
3D Pipe Forming of a New Bending Machine with a 3PUU–3RPS Hybrid Mechanism

 ,
,
Abstract
:1. Introduction
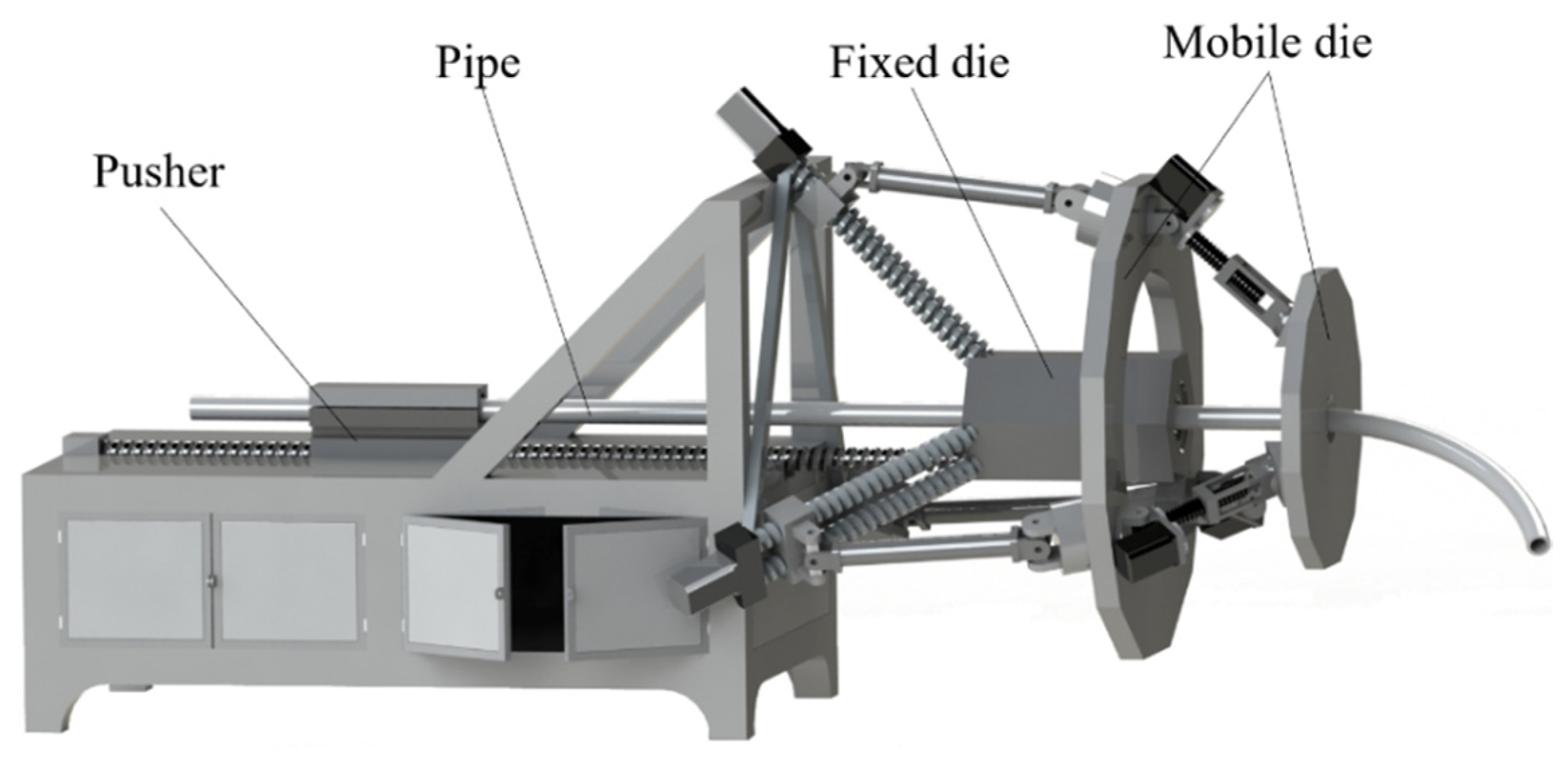
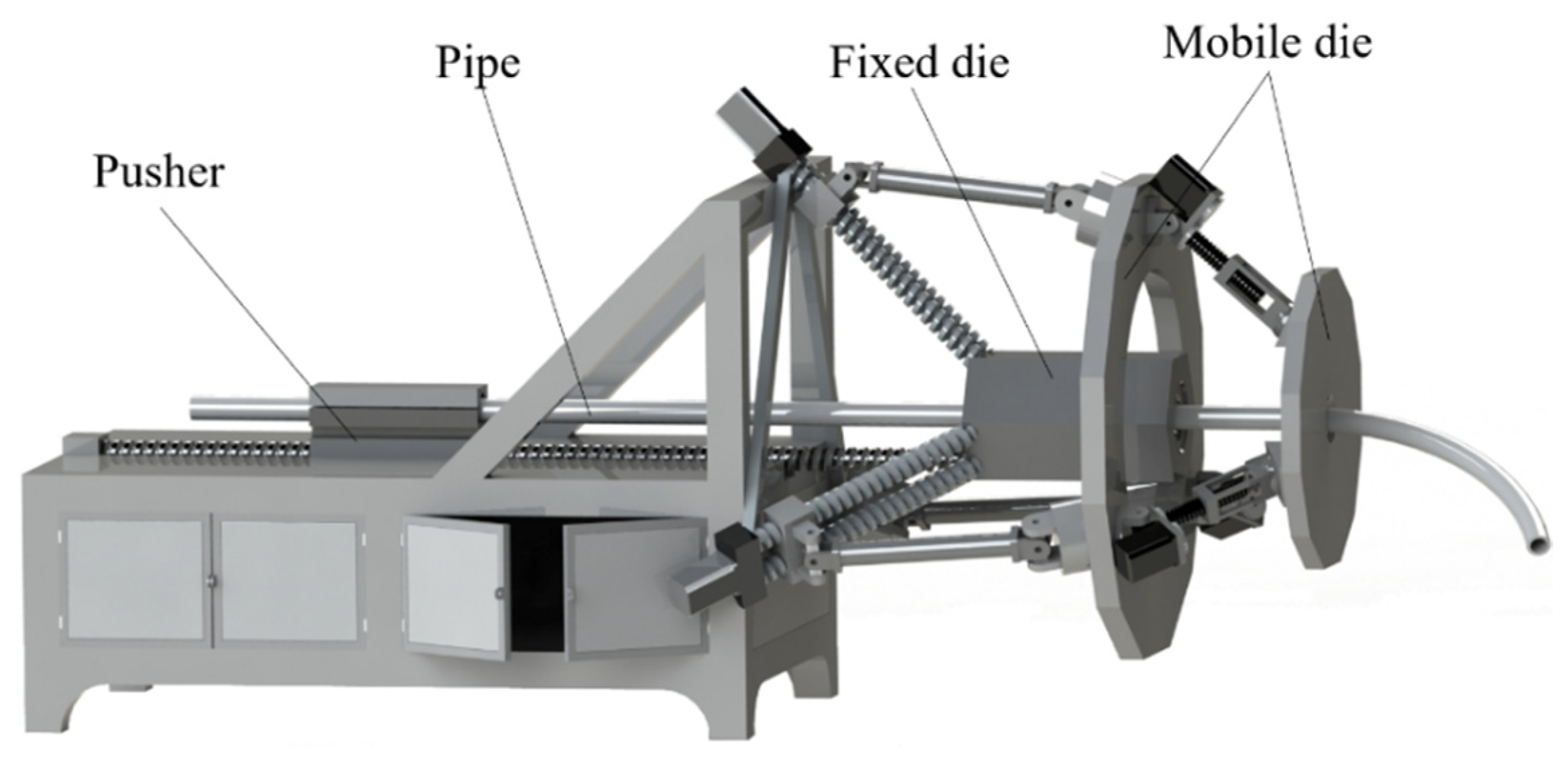
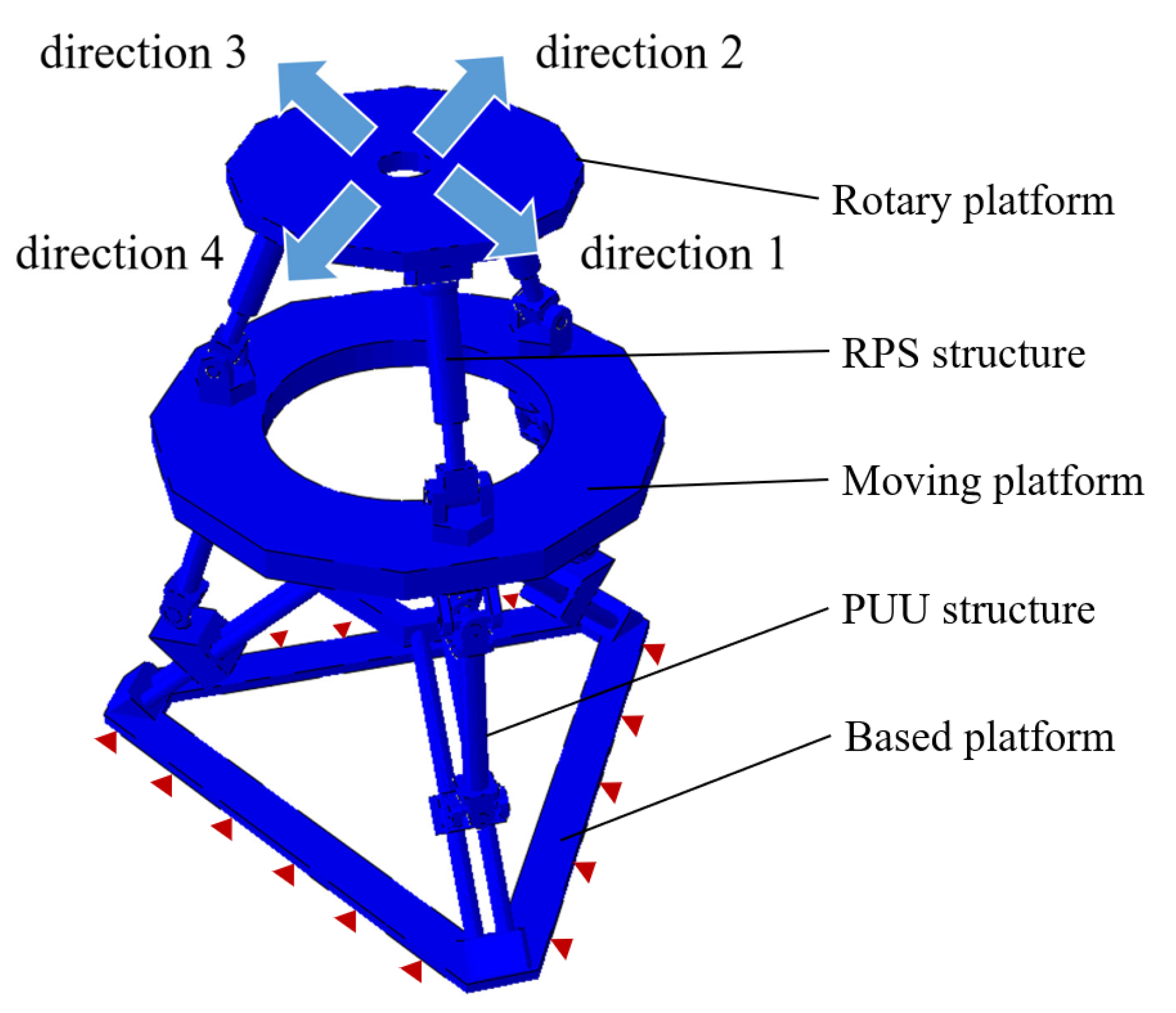
2. The Structural Design of Pipe-Bending Machine
The Analysis on Degree of Freedom
3. Kinematic Analysis
3.1. Inverse Position Model
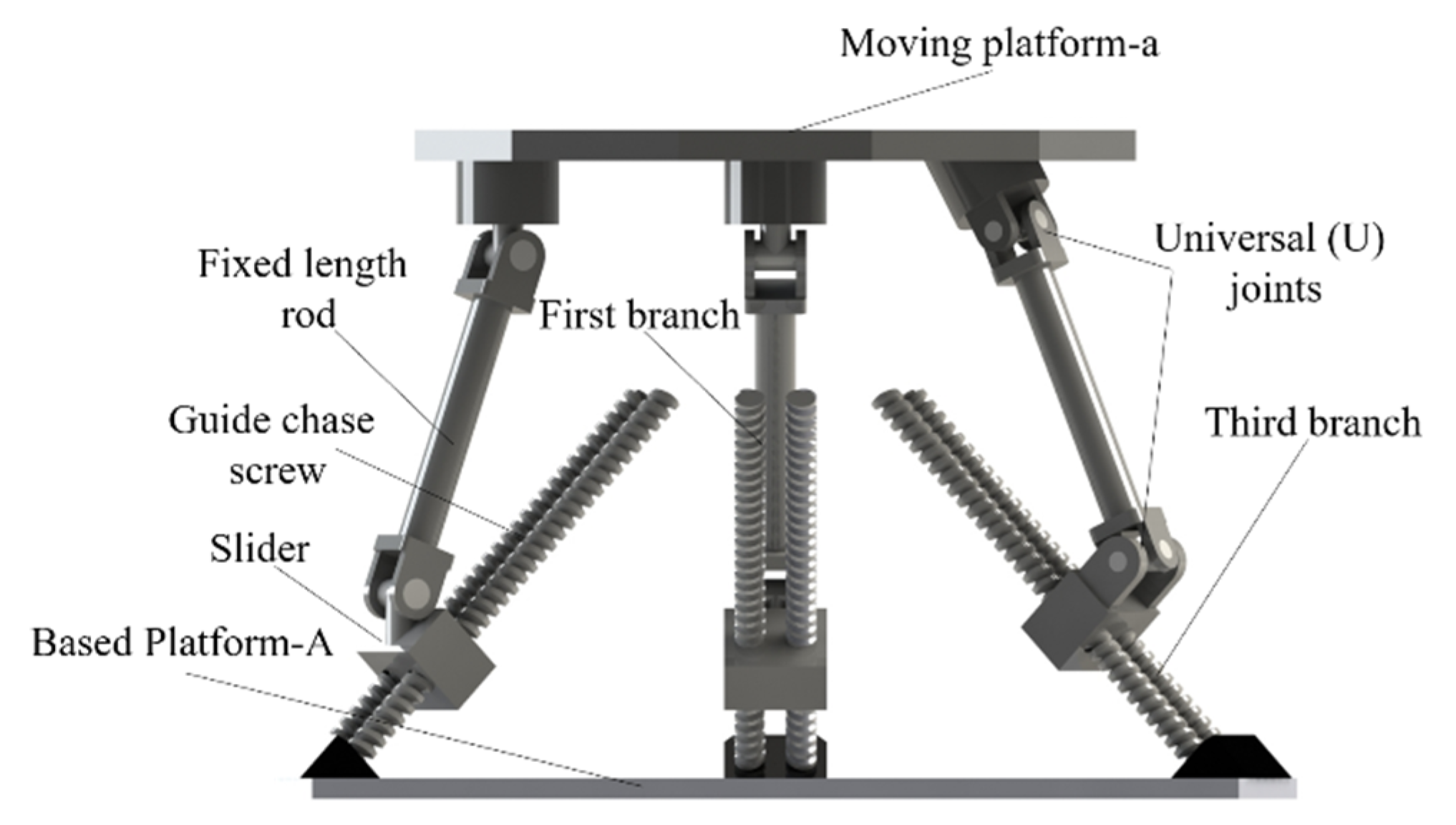
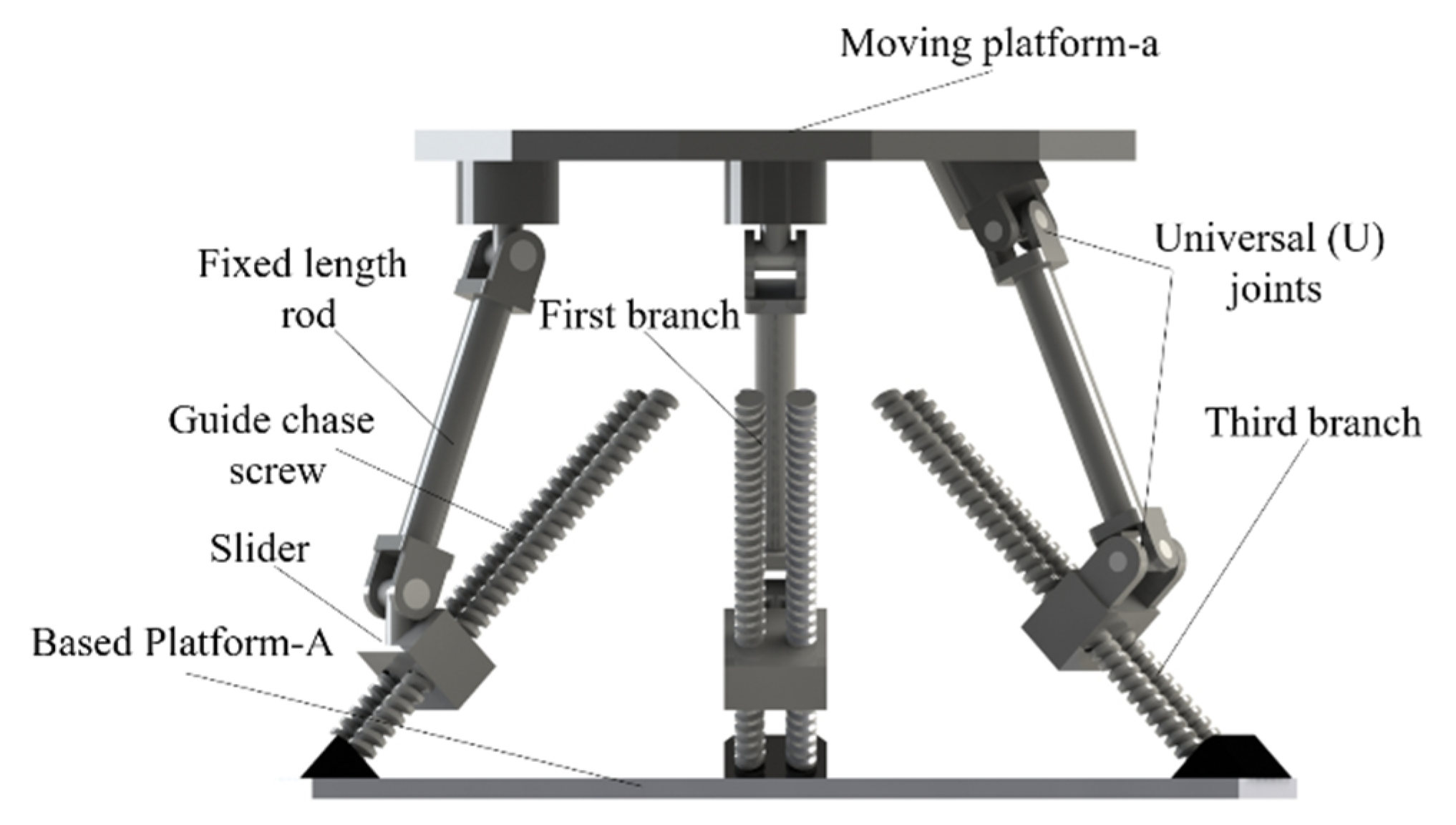
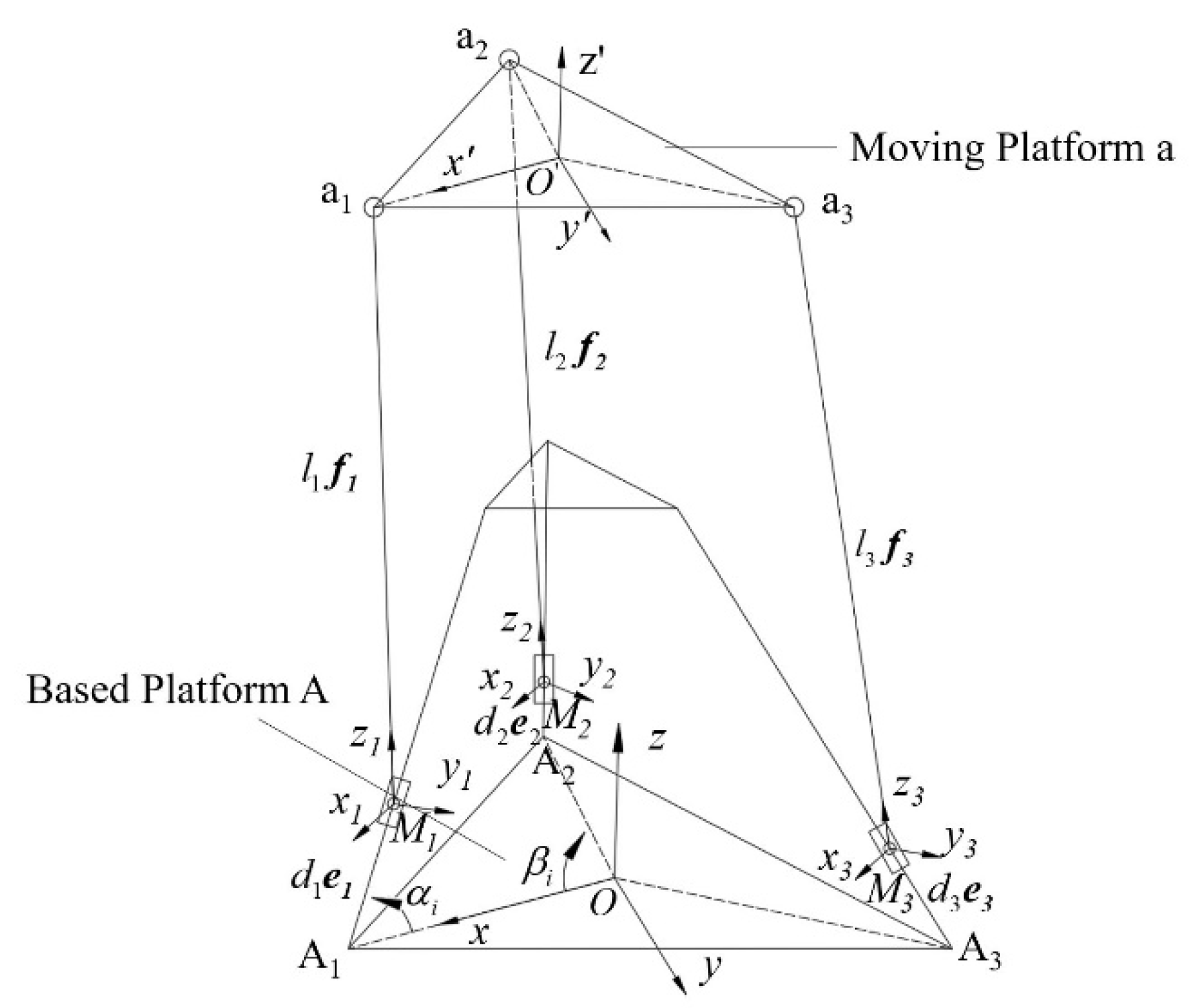
3.1.1. Inverse Position Model of 3PUU Moving Part
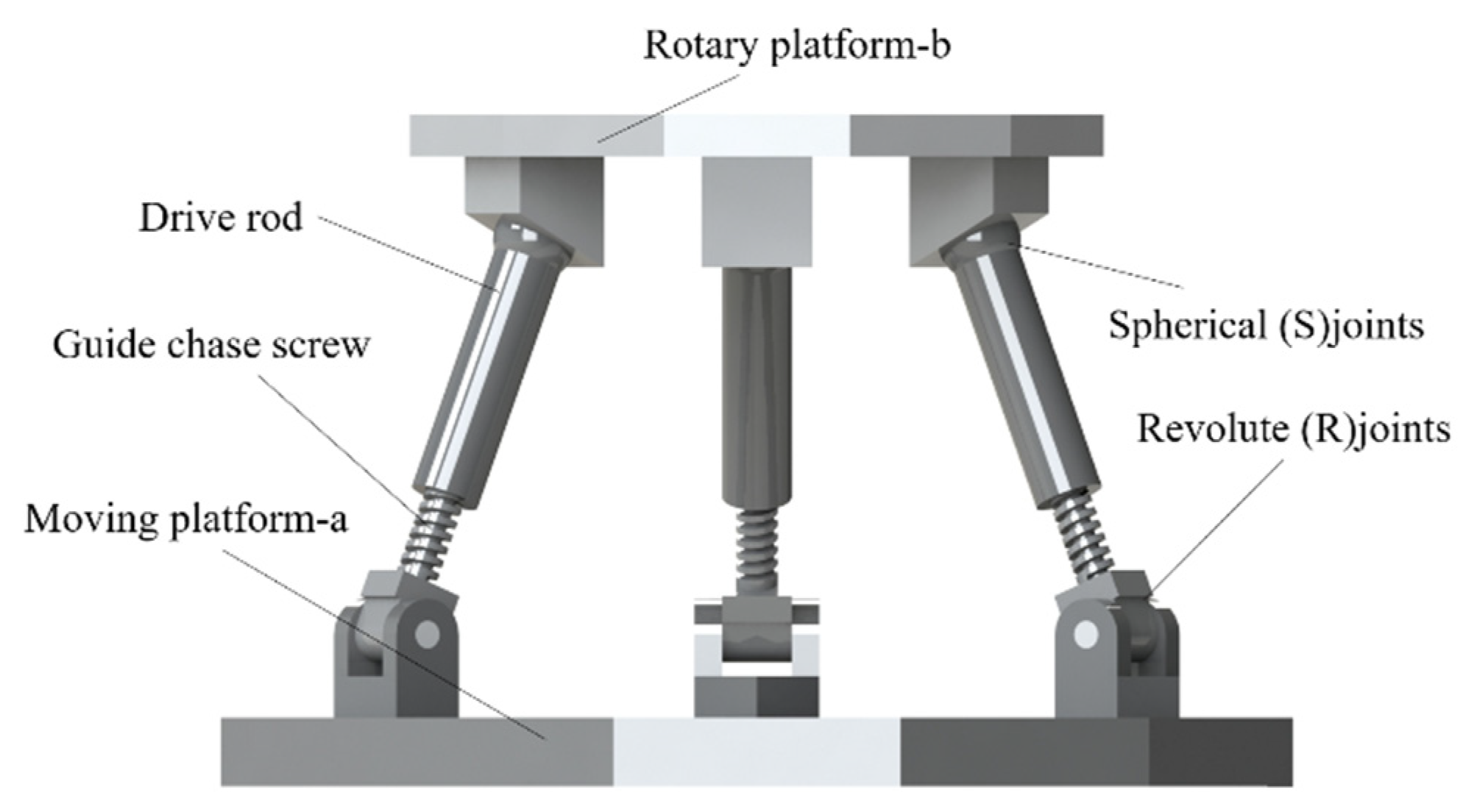
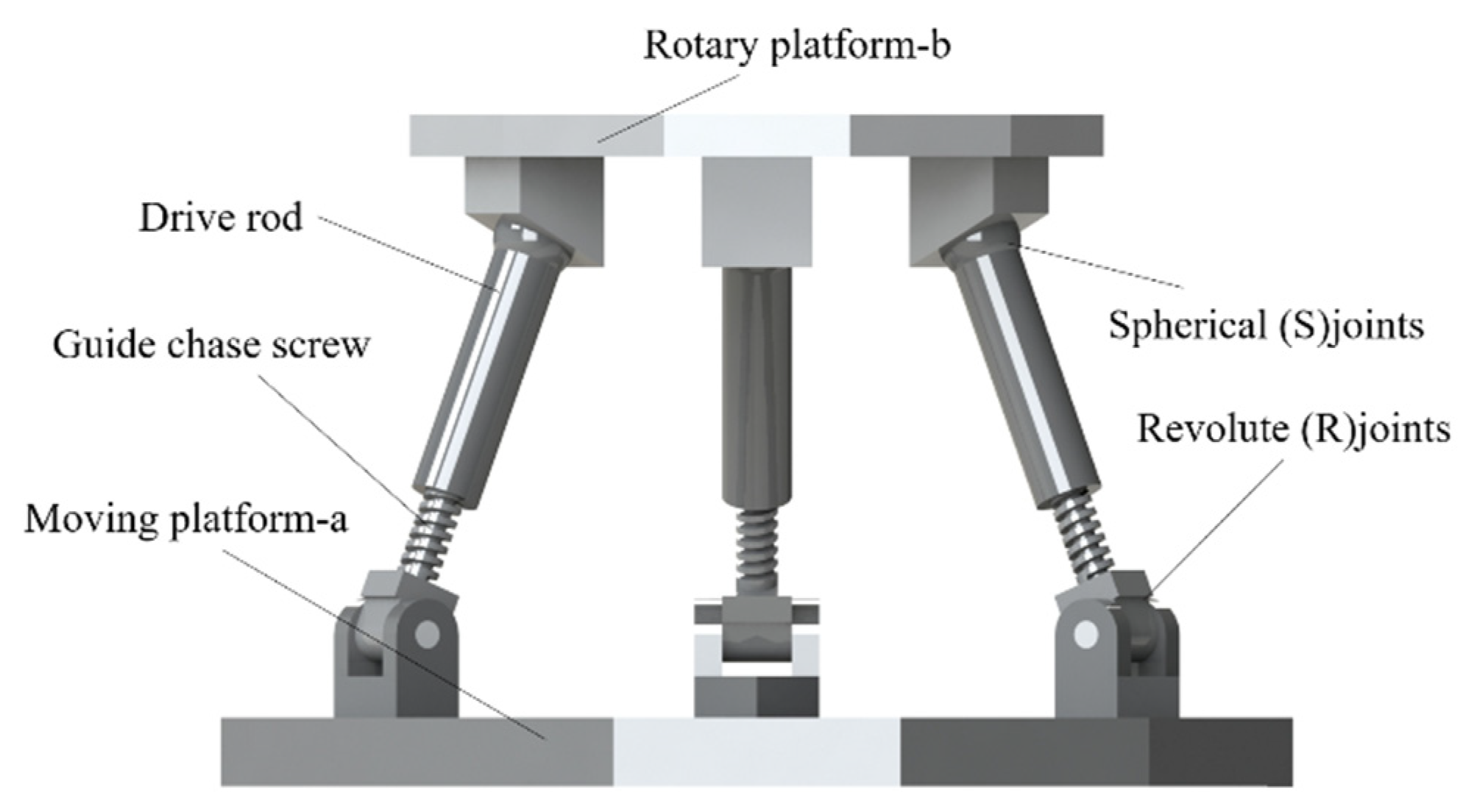
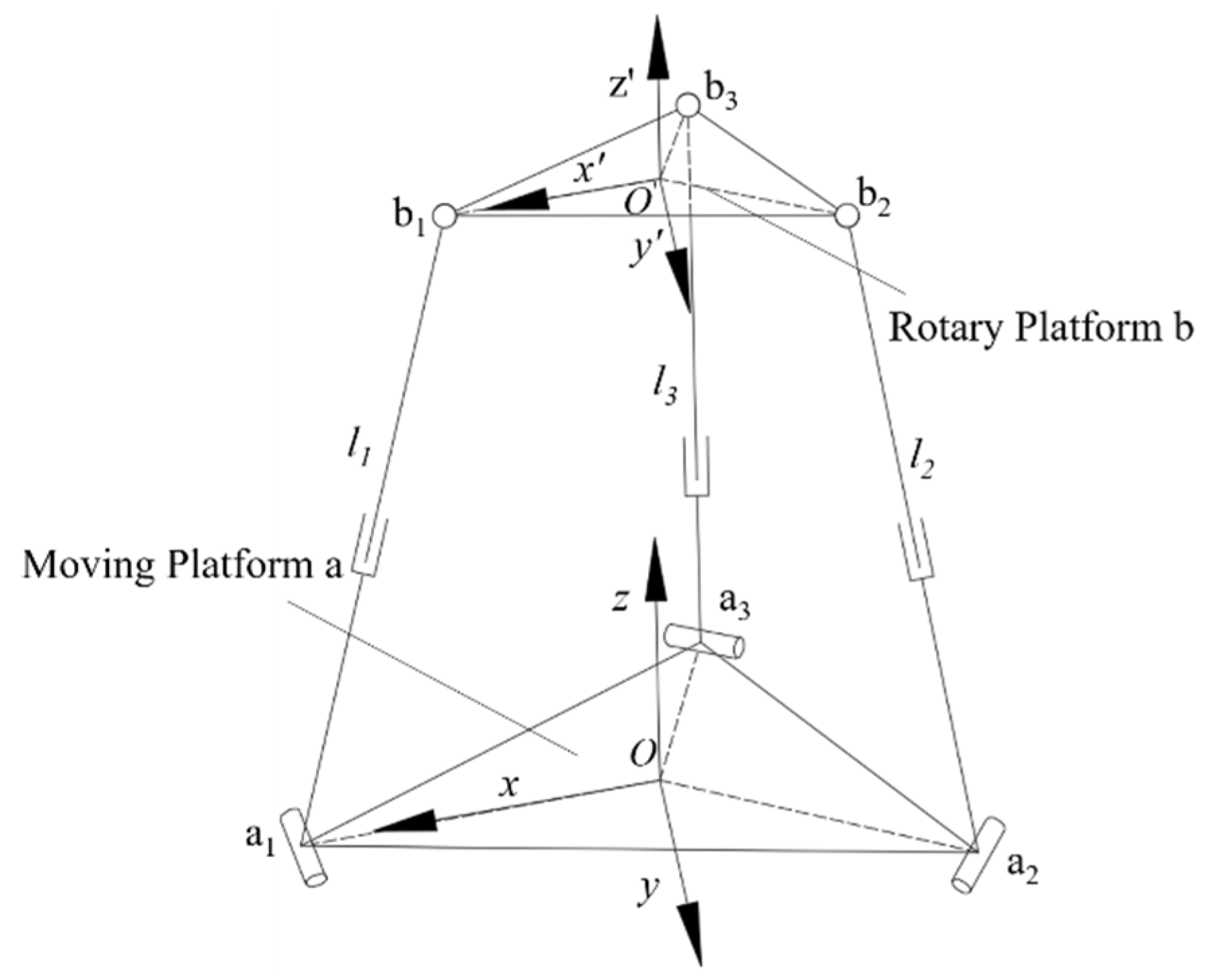
3.1.2. Inverse Position Model of 3RPS Rotary Part
3.2. Inverse Velocity Model and the Inverse Acceleration Model
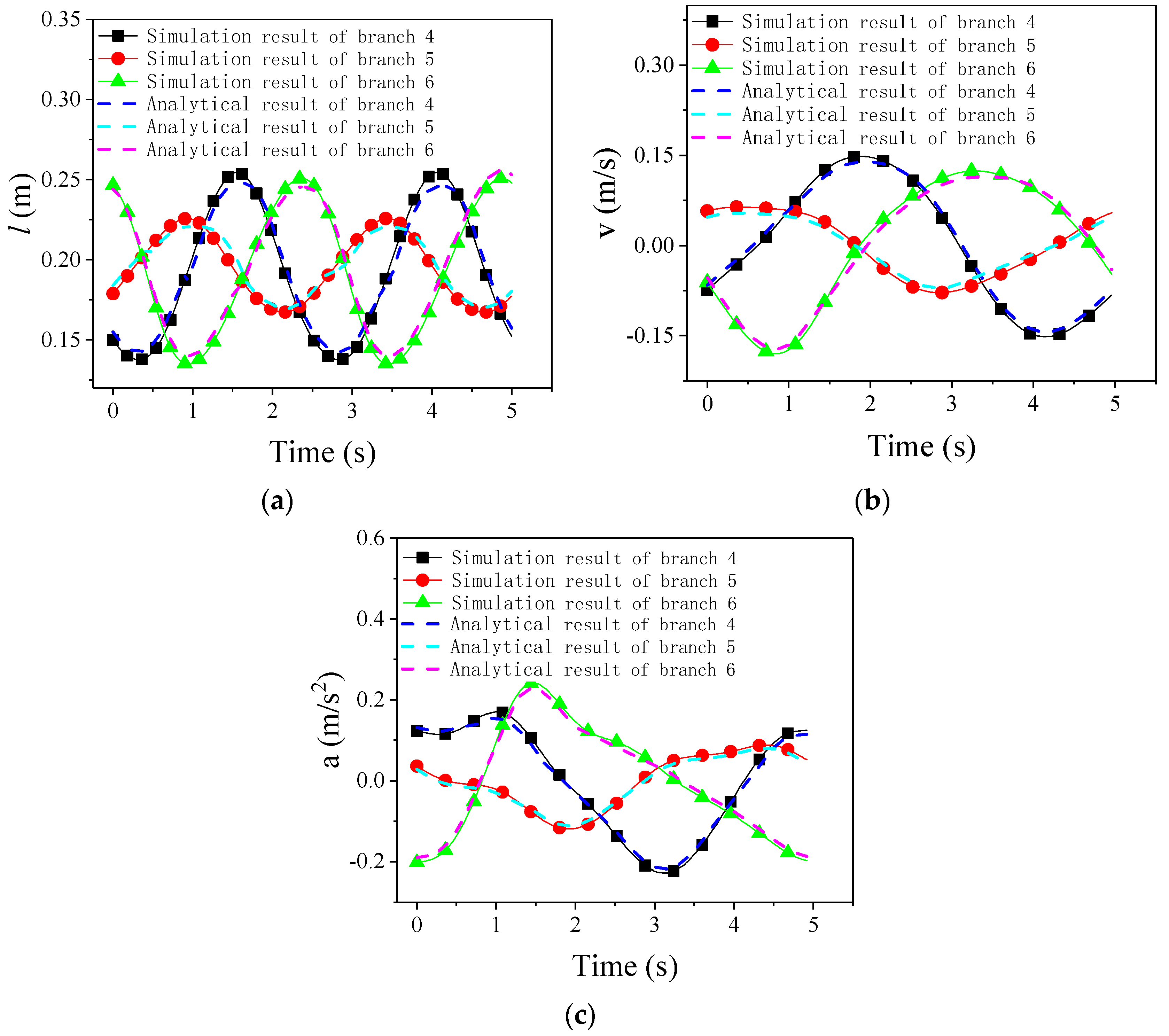
3.2.1. The Inverse Velocity Model and the Inverse Acceleration Model of 3PUU Moving Part
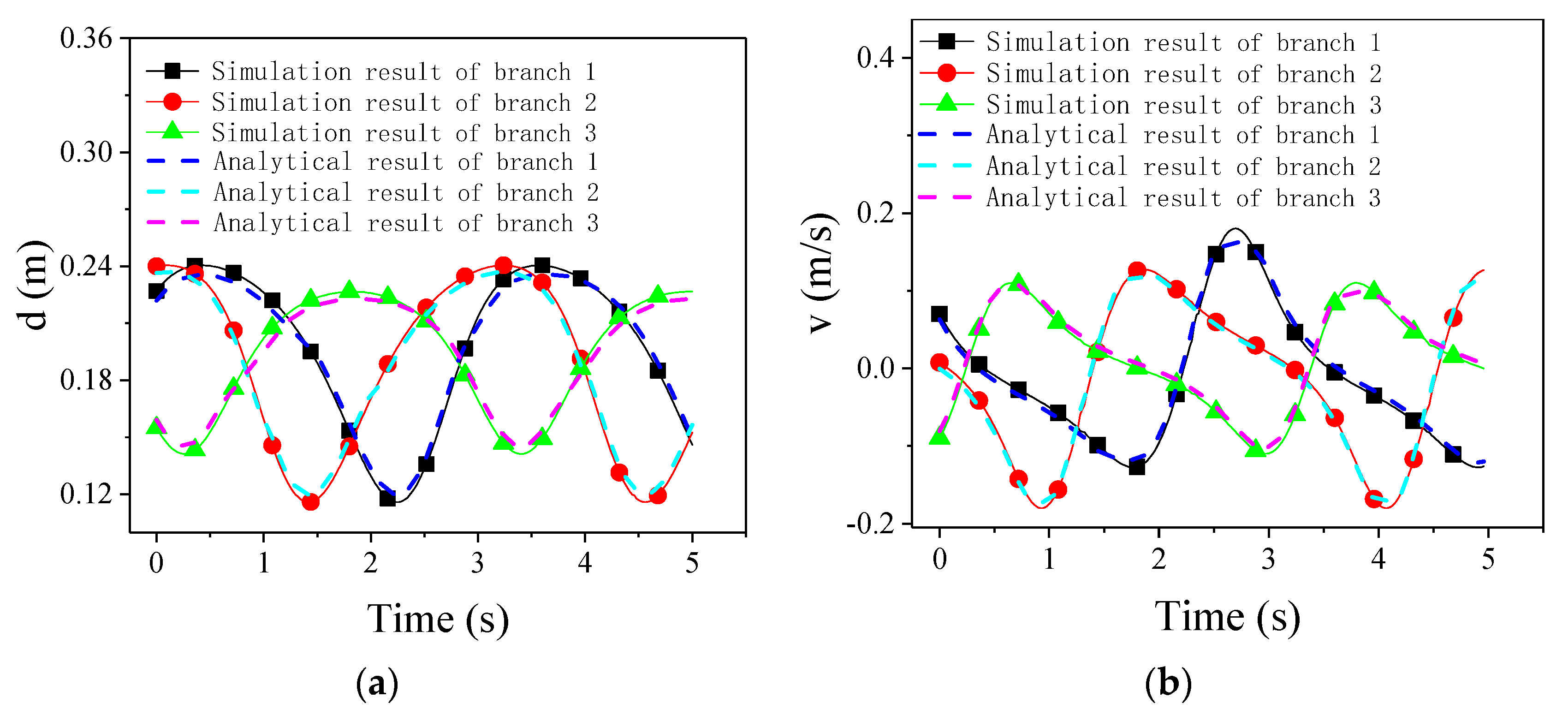
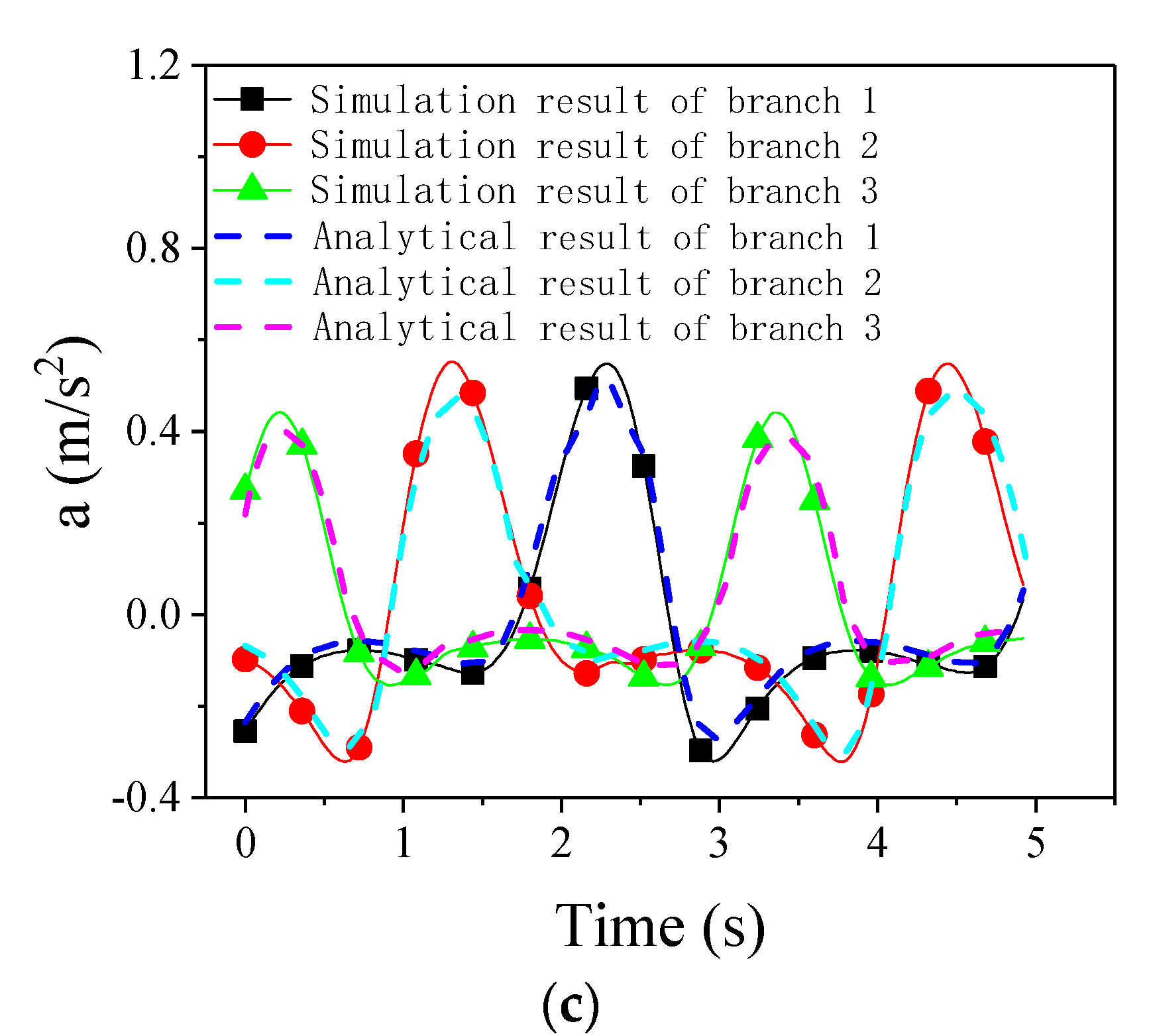
3.2.2. Inverse Velocity and Acceleration Models of 3RPS Rotary Part
4. Analysis of Numerical Simulation Result
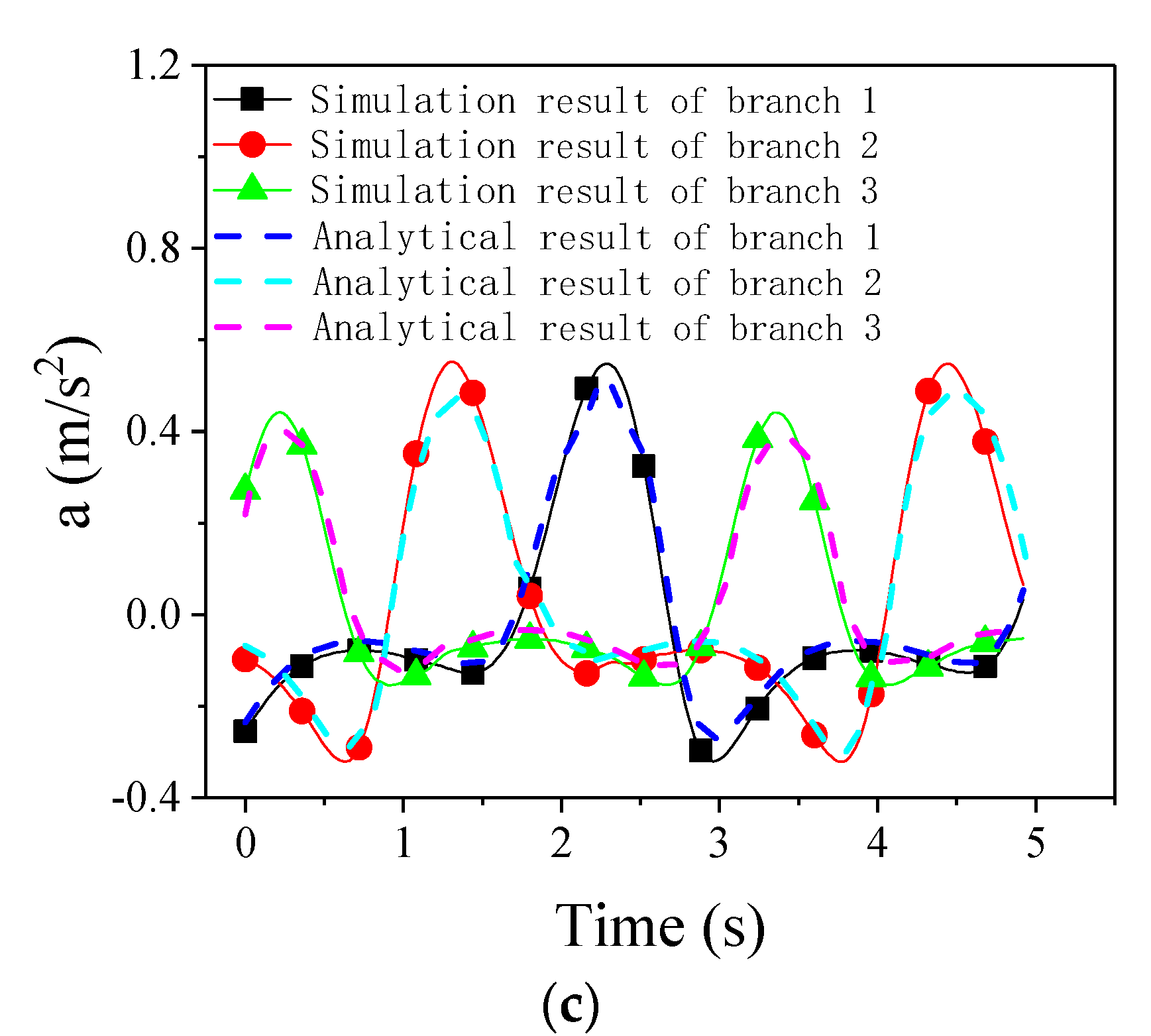
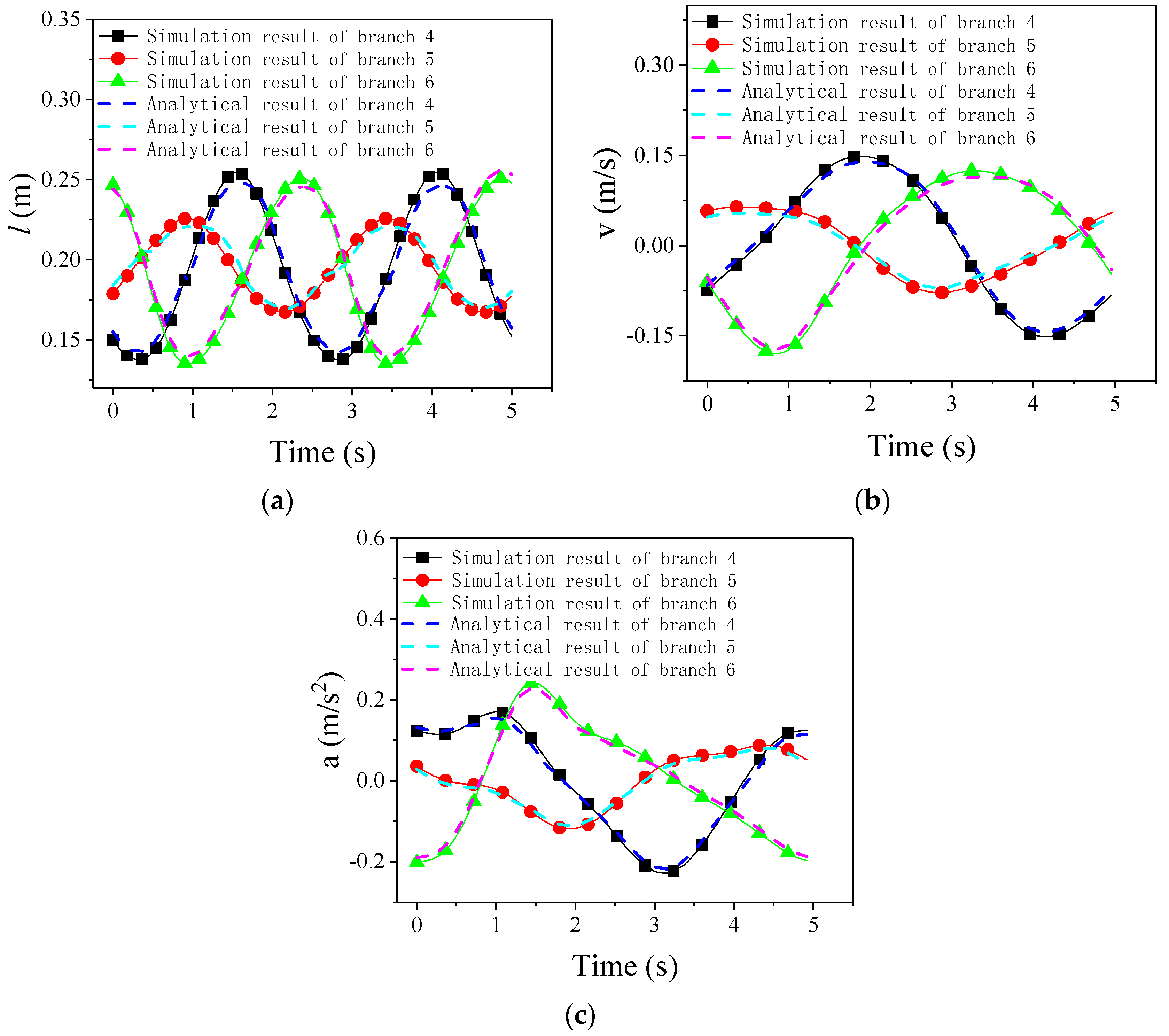
4.1. Kinematics Simulation and Calculation Based on ADAMS and MATLAB
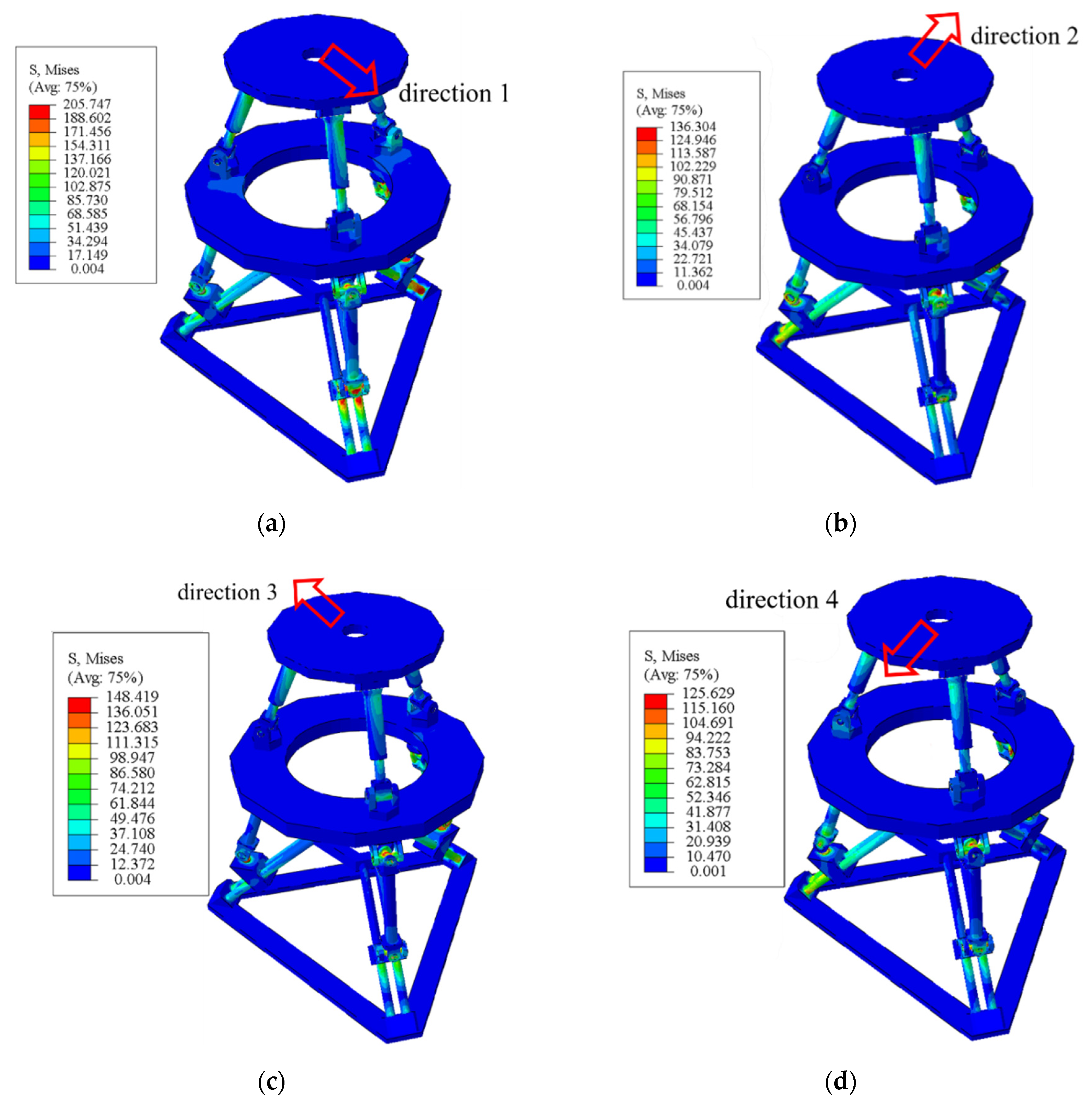
