


Influence of Laser Surface Texture on the Anti-Friction Properties of 304 Stainless Steel

Abstract
:1. Introduction
2. Experiment
2.1. Testing Apparatus and Materials
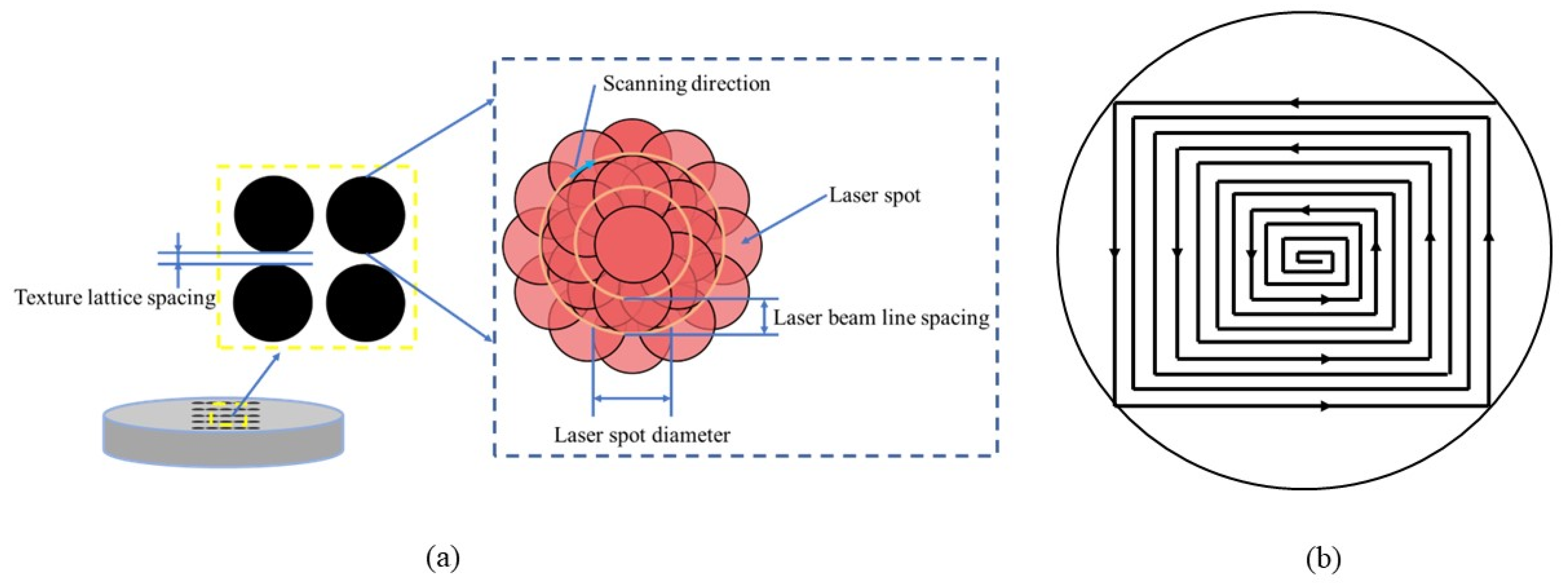
2.2. Experiment Design
3. Results and Discussions
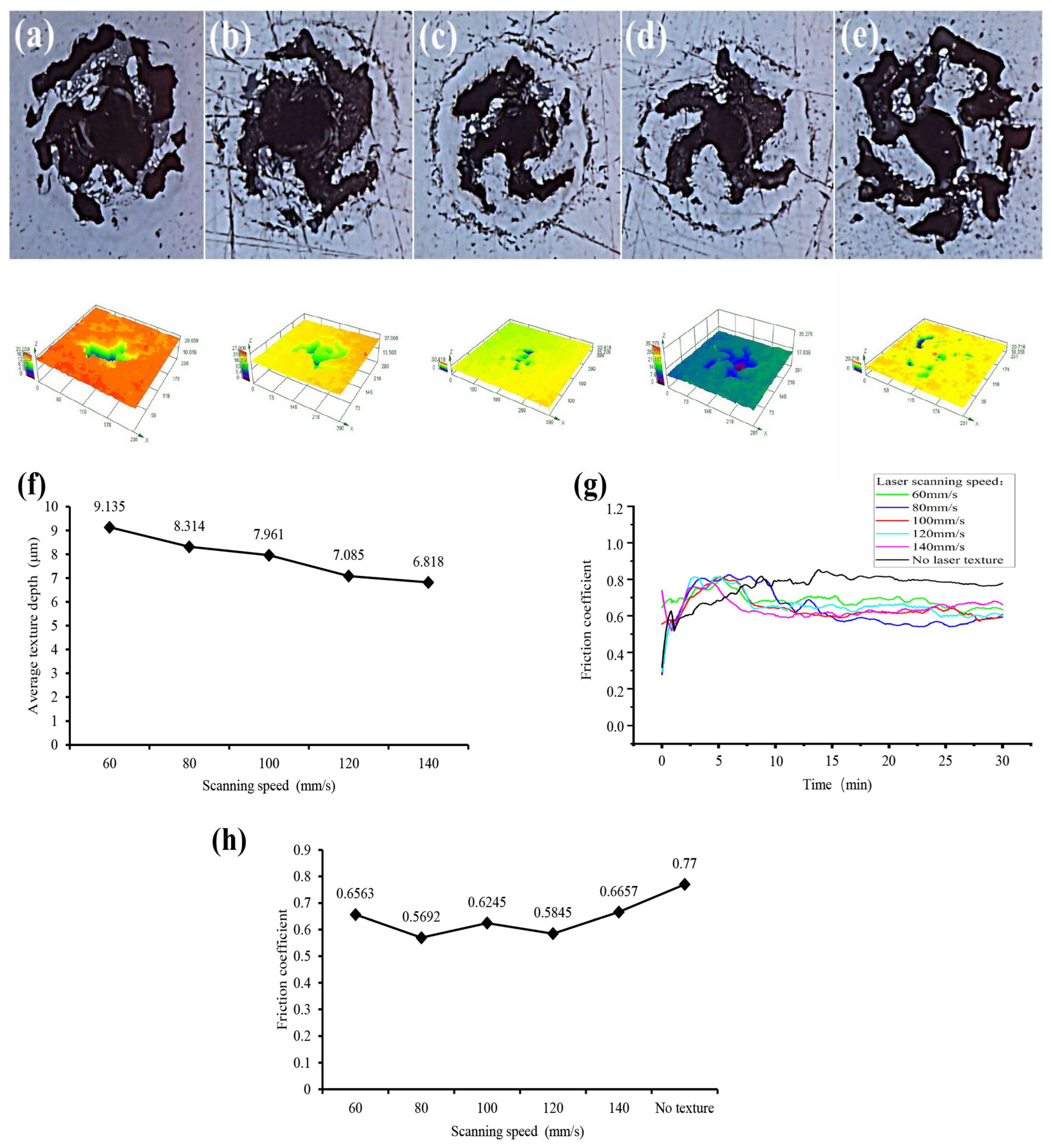
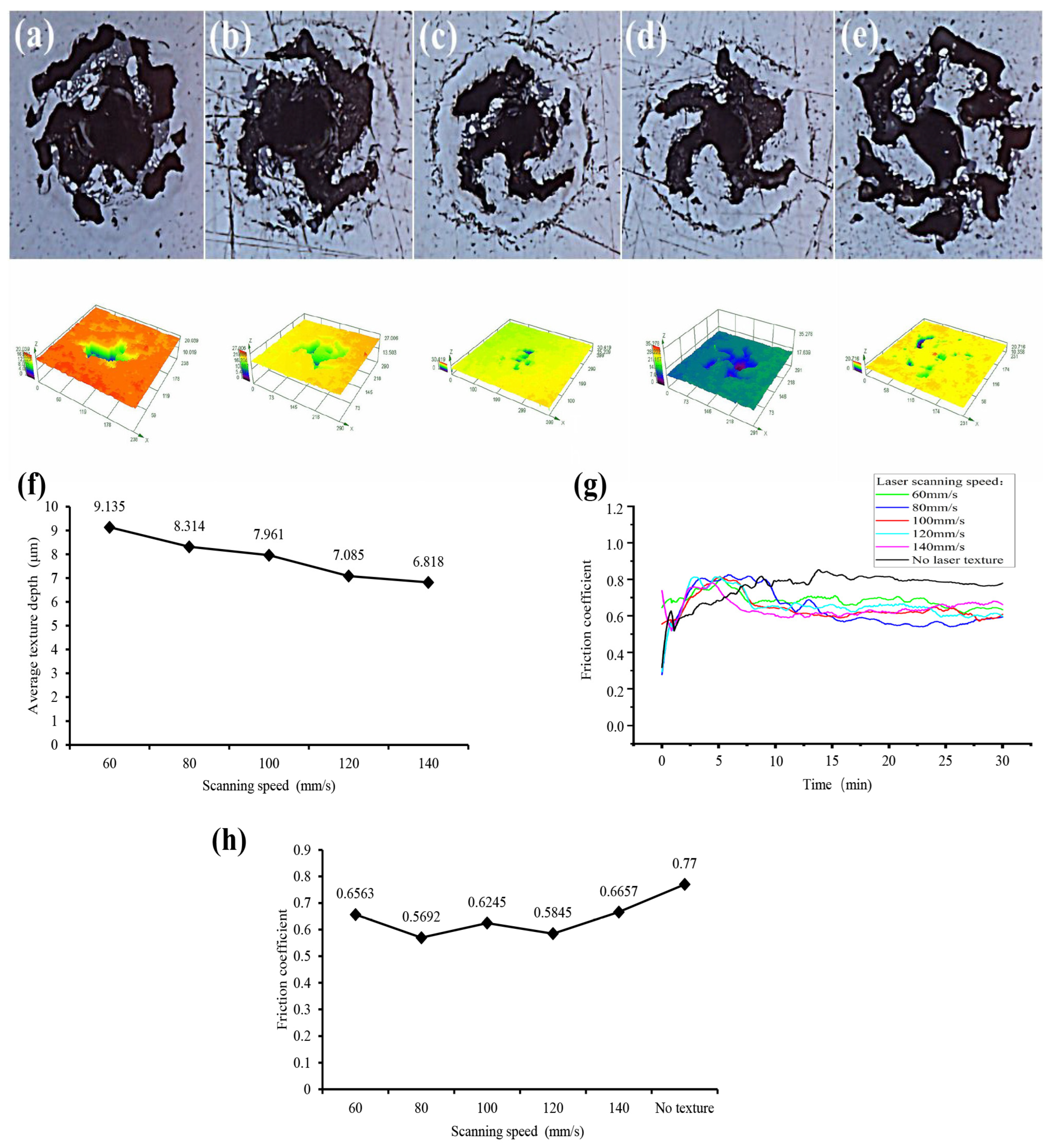
3.1. Effect of Scanning Speed on Surface Texturing and Anti-Friction Properties of 304 Stainless Steel
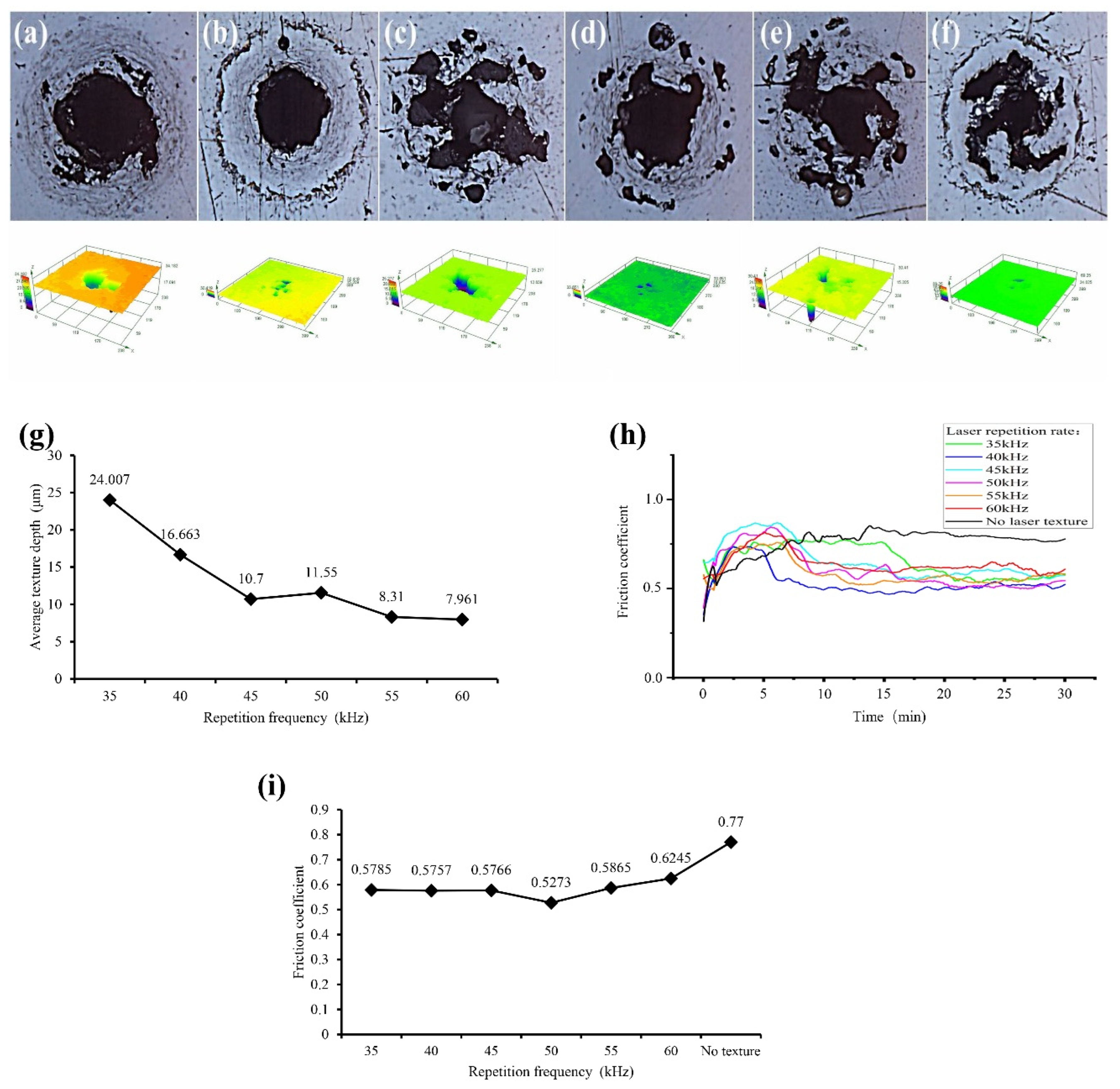
3.2. Effect of Repetition Frequency on Surface Texturing and Anti-Friction Properties of 304 Stainless Steel
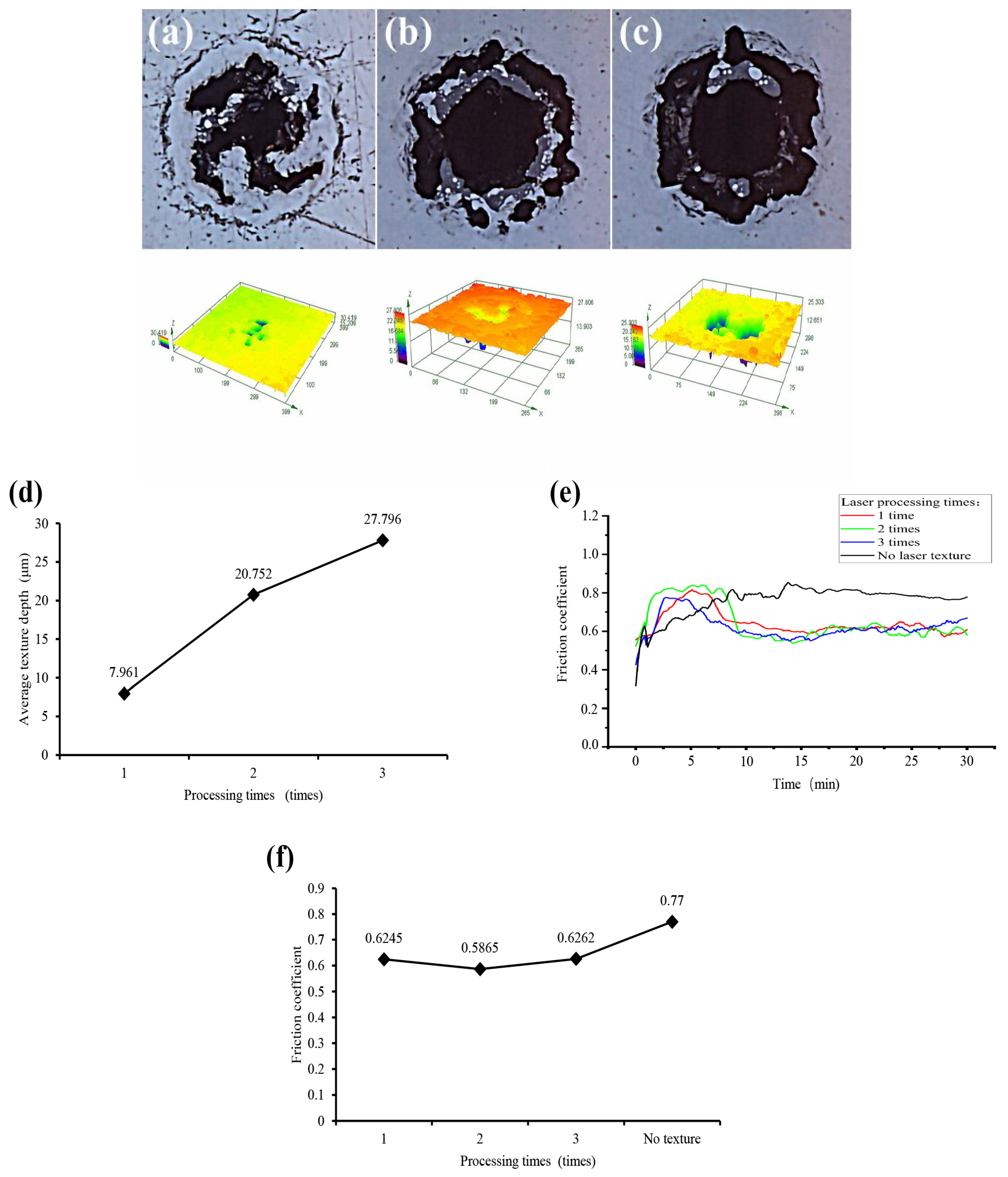
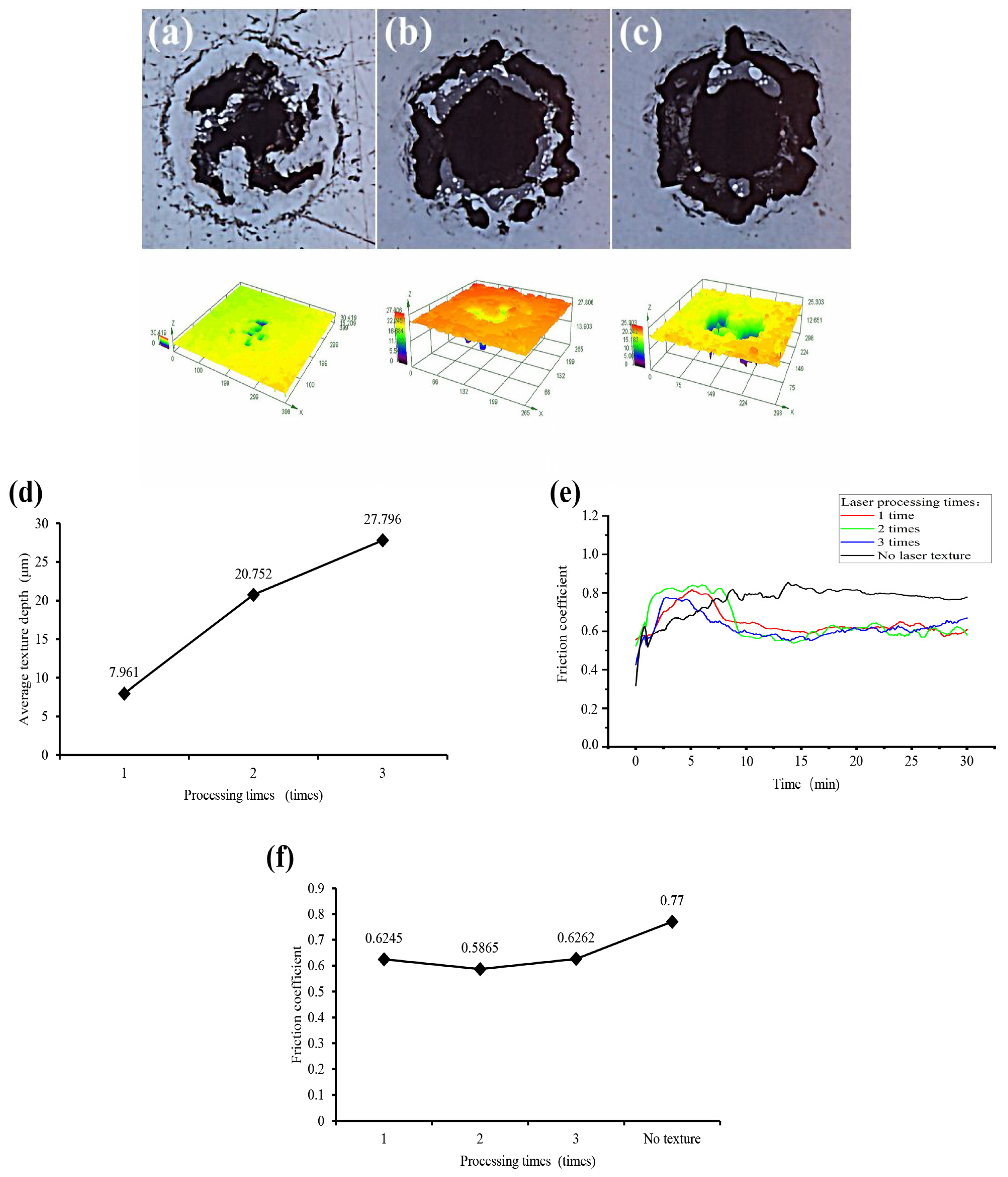
3.3. Effect of Processing Times on Surface Texturing and Anti-Friction Properties of 304 Stainless Steel
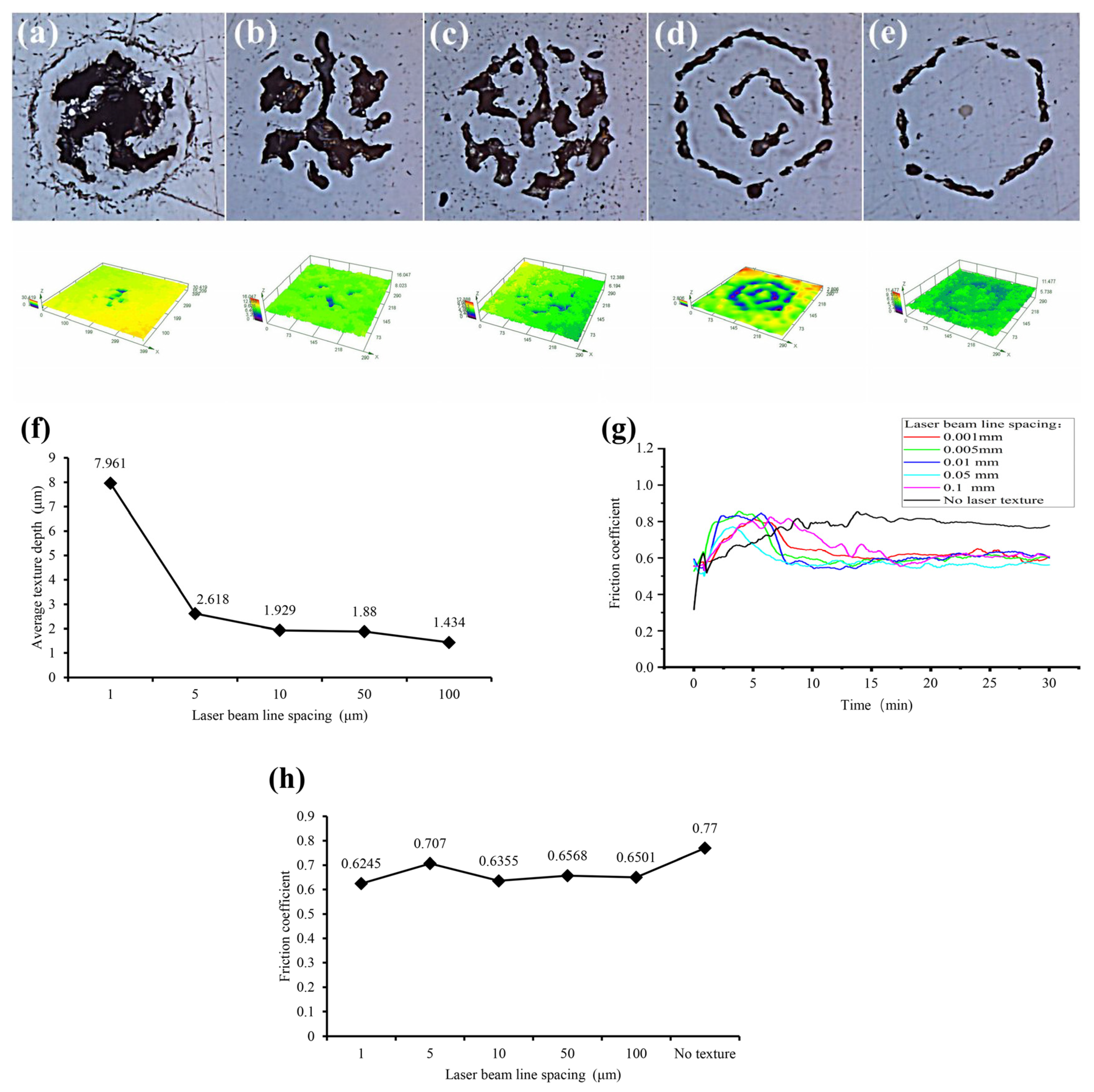
3.4. Effect of Laser Beam Line Spacing on Surface Texturing and Anti-Friction Properties of 304 Stainless Steel
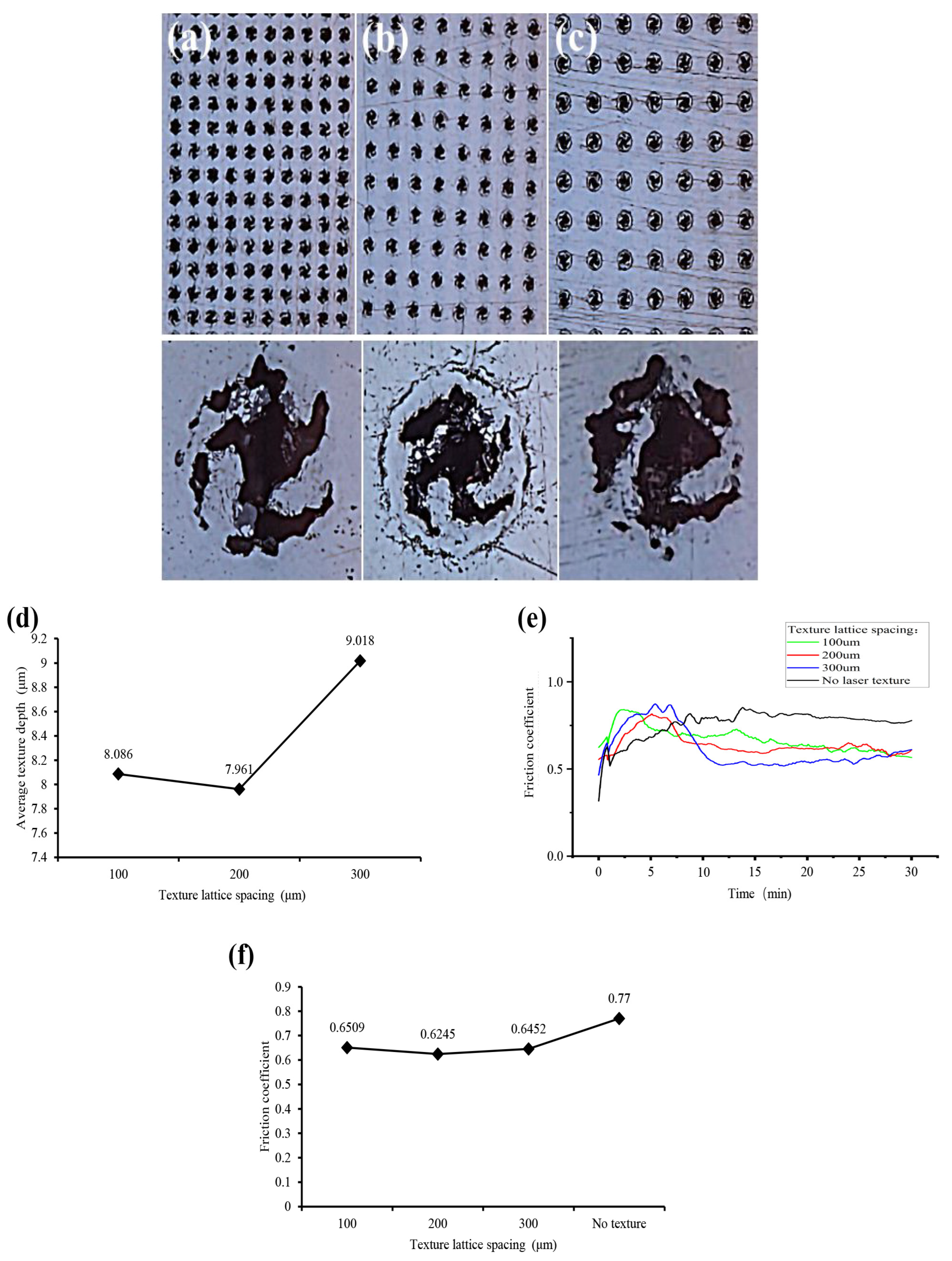
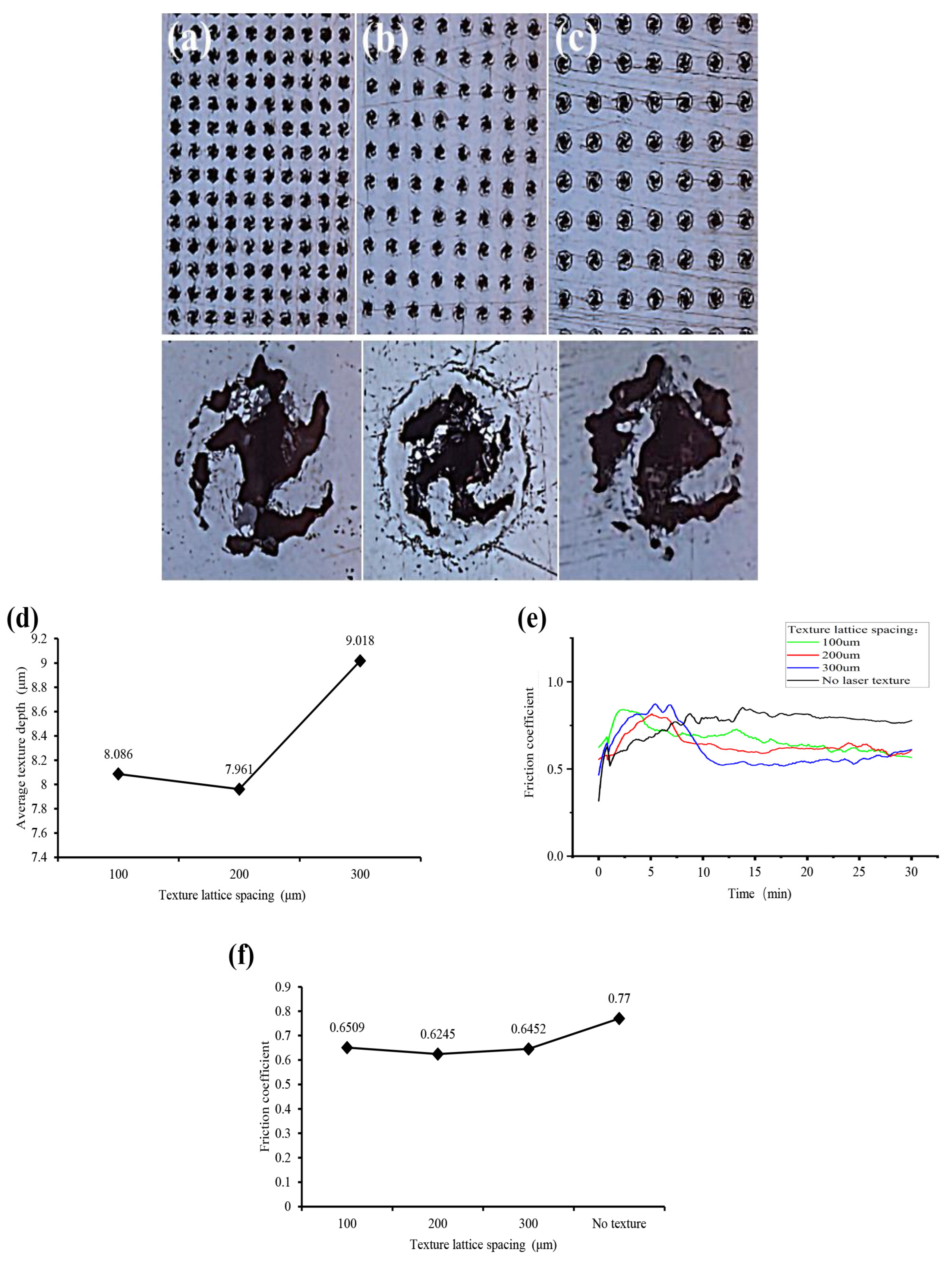
3.5. Effect of Texture Lattice Spacing on Surface Texturing and Anti-Friction Properties of 304 Stainless Steel
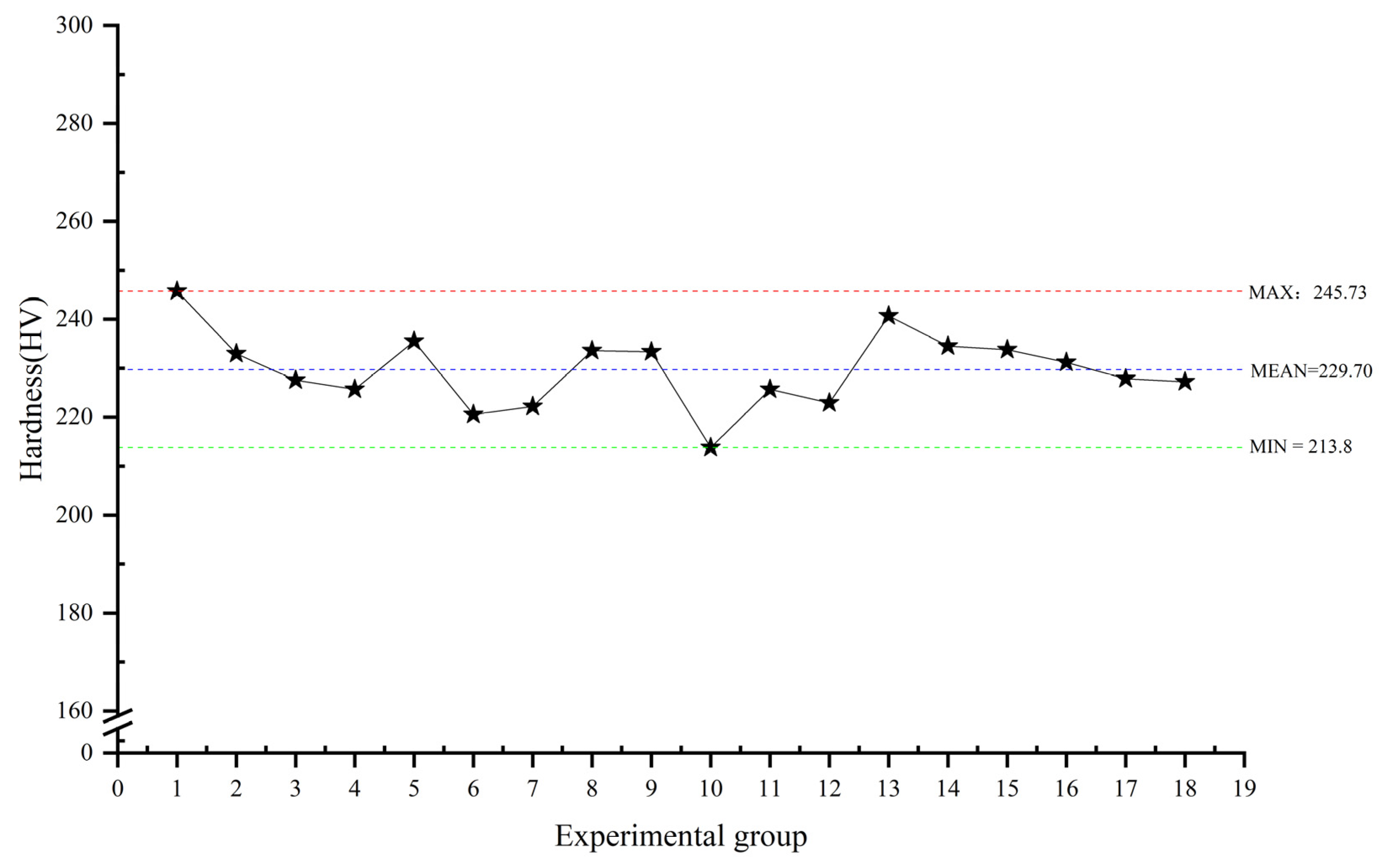
3.6. Effect of Surface Texture on Material Surface Hardness
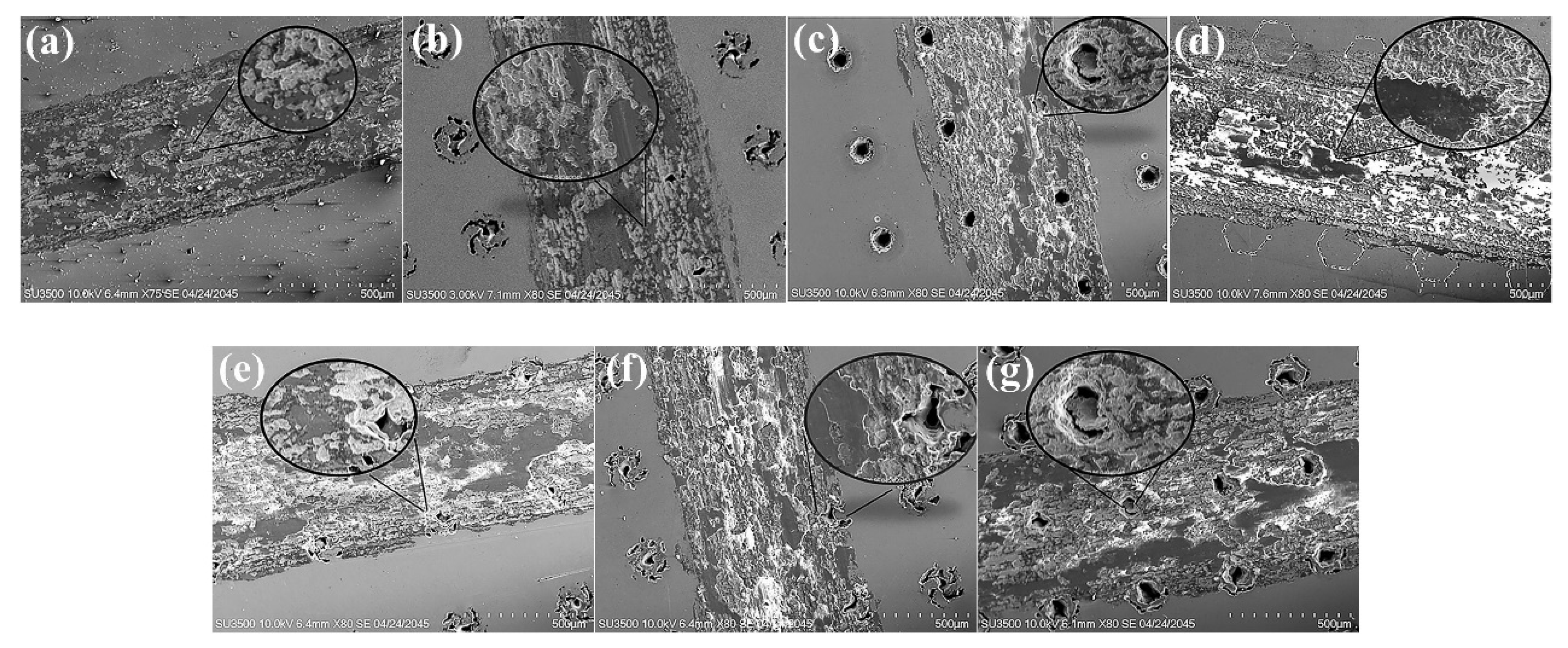
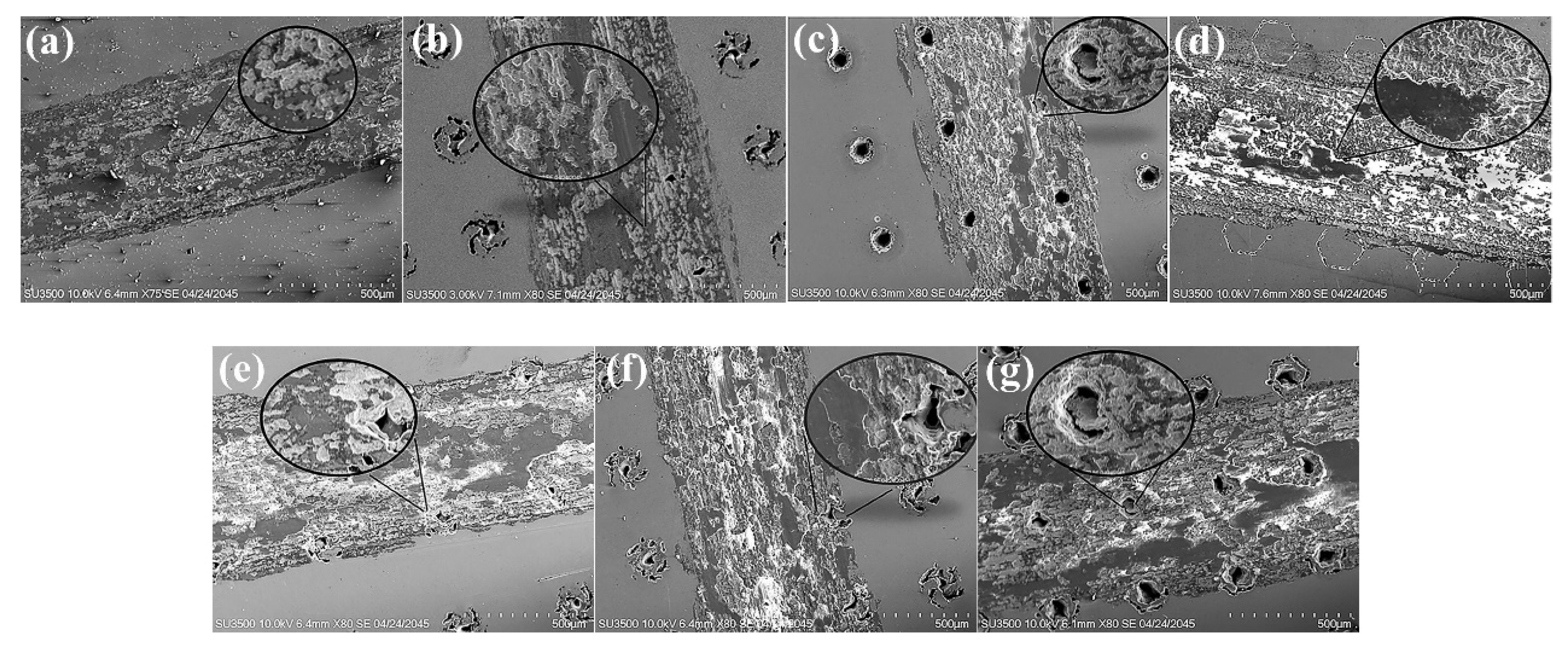
