
Robot-Based Automation for Upper and Sole Manufacturing in Shoe Production



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
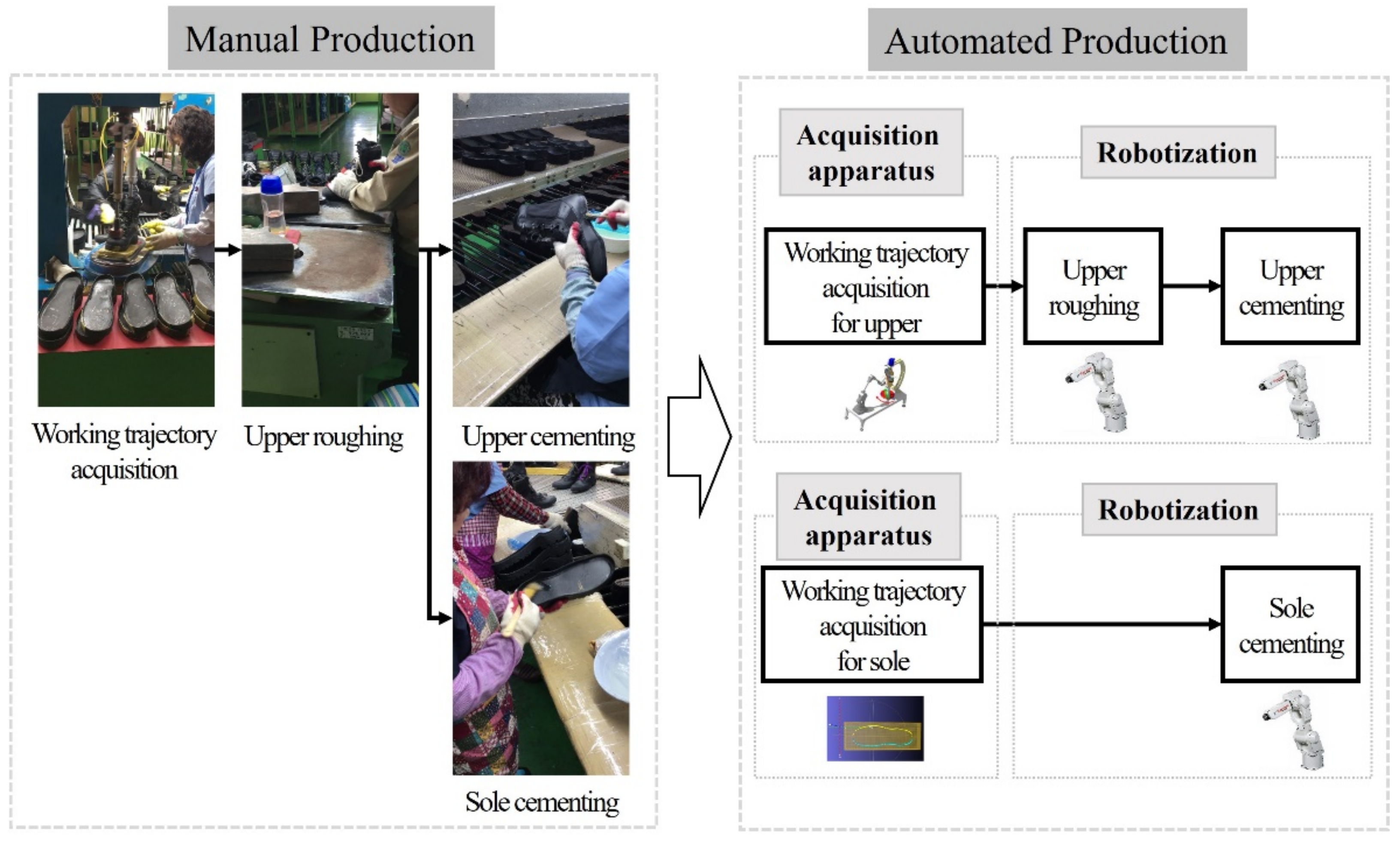
2. Upper Manufacturing Automation Process
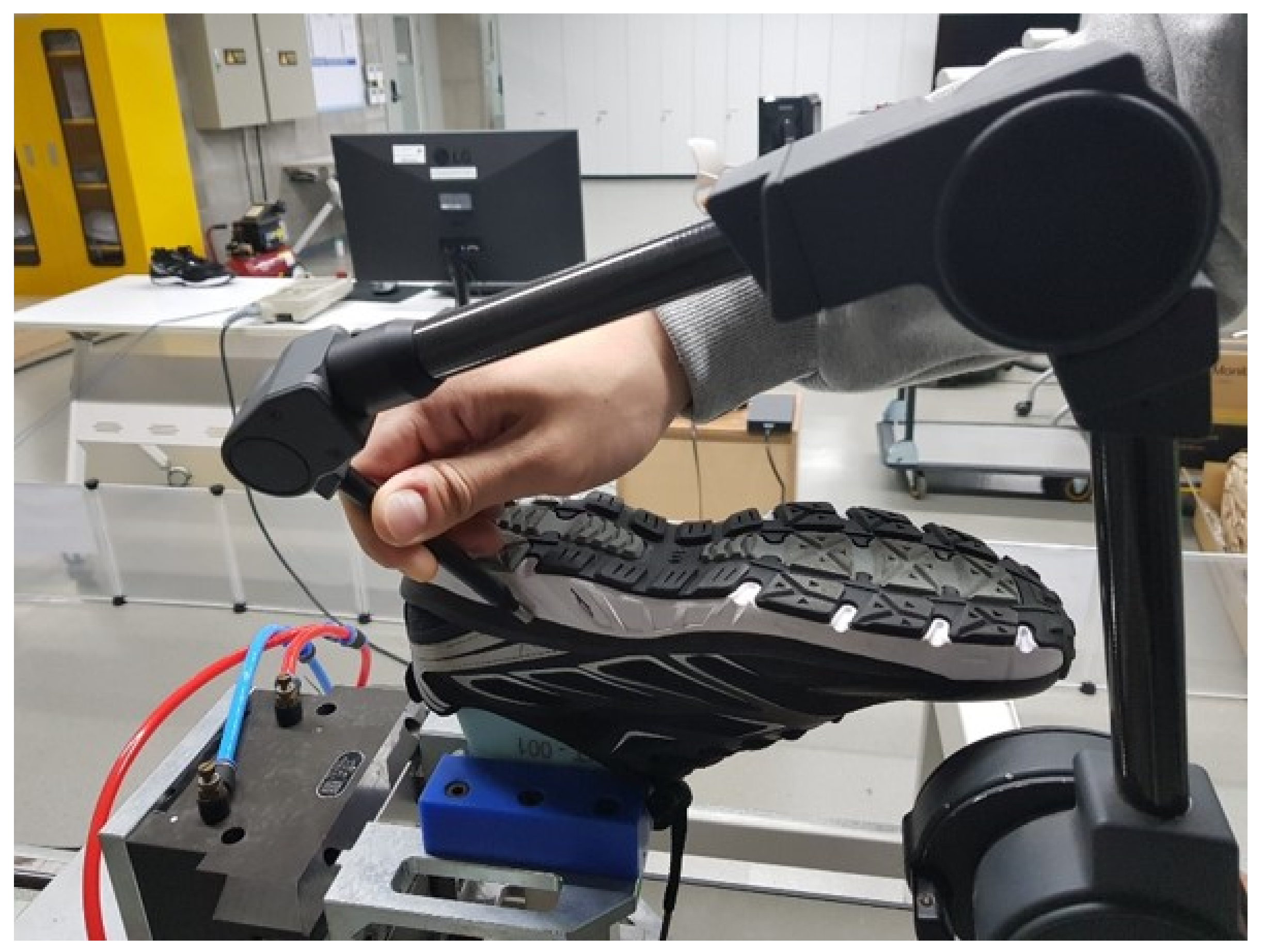
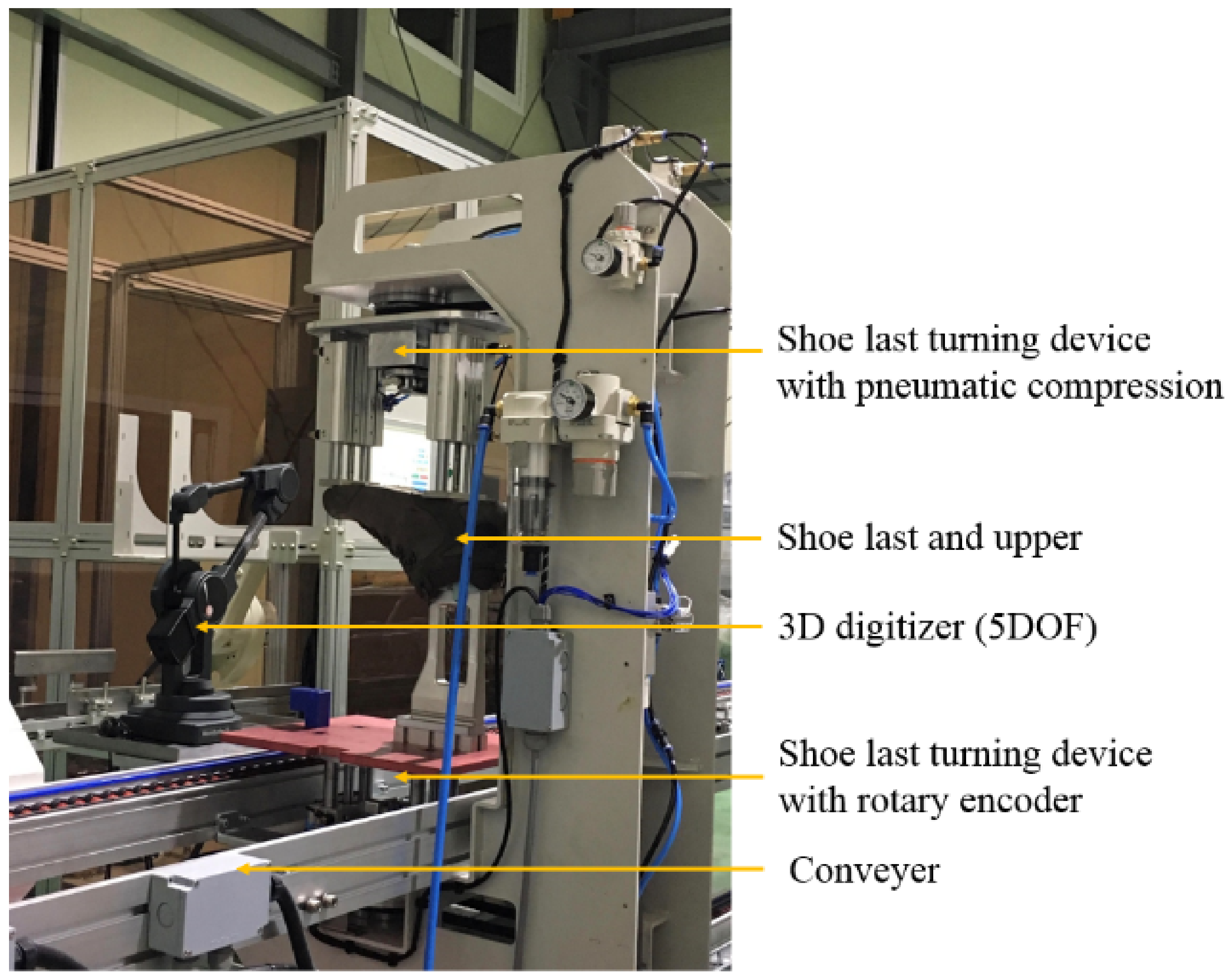
2.1. Task Path Acquisition System
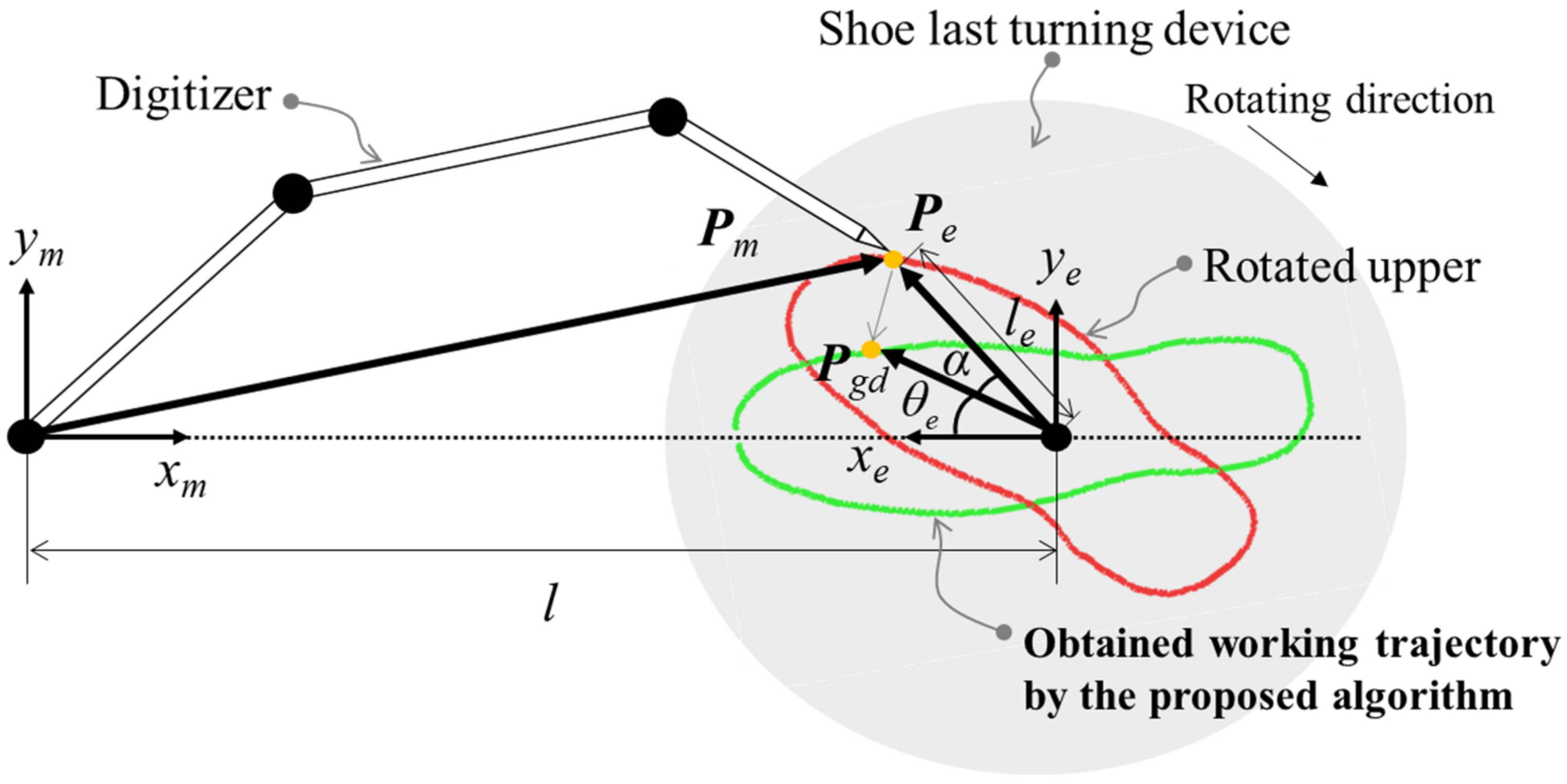
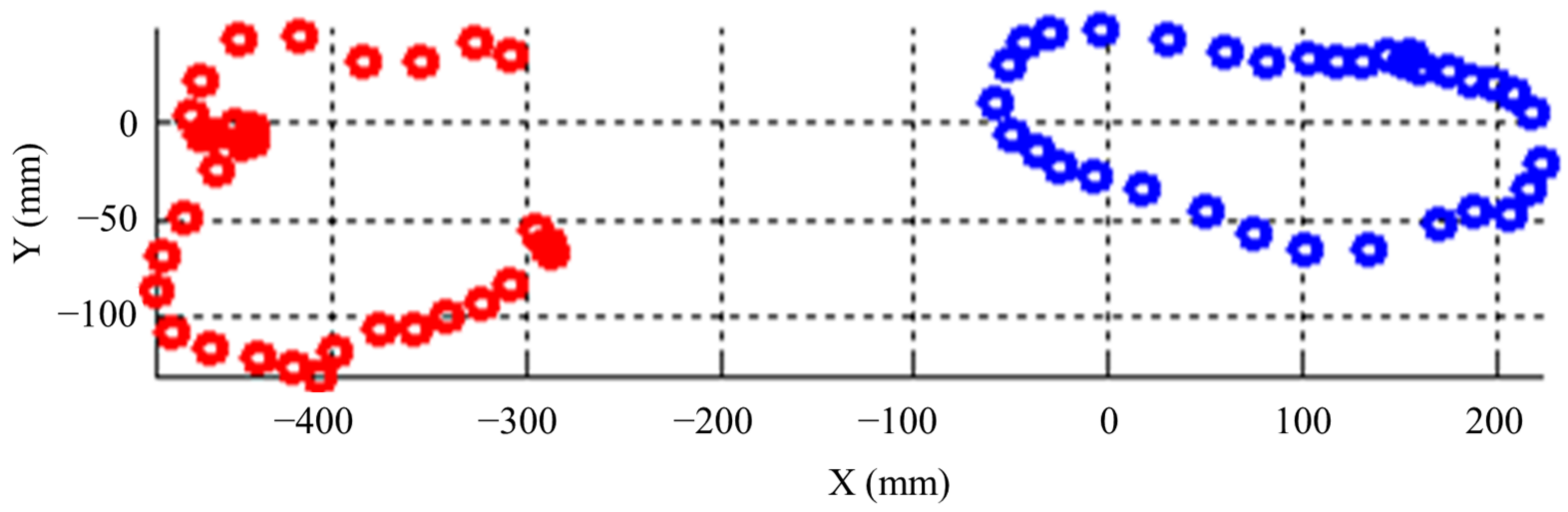
2.2. Task Path Acquisition Algorithm
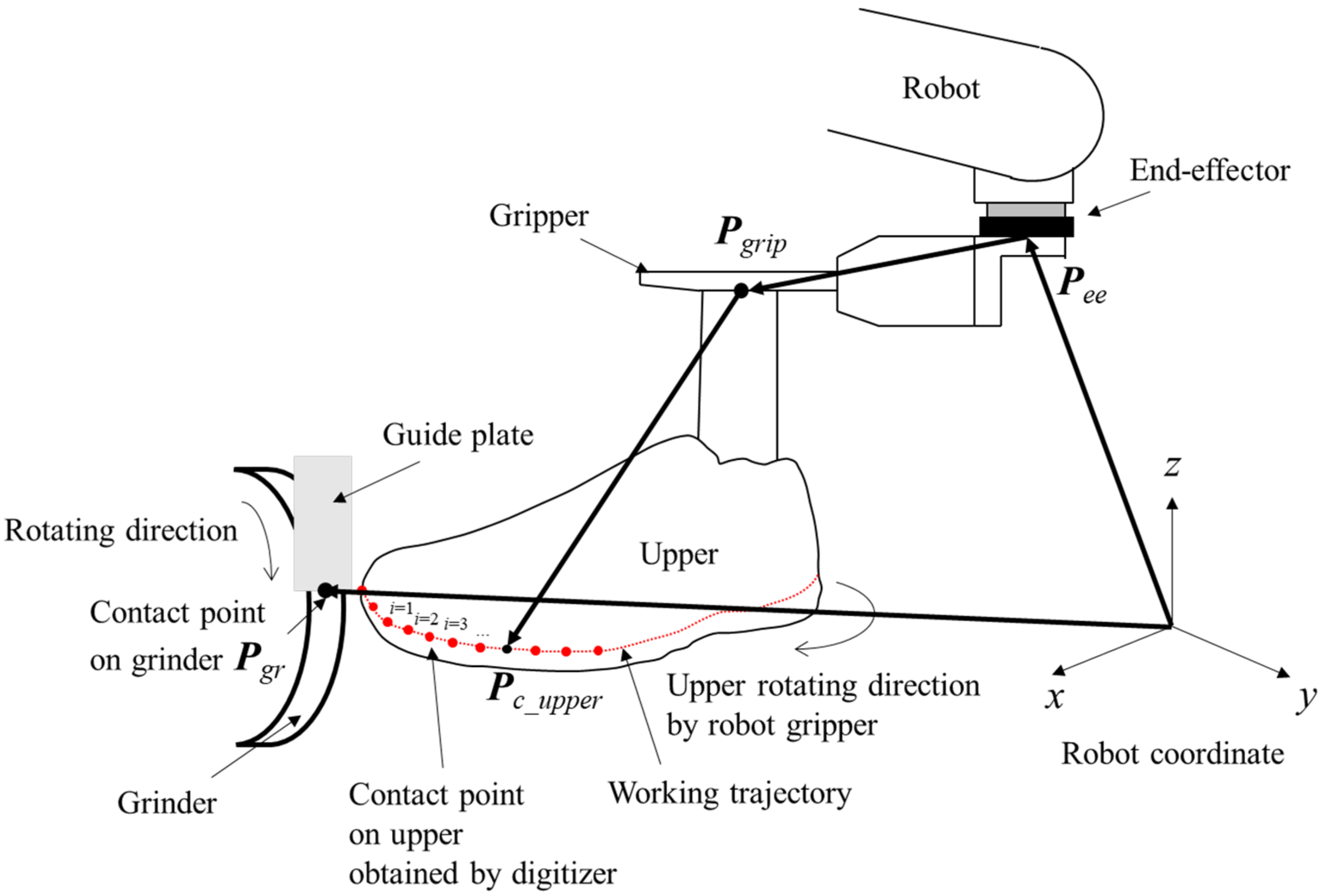
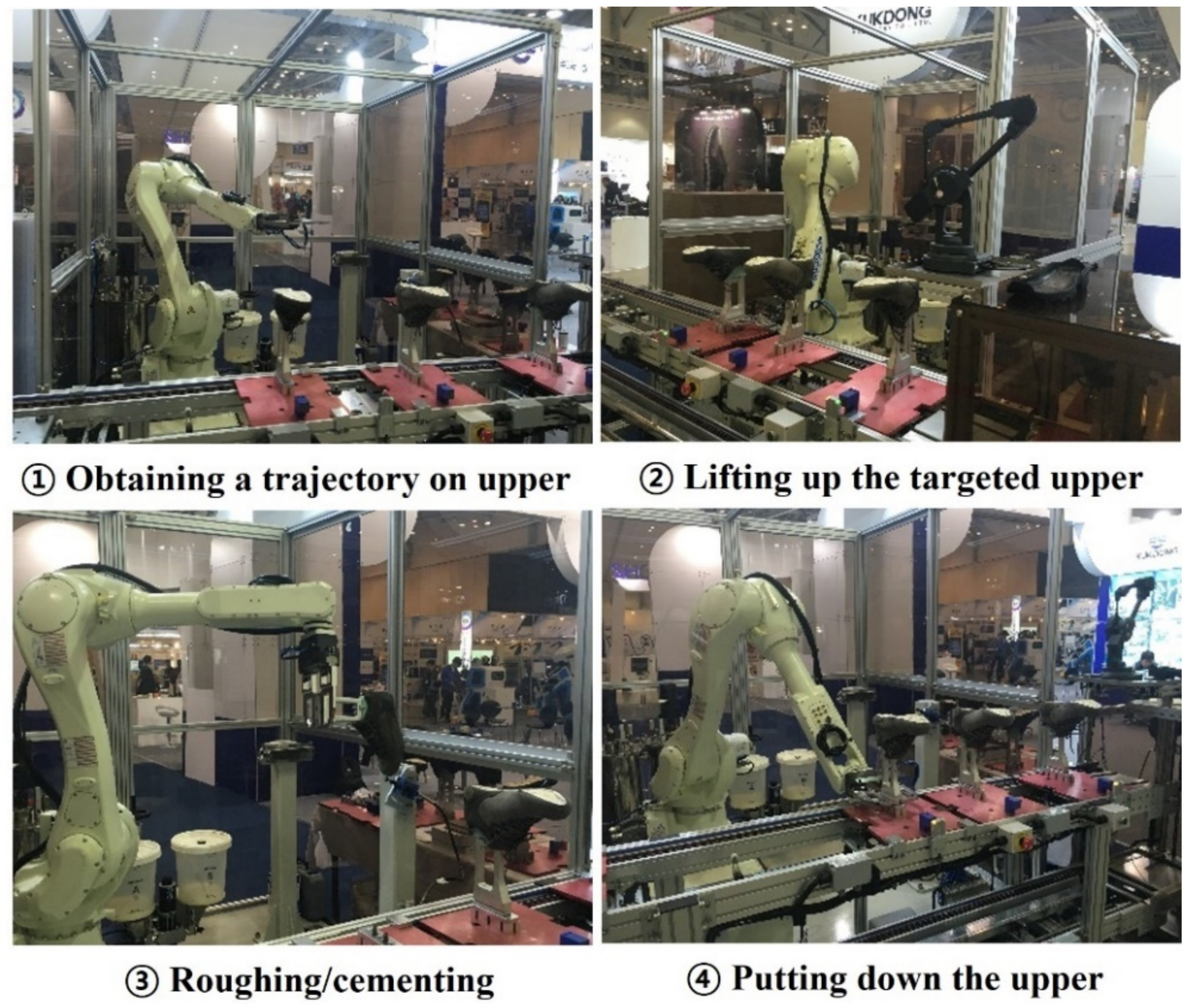
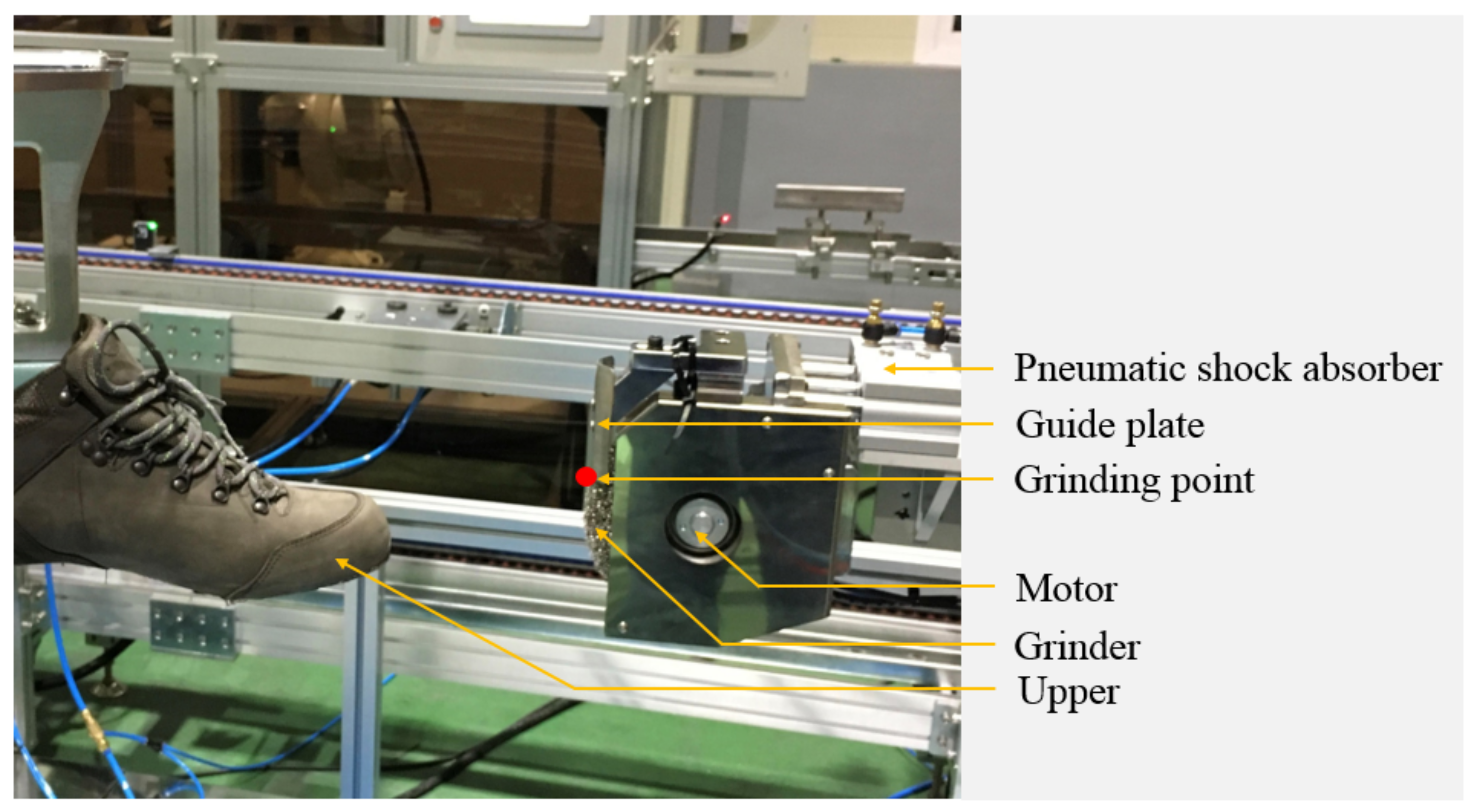
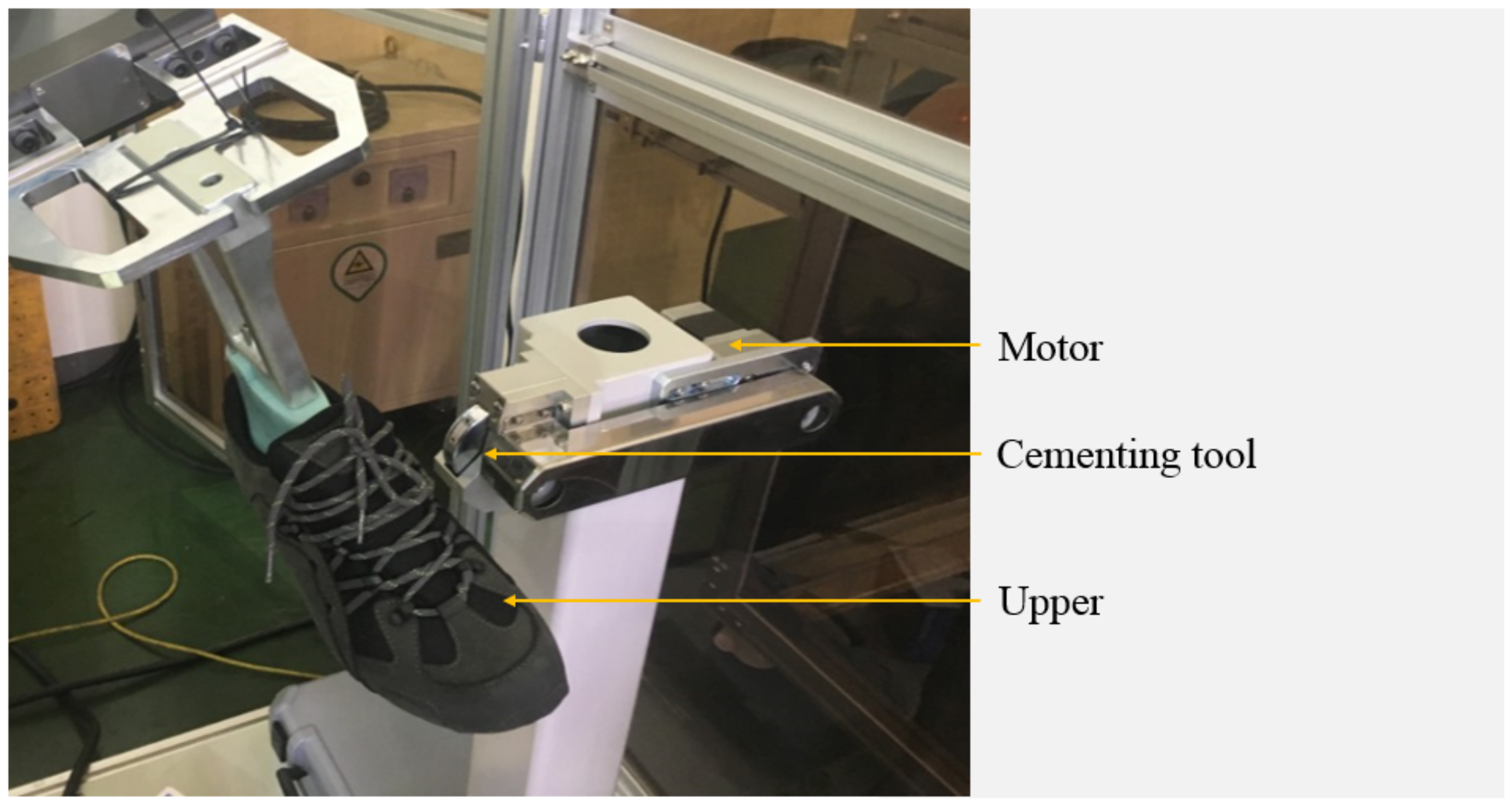
2.3. Robot Path Generation for Roughing and Cementing
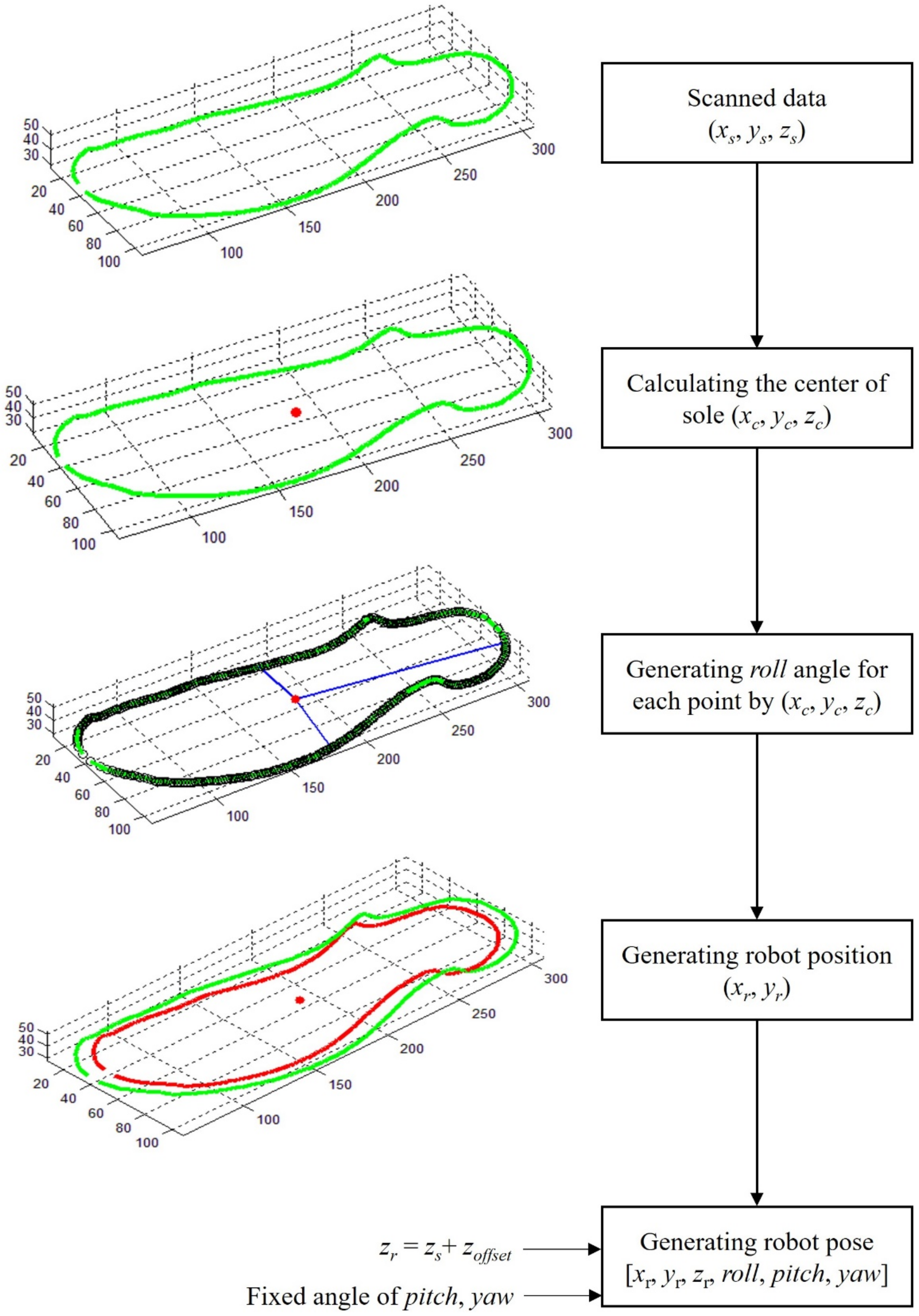
