
Optimization of Milling Processes: Chatter Detection via a Sensor-Integrated Vice †

 ,
,  ,
, _Bikas.png)
Abstract
1. Introduction
2. Literature Review
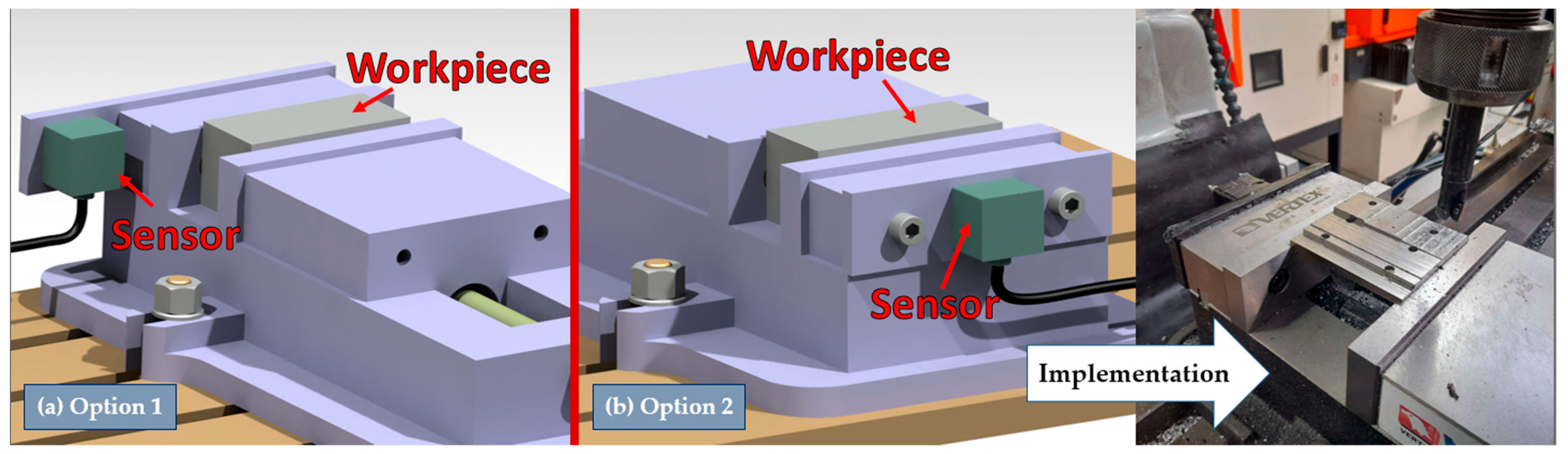
3. Development of the Sensor-Integrated Vice
4. Chatter-Detection Methodology
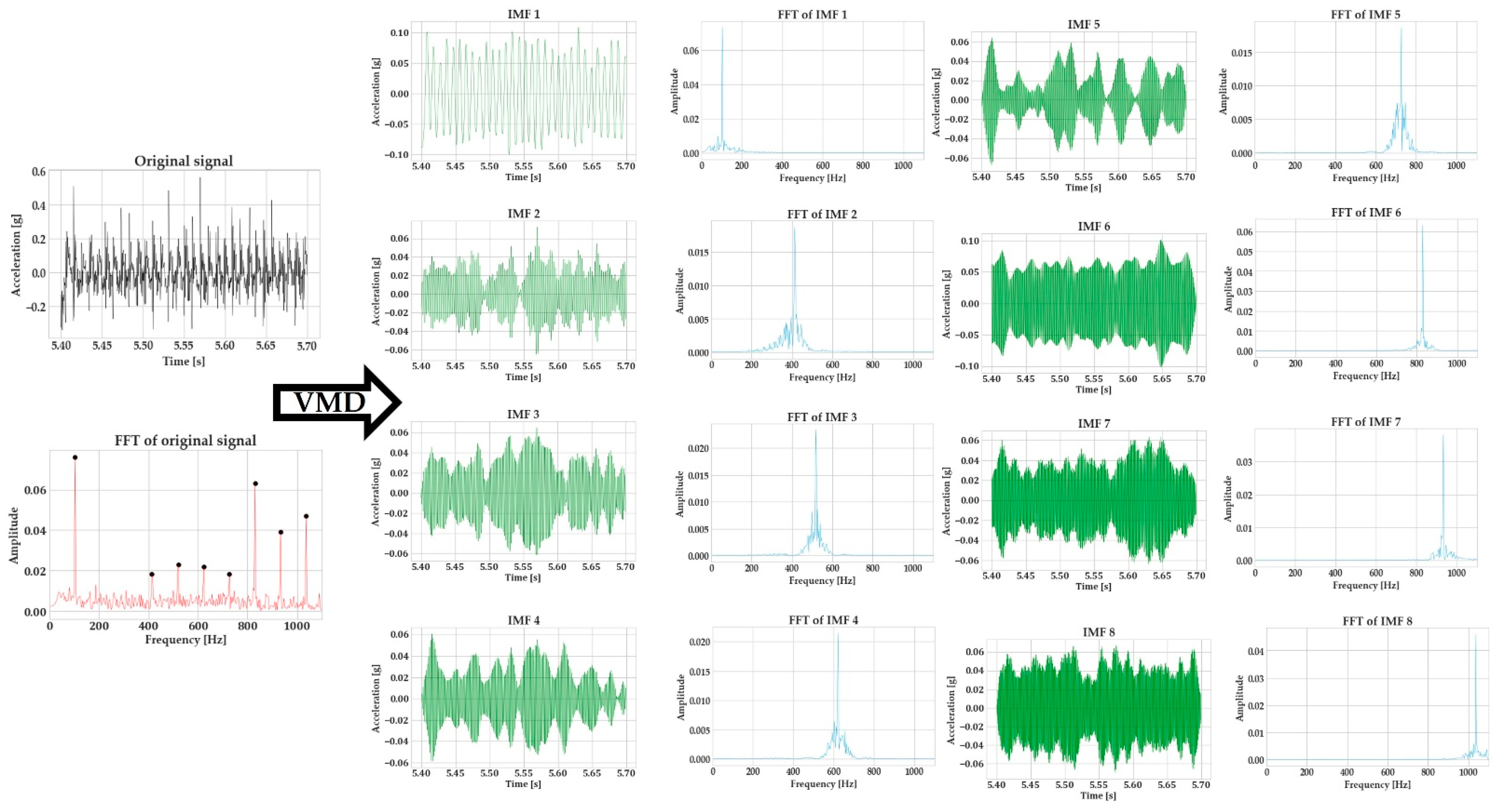
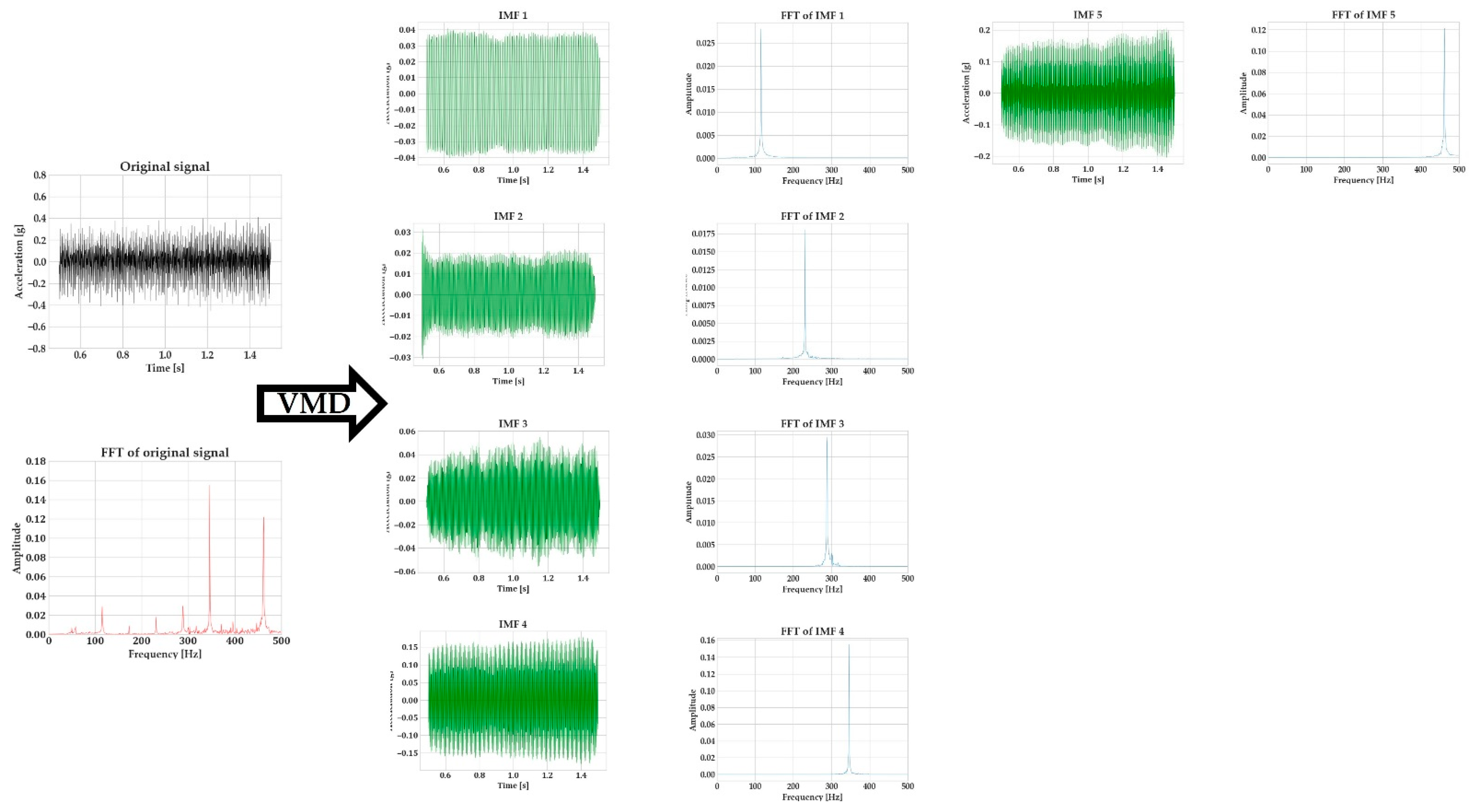
4.1. Vibration Signal Demodulation with Variational Mode Decomposition
