
Research on Damage Caused by Carbon-Fiber-Reinforced Polymer Robotic Drilling Based on Digital Image Correlation and Industrial Computed Tomography

Abstract
:1. Introduction
2. Evaluation Methods for CFRP Drilling Damage
2.1. Evaluation Method for Delamination
- (1)
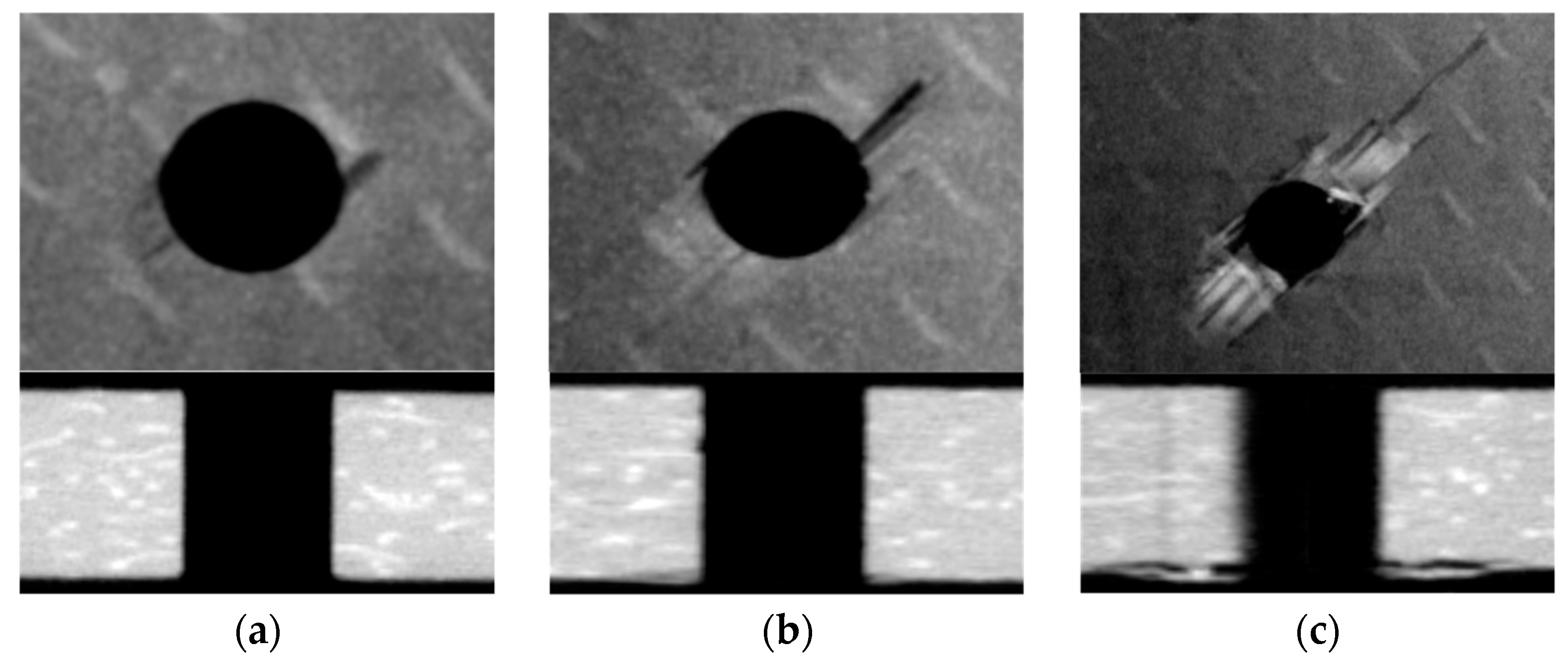
- The delamination area is not necessarily circular. Most of the articles are devoted to identifying an optimal circle to enclose the delamination region, using either the radius or area of the circle as measures of damage severity, as shown in Figure 1. For woven composites, treating the delamination region as a circle is reasonable because the single layer is quasi-isotropic. However, for laminates composed of unidirectional prepreg layers, due to the anisotropy of the single layer, the delamination on the exit side shows pronounced directivity. Specifically, the delamination along the fiber direction is more severe than that perpendicular to the fiber direction, as shown in Figure 2a. In this case, regarding the delamination region closer to the ellipse as a circle is inappropriate. This assertion finds support in the exit damage images of fibers of woven CFRP provided in [21,22] and the exit damage images of CFRP laminates composed of unidirectional prepreg layers provided in [26].
- (2)
- Delamination does not only occur in the outermost layer of the material. The two-dimensional delamination factors exclusively consider delamination damage on the outermost layer, disregarding delamination within the material’s thickness. Figure 2b illustrates the potential for multi-layer delamination on the exit side of the hole. The thickness of delamination is influenced by many factors, and assessing it aids in refining the critical thrust force model and optimizing drilling conditions. The limitations of two-dimensional delamination factors in accurately representing three-dimensional delamination information underscore the necessity of establishing a three-dimensional volume delamination factor to describe the delamination defects more accurately. Xu et al. [27] proposed a three-dimensional volume delamination factor Fv expressed by Equation (1)where and represent the delamination area and nominal area of the hole for the kth layer, and p is the number of delamination layers. While this factor provides a more accurate characterization of the three-dimensional damage volume, it necessitates obtaining a binary image of each layer to calculate the delamination area. The process is cumbersome and fails to reflect the shape characteristics of the delamination area and the contribution of the maximum crack length. In addition, because the factor ignores the thickness of the composite material, its utility is confined to comparing drilling outcomes within the same test piece.
