Abstract
Complex-shaped stone products (CSSPs) have become stone products with high added economic value due to their complex overall shape, outline structure, and various curved surfaces. Recently, robotic manipulators—pieces of intelligent machining equipment—equipped with grinding end-effectors have significantly replaced handheld equipment and have also shown significant advantages in grinding efficiency and modeling flexibility. However, natural stone generally has the characteristics of poor craftsmanship and low rigidity. Improper control of the grinding force while grinding can easily cause the stone blank to break and scrap the workpiece. Therefore, in this study, we consider CSSPs and examine their surface curvature characteristics. The matching relationship between surface characteristics and machining trajectory is studied through simulation. Furthermore, the grinding force fluctuation in the finishing is optimized, and the optimal machining trajectory of the finishing process is determined to improve the surface profile error. Then, the simulation reliability is verified through experiments. The results show a 52.8% reduction in the grinding force fluctuation and a 36.9% reduction in the surface profile error after machining.
1. Introduction
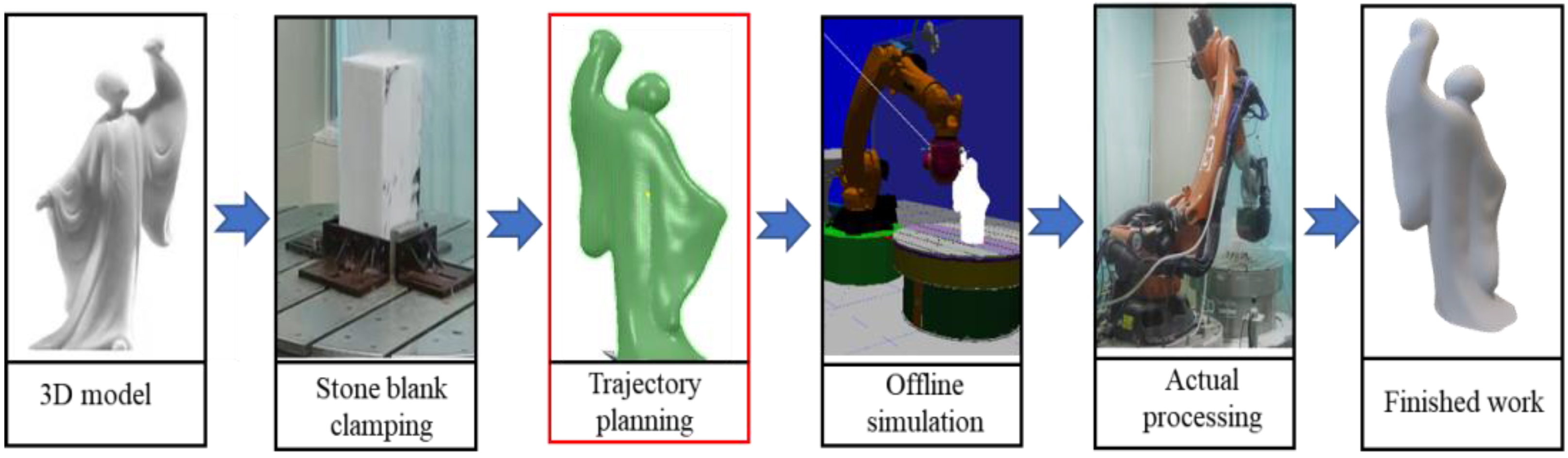
As an ancient artistic and cultural product, complex-shaped stone products (CSSPs), which are also known as three-dimensional stone products, have a significant cultural connotation. With the improvement of social and material living standards, the demand for CSSPs is also increasing. High quality and high added value are the next stages of the stone industry. Nowadays, most of the stone-processing industry still uses carving methods to make CSSPs with handheld equipment. The quality of products mainly depends on the experience of operators, and it is difficult to replicate the same product in multiple batches. However, automated grinding equipment, such as robotic manipulators equipped with grinding end-effectors, has shown significant advantages over handheld equipment regarding high machining efficiency, large machining space, and modeling flexibility [1]. Furthermore, the stone industry is inevitably transforming towards automated grinding. The continuous development of the stone industry has produced some common processes for CSSPs using robotic manipulators, including 3D model design, stone blank clamping, machining trajectory planning, offline simulation, actual grinding, and finished work (see Figure 1).
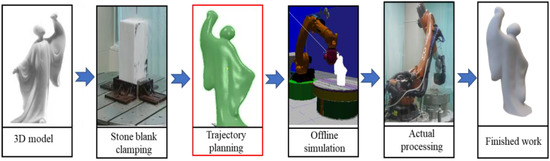
Figure 1.
The complex-shaped stone-grinding process by robotic manipulators.
Unlike the elastic deformation produced in the metal-grinding process, stone is a hard and brittle material. Due to excessive grinding force, brittle fracture often occurs during the grinding process, which will cause irreversible damage to the surface of the processed product. At present, there are no conclusions on the effect of the tool path on the grinding force of complex-shaped stone, which makes this study very important for CSSPs. The root cause of the excessive machining force is the non-selection of the finishing step’s machining trajectory; hence, the machining trajectory cannot match the curvature change of the CSSP surface to solve the above problems. Therefore, it is also necessary to refer to the research of scholars in the metal-grinding industry. The machining trajectory planning is an important part of the complex surface-grinding process, which directly determines the product’s grinding quality and grinding efficiency. According to the different optimization directions, machining trajectory planning of complex surface grinding is generally divided into tool path planning and vector planning. In his research of tool path planning, Lamikiz considered bevel milling in different cutting directions, so both the machining direction and the shape to be machined can adjust the cutting force [2]. Yan et al. used an immune particle swarm optimization algorithm for ruled surface machining error function to reduce machining error [3]. Huang et al. proposed a size-optimized diploid genetic contact algorithm, which met the tolerance requirements in the blade-grinding process to ensure efficiency [4]. Lu et al. simplified the existing multidimensional constraint methods to improve both the machining efficiency for the tool to tooltip on limit and complex surface machining problems [5]. Stejskal et al. studied the tool vector optimization under multiple iterations to make the cutting speed more stable and improve the surface quality during machining [6]. Yan et al. proposed the integral function formula to represent the change in the tool axis direction, which ensures the minimum fluctuation of the tool axis during grinding and effectively improves the grinding quality and efficiency [7]. Currently, some scholars have also focused on constraining the cutting force to improve the surface machining quality. Guo et al. proposed a five-axis milling cutting force model for nonuniform helical cutters, which predicted and reduced the cutting force, based on compensating chip thickness [8]. Amersdorfer et al. combined surface tracking and force control to achieve continuous force control of the robotic grinding process [9]. The tracking diamond cutting technology based on the force control system is proposed, which solves the grinding problem of large-scale curved brittle materials and realizes constant-cutting-depth grinding [10]. Xu et al. combined one-dimensional passive force control and active force control to improve the precision and efficiency of force control and reduce the interference [11].
In their research of tool vector planning, Hendrik et al. studied the effect of the inclination angle and the propeller on the cutting geometry during the finishing process, and the obtained cutting force had good consistency [12]. Ma et al. optimized the cutting path interval and cutting step length with the nodes of the tool position grid element as the tool position points, obtained the tool path planning under the constraint of cutting force fluctuation, and improved the surface quality [13]. During complex surface grinding, it is more advantageous to choose reasonable planning according to the characteristics of the surface and use different grinding methods for different areas rather than grinding the entire surface. Nowadays, academic circles divide and process complex surfaces according to different rules, which has obvious effects on improving the grinding quality and grinding efficiency. Nevertheless, to partition complex surfaces, scholars have conducted much research and analysis on the extraction of regional boundaries with reasonable and clear partition rules. Regarding partition grinding, a partitional algorithm has been widely studied in academic circles. Moodleah generated the feed direction of the maximum material removal rate based on a curvilinear optical grid, which improved the grinding efficiency [14]. Xu proposed a global maximization path generation algorithm, changing the tool axis direction of the tool contact point on the surface to maximize the effective material removal rate and improve the grinding efficiency [15]. Tunc et al. adjusted the tool axis vector in the five-axis milling path by simulating the machining process to improve the cutting force and stability [16]. Van et al. successfully divided free-form surfaces into convex, concave, and saddle regions according to the surface curvature, and used the chase-in-code technique to determine the boundaries of each region [17]. Kim et al. constructed an abstract Riemannian manifold on the surface with the residual height as the metric to divide the surface [18]. Zhang et al. represented the model as a cropped NURBS surface, analyzed the relationship between the surfaces, and subdivided each surface into directional regions based on surface normal vectors on a point density grid [19]. Bey et al. used the Delaunay triangulation method to establish the geometric relationship between the points to associate the tool with the machining area to shorten the machining time and improve the machining efficiency [20]. Liao used a spectral clustering algorithm to cluster surfaces with similar behavior and optimized the feed direction of the surfaces to improve robot stiffness and machining accuracy [21]. Kumazawa et al. constructed the surface boundary by constructing a surface pass vector field to identify degenerate points [22]. Shen et al. adopted an equal-parameter meshing method to obtain subregions with the same rotation characteristics [23]. The selection of polishing trajectories for different grinding areas in the polishing process of K9 optical glass by Cui et al. can reduce the surface roughness of the workpiece by more than 90% [24].
