




Lean Manufacturing in Industry 4.0: A Smart and Sustainable Manufacturing System


Abstract
1. Introduction
2. Related Work
2.1. Lean Manufacturing Tools
2.2. Industry 4.0 Technologies
3. Smart and Sustainable Manufacturing System
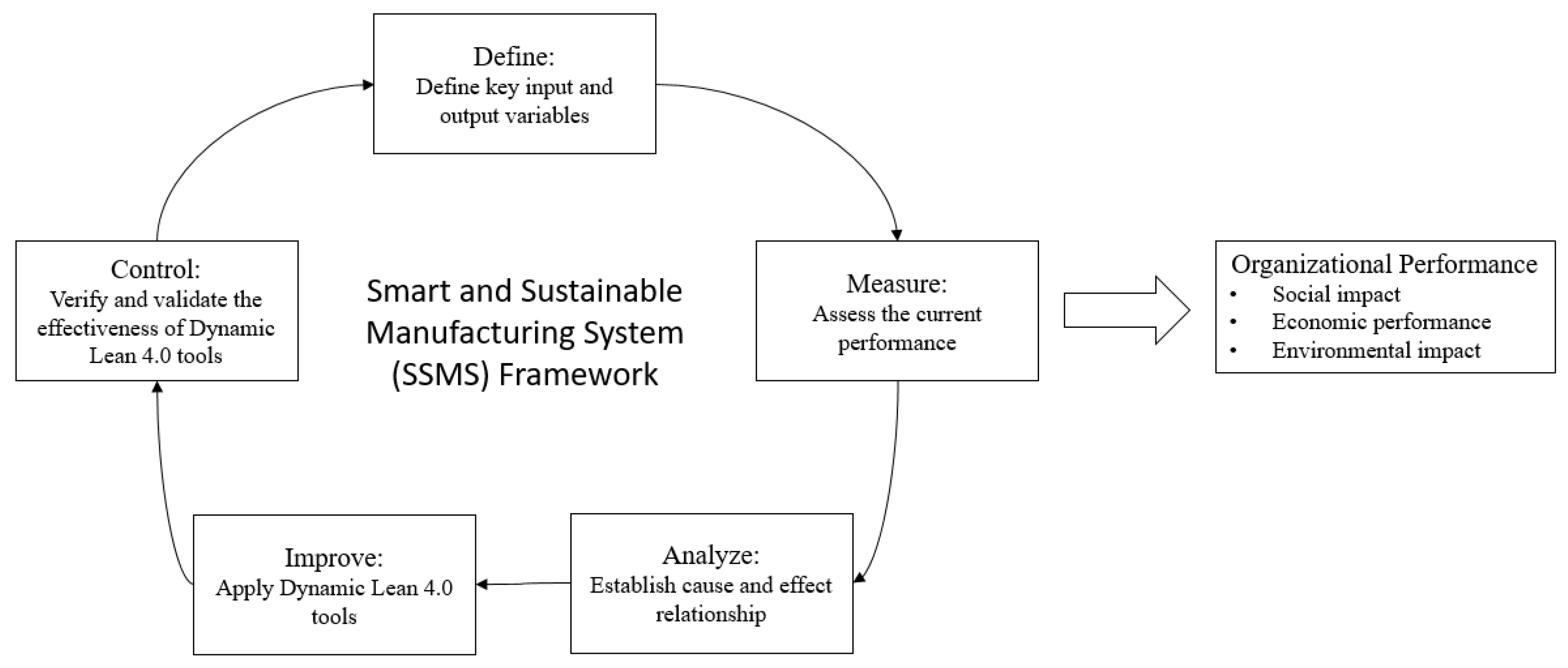
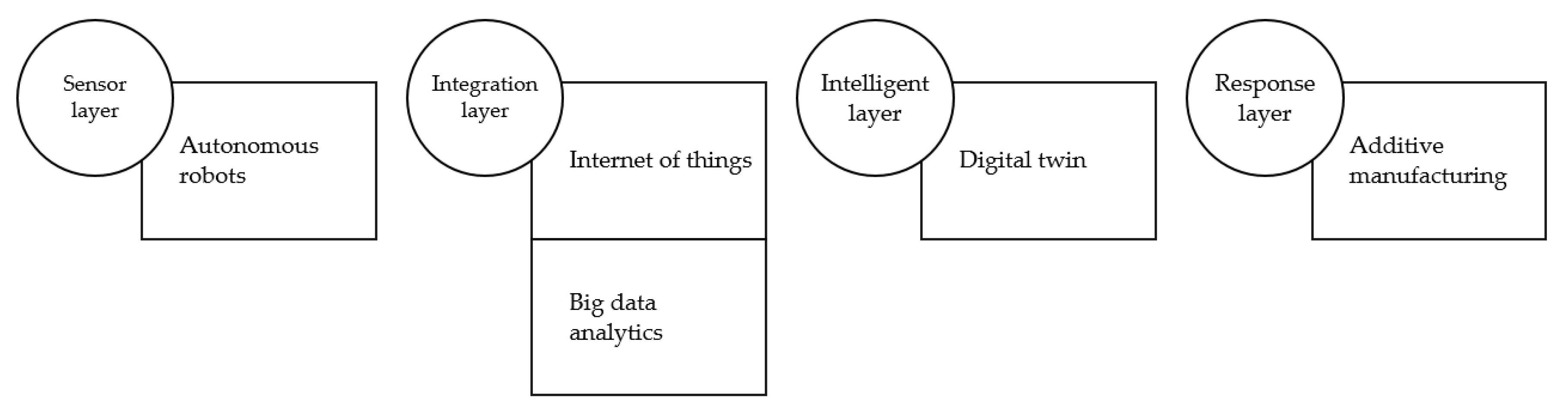
3.1. SSMS Framework
3.2. DMAIC Methodology on SSMS Framework
4. Case Study
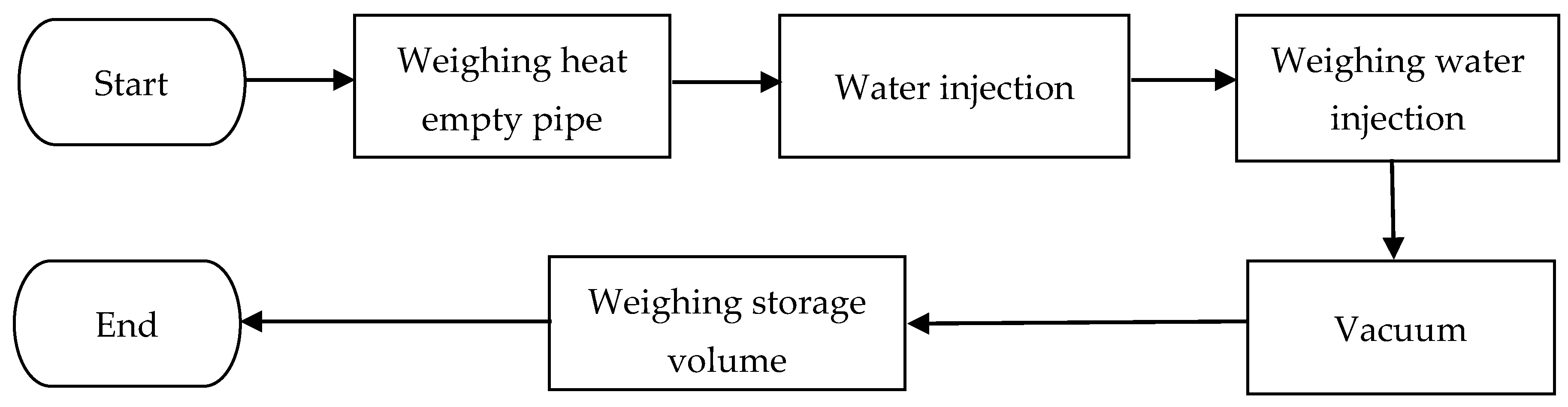
4.1. Define
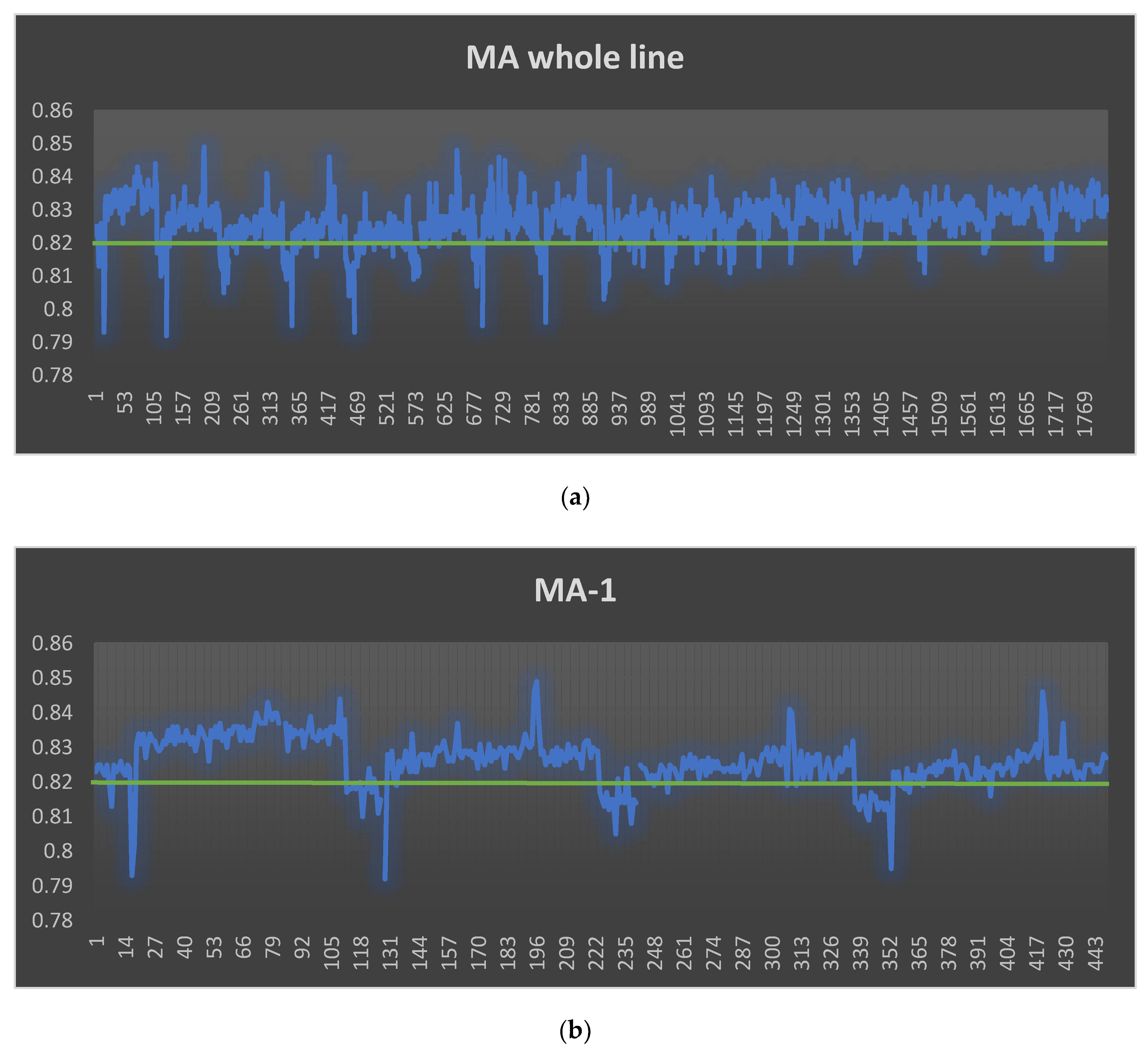
4.2. Measure
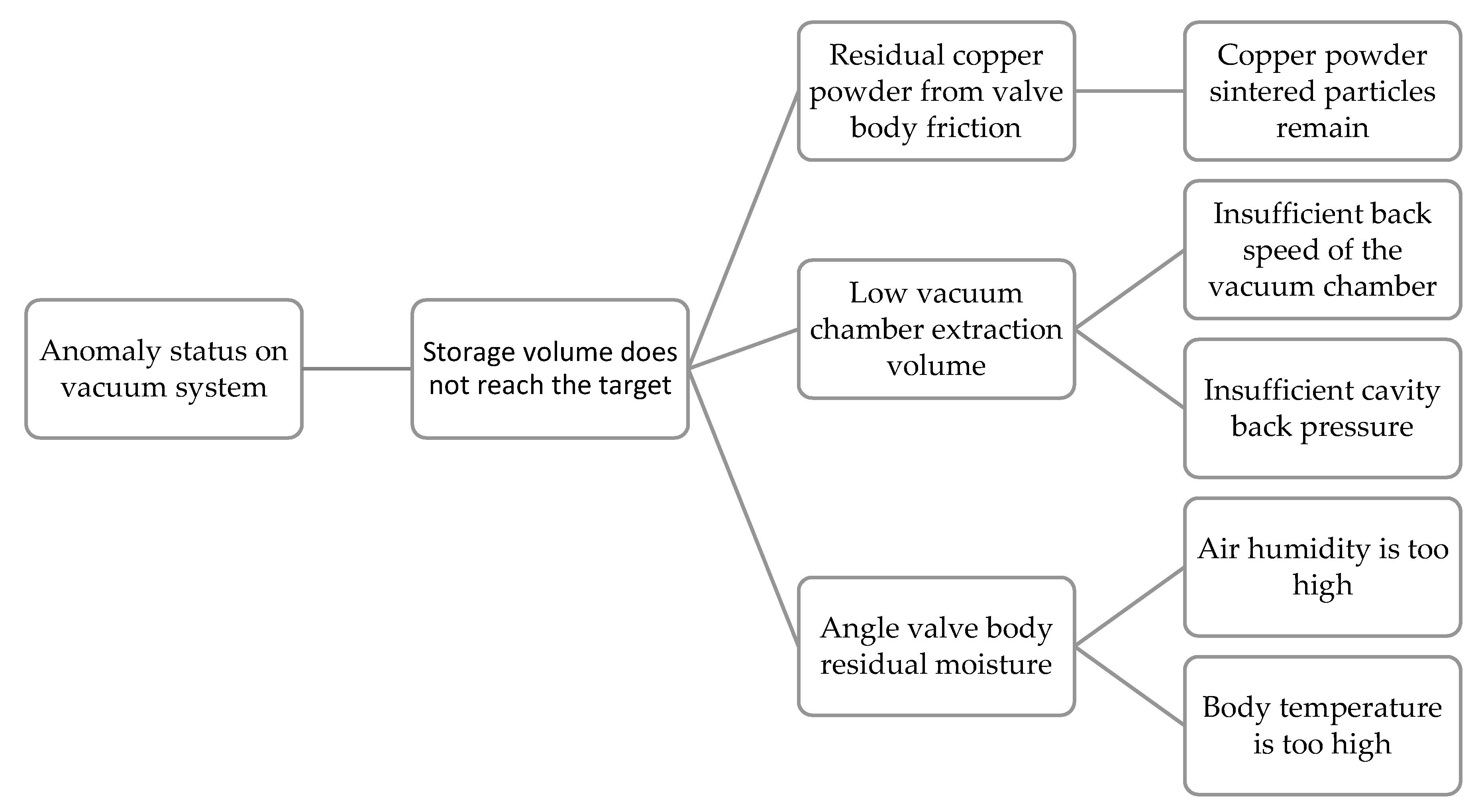
4.3. Analyze
4.4. Improve
4.5. Control
5. Contribution and Practical Implications
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Santos, A.C.O.; da Silva, C.E.S.; Braga, R.A.D.S.; Corrêa, J.É.; de Almeida, F.A. Customer value in lean product development: Conceptual model for incremental innovations. Syst. Eng. 2020, 23, 281–293. [Google Scholar] [CrossRef]
- McDermott, O.; Antony, J.; Sony, M.; Healy, T. Critical Failure Factors for Continuous Improvement Methodologies in the Irish MedTech Industry. TQM J. 2022, 34, 18–38. [Google Scholar] [CrossRef]
- Ratnayake, R.C.; Chaudry, O. Maintaining sustainable performance in operating petroleum assets via a lean-six-sigma approach: A case study from engineering support services. Int. J. Lean Six Sigma 2017, 8, 33–52. [Google Scholar] [CrossRef]
- De Souza, J.P.E.; Alves, J.M. Lean-integrated management system: A model for sustainability improvement. J. Clean. Prod. 2018, 172, 2667–2682. [Google Scholar] [CrossRef]
- Mathiyazhagan, K.; Gnanavelbabu, A.; Kumar, N.; Agarwal, V. A framework for implementing sustainable lean manufacturing in the electrical and electronics component manufacturing industry: An emerging economies country perspective. J. Clean. Prod. 2022, 334, 130169. [Google Scholar] [CrossRef]