4.2. Feature Engineering towards Chatter Detection
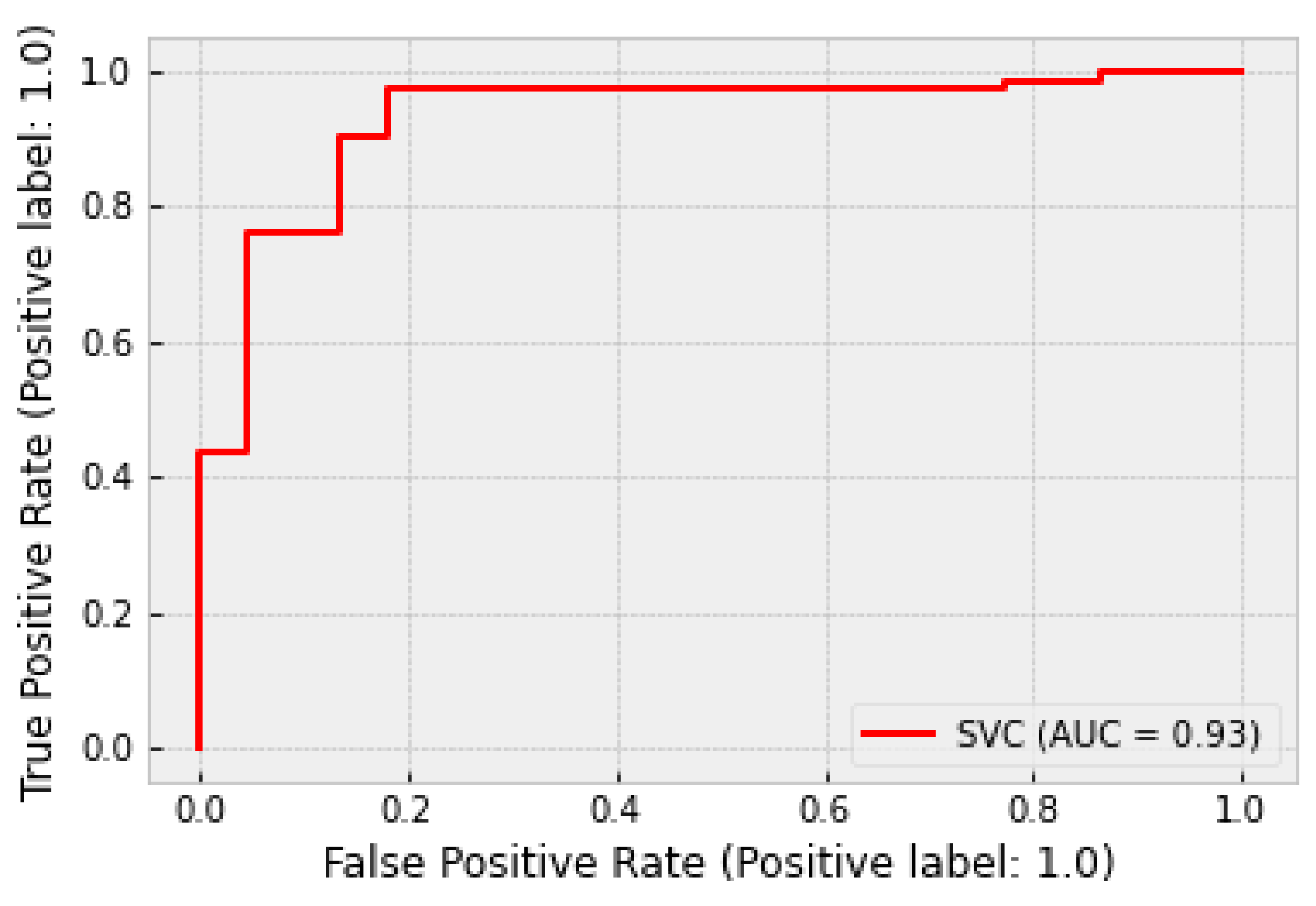
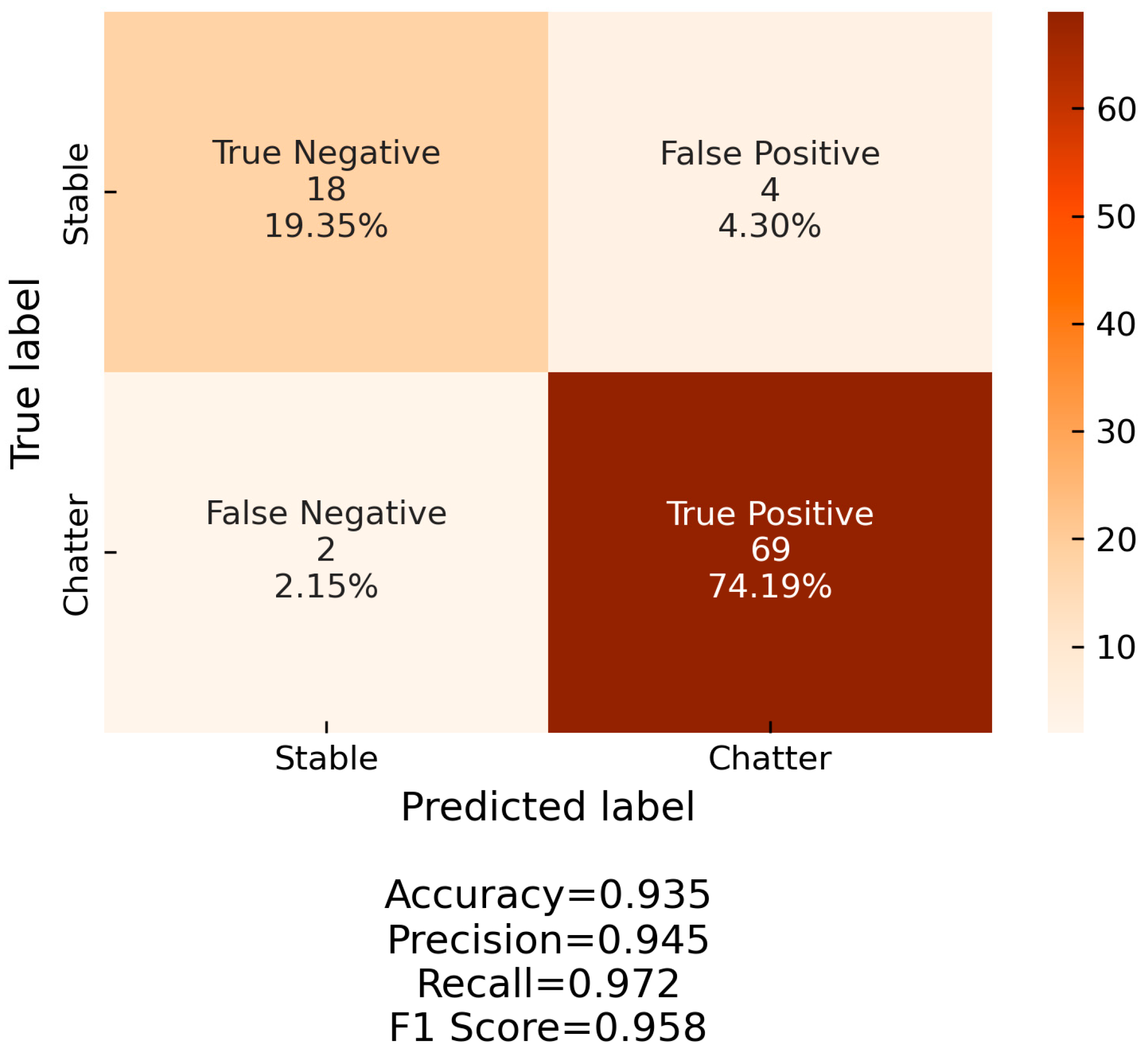
4.3. Chatter Detection
4.4. Training Dataset
4.5. Software Implementation
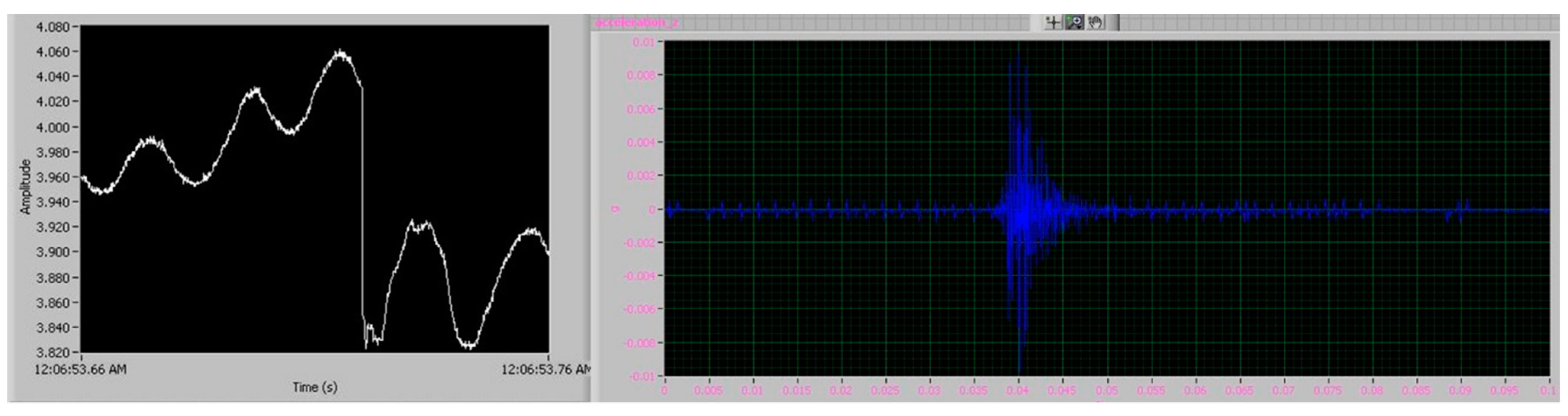
- A stream was opened with the Labjack T7-Pro DAQ, which feeds real-time acceleration data at a 5kHz sampling rate to the chatter-detection algorithms. Parameters such as sensor calibration, sampling rate, length of