Currently, some scholars are studying the grinding mechanism of natural stone [25,26,27]. However, there is less research on the machining trajectory of CSSP; especially, the effect of machining trajectory on grinding force, which will directly influence the grinding quality of CSSPs.
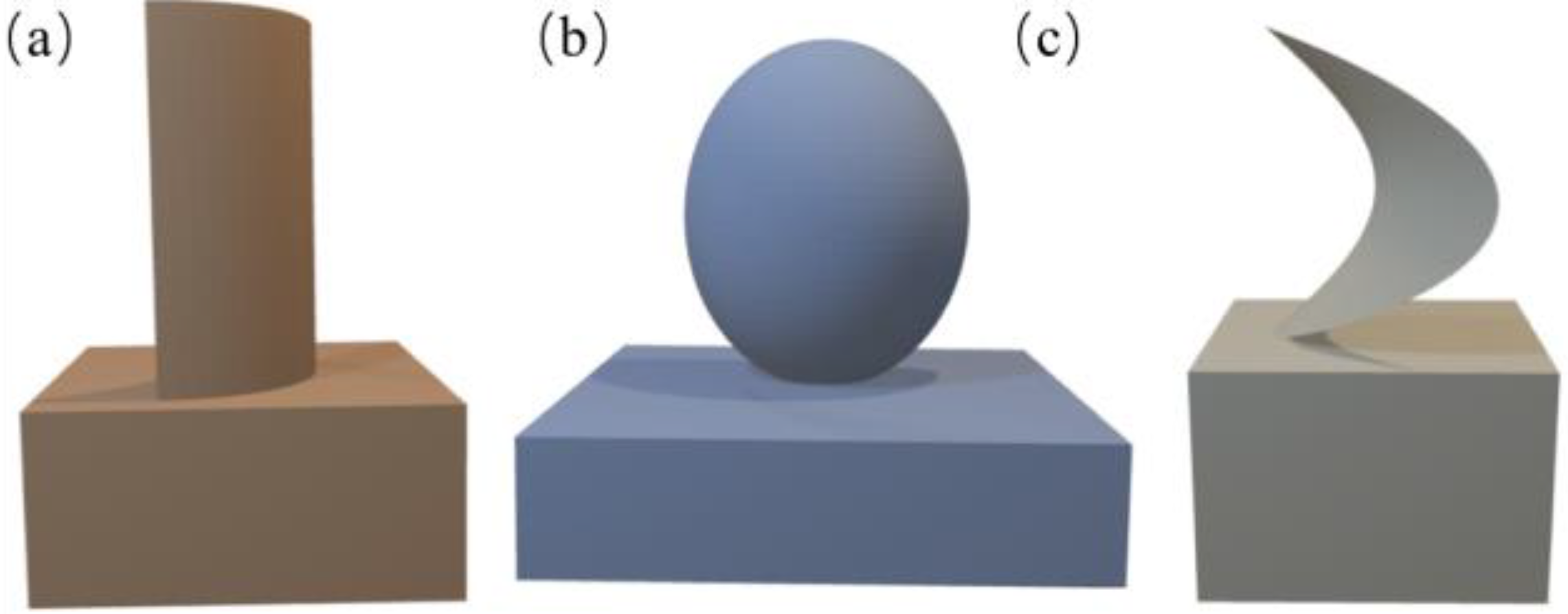
When a CSSP is processing a large size, since the grinding is processing the stone from the square blank to the basic model outline, the grinding removal amount is large, which induces the damage of the CSSP caused by the fluctuation of the grinding force during processing. Therefore, for the grinding process of robotic manipulators, a trajectory planning method that constrains the fluctuation of the grinding force in the finishing stage and realizes high-quality grinding is presently an urgent problem to be solved. In this study, to optimize the grinding process, the weak stiffness surface of the CSSP will be analyzed, and the complex surface will be divided into six standard surfaces, as shown in Figure 2. The optimal trajectory is used in each divided area to obtain the divided trajectory, which provides a basis for efficient and high-quality grinding of CSSPs.
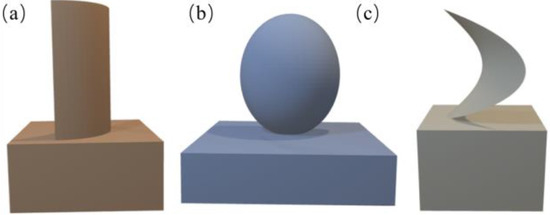
Figure 2.
Standard surface model of CSSP: (a) cylinder; (b) ellipsoid; (c) saddle.
2. Finishing Machining Trajectory under the Suppression of Grinding Force Fluctuation
2.1. Generating Principle of Common Tool Path under the Complex Surface
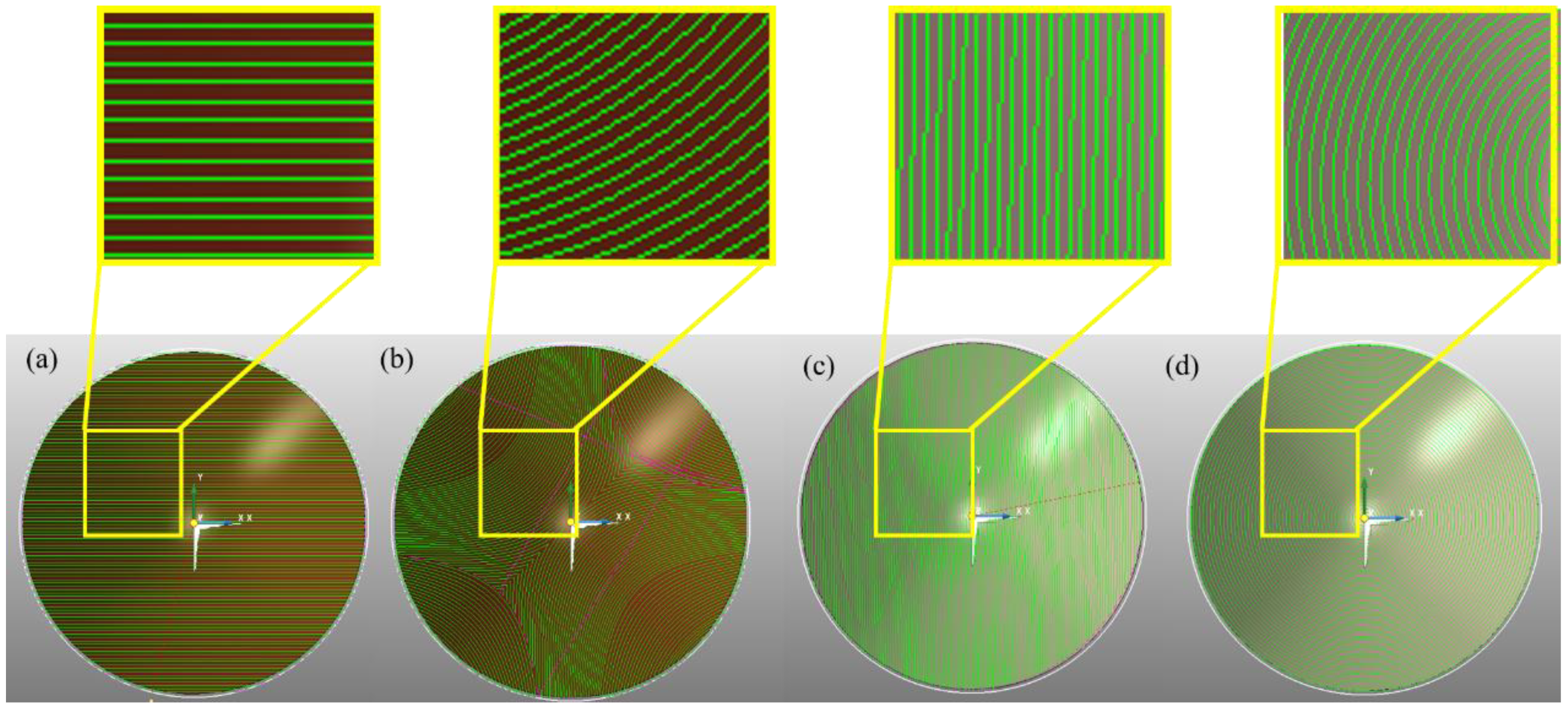
To improve the grinding quality of CSSPs, this chapter discusses the common method of tool path planning and vector planning. Simulation and analysis mainly change the tool path of the machining process and use four trajectories—parallel finishing (P), contour finishing (C), surface finishing (S), and helical finishing (H)—to simulate the actual machining process on established typical surfaces and collect the grinding process of the machining process. The specific trajectory model is shown in Figure 3.