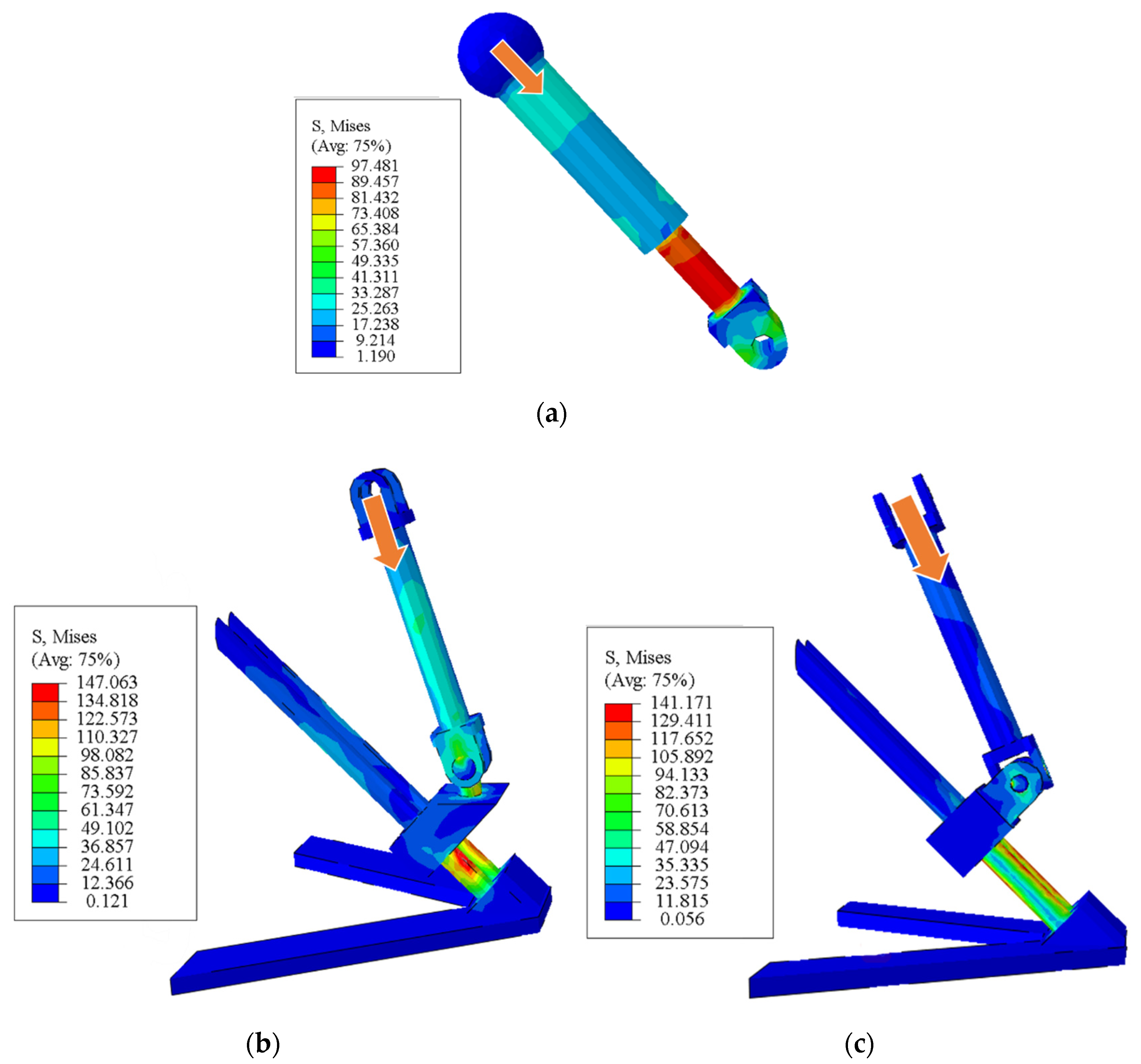
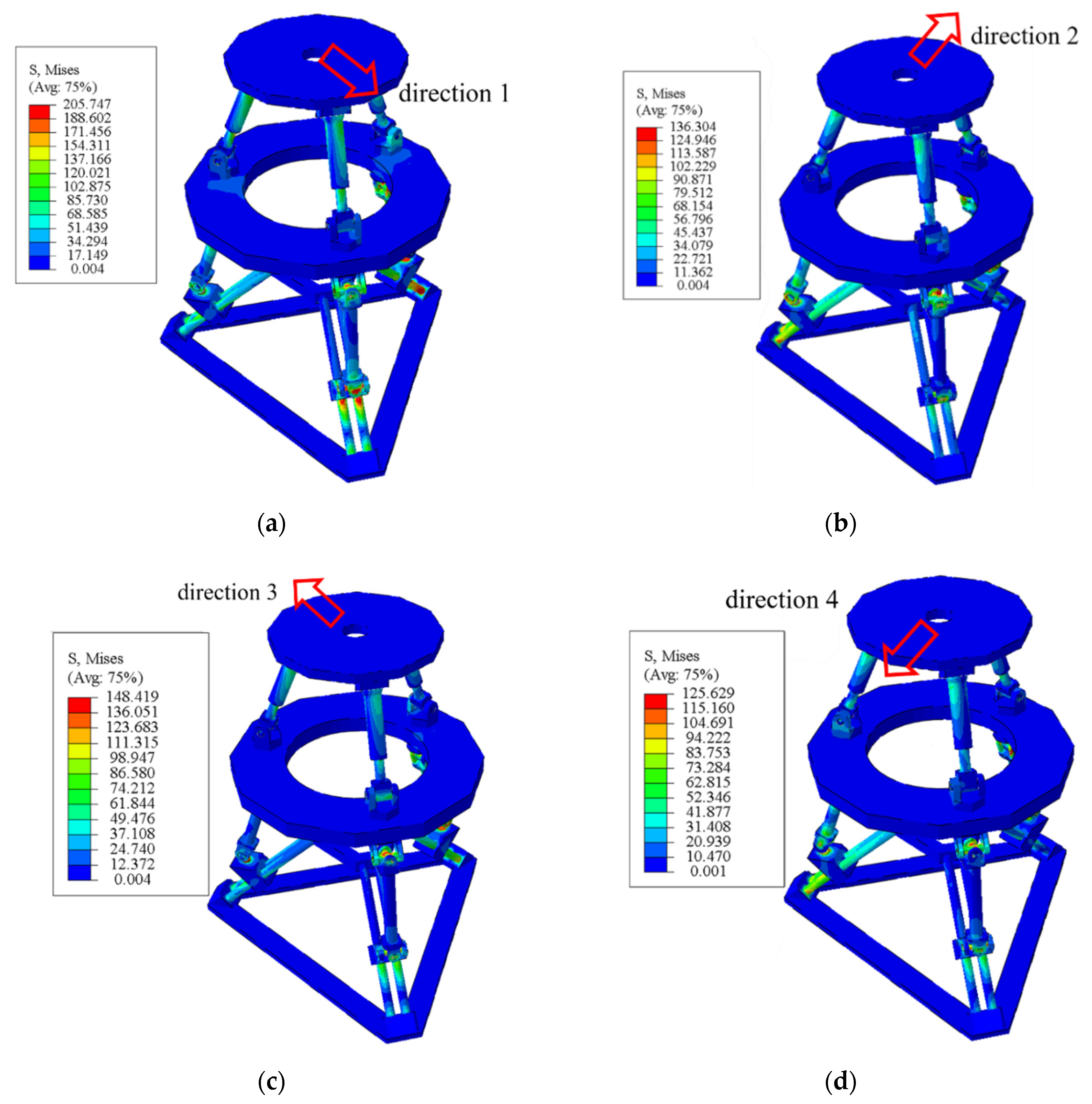
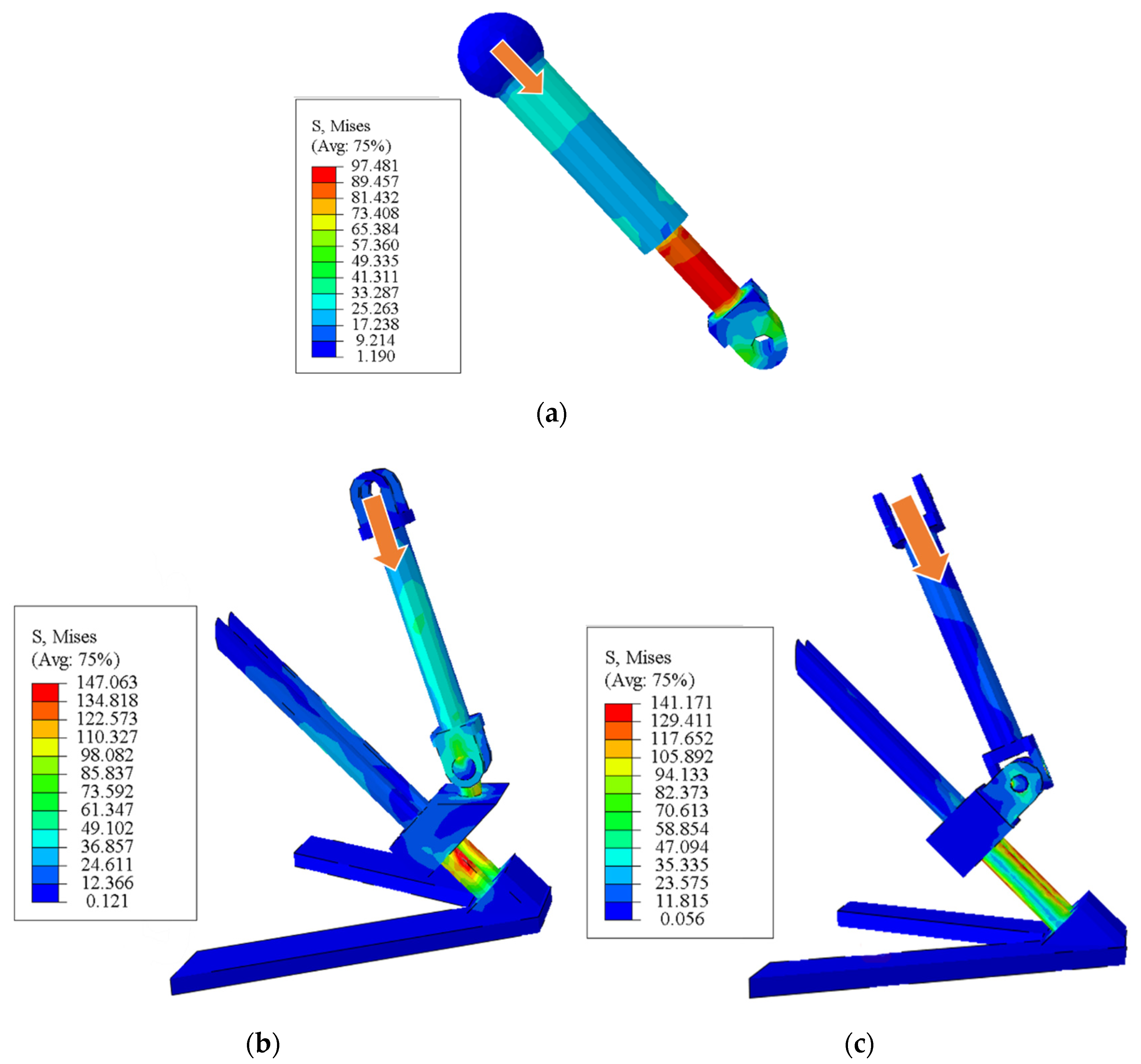
4.2. Static Stiffness Analysis
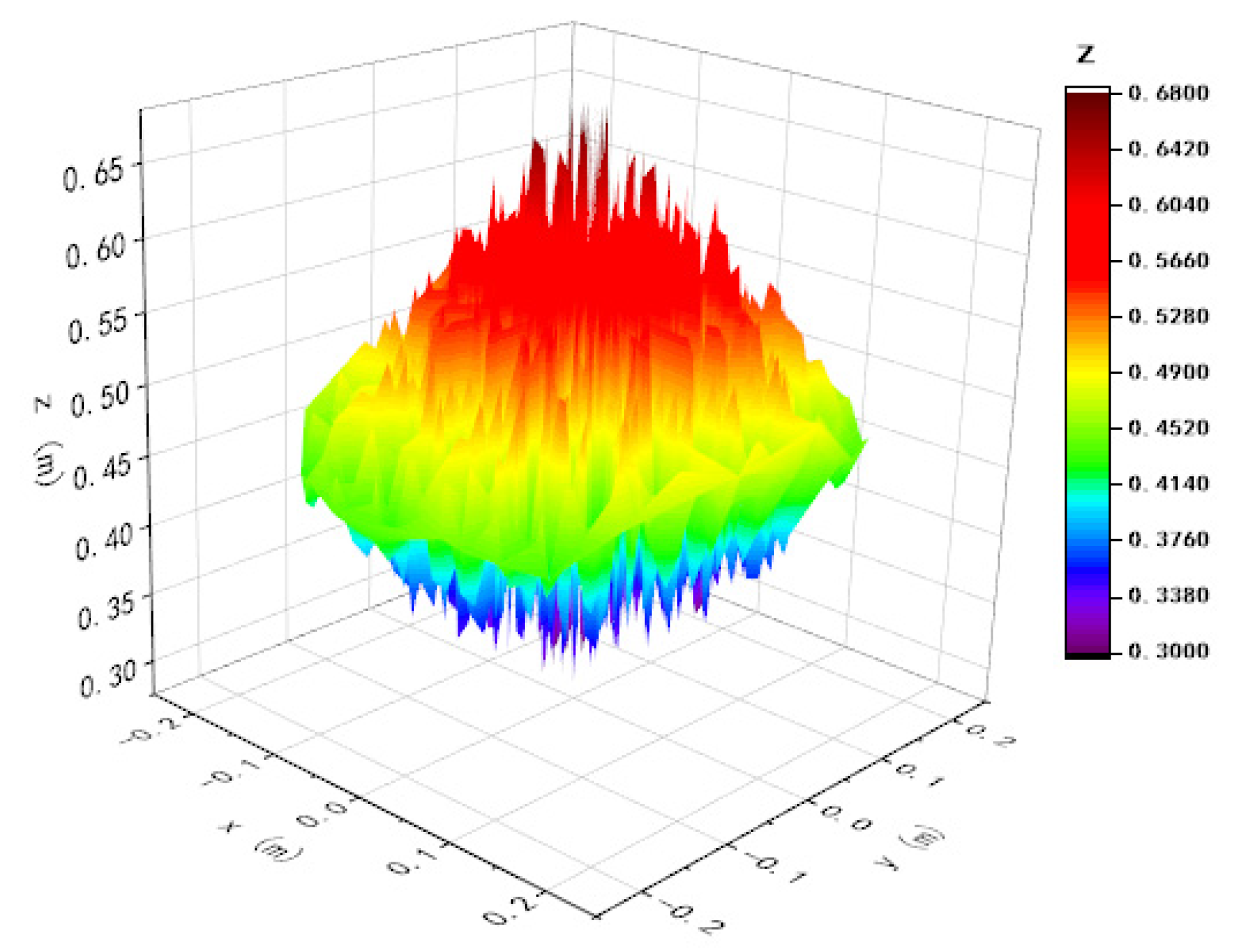
4.3. Analysis of Workspace
5. Conclusions
- The degree of freedom of the proposed mechanism was analyzed based on the screw theory. It can meet the requirements of free-bending forming by combining the 3PUU moving part and 3RPS rotary part.
- In aspects of kinematics, the inverse position model, inverse velocity model and inverse acceleration model were established based on structural characteristics of the 3PUU–3RPS mobile die. Furthermore, the kinematics simulation and static stiffness were accomplished. The corresponding numerical simulation and the relevant theoretical analysis were also conducted to verify the reliability and feasibility of the mechanism.
- Based on the inverse position model, the working space of this mechanism and the relationship between end-effector and actuator was also presented.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Song, F.; Yang, H.; Li, H.; Zhan, M.; Li, G. Springback prediction of thick-walled high-strength titanium tube bending. Chin. J. Aeronaut. 2013, 26, 1336–1345. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, Z.; Shang, Q.; Li, F.; Hui, Y.; Fan, H. A method for investigating the springback behavior of 3D tubes. Int. J. Mech. Sci. 2017, 131, 191–204. [Google Scholar] [CrossRef]
