


An Integrated Architecture for Robotic Assembly and Inspection of a Composite Fuselage Panel with an Industry 5.0 Perspective


Abstract
1. Introduction
1.1. Related Works
1.2. The LABOR Work Cell Solution
1.3. Summary of the Contributions
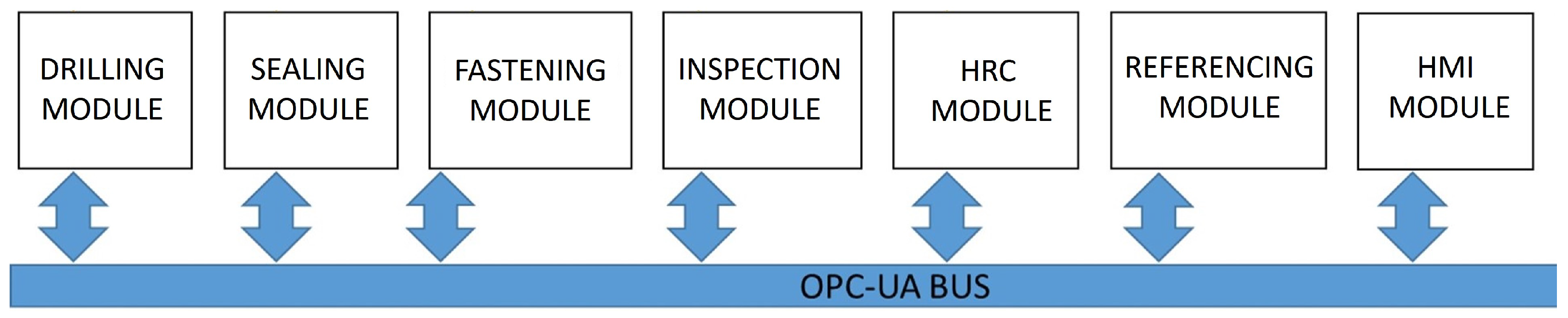
- the development of a distributed intelligence architecture that integrates different and independent intelligent modules to create a more flexible solution;
- the use of small to medium-sized industrial robots to carry out both assembly and inspection in a lean system;
- the development of a self-adapting system capable of performing the optimized automatic drilling and insertion of fasteners based on the integration of sensors and robotized systems for composite structures;
- the development of smart inspection tools that avoid the use of external, expensive measuring systems for the precise positioning of the hole and the quality control of both the main drilling and fastener parameters’ measurement;
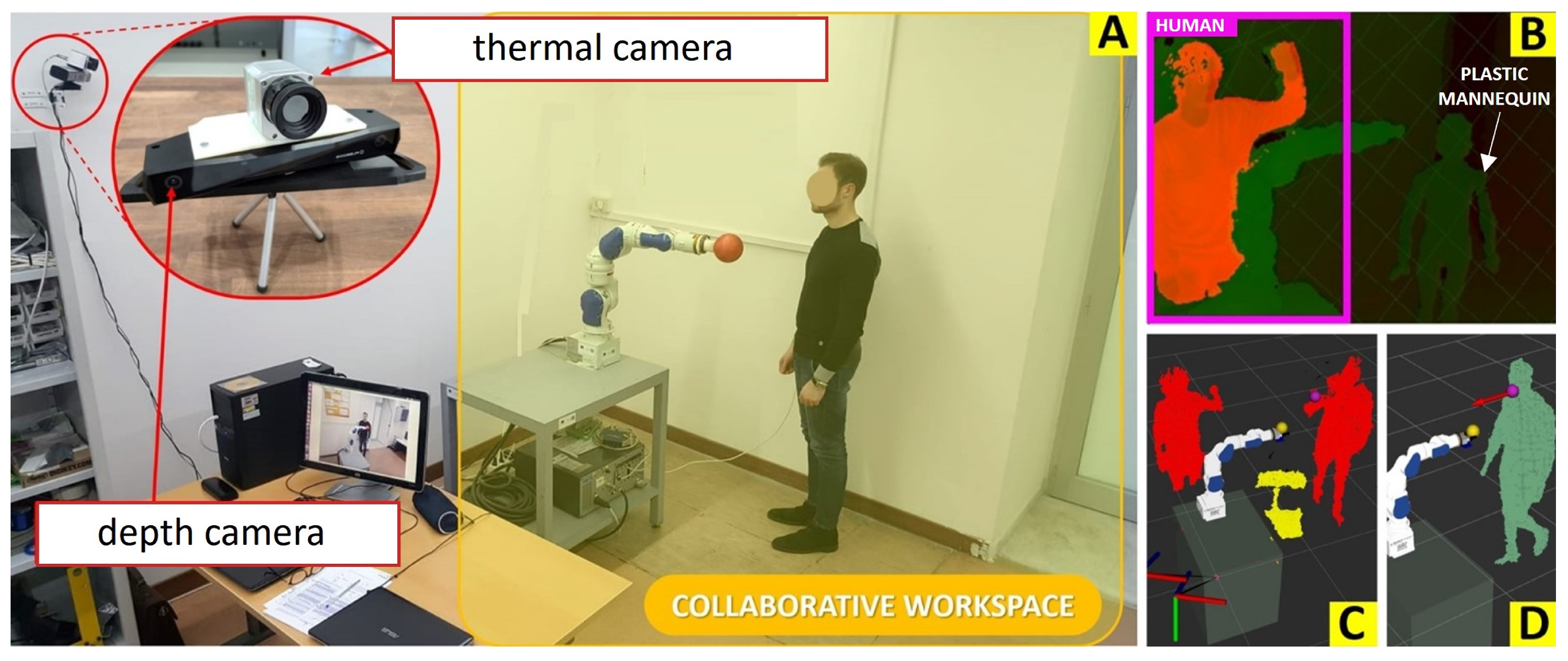
- the development of a novel multimodal perception system for a workspace monitoring algorithm based on both sensor fusion to combine depth data with thermographic data and AI to robustly recognize human workers, with the aim of increasing work cell productivity by reducing false-positive detections;
- the development of a real-time risk assessment by a fuzzy control logic under human-in-the-loop analysis to control the robot speed in order to realize an efficient SSM scenario.