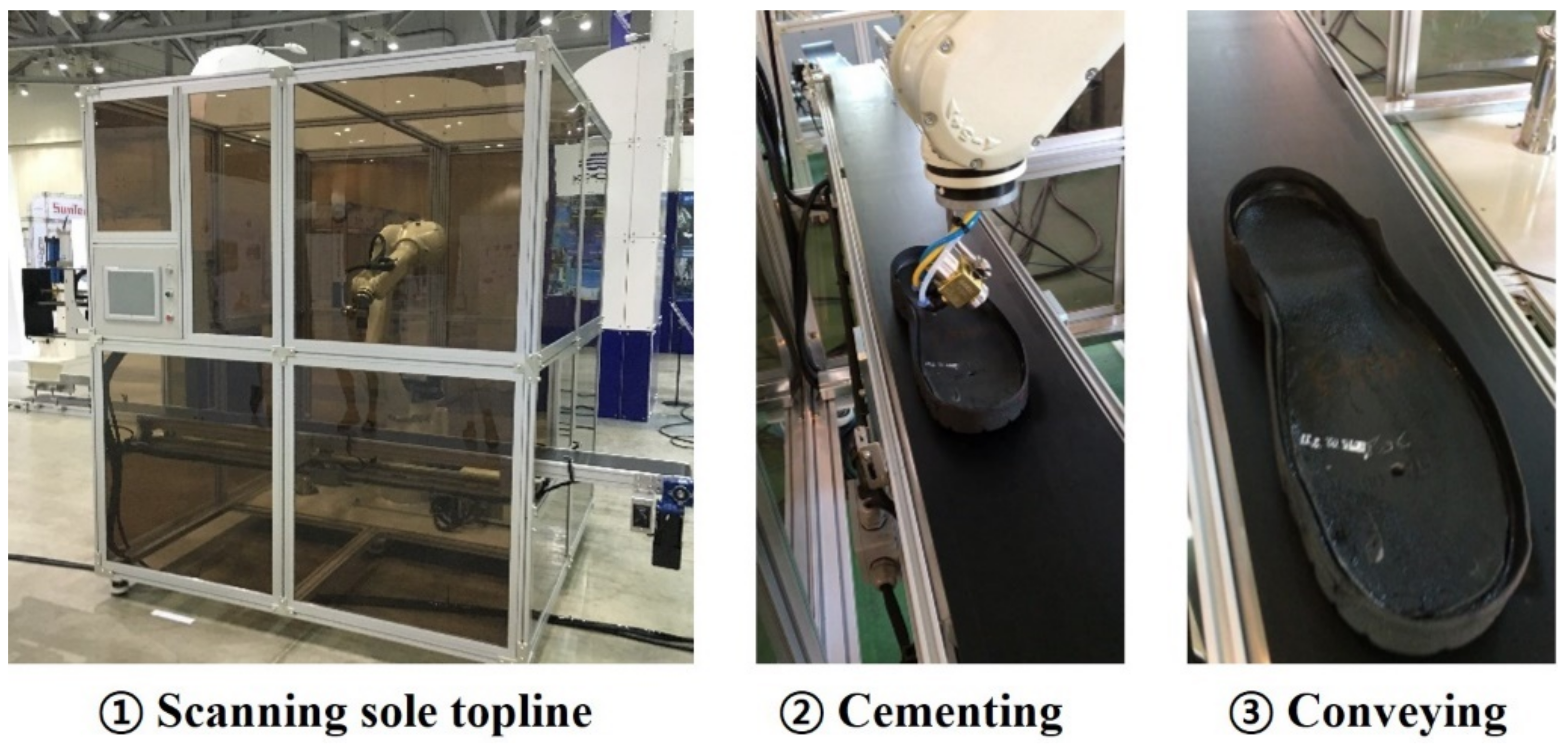
3. Sole Manufacturing Automation Process
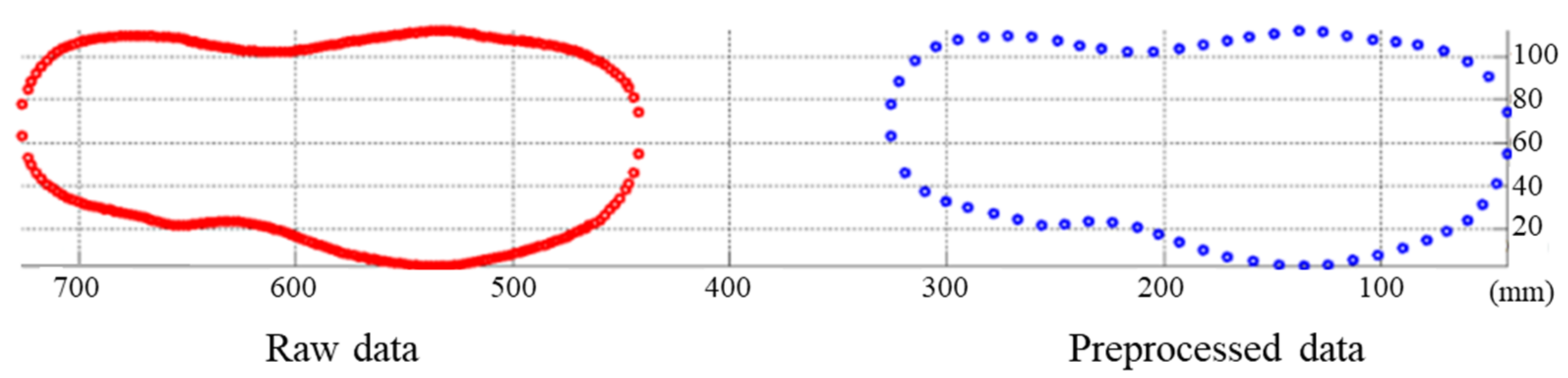
3.1. Preprocessing of 3-D Scanned Data for Sole
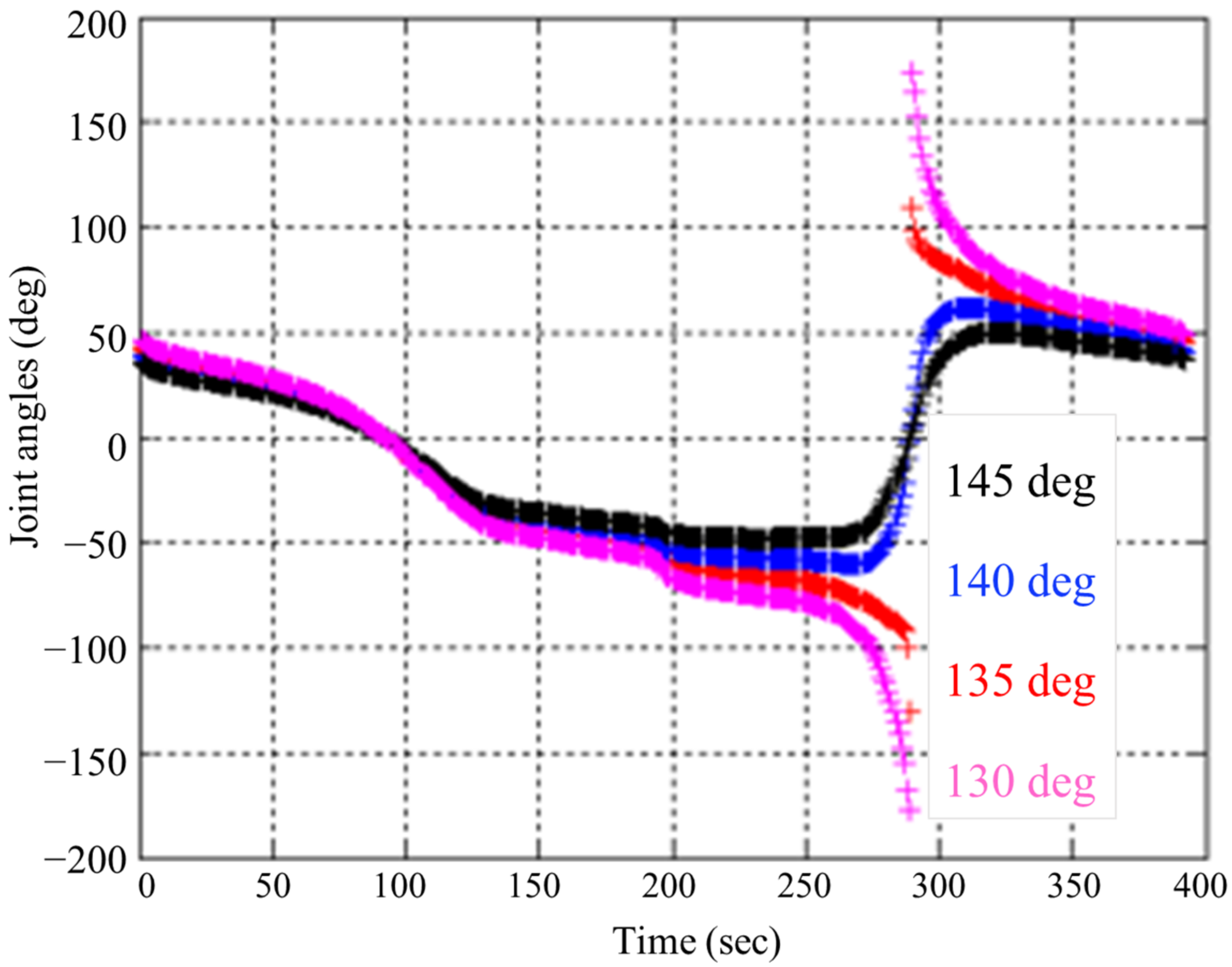
3.2. Robot Path Generation for Cementing
4. Experiments
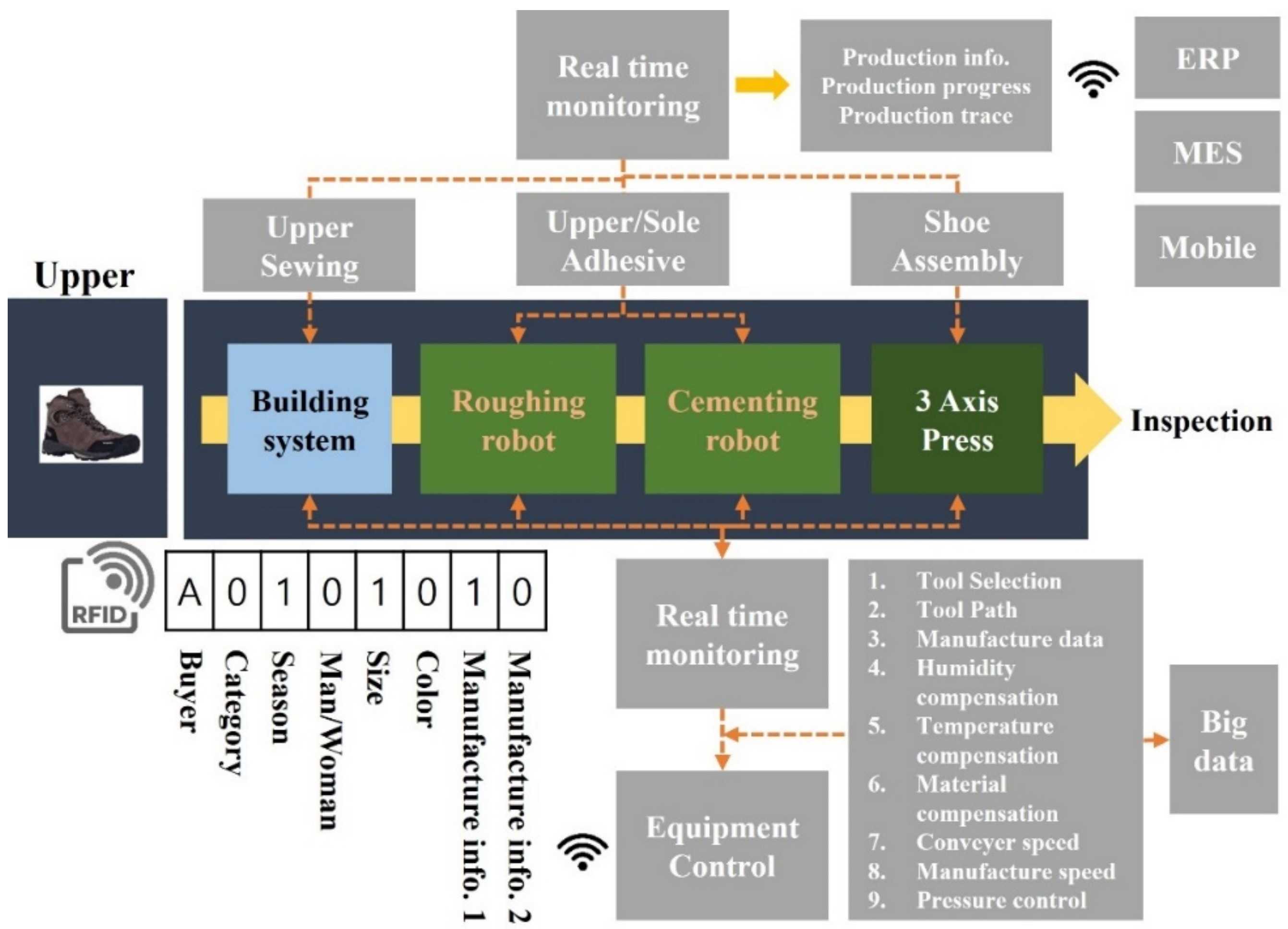
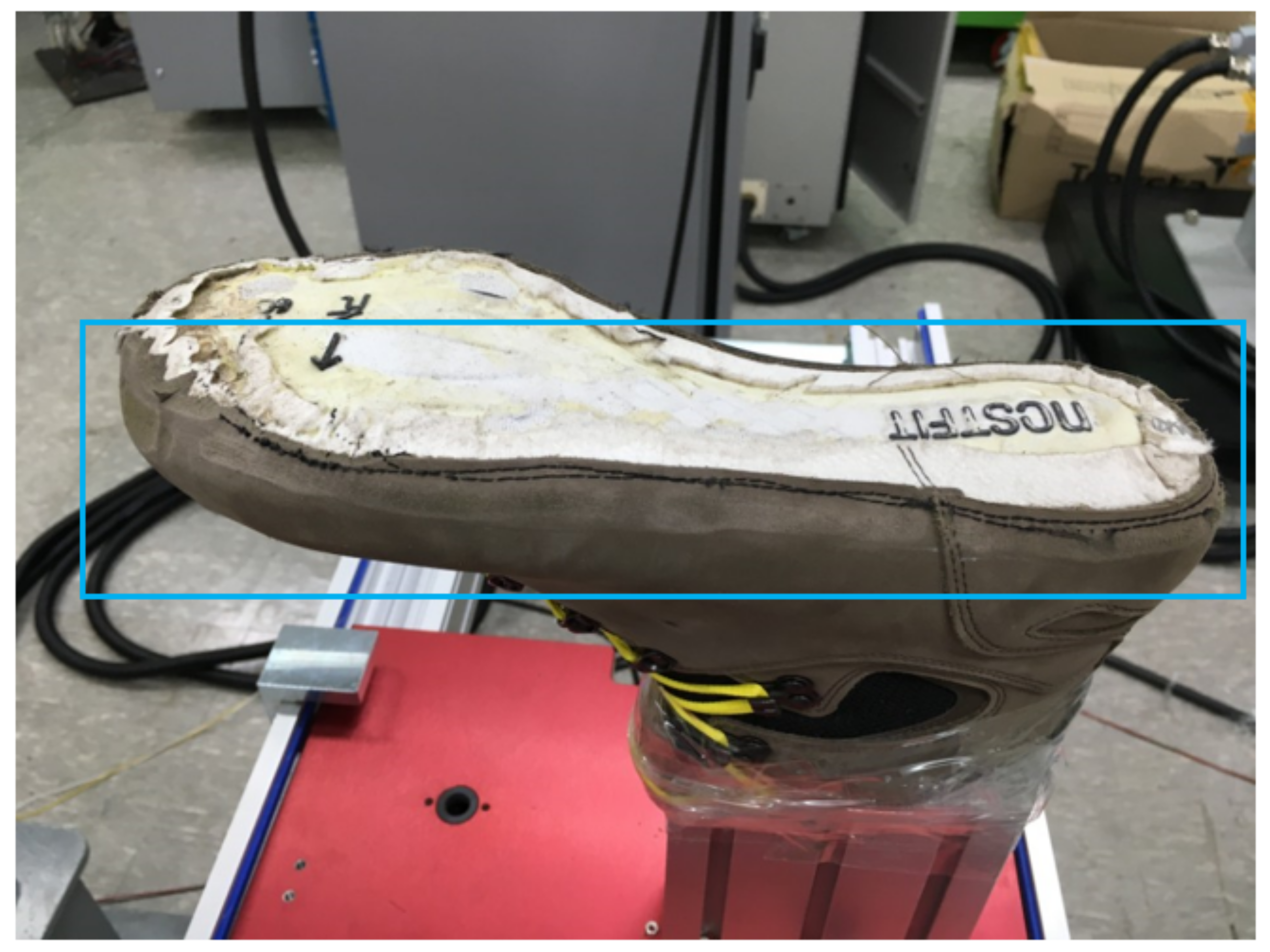
4.1. Robot-Based Automated Production Testbed
4.2. Results
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart Factory of Industry 4.0: Key Technologies, Application Case and Challenges. IEEE Access 2018, 6, 6505–6519. [Google Scholar] [CrossRef]
- ORISOL, Automatic Robotic Cementing System. Available online: https://orisol.com/assembly-solutions (accessed on 19 March 2022).
