

Evaluation of Machining Variables on Machinability of Nickel Alloy Inconel 718 Using Coated Carbide Tools



Abstract
:1. Introduction
2. Research Motivation
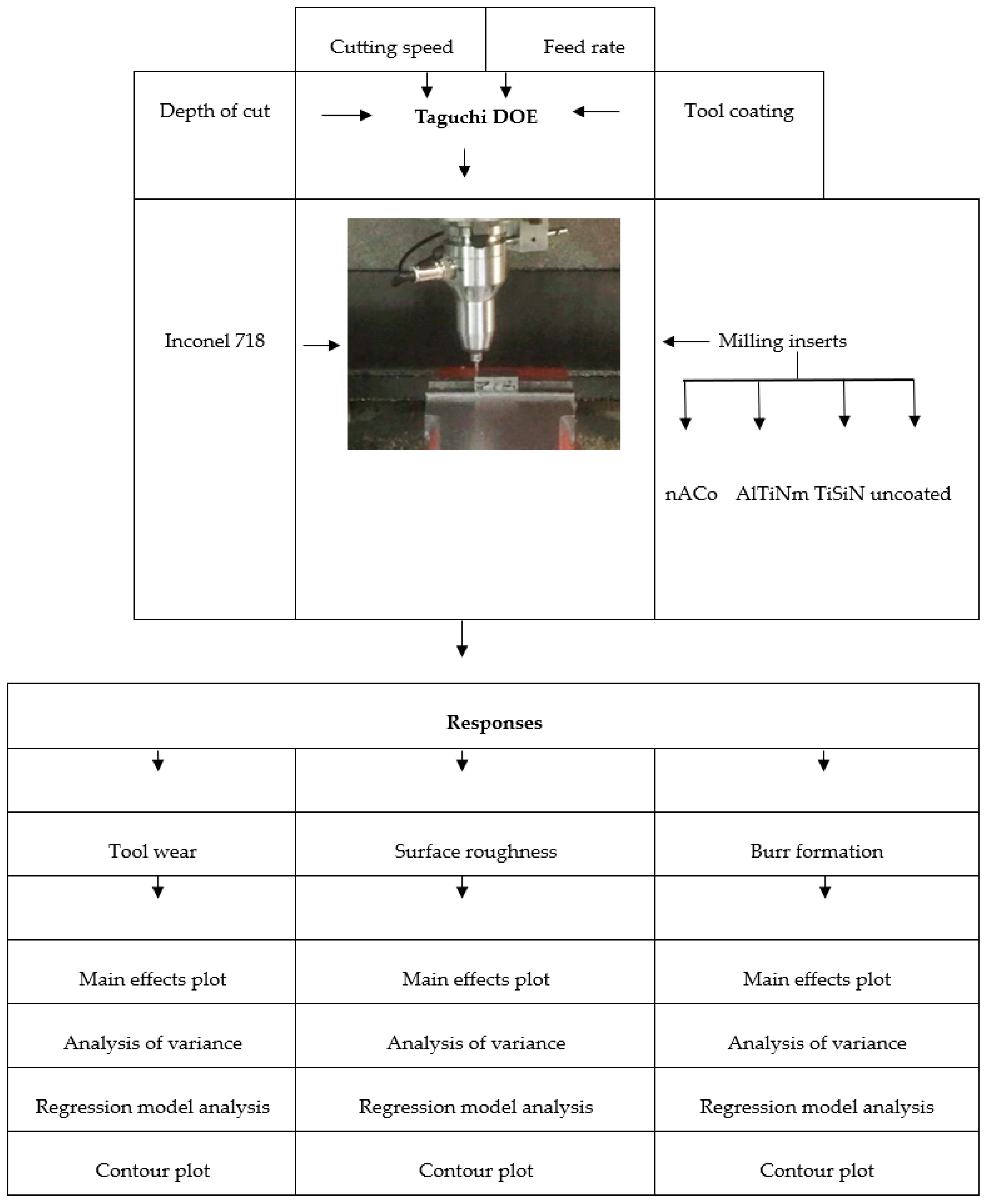
3. Experimental Procedure
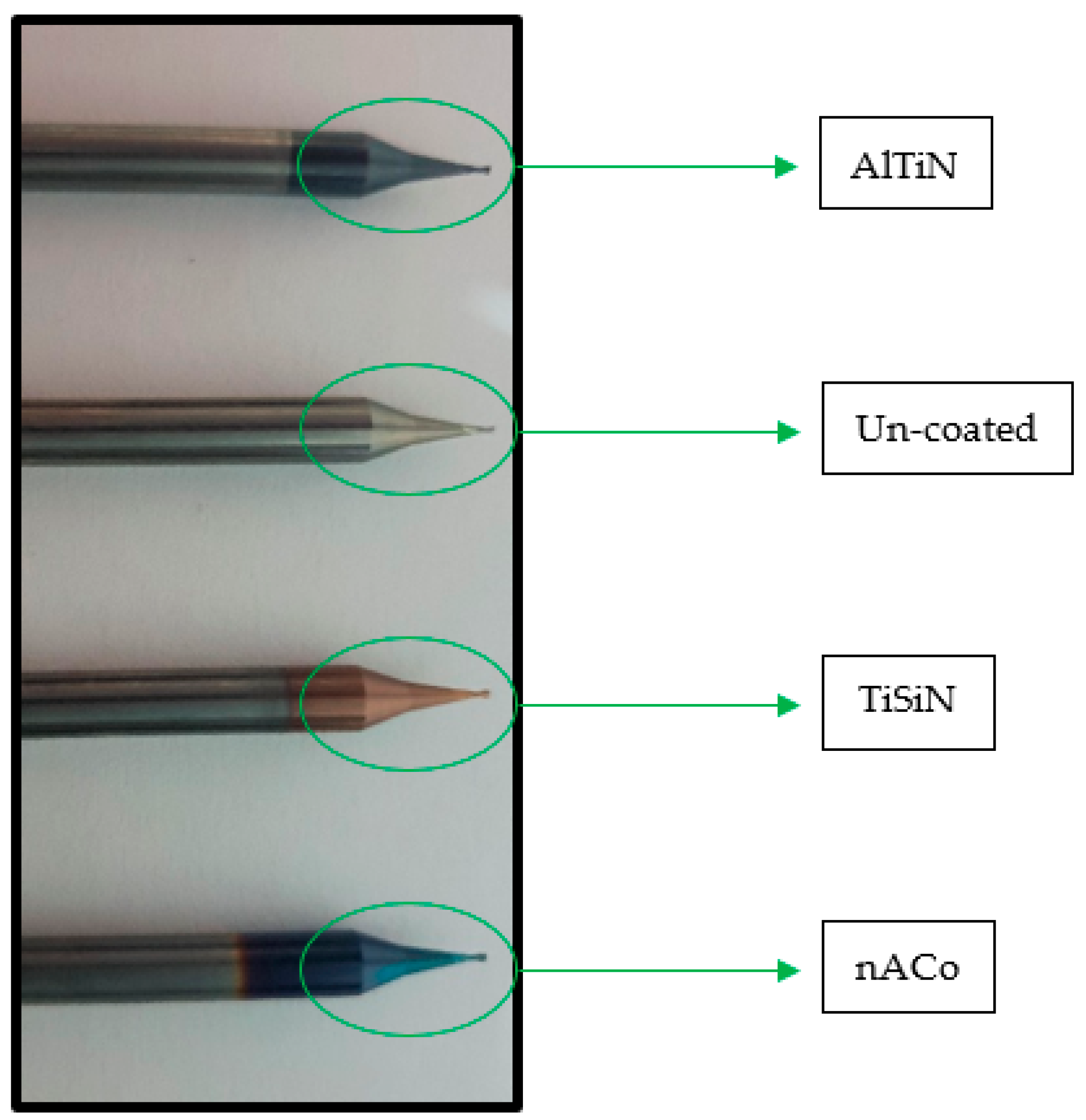
3.1. Experimental Apparatus
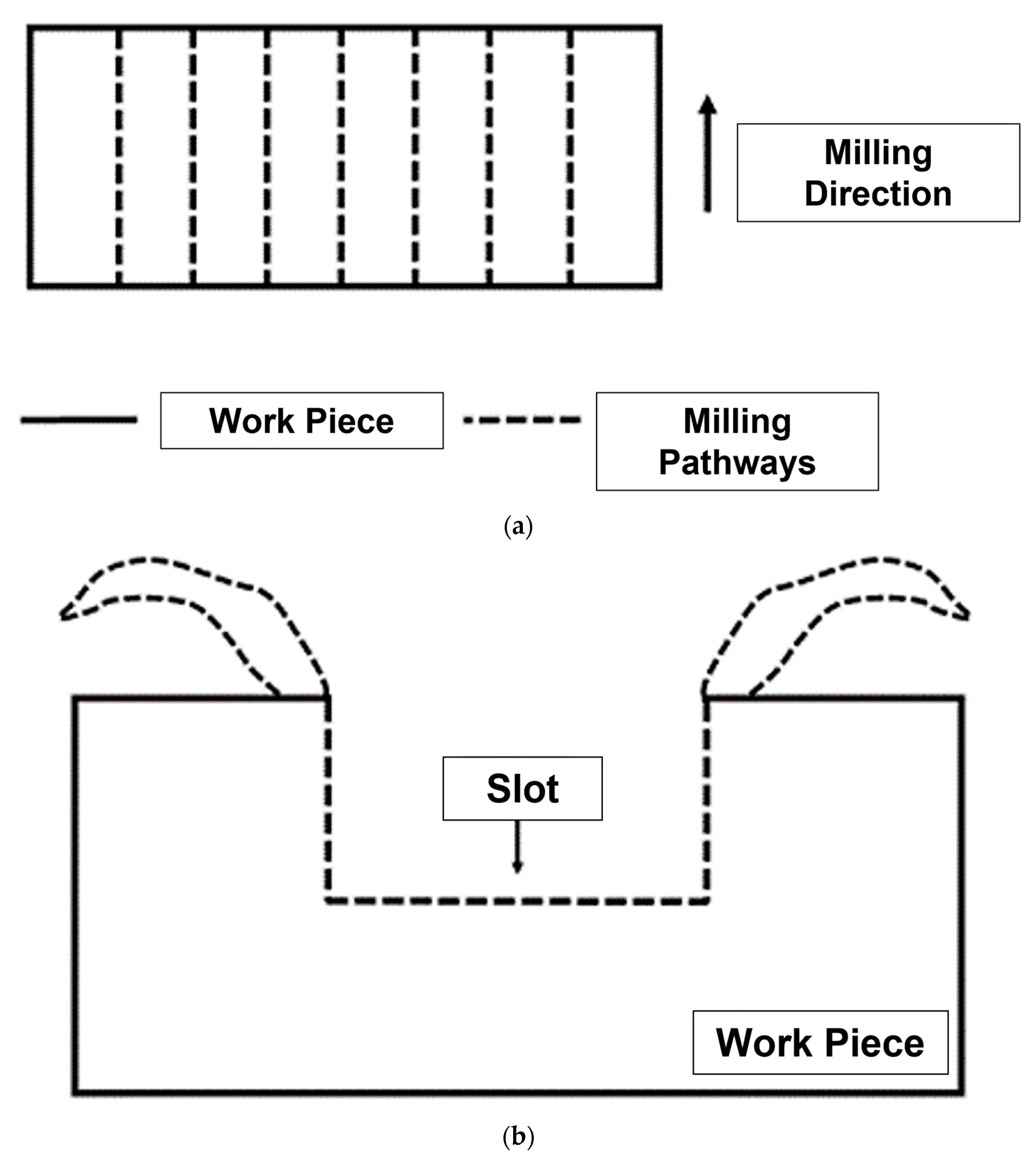
3.2. Design of Experiment
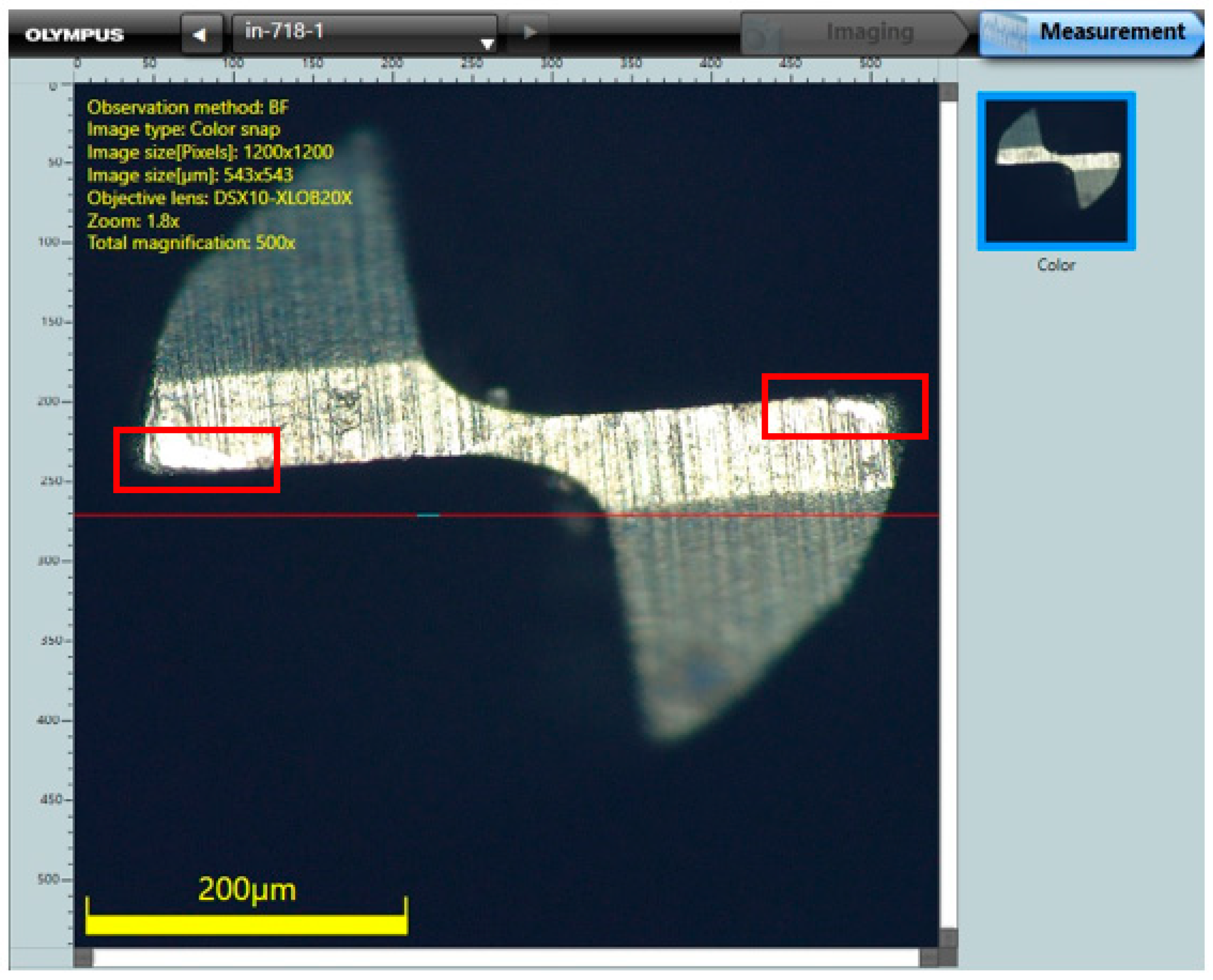
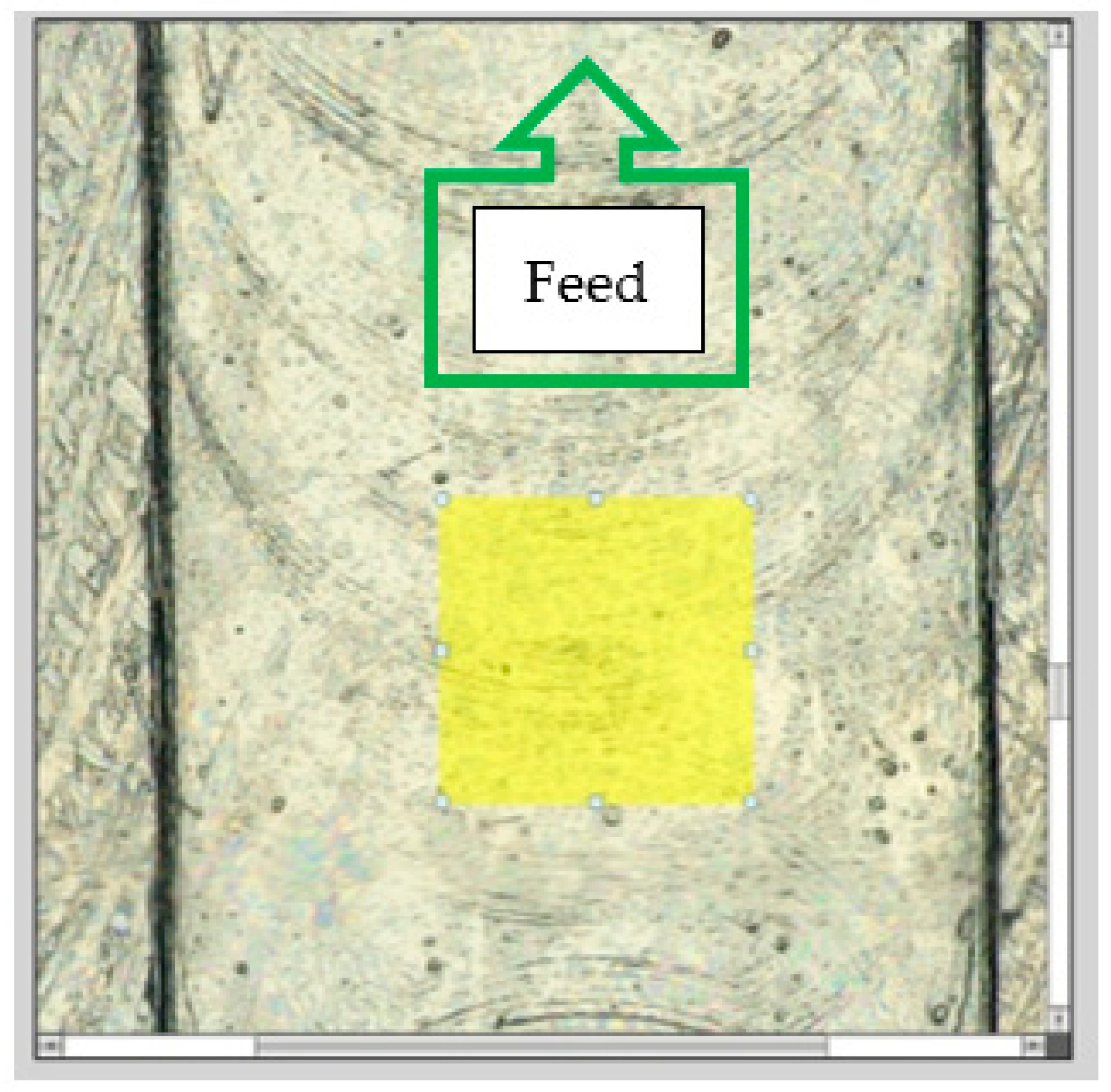
3.3. Response Measurement
4. Results and Discussion
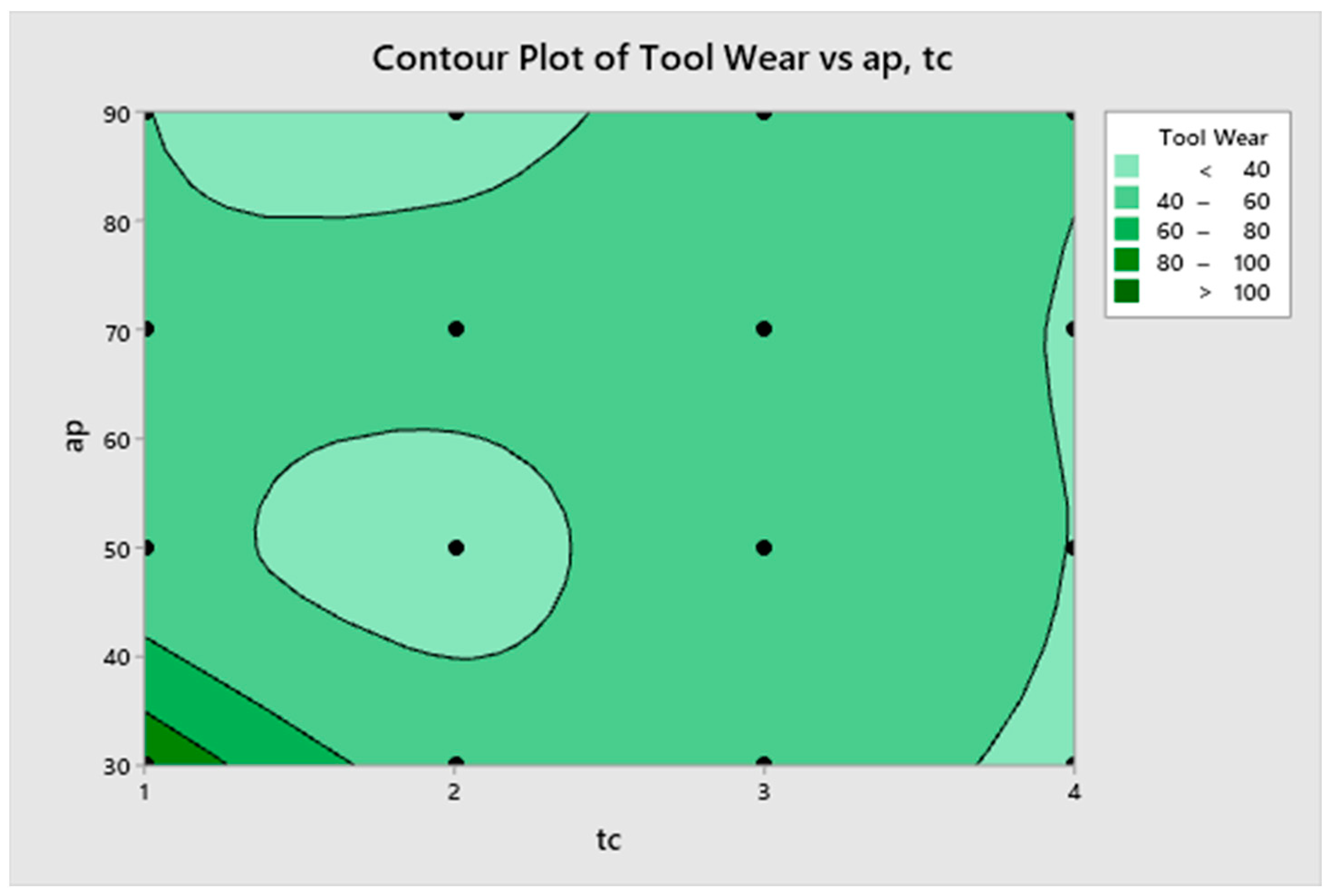
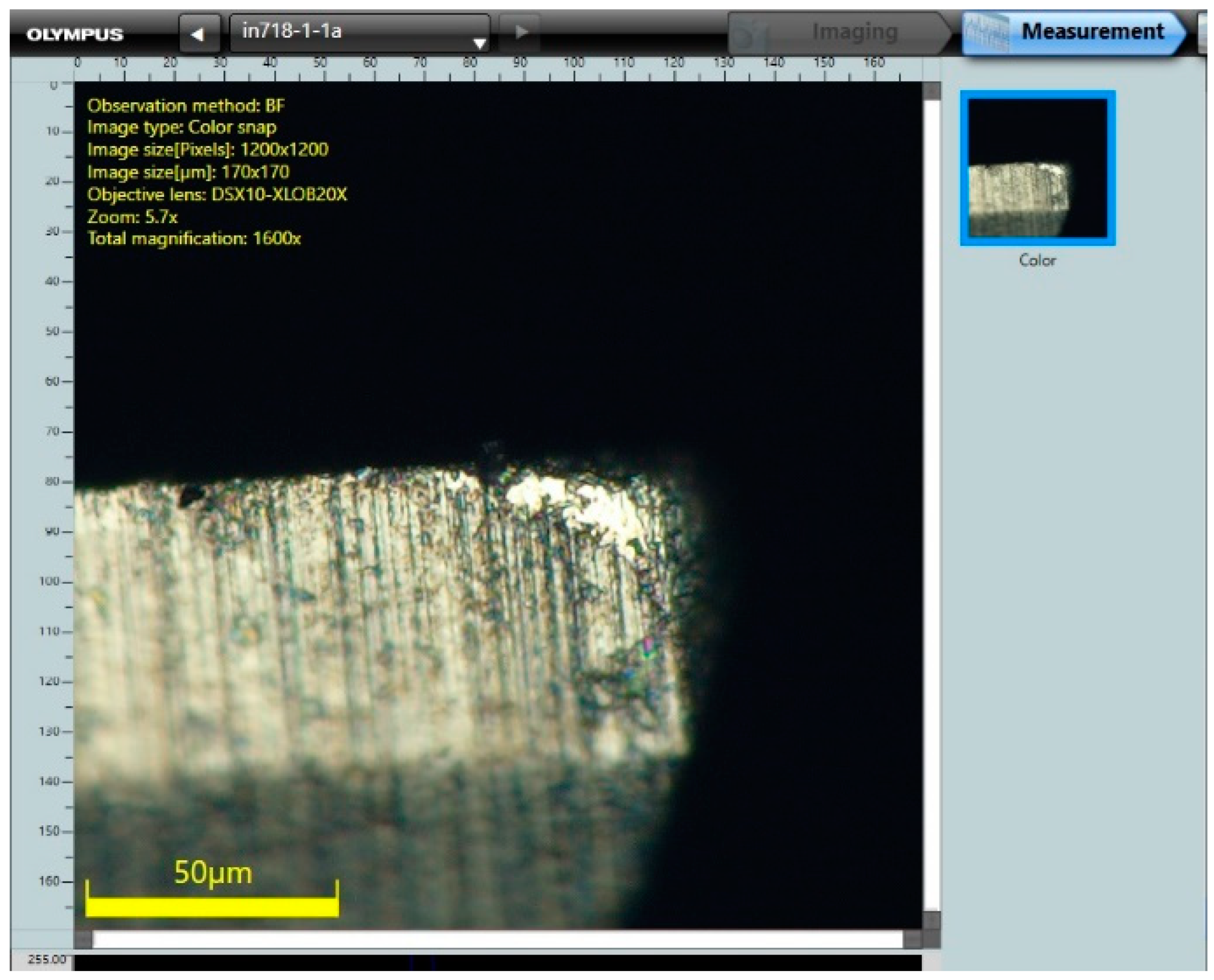
4.1. Tool Wear Analysis
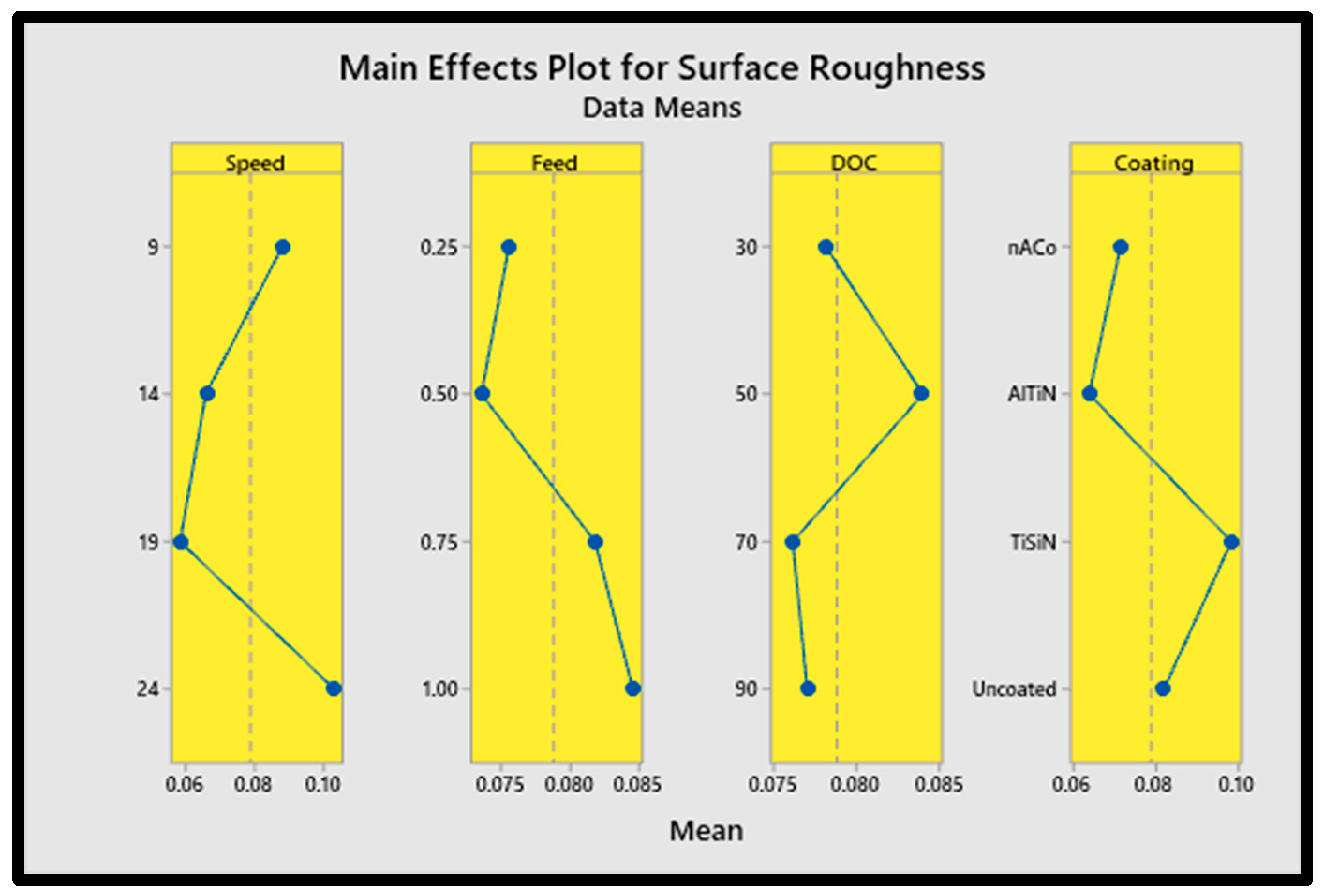
4.2. Surface Roughness Analysis
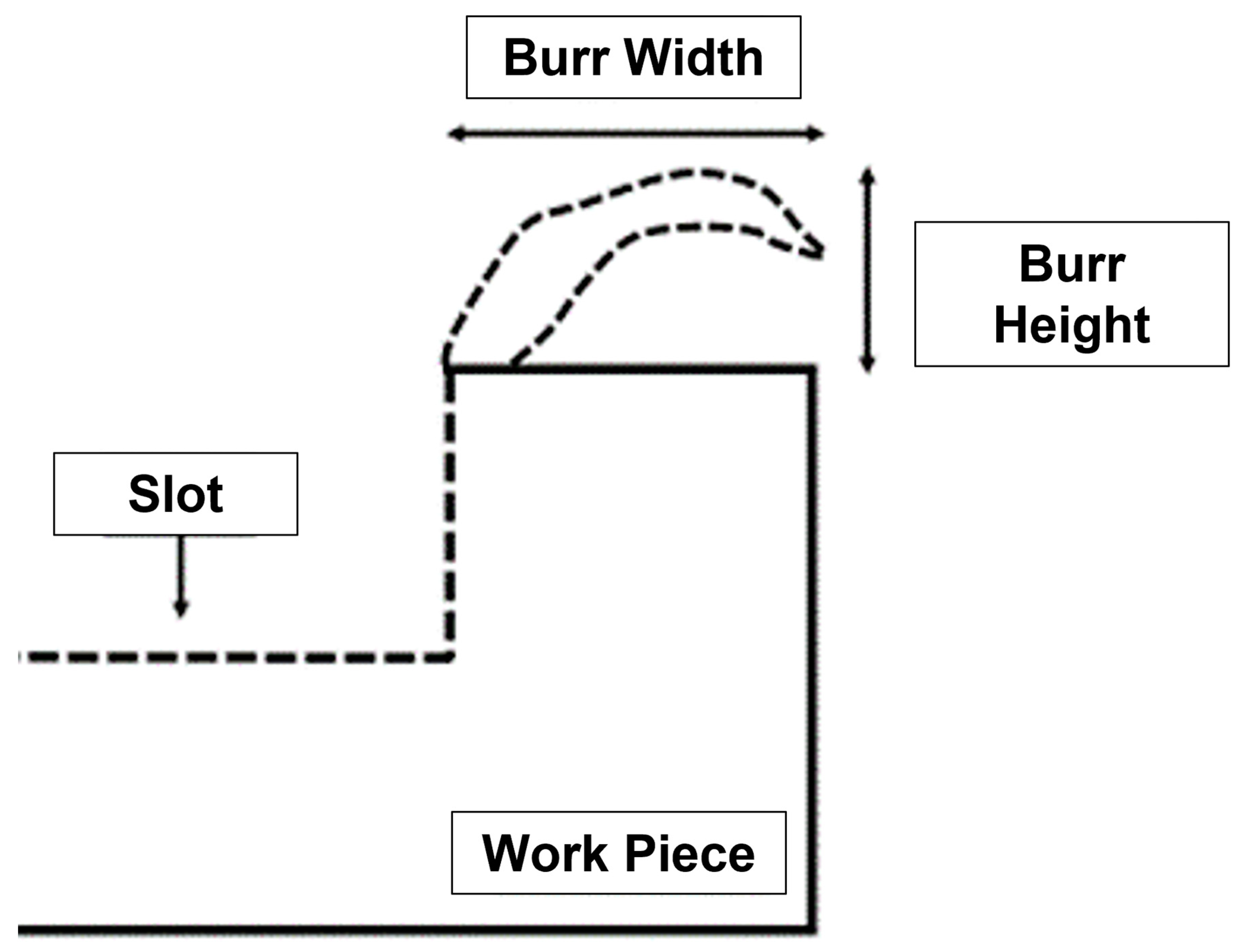
4.3. Burr Formation Analysis
5. Validation Tests
6. Conclusions
- Tool wear was found to be significantly affected by cutting speed, feed rate, depth of cut and tool coating, with tool coating bearing the highest contribution ratio of 36.19%;
- Abrasion and chipping were found to be the dominant tool wear mechanisms;
- Cutting speed and tool coating had contribution ratios of 51.24% and 34.27%, respectively, on surface roughness response;
- Analysis of regression equations for surface roughness determined positive gains of 17%, 49% and 91% using the AlTiN-coated tool over the nACo-coated, uncoated and TiSiN-coated tools;
- Burr formation analysis identified depth of cut as an influential parameter for burr height formation for both up-milling (39.28%) and down-milling (36.26%);
- Cutting tool edge radius is a vital input parameter affecting burr formation;
- Tool coating input was singled out as the only parameter significantly affecting all machining responses;
