
Design of a Spiral Double-Cutting Machine for an Automotive Bowden Cable Assembly Line


 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Methods
2.1. Selected Methodology
- 1—Identification of the problem—Analysis of the current machine, description of limitations and improvement points;
- 2—Objective definition—Establishment of the objectives and requirements to attain the desired result;
- 3—Design and development—Choice of the news concepts to implement, based on the requirements;
- 4—Solution demonstration—Implementation of the concepts defined in the previous stage;
- 5—Solution evaluation—Performance analysis of the solution and verification against the initial objectives/requirements;
- 6—Conclusions—Comparison between the initial and new solutions.
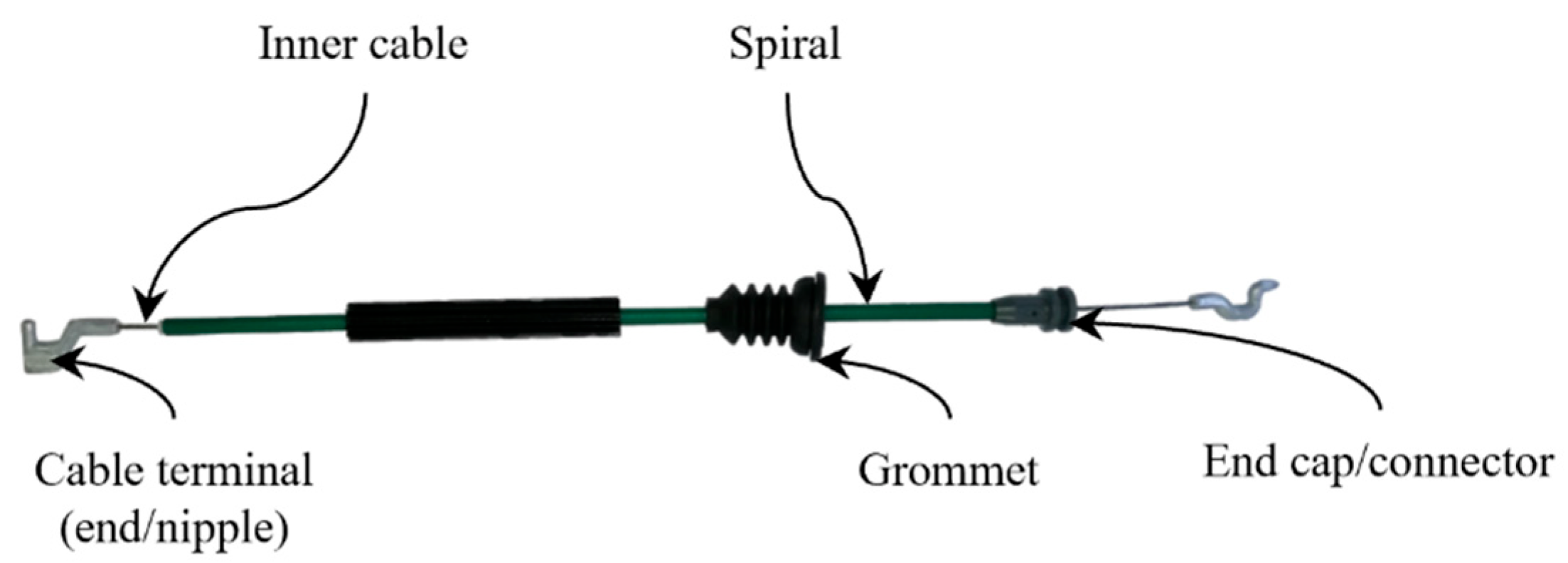