4. Wear Mechanism Analysis
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R. Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Jiménez–Come, M.J.; Turias, I.J.; Trujillo, F.J. An automatic pitting corrosion detection approach for 316L stainless steel. Mater. Des. 2014, 56, 642–648. [Google Scholar] [CrossRef]
- Sun, Y. Sliding wear behaviour of surface mechanical attrition treated AISI 304 stainless steel. Tribol. Int. 2013, 57, 67–75. [Google Scholar] [CrossRef]
- Niu, W.; Li, Z.; Ernst, F.; Lillard, R. The passivity of low-temperature carburized austenitic stainless steel AISI-316L in a simulated boiling-water-reactor environment. J. Nucl. Mater. 2020, 537, 152197. [Google Scholar] [CrossRef]
- Ceschini, L.; Chiavari, C.; Lanzoni, E.; Martini, C. Low-temperature carburised AISI 316L austenitic stainless steel: Wear and corrosion behaviour. Mater. Des. 2012, 38, 154–160. [Google Scholar] [CrossRef]
- Xu, Z.; Chen, Z.; Huang, L. Research on the outline of strengthening technology of surface deformation. Equip. Manuf. Technol. 2007, 04, 69–71+75. [Google Scholar]
- Efremov, D.; Gerasimova, A. Shotblasting process for surface hardening. Mater. Today Proc. 2021, 38, 1685–1688. [Google Scholar] [CrossRef]