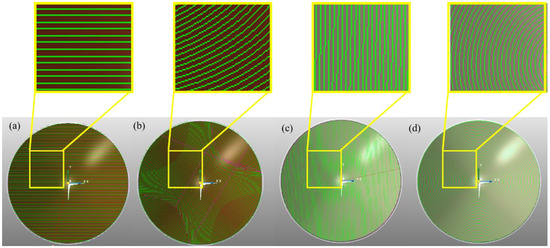
Figure 3.
Tool path for convex saddle machining: (a) parallel, (b) contour, (c) surface, (d) helical.
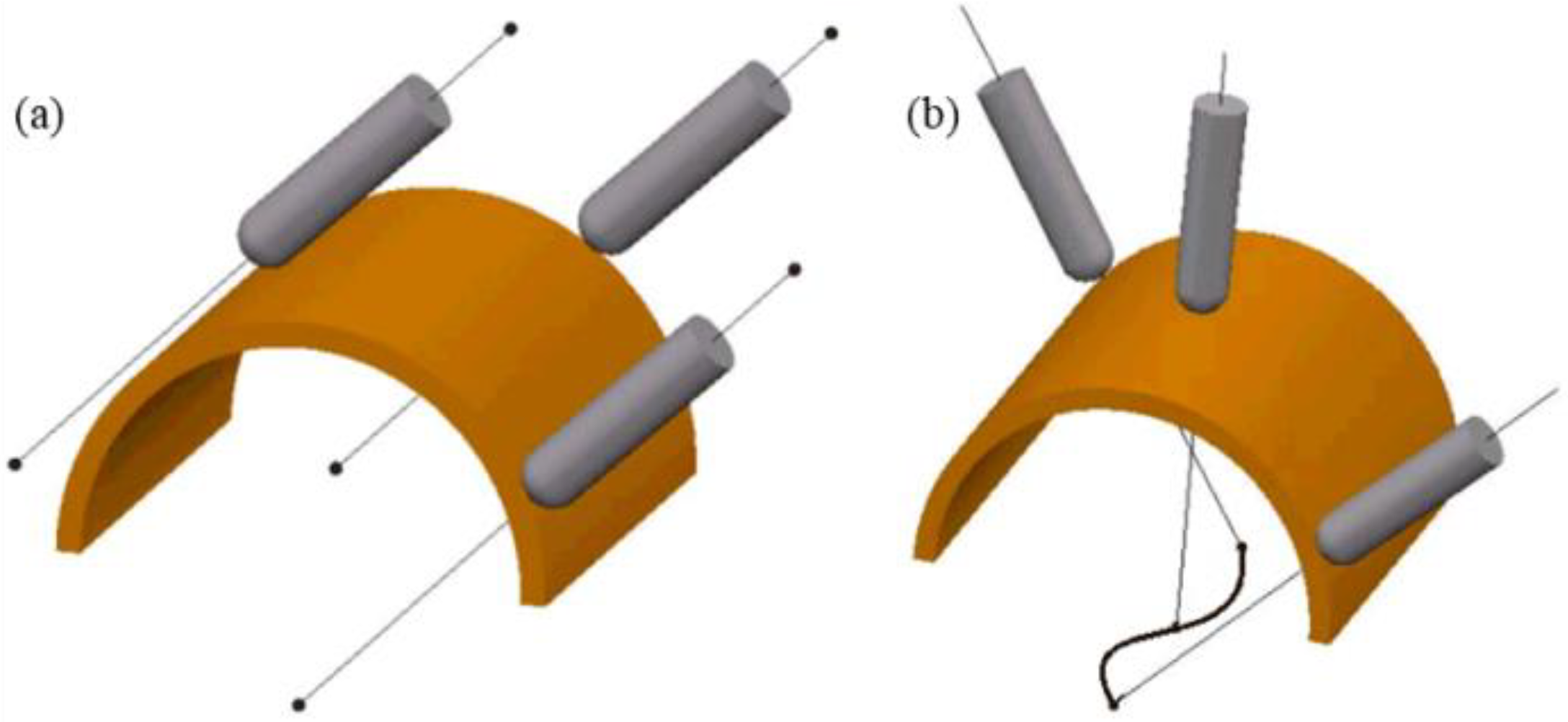
The concept of vector planning is also available in the robotic manipulator’s finishing tool path. The machining path code of an industrial robot is essentially a discrete grinding point, and the points are connected through a specific multiple spline curve. The tool path specifies the spatial coordinates of each discrete point on the surface and needs to obtain the spatial vector direction of each tool contact for subsequent grinding. There are also two tool axis orientations for each of the four machining trajectories. As shown in Figure 4, the tool axis is always vertical to the Z-axis (V) and changes with the surface direction (C). The four common trajectories and the two tool axis orientations together constitute eight different tool trajectories.
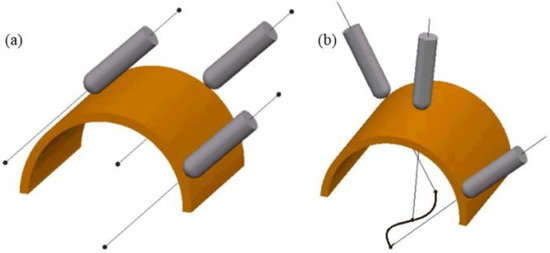
Figure 4.
Tool axis orientation diagram: (a) vertical to the Z-axis; (b) changes with the surface direction.
During stone grinding, due to the inconsistency of the intermediate blank model and the different tool paths, the size of the contact area between the diamond and the stone differs significantly—the direct cause of force fluctuations.