- Iranmanesh, M.; Zailani, S.; Hyun, S.S.; Ali, M.H.; Kim, K. Impact of lean manufacturing practices on firms’ sustainable performance: Lean culture as a moderator. Sustainability 2019, 11, 1112. [Google Scholar] [CrossRef]
- Maware, C.; Adetunji, O. Lean manufacturing implementation in Zimbabwean industries: Impact on operational performance. Int. J. Eng. Bus. Manag. 2019, 11, 1–12. [Google Scholar] [CrossRef]
- Byrne, B.; McDermott, O.; Noonan, J. Applying lean six sigma methodology to a pharmaceutical manufacturing facility: A case study. Processes 2021, 9, 550. [Google Scholar] [CrossRef]
- Trakulsunti, Y.; Antony, J.; Edgeman, R.; Cudney, B.; Dempsey, M.; Brennan, A. Reducing pharmacy medication errors using lean six sigma: A Thai hospital case study. Total Qual. Manag. Bus. Excell. 2022, 33, 664–682. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent manufacturing in the context of industry 4.0: A review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Giallanza, A. Industry 4.0 technologies for manufacturing sustainability: A systematic review and future research directions. Appl. Sci. 2021, 11, 5725. [Google Scholar] [CrossRef]
- Nara, E.O.B.; da Costa, M.B.; Baierle, I.C.; Schaefer, J.L.; Benitez, G.; do Santos, L.M.A.L.; Benitez, L.B. Expected impact of industry 4.0 technologies on sustainable development: A study in the context of Brazil’s plastic industry. Sustain. Prod. Consum. 2021, 25, 102–122. [Google Scholar] [CrossRef]
- Sony, M.; Antony, J.; Mc Dermott, O.; Garza-Reyes, J.A. An empirical examination of benefits, challenges, and critical success factors of industry 4.0 in manufacturing and service sector. Technol. Soc. 2021, 67, 101754. [Google Scholar] [CrossRef]
