
Bulk Fabrication of SS410 Material Using Cold Metal Transfer-Based Wire Arc Additive Manufacturing Process at Optimized Parameters: Microstructural and Property Evaluation



Abstract
1. Introduction
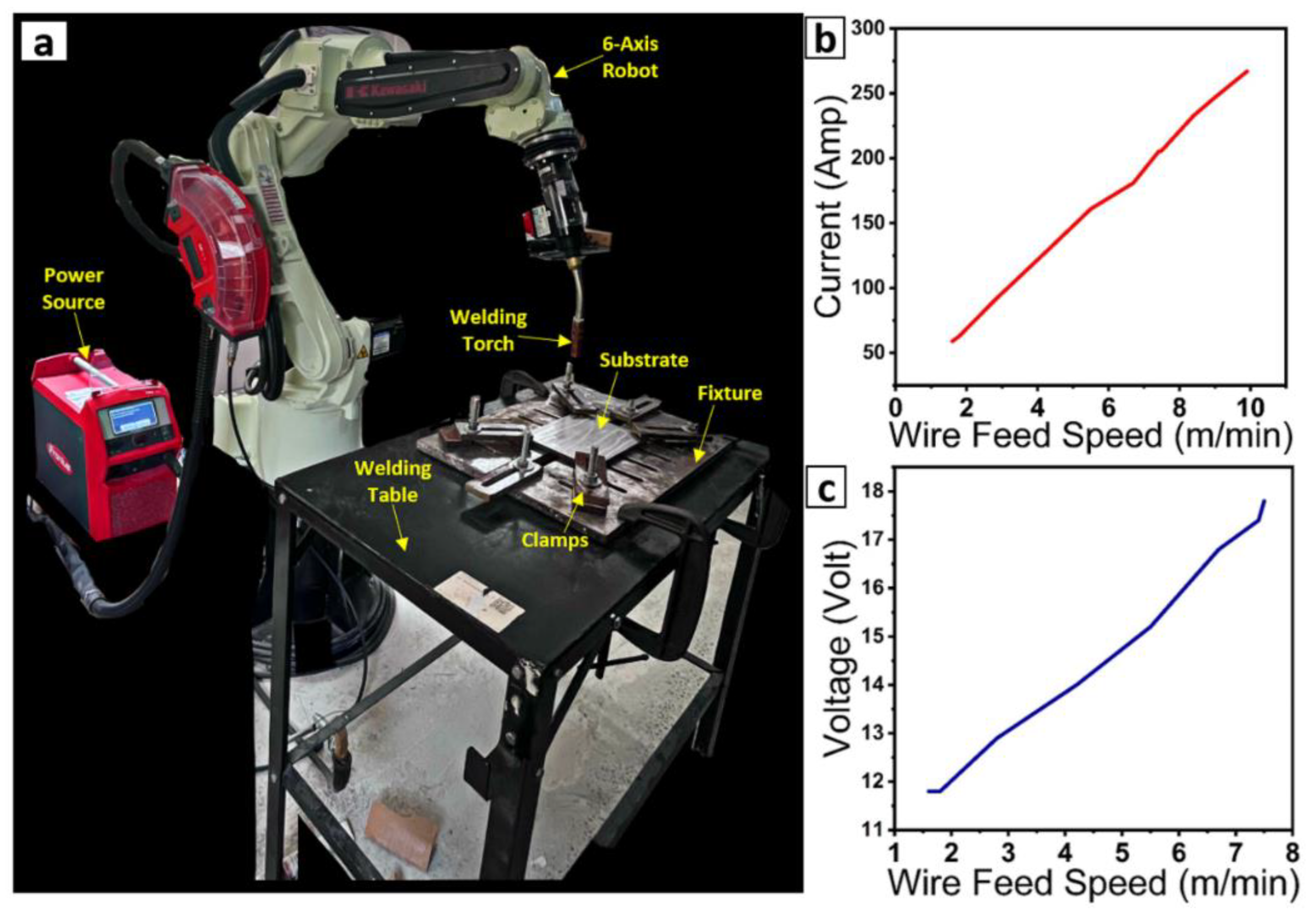
2. Experimental Methodology
