
Investigation on Dynamic Characteristics of Spur Gear Transmission System with Crack Fault


Abstract
:1. Introduction
2. TVMS Model Based on the Potential Energy Method
2.1. TVMS Model of Health Gears
2.2. TVMS Model of Gears with Cracks
2.3. Calculation of TVMS and LSR
2.3.1. Calculation of TVMS
2.3.2. Calculation of Gear LSR
2.4. Solution and Verification of TVMS
3. Influence of Gear Crack on TVMS and LSR
3.1. Different Crack Depths
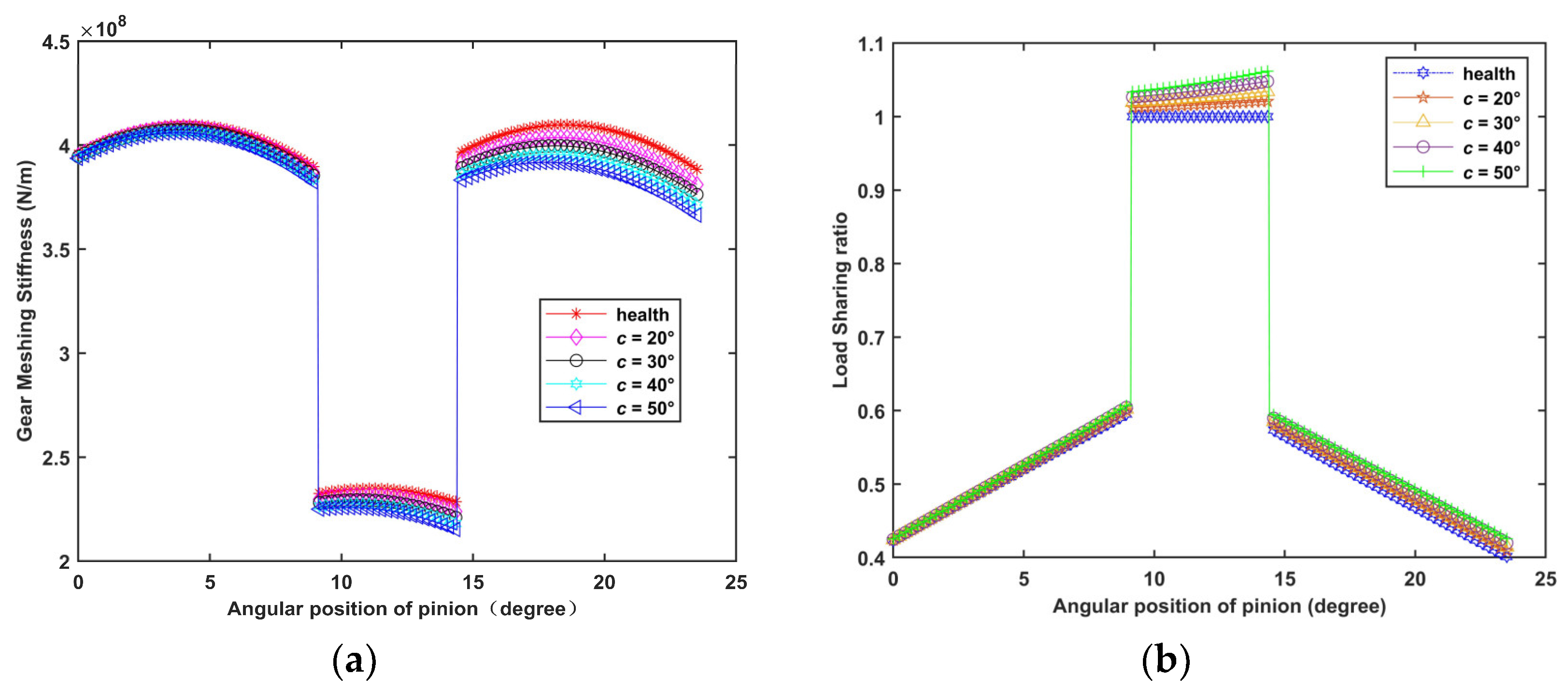
3.2. Different Crack Angles
4. Analysis of the Dynamic Response Characteristics of Gears with Crack Faults
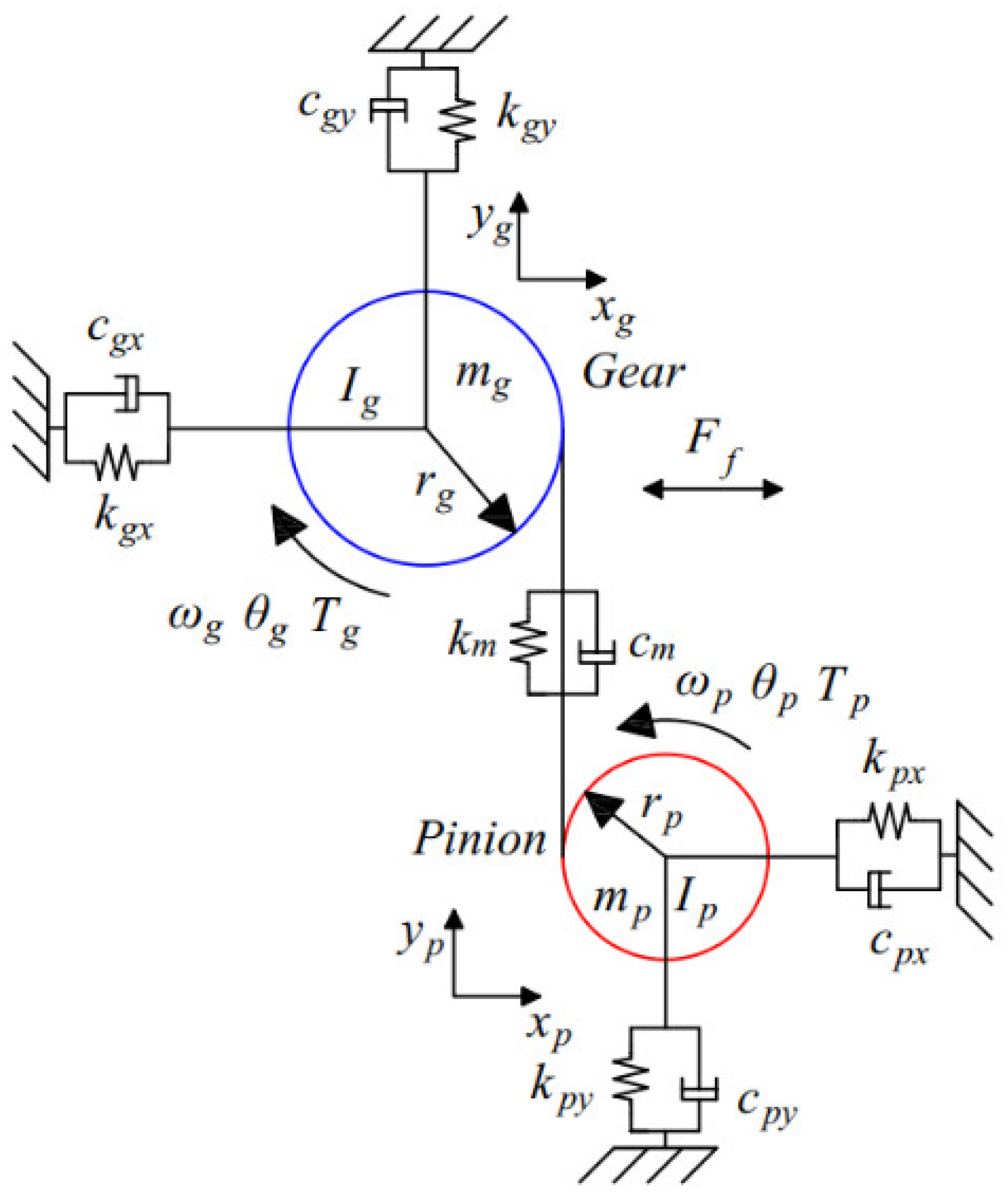
4.1. Gear Dynamics Model
4.2. Dynamic Model Solution
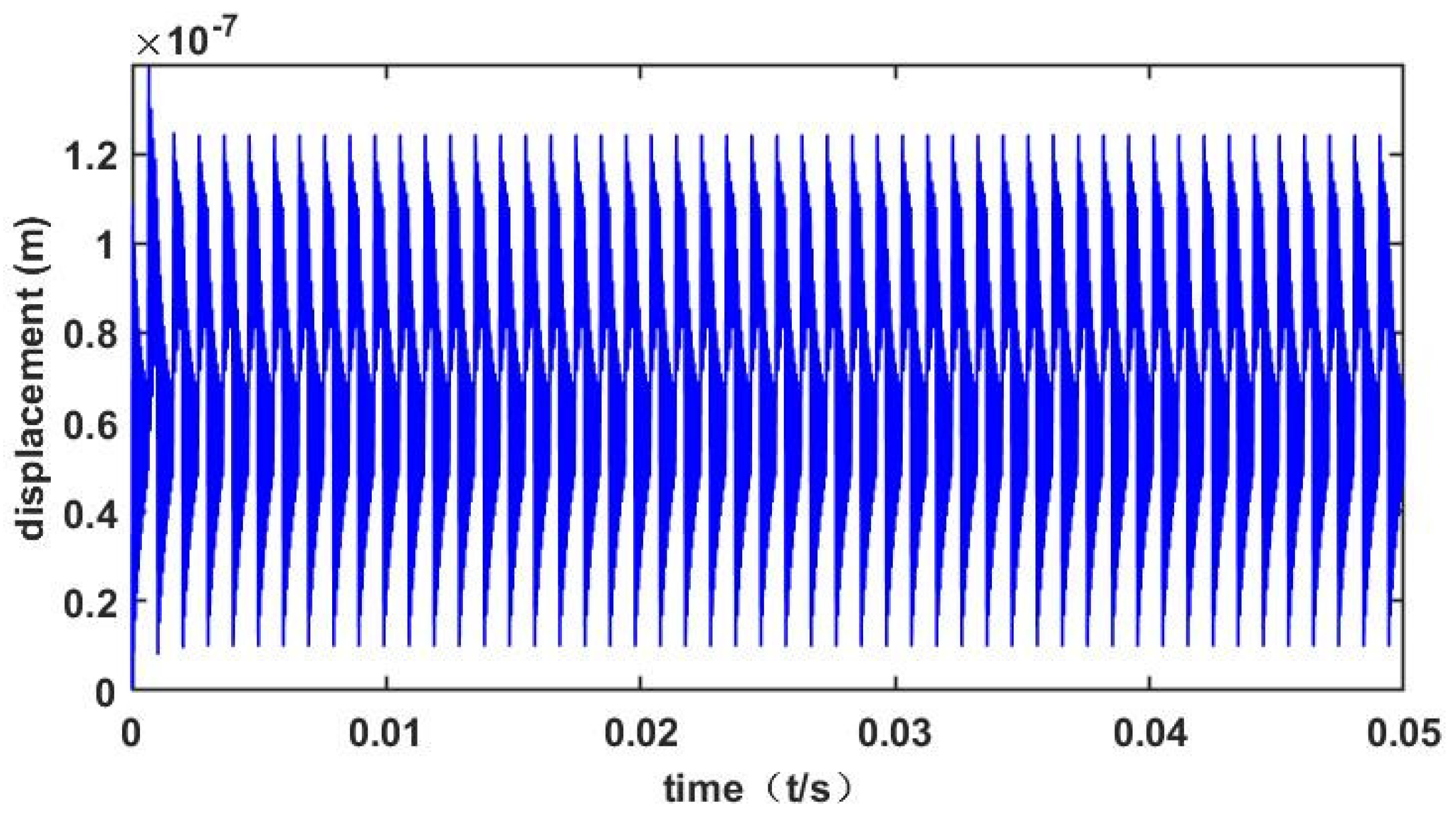
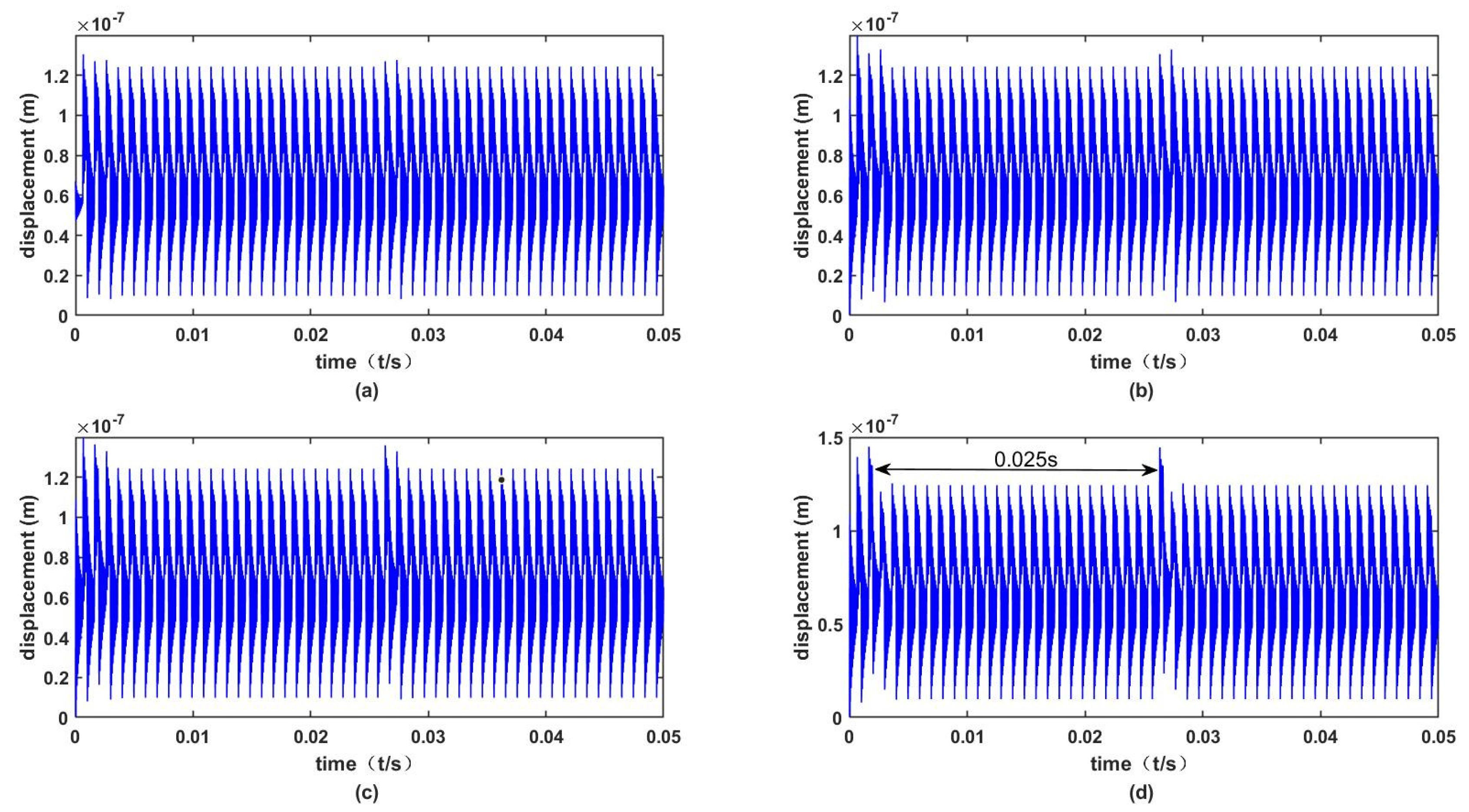
4.3. Discussions
5. Conclusions
- (1)
- The TVMS of gears is periodic, and the load sharing among healthy gears is uniform. It is feasible to use KISSsoft to verify the TVMS of gears.
- (2)
- As the crack expands, the TVMS of the gear reductions and the single tooth stiffness on both sides of the cracked region are also affected, increasing the gear LSR. The increase in crack depth has a more significant effect on the TVMS and LSR than on the crack angle. The most obvious reduction in stiffness occurs at the end of tooth engagement, and the LSR increases in the single tooth meshing area.
- (3)
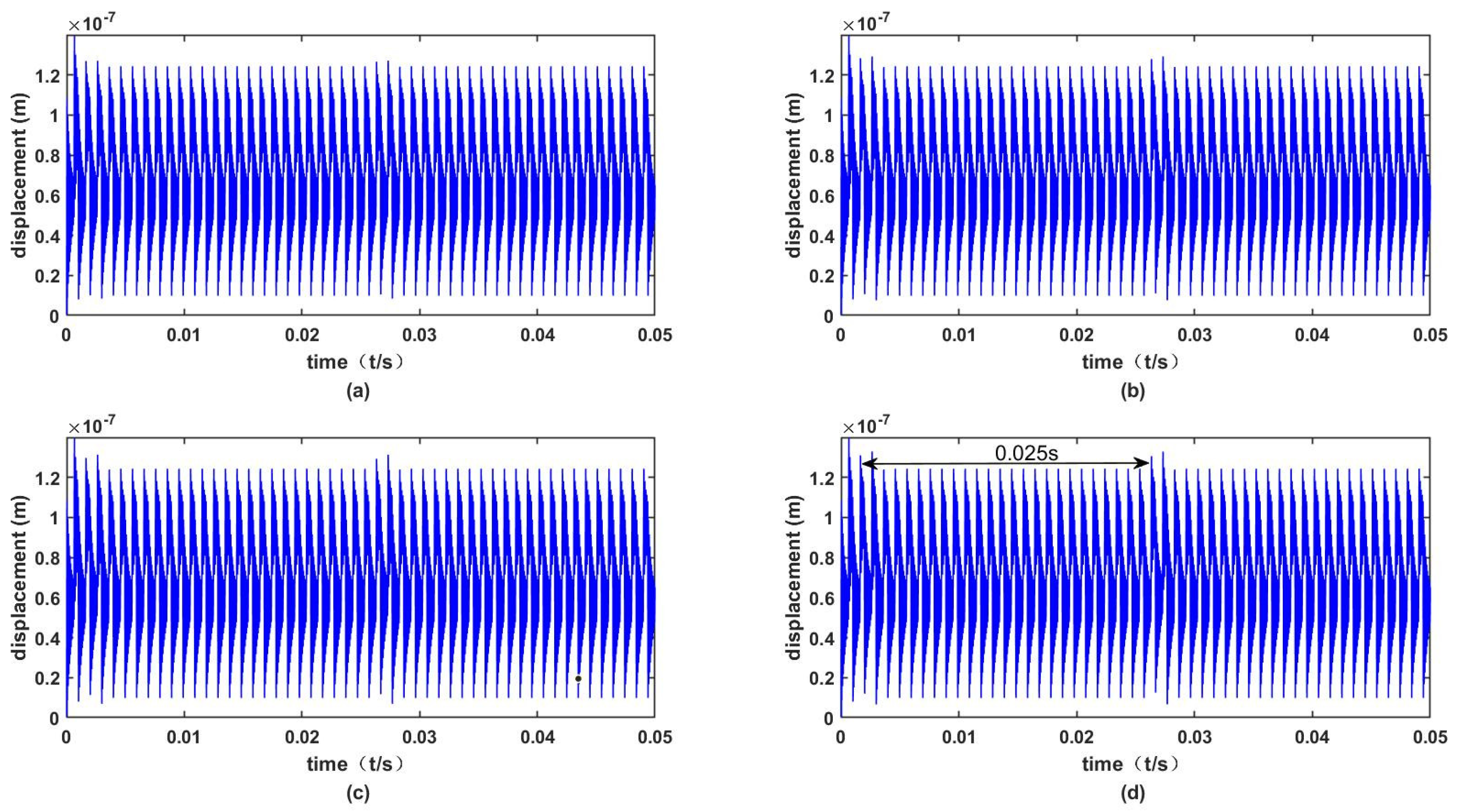
