
An Optimized VMD Method for Predicting Milling Cutter Wear Using Vibration Signal

Abstract
1. Introduction
2. Character Analysis by VMD
2.1. Principles of VMD
2.2. Effect of Preset Parameters on VMD
- The effect of mode number K on VMD decomposition;
- 2.
- The effect of penalty factor α on VMD decomposition.
3. Identification of the Milling Cutter Wear State Based on the Optimized VMD
3.1. Optimization of VMD Parameters Based on DE
- Initialization;
- 2.
- Mutation;
- 3.
- Crossover;
- 4.
- Selection.
3.2. Identification of Sensitive IMF Components Based on the Frequency Domain Cross-Correlation Coefficient
3.3. Identifying the Milling Cutter Wear Based on the Optimized VMD
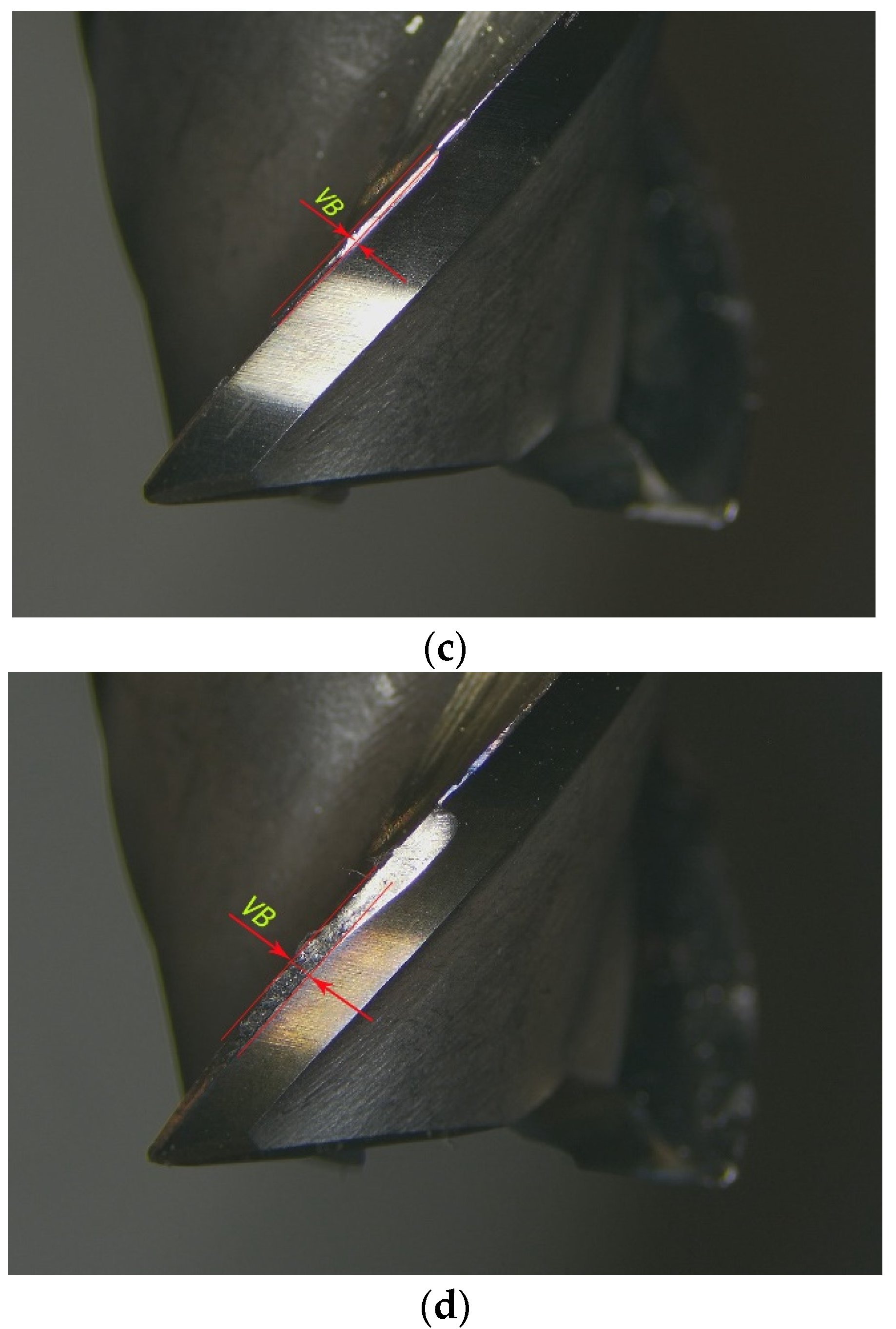
- Collect vibration signals of the milling cutter at the initial wear, normal wear, and severe wear stages, and measure the worn amount of tool flank;
- Taking the Ep minimization as the assessment indicator, the optimal parameter combination of VMD processing milling vibration signals is found out with DE;
- VMD containing optimal parameter combination is applied to treat the milling vibration signals and acquire K0 IMF components;
- The frequency domain cross-correlation ρ between IMF components and original signals is calculated. If , the IMF component is a sensitive one. Afterward, all sensitive IMF components are superimposed to reconstruct the vibration signal;
- The energy and average amplitude of the reconstruction signals are calculated to obtain the eigenvalues corresponding to the different milling cutter wear states;
- The sample pairs of the extracted eigenvalues and the corresponding milling cutter wear states are trained and tested by the Naive Bayes classifier to identify the milling cutter wear states.