- Validation of confirmatory experiments endorsed the accuracy of the experimental procedure by improving the output responses.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jain, V.K.; Patel, D.S.; Ramkumar, J.; Bhattacharyya, B.; Doloi, B.; Sarkar, B.R.; Ranjan, P.; Sarath Sankar, E.S.; Jayal, A.D. Micro-machining: An overview (Part II). J. Micromanuf. 2022, 5, 46–73. [Google Scholar] [CrossRef]
- Chen, N.; Li, H.N.; Wu, J.; Li, Z.; Li, L.; Liu, G.; He, N. Advances in micro milling: From tool fabrication to process outcomes. Int. J. Mach. Tools Manuf. 2021, 160, 103670. [Google Scholar] [CrossRef]
- Corbett, J.; McKeown, R.A.; Peggs, G.N.; Whatmore, R. Nanotechnology: International developments and emerging products. CIRP Ann. 2000, 49, 523–545. [Google Scholar] [CrossRef]
- Kiswanto, G.; Azmi, M.; Mandala, A.; Ko, T.J. The Effect of Machining Parameters to the Surface Roughness in Low Speed Machining Micro-milling Inconel 718. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Incheon, Republic of Korea, 19–22 August 2019; Volume 654. [Google Scholar]
- Schuster, R.; Kirchner, V.; Allongue, P.; Ertl, G. Electrochemical micromachining. Science 2000, 289, 98–101. [Google Scholar] [CrossRef] [PubMed]
- Kock, M.; Kirchner, V.; Schuster, R. Electrochemical micromachining with ultrashort voltage pulses-a versatile method with lithographical precision. Electrochim. Acta 2003, 48, 3213–3219. [Google Scholar] [CrossRef]
- Kim, B.H.; Ryu, S.H.; Choi, D.K.; Chu, C.N. Micro electrochemical milling. J. Micromechanics Microengineering 2005, 15, 124–129. [Google Scholar] [CrossRef]