the sampling window, etc., can be configured by the user of the system through a configuration file;
- The acceleration data were first filtered during acquisition by the built-in RMS filter of Labjack T7-Pro DAQ. Then, the Python script imposed a digital, Butterworth bandpass filter on the vibration signal with the passing-frequencies range being 40–1000 Hz;
- The acceleration data were fed to the chatter-detection algorithms, and the milling stability was evaluated,
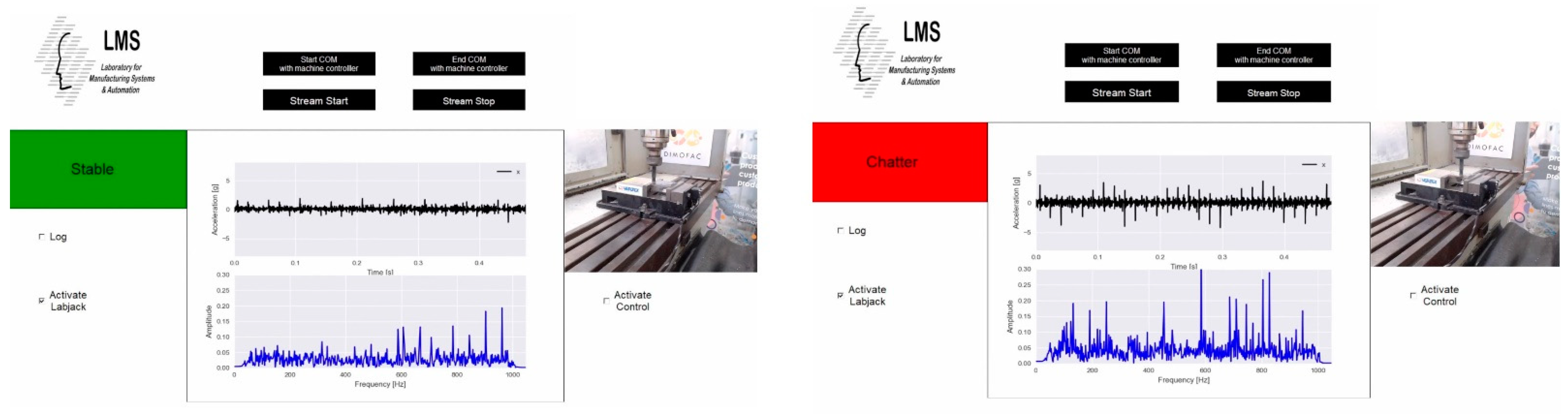
- The acceleration data, the fast Fourier-transform (FFT) of the data, and the chatter status were displayed in a user interface that was developed for this application. This user interface provides additional functionalities, such as start and stop of the stream, start and stop of communication with the machine controller, etc. The user interface is presented in Figure 9.