2.2. Evaluation Method for Burrs
2.3. Evaluation Method for Tearing
2.4. Comprehensive Evaluation Method for Damage
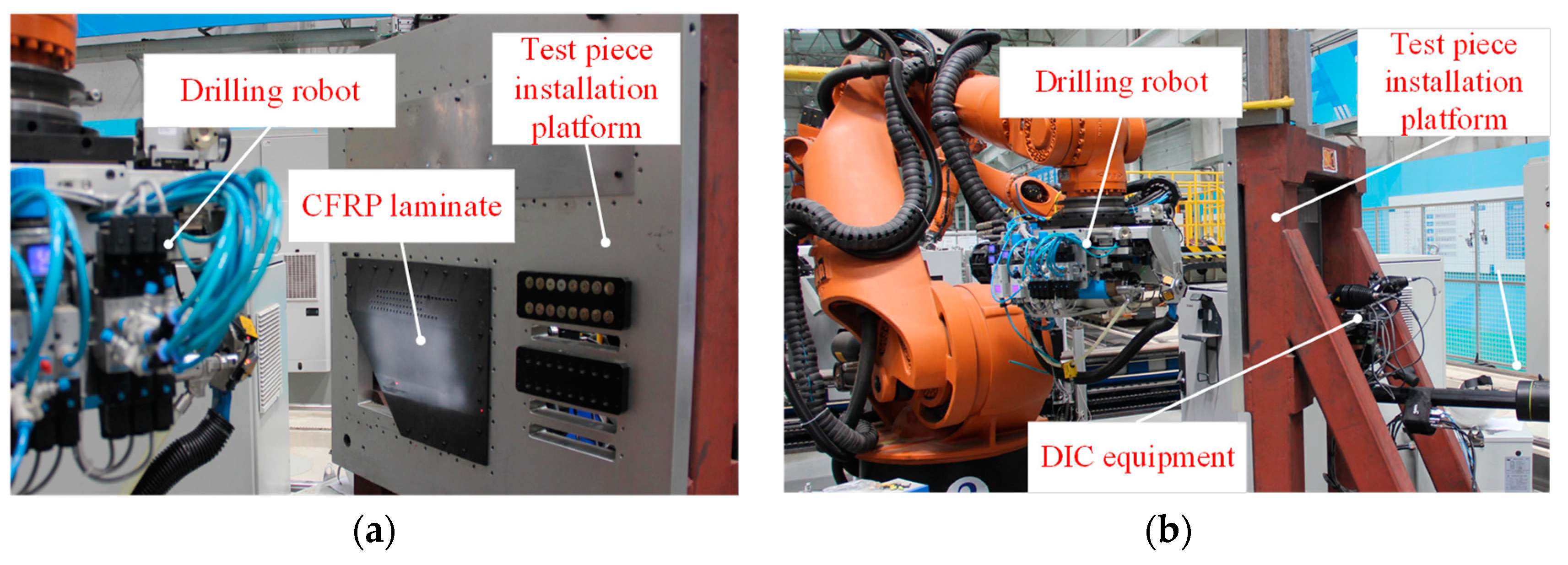
3. Test Equipment
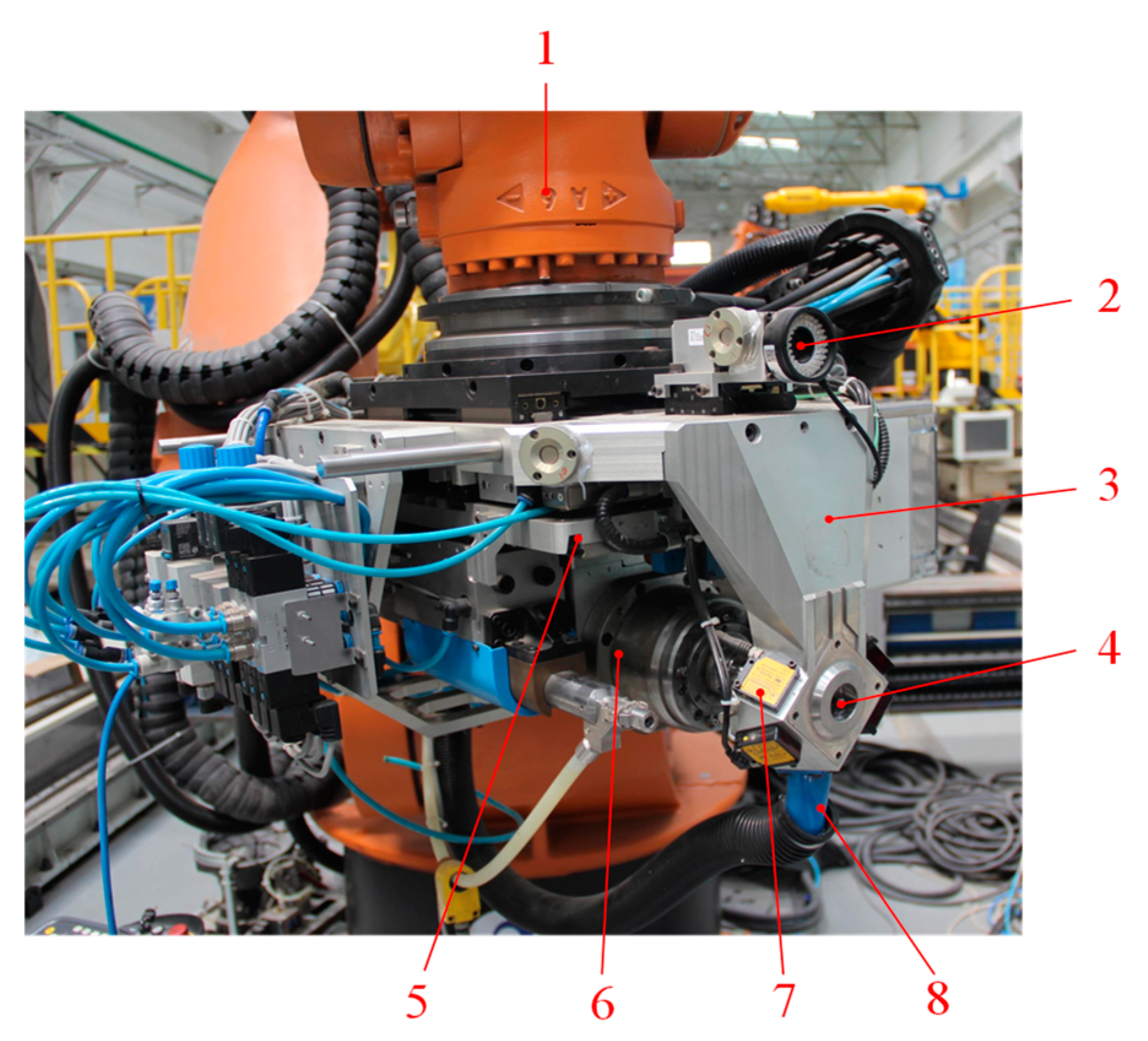
3.1. Robotic Drilling Equipment
3.2. Introduction of the DIC Method
3.3. Introduction of Industrial CT
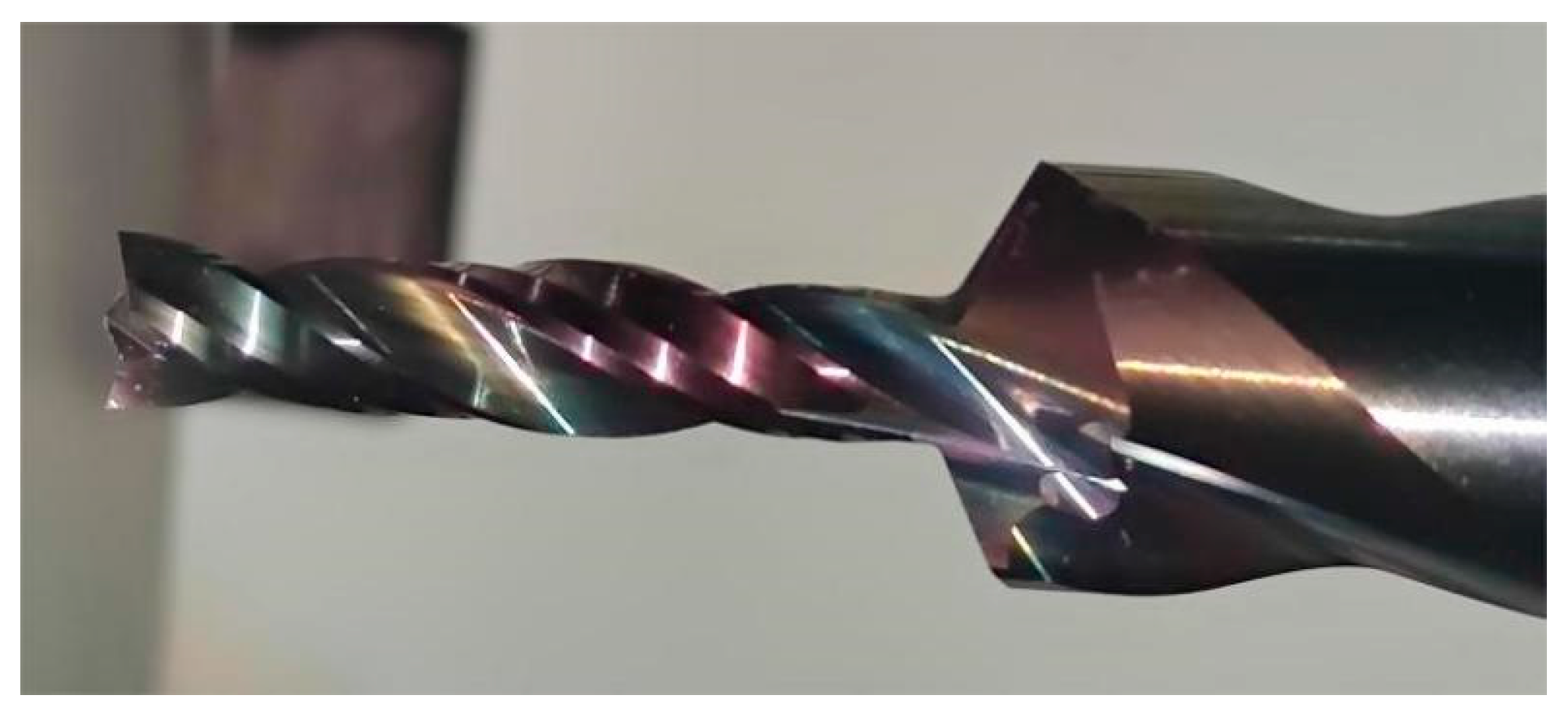
3.4. Selection of Tools
3.5. Test Material
4. Methodology
5. Test Results
6. Conclusions
- (1)
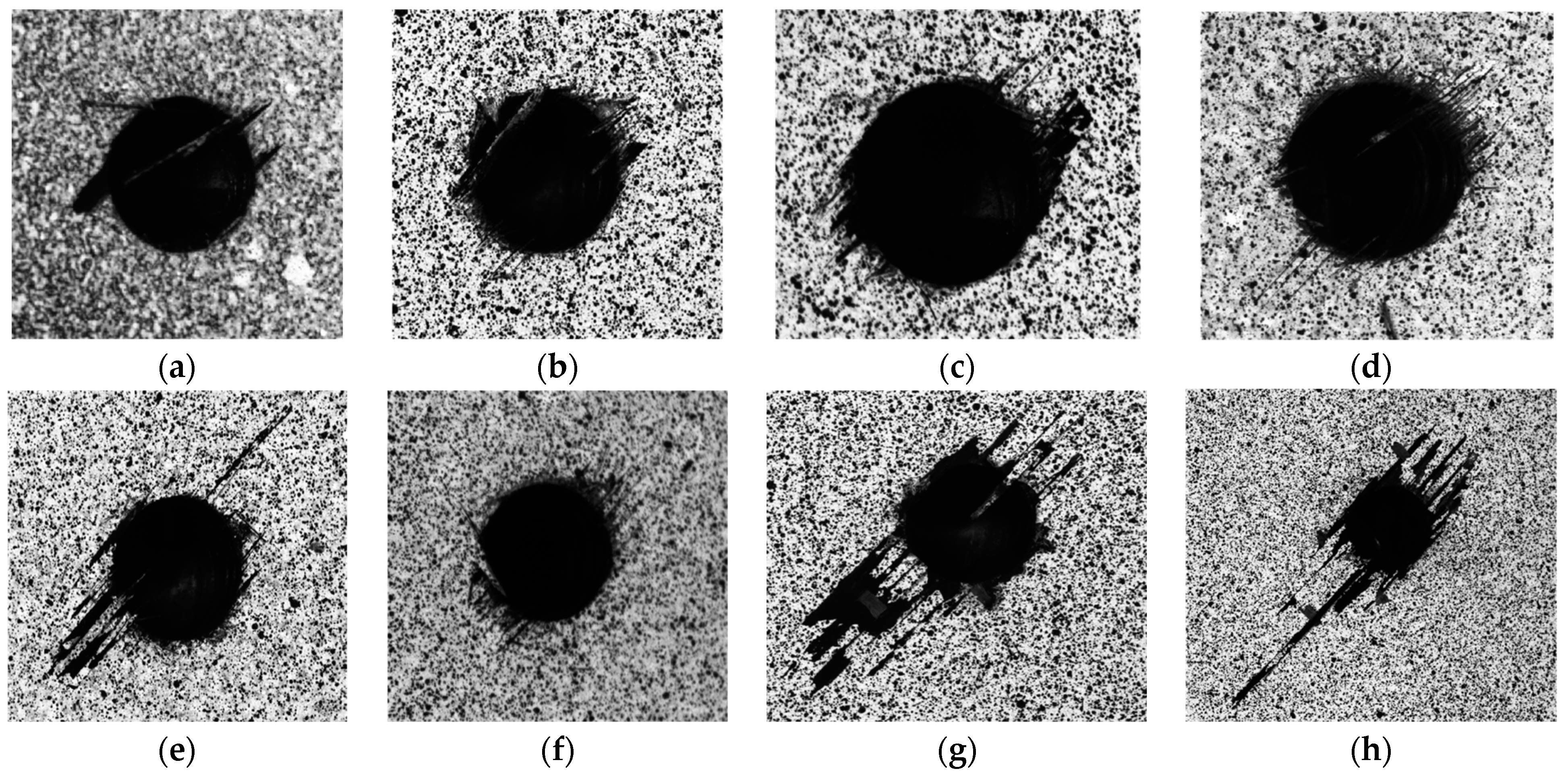
- The images captured by DIC reveal distinct characteristics in the strain distribution variation and damage formation process for the outermost material on the exit side of the hole under different cutting parameters. At lower feed rates, the strain distribution in the hole area presents a uniform circular shape before the tool completely penetrates the material. The material at the hole’s edge is removed after sufficient cutting by the tool, resulting in minimal or no noticeable damage. Higher feed rates intensify the tool’s push-out effect, leading to extensive material deformation beyond the hole. Prior to complete material penetration by the tool, the strain distribution exhibits a notably uneven and enlarged elliptical shape. In this scenario, the cutting edges push out the outermost layer or several layers without completely cutting off the material at the hole’s edge, resulting in severe damage. At lower spindle speeds, the lack of cutting capacity may result in more severe burrs. In addition, post-drilling, the material in a larger area outside the hole is deformed, but no damage has been formed. Considering their potential adverse impact on the hole strength, such outcomes should be avoided whenever possible.