- De Sousa Jabbour, A.B.L.; Jabbour, C.J.C.; Foropon, C.; Godinho Filho, M. When titans meet—Can industry 4.0 revolutionise the environmentally-sustainable manufacturing wave? the role of critical success factors. Technol. Forecast. Soc. Chang. 2018, 132, 18–25. [Google Scholar] [CrossRef]
- Kamble, S.S.; Gunasekaran, A.; Sharma, R. Analysis of the driving and dependence power of barriers to adopt industry 4.0 in Indian manufacturing industry. Comput. Ind. 2018, 101, 107–119. [Google Scholar] [CrossRef]
- Antony, J.; McDermott, O.; Powell, D.; Sony, M. The evolution and future of lean six sigma 4.0. TQM J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Buer, S.-V.; Semini, M.; Strandhagen, J.O.; Sgarbossa, F. The complementary effect of lean manufacturing and digitalisation on operational performance. Int. J. Prod. Res. 2021, 59, 1976–1992. [Google Scholar] [CrossRef]
- Felsberger, A.; Qaiser, F.H.; Choudhary, A.; Reiner, G. The impact of Industry 4.0 on the reconciliation of dynamic capabilities: Evidence from the European manufacturing industries. Prod. Plan. Control 2022, 33, 277–300. [Google Scholar] [CrossRef]
- Ding, B.; Hernandez, X.; Jane, N. Combining lean and agile manufacturing competitive advantages through Industry 4.0 technologies: An integrative approach. Prod. Plan. Control 2023. [Google Scholar] [CrossRef]
- Tortorella, G.L.; Fettermann, D.C. Implementation of Industry 4.0 and lean production in Brazilian manufacturing companies. Int. J. Prod. Res. 2018, 56, 2975–2987. [Google Scholar] [CrossRef]