- The fault characteristics of cracks highlighted by time-domain vibration signals are obvious, and the vibration impact of gears increases along with the increase in the crack depth and angle. The sensitivity of crack angle propagation to gear fault characteristics is lower than that of crack depth propagation. The fault signals of gear vibration responses based on TVMS are obvious, and it is feasible to diagnose and predict gear faults from time domain vibration signals.
- (4)
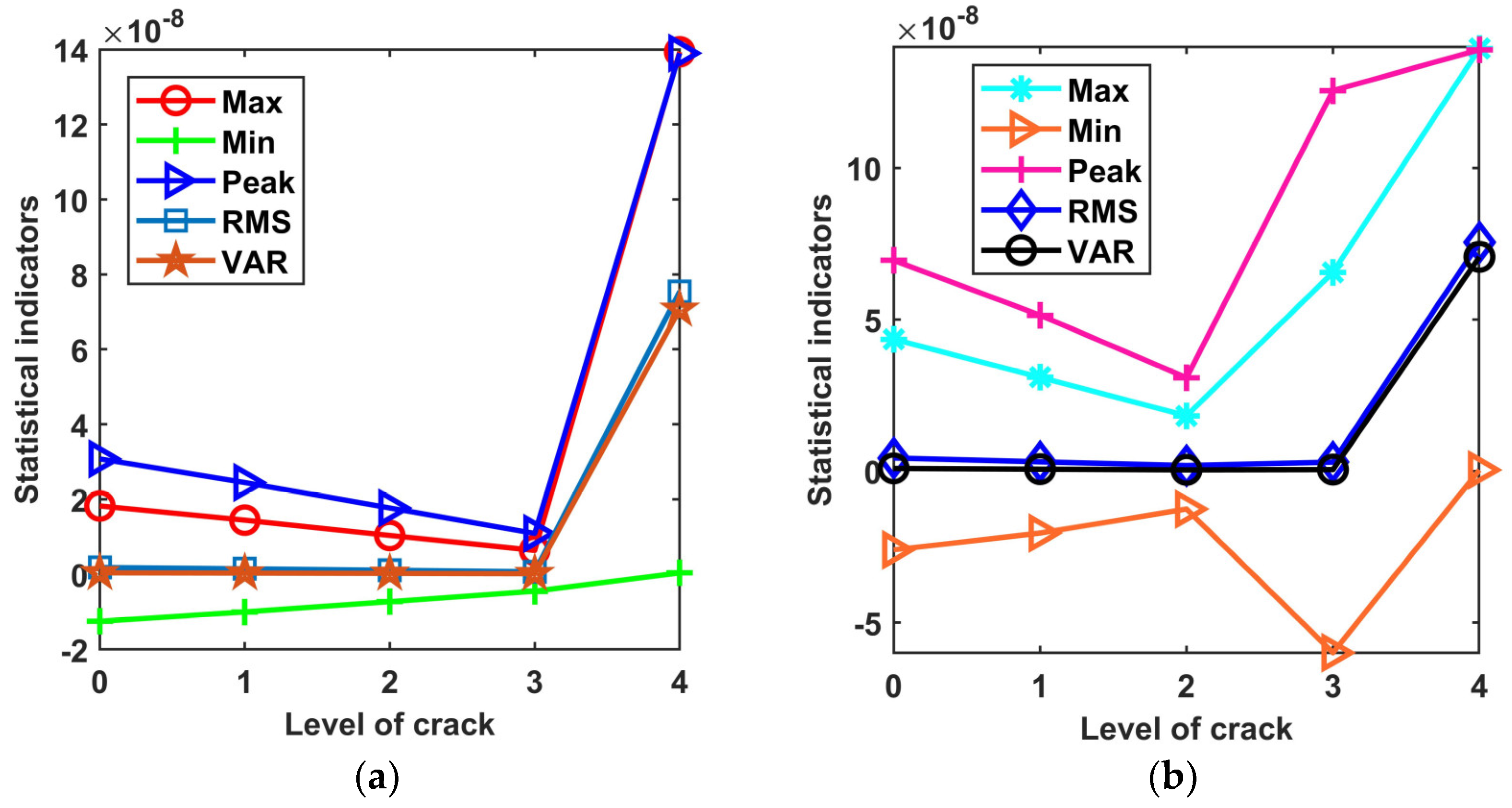
- The Max value, Min value, Peak value, and other statistical indicators are sensitive to the crack fault. These statistical indicators can be used to track the early development of gear cracks and prevent the further deterioration of the crack fault.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
| TVMS | the time-varying meshing stiffness |
| LSR | the load-sharing ratio |
| FEM | the finite element method |
| AM | the analytical method |
| a1 | the length between the tip fillet and center line |
| h | the distance from the tooth central line to the gear contact point |
| hx | the height of the section of which the distance from the tooth root is x |
| d | the distance from the gear root to the gear contact point |
| L | the tooth width |
| the radius of the tip fillet | |
| the radius of the root circle | |
| > | the radius of the base circle |
| the radius of the pitch circle | |
| b1 | the length between the center of the cutter tip fillet and the centerline of the cutter groove |
| γ | the variable parameter |
| the pressure angle | |
| the rotation angle | |
