
Modeling and Predicting the Machined Surface Roughness and Milling Power in Scot’s Pine Helical Milling Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Setup
2.3. Design of Experiments
3. Results and Discussion
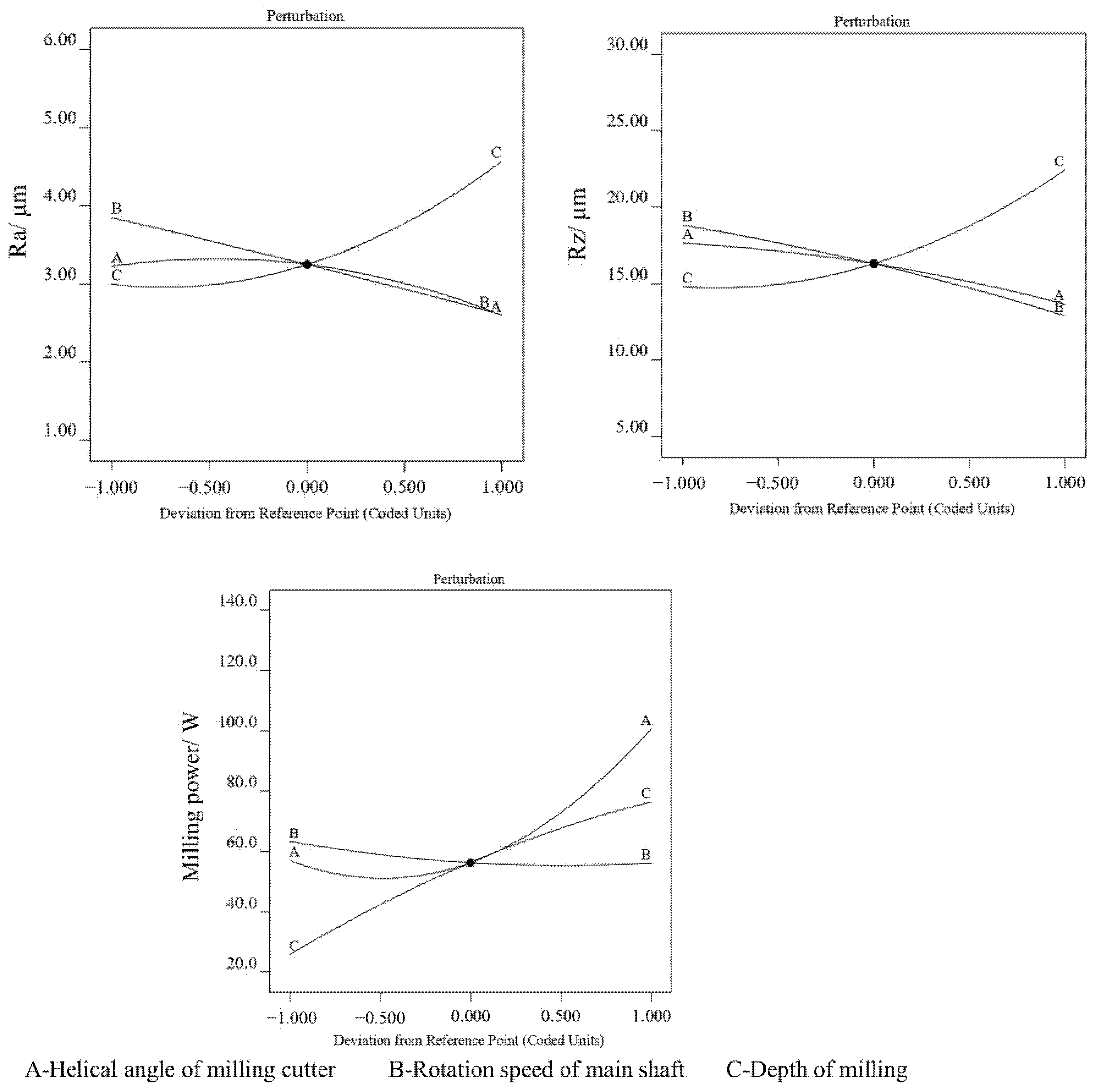
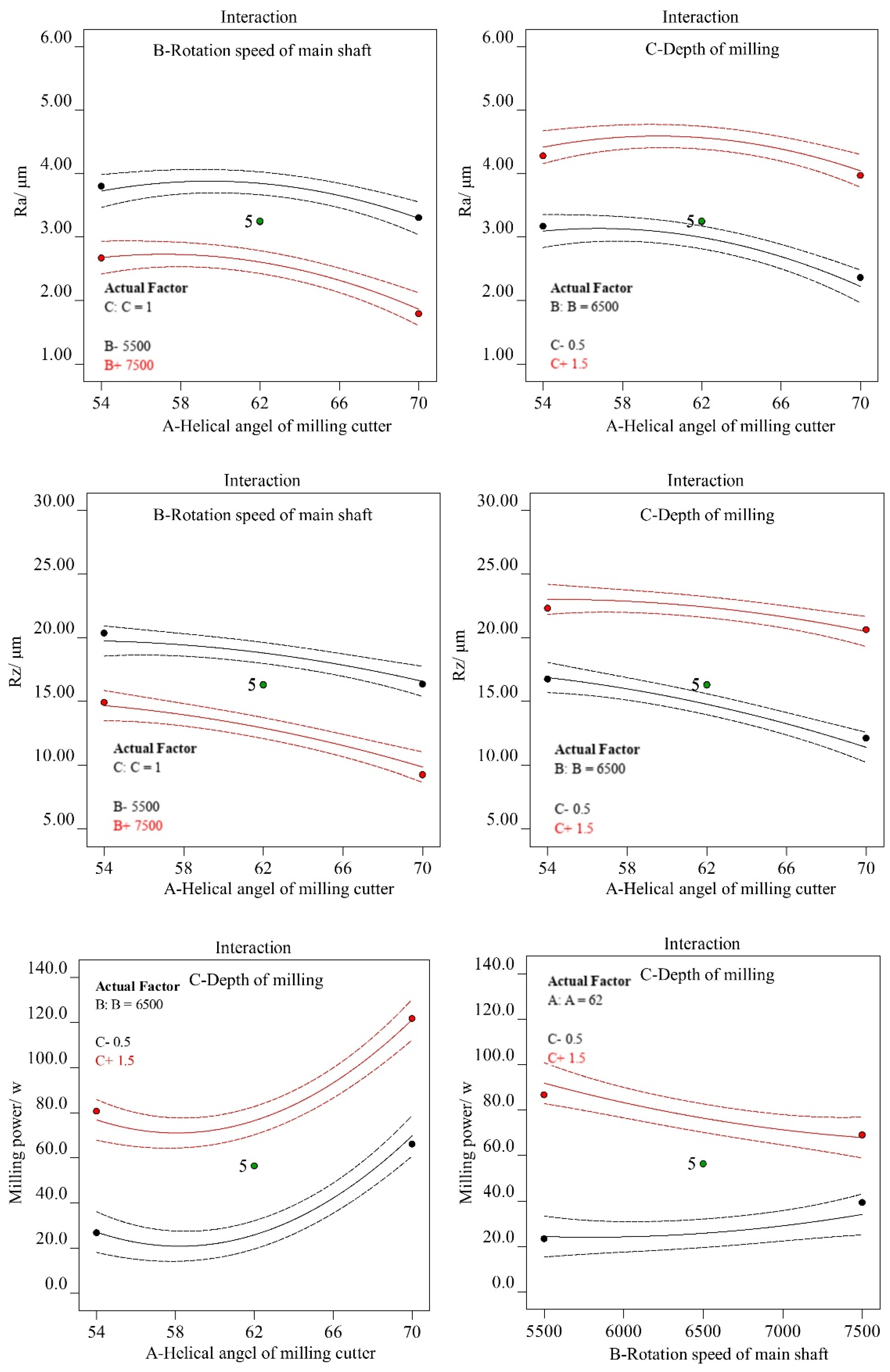
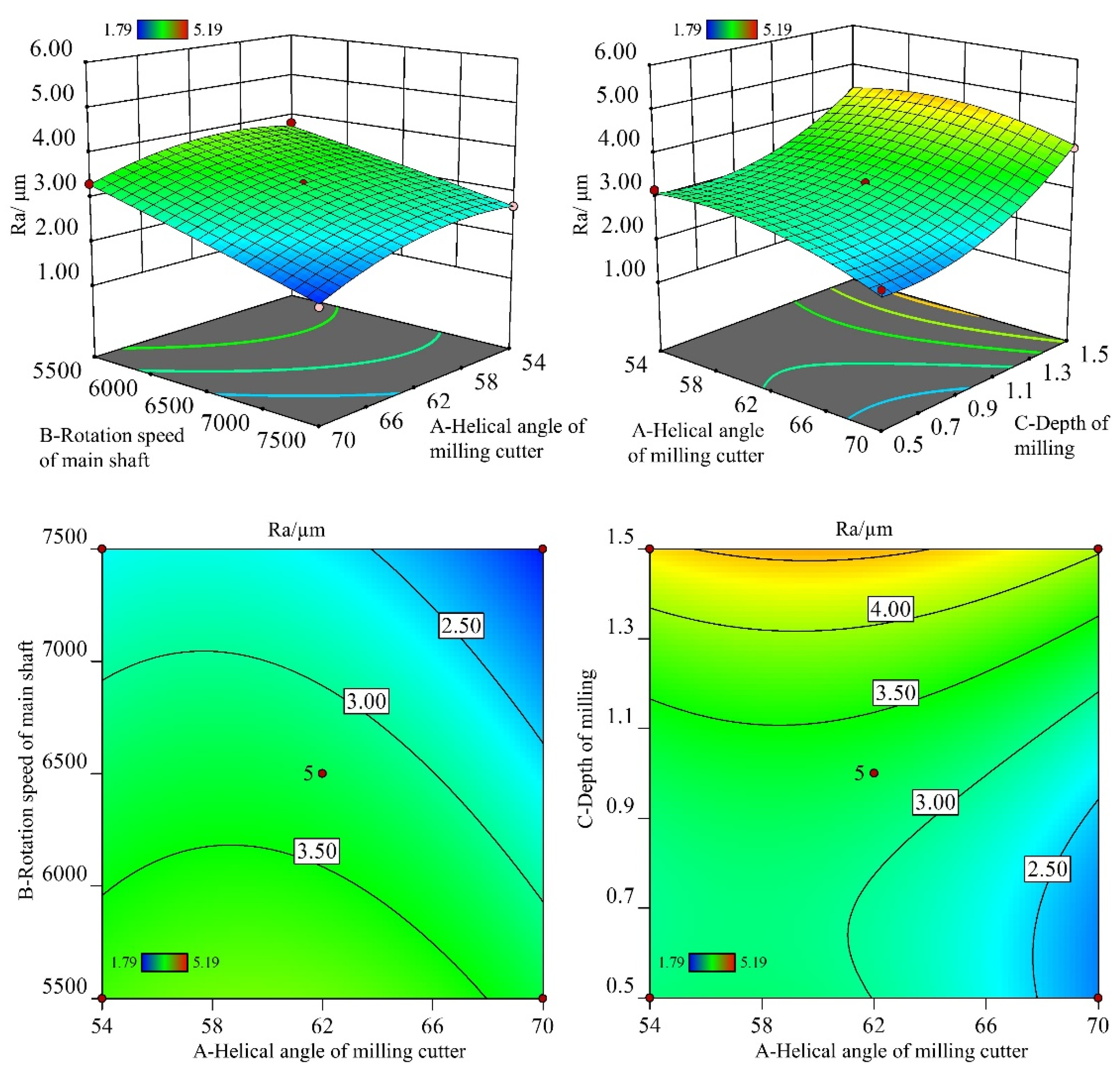
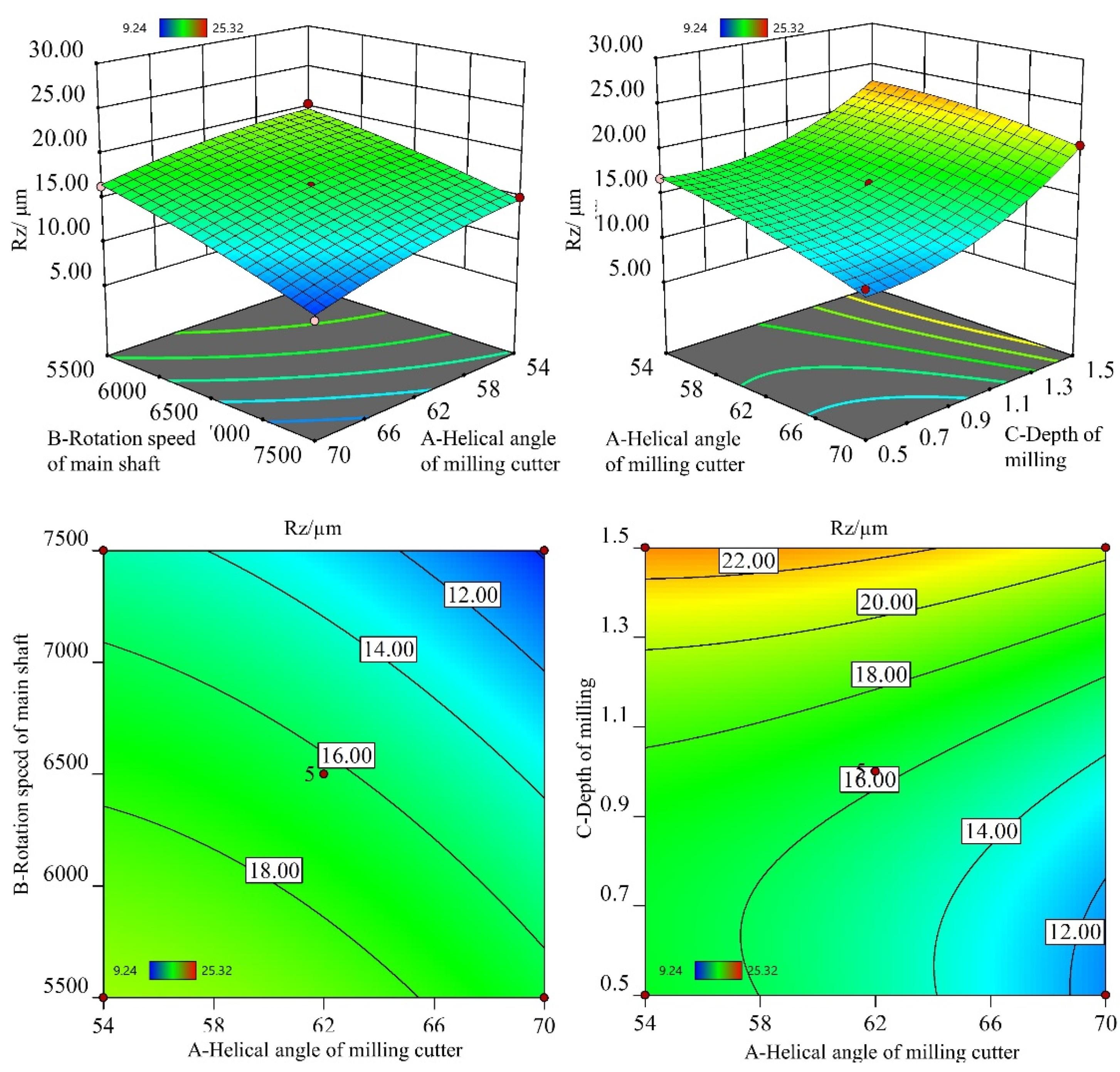
3.1. Influences of Input Variables on Ra and Rz
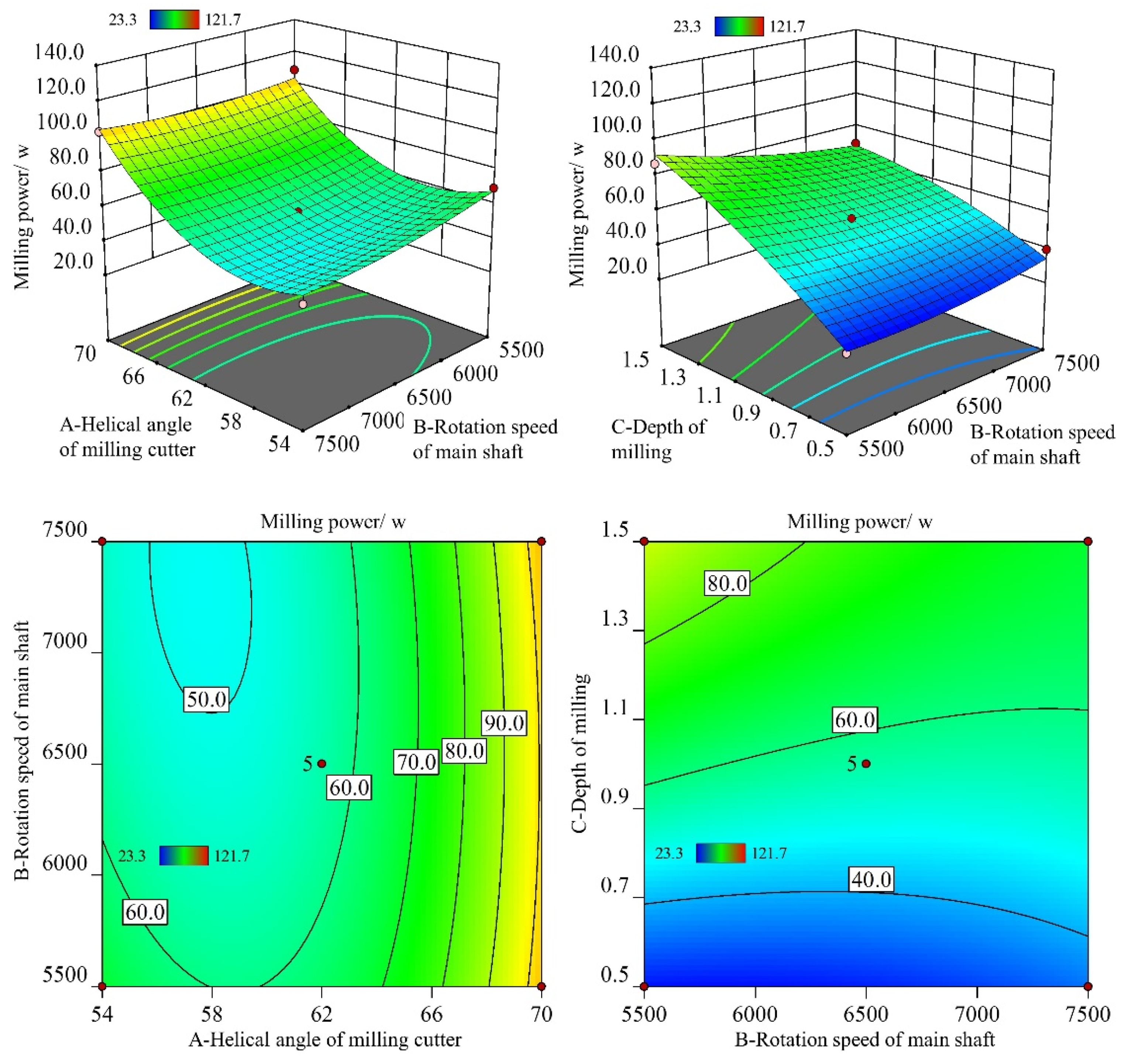
3.2. Influences of Input Variables on Milling Power
3.3. Analysis of Variance (ANOVA)
3.4. Regression Models for Ra, Rz, and Milling Power
3.5. Optimization of Processing Parameters
4. Conclusions
- (1)
- Ra, Rz, and milling power are influenced significantly by the helical angle, rotation speed of main shaft, and depth of milling. The increased rotation speed of main shaft and helical angle decrease the values of Ra and Rz. Nevertheless, Ra and Rz increase with an increase in milling depth. Milling power also increases with an increase in helical angle and depth of milling, however decreases if the main shaft rotates at a faster speed;
- (2)
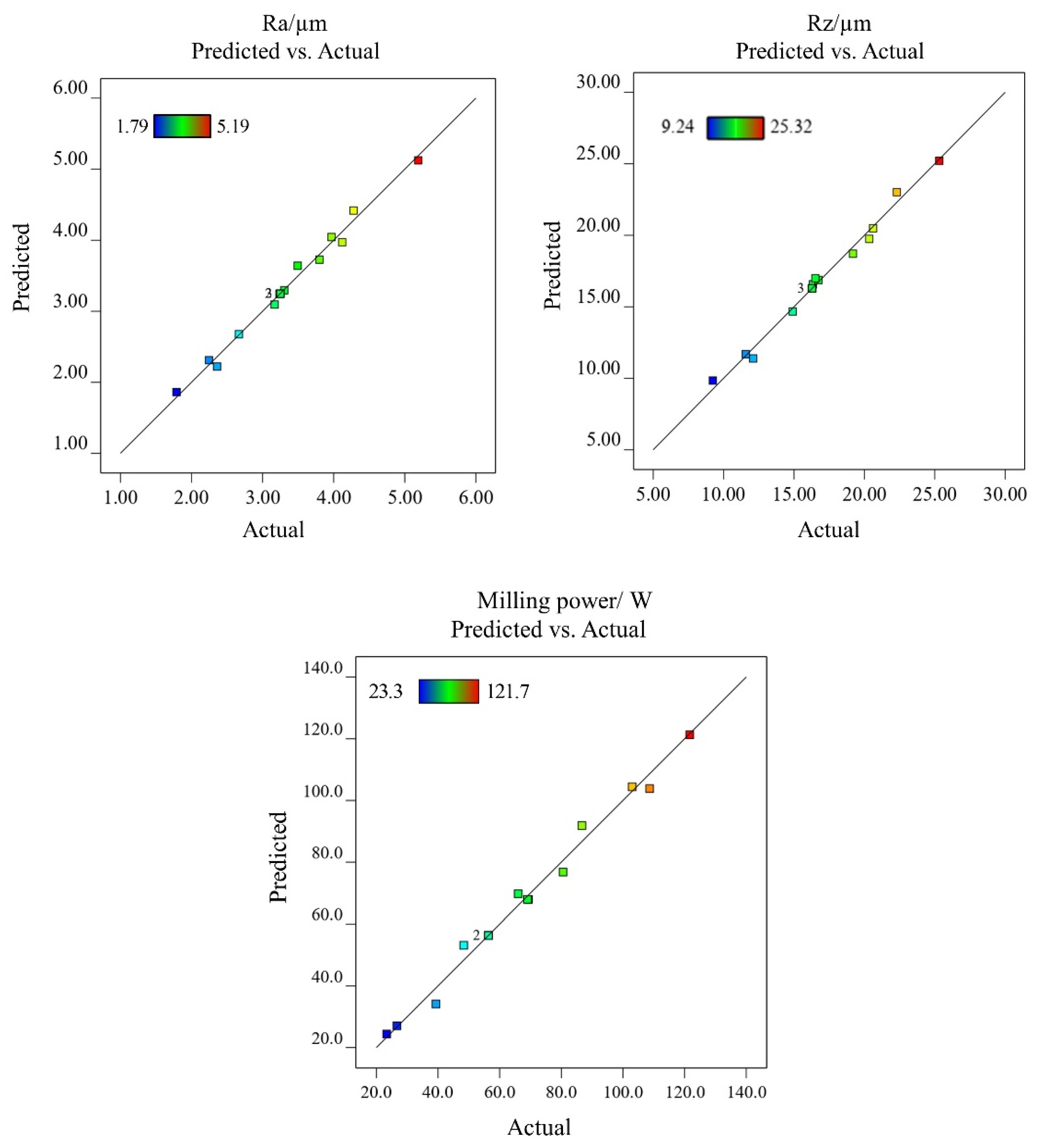
- The quadratic models are competent for modeling the relationship between input parameters and response parameters due to the high values of R2. The relative errors between predicting results and test results are very small.
- (3)
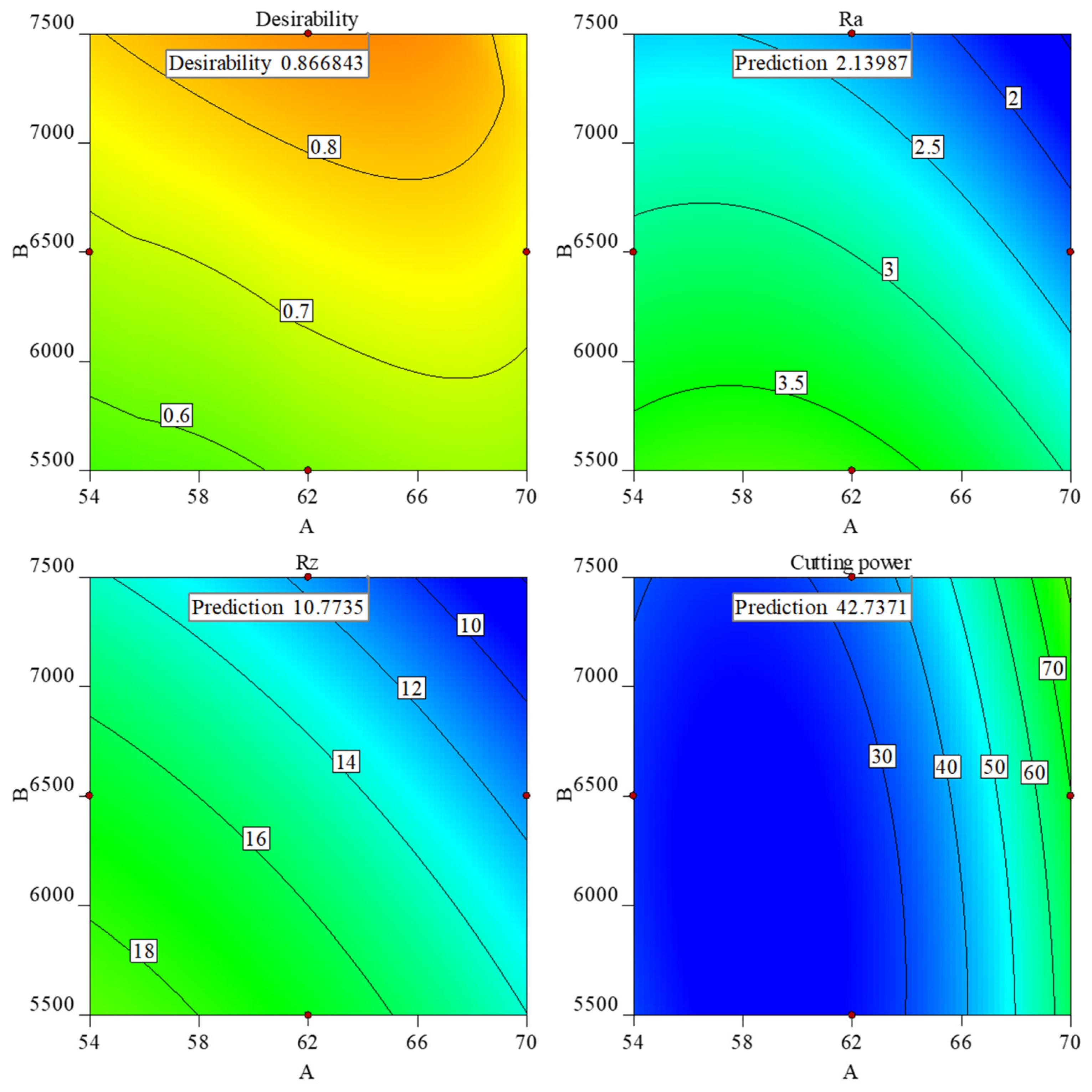
- The optimized combination of helical angle, rotation speed, and depth of milling are 64°, 7500 r/min, and 0.5 mm, respectively. The minimized Ra, Rz, and milling power are 2.14 μm, 10.77 μm, and 42.7 W, respectively, with the desirability of 0.867.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, J.; Wang, X. Research on enabling technologies and development path of intelligent manufacturing of wooden furniture. J. For. Eng. 2021, 6, 177–183. [Google Scholar] [CrossRef]
