O3 ceramic materials. Ceram. Int. 2019, 45, 19489–19495. [Google Scholar] [CrossRef]
- Yin, J.; Xu, J.; Ding, W.; Su, H. Effects of grinding speed on the material removal mechanism in single grain grinding of SiCf/SiC ceramic matrix composite. Ceram. Int. 2021, 47, 12795–12802. [Google Scholar] [CrossRef]
- Baidakova, N.; Orlova, T. Influence of abrasive grain geometrical characteristics on the grinding quality. Procedia Eng. 2017, 206, 194–199. [Google Scholar] [CrossRef]
- Li, P.; Jin, T.; Xiao, H.; Chen, Z.; Qu, M.; Dai, H.; Chen, S. Topographical characterization and wear behavior of diamond wheel at different processing stages in grinding of N-BK7 optical glass. Tribol. Int. 2020, 151, 106453. [Google Scholar] [CrossRef]
- Jawahir, I.; Brinksmeier, E.; M’saoubi, R.; Aspinwall, D.; Outeiro, J.; Meyer, D.; Umbrello, D.; Jayal, A. Surface integrity in material removal processes: Recent advances. CIRP Ann. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Deng, H.; Xu, Z. Dressing methods of superabrasive grinding wheels: A review. J. Manuf. Process. 2019, 45, 46–69. [Google Scholar] [CrossRef]
- Klocke, F.; Linke, B. Mechanisms in the generation of grinding wheel topography by dressing. Prod. Eng. 2008, 2, 157–163. [Google Scholar] [CrossRef]
- Holesovsky, F.; Pan, B.; Morgan, M.N.; Czan, A. Evaluation of diamond dressing effect on workpiece surface roughness by way of analysis of variance. Tehnički Vjesn. 2018, 25, 165–169. [Google Scholar]
- Palmer, J.; Ghadbeigi, H.; Novovic, D.; Curtis, D. An experimental study of the effects of dressing parameters on the topography of grinding wheels during roller dressing. J. Manuf. Process. 2018, 31, 348–355. [Google Scholar] [CrossRef]
- Riemer, O.; Mutlugünes, Y. Thermo-chemical dressing of coarse grained diamond grinding wheels. Adv. Mater. Res. 2012, 565, 211–216. [Google Scholar] [CrossRef]
- Zhang, Z.; Yao, P.; Zhang, Z.; Xue, D.; Wang, C.; Huang, C.; Zhu, H. A novel technique for dressing metal-bonded diamond grinding wheel with abrasive waterjet and touch truing. Int. J. Adv. Manuf. Technol. 2017, 93, 3063–3073. [Google Scholar] [CrossRef]
- Zhao, Q.; Guo, B. Ultra-precision grinding of optical glasses using mono-layer nickel electroplated coarse-grained diamond wheels. Part 1: ELID assisted precision conditioning of grinding wheels. Precis. Eng. 2015, 39, 56–66. [Google Scholar] [CrossRef]
- Zhao, Q.; Guo, B. Ultra-precision grinding of optical glasses using mono-layer nickel electroplated coarse-grained diamond wheels. Part 2: Investigation of profile and surface grinding. Precis. Eng. 2015, 39, 67–78. [Google Scholar] [CrossRef]
- Nguyen, A.T.; Butler, D.L. Correlation of grinding wheel topography and grinding performance: A study from a viewpoint of three-dimensional surface characterisation. J. Mater. Process. Technol. 2008, 208, 14–23. [Google Scholar] [CrossRef]
- Wang, X.; Yu, T.; Dai, Y.; Shi, Y.; Wang, W. Kinematics modeling and simulating of grinding surface topography considering machining parameters and vibration characteristics. Int. J. Adv. Manuf. Technol. 2016, 87, 2459–2470. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Szafraniec, F.; Zawada-Tomkiewicz, A.; Tandecka, K.; Królczyk, G. Metrological basis for assessing the state of the active surface of abrasive tools based on parameters characterizing their machining potential. Measurement 2020, 165, 108068. [Google Scholar] [CrossRef]
- Liu, W.; Deng, Z.; Shang, Y.; Wan, L. Parametric evaluation and three-dimensional modelling for surface topography of grinding wheel. Int. J. Mech. Sci. 2019, 155, 334–342. [Google Scholar] [CrossRef]
- Qiao, G.; Dong, G.; Zhou, M. Simulation and assessment of diamond mill grinding wheel topography. Int. J. Adv. Manuf. Technol. 2013, 68, 2085–2093. [Google Scholar] [CrossRef]
- Chen, C.; Tang, J.; Chen, H.; Zhu, C. Research about modeling of grinding workpiece surface topography based on real topography of grinding wheel. Int. J. Adv. Manuf. Technol. 2017, 93, 2411–2421. [Google Scholar] [CrossRef]
- Liao, D.; Shao, W.; Tang, J.; Li, J.; Tao, X. Numerical generation of grinding wheel surfaces based on time series method. Int. J. Adv. Manuf. Technol. 2018, 94, 561–569. [Google Scholar] [CrossRef]
- Liao, D.; Shao, W.; Tang, J.; Li, J. An improved rough surface modeling method based on linear transformation technique. Tribol. Int. 2018, 119, 786–794. [Google Scholar] [CrossRef]
- Salisbury, E.J.; Domala, K.V.; Moon, K.S.; Miller, M.H.; Sutherland, J.W. A three-dimensional model for the surface texture in surface grinding, part 1: Surface generation model. J. Manuf. Sci. Eng. 2001, 123, 576–581. [Google Scholar] [CrossRef]
- Salisbury, E.J.; Domala, K.V.; Moon, K.S.; Miller, M.H.; Sutherland, J.W. A three-dimensional model for the surface texture in surface grinding, part 2: Grinding wheel surface texture model. J. Manuf. Sci. Eng. 2001, 123, 582–590. [Google Scholar] [CrossRef]
- Vargas, G.E.; Wegener, K.; Kuster, F.; Schroeter, R.B. Simulation of the hone broaching process with diamond tools. J. Braz. Soc. Mech. Sci. Eng. 2014, 36, 325–333. [Google Scholar] [CrossRef]
- Mitchell, D.P. Spectrally optimal sampling for distribution ray tracing. In Proceedings of the 18th Annual Conference on Computer Graphics and Interactive Techniques, Providence, RI, USA, 1 July 1991; pp. 157–164. [Google Scholar]
- Liu, Y.; Warkentin, A.; Bauer, R.; Gong, Y. Investigation of different grain shapes and dressing to predict surface roughness in grinding using kinematic simulations. Precis. Eng. 2013, 37, 758–764. [Google Scholar] [CrossRef]
- Heinzel, C.; Borchers, F.; Berger, D.; Ehle, L. Surface and material modifications of tempered steel after precision grinding with electroplated coarse grained diamond wheels. Procedia CIRP 2016, 45, 191–194. [Google Scholar] [CrossRef]
- Kimura, F.; Horio, K.; Grimme, D.; Rickens, K.; Zhao, Q.; Heinzel, C. Dressing of coarse-grained diamond wheels for ductile machining of brittle materials. In Proceedings of the Towards Synthesis of Micro-/Nano-Systems: The 11th International Conference on Precision Engineering (ICPE), Tokyo, Japan, 16–18 August 2006; Springer: Cham, Switzerland, 2007; pp. 305–307. [Google Scholar]
- Zhou, W.; Tang, J.; Chen, H.; Zhu, C.; Shao, W. A comprehensive investigation of plowing and grain-workpiece micro interactions on 3D ground surface topography. Int. J. Mech. Sci. 2018, 144, 639–653. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).