| the half tooth angle on the base circle | |
| the approximated half tooth angle on the root circle | |
| Kb | the bending stiffness |
| Ks | the shear stiffness |
| Ka | the axial compression stiffness |
| Kh | the hertz contact stiffness |
| Kf | the transition circular angle stiffness |
| Ub | the bending energy |
| Us | the shear energy |
| Ua | the axial compression energy |
| Uh | the hertz energy |
| Uf | the circular angle foundation energy |
| E | the Young’s modulus |
| G | the Shear modulus |
| the Poisson’s ratio | |
| Ix | the moment of inertia of the gear section |
| Ax | the cross-sectional area |
| qc | the initial stage of the crack |
| c | the crack angle |
| Kijn | the stiffness of each gear tooth |
| f | the friction coefficient |
| Ff | the tooth surface friction force |
| rp, rg | the radius of the indexing circle of the main driving and driven gear |
| y | the relative slip of the tooth surface |
| Fpg | the meshing force |
| km | the TVMS |
| cm | the meshing damping |
| the meshing damping ratio of the gear pair | |
| Mp, Mg | the moments generated by the friction force |
| ω | the angular velocity |
| m | the gear mass |
| I | the gear moment of inertia |
| T | the torque |
| kpx, kpy, kgx, kgy | the support stiffness |
| cpx, cpy, cgx, cgy | the support damping |
References
- Meng, Z.; Shi, G.; Wang, F. Vibration response and fault characteristics analysis of gear based on time-varying mesh stiffness. Mech. Mach. Theory 2020, 148, 103786. [Google Scholar] [CrossRef]