- Guo, X.; Wang, J.; Buck, D.; Zhu, Z.; Ekevad, M. Cutting forces and cutting quality in the up-milling of solid wood using ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2021, 114, 1575–1584. [Google Scholar] [CrossRef]
- Dong, W.; Hu, J.; Tian, G.; Qiu, X.; Guo, X. Machine energy utilization rate during milling of PVC/calcium powder/wood fiber composites. J. For. Eng. 2021, 6, 107–112. [Google Scholar] [CrossRef]
- Sun, Q.; Zhou, X.; Weng, J.; Li, X.; Zhou, H. Numerical simulation and experiment validation for characteristics of gas-solid flow in chip discharging field with vertical milling on MDF. J. For. Eng. 2021, 6, 74–81. [Google Scholar] [CrossRef]
- Liu, Q.; Gao, D.; Xu, W. Effect of Sanding Processes on the Surface Properties of Modified Poplar Coated by Primer Compared with Mahogany. Coatings 2020, 10, 856. [Google Scholar] [CrossRef]
- Yan, X.; Chang, Y. Effect of MF-Coated Epoxy Resin Microcapsules on Properties of Waterborne Wood Coating on Basswood. Coatings 2020, 10, 785. [Google Scholar] [CrossRef]
- Singer, H.; Özşahin, Ş. Prioritization of factors affecting surface roughness of wood and wood-based materials in CNC machining: A fuzzy analytic hierarchy process model. Wood Mater. Sci. Eng. 2020, 17, 63–71. [Google Scholar] [CrossRef]
- Javidikia, M.; Sadeghifar, M.; Songmene, V.; Jahazi, M. Effect of turning environments and parameters on surface integrity of AA6061-T6: Experimental analysis, predictive modeling, and multi-criteria optimization. Int. J. Adv. Manuf. Technol. 2020, 110, 2669–2683. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Wu, Z. Fabrication of coatings with structural color on a wood surface. Coatings 2020, 10, 32. [Google Scholar] [CrossRef] [Green Version]