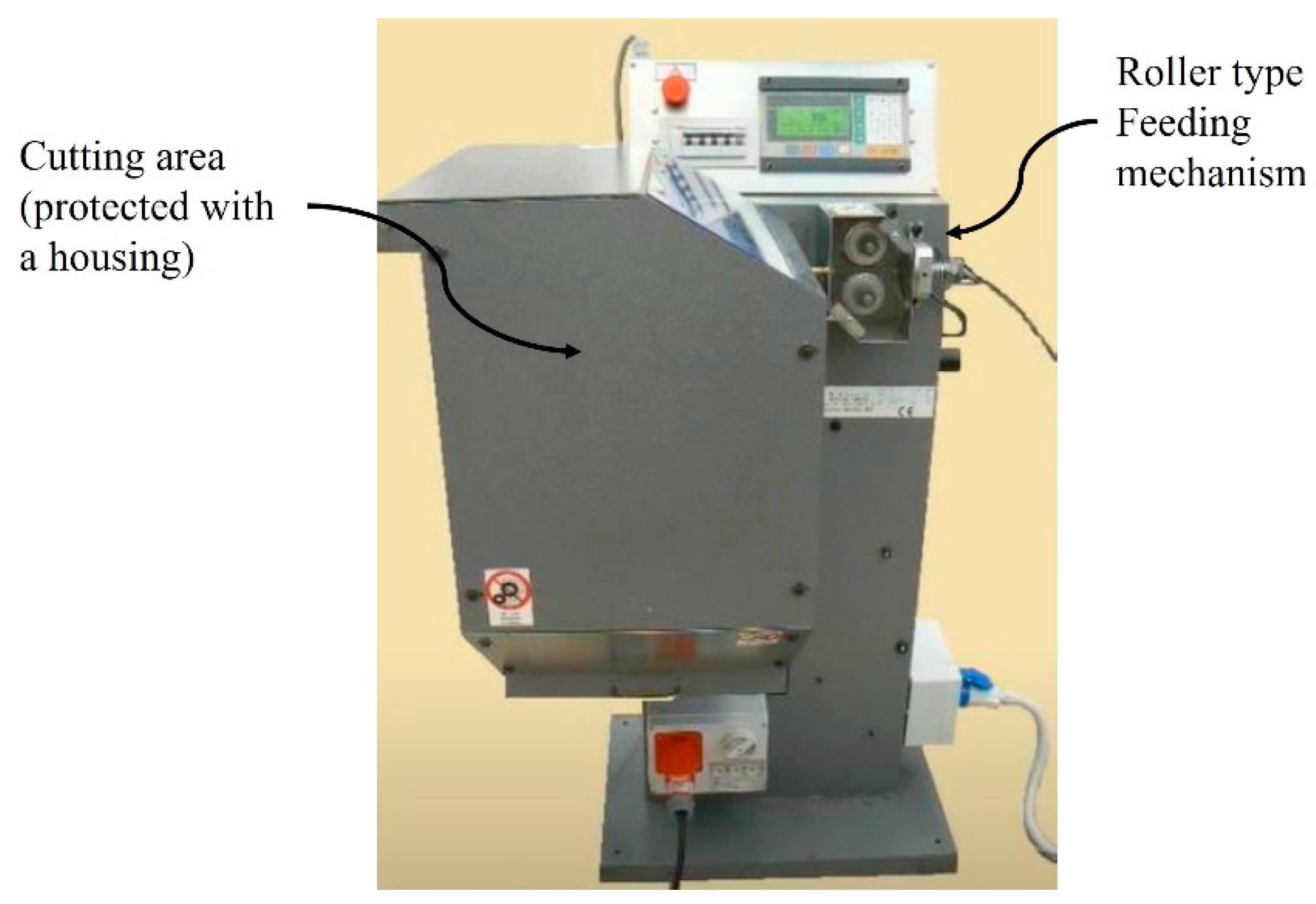
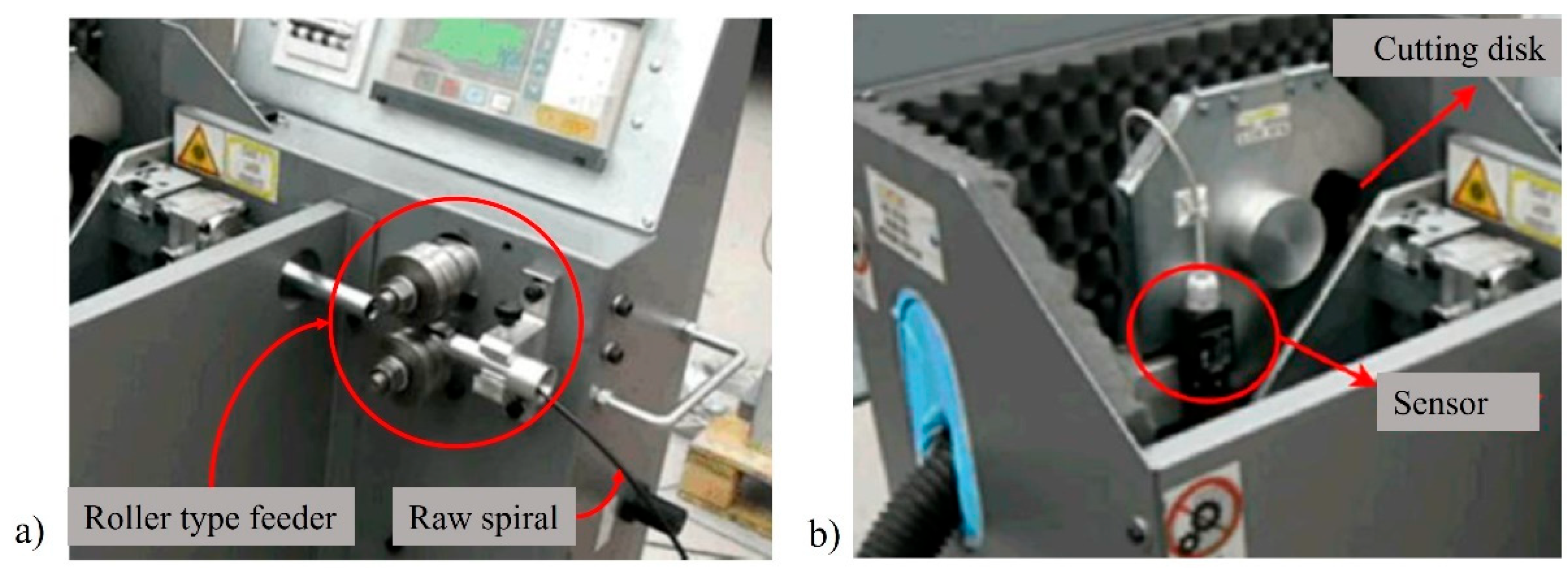
2.2. Control Cable and Initial Machine
- Spiral body-spring steel (medium-carbon, with 0.5–1% C, and main alloy elements 0.15–0.35% Si, 0.6–0.9% Mn, 0.4% Cr, 0.1% Mo, and 0.4% Ni), providing a high yield limit to assure flexibility in the elastic regime. The spiral was heat treated to provide an elastic limit of 650 MPa and tensile strength of 900 MPa.
- Outer coating-used for spiral outer protection and composed of polypropylene applied in the spiral body by wire-coating extrusion, after the spiral reaches room temperature. This polymer is a thermoplastic obtained by chain-growth polymerization from the monomer propylene, with good heat and chemical resistance. The Young’s modulus between 1.3 and 1.8 GPa provides the required flexibility without breaking.