- Xie, C.; Hua, L.; Lan, J.; Han, X.; Wan, X.; Xiong, X. Improved analytical models for mesh stiffness and load sharing ratio of spur gears considering structure coupling effect. Mech. Syst. Signal Processing 2018, 111, 331–347. [Google Scholar] [CrossRef]
- Pandya, Y.; Parey, A. Simulation of crack propagation in spur gear tooth for different gear parameter and its influence on mesh stiffness. Eng. Fail. Anal. 2013, 30, 124–137. [Google Scholar] [CrossRef]
- Chen, Z.; Shao, Y. Dynamic simulation of spur gear with tooth root crack propagating along tooth width and crack depth. Eng. Fail. Anal. 2011, 18, 2149–2164. [Google Scholar] [CrossRef]
- Chaari, F.; Fakhfakh, T.; Haddar, M. Analytical modelling of spur gear tooth crack and influence on gearmesh stiffness. Eur. J. Mech. a-Solids 2009, 28, 461–468. [Google Scholar] [CrossRef]
- Liang, X.; Zuo, M.J.; Pandey, M. Analytically evaluating the influence of crack on the mesh stiffness of a planetary gear set. Mech. Mach. Theory 2014, 76, 20–38. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, Z.; Shen, G.; Zhen, D.; Wang, F.; Gu, F. Evaluation model of mesh stiffness for spur gear with tooth tip chipping fault. Mech. Mach. Theory 2021, 158, 104238. [Google Scholar] [CrossRef]
- Ren, F.; Wang, D.; Shi, G.; Liang, D.; Wang, N.; Wang, Q. Dynamic Analysis of Herringbone Planetary Gear Transmission System with Pitting Failure. J. Zhengzhou Univ. (Eng. Sci.) 2022, 43, 71–77. [Google Scholar] [CrossRef]