2.1. Optimization
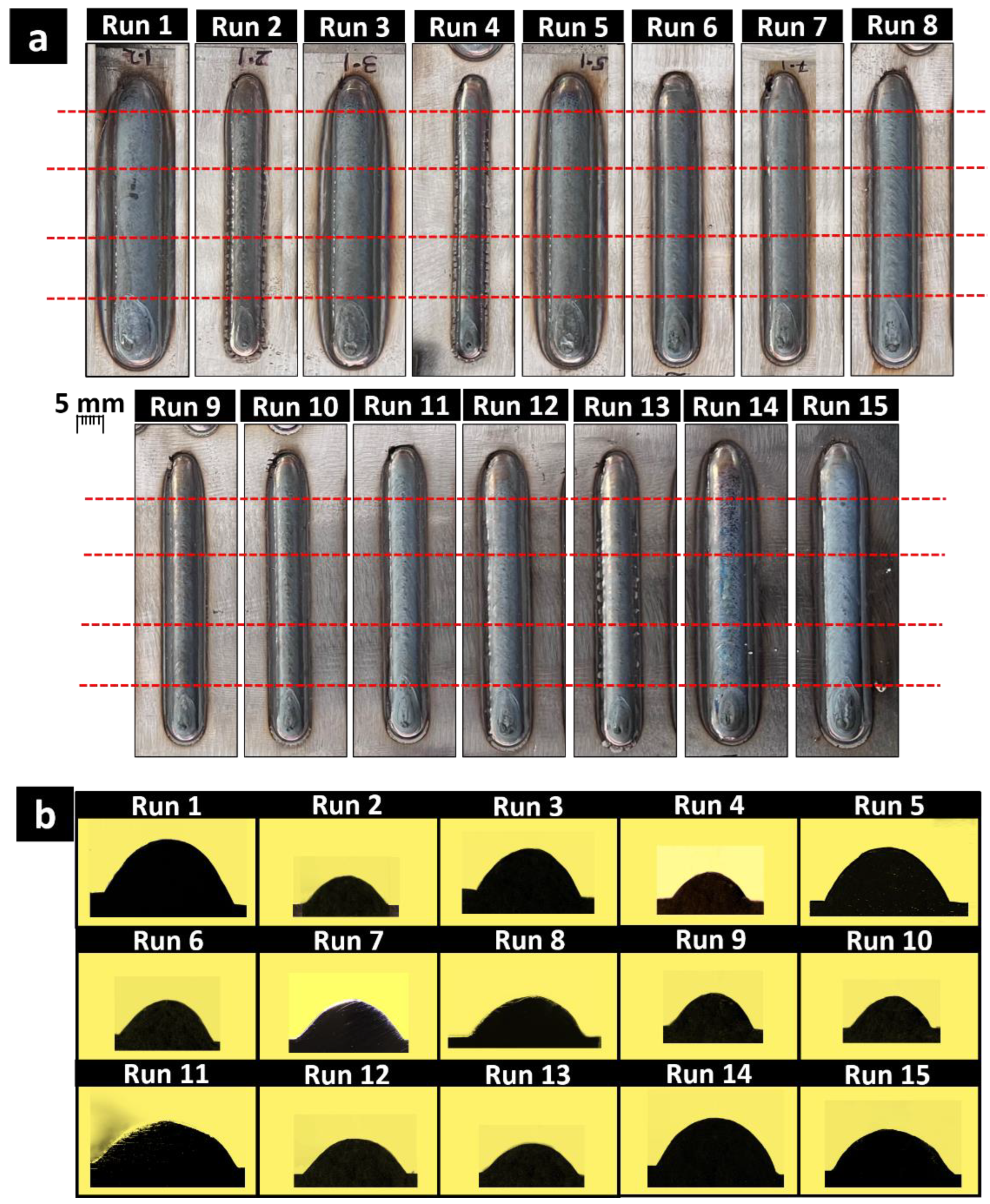
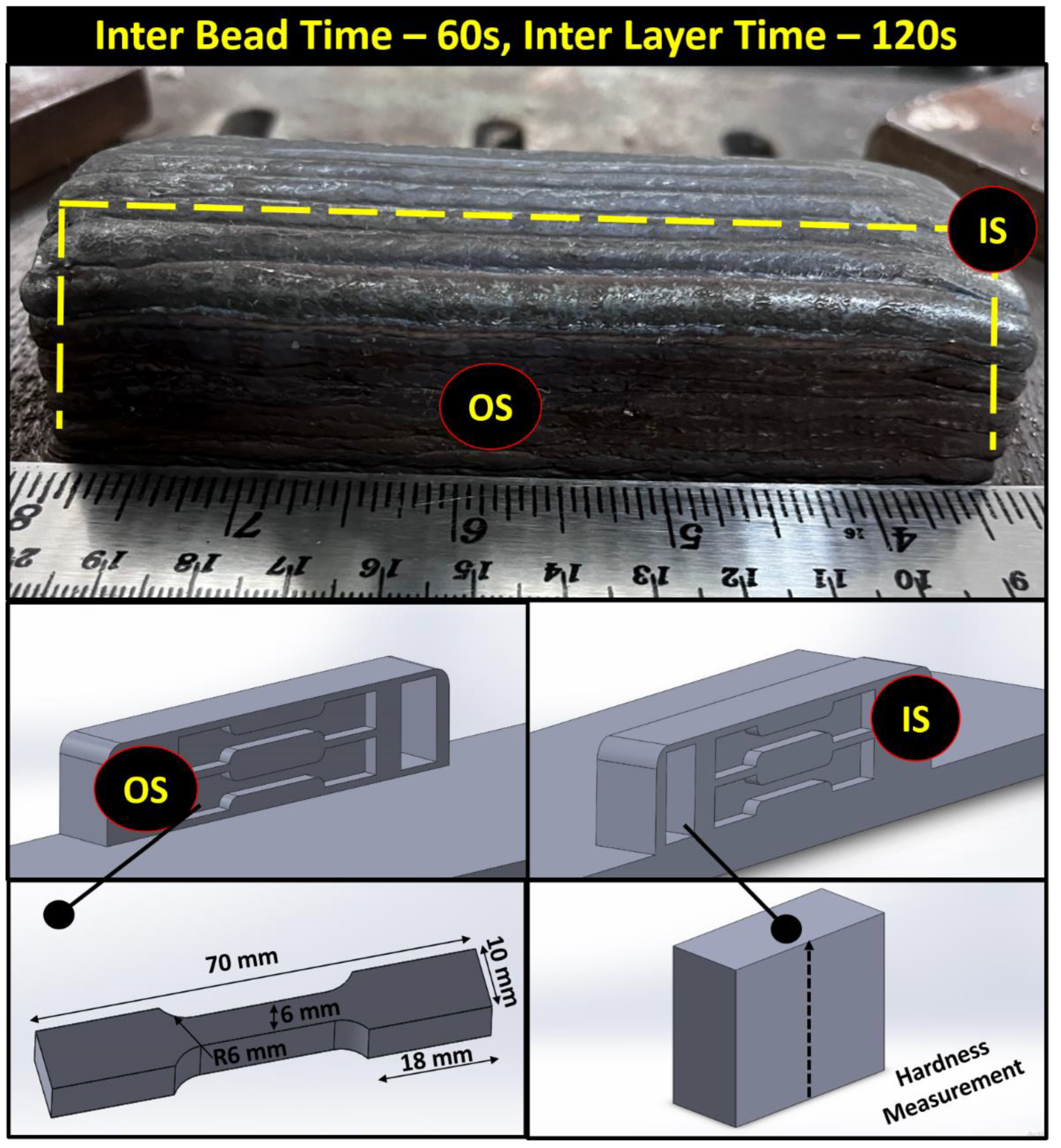
2.2. Development of Thick Walls
2.3. Materials Characterization
2.4. Mechanical Properties
3. Results and Discussions
3.1. Development and Validation of Regression Equations