4. Experiment and Result Analysis
5. Conclusions
- Taking the Ep minimization as an indicator, the DE algorithm is applied to optimize the selection of VMD parameters (α and K), thus effectively tackling the problem of the decomposition effect of VMD being limited by the selection of preset parameters, which is more accurate and reliable than subjective decisions;
- The correlation between respective IMF components obtained from VMD with the optimal parameters and the original signal is analyzed. It is found that the frequency domain cross-correlation coefficient could better filter out the real sensitive IMF components compared with the time domain cross-correlation coefficient. The sensitive IMF components screened by the frequency domain cross-correlation coefficient retain the effective feature information and remove the interference frequency components and therefore could effectively express the characteristic information of the milling vibration signal;
- After the vibration signals are processed through the optimized VMD method, the periodic impact signal submerged in the background noises could be extracted effectively, the eigenvalues of which are trained and tested by Naive Bayesian classification. The results demonstrate that this method could accurately identify the milling cutter wear state under different working conditions. Moreover, compared with EMD and EEMD methods, this method has a higher level of identification accuracy that could effectively extract the characteristic information of the milling vibration signal.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, W.N.; Mechefske, C.; Kim, I.Y. Identifying optimal features for cutting tool condition monitoring using recurrent neural networks. Adv. Mech. Eng. 2020, 12, 1–14. [Google Scholar] [CrossRef]
- Zhou, Y.Q.; Sun, B.T.; Sun, W.F.; Lei, Z. Tool wear condition monitoring based on a two-layer angle kernel extreme learning machine using sound sensor for milling process. J. Intell. Manuf. 2020, 33, 1–12. [Google Scholar] [CrossRef]
- Xu, X.W.; Wang, J.W.; Ming, W.W.; Chen, M.; An, Q.L. In-process tap tool wear monitoring and prediction using a novel model based on deep learning. Int. J. Adv. Manuf. Technol. 2021, 112, 453–466. [Google Scholar] [CrossRef]
- Shi, M.R.; Qin, X.D.; Li, H.; Shang, S.; Jin, Y.; Huang, T. Cutting force and chatter stability analysis for PKM-based helical milling operation. Int. J. Adv. Manuf. Technol. 2020, 111, 3207–3224. [Google Scholar] [CrossRef]
- Cooper, C.; Wang, P.; Zhang, J.J.; Gao, R.X.; Roney, T.; Ragai, I.; Shaffer, D. Convolutional neural network-based tool condition monitoring in vertical milling operations using acoustic signals. Procedia Manuf. 2020, 49, 105–111. [Google Scholar] [CrossRef]
- Benkedjouh, T.; Zerhouni, N.; Rechak, S. Tool wear condition monitoring based on continuous wavelet transform and blind source separation. Int. J. Adv. Manuf. Technol. 2018, 97, 3311–3323. [Google Scholar] [CrossRef]
- Aralikatti, S.S.; Ravikumar, K.N.; Kumar, H.; Nayaka, H.S.; Sugumaran, V. Comparative study on tool fault diagnosis methods using vibration signals and cutting force signals by machine learning technique. SDHM 2020, 14, 127–145. [Google Scholar] [CrossRef]
- Madhusudana, C.K.; Kumar, H.; Narendranath, S. Condition monitoring of face milling tool using K-star algorithm and histogram features of vibration signal. Eng. Sci. Technol. 2016, 19, 1543–1551. [Google Scholar] [CrossRef]
- Binsaeid, S.; Asfour, S.; Cho, S.; Onar, A. Machine ensemble approach for simultaneous detection of transient and gradual abnormalities in end milling using multisensor fusion. J. Mater. Process. Technol. 2009, 209, 4728–4738. [Google Scholar] [CrossRef]