1.4. Technical Specifications
1.5. The LABOR Work Cycle
2. The Referencing Module
- executing the referencing process of the part (see Section 2.2);
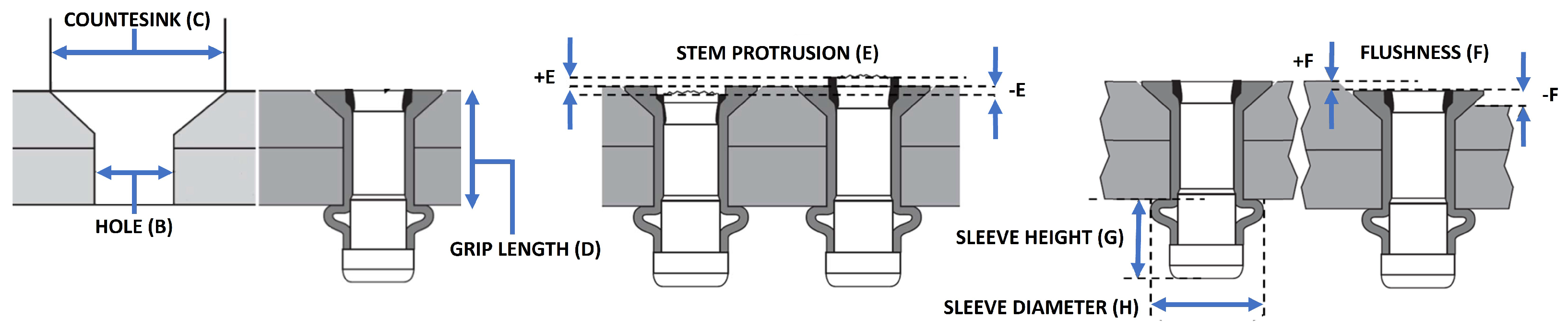
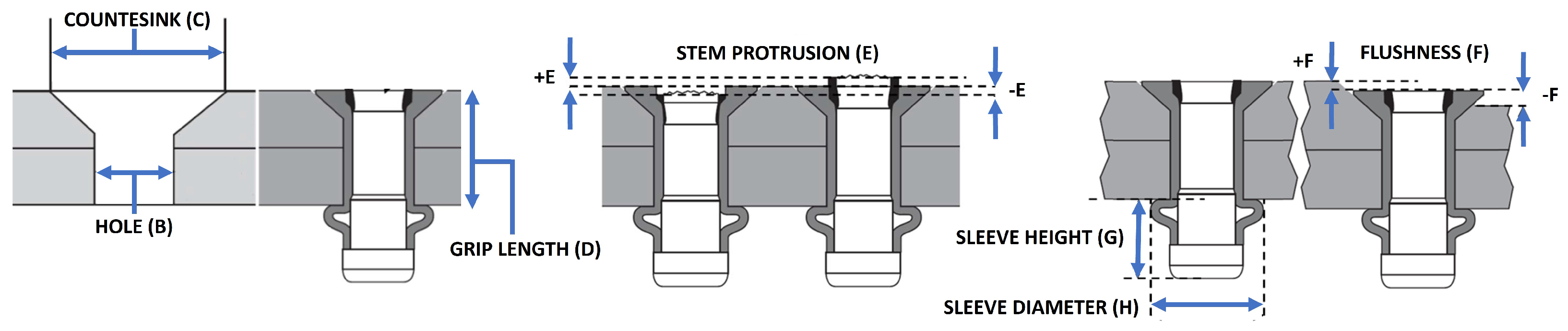
- checking the diameters of the drilled hole and countersink (see Section 3.3) and the quality of the installed fasteners (see Section 4.1).
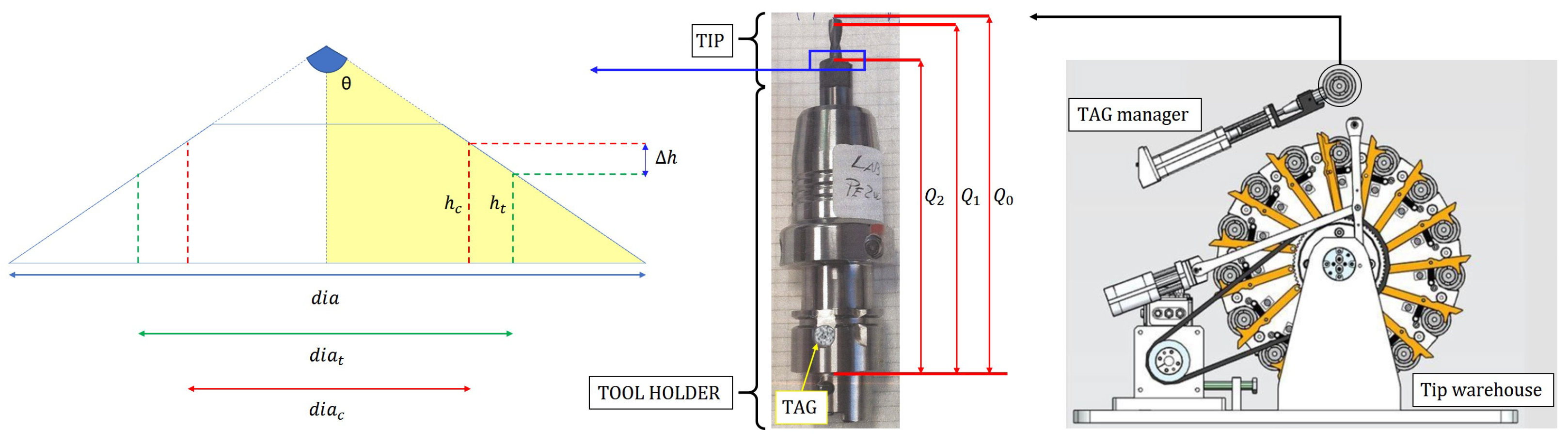
2.1. The Smart Inspection Tool
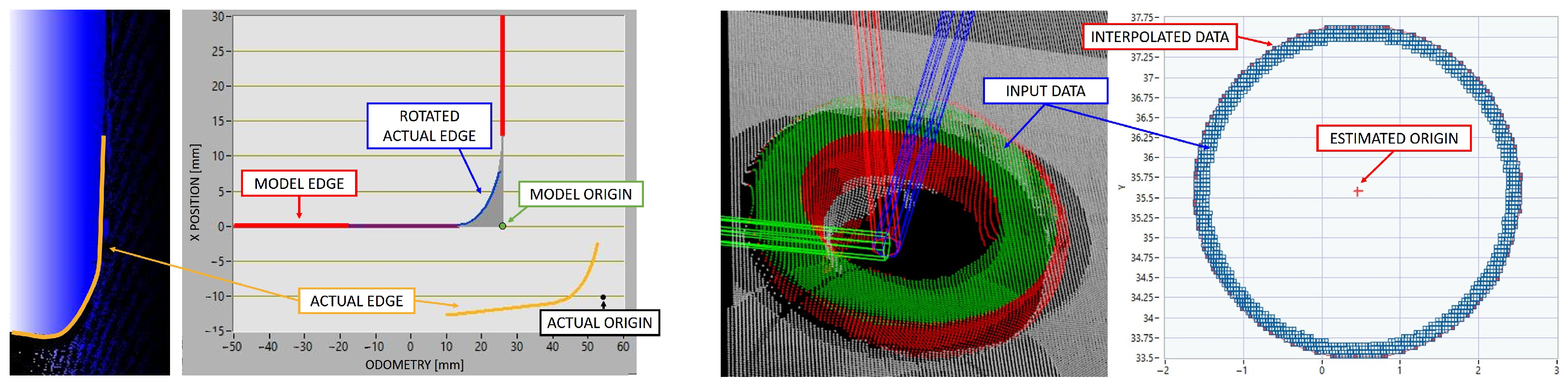
2.2. Part Referencing
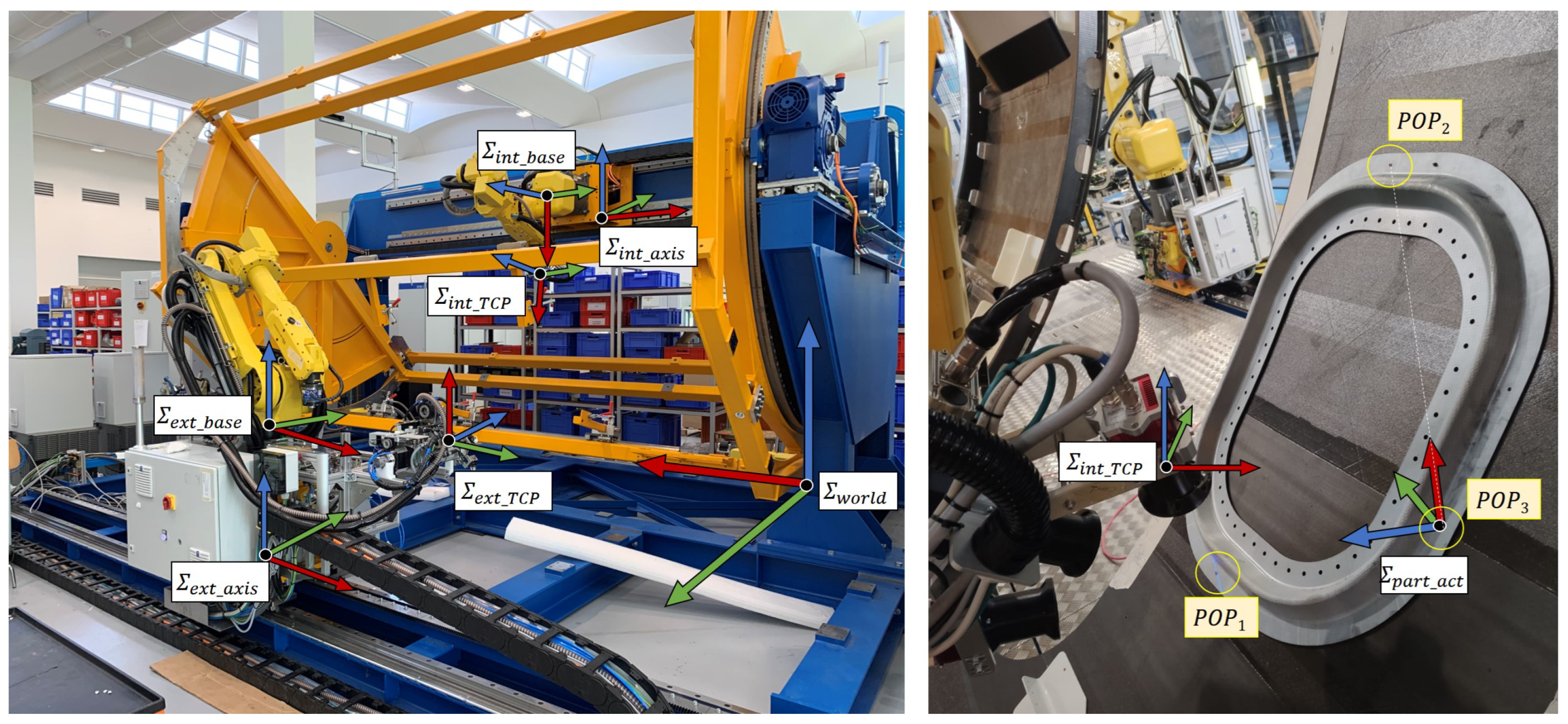
- The work cell calibration (described in [26]), which the software uses to calculate the appropriate relative homogeneous transformation matrices to properly move the system actuations, was performed to recognize the reference frames shown in Figure 5 on the left. Note that the accuracy of the two industrial robots, both single and coupled, was improved using a restricted volume range calibration procedure to achieve the necessary precision, as suggested in [27].
- The panel was correctly referenced with respect to the world frame so that the matrix was known.
- The 3D CAD of the panel contained the nominal local reference system of each part, expressed with respect to the reference frame of the panel, i.e., .