- Attanasio, A. Tool run-out measurement in micro milling. Micromachines 2017, 8, 221. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Zhu, D.; Zhu, L. Micro electrochemical milling of complex structures by using in situ fabricated cylindrical electrode. Int. J. Adv. Manuf. Technol. 2012, 60, 977–984. [Google Scholar] [CrossRef]
- Xu, L.; Zhao, C. Nanometer-scale accuracy electrochemical micromachining with adjustable inductance. Electrochim. Acta 2017, 248, 75–78. [Google Scholar] [CrossRef]
- Bissacco, G.; Hansen, H.N.; De Chiffre, L. Size effects on surface generation in micro milling of hardened tool steel. CIRP Ann. 2006, 55, 593–596. [Google Scholar] [CrossRef]
- Mian, A.J.; Driver, N.; Mativenga, P.T. Identification of factors that dominate size effect in micro-machining. Int. J. Mach. Tools Manuf. 2011, 51, 383–394. [Google Scholar] [CrossRef]
- Ling, S.; Li, M.; Liu, Y.; Wang, K.; Jiang, Y. Improving machining localization and surface roughness in wire electrochemical micromachining using a rotating ultrasonic helix electrode. Micromachines 2020, 11, 698. [Google Scholar] [CrossRef] [PubMed]
- Allegri, G.; Colpani, A.; Ginestra, P.S.; Attanasio, A. An experimental study on micro-milling of a medical grade Co-Cr-Mo alloy produced by selective laser melting. Materials 2019, 12, 2208. [Google Scholar] [CrossRef] [PubMed]
- Wu, M.; Saxena, K.K.; Guo, Z.; Qian, J.; Reynaerts, D. Fast fabrication of complex surficial micro-features using sequential lithography and jet electrochemical machining. Micromachines 2020, 11, 948. [Google Scholar] [CrossRef] [PubMed]