- Vlachos, I.P.; Pascazzi, R.M.; Zobolas, G.; Repoussis, P.; Giannakis, M. Lean manufacturing systems in the area of industry 4.0: A lean automation plan of AGVs/IoT integration. Prod. Plan. Control 2023. [Google Scholar] [CrossRef]
- Calabrese, A.; Dora, M.; Ghiron, N.L.; Tiburzi, L. Industry’s 4.0 transformation process: How to start, where to aim, what to be aware of. Prod. Plan. Control 2022, 33, 492–512. [Google Scholar] [CrossRef]
- Ciano, M.P.; Dallasega, P.; Orzes, G.; Rossi, T. One-to-one relationships between Industry 4.0 technologies and lean production techniques: A multiple case study. Int. J. Prod. Res. 2021, 59, 1386–1410. [Google Scholar] [CrossRef]
- Wang, F.-K.; Rahardjo, B.; Rovira, P.R. Lean six sigma with value stream mapping in industry 4.0 for human-centered workstation design. Sustainability 2022, 14, 11020. [Google Scholar] [CrossRef]
- Ribeiro, M.A.S.; Santos, A.C.O.; de Amorim, G.D.F.; de Oliveira, C.H.; da Silva Braga, R.A.; Netto, R.S. Analysis of the implementation of the single minute exchange of die methodology in an agroindustry through action research. Machines 2022, 10, 287. [Google Scholar] [CrossRef]
- Sundaramali, G.; Shankar, S.A.; Kummar, M.M. Non-conformity recovery and safe disposal by Poka Yoke and hallmarking in a piston unit. Int. J. Product. Qual. Manag. 2018, 24, 460–474. [Google Scholar] [CrossRef]
- Haddud, A.; Khare, A. Digitalizing supply chains potential benefits and impact on lean operations. Int. J. Lean Six Sigma 2020, 11, 731–765. [Google Scholar] [CrossRef]
- Borowski, P.F. Digitization, digital twins, blockchain, and industry 4.0 as elements of management process in enterprises in the energy sector. Energies 2021, 14, 1885. [Google Scholar] [CrossRef]
- Vaidya, S.; Ambad, P.; Bhosle, S. Industry 4.0—A glimpse. Procedia Manuf. 2018, 20, 233–238. [Google Scholar] [CrossRef]