3. Drilling Module
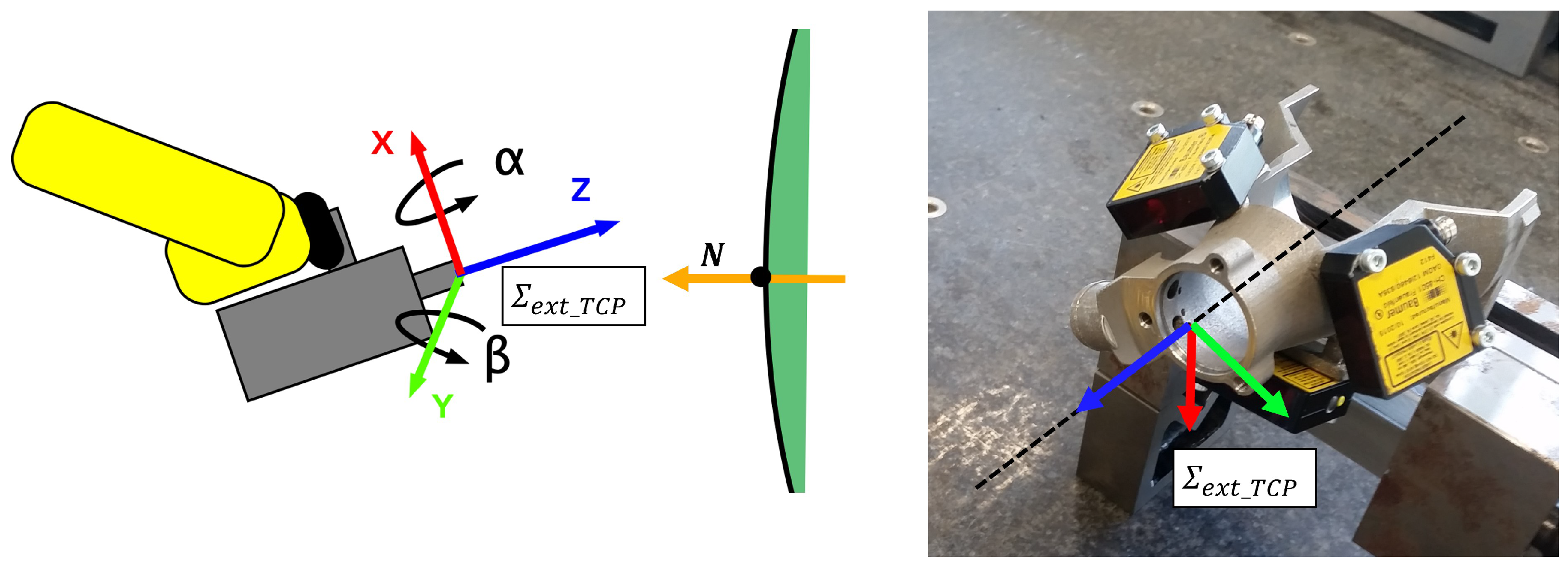
3.1. Drilling Tool Alignment
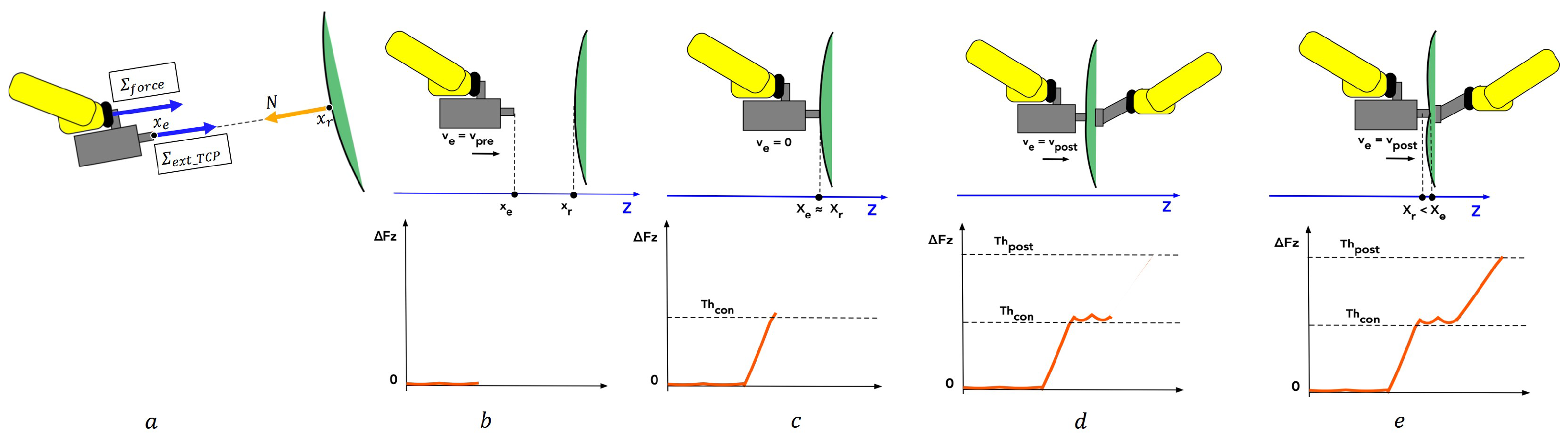
3.2. Clamping Force Application
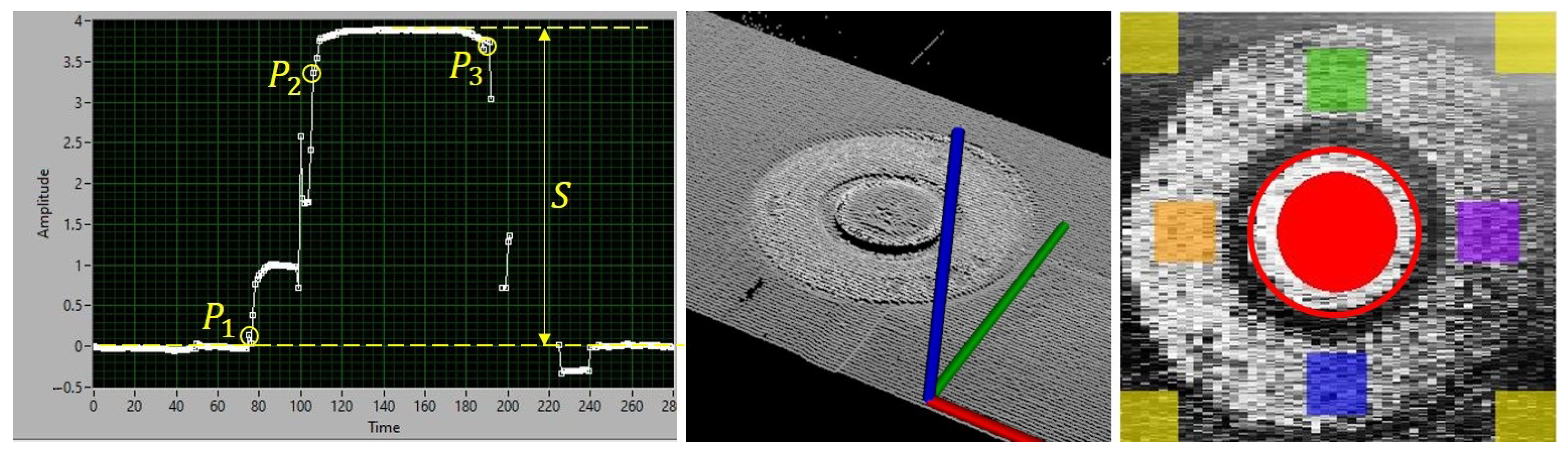
3.3. Hole Inspection
3.4. Data Collection for Process Optimization
4. Sealing and Fastening Module
4.1. Quality Check
5. HRC Module
5.1. Human Detection and Tracking
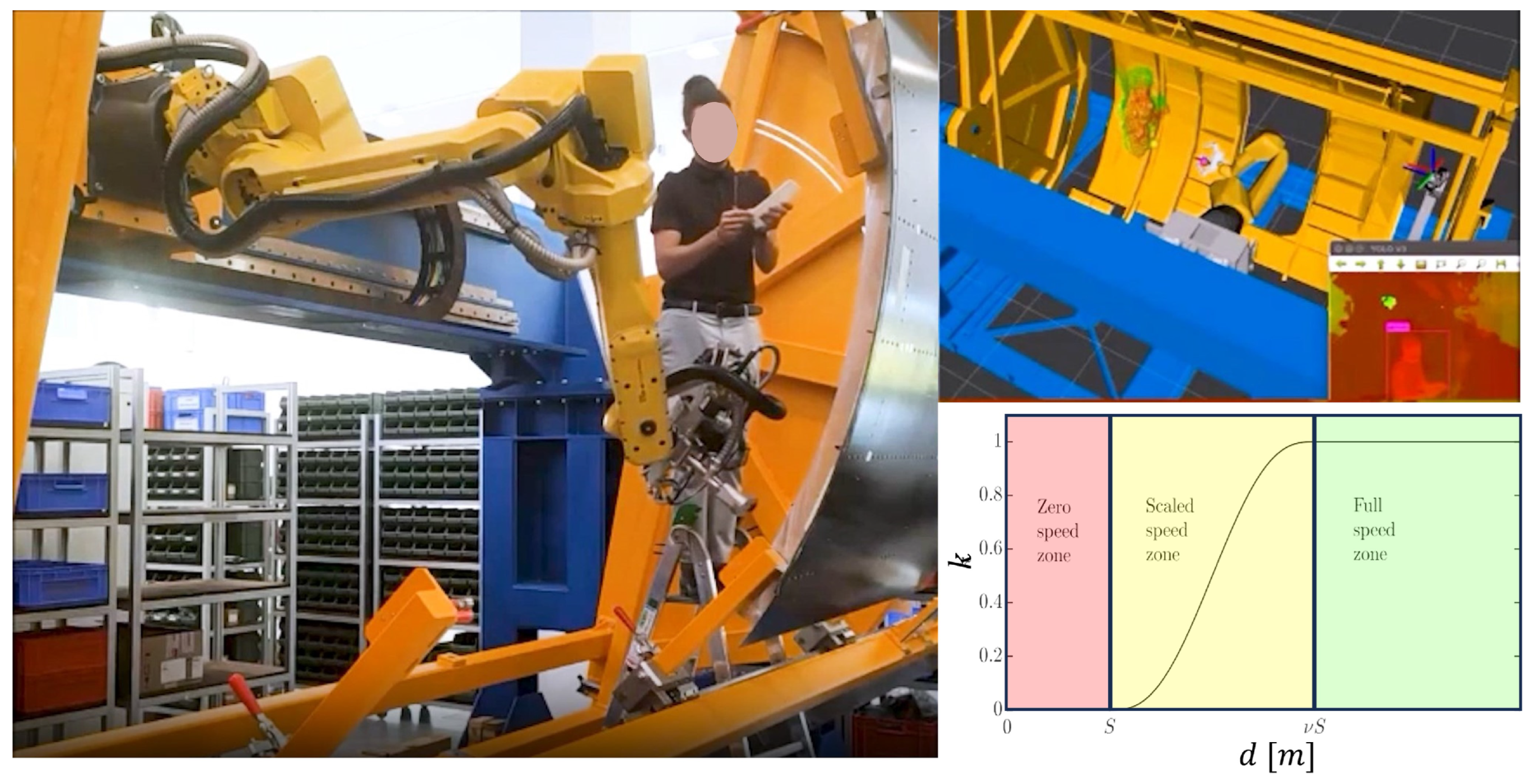
5.2. Speed and Separation Monitoring
- the time derivative of the distance between human and robot, i.e., ;
- the scalar product between the velocity vectors of the robot and the human, i.e., ;
- the temperature value of the human point at the minimum distance from the robot.
6. Results
6.1. Experimental Setting and Procedure
6.2. Referencing and Hole Positioning Results
6.3. Drilling Results
- T01: hole diameter accuracy;
- T02: countersink angle accuracy;
- T03: normality alignment.
6.4. Fastening Results
7. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- The LABOR Project. Available online: https://www.labor-project.eu/ (accessed on 19 November 2023).
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Global Market Forecast 2019–2038. Available online: https://www.airbus.com/aircraft/market/global-market-forecast.html (accessed on 19 November 2023).
- Airbus Inaugurates New A320 Structure Assembly Line in Hamburg. Available online: https://www.airbus.com/en/newsroom/press-releases/2019-10-airbus-inaugurates-new-a320-structure-assembly-line-in-hamburg (accessed on 19 November 2023).
- Bombardier to Combine Efficiency and Quality in Manufacturing of CSeries Aircraft. Available online: https://bombardier.com/en/media/news/bombardier-combine-efficiency-and-quality-manufacturing-cseries-aircraft (accessed on 19 November 2023).