- Wang, Y.; Li, F.; Bian, N.; Du, H.Q.; Da Huo, P. Mechanism of plasticity enhancement of AZ31B magnesium alloy sheet by accumulative alternating back extrusion. J. Magnes. Alloy. 2021. [Google Scholar] [CrossRef]
- Du, Q.-L.; Li, C.; Cui, X.-H.; Kong, C.; Yu, H.-L. Fabrication of ultrafine-grained AA1060 sheets via accumulative roll bonding with subsequent cryorolling. Trans. Nonferrous Met. Soc. China 2021, 31, 3370–3379. [Google Scholar] [CrossRef]
- Hu, X.; Yang, Y.; Zhao, J.; Lu, Y.; Wu, J.; Qiao, H. Surface integrity evolution of a Ni-based single crystal superalloy by laser shock peening. Appl. Surf. Sci. Adv. 2021, 6, 100183. [Google Scholar] [CrossRef]
- Chi, J.; Cai, Z.; Zhang, H.; Guo, W.; Wan, Z.; Han, G.; Peng, P.; Zeng, Z. Combining manufacturing of titanium alloy through direct energy deposition and laser shock peening processes. Mater. Des. 2021, 203, 109626. [Google Scholar] [CrossRef]
- Kikuchi, S.; Nakahara, Y.; Komotori, J. Fatigue properties of gas nitrided austenitic stainless steel pre-treated with fine particle peening. Int. J. Fatigue 2010, 32, 403–410. [Google Scholar] [CrossRef]
- Ordoñez, M.F.C.; Amorim, C.L.G.; Krindges, I.; Aguzzoli, C.; Baumvol, I.J.; Figueroa, C.A.; Sinatora, A.; Souza, R.M.; Farias, M.C.M. Microstructure and micro-abrasive wear of sintered yttria-containing 316L stainless steel treated by plasma nitriding. Surf. Coat. Technol. 