- Jiang, H.; Shao, Y.; Mechefske, C.K. Dynamic characteristics of helical gears under sliding friction with spalling defect. Eng. Fail. Anal. 2014, 39, 92–107. [Google Scholar] [CrossRef]
- Chen, W.; Lei, Y.; Fu, Y.; Hou, L. A study of effects of tooth surface wear on time-varying mesh stiffness of external spur gear considering wear evolution process. Mech. Mach. Theory 2021, 155, 104055. [Google Scholar] [CrossRef]
- Liu, X.; Yang, Y.; Zhang, J. Investigation on coupling effects between surface wear and dynamics in a spur gear system. Tribol. Int. 2016, 101, 383–394. [Google Scholar] [CrossRef]
- Shen, Z.; Qiao, B.; Yang, L.; Luo, W.; Chen, X. Evaluating the influence of tooth surface wear on TVMS of planetary gear set. Mech. Mach. Theory 2019, 136, 206–223. [Google Scholar] [CrossRef]
- Ma, H.; Zeng, J.; Feng, R.; Pang, X.; Wang, Q.; Wen, B. Review on dynamics of cracked gear systems. Eng. Fail. Anal. 2015, 55, 224–245. [Google Scholar] [CrossRef]
- Pandya, Y.; Parey, A. Experimental investigation of spur gear tooth mesh stiffness in the presence of crack using photoelasticity technique. Eng. Fail. Anal. 2013, 34, 488–500. [Google Scholar] [CrossRef]
- Raghuwanshi, N.K.; Parey, A. Experimental measurement of gear mesh stiffness of cracked spur gear by strain gauge technique. Measurement 2016, 86, 266–275. [Google Scholar] [CrossRef]
- Raghuwanshi, N.K.; Parey, A. Mesh stiffness measurement of cracked spur gear by photoelasticity technique. Measurement 2015, 73, 439–452. [Google Scholar] [CrossRef]