- A Futuristic View of the 777 Fuselage Build. 2014. Available online: http://www.boeing.com/features/2014/07/bca-777-fuselage-07-14-14.page (accessed on 19 November 2023).
- The VALERY Project. Available online: https://cordis.europa.eu/project/id/314774 (accessed on 19 November 2023).
- Petzoldt, C.; Harms, M.; Freitag, M. Review of task allocation for human-robot collaboration in assembly. Int. J. Comput. Integr. Manuf. 2023, 36, 1675–1715. [Google Scholar] [CrossRef]
- Tsarouchi, P.; Matthaiakis, A.S.; Makris, S.; Chryssolouris, G. On a human-robot collaboration in an assembly cell. Int. J. Comput. Integr. Manuf. 2016, 30, 580–589. [Google Scholar] [CrossRef]
- Kumar, S.; Savur, C.; Sahin, F. Survey of Human–Robot Collaboration in Industrial Settings: Awareness, Intelligence, and Compliance. IEEE Trans. Syst. Man, Cybern. Syst. 2021, 51, 280–297. [Google Scholar] [CrossRef]
- Sipsas, K.; Nikolakis, N.; Makris, S. Dynamic Assembly Planning and Task Assignment. In Advanced Human-Robot Collaboration in Manufacturing; Springer International Publishing: Berlin/Heidelberg, Germany, 2021; pp. 183–210. [Google Scholar] [CrossRef]
- Bejarano, R.; Ferrer, B.R.; Mohammed, W.M.; Martinez Lastra, J.L. Implementing a Human-Robot Collaborative Assembly Workstation. In Proceedings of the 2019 IEEE 17th International Conference on Industrial Informatics (INDIN), Helsinki, Finland, 22–25 July 2019. [Google Scholar] [CrossRef]
- Caterino, M.; Chiacchio, P.; Cristalli, C.; Fera, M.; Lettera, G.; Natale, C.; Nisi, M. Robotized assembly and inspection of composite fuselage panels: The LABOR project approach. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1024, 012019. [Google Scholar] [CrossRef]
- ISO 10218-1; Robots and Robotic Devices—Safety Requirements for Industrial Robots. Part 1: Robots. International Organization for Standardization: Geneva, Switzerland, 2011.
- ISO 10218-2; Robots and Robotic Devices—Safety Requirements for Industrial Robots. Part 2: Robot System and Integration. International Organization for Standardization: Geneva, Switzerland, 2011.
- ISO/TS 15066; Robots and Robotic Devices—Collaborative Robots. International Organization for Standardization: Geneva, Switzerland, 2016.
- Yan, W.; Bi, Y.; Qiao, M. Effect of positioning errors of frames on fuselage panel assembly deformation. Adv. Mech. Eng. 2016, 8, 168781401665056. [Google Scholar] [CrossRef]
- Bruni, A.; Concettoni, E.; Cristalli, C.; Nisi, M. Smart Inspection Tools in robotized aircraft panels manufacturing. In Proceedings of the 2019 IEEE 5th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Turin, Italy, 19–21 June 2019. [Google Scholar] [CrossRef]
- Baeg, M.H.; Baeg, S.H.; Moon, C.; Jeong, G.M.; Ahn, H.S.; Kim, D.H. A New Robotic 3D Inspection System of Automotive Screw Hole. Int. J. Control. Autom. Syst. 2008, 6, 740–745. [Google Scholar]
- Spagnolo, G.S.; Cozzella, L.; Leccese, F. Viability of an optoelectronic system for real time roughness measurement. Measurement 2014, 58, 537–543. [Google Scholar] [CrossRef]
- 8-Tree. Available online: https://www.8-tree.com/ (accessed on 19 November 2023).
- UnitedScience. Available online: https://unitedsciences.com/ (accessed on 19 November 2023).
- Hocken, R.; Chakraborty, N.; Brown, C. Optical Metrology of Surfaces. CIRP Ann. 2005, 54, 169–183. [Google Scholar] [CrossRef]
- Besl, P.; McKay, N.D. A method for registration of 3-D shapes. IEEE Trans. Pattern Anal. Mach. Intell. 1992, 14, 239–256. [Google Scholar] [CrossRef]
- Castellini, P.; Bruni, A.; Paone, N. Design of an optical scanner for real time on-line measurement of wood-panel profiles. In Proceedings of the Optical Measurement Systems for Industrial Inspection V, Munich, Germany, 17–21 June 2007. [Google Scholar] [CrossRef]
- Marrazzo, A. Kinematic Calibration and Human-Machine Interface for a Cooperative Robotic Work Cell. Master’s and Specialist Thesis, Università Degli Studi di Salerno, Fisciano, Italy, 2018. Available online: https://hdl.handle.net/20.500.12074/13026 (accessed on 19 November 2023).
- Toquica, J.S.; Motta, J.M.S.T. A methodology for industrial robot calibration based on measurement sub-regions. Int. J. Adv. Manuf. Technol. 2021, 119, 1199–1216. [Google Scholar] [CrossRef]
- Domenico, F.D. Force-Based Control for Robotic Drilling of Aeronautical Structures. Master’s and Specialist Thesis, Università Degli Studi di Salerno, Fisciano, Italy, 2018. Available online: https://hdl.handle.net/20.500.12074/13032 (accessed on 19 November 2023).