- Inner tube-inserted inside the spiral to guide the inner cable during operation with low resistance to motion, made of PA66 (polyamide 66) to provide excellent abrasion resistance and low frictional properties, while retaining acceptable strength and toughness and being resistant to oils, greases, and fuels. The approximate Young’s modulus of 3.5 GPa ensures the desired flexibility for this application.
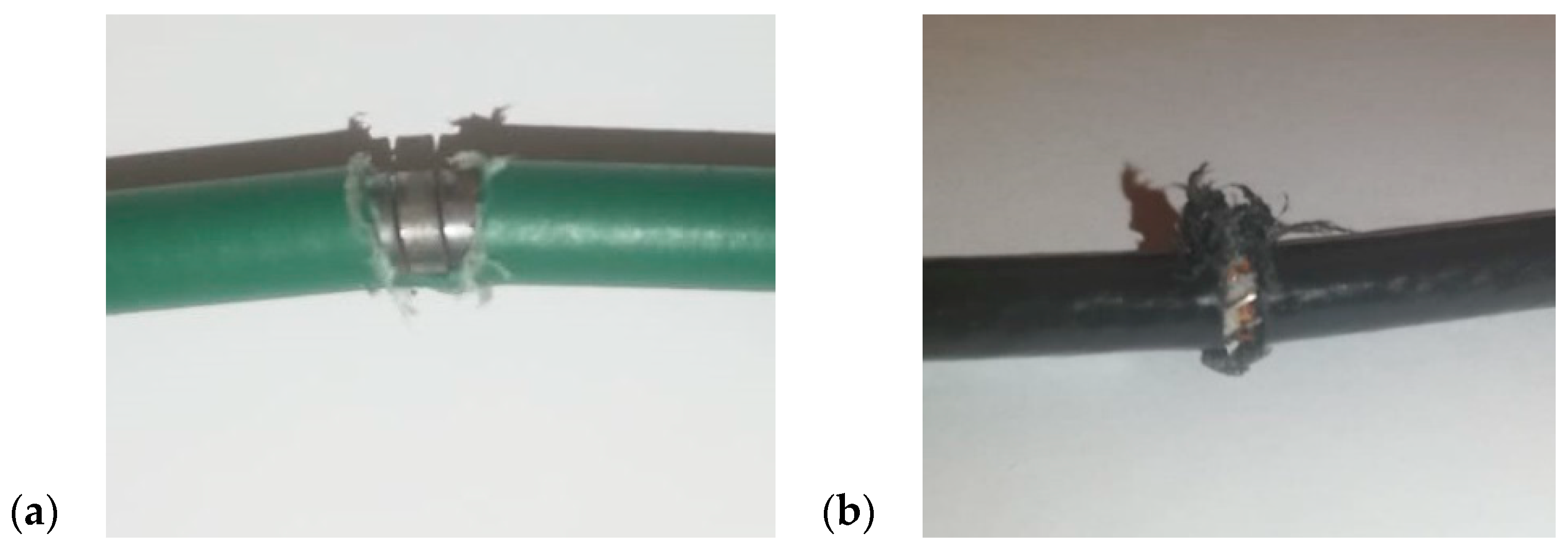
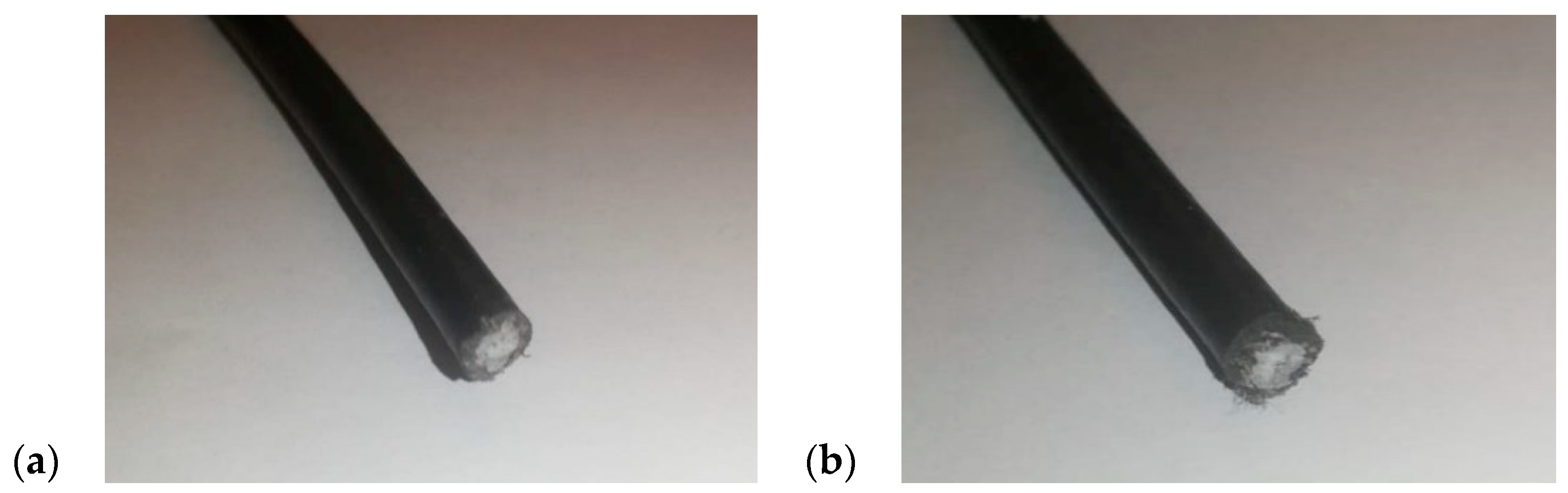
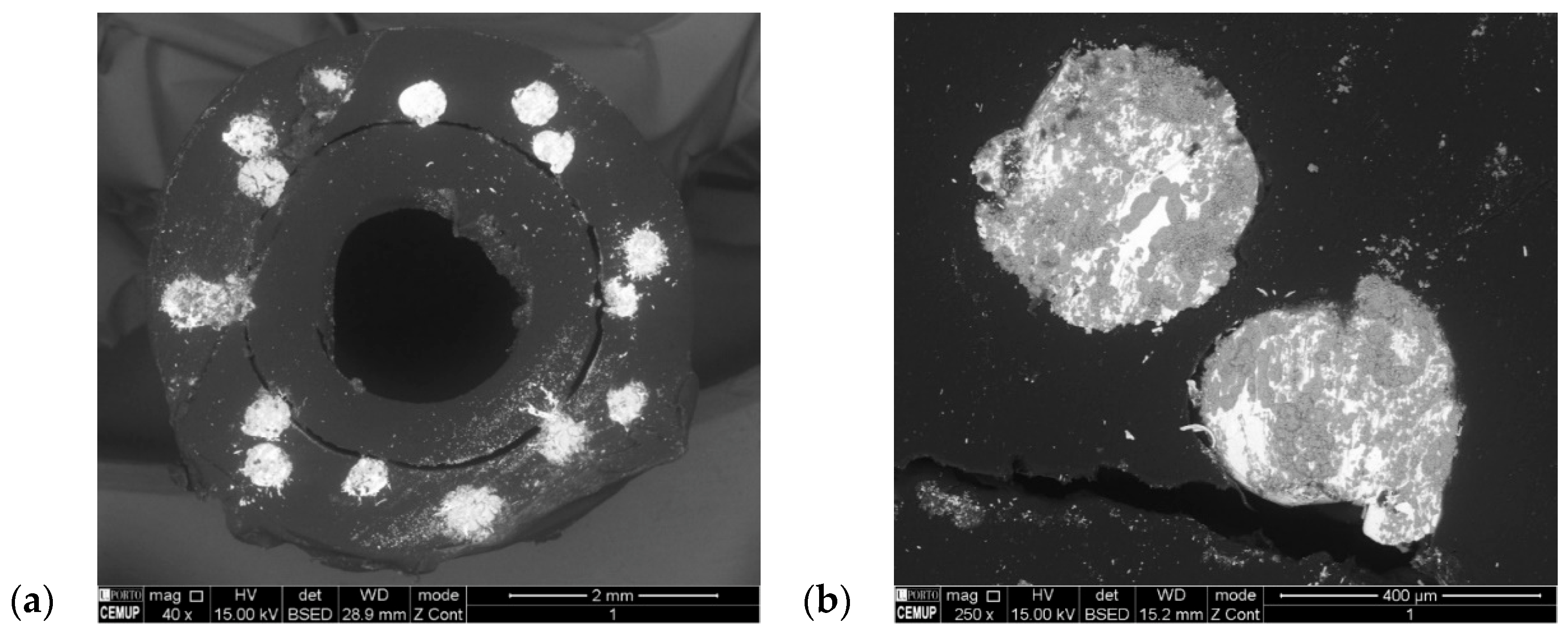
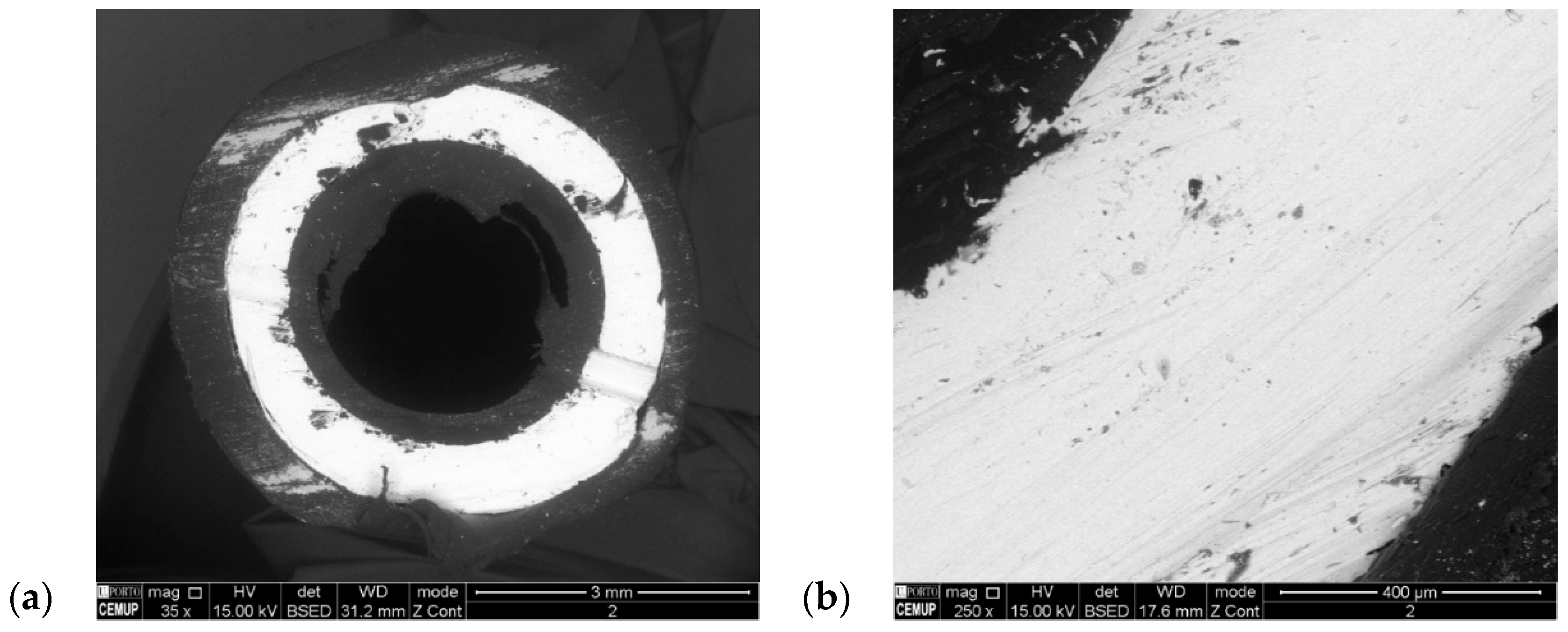
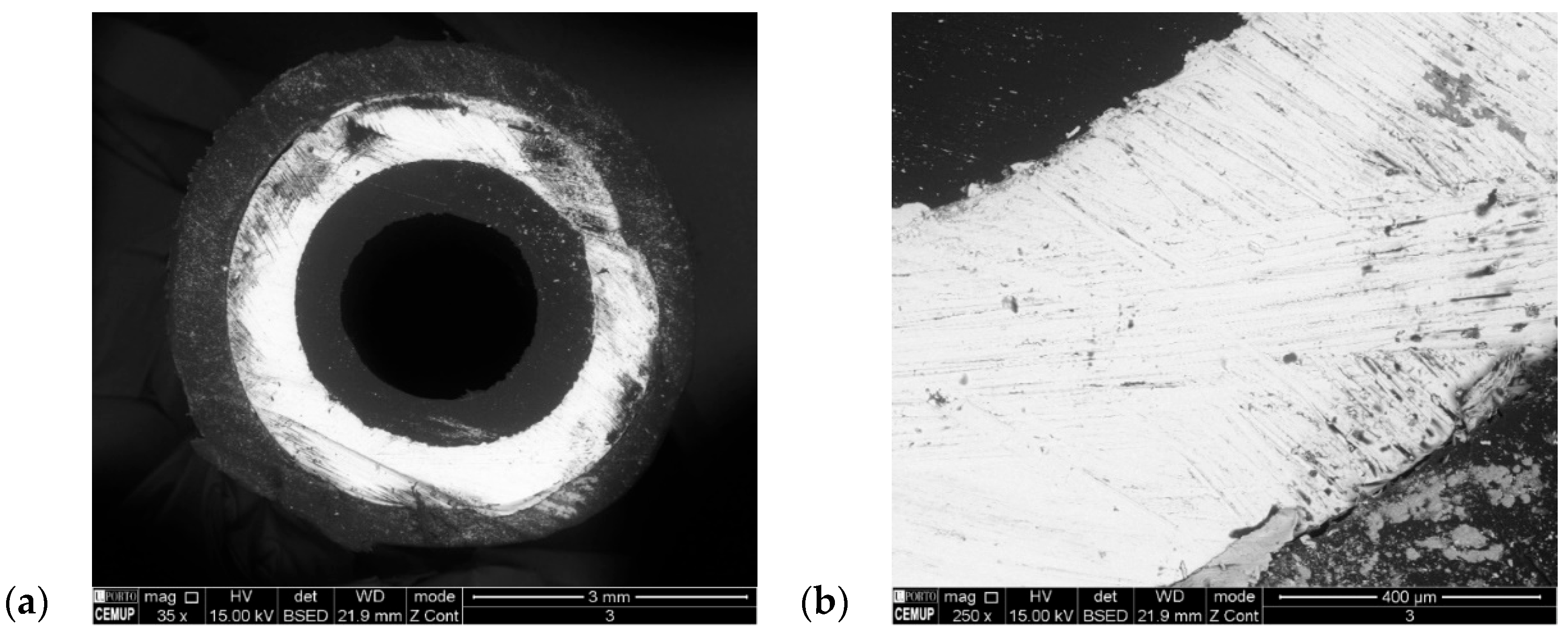
2.3. Problem Characterization
2.4. Objectives and Requirements
- Automatic spiral feeding system. The raw spiral is wound on a spool; hence being part of the process.