- Yan, X.; Wang, L. Preparation and Performance of a Waterborne UV/Al Low Infrared Emissivity Coating. Appl. Sci. 2020, 10, 6423. [Google Scholar] [CrossRef]
- Wu, Y.; Wu, X.; Yang, F.; Ye, J. Preparation and Characterization of Waterborne UV Lacquer Product Modified by Zinc Oxide with Flower Shape. Polymers 2020, 12, 668. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Q.; Gao, D.; Xu, W. Effect of Paint Process on the Performance of Modified Poplar Wood Antique. Coatings 2021, 11, 1174. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Guo, X.; Cao, P. High-quality and high-efficiency machining of stone-plastic composite with diamond helical cutters. J. Manuf. Processes 2020, 58, 914–922. [Google Scholar] [CrossRef]
- Zhu, Z.; Cao, P.; Guo, X.; Wang, X.; Zhang, F.; Gao, Y. Machinability of Luxury Vinyl Tiles during Plain Milling Using a Helical Cutter. Materials 2019, 12, 2174. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, Z.; Zhang, F.; Hu, Y.; Zhu, Z.; Guo, X. Study on helical milling performance of wood-plastic composites. CIRP J. Manuf. Sci. Technol. 2022, 37, 143–154. [Google Scholar] [CrossRef]
- Abidi, A.; Ben Salem, S.; Yallese, M.A. Machining quality of high speed helical milling of carbon fiber reinforced plastics. Proc. Inst. Mech. Eng. Part C-J. Mech. Eng. Sci. 2022, 236, 1049–1066. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, W.; Yang, Z.; Wang, Y. Influence factors of drilling power of wood structural component. J. For. Eng. 2020, 5, 36–41. [Google Scholar] [CrossRef]
- Wei, W.; Li, Y.; Li, Y.; Yang, G.; Ji, K.; Chen, Z.; Mei, C. Research progress on tool wear for cutting wood-based composites. J. For. Eng. 2020, 5, 21–28. [Google Scholar] [CrossRef]