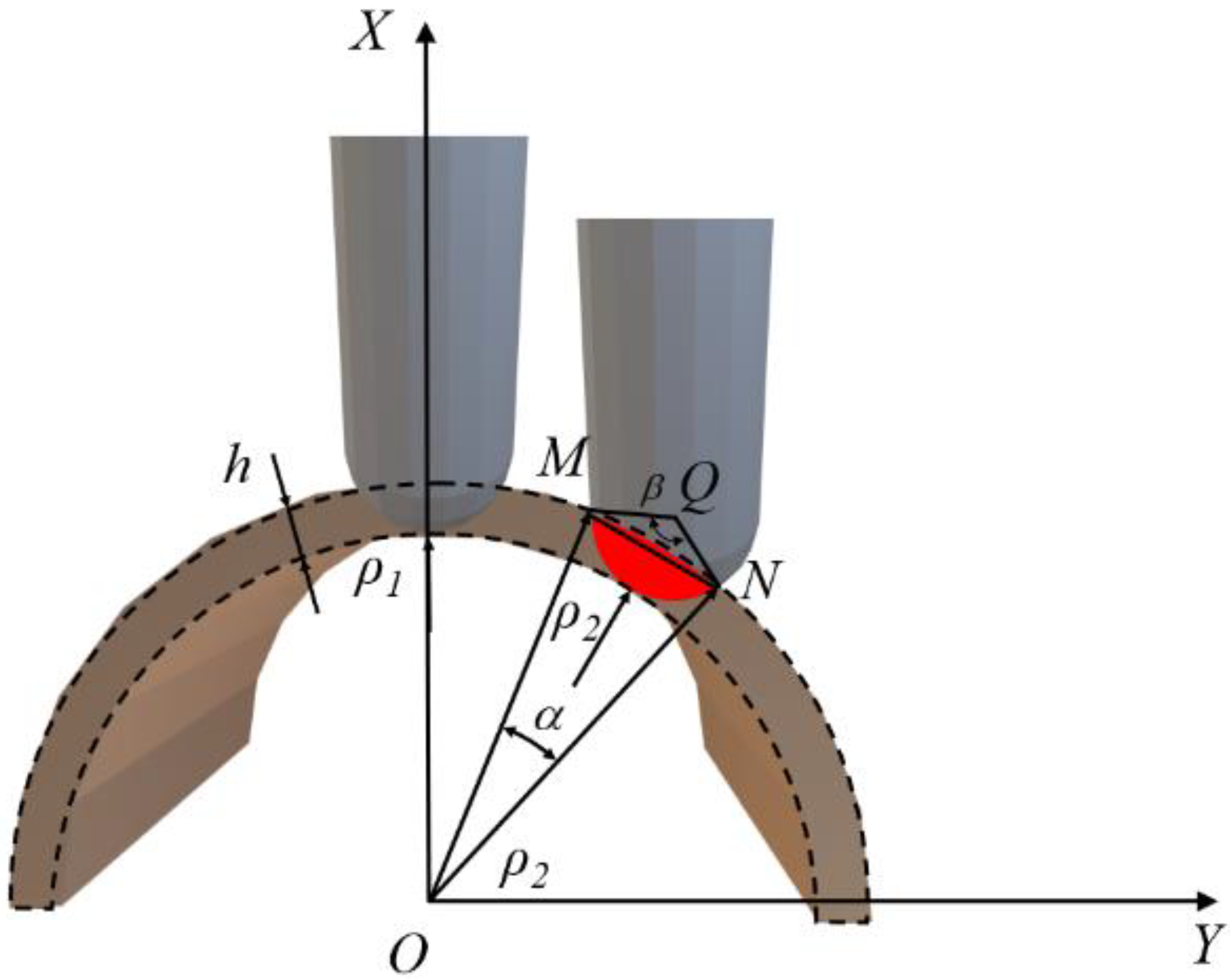
When the diamond ball-end mill grinds the stone, the contact area should be expressed as the area enclosed by the intersection of the ball-end mill’s contour arc line and the machined surface’s contour arc line. The calculation area of the ball-end mill cutting surface is shown in Figure 5 below.
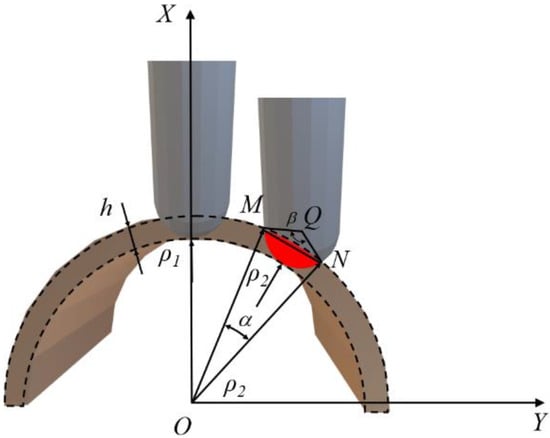
Figure 5.
Ball-nose cutting contact area.
A coordinate system is established in the surface, assuming that the tool radius is R, and the radius of curvature of the tool contact area is ρ1 and ρ2. The vector angle between the two tool contact points (M, N) is α, and the vertical distance between the two surfaces is h. Through theoretical calculation, the contact area of the tool at the tool contact point can be obtained.
Calculated using a ball-end milling cutter, in ΔQMN, set <MQN= β, the sector area of the contour arc MQN of the ball-end milling cutter is:
The area of ΔQMN formed by the intersection of the ball center of the ball-end mill and the two arc contour curves is:
where
In the same way, the fan area of MON and area of ΔOMN is:
Therefore, the tool contact area can be obtained by Equation (6):
This formula shows that if the curvature radius of the surface changes greatly within a certain area, the cutting area change during the machining process will also increase accordingly. In addition, if the normal vector angle between the two tool positions changes greatly, the cutting area will also have a large change. Further considering that the machining directions of different tool paths differ, the significant changes in these machining forces will induce a decline in the quality of the thin-walled CSSP. It can be seen that the key to the trajectory planning of the complex path of the CSSP is to reduce the two tool positions’ surface curvatures during the machining process.
2.2. Simulation of Grinding Force Fluctuation under Different Tool Paths
Advantage company’s Production Module 3D (PM) software is used to simulate the complex trajectory machining process in this paper. PM software is mainly used to analyze the cutting process parameters and integrate the workpiece material properties, CAD/CAM technology, and machine tool dynamics into the software to obtain the machining process data. Before simulation, it is necessary to obtain the processing force data of white marble through all-factor experiment, and import the force data into PM software for material definition, so as to be able to simulate the grinding force data of white marble in the software.
The change of tool path will affect the machining efficiency and grinding force. In this section, different tool paths and preferred finishing process parameters are used to simulate the processes of different standard surfaces in PM software to reflect the fluctuation of the machining forces during the machining process. The specific simulation parameters are shown in Table 1. Where the tool path (P, C, S, H) is described in Figure 3 and the tool axis is described in Figure 4, n is spindle speed, f is feed speed, ae is grinding width, and ap is grinding depth.

Table 1.
Finishing process simulation parameters.