- Kene, A.P.; Choudhury, S.K. Analytical modeling of tool health monitoring system using multiple sensor data fusion approach in hard machining. Measurement 2019, 145, 118–129. [Google Scholar] [CrossRef]
- Kong, D.D.; Chen, Y.J.; Li, N. Monitoring tool wear using wavelet package decomposition and a novel gravitational search algorithm–least square support vector machine model. Proc. Inst. Mech. Eng. Part C J. Eng. Mech. Eng. Sci. 2020, 234, 822–836. [Google Scholar] [CrossRef]
- Gong, W.G.; Obikawa, T.; Shirakashi, T. Monitoring of tool wear states in turning based on wavelet analysis. JSME Int. J. Ser. C Mech. Syst. Mach. Elem. Manuf. 1997, 40, 447–453. [Google Scholar] [CrossRef][Green Version]
- Stations, M.; Wu, Y.; Escande, P.; Du, R. A new method for real-time tool condition monitoring in transfer. J. Manuf. Sci. Eng. Trans. ASME 2001, 123, 339–347. [Google Scholar]
- Lin, L.; Wang, B.; Qi, J.J.; Wang, D.; Huang, N.T. Bearing fault diagnosis considering the effect of imbalance training sample. Entropy 2019, 21, 386. [Google Scholar] [CrossRef]
- Huang, J.; Wang, X.Q.; Wang, D.; Wang, Z.W.; Hua, X. Analysis of weak fault in hydraulic system based on multi-scale permutation entropy of fault-sensitive intrinsic mode function and deep belief network. Entropy 2019, 21, 425. [Google Scholar] [CrossRef] [PubMed]
- Cao, W.Q.; Fu, P.; Li, X.H. The diagnosis of tool wear based on EMD and GA-B-spline network. Sens. Transducers 2013, 156, 195–202. [Google Scholar]
- Xu, C.W.; Chai, Y.Z.; Li, H.Y.; Shi, Z.C.; Zhang, L.; Liang, Z.F. A feature extraction method for the wear of milling tools based on the Hilbert marginal spectrum. Mach. Sci. Technol. 2019, 23, 847–868. [Google Scholar]
- Babouri, M.K.; Ouelaa, N.; Djebala, A. Experimental study of tool life transition and wear monitoring in turning operation using a hybrid method based on wavelet multi-resolution analysis and empirical mode decomposition. Int. J. Adv. Manuf. Technol. 2016, 82, 2017–2028. [Google Scholar] [CrossRef]
- Shi, X.H.; Wang, R.; Chen, Q.T.; Shao, H. Cutting sound signal processing for tool breakage detection in face milling based on empirical mode decomposition and independent component analysis. J. Vib. Control 2015, 21, 3348–3358. [Google Scholar] [CrossRef]
- Cao, H.R.; Zhou, K.; Chen, X.F. Chatter identification in end milling process based on EEMD and nonlinear dimensionless indicators. Int. J. Mach. Tools Manuf. 2015, 92, 52–59. [Google Scholar] [CrossRef]
- Wu, Z.H.; Huang, N.E. Ensemble Empirical Mode Decomposition: A noise-assisted data analysis method. Adv. Adapt. Data Anal. 2009, 1, 1–41. [Google Scholar] [CrossRef]
- Amarouayache, I.I.E.; Saadi, M.N.; Guersi, N.; Boutasseta, N. Bearing fault diagnostics using EEMD processing and convolutional neural network methods. Int. J. Adv. Manuf. Technol. 2020, 24, 1–19. [Google Scholar] [CrossRef]
- Jia, Y.C.; Li, G.L.; Dong, X.; He, K. A novel denoising method for vibration signal of hob spindle based on EEMD and grey theory. Measurement 2021, 169, 108490. [Google Scholar] [CrossRef]
- Lei, Y.G.; Liu, Z.Y.; Ouazri, J.; Lin, J. A fault diagnosis method of rolling element bearings based on CEEMDAN. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2017, 231, 1804–1815. [Google Scholar] [CrossRef]
- Tong, S.G.; Zhang, Y.D.; Xu, J.; Cong, F.Y. Pattern recognition of rolling bearing fault under multiple conditions based on ensemble empirical mode decomposition and singular value decomposition. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2018, 232, 2280–2296. [Google Scholar] [CrossRef]