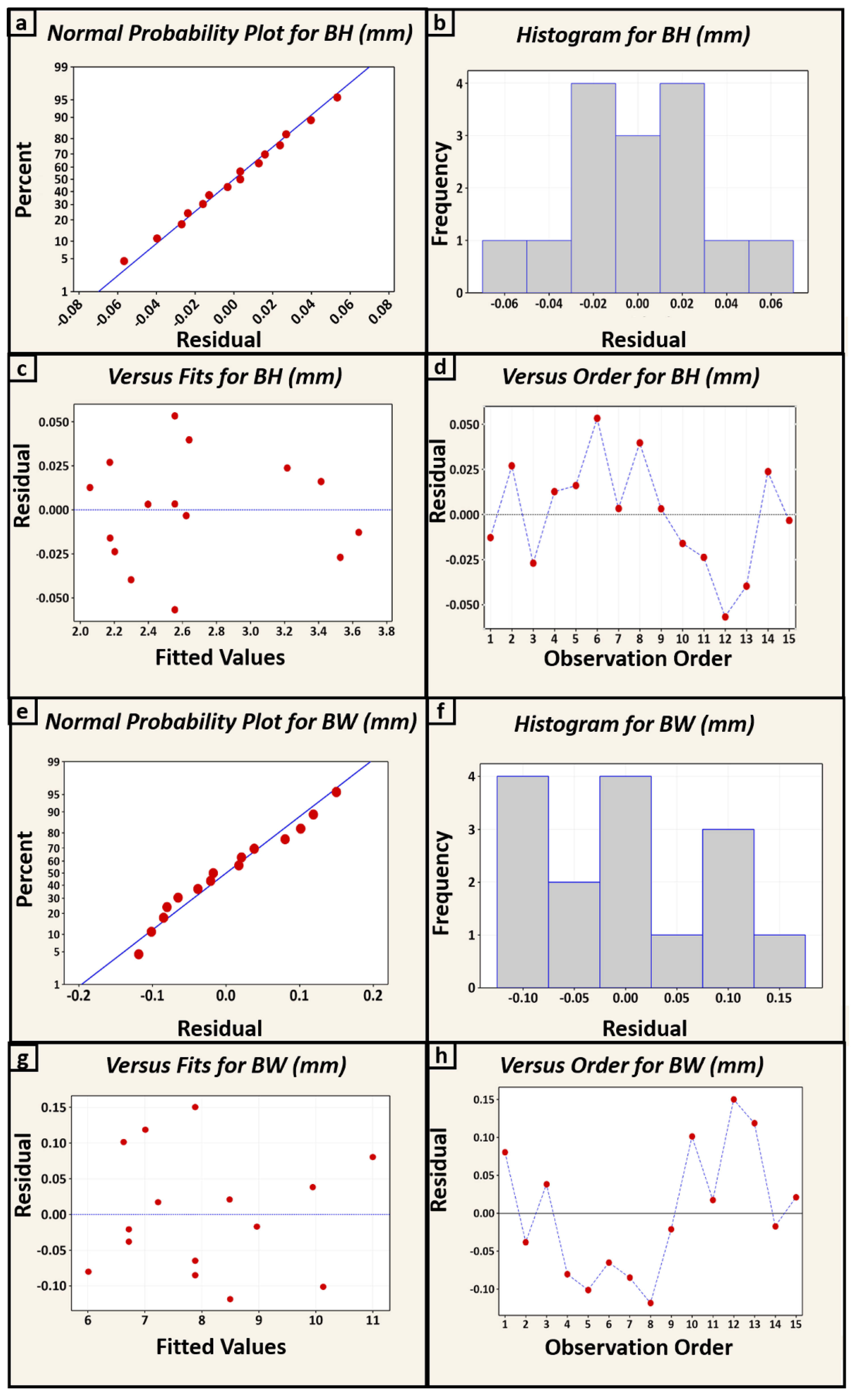
3.1.1. Anova
3.1.2. Experimental Validation
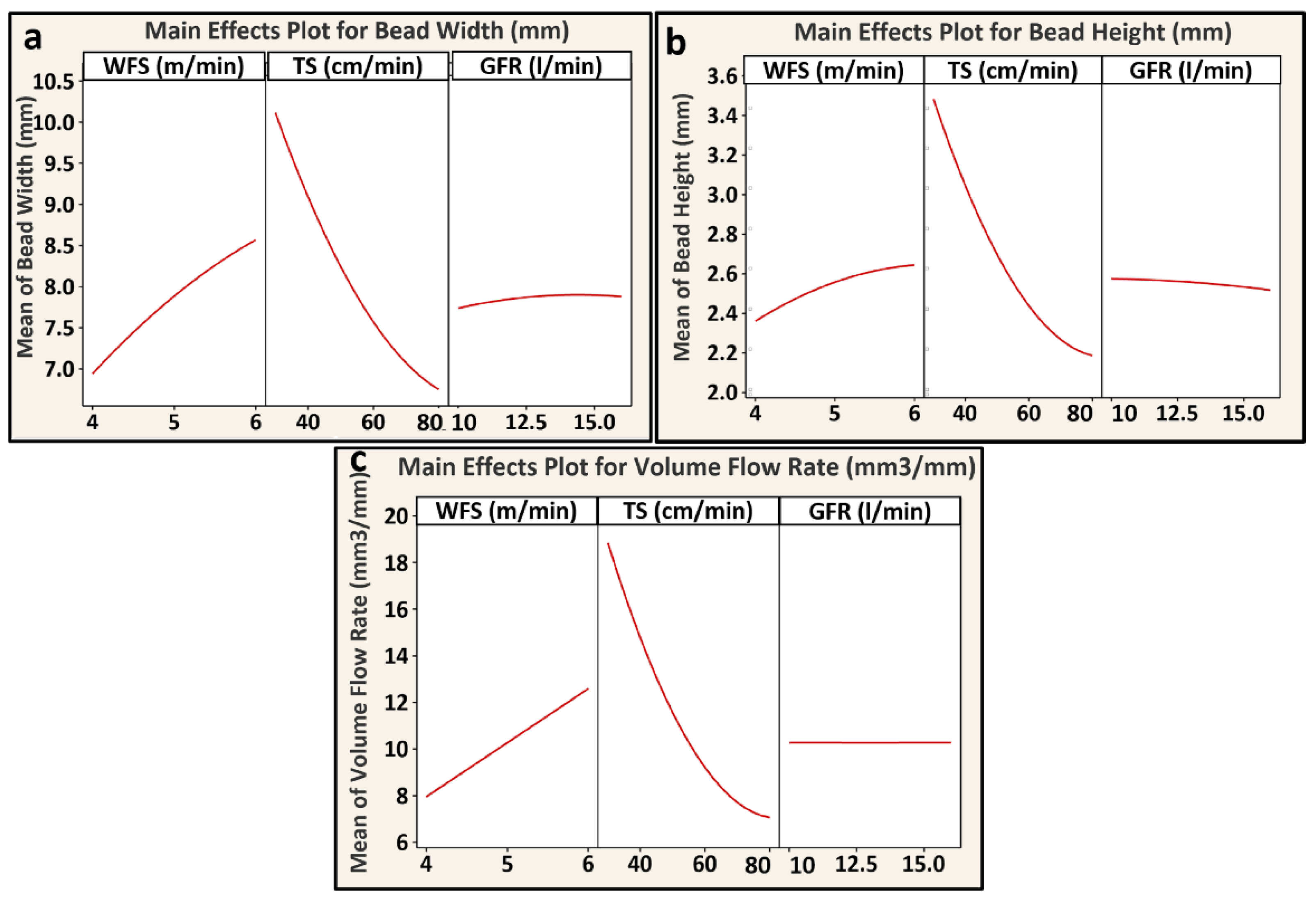
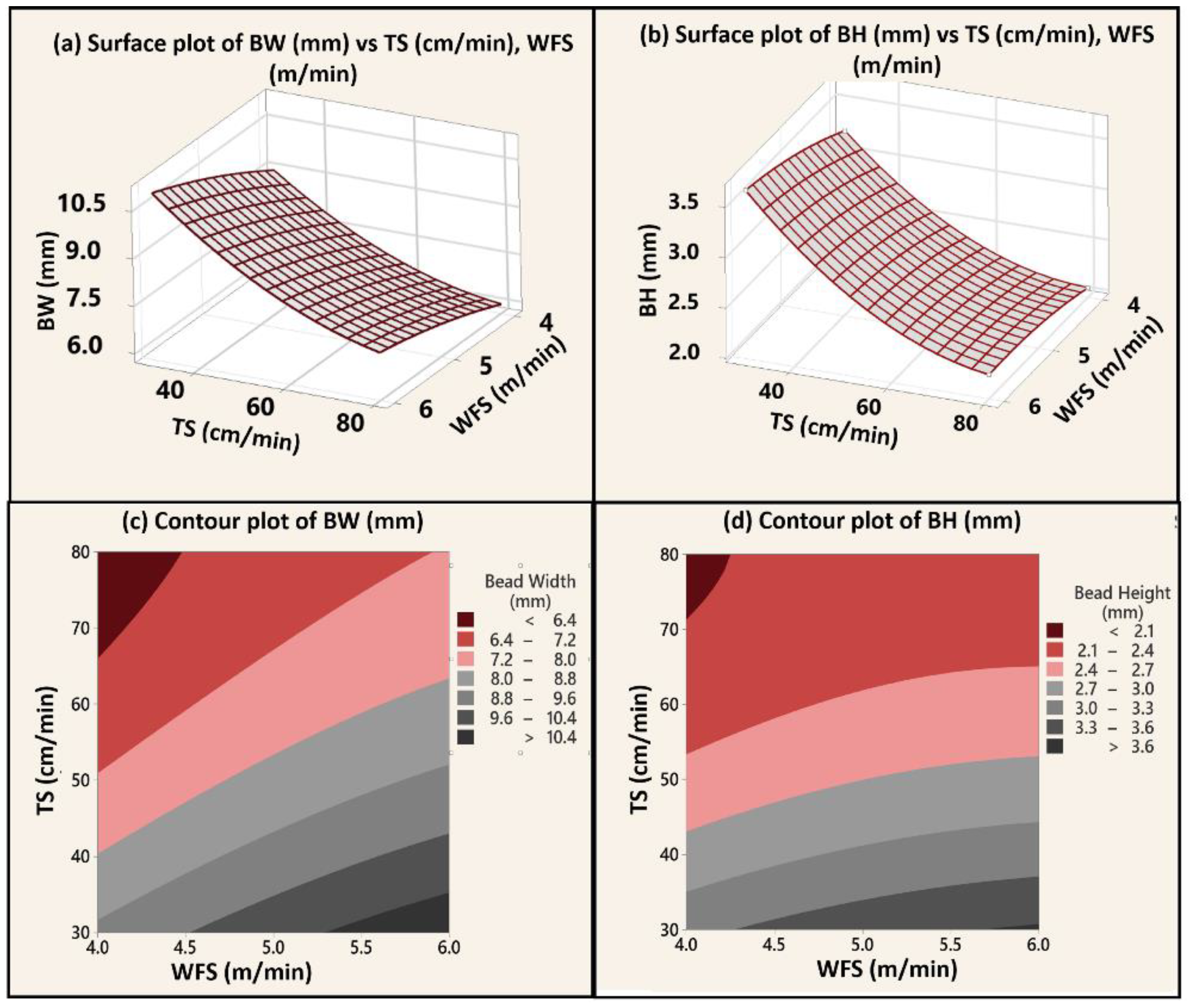
3.2. Effect of Process Variables on BW and BH
3.3. Multi-Objective Optimization
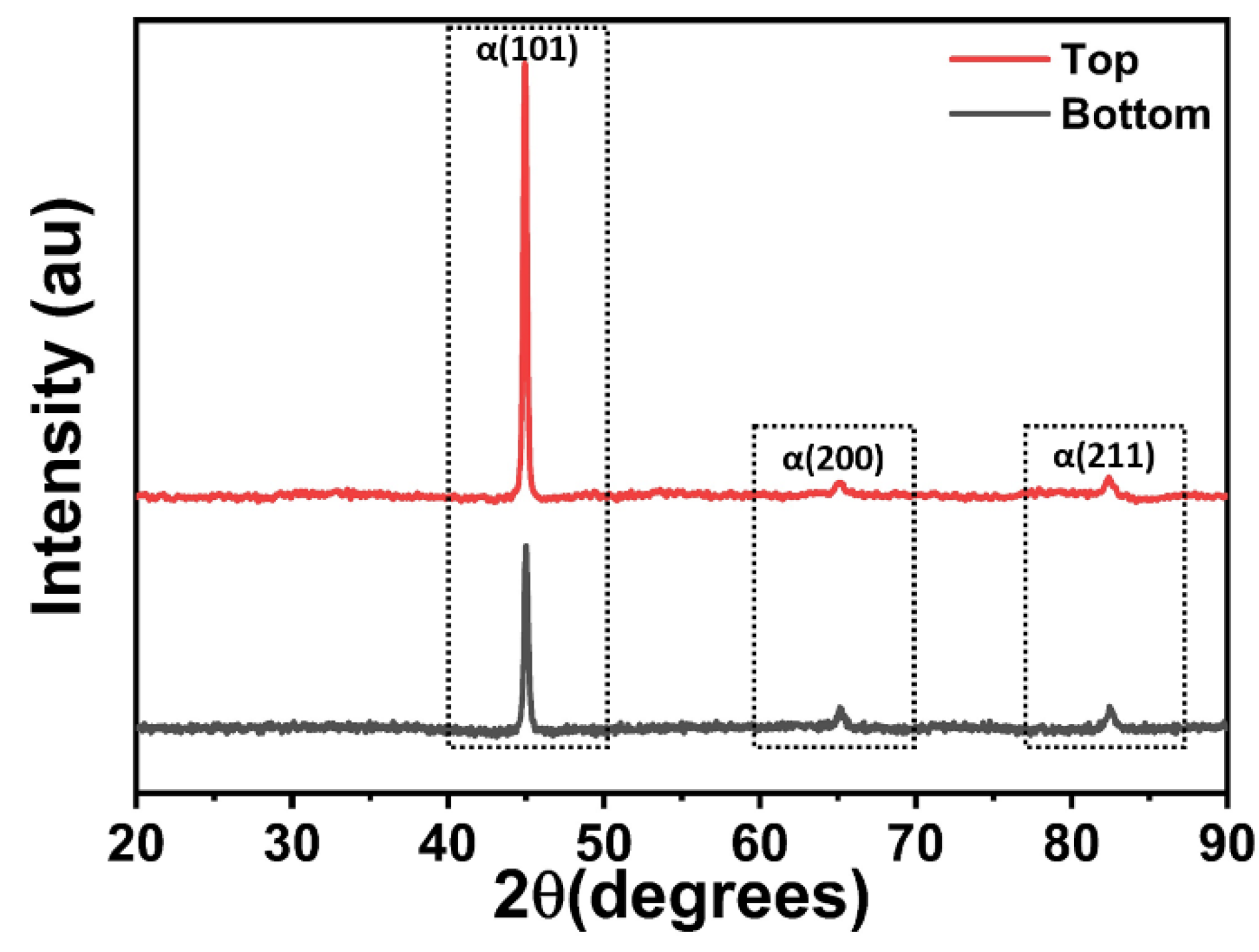