- Marrocco, V.; Modica, F.; Bellantone, V.; Medri, V.; Fassi, I. Pulse-type influence on the micro-edm milling machinability of Si3N4—Tin workpieces. Micromachines 2020, 11, 932. [Google Scholar] [CrossRef] [PubMed]
- Rahman, M.A.; Ali, M.Y.; Rosli, A.R.S.; Banu, A. Process Capability of High Speed Micro End-Milling of Inconel 718 with Minimum Quantity Lubrication. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kuala Lumpur, Malaysia, 25–27 July 2016; Volume 184. [Google Scholar]
- Markopoulos, A.P.; Karkalos, N.E.; Mia, M.; Pimenov, D.Y.; Gupta, M.K.; Hegab, H.; Khanna, N.; Aizebeoje Balogun, V.; Sharma, S. Sustainability assessment, investigations, and modelling of slot milling characteristics in eco-benign machining of hardened steel. Metals 2020, 10, 1650. [Google Scholar] [CrossRef]
- Tadavani, S.A.; Razavi, R.S.; Vafaei, R. Pulsed laser-assisted machining of Inconel 718 superalloy. Opt. Laser Technol. 2017, 87, 72–78. [Google Scholar] [CrossRef]
- Reddy, M.M.; Nie, V.Y.C. Evaluation of surface roughness and tool wear in high speed machining of Inconel 718. In Materials Science Forum; Trans Tech Publications: Stafa-Zurich, Switzerland, 2018; Volume 943, pp. 66–71. [Google Scholar]
- Ucun, I.; Aslantas, K.; Bedir, F. An experimental investigation of the effect of coating material on tool wear in micro milling of Inconel 718 super alloy. Wear 2013, 300, 8–19. [Google Scholar] [CrossRef]
- Lu, X.; Jia, Z.; Wang, H.; Si, L.; Wang, X. Surface roughness prediction model of micro-milling Inconel 718 with consideration of tool wear. Int. J. Nanomanuf. 2016, 12, 93–108. [Google Scholar] [CrossRef]