- Karpat, F.; Yuce, C.; Dugan, O. Experimental measurement and numerical validation of single tooth stiffness for involute spur gears. Measurement 2020, 150, 107043. [Google Scholar] [CrossRef]
- Kiekbusch, T.; Sappok, D.; Sauer, B.; Howard, I. Calculation of the Combined Torsional Mesh Stiffness of Spur Gears with Two- and Three-Dimensional Parametrical FE Models. Stroj. Vestn.-J. Mech. Eng. 2011, 57, 810–818. [Google Scholar] [CrossRef] [Green Version]
- Zhan, J.; Fard, M.; Jazar, R. A CAD-FEM-QSA integration technique for determining the time-varying meshing stiffness of gear pairs. Measurement 2017, 100, 139–149. [Google Scholar] [CrossRef]
- Liang, X.; Zhang, H.; Zuo, M.J.; Qin, Y. Three new models for evaluation of standard involute spur gear mesh stiffness. Mech. Syst. Signal Processing 2018, 101, 424–434. [Google Scholar] [CrossRef]
- Wu, J.; Yang, Y.; Wang, P.; Wang, J.; Cheng, J. A novel method for gear crack fault diagnosis using improved analytical-FE and strain measurement. Measurement 2020, 163, 107936. [Google Scholar] [CrossRef]
- Ma, H.; Zeng, J.; Feng, R.; Pang, X.; Wen, B. An improved analytical method for mesh stiffness calculation of spur gears with tip relief. Mech. Mach. Theory 2016, 98, 64–80. [Google Scholar] [CrossRef]
- Luo, W.; Qiao, B.; Shen, Z.; Yang, Z.; Cao, H.; Chen, X. Investigation on the influence of spalling defects on the dynamic performance of planetary gear sets with sliding friction. Tribol. Int. 2021, 154, 106639. [Google Scholar] [CrossRef]