2019, 374, 700–712. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, C.; Yan, H.; Fan, Y.; Wang, J.; Cui, Y. Effect of gas nitriding on 316 L stainless steel lattice manufactured via selective laser melting. Surf. Coat. Technol. 2022, 441, 128559. [Google Scholar] [CrossRef]
- Wang, Y.; Yin, Y.; Wu, G.; Li, L.; Yao, J.; Zhang, Q. The microstructure and cavitation erosion resistance of Ti6Al4V alloy treated by laser gas nitriding with scanning galvanometer. Opt. Laser. Technol. 2022, 153, 108270. [Google Scholar] [CrossRef]
- Wang, B.; Sun, S.; Guo, M.; Jin, G.; Zhou, Z.; Fu, W. Study on pressurized gas nitriding characteristics for steel 38CrMoAlA. Surf. Coat. Technol. 2015, 279, 60–64. [Google Scholar] [CrossRef]
- Mayr, W.; Lengauer, W.; Ettmayer, P.; Rafaja, D.; Baue, J.; Bohr, M. Phase equilibria and multiphase reaction diffusion in the Cr-C and Cr-N systems. J. Equilib. Fluid 1999, 20, 35–44. [Google Scholar] [CrossRef]
- Wenbo, L. Tribological Experiment Study of Textured Hard Coating. Master’s Thesis, Yanshan University, Qinhuangdao, China, 2019. [Google Scholar]
- Costa, H.L.; Hutchings, I.M. Effects of die surface patterning on lubrication in strip drawing. J. Mater. Process. Technol. 2009, 209, 1175–1180. [Google Scholar] [CrossRef]