- Ding, Y.; Zhao, J.; Goonetilleke, R.S.; Xiong, S.; Yuan, Z.; Zhang, Y.; Long, C. An Automatic Method of Measuring Foot Girths for Custom Footwear Using Local RBF Implicit Surfaces. Int. J. Comput. Integr. Manuf. 2010, 23, 574–583. [Google Scholar] [CrossRef]
- Molinari-Tosatti, L.; Fassi, I. Parallel Kinematic Machines for An Application in Shoes Manufacturing: The Conceptual Design to The First Experimental Campaign. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Maui, HI, USA, 29 October–3 November 2001; pp. 433–438. [Google Scholar] [CrossRef]
- Hu, Z.; Marshall, C.; Bicker, R.; Taylor, P. Automatic Surface Roughing with 3D Machine Vision and Cooperative Robot Control. Robot. Auton. Syst. 2007, 55, 552–560. [Google Scholar] [CrossRef]
- Nemec, B.; Leon, Z. Shoe Grinding Cell using Virtual Mechanism Approach. In Proceedings of the 5th International Conference on Informatics in Control, Automation and Robotics (ICINCO-RA), Madeira, Portugal, 11–15 May 2008; pp. 159–164. [Google Scholar] [CrossRef] [Green Version]
- Pedrocchi, N.; Villagrossi, E.; Cenati, C.; Tosatti, L.M. Design of Fuzzy Logic Controller of Industrial Robot for Roughing the Uppers of Fashion Shoes. Int. J. Adv. Manuf. Technol. 2015, 77, 939–953. [Google Scholar] [CrossRef]