- Zhang, K.; Zhou, T.; Shao, Y.; Wang, G. The influence of time-varying mesh stiffness on natural characteristics of planetary gear system. J. Phys. Conf. Ser. 2021, 1948, 012079. [Google Scholar] [CrossRef]
- Xiao, Z.; Cao, J.; Yu, Y. Mathematical Modeling and Dynamic Analysis of Planetary Gears System with Time-Varying Parameters. Math. Probl. Eng. 2020, 2020, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Ma, H.; Song, R.; Pang, X.; Wen, B. Time-varying mesh stiffness calculation of cracked spur gears. Eng. Fail. Anal. 2014, 44, 179–194. [Google Scholar] [CrossRef]
- Jiang, H.; Liu, F. Analytical models of mesh stiffness for cracked spur gears considering gear body deflection and dynamic simulation. Meccanica 2019, 54, s11012–s11019. [Google Scholar] [CrossRef]
- Li, S.; Kahraman, A. A tribo-dynamic model of a spur gear pair. J. Sound Vib. 2013, 332, 4963–4978. [Google Scholar] [CrossRef]
- Zong, M.; Guixia, S.; Fulin, W.; Xuyang, Z.; Fengjie, F. Vibration Characteristic Analysis of Cracked Gear Based on Time-varying Meshing Stiffness. J. Mech. Eng. 2020, 56, 108–115. [Google Scholar] [CrossRef]
- Mo, S.; Zhang, Y.; Wu, Q.; Houjoh, H.; Matsumura, S. Research on natural characteristics of double-helical star gearing system for GTF aero-engine. Mech. Mach. Theory 2016, 106, 166–189. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A | B | C | D | E | F | |
|---|---|---|---|---|---|---|
| L* | −5.574 × 10−5 | −1.9956 × 10−3 | −2.3105 × 10−4 | 4.77021 × 10−3 | 0.0271 | 6.8045 |