- Guerra-Zubiaga, D.; Kuts, V.; Mahmood, K.; Bondar, A.; Nasajpour-Esfahani, N.; Otto, T. An approach to develop a digital twin for industry 4.0 systems: Manufacturing automation case studies. Int. J. Comput. Integr. Manuf. 2021, 34, 933–949. [Google Scholar] [CrossRef]
- Ing, T.S.; Lee, T.C.; Chan, S.W.; Alipal, J.; Hamid, N.A. An overview of the rising challenges in implementing industry 4.0. Int. J. Supply Chain. Manag. 2019, 8, 1181–1188. [Google Scholar]
- Horst, D.J.; Duvoisin, C.A.; de Almeida Vieira, R. Additive manufacturing at industry 4.0: A review. Int. J. Eng. Tech. Res. 2018, 8, 3–8. [Google Scholar]
- Mourtzis, D.; Vlachou, E.; Zogopoulos, V.; Fotini, X. Integrated production and maintenance scheduling through machine monitoring and augmented reality: An industry 4.0 approach. In IFIP International Conference on Advances in Production Management Systems; Springer: Cham, Switzerland, 2017; pp. 354–362. [Google Scholar]
- Park, J.; Bae, H. Big data and AI for process innovation in the industry 4.0 era. Appl. Sci. 2022, 12, 6346. [Google Scholar] [CrossRef]
- Ejsmont, K.; Gladysz, B.; Corti, D.; Castaño, F.; Mohammed, W.M.; Lastra, J.L.M. Towards ‘lean industry 4.0’—Current trends and future perspectives. Cogent Bus. Manag. 2020, 7, 1781995. [Google Scholar] [CrossRef]
- Gallo, T.; Cagnetti, C.; Silvestri, C.; Ruggieri, A. Industry 4.0 tools in lean production: A systematic literature review. Procedia Comput. Sci. 2021, 180, 394–403. [Google Scholar] [CrossRef]
- Langlotz, P.; Siedler, C.; Aurich, J.C. Unification of lean production and industry 4.0. Procedia CIRP 2021, 99, 15–20. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Industry 4.0 Technologies | Dynamic Lean 4.0 Tools | ||