- Zhou, W.; Shao, Z.; Yu, J.; Lin, J. Advances and Trends in Forming Curved Extrusion Profiles. Materials 2021, 14, 1603. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Ma, J.; Liu, B.Y.; Gu, R.J.; Li, G.J. An insight into neutral layer shifting in tube bending. Int. J. Mach. Tools Manuf. 2018, 126, 51–70. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, Z. An improved procedure for manufacture of 3D tubes with springback concerned in flexible bending process. Chin. J. Aeronaut. 2021, 34, 267–276. [Google Scholar] [CrossRef]
- Ma, J.; Li, H.; Fu, M.W. Modelling of Springback in Tube Bending: A Generalized Analytical Approach. Int. J. Mech. Sci. 2021, 204, 106516. [Google Scholar] [CrossRef]
- Yang, H.; Li, H.; Ma, J.; Li, G.; Huang, D. Breaking bending limit of difficult-to-form titanium tubes by differential heating-based reconstruction of neutral layer shifting. Int. J. Mach. Tools Manuf. 2021, 166, 103742. [Google Scholar] [CrossRef]
- Zhan, M.; Yang, H.; Huang, L.; Gu, R. Springback analysis of numerical control bending of thin-walled tube using numerical-analytic method. J. Mater. Processing Technol. 2006, 177, 197–201. [Google Scholar] [CrossRef]
