1. Introduction
Pharmaceutical packaging is an important part of the transportation and storage process of drugs, directly affecting the quality of drugs and human health [
1,
2]. Medium borosilicate glass (MBG) has many advantages, such as excellent chemical stability, heat resistance stability, air tightness, and transparency, which can effectively ensure the safety of drugs and is widely used in storage containers such as vaccines and biological products, blood products, and lyophilized preparations [
3,
4,
5,
6,
7].
The presented research mainly focused on the forming process of glass plate and the mechanical properties and simulation models of glass, etc. For example, Zhuo et al. (2023) found that the temperature of molten glass, the drawing velocity of the glass tube, the pressure of inflowed air, and the rotational velocity of the cylinder significantly affected the forming of glass tube [
8]. Zhou et al. (2009) obtained the elastic modulus and viscosity of glass based on the Burgers model and the Maxwell model [
9]. Yan et al. (2024) found that the combination of parameters (initial molding temperature of 60 °C, molding pressure of 2 MPa, and curing temperature of 120 °C for 2 hours) obtained the best mechanical properties of glass fibers [
10]. Chen et al. (2023) indicated the effects of the diffractive structure filling and the maximum stress on the surface precision of the lens and found that under the optimum process parameters (temperature of 230 °C and press velocity of 0.1 mm/s), the surface precision deviation and surface roughness were 0.3053 μm and 2.95 nm, respectively [
11]. Li et al. (2024), based on the peridynamics method, found that increasing the low initial impact velocity led to a complex crack network gradually [
12]. Geng et al. (2022), based on the numerical simulation method, examined the effects of the rotation speed, diameter, and temperature of the press roller on the temperature field of glass in the calendering process of photovoltaic glass [
13]. Timothy and Gordon (2011) provided a computational constitutive model for glass subjected to large strains, high strain rates, and high pressures [
14]. Yin et al. (2010) found that the optimal parameters of press velocity and operational temperature are based on the equivalent stress distribution of glass [
15]. Sheng et al. (2018) found that the temperature of glass liquid and the rotational speed of the calendering roll were the key factors affecting the quality of glass calendaring [
16]. Mansour et al. (2021) analyzed the effect of process parameters on the surface roughness of glass fiber-reinforced polymer composite pipes manufactured [
17]. In total, the present research is based on simulation experiments and actual experiments to obtain the best combination of parameters, such as press velocity and pressure, the temperature of the glass, and the press roller to provide a reference for improving the productive quality of glass.
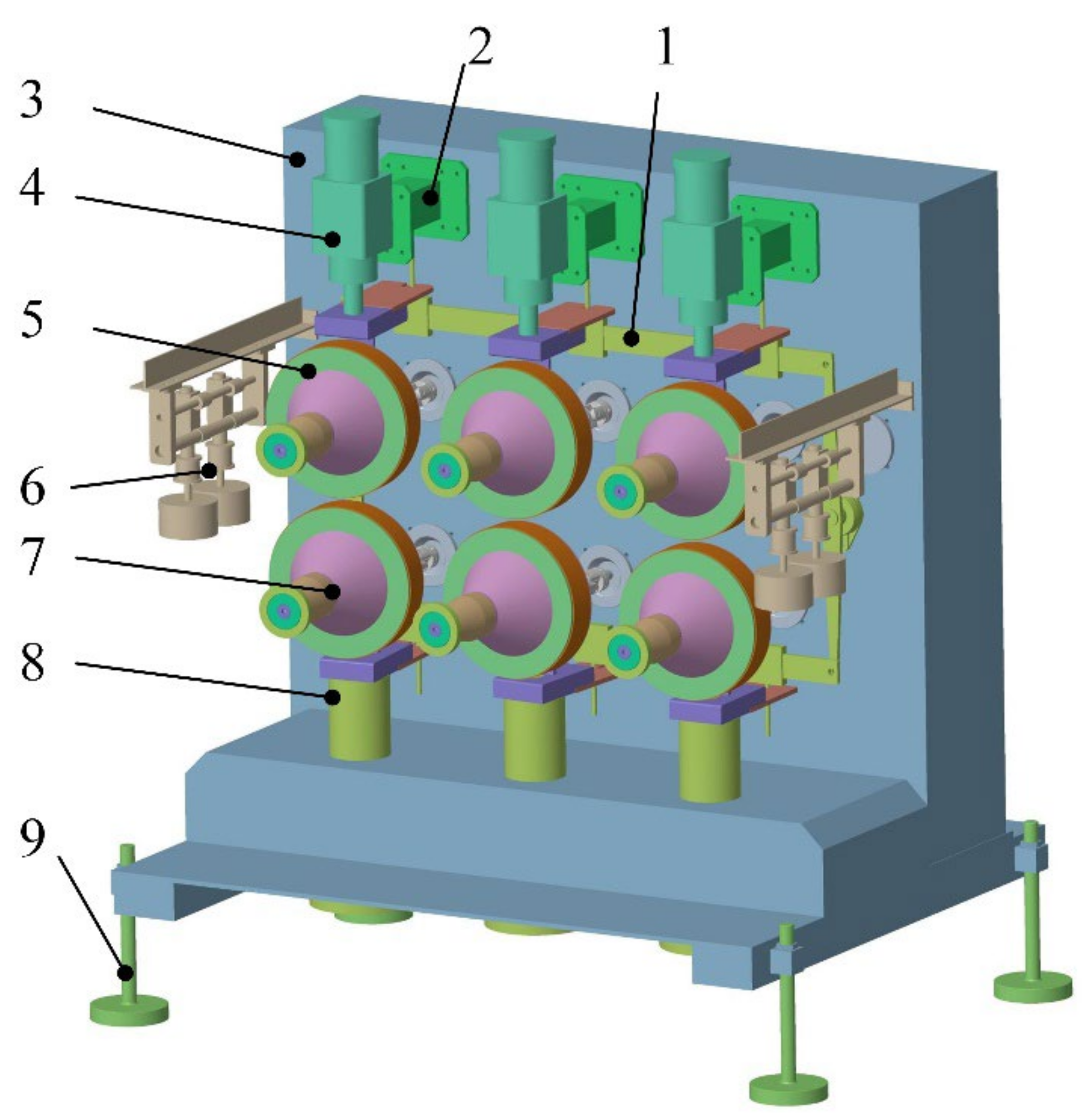
For the medium borosilicate glass tubes, the main productive methods were the Vello and Danner methods, both of which require horizontal drawing of glass tubes [