- Aslantas, K.; Hopa, H.E.; Percin, M.; Ucun, I.; Çicek, A. Cutting performance of nano-crystalline diamond (NCD) coating in micro-milling of Ti6Al4V alloy. Precis. Eng. 2016, 45, 55–66. [Google Scholar] [CrossRef]
- Özel, T.; Thepsonthi, T.; Ulutan, D.; Kaftanolu, B. Experiments and finite element simulations on micro-milling of Ti-6Al-4V alloy with uncoated and cBN coated micro-tools. CIRP Ann. 2011, 60, 85–88. [Google Scholar] [CrossRef]
- Aramcharoen, A.; Mativenga, P.T.; Yang, S.; Cooke, K.E.; Teer, D.G. Evaluation and selection of hard coatings for micro milling of hardened tool steel. Int. J. Mach. Tools Manuf. 2008, 48, 1578–1584. [Google Scholar] [CrossRef]
- Devillez, A.; Le Coz, G.; Dominiak, S.; Dudzinski, D. Dry machining of Inconel 718, workpiece surface integrity. J. Mater. Process. Technol. 2011, 211, 1590–1598. [Google Scholar] [CrossRef]
- Tansel, I.N.; Arkan, T.T.; Bao, W.Y.; Mahendrakar, N.; Shisler, B.; Smith, D.; McCool, M. Tool wear estimation in micro-machining. Int. J. Mach. Tools Manuf. 2000, 40, 609–620. [Google Scholar] [CrossRef]
- Attanasio, A.; Gelfi, M.; Pola, A.; Ceretti, E.; Giardini, C. Influence of material microstructures in micromilling of Ti6Al4V alloy. Materials 2013, 6, 4268–4283. [Google Scholar] [CrossRef] [PubMed]
- Sun, Z.; To, S. Effect of machining parameters and toolwear on surface uniformity in micro-milling. Micromachines 2018, 9, 268. [Google Scholar] [CrossRef] [PubMed]
- Aurich, C.; Bohley, M.; Reichenbach, I.G.; Kirsch, B. Surface quality in micro milling: Influences of spindle and cutting parameters. CIRP Ann. 2017, 66, 101–104. [Google Scholar] [CrossRef]