- (2)
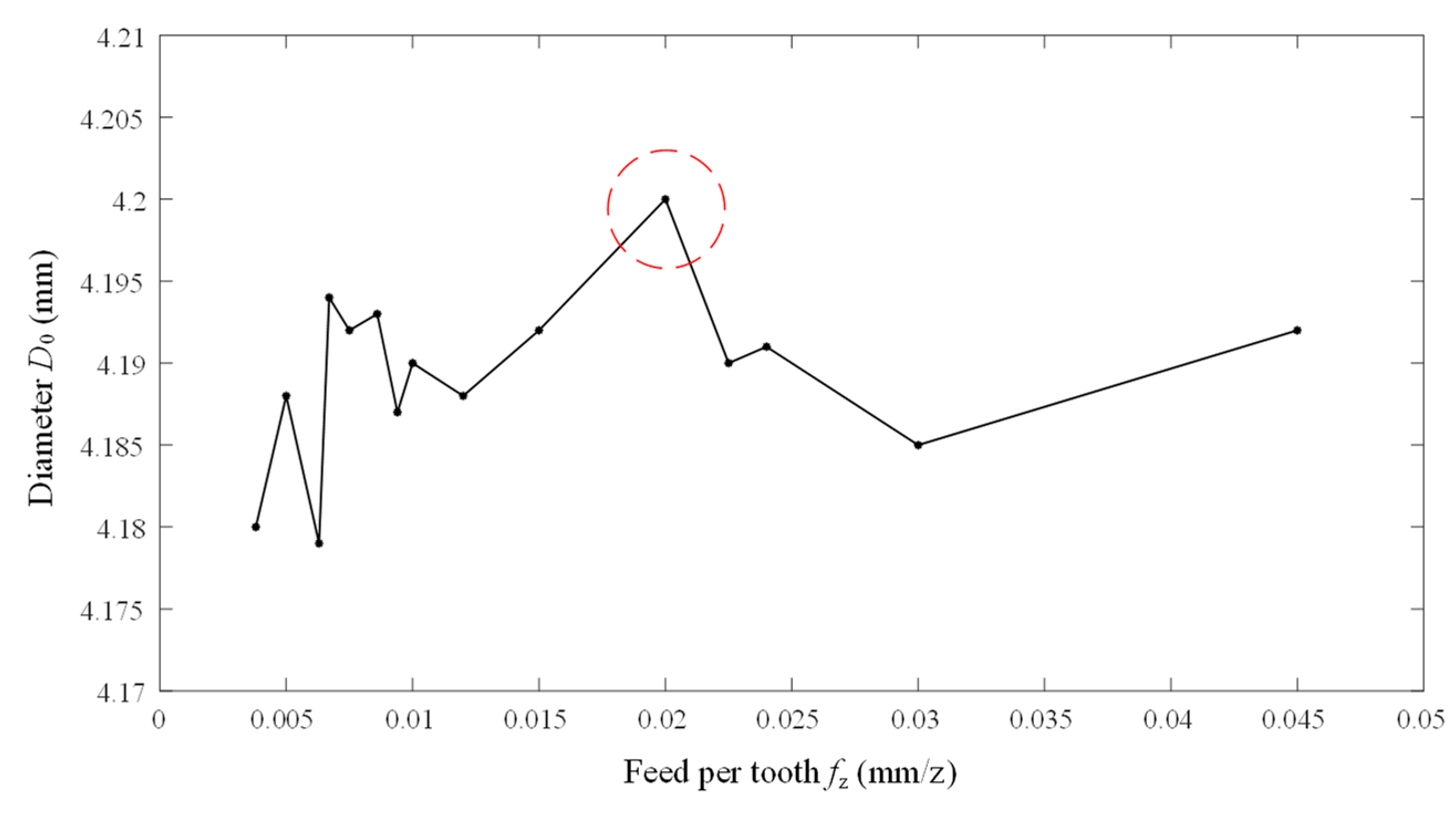
- Satisfactory hole diameter values were obtained within the selected cutting parameter range. The maximum deviation, for the hole diameter drilled with the cutting parameters of 6000 rpm and 240 mm/min, was 0.02 mm, which attains an accuracy level of IT9, proving the feasibility of the proposed CFRP robotic drilling methodology.