- Xu, L.; Huang, C.; Niu, J.; Wang, J.; Liu, H.; Wang, X. Prediction of cutting power and surface quality, and optimization of cutting parameters using new inference system in high-speed milling process. Adv. Manuf. 2021, 9, 388–402. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Guo, X.; Xiong, X.; Xu, W.; Cao, P. Energy Efficiency Optimization for Machining of Wood Plastic Composite. Machines 2022, 10, 104. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Xu, W.; Wang, X. Modeling and optimizing the specific cutting energy of medium density fiberboard during the helical up-milling process. Wood Mater. Sci. Eng. 2022. [Google Scholar] [CrossRef]
- Darmawan, W.; Gottlober, C.; Oertel, M.; Wagenfuhr, A.; Fischer, R. Performance of helical edge milling cutters in planing wood. Eur. J. Wood Wood Prod. 2011, 69, 565–572. [Google Scholar] [CrossRef]
- Akkus, H.; Yaka, H. Experimental and statistical investigation of the effect of cutting parameters on surface roughness, vibration and energy consumption in machining of titanium 6Al-4V ELI (grade 5) alloy. Measurement 2021, 167, 108465. [Google Scholar] [CrossRef]
- Bustillo, A.; Pimenov, D.Y.; Mia, M.; Kapłonek, W. Machine-learning for automatic prediction of flatness deviation considering the wear of the face mill teeth. J. Intell. Manuf. 2021, 32, 895–912. [Google Scholar] [CrossRef]
- Dong, W.; Guo, X.; Hu, Y.; Wang, J.; Tian, G. Discrete Wavelet Transformation and Genetic Algorithm—Back Propagation Neural Network Applied in Monitoring Woodworking Tool Wear Conditions in the Milling Operation Spindle Power Signals. Bioresources 2021, 16, 2369–2384. [Google Scholar] [CrossRef]