- Pradhan, P.; Costa, L.; Rybski, D.; Lucht, W.; Kropp, J.P. A Systematic Study of Sustainable Development Goal (SDG) Interactions. Earth’s Future 2017, 5, 1169–1179. [Google Scholar] [CrossRef]
- IEA. World Energy Outlook 2018: Highlights; International Energy Agency (IEA): Paris, France, 2018; pp. 1–661. [Google Scholar]
- Kumar, R.; Bilga, P.S.; Singh, S. Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. J. Clean. Prod. 2017, 164, 45–57. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Machinability investigation of Inconel 718 in high-speed turning. Int. J. Adv. Manuf. Technol. 2009, 45, 421–429. [Google Scholar] [CrossRef]
- Hughes, I.; Sharman, A.R.C.; Ridgway, K. The effect of cutting tool material and edge geometry on tool life and workpiece surface integrity. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 93–107. [Google Scholar] [CrossRef]
- Barry, J.; Byrne, G.; Lennon, D. Observations on chip formation and acoustic emission in machining Ti-6Al-4V alloy. Int. J. Mach. Tools Manuf. 2001, 41, 1055–1070. [Google Scholar] [CrossRef]
- Liu, R.; Mittal, S. Single-step superfinish hard machining: Feasibility and feasible cutting conditions. Robot. Comput. Integr. Manuf. 1996, 12, 15–27. [Google Scholar] [CrossRef]
- Zhou, M.; Chen, Y.; Zhang, G. Force prediction and cutting-parameter optimization in micro-milling Al7075-T6 based on response surface method. Micromachines 2020, 11, 766. [Google Scholar] [CrossRef] [PubMed]
- Karna, S.K.; Sahai, R. An Overview on Taguchi Method. Int. J. Eng. Math. Sci. 2016, 1, 11–18. [Google Scholar]
- ISO 21920-2:2021; Geometrical Product Specifications (Gps)—Surface Texture: Profile—Part 2: Terms, Definitions. ISO: Geneva, Switzerland, 2021.