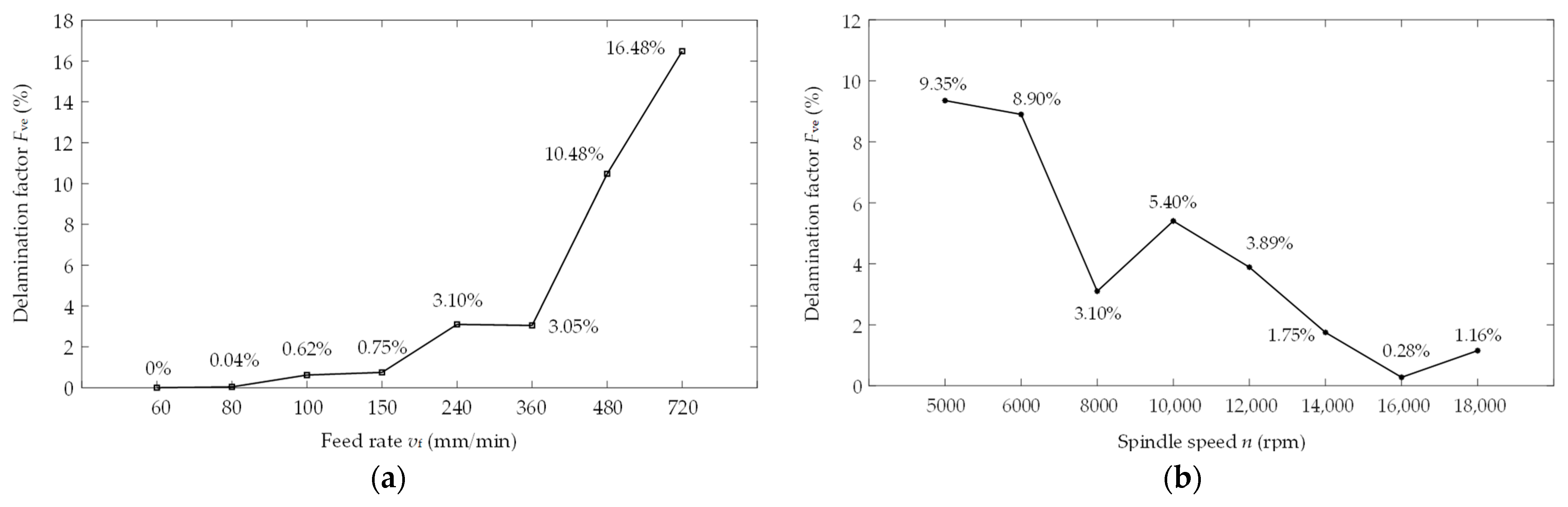
- (3)
- At feed rates below 360 mm/min, the delamination factor gradually increases as the feed rate rises. Once the feed rate exceeds 360 mm/min, the delamination factor increases sharply. Maintaining the spindle speed constant at 8000 rpm and increasing the feed rate from 60 mm/min to 720 mm/min results in a substantial 16.48% increase in the delamination factor. Conversely, the delamination factor decreases as the spindle speed rises. With a constant feed rate of 240 mm/min, the delamination factor reaches its minimum value at the spindle speed of 16,000 rpm, representing a 9.07% reduction compared to the maximum delamination factor at 5000 rpm.
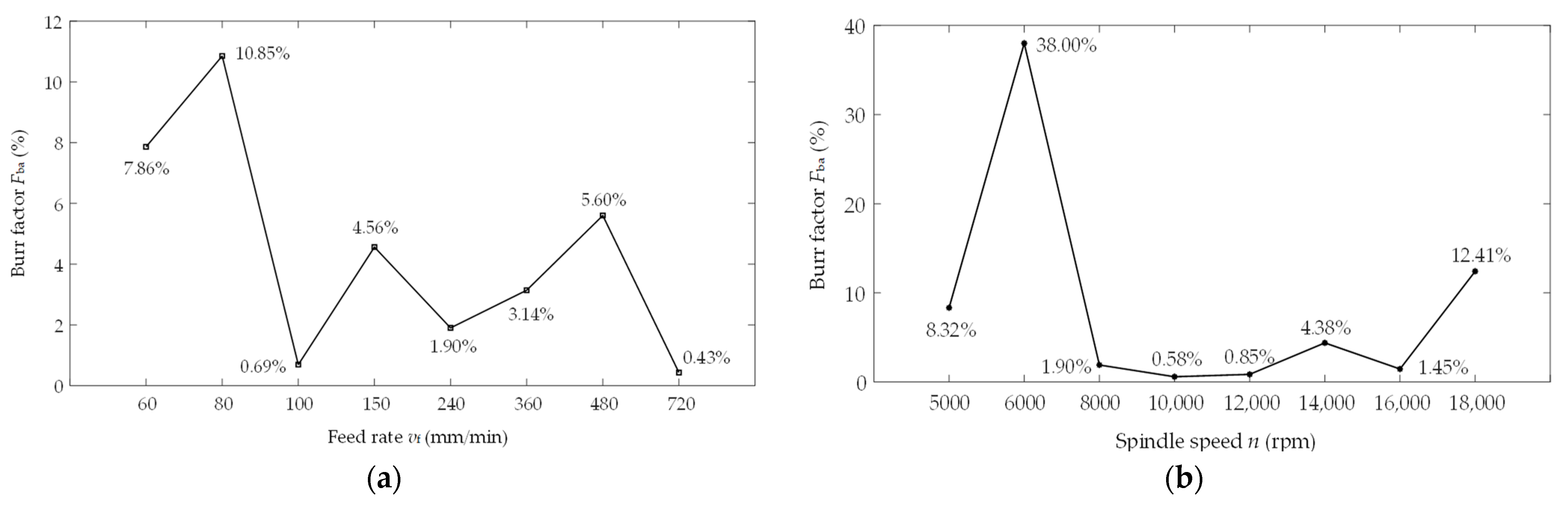
- (4)
- The impacts of feed rate and spindle speed on the burr factor appear to be relatively insignificant, while the burr factor is more susceptible to the influence of tool geometry and wear degree. Maintaining a constant feed rate of 240 mm/min yields favorable burr factors within the spindle speed range from 8000 rpm to 12,000 rpm. With cutting parameters of 6000 rpm and 240 mm/min, the most severe burr damage is produced.