|---|---|---|---|
| Sustainable VSM | Extended SMED | Digital Poka-Yoke | |
| Digital twin | Provide greater visibility for all stakeholders in a digital twin project by generating a comparison of reliable results for future scenarios. | Analysis of collected data and comparison of improved process. |
|
| Augmented reality | - |
| Design the parts that suggest to the operator how to assemble the product. |
| Additive manufacturing | Provide the overview for derivation of improvement measures. |
| Get the visually impaired into work by embedding blind-friendly fixtures for assemblies. |
| System integration |
| - | - |
| Autonomous robots | - | - | Ensure safety can create superior conditions for elimination of human errors through advanced automation. |
| Big data analytics | Use of operational intelligence to see possible process improvement and performance metrics through data collection and analysis. | Use RFID to recognize each die and know their storage address. | Produce enriched data sets to optimize efficiencies in an automated process, increase productivity and minimize errors by connecting to the traceability system. |
| Cyber security | - | - |
|
| Internet of things | Smart real-time monitoring IT solution with intelligent aspects concerning lean targets to build an action plan with stakeholders. | Speed up the process become more efficient, reduce human errors, and organize complex system. | Enable immediate control of error-proofing devices. |
| Supplier | Input | Process | Output | Customer |
|---|---|---|---|---|
|
|
|
|
|
| Storage Volume | Ma Whole Line | MA-1 | MA-2 | MA-3 | MA-4 |
|---|---|---|---|---|---|