- Cut two spirals simultaneously.
- Automatic or semi-automatic (at minimum) cut to length system. The length ranges from 200 mm to 600 mm. The machine should enable to set the length first and then cut all the batches to length.
- Cutting quality must be guaranteed to facilitate the cleaning process and guarantee the quality of the final product. Thus, the machine must be able to make a clean cut both on the spiral and on the components attached to it, such as the casing or the inner tube.
- Clean and deburr the spirals. The sleeve should come out of the machine ready for use, i.e., it must be ready for a steel cable to be passed inside it, so that it can receive terminals if necessary. For this, it must not have burrs, obstructions in the hole, or damage to the casing.
- Provide a cost-effective solution, which is highly relevant in the competitive automotive components industry, leading to a reduced return-on-investment for currently operating machines.
3. Results
3.1. Pre-Design
3.1.1. Laser Cutting
3.1.2. Waterjet Cutting
3.1.3. Diamond Disk Cutting
3.1.4. Abrasive Disk Cutting with Cooling
3.1.5. Selection of the Best Idea
- Cutting quality: includes coating degradation, cut section geometry, and possibility of debris accumulated in the spiral, leading to subsequent cleaning operations and increased cost/time.
- Cutting time: shorter cutting times increase productivity.
- Process know-how: from the company that requested this machine, to facilitate implementation and operation of the new idea in the company’s production lines.
- Cost: cost to fabricate and implement the cutting system.
- Heat generation: affects the cut quality and requires proper dissipation systems in the machine.
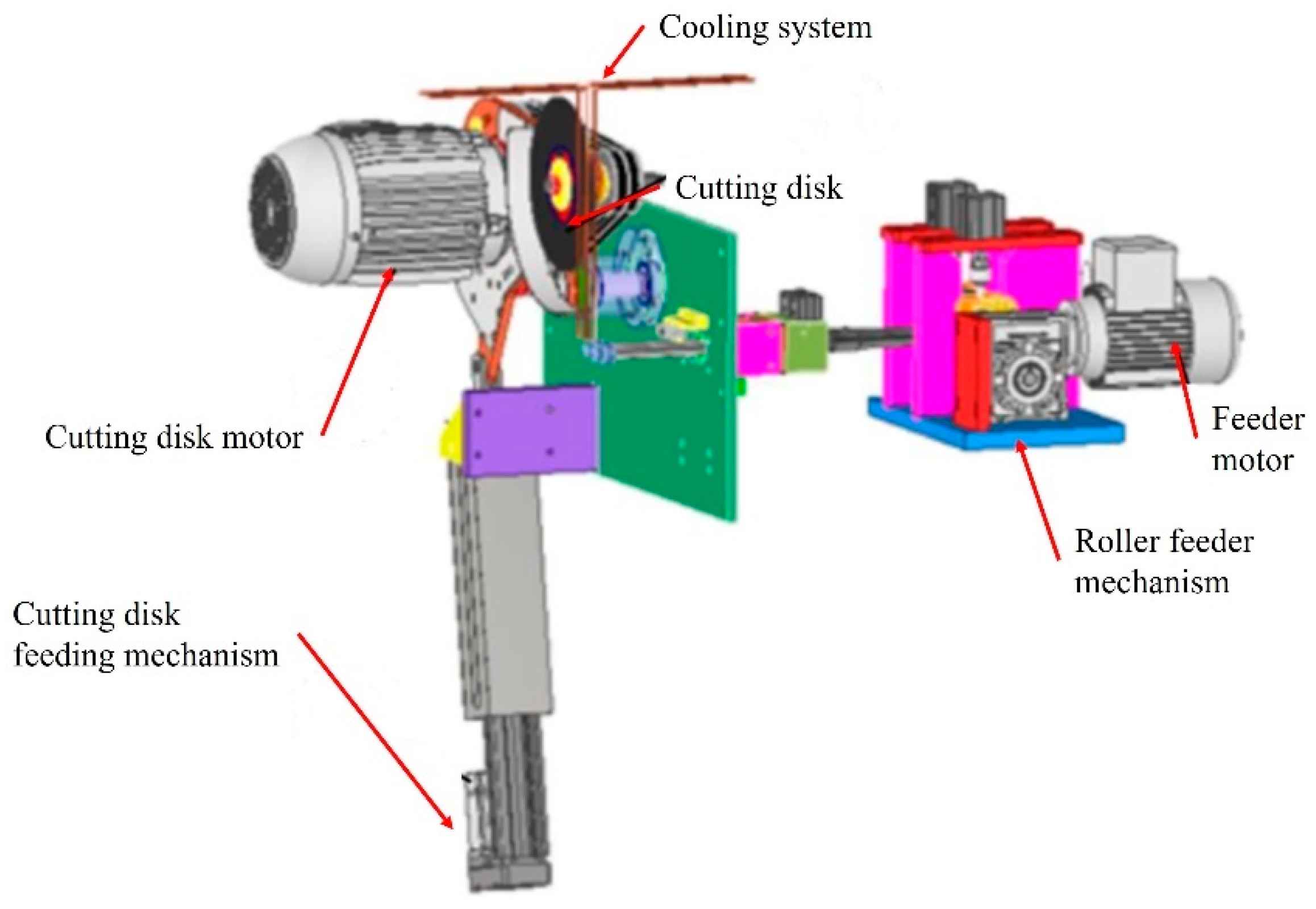
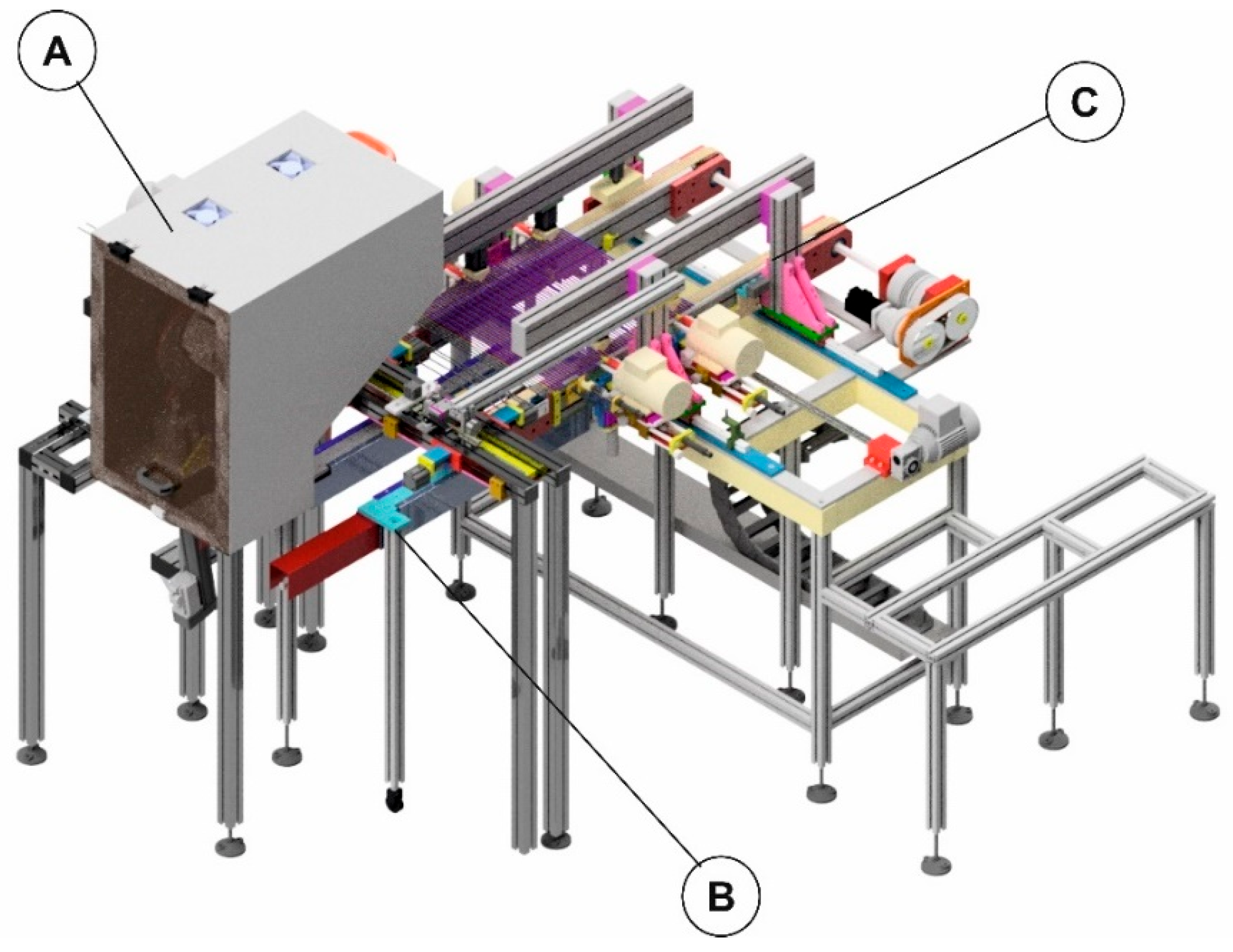
3.2. Final Solution
3.3. Design Process
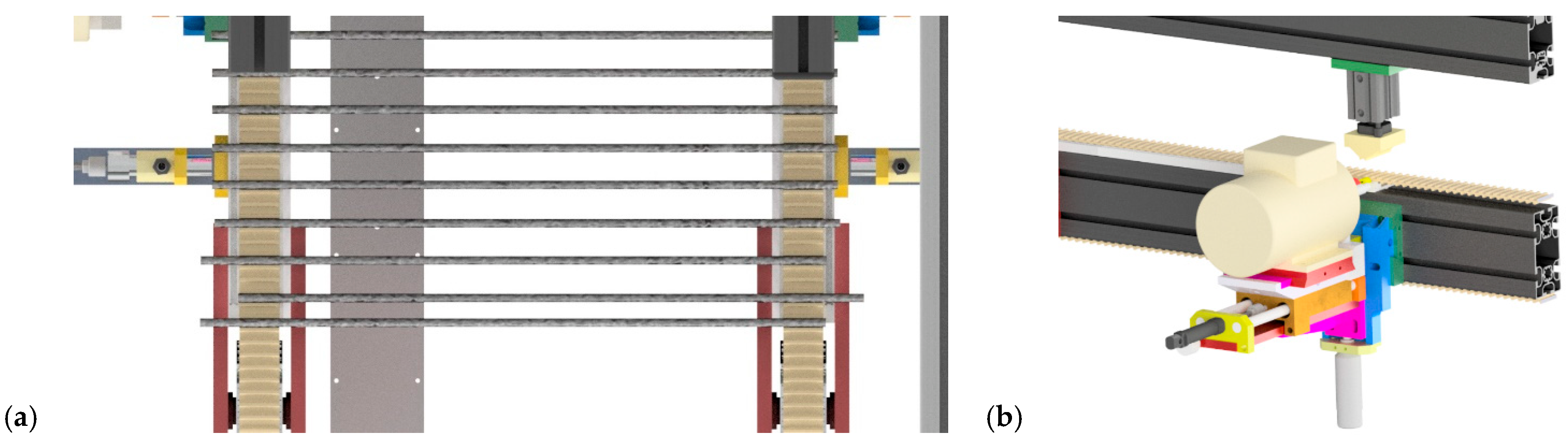
3.3.1. Cutting Mechanism
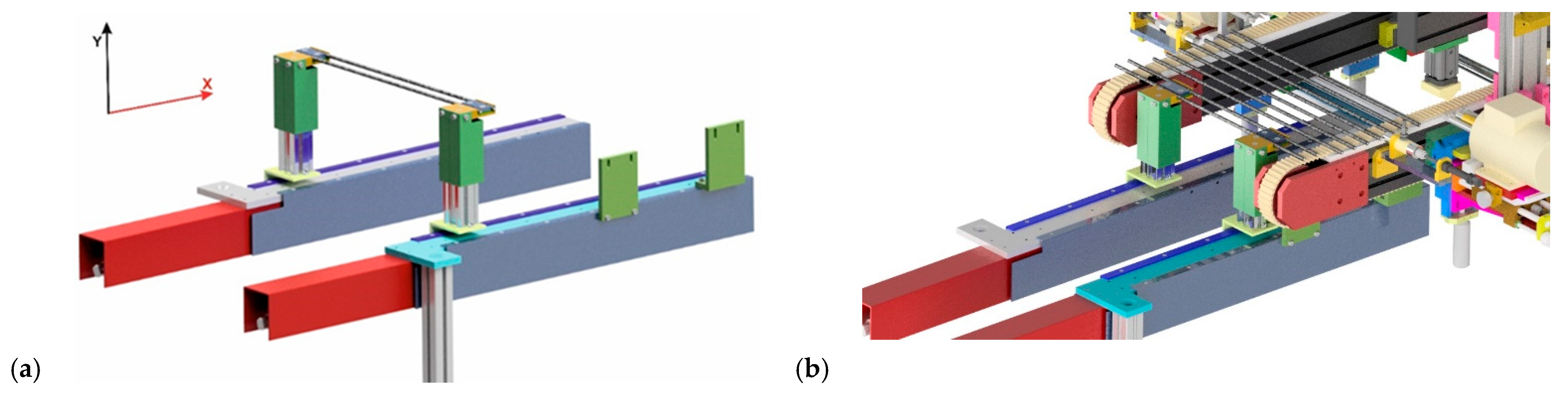
3.3.2. Manipulator
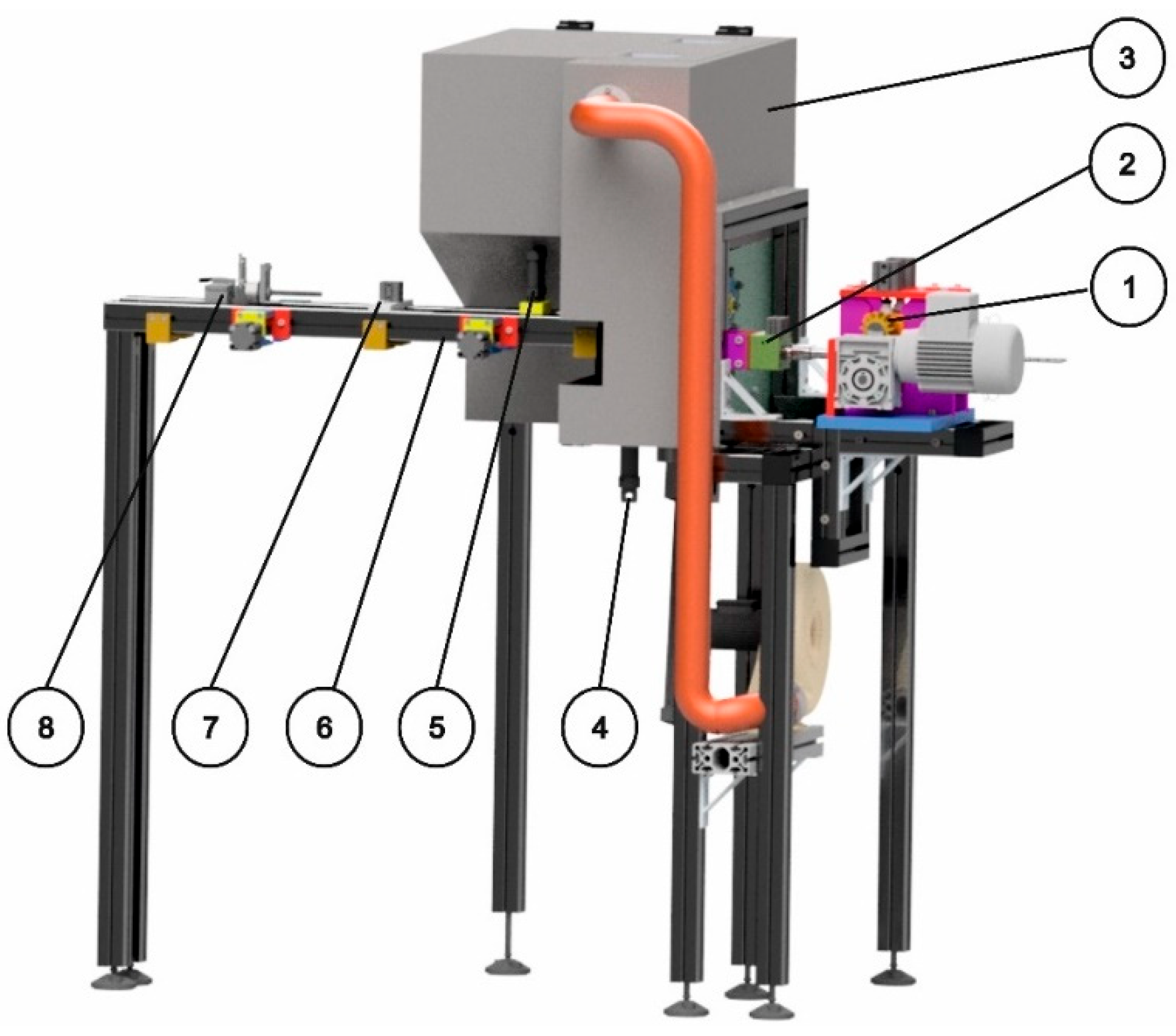
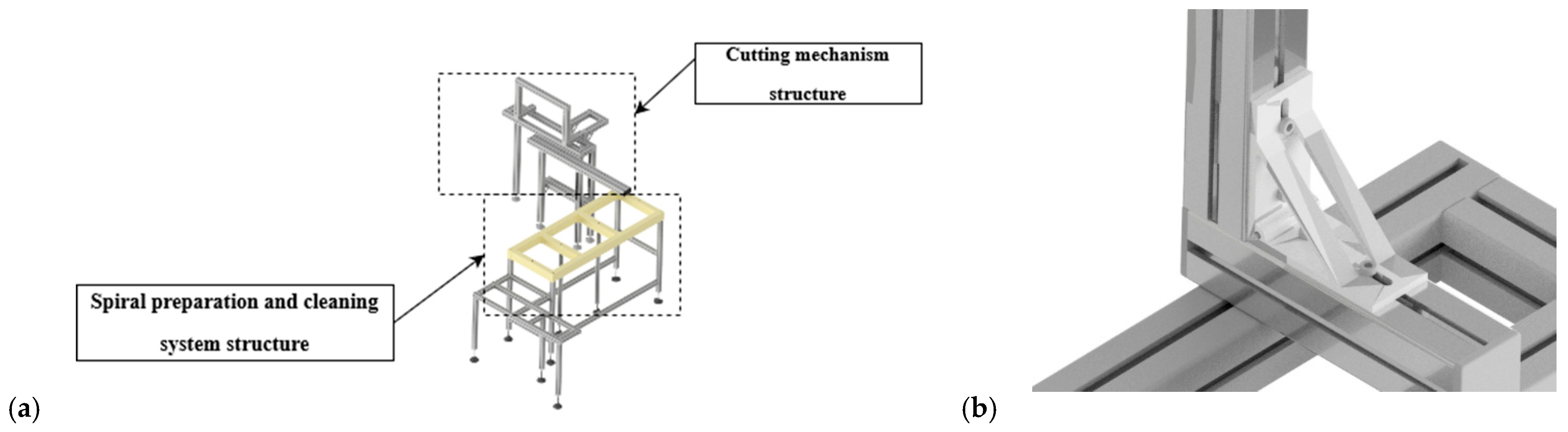
3.3.3. Spiral Preparation and Cleaning System
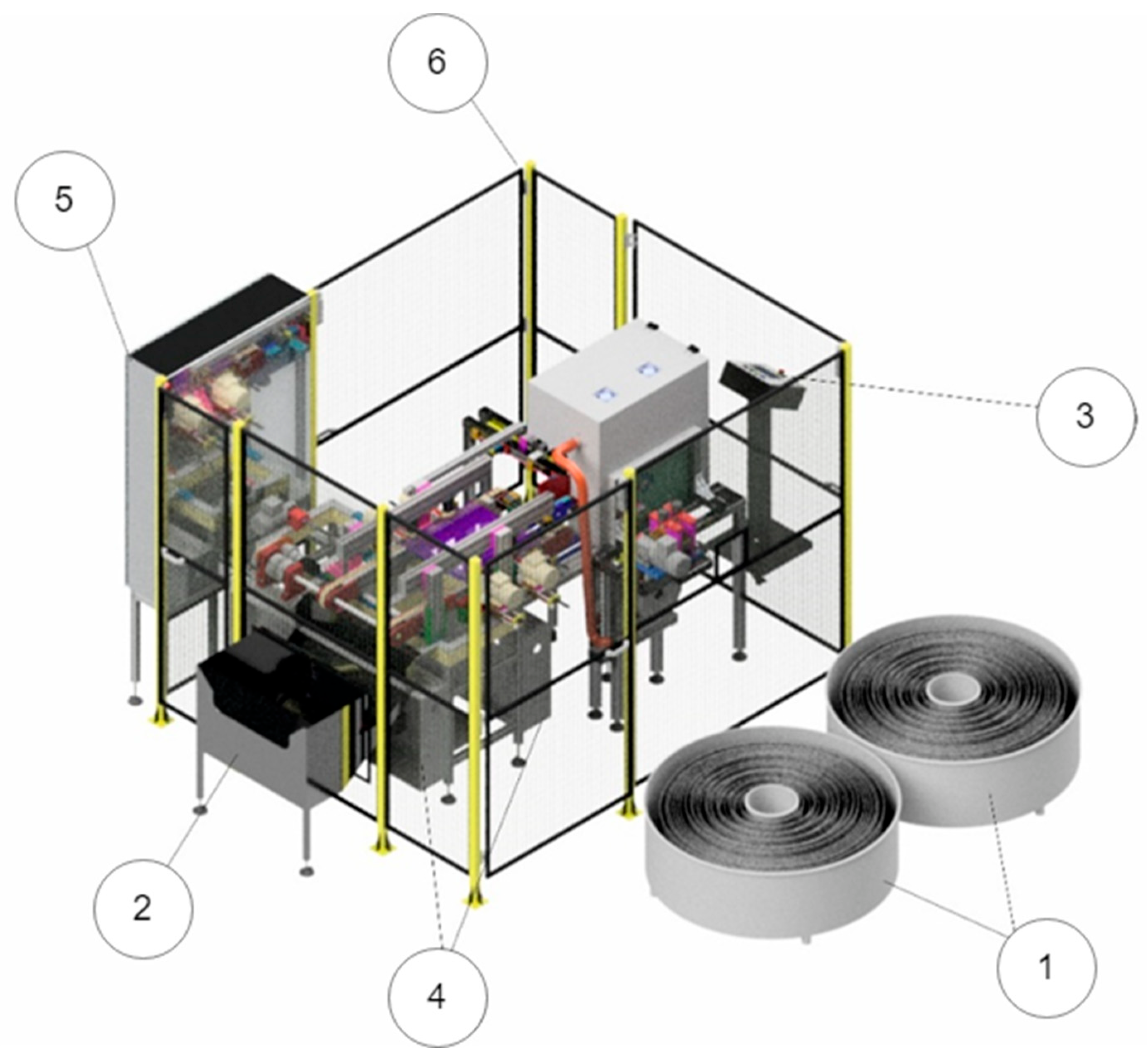
3.3.4. Machine Structure
3.3.5. Command System
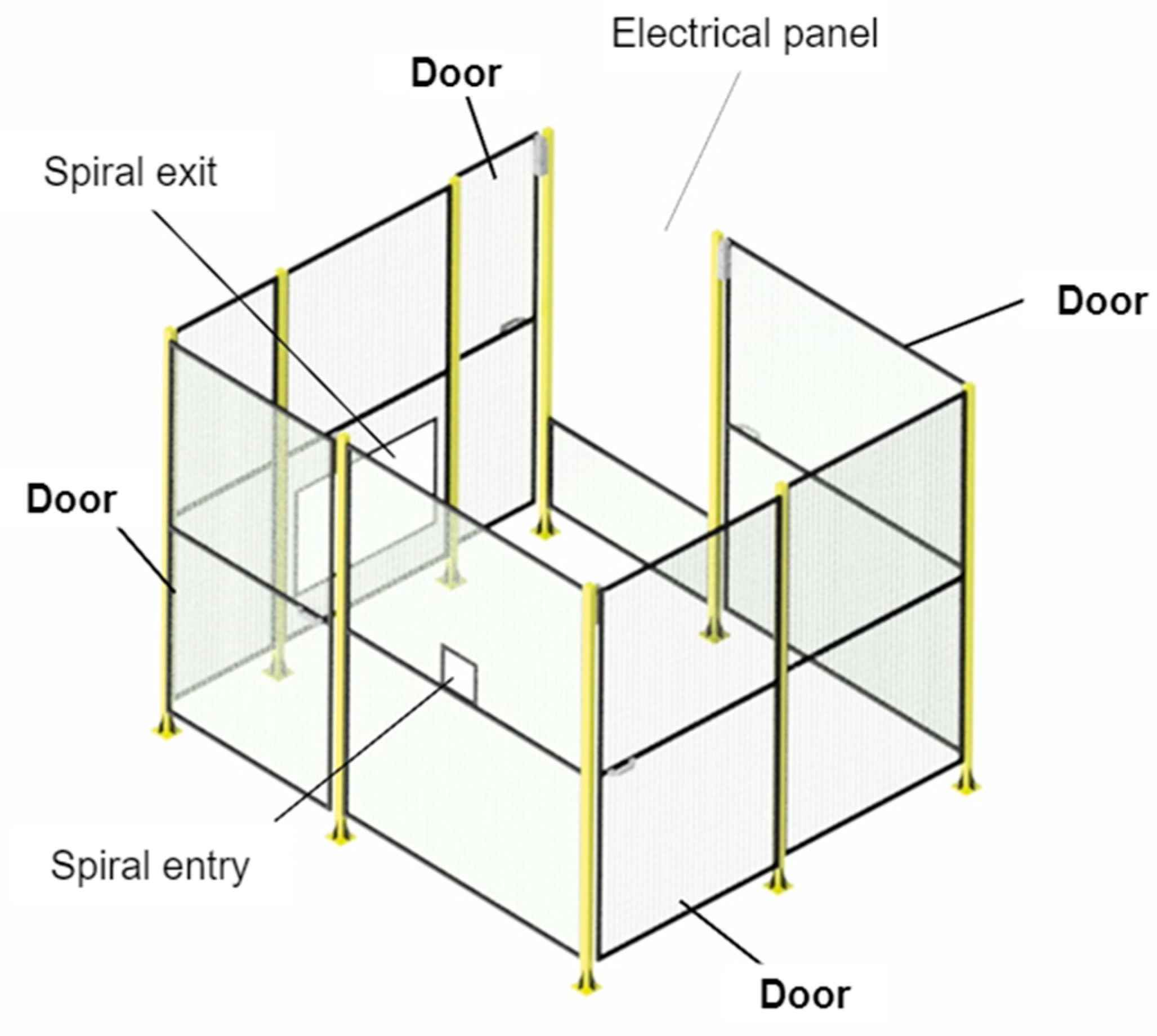
3.3.6. Safety
- The electrical panel must remain closed and prevent access to its interior while the machine is on.
- Components that show movement must not be moved while the machine is on.
- The machine must only be operated by users who are familiar with its operation.