- Gu, R.J.; Yang, H.; Zhan, M.; Li, H.; Li, H.W. Research on the springback of thin-walled tube NC bending based on the numerical simulation of the whole process. Comput. Mater. Sci. 2008, 42, 537–549. [Google Scholar] [CrossRef]
- Yang, H.; Li, H.; Zhang, Z.; Zhan, M.; Liu, J.; Li, G. Advances and Trends on Tube Bending Forming Technologies. Chin. J. Aeronaut. 2012, 25, 1–12. [Google Scholar] [CrossRef]
- Wagoner, R.H.; Lim, H.; Lee, M.-G. Advanced Issues in springback. Int. J. Plast. 2013, 45, 3–20. [Google Scholar] [CrossRef]
- Ma, J.; Welo, T. Analytical springback assessment in flexible stretch bending of complex shapes. Int. J. Mach. Tools Manuf. 2021, 160, 103653. [Google Scholar] [CrossRef]
- Staupendahl, D.; Chatti, S.; Tekkaya, A.E. Closed-loop control concept for kinematic 3D-profile bending. AIP Conf. Proc. 2016, 1769, 150002. [Google Scholar]
- Yang, D.Y.; Bambach, M.; Cao, J.; Duflou, J.R.; Groche, P.; Kuboki, T.; Sterzing, A.; Tekkaya, A.E.; Lee, C.W. Flexibility in metal forming. CIRP Ann. 2018, 67, 743–765. [Google Scholar] [CrossRef]
- Zhang, Z.K.; Wu, J.J.; Guo, R.C.; Wang, M.Z.; Li, F.F.; Guo, S.C.; Wang, Y.A.; Liu, W.P. A semi-analytical method for the springback prediction of thick-walled 3D tubes. Mater. Des. 2016, 99, 57–67. [Google Scholar] [CrossRef]