- Siciliano, B.; Villani, L. Robot Force Control; 1999 ed.; The Springer International Series in Engineering and Computer Science; Springer: Dordrecht, The Netherlands, 2000. [Google Scholar]
- Marino, A.; Cirillo, P.; Natale, C.; Chiacchio, P.; Pirozzi, S. A general low-cost and flexible architecture for robotized drilling in aircraft assembly lines. In Proceedings of the 2016 International Symposium on Power Electronics, Electrical Drives, Automation and Motion (SPEEDAM), Capri, Italy, 22–24 June 2016; pp. 1401–1408. [Google Scholar] [CrossRef]
- Zhang, R.; Tsai, P.S.; Cryer, J.; Shah, M. Shape-from-shading: A survey. IEEE Trans. Pattern Anal. Mach. Intell. 1999, 21, 690–706. [Google Scholar] [CrossRef]
- Demir, K.; Doven, G.; Sezen, B. Industry 5.0 and Human-Robot Co-working. Procedia Comput. Sci. 2019, 158, 688–695. [Google Scholar] [CrossRef]
- Costanzo, M.; Maria, G.D.; Lettera, G.; Natale, C. A Multimodal Approach to Human Safety in Collaborative Robotic Workcells. IEEE Trans. Autom. Sci. Eng. 2022, 19, 1202–1216. [Google Scholar] [CrossRef]
- Yang, B.; Jing, Z.-L.; Zhao, H.-T. Review of pixel-level image fusion. J. Shanghai Jiaotong Univ. (Sci.) 2010, 15, 6–12. [Google Scholar] [CrossRef]
- Redmon, J.; Farhadi, A. YOLOv3: An Incremental Improvement. arXiv 2018, arXiv:1804.02767. [Google Scholar]
- Campomaggiore, A.; Costanzo, M.; Maria, G.D.; Lettera, G.; Natale, C. A Fuzzy Inference Approach to Control Robot Speed in Human-robot Shared Workspaces. In Proceedings of the 16th International Conference on Informatics in Control, Automation and Robotics, Prague, Czech Republic, 29–31 July 2019; pp. 78–87. [Google Scholar]
- Lu, L.; Xie, Z.; Wang, H.; Li, L.; Xu, X. Mental stress and safety awareness during human-robot collaboration—Review. Appl. Ergon. 2022, 105, 103832. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Name | Cardinality | Element Holes |
|---|---|---|
| Short shear-tie | 4 | 8 |
| Short shear-tie | 8 | 6 |
| Short shear-tie | 6 | 7 |
| Short shear-tie | 3 | 11 |
| Long shear-tie | 3 | 27 |
| Stringer | 6 | 46 |
| Stringer | 6 | 74 |
| Frame | 2 | 78 |
| ID Requirement | Description | Target Value |
|---|---|---|
| A | Material stack | CT: CFRP + Thermoplastic |
| CC: CFRP + CFRP | ||
| CA: CFRP + Aluminium | ||
| B | Hole nominal diameters | DIA05: [4.166, 4.242] mm |
| DIA06: [5.055, 5.131] mm | ||
| DIA08: [6.604, 6.680] mm | ||
| DIA10: [4.826, 4.902] mm | ||
| DIA20: [6.350, 6.426] mm | ||
| C | Countersink nominal diameters | DIA05: [8.331, 8.458] mm |
| DIA06: [9.677, 9.804] mm | ||
| DIA08: [12.750, 12.878] mm | ||
| DIA10: [9.677, 9.804] mm | ||
| DIA20: [12.750, 12.878] mm | ||
| D | Grip length | GRIP03: [3.962, 5.588] mm |
| GRIP04: [5.563, 7.163] mm | ||
| GRIP05: [7.137, 8.763] mm | ||
| GRIP06: [8.738, 10.338] mm | ||
| E | Stem protrusion | DIA05: ±0.254 mm |
| DIA06: ±0.305 mm | ||
| DIA08: ±0.381 mm | ||
| DIA10: ±0.305 mm | ||
| DIA20: ±0.381 mm | ||
| F | Flushness | ±0.203 mm |
| G | Maximum sleeve height | 5.9 mm |
| H | Minimum sleeve diameter | 5.7 mm |
| WITHOUT HRC | WITH HRC | |||
|---|---|---|---|---|
| OP CODE | HUMAN | ROBOT | HUMAN | ROBOT |
| OP10 | Part assembly on SFRP skin | NA | Part assembly on SFRP skin | NA |
| OP20 | Panel drilling | NA | NA | Panel drilling |
| OP30 | Panel countersinking | NA | NA | Panel countersinking |
| OP40 | Hole inspection | NA | NA | Hole inspection |
| OP50 | Stringer de-assembling | NA | Stringer de-assembling | NA |
| OP60 | Stringer cleaning | NA | Stringer cleaning | NA |
| OP70 | Stringer deburring | NA | Stringer deburring | NA |
| OP80 | Sealant application | NA | Sealant application | NA |
| OP90 | Stringer re-assembling | NA | Stringer re-assembling | NA |
| OP100 | Panel riveting | NA | NA | Panel riveting |
| Diameter | CFRP + Aluminium | CFRP + CFRP | CFRP + Thermoplastic |
|---|---|---|---|
| DIA10 | LABT01 | LABT11 | LABT21 |
| DIA20 | LABT02 | LABT12 | LABT22 |
| DIA05 | LABT03 | LABT13 | LABT23 |
| DIA06 | LABT04 | LABT14 | LABT24 |
| DIA08 | LABT05 | LABT15 | LABT25 |
| Diameter | Grip Length | Fastener ID |
|---|---|---|
| DIA05 | GRIP04 | FAST01 |
| DIA06 | GRIP03 | FAST02 |
| DIA06 | GRIP04 | FAST03 |
| DIA06 | GRIP05 | FAST04 |
| DIA06 | GRIP06 | FAST05 |
| DIA08 | GRIP06 | FAST06 |
| DIA08 | GRIP07 | FAST07 |
| Distance | Nominal | Measured | Tolerance | Deviation | Check |
|---|---|---|---|---|---|
| C1-C2 | 25.490 | 25.467 | ±0.400 | −0.025 | √ |
| C2-C3 | 25.490 | 25.527 | ±0.400 | 0.037 | √ |