- Tien, D.H.; Duc, Q.T.; Van, T.N.; Nguyen, N.-T.; Duc, T.D.; Duy, T.N. Online monitoring and multi-objective optimisation of technological parameters in high-speed milling process. Int. J. Adv. Manuf. Technol. 2021, 112, 2461–2483. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Chen, Y.; Wang, X. Effects of laser parameters on the width of color change area of poplar wood surface during a single irradiation. Eur. J. Wood Wood Prod. 2021, 79, 1109–1116. [Google Scholar] [CrossRef]
- Li, R.; Yao, Q.; Xu, W.; Li, J.; Wang, X. Study of Cutting Power and Power Efficiency during Straight-Tooth Cylindrical Milling Process of Particle Boards. Materials 2022, 15, 879. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Guo, X.; Cao, P.; Wang, J. Cutting performance in the helical milling of stone-plastic composite with diamond tools. CIRP J. Manuf. Sci. Technol. 2020, 31, 119–129. [Google Scholar] [CrossRef]
- Wu, Z.; Buck, D.; Jin, D.; Guo, X.; Cao, P.; Zhu, Z. Investigation on Milling Quality of Stone–Plastic Composite Using Response Surface Methodology. JOM 2022, 74, 2063–2070. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Cao, P.; Guo, X.; Wang, J. Assessment of Cutting Forces and Temperature in Tapered Milling of Stone–Plastic Composite Using Response Surface Methodology. JOM 2020, 72, 3917–3925. [Google Scholar] [CrossRef]
- Nasir, V.; Mohammadpanah, A.; Cool, J. The effect of rotation speed on the power consumption and cutting accuracy of guided circular saw: Experimental measurement and analysis of saw critical and flutter speeds. Wood Mater. Sci. Eng. 2020, 15, 140–146. [Google Scholar] [CrossRef]
- Rajko, L.; Koleda, P.; Barcik, S.; Koleda, P. Technical and Technological Factors’ Effects on Quality of the Machined Surface and Energetic Efficiency When Planar Milling Heat-treated Meranti Wood. Bioresources 2021, 16, 7884–7900. [Google Scholar] [CrossRef]