- Zhang, S.; Wu, J.; Wang, Q.; Liang, Z. Research on Springback in Tube Bending Process. Aeronaut. Manuf. Technol. 2014, 454, 45–50. [Google Scholar]
- Murata, M.; Kuboki, T. CNC tube forming method for manufacturing flexibly and 3-Dimensionally bent tubes. In 60 Excellent Inventions in Metal Forming; Tekkaya, A.E., Homberg, W., Brosius, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 363–368. [Google Scholar]
- Plettke, R.; Vatter, P.H.; Vipavc, D. Basics of Process Design for 3D freeform bending. Steel Res. Int. 2012, S, 307–310. [Google Scholar]
- Gantner, P.; Bauer, H.; Harrison, D.K.; de Silva, A.K.M. Free-Bending—A new bending technique in the hydroforming process chain. J. Mater. Processing Technol. 2005, 167, 302–308. [Google Scholar] [CrossRef]
- Chatti, S.; Hermes, M.; Tekkaya, A.E.; Kleiner, M. The new TSS bending process: 3D bending of profiles with arbitrary cross-sections. CIRP Ann. 2010, 59, 315–318. [Google Scholar] [CrossRef]
- Becker, C.; Staupendahl, D.; Hermes, M.; Chatti, S.; Tekkaya, A.E. Incremental Tube Forming and Torque Superposed Spatial Bending—A View on Process Parameters. Steel Res. Int. 2012, S, 415–418. [Google Scholar]