- Dadgari, A.; Huo, D.; Swailes, D. Investigation on tool wear and tool life prediction in micro-milling of Ti-6Al-4V. Nanotechnol. Precis. Eng. 2018, 1, 218–225. [Google Scholar] [CrossRef]
- Lu, X.; Jia, Z.; Wang, H.; Hu, X.; Li, G.; Si, L. Measurement-based modelling of cutting forces in micro-milling of Inconel 718. Int. J. Nanomanuf. 2017, 13, 1–11. [Google Scholar] [CrossRef]
- Muhammad, A.; Gupta, M.K.; Mikołajczyk, T.; Pimenov, D.Y.; Giasin, K. Effect of Tool Coating and Cutting Parameters on Surface Roughness and Burr Formation during Micromilling of Inconel 718. Metals 2021, 11, 167. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Milling Machine | CNC—PARPAS PHS-680 |
|---|---|
| Workpiece material | Inconel 718 |
| Number of flutes | 2 |
| Cutting length | 10 mm |
| Variables | Cutting Speed | Feed Rate | Depth of Cut | Coatings |
|---|---|---|---|---|
| Symbol | Vc | fz | ap | tc |
| Unit | m/min | µm/tooth | µm | - |
| Level 1 | 9 | 0.25 | 30 | nACo |
| Level 2 | 14 | 0.50 | 50 | AlTiN |
| Level 3 | 19 | 0.75 | 70 | TiSiN |
| Level 4 | 24 | 1.00 | 90 | uncoated |
| Run | Input Parameters | |||
|---|---|---|---|---|
| Vc (m/min) | fz (μm/tooth) | ap (μm) | tc | |
| 1 | 9 | 0.25 | 30 | nACo |
| 2 | 9 | 0.5 | 50 | AlTiN |
| 3 | 9 | 0.75 | 70 | TiSiN |
| 4 | 9 | 1 | 90 | uncoated |
| 5 | 14 | 0.25 | 50 | TiSiN |
| 6 | 14 | 0.5 | 30 | uncoated |
| 7 | 14 | 0.75 | 90 | nACo |
| 8 | 14 | 1 | 70 | AlTiN |
| 9 | 19 | 0.25 | 70 | uncoated |
| 10 | 19 | 0.5 | 90 | TiSiN |
| 11 | 19 | 0.75 | 30 | AlTiN |
| 12 | 19 | 1 | 50 | nACo |
| 13 | 24 | 0.25 | 90 | AlTiN |
| 14 | 24 | 0.5 | 70 | nACo |
| 15 | 24 | 0.75 | 50 | uncoated |
| 16 | 24 | 1 | 30 | TiSiN |
| Experimental Run | Output Parameters | ||||||
|---|---|---|---|---|---|---|---|
| Tool Wear (μm) | Surface Roughness (μm) | Burr Formation (μm) | |||||
| Burr Height | Burr Width | ||||||
| Left | Right | Left | Right | ||||
| Run 1 | 1 | 100.136 | 0.069 | 102.128 | 262.403 | 338.413 | 510.167 |
| 2 | 34.347 | 0.077 | 146.414 | 447.613 | 300.575 | 473.983 | |
| 3 | 46.885 | 0.095 | 251.747 | 219.736 | 505.049 | 403.683 | |
| 4 | 41.008 | 0.097 | 90.175 | 488.132 | 306.687 | 337.734 | |
| 5 | 52.952 | 0.084 | 51.642 | 451.017 | 268.437 | 515.621 | |
| 6 | 32.943 | 0.049 | 269.211 | 172.141 | 328.17 | 326.356 | |
| 7 | 42.439 | 0.073 | 124.613 | 183.593 | 373.504 | 362.552 | |
| 8 | 41.782 | 0.051 | 135.57 | 108.263 | 397.715 | 247.718 | |
| 9 | 37.150 | 0.065 | 141.336 | 256.026 | 285.573 | 434.421 | |
| 10 | 47.960 | 0.072 | 118.741 | 365.855 | 386.71 | 375.989 | |
| 11 | 55.085 | 0.048 | 108.777 | 385.27 | 260.425 | 314.183 | |
| 12 | 49.550 | 0.046 | 86.942 | 96.512 | 407.228 | 241.922 | |
| 13 | 29.146 | 0.071 | 66.358 | 428.854 | 293.971 | 437.448 | |
| 14 | 42.830 | 0.085 | 128.374 | 267.073 | 298.751 | 302.469 | |
| 15 | 42.704 | 0.106 | 102.557 | 439.501 | 368.26 | 277.863 | |
| 16 | 47.401 | 0.141 | 246.965 | 415.128 | 429.231 | 519.487 | |
| Run 2 | 1 | 93.928 | 0.075 | 110.875 | 269.711 | 350.082 | 501.435 |
| 2 | 35.387 | 0.08 | 158.148 | 463.897 | 317.229 | 485.915 | |
| 3 | 52.240 | 0.101 | 239.344 | 211.59 | 477.656 | 384.953 | |
| 4 | 44.975 | 0.104 | 81.693 | 501.981 | 292.37 | 365.851 | |
| 5 | 48.682 | 0.088 | 55.702 | 448.484 | 280.607 | 499.432 | |
| 6 | 34.773 | 0.058 | 249.916 | 161.097 | 346.381 | 350.063 | |
| 7 | 38.431 | 0.067 | 133.414 | 200.584 | 386.729 | 343.168 | |
| 8 | 46.719 | 0.048 | 127.917 | 126.474 | 371.155 | 233.603 | |
| 9 | 39.212 | 0.067 | 132.144 | 277.834 | 306.988 | 424.72 | |
| 10 | 52.235 | 0.081 | 130.111 | 376.536 | 394.162 | 388.951 | |
| 11 | 48.386 | 0.051 | 116.507 | 379.438 | 280.225 | 297.243 | |
| 12 | 46.851 | 0.049 | 92.047 | 81.982 | 424.49 | 258.925 | |
| 13 | 36.603 | 0.075 | 79.703 | 442.548 | 276.965 | 416.622 | |
| 14 | 43.985 | 0.093 | 133.048 | 254.069 | 279.154 | 319.625 | |
| 15 | 35.910 | 0.113 | 103.076 | 426.707 | 382.709 | 265.496 | |
| 16 | 51.381 | 0.134 | 266.079 | 411.81 | 403.423 | 514.937 | |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Vc | 3 | 1100.0 | 16.26% | 1100.0 | 366.66 | 4.17 | 0.020 |
| fz | 3 | 835.7 | 12.35% | 835.7 | 278.57 | 3.17 | 0.048 |
| ap | 3 | 1387.9 | 25.51% | 1387.9 | 462.64 | 5.26 | 0.008 |
| tc | 3 | 1772.0 | 36.19% | 1772.0 | 590.68 | 6.72 | 0.003 |
| Lack of Fit | 3 | 1500.3 | 5.17% | 1500.3 | 500.11 | ||
| Pure Error | 16 | 169.8 | 4.51% | 169.8 | 10.62 | ||
| Total | 31 | 6765.8 | 100.00% |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Vc | 3 | 0.009413 | 51.24% | 0.009413 | 0.003138 | 30.38 | 0.000 |