| Specification limits | 0.82 ± 0.03 | 0.82 ± 0.03 | 0.82 ± 0.03 | 0.82 ± 0.03 | 0.82 ± 0.03 |
| USL | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 |
| LSL | 0.79 | 0.79 | 0.79 | 0.79 | 0.79 |
| Process means | 0.827 | 0.826 | 0.824 | 0.827 | 0.83 |
| Standard deviation | 0.006 | 0.007 | 0.007 | 0.006 | 0.005 |
| Cpk | 1.278 | 1.143 | 1.238 | 1.278 | 1.333 |
| Storage Volume | MA Whole Line | MA-1 | MA-2 | MA-3 | MA-4 |
|---|---|---|---|---|---|
| Specification limits | 0.82 ± 0.03 | 0.82 ± 0.03 | 0.82 ± 0.03 | 0.82 ± 0.03 | 0.82 ± 0.03 |
| USL | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 |
| LSL | 0.79 | 0.79 | 0.79 | 0.79 | 0.79 |
| Process mean | 0.82 | 0.822 | 0.818 | 0.818 | 0.822 |
| Standard deviation | 0.005 | 0.006 | 0.004 | 0.005 | 0.004 |
| Cpk | 2 | 1.556 | 2.333 | 1.867 | 2.333 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahardjo, B.; Wang, F.-K.; Yeh, R.-H.; Chen, Y.-P. Lean Manufacturing in Industry 4.0: A Smart and Sustainable Manufacturing System. Machines 2023, 11, 72. https://doi.org/10.3390/machines11010072
Rahardjo B, Wang F-K, Yeh R-H, Chen Y-P. Lean Manufacturing in Industry 4.0: A Smart and Sustainable Manufacturing System. Machines. 2023; 11(1):72. https://doi.org/10.3390/machines11010072
Chicago/Turabian StyleRahardjo, Benedictus, Fu-Kwun Wang, Ruey-Huei Yeh, and Yu-Ping Chen. 2023. "Lean Manufacturing in Industry 4.0: A Smart and Sustainable Manufacturing System" Machines 11, no. 1: 72. https://doi.org/10.3390/machines11010072
APA StyleRahardjo, B., Wang, F.-K., Yeh, R.-H., & Chen, Y.-P. (2023). Lean Manufacturing in Industry 4.0: A Smart and Sustainable Manufacturing System. Machines, 11(1), 72. https://doi.org/10.3390/machines11010072