- Nasir, V.; Cool, J. Cutting power and surface quality in sawing kiln-dried, green, and frozen hem-fir wood. Wood Sci. Technol. 2021, 55, 505–519. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Work Piece | Density | Modulus of Rupture | Modulus of Elasticity | Moisture Content |
|---|---|---|---|---|
| Scots pine | 0.52 g/cm3 | 71 MPa | 12,234 MPa | 11.2% |
| Variables | Codes | Levels | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Helical angle of milling cutter (λ)/° | A | 54 | 62 | 70 |
| Rotation speed of main shaft (n)/r/min | B | 5500 | 6500 | 7500 |
| Depth of milling (h)/mm | C | 0.5 | 1.0 | 1.5 |
| Standard | Run | Factors | Ra/μm | Rz/μm | Milling Power/W | ||
|---|---|---|---|---|---|---|---|
| λ/° | n/r/min | h/mm | |||||
| 1 | 14 | 54 | 5500 | 1.0 | 3.80 | 20.35 | 69.3 |
| 2 | 9 | 70 | 5500 | 1.0 | 3.30 | 16.34 | 108.7 |
| 3 | 13 | 54 | 7500 | 1.0 | 2.67 | 14.91 | 48.3 |
| 4 | 12 | 70 | 7500 | 1.0 | 1.79 | 9.24 | 103.0 |
| 5 | 15 | 54 | 6500 | 0.5 | 3.17 | 16.75 | 26.7 |
| 6 | 8 | 70 | 6500 | 0.5 | 2.36 | 12.10 | 66.0 |
| 7 | 7 | 54 | 6500 | 1.5 | 4.28 | 22.31 | 80.6 |
| 8 | 11 | 70 | 6500 | 1.5 | 3.97 | 20.62 | 121.7 |
| 9 | 17 | 62 | 5500 | 0.5 | 3.49 | 16.52 | 23.3 |
| 10 | 3 | 62 | 7500 | 0.5 | 2.25 | 11.58 | 39.3 |
| 11 | 2 | 62 | 5500 | 1.5 | 5.19 | 25.32 | 86.7 |
| 12 | 5 | 62 | 7500 | 1.5 | 4.12 | 19.19 | 69.0 |
| 13 | 16 | 62 | 6500 | 1.0 | 3.24 | 16.27 | 56.3 |
| 14 | 4 | 62 | 6500 | 1.0 | 3.25 | 16.29 | 56.3 |
| 15 | 6 | 62 | 6500 | 1.0 | 3.25 | 16.31 | 56.3 |
| 16 | 1 | 62 | 6500 | 1.0 | 3.24 | 16.29 | 56.3 |
| 17 | 10 | 62 | 6500 | 1.0 | 3.25 | 16.29 | 56.3 |