| fz | 3 | 0.000586 | 3.19% | 0.000586 | 0.000195 | 1.89 | 0.166 |
| ap | 3 | 0.000113 | 0.62% | 0.000113 | 0.000038 | 0.37 | 0.778 |
| tc | 3 | 0.006294 | 34.27% | 0.006294 | 0.002098 | 20.32 | 0.000 |
| Lack of Fit | 3 | 0.001686 | 9.18% | 0.001686 | 0.000562 | ||
| Pure Error | 16 | 0.000276 | 1.51% | 0.000276 | 0.000017 | ||
| Total | 31 | 0.018368 | 100.00% |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Vc | 3 | 4931 | 4.07% | 4931.1 | 1643.7 | 0.94 | 0.439 |
| fz | 3 | 23,936 | 19.73% | 23,935.9 | 7978.6 | 4.58 | 0.014 |
| ap | 3 | 42,610 | 45.12% | 42,610.0 | 14,203.3 | 8.15 | 0.001 |
| tc | 3 | 16,744 | 13.80% | 16,743.6 | 5581.2 | 3.20 | 0.047 |
| Lack of Fit | 3 | 32,188 | 16.53% | 32,187.6 | 10,729.2 | 187.62 | 0.000 |
| Pure Error | 16 | 915 | 0.75% | 915.0 | 57.2 | ||
| Total | 31 | 121,324 | 100.00% |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Vc | 3 | 121,906 | 23.30% | 121,906 | 40,635.2 | 6.32 | 0.004 |
| fz | 3 | 23,632 | 4.52% | 23,632 | 7877.2 | 1.23 | 0.328 |
| ap | 3 | 121,653 | 23.25% | 121,653 | 40,551.1 | 6.31 | 0.004 |
| tc | 3 | 133,904 | 35.59% | 133,904 | 44,634.7 | 6.95 | 0.000 |
| Lack of Fit | 3 | 120,762 | 13.08% | 120,762 | 40,254.1 | 478.58 | 0.000 |
| Pure Error | 16 | 1346 | 0.26% | 1346 | 84.1 | ||
| Total | 31 | 523,203 | 100.00% |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Vc | 3 | 1981 | 1.61% | 1981 | 660.5 | 0.25 | 0.863 |
| fz | 3 | 36,084 | 39.28% | 36,084 | 12,028.1 | 4.48 | 0.015 |
| ap | 3 | 3470 | 2.82% | 3470 | 1156.5 | 0.43 | 0.733 |
| tc | 3 | 30,683 | 34.90% | 30,683 | 10,227.7 | 3.81 | 0.027 |
| Lack of Fit | 3 | 48,272 | 19.17% | 48,272 | 16,090.8 | 93.94 | 0.000 |
| Pure Error | 16 | 2741 | 2.22% | 2741 | 171.3 | ||
| Total | 31 | 123,232 | 100.00% |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Vc | 3 | 37,228 | 14.50% | 37,228 | 12,409.3 | 4.71 | 0.013 |
| fz | 3 | 93,120 | 36.26% | 93,120 | 31,039.9 | 11.78 | 0.000 |
| ap | 3 | 21,269 | 8.28% | 21,269 | 7089.7 | 2.69 | 0.075 |
| tc | 3 | 55,101 | 21.46% | 55,101 | 18,366.8 | 6.97 | 0.002 |
| Lack of Fit | 3 | 47,813 | 10.62% | 47,813 | 15,937.7 | 113.36 | 0.000 |
| Pure Error | 16 | 2249 | 8.88% | 2249 | 140.6 | ||
| Total | 31 | 256,780 | 100.00% |
| Responses | Condition | Input Parameters | ||||
|---|---|---|---|---|---|---|
| Vc (m/min) | fz (µm/tooth) | ap (µm) | tc | |||
| Tool Wear (µm) | Best | 14 | 0.50 | 90 | uncoated | |
| Worst | 9 | 0.25 | 30 | nACo | ||
| Surface Roughness (µm) | Best | 19 | 0.25 | 70 | AlTiN | |
| Worst | 24 | 1.00 | 50 | TiSiN | ||
| Burr Width (µm) | Left | Best | 24 | 0.25 | 90 | AlTiN |
| Worst | 9 | 0.75 | 70 | TiSiN | ||
| Right | Best | 19 | 0.75 | 70 | uncoated | |
| Worst | 9 | 0.25 | 30 | TiSiN | ||
| Burr Height (µm) | Left | Best | 19 | 0.25 | 50 | nACo |
| Worst | 9 | 0.50 | 30 | TiSiN | ||
| Right | Best | 14 | 1.00 | 70 | nACo | |
| Worst | 24 | 0.25 | 90 | TiSiN | ||
| Responses | Condition | Validation Test | Initial Run | Difference | |
|---|---|---|---|---|---|
| Tool Wear (µm) | Best | 27.956 µm | 29.146 µm | 4.0% | |
| Worst | Already examined | 100.136 µm | - | ||
| Surface Roughness (µm) | Best | 0.044 µm | 0.046 µm | 4.3% | |
| Worst | 0.144 µm | 0.141 µm | 2.1% | ||
| Burr Width (µm) | Left | Best | Already examined | 260.425 µm | - |
| Worst | Already examined | 505.049 µm | - | ||
| Right | Best | 221.042 µm | 233.603 µm | 5.3% | |
| Worst | 527.401 µm | 519.487 µm | 1.5% | ||
| Burr Height (µm) | Left | Best | 48.972 µm | 51.642 µm | 5.1% |
| Worst | 274.075 µm | 269.211 µm | 1.8% | ||
| Right | Best | 77.416 µm | 81.982 µm | 5.6% | |
| Worst | 533.092 µm | 501.981 µm | 6.2% | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Faraz, M.I.; Petru, J. Evaluation of Machining Variables on Machinability of Nickel Alloy Inconel 718 Using Coated Carbide Tools. Machines 2024, 12, 4. https://doi.org/10.3390/machines12010004
Faraz MI, Petru J. Evaluation of Machining Variables on Machinability of Nickel Alloy Inconel 718 Using Coated Carbide Tools. Machines. 2024; 12(1):4. https://doi.org/10.3390/machines12010004
Chicago/Turabian StyleFaraz, Muhammad Iftikhar, and Jana Petru. 2024. "Evaluation of Machining Variables on Machinability of Nickel Alloy Inconel 718 Using Coated Carbide Tools" Machines 12, no. 1: 4. https://doi.org/10.3390/machines12010004
APA StyleFaraz, M. I., & Petru, J. (2024). Evaluation of Machining Variables on Machinability of Nickel Alloy Inconel 718 Using Coated Carbide Tools. Machines, 12(1), 4. https://doi.org/10.3390/machines12010004