18,
19,
20]. In these methods, molten glass is continuously formed into tubes by stretching the glass along a horizontal axis. The Vello method utilizes a nozzle to control the diameter of the tube, while the Danner method forms the glass tube by drawing it over a rotating mandrel, allowing for precise control over the wall thickness and dimensions of the glass tube. The drawing machine is the main equipment for realizing the horizontal drawing of glass tubes, and the rotating rubber wheel drives the glass tube forward through friction during the drawing process of the glass tube [
21,
22,
23,
24]. Although extensive research has been conducted on the glass-forming process, most studies have focused primarily on the changes that occur in the material properties, such as temperature, velocity, pressure, and viscosity, after the molten glass exits the furnace [
8,
20,
25,
26]. These studies often emphasize how these parameters influence the cooling and shaping stages, where the glass solidifies into its final form. However, despite these advancements, there has been limited attention given to the operational parameters of the drawing machine itself. Factors such as the rotational speed of the rubber wheel, the radius of the wheel, and the pressure it applies to the glass tube are crucial, yet often underexplored. These parameters have a direct impact on the surface quality, dimensional accuracy, and overall mechanical integrity of the glass tube. Specifically, the kinematic effects resulting from the structural and operational characteristics of the drawing machine on the formation process of the glass tube remain largely under-researched. This gap in understanding has limited the ability to optimize the drawing process for higher-quality production. As a result, the fine-tuning of operational parameters, such as adjusting the rotational speed or modifying the pressure exerted by the wheel, relies heavily on manual intervention by skilled operators. These directly increased the productive cost and quality.
With the development of computer and simulation software, the finite element method (FEM) simulation was employed to solve the complex engineering problems [
27,
28,
29]. In the analysis of the change process of force, motion, and temperature of glass, Li et al. (2022), using a FEM simulation, found the heat transfer performance of vacuum glazing [
30]. Peng et al. (2013), using LS-DYNA software, identified the mechanical behavior of windshield laminated glass through impact experiments [
31]. Naumenko, Pander, and Würkner (2022) predicted the damage of float glass using a FEM simulation based on the peridynamics [
32]. Therefore, in this study, a FEM simulation was conducted to determine the principles governing the changes in force and motion of the glass tube under various conditions, including different deflection angles of the driving wheel, friction factors between the glass tube and the driving wheel, and the distance between the upper and lower drawing wheels. These findings are expected to offer theoretical insights and technological guidance for the design and optimization of glass tube drawing machines.