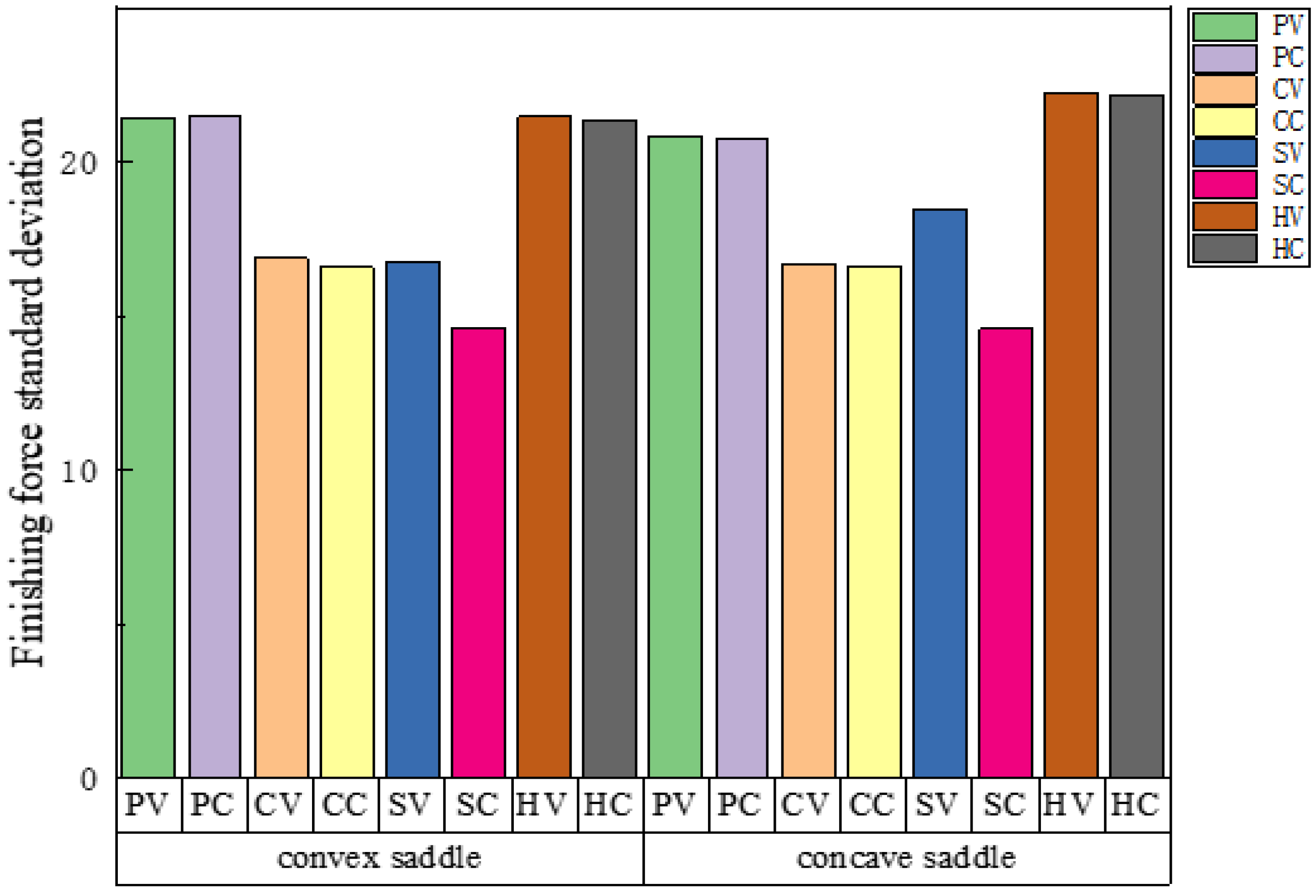
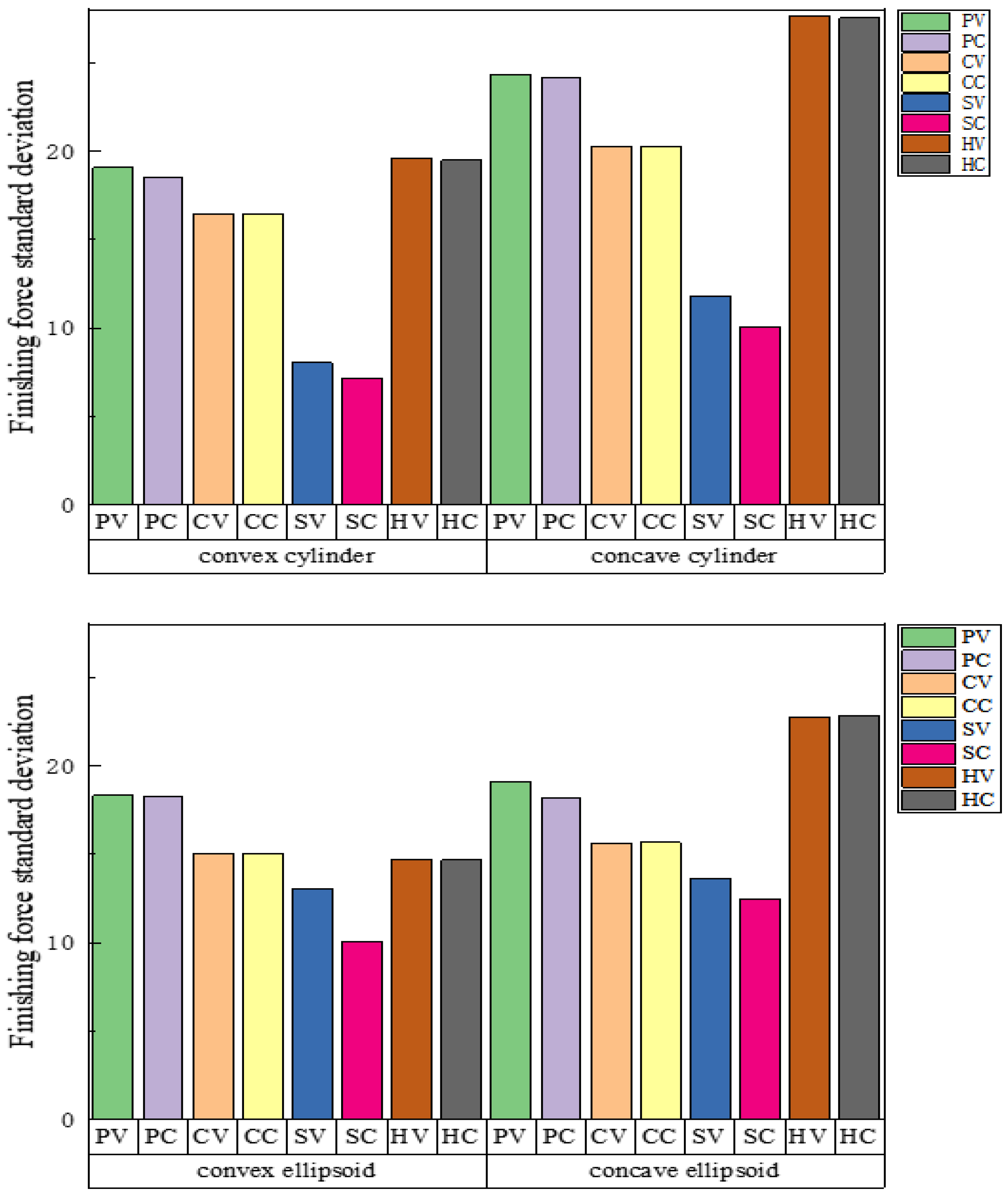
In this paper, standard deviation is used to describe the fluctuation in grinding force, which is usually used to reflect the dispersion degree of data in statistics. Therefore, when the standard deviation is small, it means that the force fluctuation is small and better processing results can be obtained. To obtain the optimal machined surface quality, the above finishing simulation results were analyzed. After the simulation, the grinding force standard deviation of six standard surfaces with different tool paths were summarized, as shown in Figure 6 below. In Figure 6, the label describes the type of tool path and tool axis, shown in Table 1 (for example: PV means parallel finishing and tool axis vertical to the Z-axis, and so on). The typical curved tool path shown is a trend graph of the grinding force fluctuation. Generally, the figure shows that in any curved surface, the machining force fluctuation of the changing tool axis trajectory is the smallest in any curved surface, except for the surface finishing trajectory, where finishing is not significantly impacted whether the tool axis is changed or not on the other trajectories. The force fluctuation has no effect, and the optimization effect achieved by changing the tool path of each standard surface is inconsistent. In the convex saddle surface, the force fluctuation of parallel finishing parallels the helical finishing, and both are larger than that of the surface and contour finishing. For the surface finishing, when the tool axis is perpendicular to the Z-direction, the force fluctuation is equal to or higher than that of the constant-height finishing, but it is the lowest among all trajectories after changing the tool axis direction. Regarding cylindrical surface machining, the grinding force fluctuation is smaller than that of other machining trajectories whether the surface-finishing machining changes the tool axis or not. Furthermore, the smallest force fluctuation among all curved surfaces is 7.11. In the machining process of a concave cylindrical surface, the grinding force of the spiral-finishing machining, the cutting force fluctuation reaches the maximum value of 27.63, which is also the maximum value of the grinding force fluctuation for all surfaces. The convex ellipsoid surface is relatively close to the helix generated by the curved surface itself and the helical finishing, resulting in a lower grinding force fluctuation than the contour finishing, second only to the curved surface finishing. However, due to the internal grinding limitations in the concave ellipsoid surface, the top of the ellipsoid surface causes the overcutting phenomenon during the helical feed, which affects the fluctuation of the grinding force so that the helical finishing fluctuates the most among the four trajectories. The surface finishing effect is the most obvious on the convex cylindrical surface; standard deviation is 7.11 and the maximum standard deviation is 19.6, and the grinding force fluctuation is reduced by 63.7%. However the surface-finishing optimization effect on the concave saddle surface is only 31.9%, the longest and least efficient. The above analysis shows no optimal trajectory with the lowest grinding force fluctuation and the highest machining efficiency on the standard surface. In actual grinding, different tool paths should be selected according to the requirements of different standard surfaces.