- Dragomiretskiy, K.; Zosso, D. Variational Mode Decomposition. IEEE Trans. Signal Process. 2014, 62, 531–544. [Google Scholar] [CrossRef]
- Liu, C.F.; Zhu, L.D.; Ni, C.B. Chatter detection in milling process based on VMD and energy entropy. Mech. Syst. Signal Proc. 2018, 105, 169–182. [Google Scholar] [CrossRef]
- Liu, C.L.; Tan, J.P.; Huang, Z.H. Fault diagnosis of rolling element bearings based on adaptive mode extraction. Machines 2022, 10, 260. [Google Scholar] [CrossRef]
- Liang, Z.H.; Cao, J.T.; Ji, X.F.; Wei, P. Fault severity assessment of rolling bearings method based on improved VMD and LSTM. J. Vibroeng. 2020, 22, 1338–1356. [Google Scholar]
- Liu, C.; Cheng, G.; Chen, X.H.; Pang, Y.S. Planetary gears feature extraction and fault diagnosis method based on VMD and CNN. Sensors 2018, 18, 1523. [Google Scholar] [CrossRef]
- Li, K.; He, S.P.; Luo, B.; Li, B.; Liu, H.Q.; Mao, X.Y. Online chatter detection in milling process based on VMD and multiscale entropy. Int. J. Adv. Manuf. Technol. 2019, 105, 5009–5022. [Google Scholar] [CrossRef]
- Li, H.; Liu, T.; Wu, X.; Chen, Q. Application of optimized variational mode decomposition based on kurtosis and resonance frequency in bearing fault feature extraction. Trans. Inst. Meas. Control 2020, 42, 518–527. [Google Scholar] [CrossRef]
- Wang, R.; Xu, L.; Liu, F.K. Bearing fault diagnosis based on improved VMD and DCNN. J. Vibroeng. 2020, 22, 1055–1068. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, H.G.; Meng, G.; Tu, X.T.; Cheng, C.M. Chatter detection in milling process based on the energy entropy of VMD and WPD. Int. J. Mach. Tools Manuf. 2016, 108, 106–112. [Google Scholar] [CrossRef]
- Kumar, A.; Zhou, Y.Q.; Xiang, J.W. Optimization of VMD using kernel-based mutual information for the extraction of weak features to detect bearing defects. Measurement 2021, 168, 108402. [Google Scholar] [CrossRef]
- Zhang, H.; Rao, P.; Chen, X.; Xia, H.; Zhang, S.H. Denoising and feature extraction for space infrared dim target recognition utilizing optimal VMD and dual-band thermometry. Machines 2022, 10, 168. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case | ap (mm) | ae (mm) | fz (mm/z) | n (r/min) |
|---|---|---|---|---|
| 1 | 5 | 0.3 | 0.15 | 732 |
| 2 | 4 | 0.3 | 0.07 | 541 |
| 3 | 3 | 0.5 | 0.07 | 732 |
| 4 | 5 | 0.5 | 0.03 | 923 |
| 5 | 4 | 0.4 | 0.03 | 732 |
| 6 | 3 | 0.2 | 0.03 | 541 |
| Case | Accuracy | ||
|---|---|---|---|
| EMD | EEMD | Optimized VMD | |
| 1 | 80% | 84% | 96% |
| 2 | 88% | 92% | 96% |
| 3 | 84% | 92% | 100% |
| 4 | 84% | 96% | 96% |
| 5 | 84% | 88% | 100% |
| 6 | 80% | 88% | 96% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, H.; Gao, F.; Li, Y.; Wei, X.; Gao, C.; Chang, L. An Optimized VMD Method for Predicting Milling Cutter Wear Using Vibration Signal. Machines 2022, 10, 548. https://doi.org/10.3390/machines10070548
Chang H, Gao F, Li Y, Wei X, Gao C, Chang L. An Optimized VMD Method for Predicting Milling Cutter Wear Using Vibration Signal. Machines. 2022; 10(7):548. https://doi.org/10.3390/machines10070548
Chicago/Turabian StyleChang, Hao, Feng Gao, Yan Li, Xiaoqing Wei, Chuang Gao, and Lihong Chang. 2022. "An Optimized VMD Method for Predicting Milling Cutter Wear Using Vibration Signal" Machines 10, no. 7: 548. https://doi.org/10.3390/machines10070548
APA StyleChang, H., Gao, F., Li, Y., Wei, X., Gao, C., & Chang, L. (2022). An Optimized VMD Method for Predicting Milling Cutter Wear Using Vibration Signal. Machines, 10(7), 548. https://doi.org/10.3390/machines10070548