- Hudovernik, M.; Kosel, F.; Staupendahl, D.; Tekkaya, A.; Kuzman, K. Application of the bending theory on square-hollow sections made from high-strength steel with a changing angle of the bending plane. J. Mater. Processing Technol. 2014, 214, 2505–2513. [Google Scholar] [CrossRef]
- Strano, M.; Colosimo, B.M.; Castillo, E.D. Improved design of a three roll tube bending process under geometrical uncertainties. AIP Conf. Proc. 2011, 1353, 35–40. [Google Scholar]
- Vatter, P.H.; Plettke, R. Process model for the design of bent 3-dimensional free-form geometries for the three-roll-push-bending process. Procedia CIRP 2013, 7, 240–245. [Google Scholar] [CrossRef]
- Goto, H.; Ichiryu, K.; Saito, H.; Ishikura, Y.; Tanaka, Y. Applications with a new 6-DOF bending machine in tube forming processes. In Proceedings of the JFPS International Symposium on Fluid Power, Toyama, Japan, 15–18 September 2008; The Japan Fluid Power System Society: Tokyo, Japan, 2008; pp. 183–188. [Google Scholar]
- Goto, H.; Tanaka, Y.; Ichiryu, K. 3D Tube Forming and Applications of a New Bending Machine with Hydraulic Parallel Kinematics. Int. J. Autom. Technol. 2012, 6, 509–515. [Google Scholar] [CrossRef]
- Kawasumi, S.; Takeda, Y.; Matsuura, D. Precise pipe-bending by 3-RPSR parallel mechanism considering springback and clearances at dies. Trans. Jpn. Soc. Mech. Eng. 2014, 80, 343. [Google Scholar]