- Gracia, L.; Perez-Vidal, C.; Mronga, D.; de Paco, J.M.; Azorin, J.M.; de Gea, J. Robotic Manipulation for The Shoe-Packaging Process. Int. J. Adv. Manuf. Technol. 2017, 92, 1053–1067. [Google Scholar] [CrossRef]
- Perez-Vidal, C.; Gracia, L.; de Paco, J.M.; de Gea, J. Automation of Product Packaging for Industrial Applications. Int. J. Comput. Integr. Manuf. 2017, 31, 129–137. [Google Scholar] [CrossRef]
- Castelli, K.; Zaki, A.M.A.; Dmytriyev, Y.; Carnevale, M.; Giberti, H. A Feasibility Study of a Robotic Approach for the Gluing Process in the Footwear Industry. Robotics 2021, 10, 6. [Google Scholar] [CrossRef]
- Kim, J.Y. CAD-Based Automated Robot Programming in Adhesive Spray Systems for Shoe Outsoles and Uppers. J. Robot. Syst. 2004, 21, 625–634. [Google Scholar] [CrossRef]
- Oliver, G.; Gil, P.; Gomez, J.F.; Torres, F. Towards Footwear Manufacturing 4.0: Shoe Sole Robotic Grasping in Assembling Operations. Int. J. Adv. Manuf. Technol. 2021, 114, 811–827. [Google Scholar] [CrossRef]
- Oliver, G.; Gil, P.; Torres, F. Robotic Workcell for Sole Grasping in Footware Manufacturing. In Proceedings of the 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Vienna, Austria, 8–11 September 2020; pp. 704–710. [Google Scholar]
- Kim, M.G.; Kim, J.; Shin, D.; Jin, M. Robot-based Shoe Manufacturing System. In Proceedings of the 18th International Conference on Control, Automation and Systems (ICCAS), YongPyong, Korea, 17–20 October 2018; p. 1491. [Google Scholar]