- Safety components must not be removed.
- The functioning of safety components must be checked regularly.
- Maintenance actions must be performed with the machine turned off.
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Vaz, C.R.; Rauen, T.R.S.; Lezana, Á.G.R. Sustainability and Innovation in the Automotive Sector: A Structured Content Analysis. Sustainability 2017, 9, 880. [Google Scholar] [CrossRef]
- Chen, C.-T.; Lien, W.-Y.; Chen, C.-T.; Wu, Y.-C. Implementation of an Upper-Limb Exoskeleton Robot Driven by Pneumatic Muscle Actuators for Rehabilitation. Actuators 2020, 9, 106. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.d.; Campilho, R.D.S.G.; Pinto, A.G.; Ferreira, L.P.; Martins, N. Developing a novel fully automated concept to produce bowden cables for the automotive industry. Machines 2022, 10, 290. [Google Scholar] [CrossRef]
- Bowden, E.M. Mechanism for Transmitting Motion or Power. US Patent no. 609570, 23 August 1898. [Google Scholar]
- Grosu, S.; Rodriguez-Guerrero, C.; Grosu, V.; Vanderborght, B.; Lefeber, D. Evaluation and analysis of push-pull cable actuation system used for powered orthoses. Front. Robot. AI 2018, 5, 105. [Google Scholar] [CrossRef]