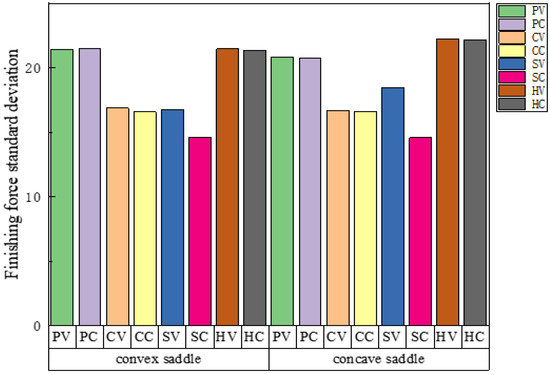
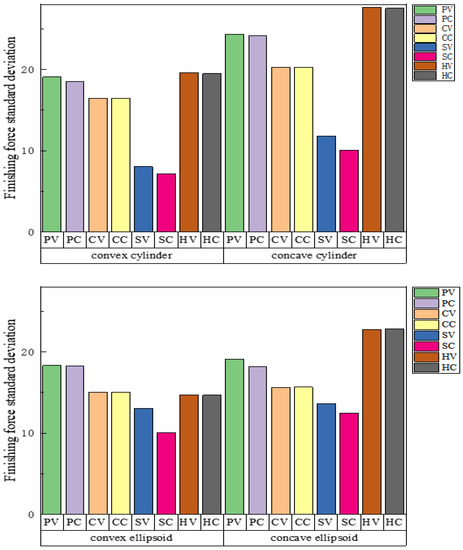
Figure 6.
Trend diagram of tool path versus grinding force fluctuation.
3. Experimental Validation
Simulation Reliability Experiment with the Convex Cylinder as an Example
In the previous sections, we combine the geometric characteristics of the CSSP surface and the grinding characteristics of robotic manipulators, propose a complex surface-partition method based on the surface curvature characteristics, and select the optimal intermediate blank model according to the rough machining process parameters. Finally, the influence rule of the tool path on the standard surface is obtained. In this section, the reliability of the simulation is proved by the verification experiment of the cylinder, and the specific three-dimensional stone sculpture is taken as the research object. Methods are compared to verify the correctness and practicability of the method proposed in this study.
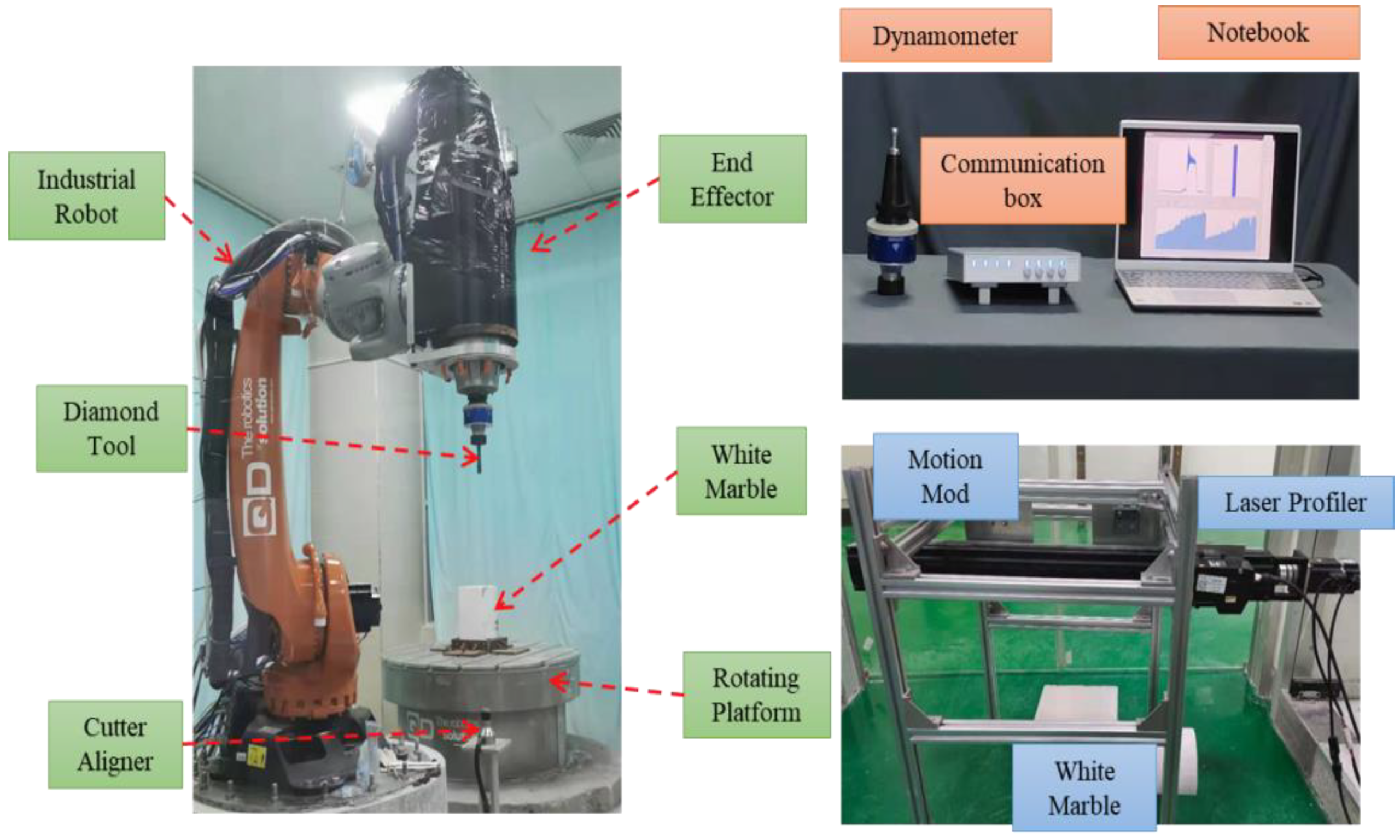
The grinding equipment used for this study is a CSSP serial robotic manipulator grinding system, as shown in Figure 7. The industrial robotic manipulators use KUKA QUANTECK KR240 R2900 ultra produced by the KUKA company. It has six joint axes, the maximum motion range reaches 2896 mm, the rated load is 240 kg, and the maximum load is 290 kg. The absolute positioning accuracy of this type of robotic manipulator is 0.339 mm, the repeat positioning accuracy is 0.014 mm, and the linear trajectory accuracy is 0.031 mm. The experimental grinding depth in this study is 0.5–2 mm, and the grinding range is less than 1 m. The equipment can fully meet the grinding needs of large-size CSSPs. The force signal was collected during the experiment using Kistler’s Type 9170B six-dimensional torque sensor. After the experiment, the data-acquisition system obtains the surface quality after grinding. The system is divided into three functional modules: data acquisition, control, and motion control. The whole system can meet the contour acquisition of a rough surface after the CSSP is finished.
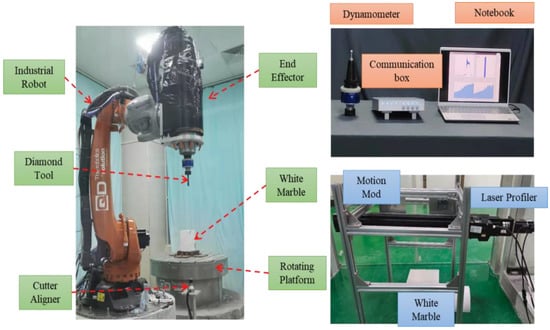
Figure 7.
Robotic manipulator machining system.
To verify the reliability of the simulation, this section selects the convex cylindrical surface as a typical surface, selects the most commonly used parallel finishing constant tool axis trajectory for CSSP robot grinding, and the optimized surface finishing variable tool axis trajectory for the white marble blank. For actual machining, to reflect the optimization effect of different tool paths on machining, the process parameters of the machining process are fixed as the optimal cylindrical process parameters n = 8000 r/min, ap = 1 mm, f = 900 mm/min selected above, and ae = 2 mm.