5. Results and Discussion
6. Conclusions
- The simulation of the dynamic behavior of the system where the sensor will be integrated is crucial for the correct sensor-integration point selection;
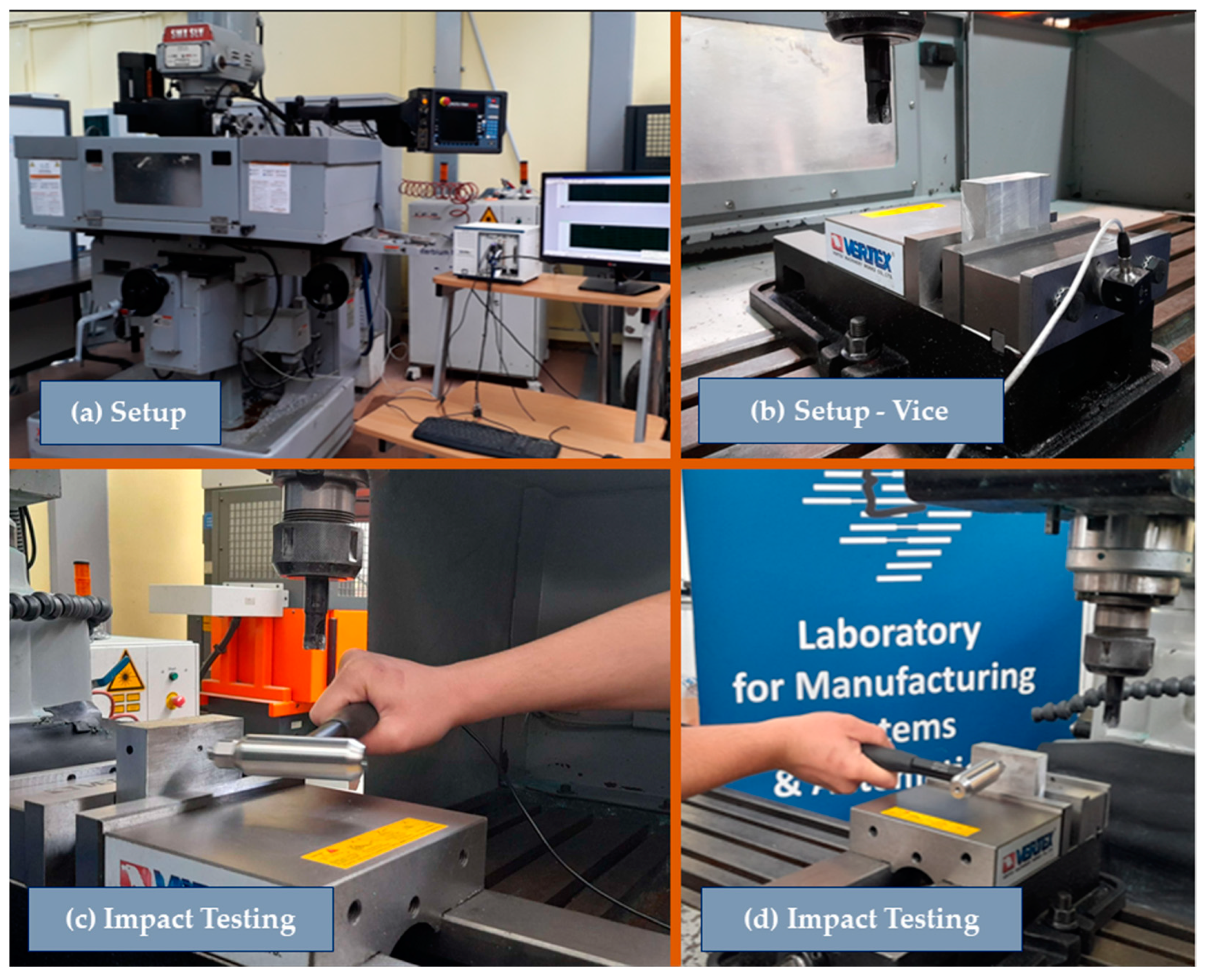
- The experimental modal analysis with the impact hammer testing validated the simulation results;
- The use of advanced signal processing algorithms can mitigate the effect of lower data quality due to reduced sensor cost by comparing the results generated by the approach of this paper to the results of [7]. As such, it can enable the generation of a high-performance chatter-detection system, without the cost penalty of existing solutions;
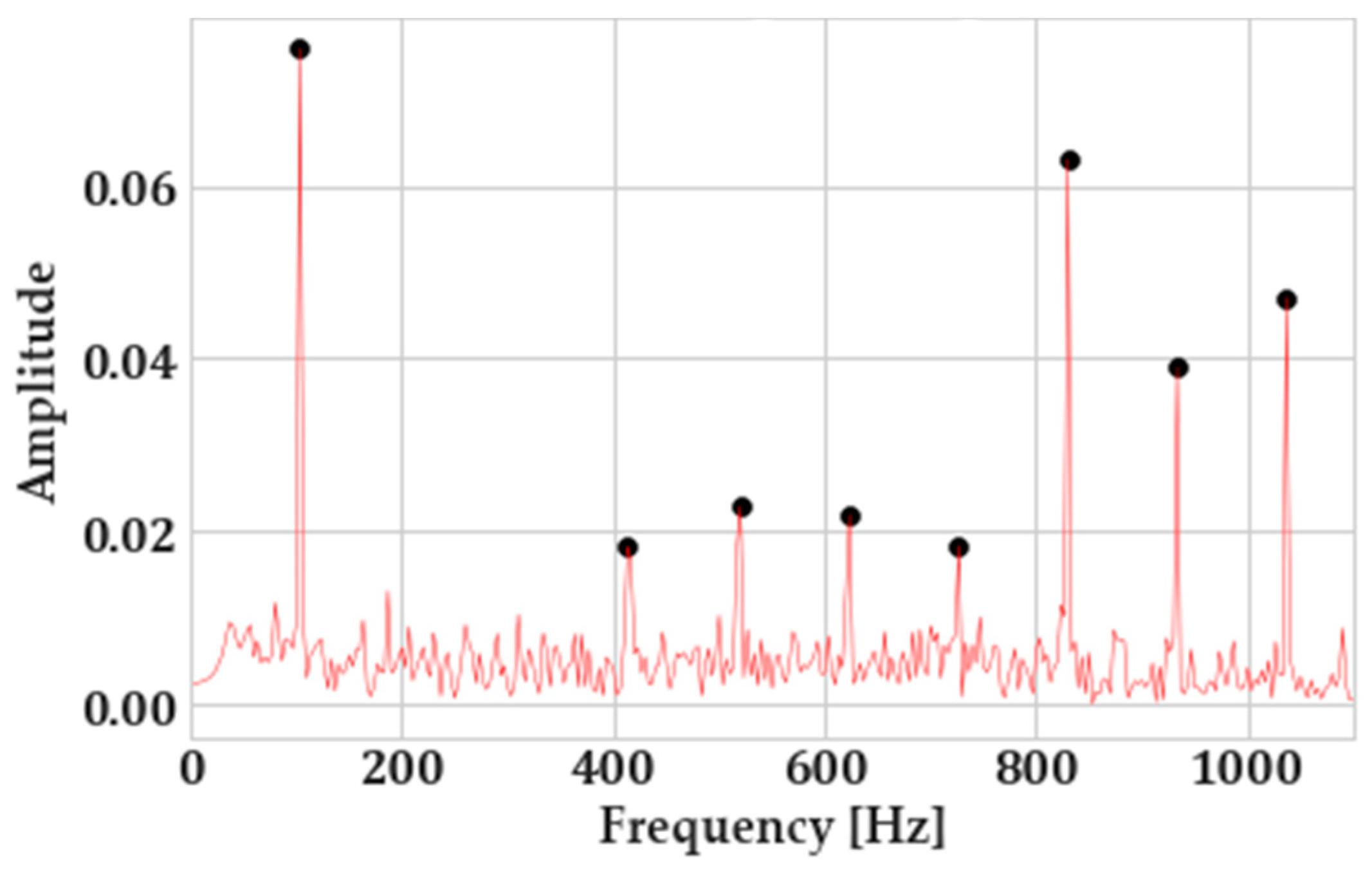
- The use of peak picking on the vibration signal FFTs can solve the initialization and hyperparameter selection problem for VMD, leading to an adaptive and robust decomposition of the signal.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mourtzis, D. Machine Tool 4.0 in the Era of Digital Manufacturing. In Proceedings of the 32nd European Modeling & Simulation Symposium (EMSS 2020), Online, 16–18 September 2020; pp. 416–429. [Google Scholar] [CrossRef]
- Liu, C.; Xu, C. Cyber-physical Machine Tool—The Era of Machine Tool 4.0. Procedia CIRP 2017, 63, 70–75. [Google Scholar] [CrossRef]
- Stavropoulos, P. Digitization of Manufacturing Processes: From Sensing to Twining. Technologies 2022, 10, 98. [Google Scholar] [CrossRef]
- Möhring, H.-C.; Wiederkehr, P.; Erkorkmaz, K.; Kakinuma, Y. Self-optimizing machining systems. CIRP Ann. 2020, 69, 740–763. [Google Scholar] [CrossRef]
- Munoa, J.; Beudaert, X.; Dombovari, Z.; Altintas, Y.; Budak, E.; Brecher, C.; Stepan, G. Chatter suppression techniques in metal cutting. CIRP Ann. 2016, 65, 785–808. [Google Scholar] [CrossRef]