- Figueiredo, D.; Silva, F.J.G.; Campilho, R.D.S.G.; Silva, A.; Pimentel, C.; Matias, J.C.O. A new concept of automated manufacturing process for wire rope terminals. Procedia Manuf. 2020, 51, 431–437. [Google Scholar] [CrossRef]
- Vieira, A.L.N.; Campilho, R.D.S.G.; Silva, F.J.G.; Faria, N.M.S.; Ferreira, L.P. Design of a thermoplastic micro over injection machine for the automotive component industry. Procedia Manuf. 2021, 55, 56–63. [Google Scholar] [CrossRef]
- Chang, X.-D.; Peng, Y.-X.; Cheng, D.-Q.; Zhu, Z.-C.; Wang, D.-G.; Lu, H.; Tang, W.; Chen, G.-A. Influence of different corrosive environments on friction and wear characteristics of lubricated wire ropes in a multi-layer winding system. Eng. Fail. Anal. 2022, 131, 105901. [Google Scholar] [CrossRef]
- ISO 2408; 2017-Steel Wire Ropes—Requirements. International Standards Organization: Geneva, Switzerland, 2017.
- Oberg, E.; Jones, F.D.; Horton, H.L.; Ryffel, H.H. Machinery’s Handbook, 26th ed.; Industrial Press, INC: New York, NY, USA, 2000. [Google Scholar]
- GmbH, C.S. Carl Stahl TECNOCABLES Catalog, 7th ed.; Carl Stahl TECNOCABLES GmbH: Süßen, Germany; Available online: https://www.carlstahl-technocables.com/fileadmin/Resources/Public/Downloads/catalogue_cable_holder_and_suspension_systems.pdf (accessed on 1 August 2022).