| Source | Sum of Squares | Degrees of Freedom | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 10.52 | 9 | 1.17 | 73.08 | <0.0001 |
| λ | 0.7769 | 1 | 0.7769 | 48.57 | 0.0002 |
| n | 3.08 | 1 | 3.08 | 192.69 | <0.0001 |
| h | 4.95 | 1 | 4.95 | 309.2 | <0.0001 |
| λ × n | 0.0367 | 1 | 0.0367 | 2.29 | 0.1737 |
| λ × h | 0.0625 | 1 | 0.0625 | 3.91 | 0.0887 |
| n × h | 0.0079 | 1 | 0.0079 | 0.4954 | 0.5043 |
| λ2 | 0.4767 | 1 | 0.4767 | 29.8 | 0.0009 |
| n2 | 0.0015 | 1 | 0.0015 | 0.0941 | 0.7679 |
| h2 | 1.21 | 1 | 1.21 | 75.47 | <0.0001 |
| Residual | 0.1120 | 7 | 0.0160 | ||
| Lack of fit | 0.1118 | 3 | 0.0373 | ||
| Pure Error | 0.0001 | 4 | 0.0000 | ||
| Cor Total | 10.63 | 16 |
| Source | Sum of Squares | Degrees of Freedom | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 245.12 | 9 | 27.24 | 81.25 | <0.0001 |
| λ | 32.05 | 1 | 32.05 | 95.63 | <0.0001 |
| n | 69.68 | 1 | 69.68 | 207.87 | <0.0001 |
| h | 116.26 | 1 | 116.26 | 346.82 | <0.0001 |
| λ × n | 0.6867 | 1 | 0.6867 | 2.05 | 0.1954 |
| λ × h | 2.18 | 1 | 2.18 | 6.52 | 0.0379 |
| n × h | 0.3557 | 1 | 0.3557 | 1.06 | 0.3372 |
| λ2 | 1.74 | 1 | 1.74 | 5.2 | 0.0566 |
| n2 | 0.7998 | 1 | 0.7998 | 2.39 | 0.1663 |
| h2 | 22.25 | 1 | 22.25 | 66.38 | <0.0001 |
| Residual | 2.35 | 7 | 0.3352 | ||
| Lack of fit | 2.35 | 3 | 0.7819 | ||
| Pure Error | 0.0008 | 4 | 0.0002 | ||
| Cor Total | 247.47 | 16 |
| Source | Sum of Squares | Degrees of Freedom | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 11671.54 | 9 | 1296.84 | 67.03 | <0.0001 |
| λ | 3802.65 | 1 | 3802.65 | 196.54 | <0.0001 |
| n | 100.37 | 1 | 100.37 | 5.19 | 0.0568 |
| h | 5130.17 | 1 | 5130.17 | 265.15 | <0.0001 |
| λ × n | 58.7 | 1 | 58.7 | 3.03 | 0.1251 |
| λ × h | 0.7744 | 1 | 0.7744 | 0.04 | 0.8471 |
| n × h | 283.36 | 1 | 283.36 | 14.65 | 0.0065 |