- Hua, X.; Puoza, J.C.; Zhang, P. The influence of laser surface texture on the tribological properties of friction layer materials in ultrasound motors. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2022, 236, 1123–1132. [Google Scholar] [CrossRef]
- Xue, X.; Lu, L.; Wang, Z.; Li, Y.; Guan, Y. Improving tribological behavior of laser textured Ti-20Zr-10Nb-4Ta alloy with dimple surface. Mater. Lett. 2021, 305, 130876. [Google Scholar] [CrossRef]
- Siripuram, R.B.; Stephens, L.S. Effect of deterministic asperity geometry on hydrodynamic lubrication. J. Trib. 2004, 126, 527–534. [Google Scholar] [CrossRef]
- Singh, N.; Awasthi, R. Theoretical investigation of surface texture effects on the performance characteristics of hydrodynamic two-lobe journal bearing. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 1712–1725. [Google Scholar] [CrossRef]
- Chen, X.; Xu, Y.; Wang, Z. Study of micro-hole and micro-grating on antifriction performance of 316 L stainless steel surface. Foundry Technol. 2012, 33, 1283–1285. [Google Scholar]
- Gajrani, K.K.; Reddy, R.P.K.; Sankar, M.R. Tribo-mechanical and surface morphological comparison of untextured, mechanical micro-textured (MμT), and coated-MμT cutting tools during machining. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2019, 233, 95–111. [Google Scholar] [CrossRef]