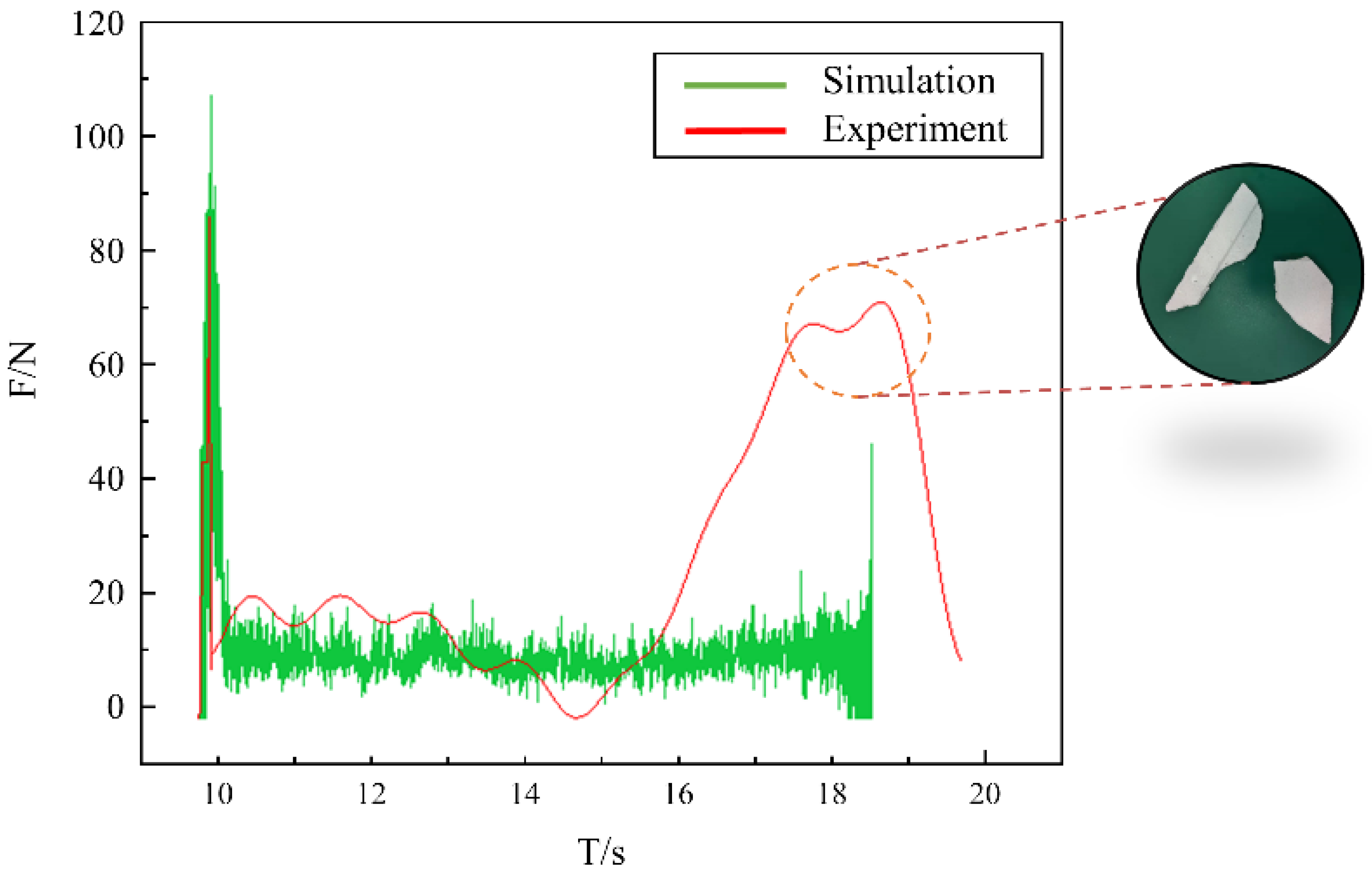
In addition, the grinding force of the finishing process is measured, the same parameter set from the simulation results for comparison is selected, and the results are summarized. The force data are compared between the simulation and experiment for the trajectory with the surface-finishing variable tool axis, as shown in Figure 8. The force fluctuation is compared between the simulation and experiment for the trajectory with the surface-finishing variable tool axis and parallel-finishing constant tool axis, as shown in Table 2. It can be seen from the figure that the actual machining process and the machining forces of the simulation process are more consistent at 10–16 s, and the gap is small. However, a large deviation occurred in the process at 16–19 s due to the natural stone inhomogeneity. At the beginning of grinding, the grinding force generated at the moment when the tool contacts the intermediate blank model is large. When the step surface of the intermediate blank model is removed, the internal connection of the white marble is unstable, so the step part is not ground into powder by the tool, but as a whole with miniaturized residues, as shown in the Figure 8. The actual machining force, which cannot be simulated, is removed when a direct contact exists between irregular parts and the tool, resulting in errors during the process.
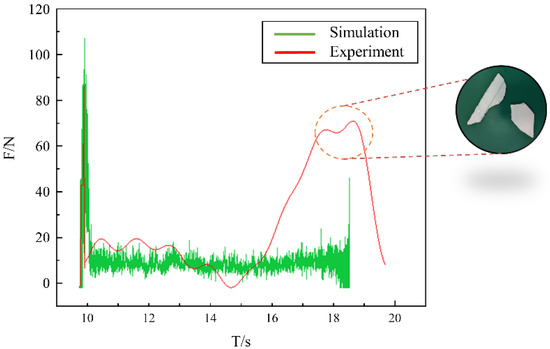
Figure 8.
Surface finishing simulation and experiment comparison chart.
Table 2.
Simulation and experiment comparison table.
As seen from Table 2, whether it is parallel finishing or surface finishing, the error between the experiment and the machining process is about 10%, and the simulation results can be considered valid. Furthermore, judging from the experimental values, the grinding force of surface finishing is smoother than parallel finishing, and the standard deviation fluctuation of the grinding force is decreased by 52.8%.
This result fully proves that changing the tool trajectory under the same standard surface can greatly improve the fluctuation of the grinding force. It also provides experimental verification for subsequent partition trajectory planning.
In order to accurately observe the experimental results, we measured the processed surface by point laser and obtained the processed surface data of the processed white marble surface, taking the distance between the highest and middle points of surface as the step difference, and the difference between the theoretical and actual values of this distance as the step difference value, the results are shown in Table 3. Using the step difference value as the judgment basis for the profile error, the contour error of the constant tool axis trajectory in parallel finishing is 36.9% higher than that in surface finishing. This result proves that in CSSPs, due to the brittleness of the stone and the poor joint stiffness of the tandem industrial robotic manipulators, there is a large error between the theoretical and the actual depth of the cut where the machining force is large during the grinding. To reach the same part, the robot maintains the same trajectory. Using the same machining posture as the area with too much machining force produces the phenomenon of letting the knife go. Conversely, it will cause the grinding position to shift, resulting in the generation of machining errors.
Table 3.
Comparison of experiment result.
4. Conclusions
Focusing on the brittle fracture of stone caused by the change of grinding force, this paper studies the effect of the trajectory on the fluctuation of grinding force. Studies have shown that the surface finishing and tool axis changes with the surface direction have a lower grinding force fluctuation to stone, which is of guiding significance to the choice of the machining trajectory of thin-walled stone. The main contributions of this paper are summarized as follows.
- (1)
- The matching relationship between the standard surface characteristics and the tool path is analyzed. The machining conditions of different tool paths were simulated under the standard surface, and it was found that the grinding force fluctuation of the surface-finishing path was the smallest under all surfaces. The optimization effect was the most obvious when machining the concave cylindrical surface, and the fluctuation was reduced by 63.7%. The saddle surface optimization effect produced the worst result at 31.9%.
- (2)
- The method described in this study is verified by CSSP. First, experiments were conducted on the convex cylindrical surface to verify the reliability of the simulation data in this study. The experiment shows that changing the trajectory can reduce the fluctuation of the cylindrical grinding force by 52.8%, and the surface profile error can be reduced by 36.9%.
Author Contributions
Conceptualization, F.Y., S.W., H.H., C.C. and Q.J.; methodology, F.Y., S.W., H.H., C.C. and Q.J.; experimentation, S.W.; writing—original draft preparation, H.H., C.C. and Q.J.; writing—review and editing, H.H., C.C. and Q.J.; supervision, F.Y. and H.H.; project administration, F.Y. and H.H.; funding acquisition, F.Y., H.H. and Q.J. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported in part by Fundamental Research Funds for the Central Universities (No. ZQN-801), and in part by National Natural Science Foundation of China (Nos. U1805251,51905181), and in part by the Natural Science Foundation of Fujian (NO. 2019J01084).