4. Discussion
4.1. Accuracy Analysis of FEM Simulation Results
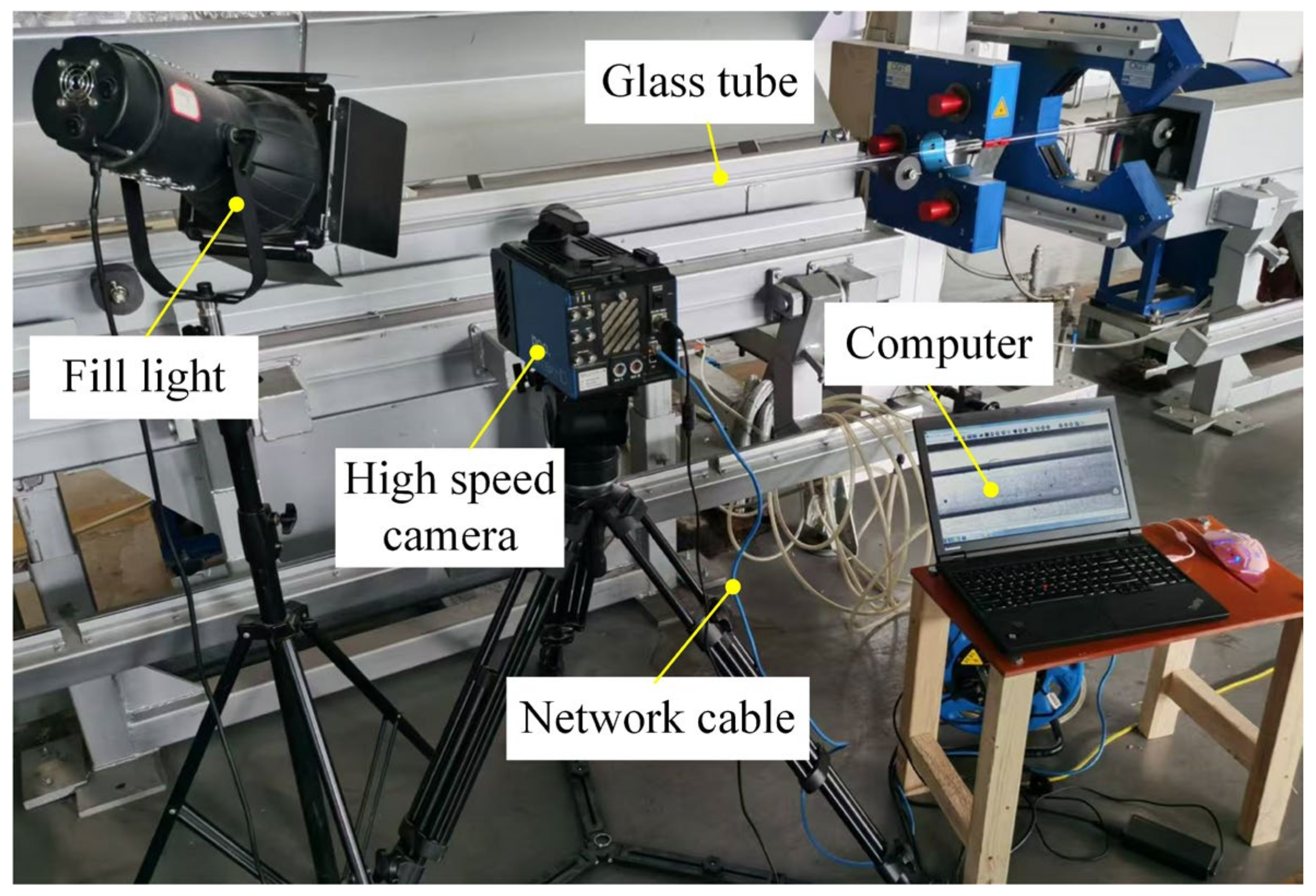
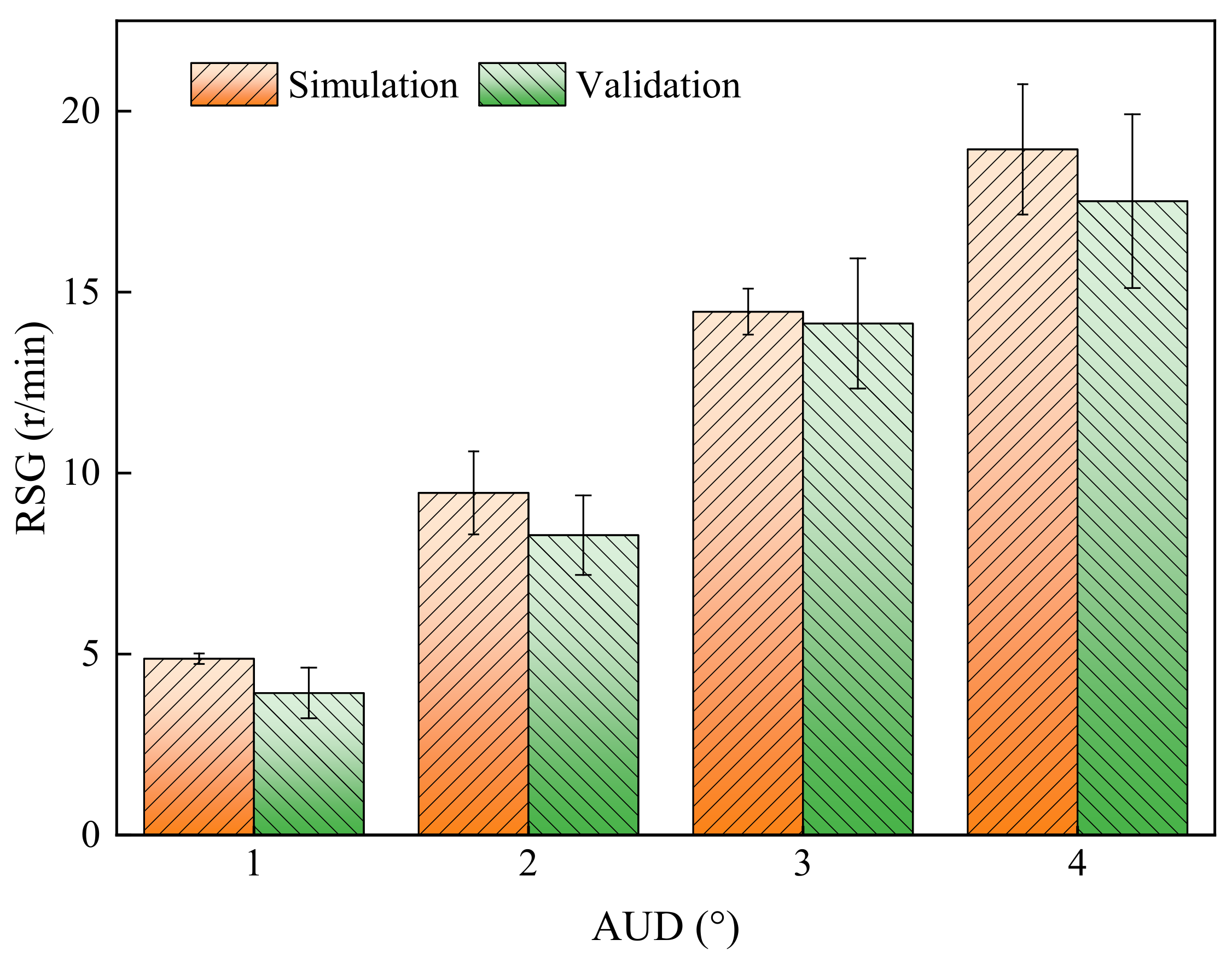
Compared with the FEM simulation and validation experiment results, a similar trend in RSG was observed; however, the RSG from the validation experiment was lower than that from the FEM simulation. The reasons may include the following: (1) during the actual drawing process of the glass tube, the length of the glass tube was greater, and the Danner machine also exerted a force to prevent the rotation of the glass tube; (2) in the validation experiment, the friction factor between the drawing wheel and the glass was lower compared to the FEM simulation experiment due to the wear of rubber wheel; (3) the downward drawing wheel oscillated, and the graphite wheel guide was uneven, causing the glass tube to run out, introducing additional non-stabilizing factors into the RSG measurement; and (4) due to the AUD, the driving force exerted by the pressed drawing wheel not only contributed to the rotation of the glass tube but also generated a sliding force that caused horizontal movement of the glass tube, leading to discrepancies between the FEM simulation and validation experiment results. In summary, the FEM simulation results were consistent with the validation experiment results and indicated that the FEM results could serve as references for elucidating the effects of key drawing machine parameters on the force and energy consumption of the glass tube during the drawing process.