- Mai, C.C.; Huang, C.K.; HoCheng, H. Three-Dimensional Trajectory Recognition Technology for the Junction Trace of a Material Assembly Used in footwear manufacturing Automation. In Proceedings of the 20th International Conference on Advanced Robotics (ICAR), Ljubljana, Slovenia, 6–10 December 2021; pp. 38–43. [Google Scholar] [CrossRef]
- Summit Technology Group, MicroScribe G2X. Available online: http://www.stg-inc.com/microscribe.shtm (accessed on 19 March 2022).






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, M.-G.; Kim, J.; Chung, S.Y.; Jin, M.; Hwang, M.J. Robot-Based Automation for Upper and Sole Manufacturing in Shoe Production. Machines 2022, 10, 255. https://doi.org/10.3390/machines10040255
Kim M-G, Kim J, Chung SY, Jin M, Hwang MJ. Robot-Based Automation for Upper and Sole Manufacturing in Shoe Production. Machines. 2022; 10(4):255. https://doi.org/10.3390/machines10040255
Chicago/Turabian StyleKim, Min-Gyu, Juhyun Kim, Seong Youb Chung, Maolin Jin, and Myun Joong Hwang. 2022. "Robot-Based Automation for Upper and Sole Manufacturing in Shoe Production" Machines 10, no. 4: 255. https://doi.org/10.3390/machines10040255
APA StyleKim, M.-G., Kim, J., Chung, S. Y., Jin, M., & Hwang, M. J. (2022). Robot-Based Automation for Upper and Sole Manufacturing in Shoe Production. Machines, 10(4), 255. https://doi.org/10.3390/machines10040255