- Li, G.; Shen, M.; Meng, X.; Li, J.; Li, X.; Peng, X. An experimental study on tribological properties of groove-textured surfaces of 316 L stainless steel. J. Funct. Mater. 2015, 46, 2033–2037. [Google Scholar]
- Panigrahi, D.K.; Sarangi, M. Tribological performance of positive deterministic textured surfaces in parallel sliding lubricated contacts: Effect of texture size and height. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 1908–1925. [Google Scholar] [CrossRef]
- Bharatish, A.; Harish, V.; Bathe, R.N.; Senthilselvan, J.; Soundarapandian, S. Effect of scanning speed and tin content on the tribological behavior of femtosecond laser textured tin-bronze alloy. Opt. Laser Technol. 2018, 108, 17–25. [Google Scholar] [CrossRef]
- Yun, Z.; Jianxin, D.; Hongzhi, Y.; Xuemu, L. Effect of micro-texture on the surface friction properties of steel guide rails. Manuf. Technol. Mach. Tool 2019, 11, 17–23. [Google Scholar]
- Borjali, A.; Langhorn, J.; Monson, K.; Raeymaekers, B. Using a patterned microtexture to reduce polyethylene wear in metal-on-polyethylene prosthetic bearing couples. Wear 2017, 392–393, 77–83. [Google Scholar] [CrossRef]