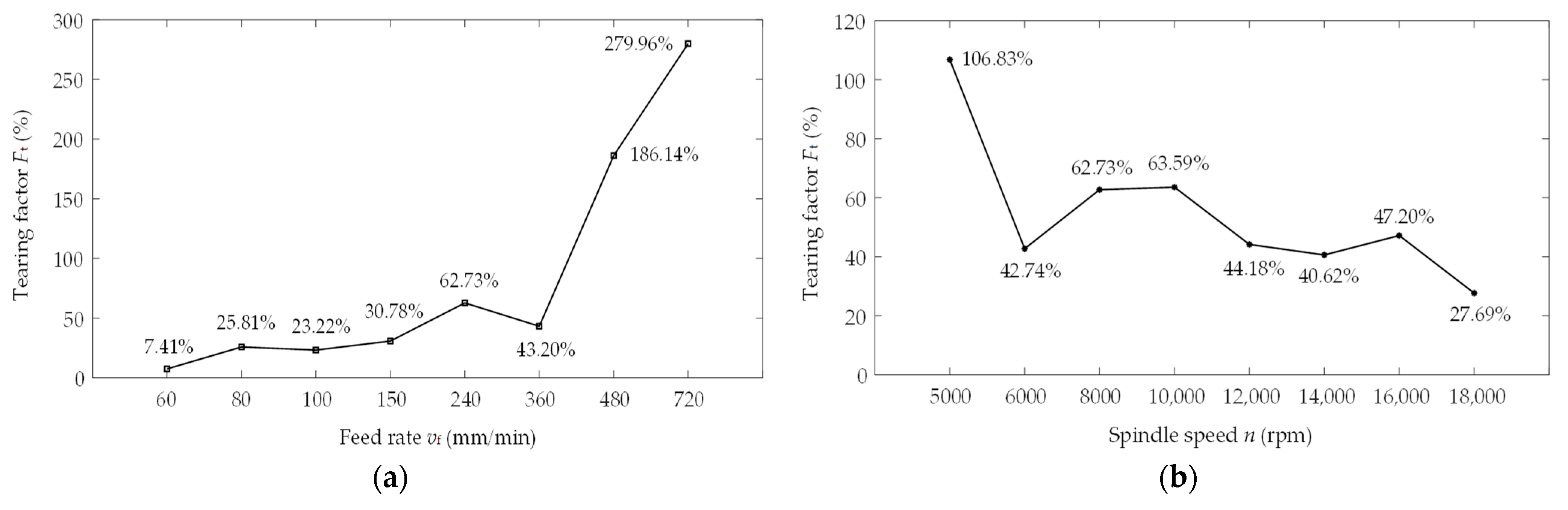
- (5)
- The variation trends for the tearing factor and comprehensive damage factor with feed rate are highly similar to that of the delamination factor with feed rate. When the spindle speed remains constant at 8000 rpm and the feed rate increases from 60 mm/min to 720 mm/min, the tearing and comprehensive damage factors increase by 272.55% and 12.68%, respectively. Both the tearing factor and comprehensive damage factor exhibit a decreasing trend with the increase in spindle speed. When increasing the spindle speed from 5000 rpm to 18,000 rpm, the tearing factor decreased by a maximum of 12.68%, and the damage factor decreased by a maximum of 4.24%. The impact of the feed rate on damage is more significant than that of spindle speed, indicating that increasing spindle speed while reducing the feed rate is advantageous in minimizing damage.
- (6)
- This paper recommends controlling the spindle speed of robotic drilling to higher than 8000 rpm, the feed rate to lower than 360 mm/min, and the feed per tooth to lower than 0.023 mm/z to prevent enormous drilling damage.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Composite Materials Technology Center of AVIC. Aeronautical Composite Technology; Aviation Industry Press: Beijing, China, 2013; pp. 1–45. [Google Scholar]
- Chen, Y.; Ge, E.; Fu, Y.; Su, H.; Xu, J. Review and prospect of drilling technologies for carbon fiber reinforced polymer. Acta Mater. Compos. Sin. 2015, 32, 301–316. [Google Scholar]
- Chen, M.; Xu, J.; An, Q. Machining Theory and Application Technologies for CFRP Composites and Multilayer Stacks; Shanghai Scientific & Technical Publishers: Shanghai, China, 2019; pp. 1–193. [Google Scholar]
- He, W. The Research on Drilling Technology of Carbon Fiber Composites for Robo. Master’s Thesis, Dalian University of Technology, Dalian, China, 2021. [Google Scholar]
- Sorrentino, L.; Turchetta, S.; Bellini, C. A new method to reduce delaminations during drilling of FRP laminates by feed rate control. Compos. Struct. 2018, 186, 154–164. [Google Scholar] [CrossRef]
- Wang, H.; Chen, G. Research progress and perspective of robotic equipment applied in aviation assembly. Acta Aeronaut. Astronaut. Sin. 2022, 43, 41–63. [Google Scholar]
- Zhu, Z.; Tang, X.; Chen, C.; Peng, F.; Yan, R.; Zhou, L.; Li, Z.; Wu, J. High precision and efficiency robotic milling of complex parts: Challenges, approaches and trends. Chin. J. Aeronaut. 2022, 35, 22–46. [Google Scholar] [CrossRef]
- Dong, S.; Zheng, K.; Meng, D.; Liao, W.; Sun, L. Robotic drilling of large complex components: A review. Acta Aeronaut. Astronaut. Sin. 2022, 43, 627133. [Google Scholar]
- Geng, D.; Liu, Y.; Shao, Z.; Lu, Z.; Cai, J.; Li, X.; Jiang, X.; Zhang, D. Delamination formation, evaluation and suppression during drilling of composite laminates: A review. Compos. Struct. 2019, 216, 168–186. [Google Scholar] [CrossRef]
- Stone, R.; Krishnamurthy, K. A neural network thrust force controller to minimize delamination during drilling of graphite-epoxy laminates. Int. J. Mach. Tools Manuf. 1995, 36, 985–1003. [Google Scholar] [CrossRef]
- Xu, J.; Geier, N.; Shen, J.; Krishnaraj, V.; Samsudeensadham, S. A review on CFRP drilling: Fundamental mechanisms, damage issues, and approaches toward high-quality drilling. J. Mater. Res. Technol. 2023, 24, 9677–9707. [Google Scholar] [CrossRef]
- Liu, S.; Xia, W.; Wang, N.; Song, Y.; Luo, B.; Zhang, K. Multi-objective drilling parameters optimization method for CFRP/Ti stack. J. Mech. Eng. 2020, 56, 193–203. [Google Scholar]
- Park, K.; Kurniawan, R.; Yu, Z.; Ko, T.J. Evaluation of a hybrid cryogenic deburring method to remove uncut fibers on carbon fiber-reinforced plastic composites. Int. J. Adv. Manuf. Technol. 2019, 101, 1509–1523. [Google Scholar] [CrossRef]
- Wen, Q.; Guo, D.; Gao, H.; Zhao, D. Comprehensive evaluation method for carbon/epoxy composite hole-making damages. Acta Mater. Compos. Sin. 2016, 33, 265–272. [Google Scholar]
- Poor, D.I.; Geier, N.; Pereszlai, C.; Xu, J. A critical review of the drilling of CFRP composites: Burr formation, characterisation and challenges. Compos. Part B. Eng. 2021, 223, 109155.1–109155.17. [Google Scholar] [CrossRef]
- Kim, J.; Kim, Y.B.; Seo, J.W.; Park, H.W. Deburring drilled holes in CFRP composites with large pulsed electron beam (LPEB) irradiation. J. Manuf. Process. 2019, 40, 68–75. [Google Scholar] [CrossRef]
- Zadafiya, K.; Bandhu, D.; Kumari, S.; Chatterjee, S.; Abhishek, K. Recent trends in drilling of carbon fiber reinforced polymers (CFRPs): A state-of-the-art review. J. Manuf. Process. 2021, 69, 47–68. [Google Scholar] [CrossRef]