| λ2 | 2146.5 | 1 | 2146.5 | 110.94 | <0.0001 |
| n2 | 49.59 | 1 | 49.59 | 2.56 | 0.1534 |
| h2 | 112.71 | 1 | 112.71 | 5.83 | 0.0465 |
| Residual | 135.44 | 7 | 19.35 | ||
| Lack of fit | 135.44 | 3 | 45.15 | ||
| Pure Error | 0.0004 | 4 | 0.0001 | ||
| Cor Total | 11806.98 | 16 |
| Responses Parameters | Models | SD | R2 | Adjusted R2 | Predicted R2 |
|---|---|---|---|---|---|
| Ra | Linear | 0.38 | 0.8281 | 0.7884 | 0.6434 |
| 2FI | 0.41 | 0.8382 | 0.7411 | 0.1821 | |
| Quadratic | 0.13 | 0.9895 | 0.9759 | 0.8317 | |
| Rz | Linear | 1.51 | 0.8809 | 0.8534 | 0.7571 |
| 2FI | 1.62 | 0.8939 | 0.8303 | 0.4817 | |
| Quadratic | 0.58 | 0.9905 | 0.9783 | 0.8483 | |
| Milling power | Linear | 14.61 | 0.7651 | 0.7109 | 0.5475 |
| 2FI | 15.59 | 0.7941 | 0.6706 | 0.1054 | |
| Quadratic | 4.40 | 0.9885 | 0.9738 | 0.8165 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Yang, F.; Wang, X. Modeling and Predicting the Machined Surface Roughness and Milling Power in Scot’s Pine Helical Milling Process. Machines 2022, 10, 331. https://doi.org/10.3390/machines10050331
Li R, Yang F, Wang X. Modeling and Predicting the Machined Surface Roughness and Milling Power in Scot’s Pine Helical Milling Process. Machines. 2022; 10(5):331. https://doi.org/10.3390/machines10050331
Chicago/Turabian StyleLi, Rongrong, Fan Yang, and Xiaodong Wang. 2022. "Modeling and Predicting the Machined Surface Roughness and Milling Power in Scot’s Pine Helical Milling Process" Machines 10, no. 5: 331. https://doi.org/10.3390/machines10050331
APA StyleLi, R., Yang, F., & Wang, X. (2022). Modeling and Predicting the Machined Surface Roughness and Milling Power in Scot’s Pine Helical Milling Process. Machines, 10(5), 331. https://doi.org/10.3390/machines10050331