- Naveen, A.M.; Vishwanatha, H.M. Pneumatic automation of the assembly of spherical bearing and pin header into the gearbox housing. Mater. Today Proc. 2022, in press. [Google Scholar] [CrossRef]
- Moreira, B.M.D.N.; Gouveia, R.M.; Silva, F.J.G.; Campilho, R.D.S.G. A novel concept of production and assembly processes integration. Procedia Manuf. 2017, 11, 1385–1395. [Google Scholar] [CrossRef]
- Cheng, L.; Tang, Q.; Zhang, L.; Meng, K. Mathematical model and enhanced cooperative co-evolutionary algorithm for scheduling energy-efficient manufacturing cell. J. Clean. Prod. 2021, 326, 129248. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Y.; Ran, Y.; Zhang, G. Stochastic models for performance analysis of multistate flexible manufacturing cells. J. Manuf. Syst. 2020, 55, 94–108. [Google Scholar] [CrossRef]
- Martins, N.; Silva, F.J.G.; Campilho, R.D.S.G.; Ferreira, L.P. A novel concept of Bowden cables flexible and full-automated manufacturing process improving quality and productivity. Procedia Manuf. 2020, 51, 438–445. [Google Scholar] [CrossRef]
- Ribeiro, R.; Silva, F.J.G.; Pinto, A.G.; Campilho, R.D.S.G.; Pinto, H.A. Designing a novel system for the introduction of lubricant in control cables for the automotive industry. Procedia Manuf. 2019, 38, 715–725. [Google Scholar] [CrossRef]
- Li, B.; Zhang, S.; Du, J.; Sun, Y. State-of-the-art in cutting performance and surface integrity considering tool edge micro-geometry in metal cutting process. J. Manuf. Processes 2022, 77, 380–411. [Google Scholar] [CrossRef]
- Llanto, J.M.; Tolouei-Rad, M.; Vafadar, A.; Aamir, M. Recent Progress Trend on Abrasive Waterjet Cutting of Metallic Materials: A Review. Appl. Sci. 2021, 11, 3344. [Google Scholar] [CrossRef]
- Wang, Z.; Xie, T.; Ning, X.; Liu, Y.; Wang, J. Thermal degradation kinetics study of polyvinyl chloride (PVC) sheath for new and aged cables. Waste Manag. 2019, 99, 146–153. [Google Scholar] [CrossRef]
- Krar, S.F.; Gill, A.R.; Smid, P. Technology of Machine Tools, 7th ed.; McGraw-Hill: New York, NY, USA, 2011. [Google Scholar]
- Mohamed Akeel, A.; Kumar, R.; Chandrasekhar, P.; Panda, A.; Kumar Sahoo, A. Hard to cut metal alloys machining: Aspects of cooling strategies, cutting tools and simulations. Mater. Today Proc. 2022, in press. [Google Scholar] [CrossRef]
- Lei, M.K.; Miao, W.L.; Zhu, X.P.; Zhu, B.; Guo, D.M. High-performance manufacturing enabling integrated design and processing of products: A case study of metal cutting. CIRP J. Manuf. 2021, 35, 178–192. [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S.R. Manufacturing Engineering and Technology; Prentice Hall: Hoboken, NJ, USA, 2010. [Google Scholar]
- Bhowmik, S.; Naik, R. Selection of Abrasive Materials for Manufacturing Grinding Wheels. Mater. Today Proc. 2018, 5, 2860–2864. [Google Scholar] [CrossRef]
- Chen, Z.; Xiao, B.; Wang, B. Optimum and arrangement technology of abrasive topography for brazed diamond grinding disc. Int. J. Refract. Met. Hard Mater. 2021, 95, 105455. [Google Scholar] [CrossRef]
- Mitaľová, Z.; Botko, F.; Vandžura, R.; Litecká, J.; Mitaľ, D.; Simkulet, V. Machining of wood plastic composite using AWJ technology with controlled output quality. Machines 2022, 10, 566. [Google Scholar] [CrossRef]
- Madić, M.; Petrović, G.; Petković, D.; Antucheviciene, J.; Marinković, D. Application of a robust decision-making rule for comprehensive assessment of laser cutting conditions and performance. Machines 2022, 10, 153. [Google Scholar] [CrossRef]
- Copertaro, E.; Perotti, F.; Castellini, P.; Chiariotti, P.; Martarelli, M.; Annoni, M. Focusing tube operational vibration as a means for monitoring the abrasive waterjet cutting capability. J. Manuf. Processes 2020, 59, 1–10. [Google Scholar] [CrossRef]
- Naresh; Khatak, P. Laser cutting technique: A literature review. Mater. Today Proc. 2022, 56, 2484–2489. [Google Scholar] [CrossRef]
- Krajcarz, D. Comparison Metal Water Jet Cutting with Laser and Plasma Cutting. Procedia Eng. 2014, 69, 838–843. [Google Scholar] [CrossRef]
- Vaishnavi, V.K.; Kuechler, W. Introduction to Design Science Research in Information and Communication Technology. In Design Science Research Methods and Patterns; CRC Press: Boca Raton, FL, USA, 2015; pp. 52–91. [Google Scholar]
- Abdullah, O.; Abbood, W.; Khalid, H. Development of Automated Liquid Filling System Based on the Interactive Design Approach. FME Trans. 2020, 48, 938–945. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials Selection in Mechanical Design; Butterworth-Heinemann: Oxford, UK, 2016. [Google Scholar]
- Nunes, D.M.; Campilho, R.; Silva, F.J.G. Design of a transfer system for the automotive industry. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 5. [Google Scholar] [CrossRef]
- Norton. Flat Cutting off Wheel Non-Reinforced Cut-off-Norton NRCO-180x1x31.75-57A60RB25, Product Datasheet. Available online: https://www.nortonabrasives.com/en-gb/ (accessed on 1 August 2022).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Vi | Ωi | 1—Cutting quality | 5—Heat Generation | 2—Cutting time | 4—Cost | 3—Process know-how | Final Classification | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| βi | ||||||||||||
| ω1 | 0.33 | ω5 | 0.24 | ω2 | 0.18 | ω4 | 0.15 | ω3 | 0.1 | γi | ||
| Laser | 3 | 19.8 | 4 | 19.2 | 4 | 14.4 | 2 | 6.0 | 1 | 2.0 | 61.4 | |
| 60.0 | 80.0 | 80.0 | 40.0 | 20.0 | ||||||||
| Waterjet | 3 | 19.8 | 5 | 24.0 | 3 | 10.8 | 1 | 3.0 | 1 | 2.0 | 59.6 | |
| 60.0 | 100.0 | 60.0 | 20.0 | 20.0 | ||||||||
| Diamond disc | 5 | 33.0 | 2 | 9.6 | 5 | 18.0 | 3 | 9.0 | 4 | 8.0 | 77.6 | |
| 100.0 | 40.0 | 100.0 | 60.0 | 80.0 | ||||||||
| Abrasive disk with cooling | 5 | 33.0 | 2 | 9.6 | 5 | 18.0 | 5 | 15.0 | 5 | 10.0 | 85.6 | |
| 100.0 | 40.0 | 100.0 | 100.0 | 100.0 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barbosa, A.F.G.; Campilho, R.D.S.G.; Silva, F.J.G.; Sánchez-Arce, I.J.; Prakash, C.; Buddhi, D. Design of a Spiral Double-Cutting Machine for an Automotive Bowden Cable Assembly Line. Machines 2022, 10, 811. https://doi.org/10.3390/machines10090811
Barbosa AFG, Campilho RDSG, Silva FJG, Sánchez-Arce IJ, Prakash C, Buddhi D. Design of a Spiral Double-Cutting Machine for an Automotive Bowden Cable Assembly Line. Machines. 2022; 10(9):811. https://doi.org/10.3390/machines10090811
Chicago/Turabian StyleBarbosa, André F. G., Raul D. S. G. Campilho, Francisco J. G. Silva, Isidro J. Sánchez-Arce, Chander Prakash, and Dharam Buddhi. 2022. "Design of a Spiral Double-Cutting Machine for an Automotive Bowden Cable Assembly Line" Machines 10, no. 9: 811. https://doi.org/10.3390/machines10090811
APA StyleBarbosa, A. F. G., Campilho, R. D. S. G., Silva, F. J. G., Sánchez-Arce, I. J., Prakash, C., & Buddhi, D. (2022). Design of a Spiral Double-Cutting Machine for an Automotive Bowden Cable Assembly Line. Machines, 10(9), 811. https://doi.org/10.3390/machines10090811