4.2. Effects of AUD
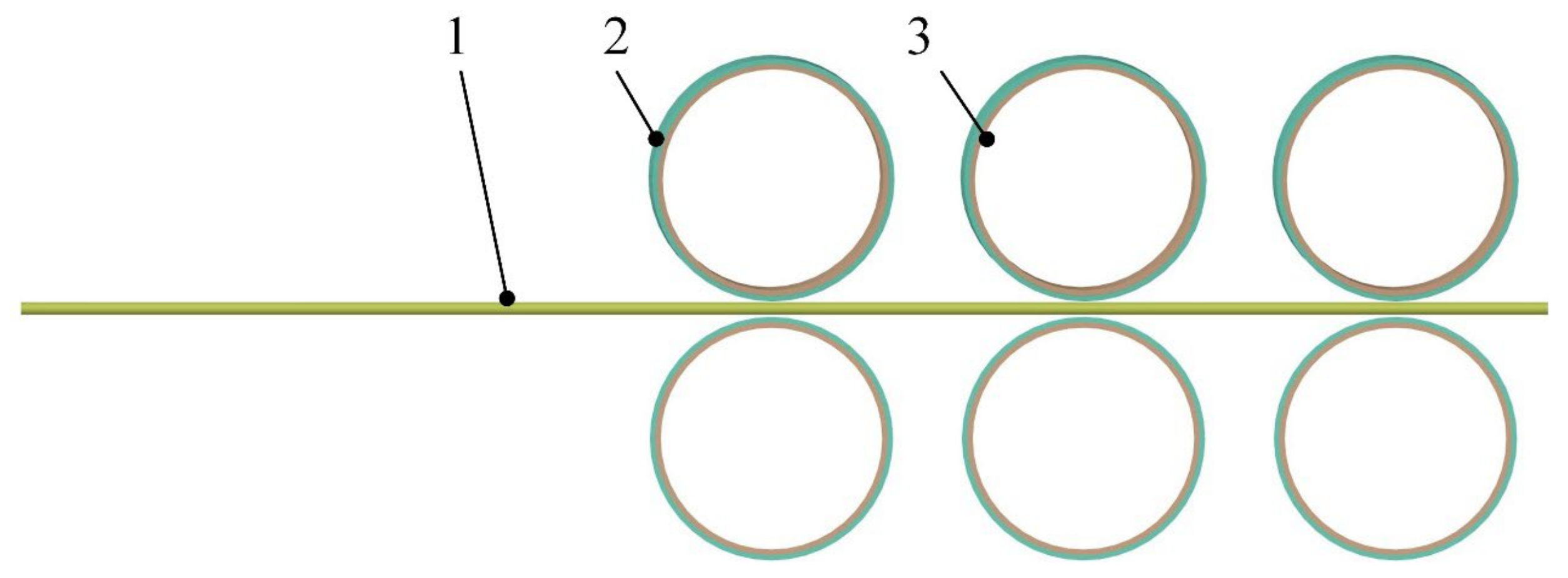
In this study, AUD had a highly significant influence on RSG, MRDF, ARDF, and ARDP (p < 0.01), and a very significant influence on MRDP (p < 0.05), but no significant influence on other experimental indexes. Simultaneously, a positive effect of AUD on RSG, MRDF, ARDF, ARDP, and MRDP was also found. The reason may be that (1) during the drawing process of the glass tube, three upper drawing wheels and three lower drawing wheels pressed the glass tube and provided the driving force. The axial driving force along the axis of the glass tube propelled its forward movement, while the tangential driving force caused its self-rotation; and (2) due to the constant rotational speed of the drawing wheels, RSG reached a constant value, but the acceleration of the glass tube was determined by the friction between the drawing wheels and the tube. However, AUD had nonsignificant effects on MES, MFDF, AFDF, TEC, TPD, AFDP, and MFDP. The reasons may be that (1) AUD only affected the tangential driving force component of the glass tube, while MES was influenced by the pressing force from the drawing wheels, leading to the nonsignificant influence on MES; (2) during the drawing process, the forward driving force, which equals the total driving force multiplied by the cosine of AUD, varied minimally (cosine of AUD ranging from 0.9962 to 1) since the AUD range was between 0° and 5°, resulting in the nonsignificant influence of AUD on MFDF, AFDF, MFDP, and AFDP; and (3) the main energy consumption arose from overcoming the friction between the glass tube and the six drawing wheels, and from the wheels driving the tube along the axial direction. The energy consumed by driving the rotation of the glass tube was relatively low compared to driving its forward movement. Therefore, the nonsignificant influence of AUD on TEC and TPD was observed. Importantly, AUD is a key factor in the drawing process, as the rotational forces on the glass tube from the Danner machine are regulated by adjusting the AUD of the drawing wheel. Additionally, an excessively large AUD increases the rotational torque of the drawing wheels, leading to an increased risk of deviation of the glass tube from its original position. This deviation raises the pressure between the glass tube and the guiding device, increasing the risk of tube breakage.