- Teti, T.; Mourtzis, D.; D’Addona, D.M.; Caggiano, A. Process monitoring of machining. CIRP Ann. 2022, 71, 529–552. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Manitaras, D.; Papaioannou, C.; Souflas, T.; Bikas, H. Development of a Sensor Integrated Machining Vice Towards a Non-invasive Milling Monitoring System. In Flexible Automation and Intelligent Manufacturing: The Human-Data-Technology Nexus. FAIM 2022; Kim, K.Y., Monplaisir, L., Rickli, J., Eds.; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2023; pp. 29–37. [Google Scholar] [CrossRef]
- Bleicher, F.; Schörghofer, P.; Habersohn, C. In-process control with a sensory tool holder to avoid chatter. J. Mach. Eng. 2018, 18, 16–27. [Google Scholar] [CrossRef]
- Xie, Z.; Lu, Y.; Chen, X. A multi-sensor integrated smart tool holder for cutting process monitoring. Int. J. Adv. Manuf. Technol. 2020, 100, 853–864. [Google Scholar] [CrossRef]
- Rizal, M.; Ghani, J.A.; Nuawi, M.Z.; Che-Haron, C.H. Development and testing of an integrated rotating dynamometer on tool holder for milling process. Mech. Syst. Signal Process 2015, 52–53, 559–576. [Google Scholar] [CrossRef]
- Matsuda, R.; Shindou, M.; Hirogaki, T.; Aoyama, E. Monitoring of Rotational Vibration in Tap and Endmill Processes with a Wireless Multifunctional Tool Holder System. Int. J. Autom. Technol. 2018, 12, 876–882. [Google Scholar] [CrossRef]
- Zhou, C.; Guo, K.; Sun, J. An integrated wireless vibration sensing tool holder for milling tool condition monitoring with singularity analysis. Measurement 2021, 174, 109038. [Google Scholar] [CrossRef]
- Promicron Spike. Available online: https://www.pro-micron.de/spike/?lang=en (accessed on 16 November 2022).
- Schunk iTENDO. Available online: https://schunk.com/hu/en/tools/toolholder-quickfinder/itendo2/c/PGR_6468 (accessed on 16 November 2022).