- Takeda, Y.; Inada, S.; Kawasumi, S.; Matsuura, D.; Hirose, K.; Ichiryu, K. Kinematic design of 3-RPSR parallel mechanism for movable-die drive mechanism of pipe bender. Rom. J. Tech. Sci. Appl. Mech. 2013, 58, 71–96. [Google Scholar]
- Li, Y.; Li, A.; Yue, Z.; Qiu, L.; Badreddine, H.; Gao, J.; Wang, Y. Springback prediction of AL6061 pipe in free bending process based on finite element and analytic methods. Int. J. Adv. Manuf. Technol. 2020, 109, 1789–1799. [Google Scholar] [CrossRef]
- Xu, H.; Li, J.; Chen, Y.; Zhang, R.; Gao, J. Kinematic Modeling of Spherical Parallel Manipulator with Vectored Thrust Function for Underwater Robot Based on Screw Theory. Robot 2016, 38, 745–753. [Google Scholar]
- Li, H.; Yang, H.; Zhang, Z.Y.; Li, G.J.; Liu, N.; Welo, T. Multiple instability-constrained tube bending limits. J. Mater. Processing Technol. 2014, 214, 445–455. [Google Scholar] [CrossRef]
- Li, Y.; Yue, Z.; Min, X.; Gao, J. Simulation and optimization of the free bending process of aluminum alloy 6061 pipe. Chin. J. Eng. 2020, 42, 769–777. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
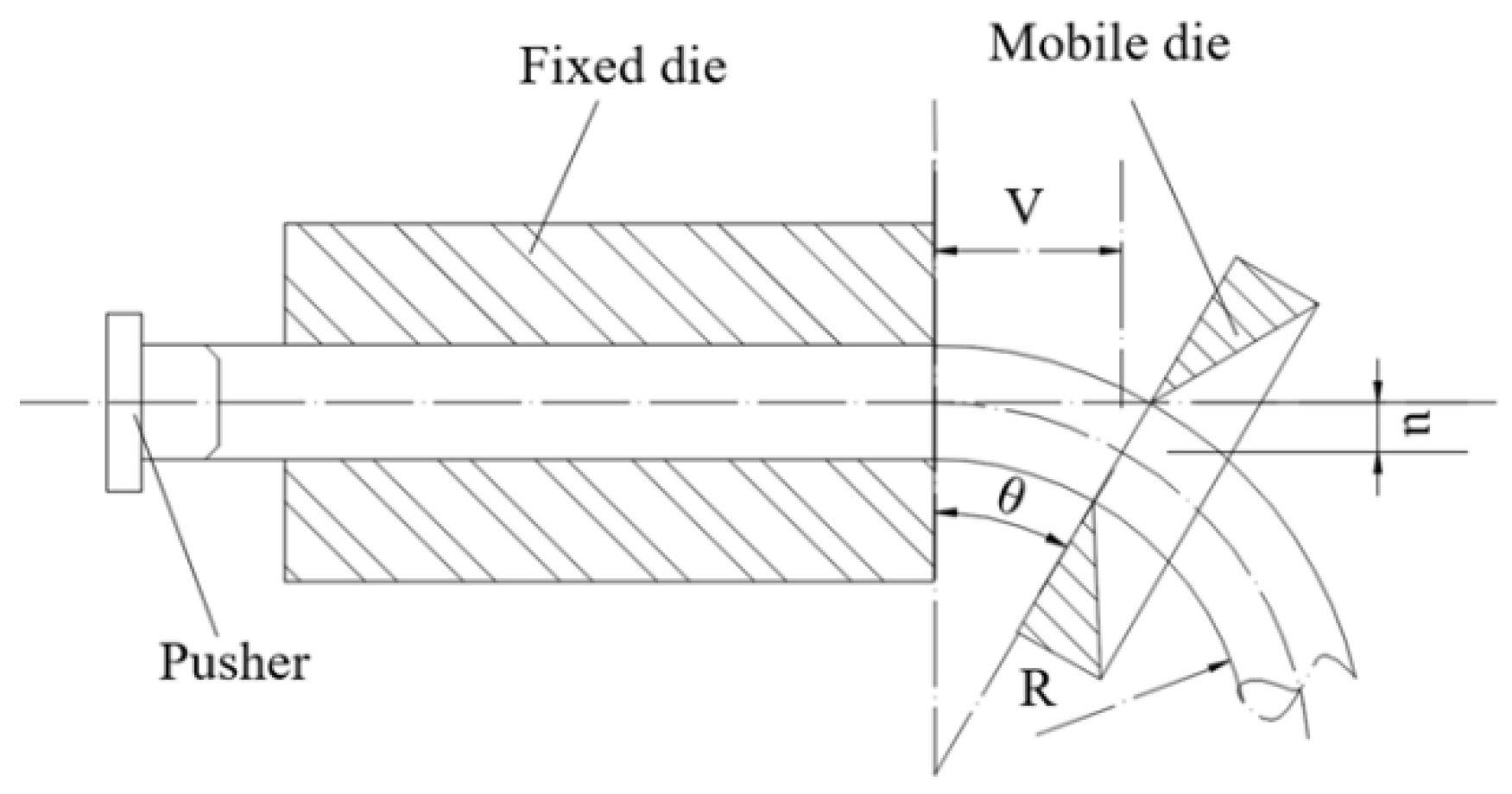
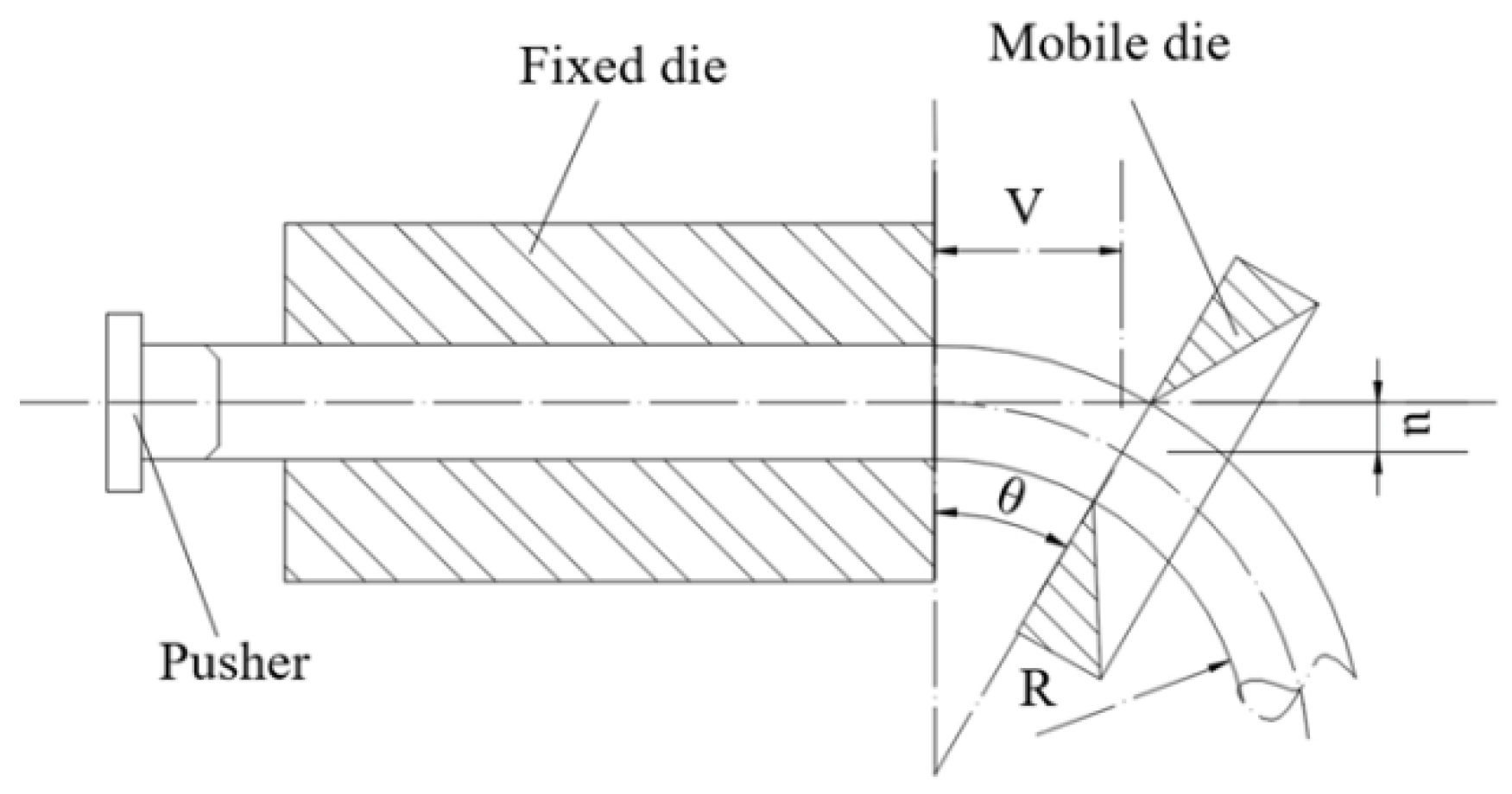
| R | Bending radius of the pipe |
| V | Distance between the fixed die and the mobile die |