- Chen, W.C. Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP) composite laminates. Int. J. Mach. Tools Manuf. 1997, 37, 1097–1108. [Google Scholar] [CrossRef]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tools Manuf. 2009, 49, 1185–1196. [Google Scholar] [CrossRef]
- Mohan, N.S.; Kulkarni, S.M.; Ramachandra, A. Delamination analysis in drilling process of glass fiber reinforced plastic (GFRP) composite materials. J. Mater. Process. Tech 2007, 186, 265–271. [Google Scholar] [CrossRef]
- Davim, J.P.; Rubio, J.C.; Abrao, A.M. A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates. Compos. Sci. Technol. 2007, 67, 1939–1945. [Google Scholar] [CrossRef]
- Tsao, C.C.; Kuo, K.L.; Hsu, I.C. Evaluation of a novel approach to a delamination factor after drilling composite laminates using a core–saw drill. Int. J. Adv. Manuf. Technol. 2012, 59, 617–622. [Google Scholar] [CrossRef]
- Nagarajan, V.A.; Selwin Rajadurai, J.; Annil Kumar, T. A digital image analysis to evaluate delamination factor for wind turbine composite laminate blade. Composites 2012, 43, 3153–3159. [Google Scholar] [CrossRef]
- Babu, J.; Alex, N.P.; Mohan, K.P.; Philip, J.; Davimet, J.P. Examination and modification of equivalent delamination factor for assessment of high speed drilling. J. Mech. Sci. Technol. 2016, 30, 5159–5165. [Google Scholar] [CrossRef]
- Al-Wandi, S.; Ding, S.; Mo, J. An approach to evaluate delamination factor when drilling carbon fiber-reinforced plastics using different drill geometries: Experiment and finite element study. Int. J. Adv. Manuf. Technol. 2017, 93, 4043–4061. [Google Scholar] [CrossRef]
- Wang, C.; Qiu, K.; Chen, M.; Cai, X. Machinability of drilling T700/LT-03A carbon fiber reinforced plastic (CFRP) composite laminates using candle stick drill and multi-facet drill. Int. J. Mod. Phys. B 2015, 29, 1540031. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Mi, S.; An, Q.; Chen, M. Study of drilling-induced defects for CFRP composites using new criteria. Compos. Struct. 2018, 201, 1076–1087. [Google Scholar] [CrossRef]
- Pereszlai, C.; Geier, N. Comparative analysis of wobble milling, helical milling and conventional drilling of CFRPs. Int. J. Adv. Manuf. Technol. 2020, 106, 3913–3930. [Google Scholar] [CrossRef]
- Voß, R.; Henerichs, M.; Rupp, S.; Kuster, F.; Wegener, K. Evaluation of bore exit quality for fibre reinforced plastics including delamination and uncut fibres. Cirp J. Manuf. Sci. Technol. 2016, 12, 56–66. [Google Scholar] [CrossRef]
- Xu, J.; An, Q.; Cai, X.; Chen, M. Drilling machinability evaluation on new developed high-strength T800S/250F CFRP laminates. Int. J. Precis. Eng. Manuf. 2013, 14, 1687–1696. [Google Scholar] [CrossRef]
- Tian, W.; Jiao, J.; Li, B.; Cui, G. High precision robot operation equipment and technology in aerospace manufacturing. J. Nanjing Univ. Aeronaut. Astronaut. 2020, 52, 341–352. [Google Scholar]
- Xiao, Z.; Wu, L.; Qiu, X.; Ke, X.; Cai, L. Application progress of digital image correlation in composite materials research. Phys. Test. Chem. Anal. (Part A Phys. Test.) 2021, 57, 39–49. [Google Scholar]
- Wang, Y.; Zhu, Y.; Gao, Q.; Wang, H. Position and pose measurement of spatial object based on digital image correlation. Acta Opt. Sin. 2022, 42, 121–129. [Google Scholar]
- Dong, Q. Research on Micro Displacement Measurement Base on Digital Image Cprrelation Method. Master’s Thesis, Southwest Jiaotong University, Chengdu, China, 2019. [Google Scholar]
- Liu, J. Defect detection research of industrial CT images. Mach. Des. Manuf. 2020, 9, 118–121. [Google Scholar]
- Yang, H.; Tan, C.; Sheng, J.; Si, L.; Duan, L. Form and position error analysis of inner and outer surface of parts based on the industrial CT. Chin. J. Sci. Instrum. 2021, 42, 230–238. [Google Scholar]
- Melentiev, R.; Priarone, P.C.; Robiglio, M.; Settineri, L. Effects of tool geometry and process parameters on delamination in CFRP drilling: An overview. Procedia CIRP 2016, 45, 31–34. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos. Struct. 2003, 59, 481–487. [Google Scholar] [CrossRef]
- Ameur, M.F.; Habak, M.; Kenane, M.; Aouici, H.; Cheikh, M. Machinability analysis of dry drilling of carbon/epoxy composites: Cases of exit delamination and cylindricity error. Int. J. Adv. Manuf. Technol. 2016, 88, 2557–2571. [Google Scholar] [CrossRef]
- Montoya, M.; Calamaz, M.; Gehin, D.; Girot, F. Evaluation of the performance of coated and uncoated carbide tools in drilling thick CFRP/aluminium alloy stacks. Int. J. Adv. Manuf. Technol. 2013, 68, 2111–2120. [Google Scholar] [CrossRef]