- Xinliang, L.; Wen, Y.; Fei, H.; Jiajie, K.; Zhiqiang, F. The effect of abrasive particle size on the dry friction properties of pure titanium with micro circular texture. J. Mech. Eng. 2017, 53, 25–33. [Google Scholar]
- Guangtian, H. Effect of Laser Shock on Corrosion Properties of 304 Austenitic Stainless Steel. Master’s Thesis, Jiangsu University, Zhenjiang, China, 2013. [Google Scholar]
- Li, Z. Combined Effects of Laser Shock Processing and Coating on the Mechanical Properties of Metallic Materials. Master’s Thesis, Jiangsu University, Zhenjiang, China, 2018. [Google Scholar]
- Bowden, F.P.; Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids; Oxford University Press: Oxford, UK, 2001. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | Ni | S | P | Fe |
|---|---|---|---|---|---|---|---|---|
| Proportion (%) | 0.07 | 1.00 | 2.00 | 17.15 | 8.02 | 0.03 | 0.035 | 71.965 |
| No. | Laser Power/W | Scanning Speed/mm/s | Repetition Frequency/kHz | Processing Times | Laser Beam Line Spacing/μm | Lattice Spacing/μm |
|---|---|---|---|---|---|---|
| 1 | 0.3 | 60 | 60 | 1 | 1 | 200 |
| 2 | 0.3 | 80 | 60 | 1 | 1 | 200 |
| 3 | 0.3 | 100 | 60 | 1 | 1 | 200 |
| 4 | 0.3 | 120 | 60 | 1 | 1 | 200 |
| 5 | 0.3 | 140 | 60 | 1 | 1 | 200 |
| 6 | 0.3 | 100 | 35 | 1 | 1 | 200 |
| 7 | 0.3 | 100 | 40 | 1 | 1 | 200 |
| 8 | 0.3 | 100 | 45 | 1 | 1 | 200 |
| 9 | 0.3 | 100 | 50 | 1 | 1 | 200 |