| u | Offset between the center line of the fixed die and the center of the mobile die |
| θ | Angle of rotation of the mobile die |
| R/m | r/m | s/m | l/m | /rad |
|---|---|---|---|---|
| 0.5 | 0.3 | 0.2 | 0.35 | 0.7 |
| Material Property | Value |
|---|---|
| Poisson ratio | 0.269 |
| Young’s modulus (MPa) | 206,000 |
| Yield strength (MPa) | 430 |
| Tensile strength (MPa) | 780 |
| Density (kg/cm3) | 7.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Li, Y.; Yue, Z.; Zhang, Z.; Su, L.; Yan, B.; Gao, J. 3D Pipe Forming of a New Bending Machine with a 3PUU–3RPS Hybrid Mechanism. Machines 2022, 10, 470. https://doi.org/10.3390/machines10060470
Zhang S, Li Y, Yue Z, Zhang Z, Su L, Yan B, Gao J. 3D Pipe Forming of a New Bending Machine with a 3PUU–3RPS Hybrid Mechanism. Machines. 2022; 10(6):470. https://doi.org/10.3390/machines10060470
Chicago/Turabian StyleZhang, Shuai, Yusen Li, Zhenming Yue, Zhongran Zhang, Lianpeng Su, Biao Yan, and Jun Gao. 2022. "3D Pipe Forming of a New Bending Machine with a 3PUU–3RPS Hybrid Mechanism" Machines 10, no. 6: 470. https://doi.org/10.3390/machines10060470
APA StyleZhang, S., Li, Y., Yue, Z., Zhang, Z., Su, L., Yan, B., & Gao, J. (2022). 3D Pipe Forming of a New Bending Machine with a 3PUU–3RPS Hybrid Mechanism. Machines, 10(6), 470. https://doi.org/10.3390/machines10060470