4.3. Effects of FFGR and DUD
This indicated that in the drawing process of the glass tube, adjusting the DUD was the primary step if the quality of the glass tube changed. The positive effects of FFGR on MFDF, AFDF, MRDF, ARDF, TEC, TPD, AFDP, and MFDP, and the negative effects of DUD on MES, MRDF, ARDF, TEC, TPD, AFDP, and MFDP were found. This indicated that in the drawing process, under the premise of ensuring the quality of the operation, reduction of DUD required increasing of FFGR, but it was noted that the impact of DUD is significantly greater than that of FFGR. Therefore, further research is needed to ensure parameter balance in the actual production process. In addition, although reduction of DUD and increase of FFGR improved the pressure on the glass tube from the drawing wheels to improve the stability of drawing, the abrasion of rubber in drawing wheels also increased [
37,
38]. Therefore, a suitable value of DUD and FFGR in the drawing process needs to be further researched in the future to obtain a balance of operational and economic performance.
In this study, FFGR and DUD significantly affected almost all indexes, except for the insignificant effect of FFGR on MES and RSG, and of DUD on RSG. This indicates that FFGR and DUD are key factors affecting the force and energy consumption in the glass tube drawing process. The insignificant effect of FFGR on MES and RSG may be due to the following reasons: (1) FFGR influences the driving force of the glass tube, while the maximum effective stress is determined by the pressure from the drawing wheels; (2) before the glass tube reaches its specified motional and rotational speed, an increased coefficient of friction reduces the time required for the tube to reach the designated speed. However, once the speed is reached, increasing FFGR reduces the pressure on the glass tube, thereby decreasing the risk of breakage; and (3) due to the angle between the upper and lower drawing wheels, increasing FFGR also increases the lateral force on the glass tube, which raises the risk of the tube shifting to one side of the drawing wheel. According to the F-values, the magnitude of DUD’s influence on the dependent variables surpasses that of FFGR, possibly because DUD primarily affects the pressure on the glass tube, a fundamental parameter in the drawing process. Positive effects of FFGR were observed on MFDF, AFDF, MRDF, ARDF, TEC, TPD, AFDP, and MFDP, while DUD had negative effects on MES, MRDF, ARDF, TEC, TPD, AFDP, and MFDP. This indicates that in the drawing process, to maintain operational quality, reducing DUD requires an increase in FFGR. However, it is important to note that the impact of DUD is significantly greater than that of FFGR. Therefore, further research is necessary to balance these parameters during actual production. Additionally, although reducing DUD and increasing FFGR improved the pressure applied by the drawing wheels on the glass tube, it also led to increased abrasion of the rubber in the wheels. Thus, finding a suitable balance of DUD and FFGR in the drawing process requires further study to optimize operational and economic performance.
5. Conclusions
This study evaluated the influence of experimental factors (DUD, AUD, and FFGR) on experimental indexes (MES, RSG, FDF, RDF, TEC, TPD, FDP, and RDP) during the glass tube drawing process based on the FEM simulation and validation experiments. The main conclusions are as follows:
- (1)
AUD had significant effects on RSG, MRDF, ARDF, MRDP, and ARDP, while both FFGR and DUD significantly influenced MRDF, ARDF, TEC, TPD, ARDP, and MRDP.
- (2)
DUD had the greatest influence on the experimental indexes compared to the other two factors, and FFGR’s influence was greater than that of AUD, except for MRDP and ARDP.
- (3)
AUD showed positive influences on RSG, ARDP, and MRDP, while FFGR had positive effects and DUD had negative effects on MRDF, ARDF, TEC, TPD, ARDP, and MRDP, respectively.
These findings provide reference and support for the design and optimization of glass tube drawing machines. However, this study focused solely on the changes in the glass tube during the drawing process. Future studies should explore multiple processes (e.g., transportation and formation of the glass tube) to further enhance its operational quality.

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}