- Totis, G.; Wirtz, G.; Sortino, M.; Veselovac, D.; Kuljanic, E.; Klocke, F. Development of a dynamometer for measuring individual cutting edge forces in face milling. Mech. Syst. Signal Process. 2010, 24, 1844–1857. [Google Scholar] [CrossRef]
- Luo, M.; Luo, H.; Axinte, D.; Liu, D.; Mei, J.; Liao, Z. A wireless instrumented milling cutter system with embedded PVDF sensors. Mech. Syst. Signal Process. 2018, 110, 556–568. [Google Scholar] [CrossRef]
- Drossel, W.-G.; Gebhardt, S.; Bucht, A.; Kranz, B.; Schneider, J.; Ettrichrätz, M. Performance of a new piezoceramic thick film sensor for measurement and control of cutting forces during milling. CIRP Ann. 2018, 67, 45–48. [Google Scholar] [CrossRef]
- Cen, L.; Melkote, S.N.; Castle, J.; Appelman, H. A Wireless Force-Sensing and Model-Based Approach for Enhancement of Machining Accuracy in Robotic Milling. IEEE ASME Trans. Mechatron. 2016, 21, 2227–2235. [Google Scholar] [CrossRef]
- Campidelli, A.F.V.; Lima, H.V.; Abrão, A.M.; Maia, A.A.T. Development of a wireless system for milling temperature monitoring. Int. J. Adv. Manuf. Technol. 2019, 104, 1551–1560. [Google Scholar] [CrossRef]
- Ostasevicius, V.; Karpavicius, P.; Jurenas, V.; Cepenas, M.; Cesnavicius, R.; Eidukynas, D. Development of universal wireless sensor node for tool condition monitoring in milling. Int. J. Adv. Manuf. Technol. 2020, 110, 1015–1025. [Google Scholar] [CrossRef]
- Liu, D.; Hu, Y.; Zhang, D.; Luo, H. Milling force monitoring with thin-film sensors integrated into fixtures. Int. J. Adv. Manuf. Technol. 2019, 103, 1519–1527. [Google Scholar] [CrossRef]
- Rezvani, S.; Kim, C.-J.; Park, S.S.; Lee, J. Simultaneous Clamping and Cutting Force Measurements with Built-In Sensors. Sensors 2020, 20, 3736. [Google Scholar] [CrossRef]
- Denkena, B.; Dahlmann, D.; Boujnah, H. Sensory Workpieces for Process Monitoring—An Approach. Proc. Technol. 2016, 26, 129–135. [Google Scholar] [CrossRef]
- Brecher, C.; Eckel, H.-M.; Motschke, T.; Fey, M.; Epple, A. Estimation of the virtual workpiece quality by the use of a spindle-integrated process force measurement. CIRP Ann. 2019, 68, 381–384. [Google Scholar] [CrossRef]
- Hoang, D.T.; Nguyen, N.-T.; Tran, Q.D.; Van Nguyen, T. Cutting Forces and Surface Roughness in Face-Milling of SKD61 Hard Steel. J. Mech. Eng. 2019, 65, 375–385. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Souflas, T. Indirect online tool wear monitoring and model-based identification of process-related signal. Adv. Mech. Eng. 2020, 12, 1687814020919209. [Google Scholar] [CrossRef]
- Dragomiretskiy, K.; Zosso, D. Variational Mode Decomposition. IEEE Trans. Signal Process. 2014, 62, 531–544. [Google Scholar] [CrossRef]
- Gavas, R.; Jaiswal, D.; Chatterjee, D. Multivariate Variational Mode Decomposition based approach for Blink Removal from EEG Signal. In Proceedings of the 2020 IEEE International Conference on Pervasive Computing and Communications Workshops (PerCom Workshops), Austin, TX, USA, 23–27 March 2020; pp. 1–6. [Google Scholar] [CrossRef]
- Peng, D.; Li, H.; Ou, J.; Wang, Z. Milling chatter identification by optimized variational mode decomposition and fuzzy entropy. Int. J. Adv. Manuf. Technol. 2022, 121, 6111–6124. [Google Scholar] [CrossRef]
- Liu, X.; Wang, Z.; Li, M.; Yue, C.; Liang, S.Y.; Wang, L. Feature extraction of milling chatter based on optimized variational mode decomposition and multi-scale permutation entropy. Int. J. Adv. Manuf. Technol. 2021, 114, 2849–2862. [Google Scholar] [CrossRef]
- Wang, R.; Niu, J.; Sun, Y. Chatter identification in thin-wall milling using an adaptive variational mode decomposition method combined with the decision tree model. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2022, 236, 51–63. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Souflas, T.; Papaioannou, C.; Bikas, H.; Mourtzis, D. An adaptive, artificial intelligence-based chatter detection method for milling operations. Int. J. Adv. Manuf. Technol. 2022. [Google Scholar] [CrossRef]