| 10 | 0.3 | 100 | 55 | 1 | 1 | 200 |
| 11 | 0.3 | 100 | 60 | 2 | 1 | 200 |
| 12 | 0.3 | 100 | 60 | 3 | 1 | 200 |
| 13 | 0.3 | 100 | 60 | 1 | 5 | 200 |
| 14 | 0.3 | 100 | 60 | 1 | 10 | 200 |
| 15 | 0.3 | 100 | 60 | 1 | 50 | 200 |
| 16 | 0.3 | 100 | 60 | 1 | 100 | 200 |
| 17 | 0.3 | 100 | 60 | 1 | 1 | 100 |
| 18 | 0.3 | 100 | 60 | 1 | 1 | 300 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Li, G.; Lei, Y.; Gao, L.; Zhang, L.; Yang, K. Influence of Laser Surface Texture on the Anti-Friction Properties of 304 Stainless Steel. Machines 2023, 11, 473. https://doi.org/10.3390/machines11040473
Li X, Li G, Lei Y, Gao L, Zhang L, Yang K. Influence of Laser Surface Texture on the Anti-Friction Properties of 304 Stainless Steel. Machines. 2023; 11(4):473. https://doi.org/10.3390/machines11040473
Chicago/Turabian StyleLi, Xiashuang, Guifeng Li, Yuesui Lei, Lei Gao, Lin Zhang, and Kangkang Yang. 2023. "Influence of Laser Surface Texture on the Anti-Friction Properties of 304 Stainless Steel" Machines 11, no. 4: 473. https://doi.org/10.3390/machines11040473
APA StyleLi, X., Li, G., Lei, Y., Gao, L., Zhang, L., & Yang, K. (2023). Influence of Laser Surface Texture on the Anti-Friction Properties of 304 Stainless Steel. Machines, 11(4), 473. https://doi.org/10.3390/machines11040473