| M* | 60.11 1 × 10−5 | 28.1 × 10−3 | −8.3431 × 10−4 | −9.9256 × 10−3 | 0.1624 | 0.9086 |
| P* | −50.95 2 × 10−5 | 188.50 × 10−3 | 0.0538 × 10−4 | 53.300 × 10−3 | 0.2895 | 0.9236 |
| Q* | −6.204 2 × 10−5 | 9.0889 × 10−3 | −4.0964 × 10−4 | 7.8297 × 10−3 | −0.1472 | 0.6904 |
| Parameter | Pinion | Gear |
|---|---|---|
| Module (mm) | 2 | 2 |
| Number of teeth | 25 | 30 |
| Teeth width (mm) | 20 | 20 |
| Pressure angle | 20° | 20° |
| Young’ modulus E (N/mm2) | 2 × 105 | 2 × 105 |
| Poisson’s ratio | 0.3 | 0.3 |
| Mass (kg) | 0.31 | 0.44 |
| Radial stiffness in x, y direction (N/m) | 6.7 × 108 | 6.7 × 108 |
| Radial damping in x, y direction N/(m/s) | 1.8 × 103 | 1.8 × 103 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, F.; Wang, D.; Shi, G.; Wu, X. Investigation on Dynamic Characteristics of Spur Gear Transmission System with Crack Fault. Machines 2022, 10, 664. https://doi.org/10.3390/machines10080664
Ren F, Wang D, Shi G, Wu X. Investigation on Dynamic Characteristics of Spur Gear Transmission System with Crack Fault. Machines. 2022; 10(8):664. https://doi.org/10.3390/machines10080664
Chicago/Turabian StyleRen, Fei, Dexi Wang, Guiqin Shi, and Xiaoling Wu. 2022. "Investigation on Dynamic Characteristics of Spur Gear Transmission System with Crack Fault" Machines 10, no. 8: 664. https://doi.org/10.3390/machines10080664
APA StyleRen, F., Wang, D., Shi, G., & Wu, X. (2022). Investigation on Dynamic Characteristics of Spur Gear Transmission System with Crack Fault. Machines, 10(8), 664. https://doi.org/10.3390/machines10080664