- Pinho, L.; Carou, D.; Davim, J. Comparative study of the performance of diamond-coated drills on the delamination in drilling of carbon fiber reinforced plastics: Assessing the influence of the temperature of the drill. J. Compos. Mater. 2016, 50, 3409–3417. [Google Scholar] [CrossRef]
- Iliescu, D.; Gehin, D.; Gutierrez, M.E.; Girot, F. Modeling and tool wear in drilling of CFRP. Int. J. Mach. Tools Manuf. 2010, 50, 204–213. [Google Scholar] [CrossRef]
- Hrechuk, A.; Bushlya, V.; M’Saoubi, R.; Ståhl, J. Experimental investigations into tool wear of drilling CFRP. Procedia Manuf. 2018, 25, 294–301. [Google Scholar] [CrossRef]
- Hocheng, H.; Tsao, C.C. Effects of special drill bits on drilling-induced delamination of composite materials. Int. J. Mach. Tools Manuf. 2006, 46, 1403–1416. [Google Scholar] [CrossRef]
- Durão, L.M.P.; Goncalves, D.J.S.; Tavares, J.M.R.S.; Albuquerque, V.H.C.; Vieira, A.A.; Marques, A.T. Drilling tool geometry evaluation for reinforced composite laminates. Compos. Struct. 2010, 92, 1545–1550. [Google Scholar] [CrossRef]
- Othman, A.R.; Hassan, M.H.; Bakar, E.A.; Othman, W.A.F.W. Statistical Analysis of the Machining Parameters in Drilling of Carbon Fibre Reinforced Plastics (CFRP) Composite with Various Drill Types. In Intelligent Manufacturing & Mechatronics; Springer: Singapore, 2018. [Google Scholar]
- Xu, J.; Li, C.; Chen, M.; Mansori, M.E.; Ren, F. An investigation of drilling high-strength CFRP composites using specialized drills. Int. J. Adv. Manuf. Technol. 2019, 103, 3425–3442. [Google Scholar] [CrossRef]
- Su, F.; Zheng, L.; Sun, F.; Wang, Z.; Deng, Z.; Qiu, X. Novel drill bit based on the step-control scheme for reducing the CFRP delamination. J. Mater. Process. Tech. 2018, 262, 157–167. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | 1-1 | 1-2 | 1-3 | 1-4 | 1-5 | 1-6 | 1-7 | 1-8 |
|---|---|---|---|---|---|---|---|---|
| Spindle speed n (rpm) | 8000 | 8000 | 8000 | 8000 | 8000 | 8000 | 8000 | 8000 |
| Feed rate vf (mm/min) | 60 | 80 | 100 | 150 | 240 | 360 | 480 | 720 |
| No. | 2-1 | 2-2 | 2-3 | 2-4 | 2-5 | 2-6 | 2-7 | 2-8 |
|---|---|---|---|---|---|---|---|---|
| Spindle speed n (rpm) | 5000 | 6000 | 8000 | 10,000 | 12,000 | 14,000 | 16,000 | 18,000 |
| Feed rate vf (mm/min) | 240 | 240 | 240 | 240 | 240 | 240 | 240 | 240 |
| Feed per Tooth fz (mm/z) | Spindle Speed n (rpm) | Hole Diameter D0 (mm) | Delamination Factor Fve | Burr Factor Fba | Tearing Factor Ft | Damage Factor FC |
|---|---|---|---|---|---|---|
| 0.0038 | 8000 | 4.180 | 0.00% | 7.86% | 7.41% | 0.13% |
| 0.0050 | 8000 | 4.188 | 0.04% | 10.85% | 25.81% | 0.36% |
| 0.0063 | 8000 | 4.179 | 0.62% | 0.69% | 23.22% | 0.62% |
| 0.0067 | 18,000 | 4.194 | 1.16% | 12.41% | 27.69% | 1.06% |
| 0.0075 | 16,000 | 4.192 | 0.28% | 1.45% | 47.20% | 0.67% |
| 0.0086 | 14,000 | 4.193 | 1.75% | 4.38% | 40.62% | 1.50% |
| 0.0094 | 8000 | 4.187 | 0.75% | 4.56% | 30.78% | 0.80% |
| 0.0100 | 12,000 | 4.190 | 3.89% | 0.85% | 44.18% | 2.80% |
| 0.0120 | 10,000 | 4.188 | 5.40% | 0.58% | 63.59% | 3.91% |
| 0.0150 | 8000 | 4.192 | 3.10% | 1.90% | 62.73% | 2.53% |
| 0.0200 | 6000 | 4.200 | 8.90% | 38.00% | 42.74% | 6.02% |
| 0.0225 | 8000 | 4.190 | 3.05% | 3.14% | 43.20% | 2.30% |
| 0.0240 | 5000 | 4.191 | 9.35% | 8.32% | 106.83% | 6.77% |
| 0.0300 | 8000 | 4.185 | 10.48% | 5.60% | 186.14% | 8.26% |
| 0.0450 | 8000 | 4.192 | 16.48% | 0.43% | 279.96% | 12.81% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, F.; Yang, Y.; Sun, N.; Du, Z.; Zhang, C.; Zhao, D. Research on Damage Caused by Carbon-Fiber-Reinforced Polymer Robotic Drilling Based on Digital Image Correlation and Industrial Computed Tomography. Machines 2024, 12, 22. https://doi.org/10.3390/machines12010022
Shi F, Yang Y, Sun N, Du Z, Zhang C, Zhao D. Research on Damage Caused by Carbon-Fiber-Reinforced Polymer Robotic Drilling Based on Digital Image Correlation and Industrial Computed Tomography. Machines. 2024; 12(1):22. https://doi.org/10.3390/machines12010022
Chicago/Turabian StyleShi, Feng, Yi Yang, Nianjun Sun, Zhaocai Du, Chen Zhang, and Dongjie Zhao. 2024. "Research on Damage Caused by Carbon-Fiber-Reinforced Polymer Robotic Drilling Based on Digital Image Correlation and Industrial Computed Tomography" Machines 12, no. 1: 22. https://doi.org/10.3390/machines12010022
APA StyleShi, F., Yang, Y., Sun, N., Du, Z., Zhang, C., & Zhao, D. (2024). Research on Damage Caused by Carbon-Fiber-Reinforced Polymer Robotic Drilling Based on Digital Image Correlation and Industrial Computed Tomography. Machines, 12(1), 22. https://doi.org/10.3390/machines12010022