| C3-C4 | 25.490 | 25.144 | ±0.400 | −0.346 | √ |
| C4-C5 | 25.490 | 25.841 | ±0.400 | 0.351 | √ |
| C5-C6 | 25.490 | 25.758 | ±0.400 | 0.268 | √ |
| C1-mE | 13.500 | 20.137 | ±0.400 | 6.637 | |
| C1-ME | 13.500 | 11.167 | ±0.400 | −2.333 | |
| C2-ME | 13.500 | 11.779 | ±0.400 | −1.721 | |
| C3-ME | 13.500 | 11.978 | ±0.400 | −1.522 | |
| C4-ME | 13.500 | 12.004 | ±0.400 | −1.496 | |
| C5-ME | 13.500 | 12.210 | ±0.400 | −1.290 | |
| C6-ME | 13.500 | 12.945 | ±0.400 | −0.555 |
| Distance | Nominal | Measured | Tolerance | Deviation | Check |
|---|---|---|---|---|---|
| C1-C2 | 25.490 | 25.888 | ±0.400 | 0.358 | √ |
| C2-C3 | 25.490 | 25.414 | ±0.400 | −0.076 | √ |
| C3-C4 | 25.490 | 25.597 | ±0.400 | 0.107 | √ |
| C4-C5 | 25.490 | 25.461 | ±0.400 | −0.029 | √ |
| C5-C6 | 25.490 | 25.595 | ±0.400 | 0.105 | √ |
| C6-C7 | 25.490 | 25.589 | ±0.400 | 0.099 | √ |
| mE-C1 | 13.500 | 13.328 | ±0.400 | −0.172 | √ |
| C1-ME | 13.500 | 13.208 | ±0.400 | −0.292 | √ |
| C2-ME | 13.500 | 13.046 | ±0.400 | −0.354 | √ |
| C3-ME | 13.500 | 13.185 | ±0.400 | −0.315 | √ |
| C4-ME | 13.500 | 13.126 | ±0.400 | −0.374 | √ |
| C5-ME | 13.500 | 13.233 | ±0.400 | −0.267 | √ |
| C6-ME | 13.500 | 13.288 | ±0.400 | −0.212 | √ |
| C7-ME | 13.500 | 13.232 | ±0.400 | −0.268 | √ |
| Test ID | Nominal | Measured | Tolerance | Deviation | Check |
|---|---|---|---|---|---|
| T01 | 5.100 mm | 5.085 mm | ±0.038 mm | 0.0150 mm | √ |
| T02 | 130° | 129.590° | ±1° | 0.410° | √ |
| T03 | 90° | 89.171° | ±2° | 0.829° | √ |
| Hole ID | B | Check B | C | Check C | D | Check D |
|---|---|---|---|---|---|---|
| F001 | 5.083 | √ | 9.762 | √ | 5.772 | √ |
| F002 | 5.084 | √ | 9.770 | √ | 5.714 | √ |
| F003 | 5.082 | √ | 9.788 | √ | 5.784 | √ |
| F004 | 5.081 | √ | 9.800 | √ | 5.709 | √ |
| F005 | 5.083 | √ | 9.755 | √ | 5.922 | √ |
| F006 | 5.013 | 9.774 | √ | 5.624 | √ | |
| F007 | 5.066 | √ | 9.763 | √ | 5.482 | √ |
| F008 | 5.077 | √ | 9.733 | √ | 6.760 | √ |
| F009 | 5.074 | √ | 9.687 | √ | 6.478 | √ |
| F010 | 5.084 | √ | 9.687 | √ | 6.055 | √ |
| F011 | 5.069 | √ | 9.683 | √ | 5.952 | √ |
| F012 | 5.068 | √ | 9.674 | 5.783 | √ | |
| F013 | 5.062 | √ | 9.677 | √ | 5.421 | √ |
| F014 | 5.074 | √ | 9.763 | √ | 5.561 | √ |
| F015 | 5.067 | √ | 9.763 | √ | 5.499 | √ |
| F016 | 5.004 | 9.778 | √ | 5.130 | √ | |
| F017 | 5.086 | √ | 9.742 | √ | 5.875 | √ |
| F018 | 5.083 | √ | 9.804 | √ | 6.247 | √ |
| F019 | 5.076 | √ | 9.737 | √ | 6.142 | √ |
| F020 | 5.085 | √ | 9.781 | √ | 6.076 | √ |
| F021 | 5.080 | √ | 9.789 | √ | 5.827 | √ |
| F022 | 4.695 | 9.766 | √ | 5.643 | √ | |
| F023 | 5.080 | √ | 9.771 | √ | 5.575 | √ |
| F024 | 5.085 | √ | 9.738 | √ | 6.875 | √ |
| F025 | 5.079 | √ | 9.697 | √ | 6.354 | √ |
| F026 | 5.077 | √ | 9.637 | 5.697 | √ | |
| F027 | 5.078 | √ | 9.486 | 5.076 | √ |
| Hole ID | E | Check E | F | Check F | G | Check G | H | Check H |
|---|---|---|---|---|---|---|---|---|
| F001 | 0.277 | √ | 0.204 | √ | 5.518 | √ | 7.703 | √ |
| F002 | 0.226 | √ | 0.112 | √ | 5.505 | √ | 7.648 | √ |
| F003 | 0.104 | √ | 0.059 | √ | 5.507 | √ | 7.741 | √ |
| F004 | 0.052 | √ | −0.007 | √ | 5.459 | √ | 7.640 | √ |
| F005 | 0.125 | √ | 0.041 | √ | 5.520 | √ | 7.705 | √ |
| F006 | 0.033 | √ | 0.014 | √ | 5.475 | √ | 7.645 | √ |
| F007 | 0.062 | √ | 0.022 | √ | 5.480 | √ | 7.647 | √ |
| F008 | 0.068 | √ | 0.035 | √ | 5.511 | √ | 7.694 | √ |
| F009 | 0.122 | √ | 0.058 | √ | 5.558 | √ | 7.743 | √ |
| F010 | 0.081 | √ | −0.041 | √ | 5.465 | √ | 7.632 | √ |
| F011 | 0.011 | √ | −0.006 | √ | 5.511 | √ | 7.697 | √ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lettera, G.; Natale, C. An Integrated Architecture for Robotic Assembly and Inspection of a Composite Fuselage Panel with an Industry 5.0 Perspective. Machines 2024, 12, 103. https://doi.org/10.3390/machines12020103
Lettera G, Natale C. An Integrated Architecture for Robotic Assembly and Inspection of a Composite Fuselage Panel with an Industry 5.0 Perspective. Machines. 2024; 12(2):103. https://doi.org/10.3390/machines12020103
Chicago/Turabian StyleLettera, Gaetano, and Ciro Natale. 2024. "An Integrated Architecture for Robotic Assembly and Inspection of a Composite Fuselage Panel with an Industry 5.0 Perspective" Machines 12, no. 2: 103. https://doi.org/10.3390/machines12020103
APA StyleLettera, G., & Natale, C. (2024). An Integrated Architecture for Robotic Assembly and Inspection of a Composite Fuselage Panel with an Industry 5.0 Perspective. Machines, 12(2), 103. https://doi.org/10.3390/machines12020103