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kilicaslan, S.; Ozgoren, M.; Ider, S. Hybrid Force and Motion Control of a Three-Dimensional Flexible Robot Considering Measurement Noises. Machines 2022, 10, 513. [Google Scholar] [CrossRef]
- Lamikiz, A.; de Lacalle, L.N.L.; Sánchez, J.A.; Salgado, M.A. Cutting Force Estimation in Sculptured Surface Milling. Int. J. Mach. Tools Manuf. 2004, 44, 1511–1526. [Google Scholar] [CrossRef]
- Yin, F.C.; Ji, Q.Z.; Wang, C.Z. Research on Machining Error Prediction and Compensation Technology for a Stone-Carving Robotic Manipulator. Int. J. Adv. Manuf. Technol. 2021, 115, 1683–1700. [Google Scholar] [CrossRef]
- Huang, Z.; Song, R.; Wan, C.; Wei, P.; Wang, H. Trajectory Planning of Abrasive Belt Grinding for Aero-Engine Blade Profile. Int. J. Adv. Manuf. Technol. 2019, 102, 605–614. [Google Scholar] [CrossRef]
- Lu, L.; Zhang, J.; Fuh, J.Y.H.; Han, J.; Wang, H. Time-Optimal Tool Motion Planning with Tool-Tip Kinematic Constraints for Robotic Machining of Sculptured Surfaces. Robot. Comput. Integr. Manuf. 2020, 65, 101969. [Google Scholar] [CrossRef]
- Stejskal, M.; Vavruska, P.; Zeman, P.; Lomicka, J. Optimization of Tool Axis Orientations in Multi-Axis Toolpaths to Increase Surface Quality and Productivity. In Proceedings of the Procedia CIRP; Elsevier B.V.: Amsterdam, The Netherlands, 2020; Volume 101, pp. 69–72. [Google Scholar]
- Yan, C.; Lee, C.H.; Li, X.; Zhang, Y.; Min, K. A Multi-Objective Tool-Axis Optimization Algorithm Based on Covariant Field Functional. J. Manuf. Syst. 2018, 48, 30–37. [Google Scholar] [CrossRef]
- Guo, Q.; Zhao, B.; Jiang, Y.; Zhao, W. Cutting Force Modeling for Non-Uniform Helix Tools Based on Compensated Chip Thickness in Five-Axis Flank Milling Process. Precis. Eng. 2018, 51, 659–681. [Google Scholar] [CrossRef]
- Amersdorfer, M.; Kappey, J.; Meurer, T. Real-Time Freeform Surface and Path Tracking for Force Controlled Robotic Tooling Applications. Robot. Comput. Integr. Manuf. 2020, 65, 101955. [Google Scholar] [CrossRef]
- Chen, Y.L.; Cai, Y.; Tohyama, K.; Shimizu, Y.; Ito, S.; Gao, W. Auto-Tracking Single Point Diamond Cutting on Non-Planar Brittle Material Substrates by a High-Rigidity Force Controlled Fast Tool Servo. Precis. Eng. 2017, 49, 253–261. [Google Scholar] [CrossRef]
- Xu, X.; Chen, W.; Zhu, D.; Yan, S.; Ding, H. Hybrid Active/Passive Force Control Strategy for Grinding Marks Suppression and Profile Accuracy Enhancement in Robotic Belt Grinding of Turbine Blade. Robot. Comput. Integr. Manuf. 2021, 67, 102047. [Google Scholar] [CrossRef]
- Hendriko, H.; Kiswanto, G.; Istiyanto, J.; Duc, E. Implementation of Analytical Boundary Simulation Method for Cutting Force Prediction Model in Five-Axis Milling. Mach. Sci. Technol. 2018, 22, 163–179. [Google Scholar] [CrossRef]
- Ma, J.W.; Song, D.N.; Jia, Z.Y.; Hu, G.Q.; Su, W.W.; Si, L.K. Tool-Path Planning with Constraint of Cutting Force Fluctuation for Curved Surface Machining. Precis. Eng. 2018, 51, 614–624. [Google Scholar] [CrossRef]
- Moodleah, S.; Makhanov, S.S. 5-Axis Machining Using a Curvilinear Tool Path Aligned with the Direction of the Maximum Removal Rate. Int. J. Adv. Manuf. Technol. 2015, 80, 65–90. [Google Scholar] [CrossRef]
- Xu, K.; Tang, K. Five-Axis Tool Path and Feed Rate Optimization Based on the Cutting Force–Area Quotient Potential Field. Int. J. Adv. Manuf. Technol. 2014, 75, 1661–1679. [Google Scholar] [CrossRef]
- Tunc, L.T.; Budak, E.; Bilgen, S.; Zatarain, M. Process Simulation Integrated Tool Axis Selection for 5-Axis Tool Path Generation. CIRP Ann. Manuf. Technol. 2016, 65, 381–384. [Google Scholar] [CrossRef]
- van Tuong, N.; Pokorný, P. A Practical Approach for Partitioning Free-Form Surfaces. Int. J. Comput. Integr. Manuf. 2010, 23, 992–1001. [Google Scholar] [CrossRef]
- Kim, T. Constant Cusp Height Tool Paths as Geodesic Parallels on an Abstract Riemannian Manifold. CAD Comput. Aided Des. 2007, 39, 477–489. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, J.; Yamazaki, K.; Mori, M. A Surface Based Approach to Recognition of Geometric Features for Quality Freeform Surface Machining. CAD Comput. Aided Des. 2004, 36, 735–744. [Google Scholar] [CrossRef]
- Bey, M.; Azouaoui, K.; Boutassouna, M. Sculptured Surfaces Subdivision from 3D Cloud of Points and Association of Optimum Ball Cutters. In Proceedings of the Procedia CIRP; Elsevier B.V.: Amsterdam, The Netherlands, 2018; Volume 77, pp. 582–585. [Google Scholar]
- Liao, Z.Y.; Li, J.R.; Xie, H.L.; Wang, Q.H.; Zhou, X.F. Region-Based Toolpath Generation for Robotic Milling of Freeform Surfaces with Stiffness Optimization. Robot. Comput. Integr. Manuf. 2020, 64, 101953. [Google Scholar] [CrossRef]
- Kumazawa, G.H.; Feng, H.Y.; Barakchi Fard, M.J. Preferred Feed Direction Field: A New Tool Path Generation Method for Efficient Sculptured Surface Machining. CAD Comput. Aided Des. 2015, 67–68, 1–12. [Google Scholar] [CrossRef]
- Hongyao, S.; Yangfan, S.; Linchu, Z.; Jianzhong, F. A Parameter Zone Subdivision Method for Rotary Axes Motion Optimization in Five-Axis Toolpath Generation Using Inverse Evaluation Mechanism. Int. J. Adv. Manuf. Technol. 2018, 98, 3115–3131. [Google Scholar] [CrossRef]
- Cui, Z.; Meng, F.; Liang, Y.; Zhang, C.; Wang, Z.; Qu, S.; Yu, T.; Zhao, J. Sub-Regional Polishing and Machining Trajectory Selection of Complex Surface Based on K9 Optical Glass. J. Mater. Process. Technol. 2022, 304, 117563. [Google Scholar] [CrossRef]
- Shaked, T.; Bar-Sinai, K.L.; Sprecher, A. Adaptive Robotic Stone Carving: Method, Tools, and Experiments. Autom. Constr. 2021, 129, 103809. [Google Scholar] [CrossRef]
- Liu, W.; Zhu, X.; Jing, J. The Analysis of Ductile-Brittle Failure Mode Transition in Rock Cutting. J. Pet. Sci. Eng. 2018, 163, 311–319. [Google Scholar] [CrossRef]
- Dai, X.; Huang, Z.; Shi, H.; Wu, X.; Xiong, C. Cutting Force as an Index to Identify the Ductile-Brittle Failure Modes in Rock Cutting. Int. J. Rock Mech. Min. Sci. 2021, 146, 104834. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).