- Souflas, A. Generation of Manufacturing Process Knowledge for Process Optimization: A Case Study on Milling. Diploma Thesis, University of Patras, Patras, Greece, 2021. [Google Scholar]
- Senoner, J.; Netland, T.; Feuerriegel, S. Using explainable artificial intelligence to improve process quality: Evidence from semiconductor manufacturing. Manag. Sci. 2021, 68, 5704–5723. [Google Scholar] [CrossRef]
- Pedregosa, F.; Varoquaux, G.; Gramfort, A.; Michel, V.; Thirion, B.; Grisel, O.; Blondel, M.; Prettenhofer, P.; Weiss, R.; Dubourg, V.; et al. Scikit-learn: Machine Learning in Python. J. Mac. Learn. Res. 2011, 12, 2825–2830. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification | Value |
|---|---|
| Acceleration range (g) | ±25 |
| Acceleration limit (g) | 100 |
| Sensitivity, ±2…5% (mV/g) | 80 |
| Frequency response (kHz) | 0 … 10 |
| Amplitude non-linearity (%FS) | ±0.5 … 1.5 |
| Sensing element | Seismic mass |
| Mounting | 3.2 mm diameter holes |
| Case material | Stainless steel casing and cable gland A4/AISI316 grade |
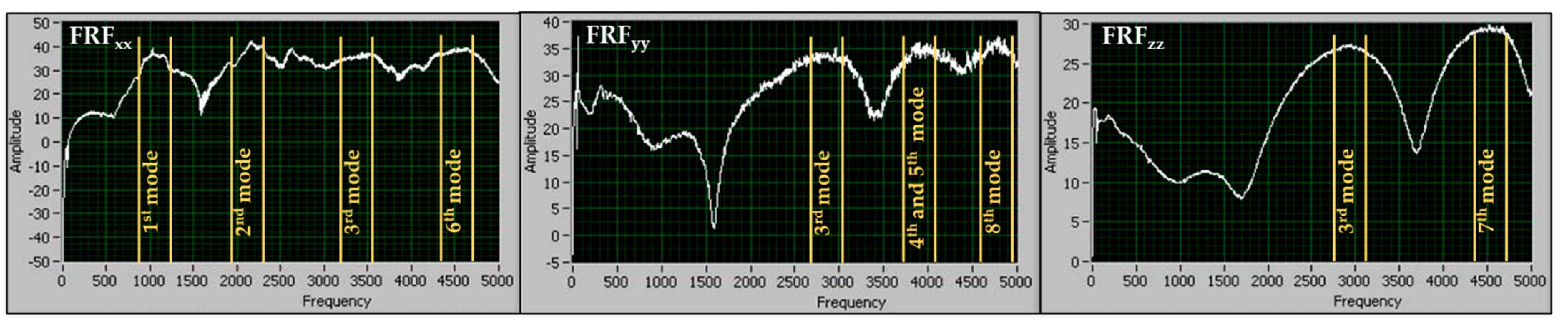
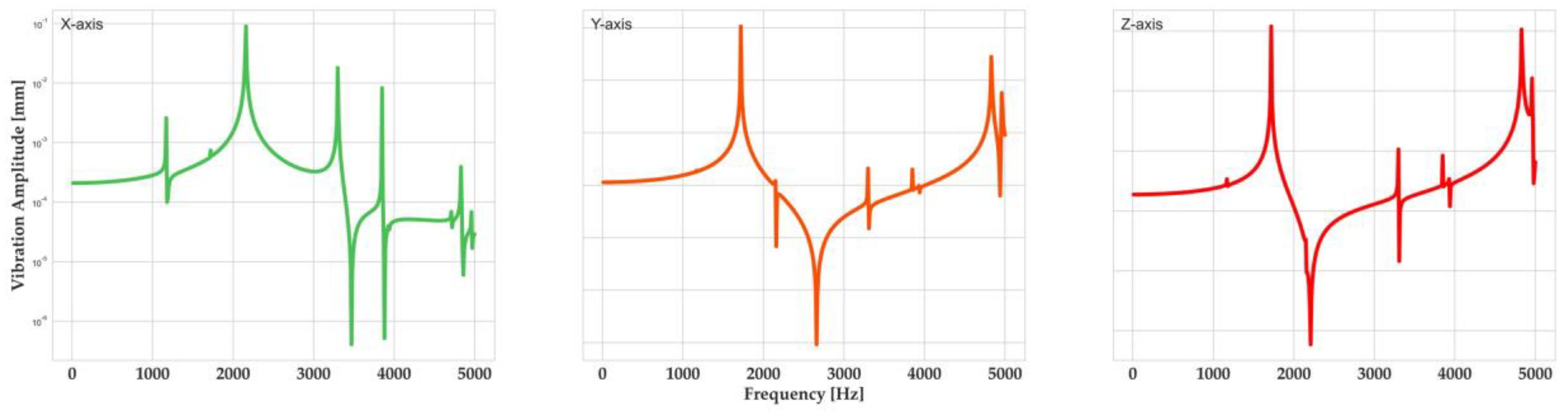
| Mode # | Frequency (Hz) | Effective Mass Ratio (%) | ||
|---|---|---|---|---|
| X-Axis | Y-Axis | Z-Axis | ||
| 1 | 1171 | 34.76 | 0.00 | 0.00 |
| 2 | 2157 | 59.18 | 96.94 | 0.00 |
| 3 | 3301 | 2.48 | 0.00 | 0.00 |
| 4 | 3850 | 0.17 | 0.00 | 0.00 |
| 5 | 3937 | 0.00 | 0.00 | 0.76 |
| 6 | 4714 | 0.05 | 0.00 | 0.00 |
| 7 | 4832 | 0.00 | 0.08 | 2.94 |
| 8 | 4962 | 0.00 | 0.01 | 0.34 |
| Specification | Value |
|---|---|
| Force range (N) | 0 … 5000 |
| Maximum force (N) | 12,500 |
| Sensitivity (mV/N) | 1 |
| Resonant frequency (kHz) | 27 |
| Time constant (s) | 500 |
| Rigidity (Ν/μm) | 800 |
| Head diameter (mm) | 23.11 |
| Head weight (kg) | 0.25 |
| Specification | Value |
|---|---|
| Acceleration range (g) | ±10 |
| Acceleration limit (g) | ±16 |
| Sensitivity, ±5% (mV/g) | 500 |
| Resonant frequency (kHz) | 30 |
| Frequency response, ±5% (kHz) | 0.5 … 6000 |
| Amplitude non-linearity (%FSO) | ±1 |
| Time constant (s) | 1 |
| Sensing element | Ceramic shear |
| Specification | Value |
|---|---|
| Cutting diameter (mm) | 16 |
| Depth of cut maximum (mm) | 10 |
| Cutting edge angle (o) | 90 |
| Helix angle (o) | 0 |
| Radial rake angle (o) | −10.596 |
| Cutting edge number | 2 |
| Insert corner radius (mm) | 0.4 |
| Insert material | Tungsten carbide |
| Specification | Value (Aluminum) | Value (Steel) |
|---|---|---|
| Spindle speed (RPM) | 1200–3600 | 2220–3380 |
| Cutting speed (m/min) | 60–180 | 110–170 |
| Radial depth of cut (mm) | 8 | 16 |
| Axial depth of cut (mm) | 0.5–4.5 | 0.5–5 |
| Feed per tooth (mm) | 0.06–0.42 | 0.07–0.14 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stavropoulos, P.; Souflas, T.; Manitaras, D.; Papaioannou, C.; Bikas, H. Optimization of Milling Processes: Chatter Detection via a Sensor-Integrated Vice. Machines 2023, 11, 52. https://doi.org/10.3390/machines11010052
Stavropoulos P, Souflas T, Manitaras D, Papaioannou C, Bikas H. Optimization of Milling Processes: Chatter Detection via a Sensor-Integrated Vice. Machines. 2023; 11(1):52. https://doi.org/10.3390/machines11010052
Chicago/Turabian StyleStavropoulos, Panagiotis, Thanassis Souflas, Dimitris Manitaras, Christos Papaioannou, and Harry Bikas. 2023. "Optimization of Milling Processes: Chatter Detection via a Sensor-Integrated Vice" Machines 11, no. 1: 52. https://doi.org/10.3390/machines11010052
APA StyleStavropoulos, P., Souflas, T., Manitaras, D., Papaioannou, C., & Bikas, H. (2023). Optimization of Milling Processes: Chatter Detection via a Sensor-Integrated Vice. Machines, 11(1), 52. https://doi.org/10.3390/machines11010052