3.4. Phase Analysis
3.5. XPS Characterization
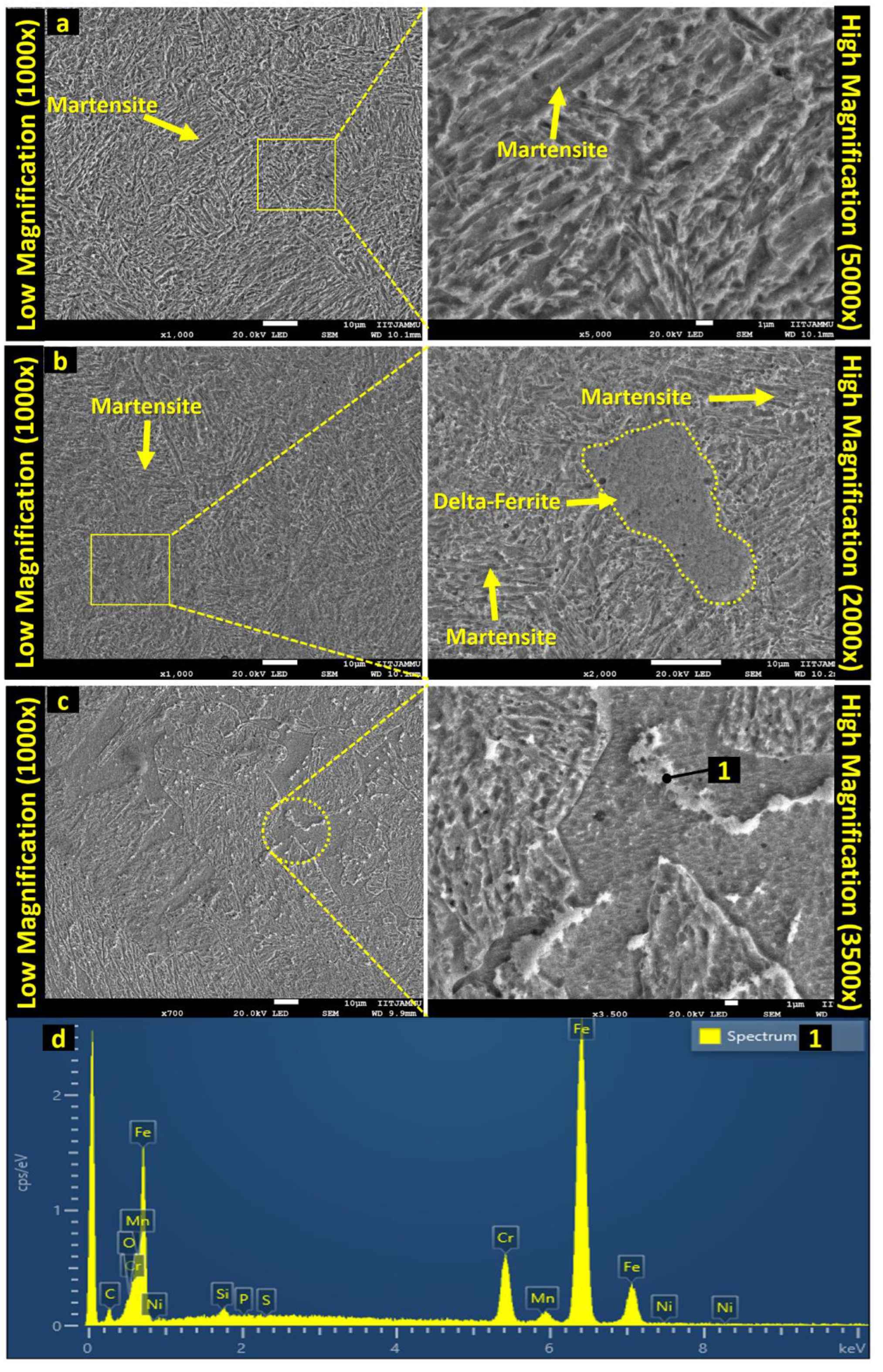
3.6. Microstructural Evolution
3.7. Mechanical Properties
3.7.1. Tensile Properties
3.7.2. Micro-Hardness
3.7.3. Wear Properties
4. Conclusions
- The WFS and TS, which are two of the vital processing factors of the CMT-based WAAM process, have a significant impact on the size and form of individual weld beads. The TS is known to have dramatically changed the characteristics of beads. Additionally, there are no obvious effects of the GFR on BH and BW.
- The adequacy of the mathematical model developed was determined using Anova and the experimental approach. The results prove the model’s accuracy for both BH and BW, with a maximum error of 3.7% and 1.8% for BW and BH, respectively.
- The optimized parameters obtained were 5.5 m/min (WFS), 63 cm/min (TS), and 13 L/min (GFR), which resulted in the successful fabrication of thick walls without any defects such as solidification cracking (common in SS410) and lack of fusion.
- SS410 thick walls produced by WAAM typically have a two-phase microstructure: martensite and delta ferrite. The percentage of delta ferrite increased with the build height from 20 to 58%. Moreover, the overlapping zone between two adjacent layers at lower heights resulted in greater delta ferrite content due to secondary re-melting.
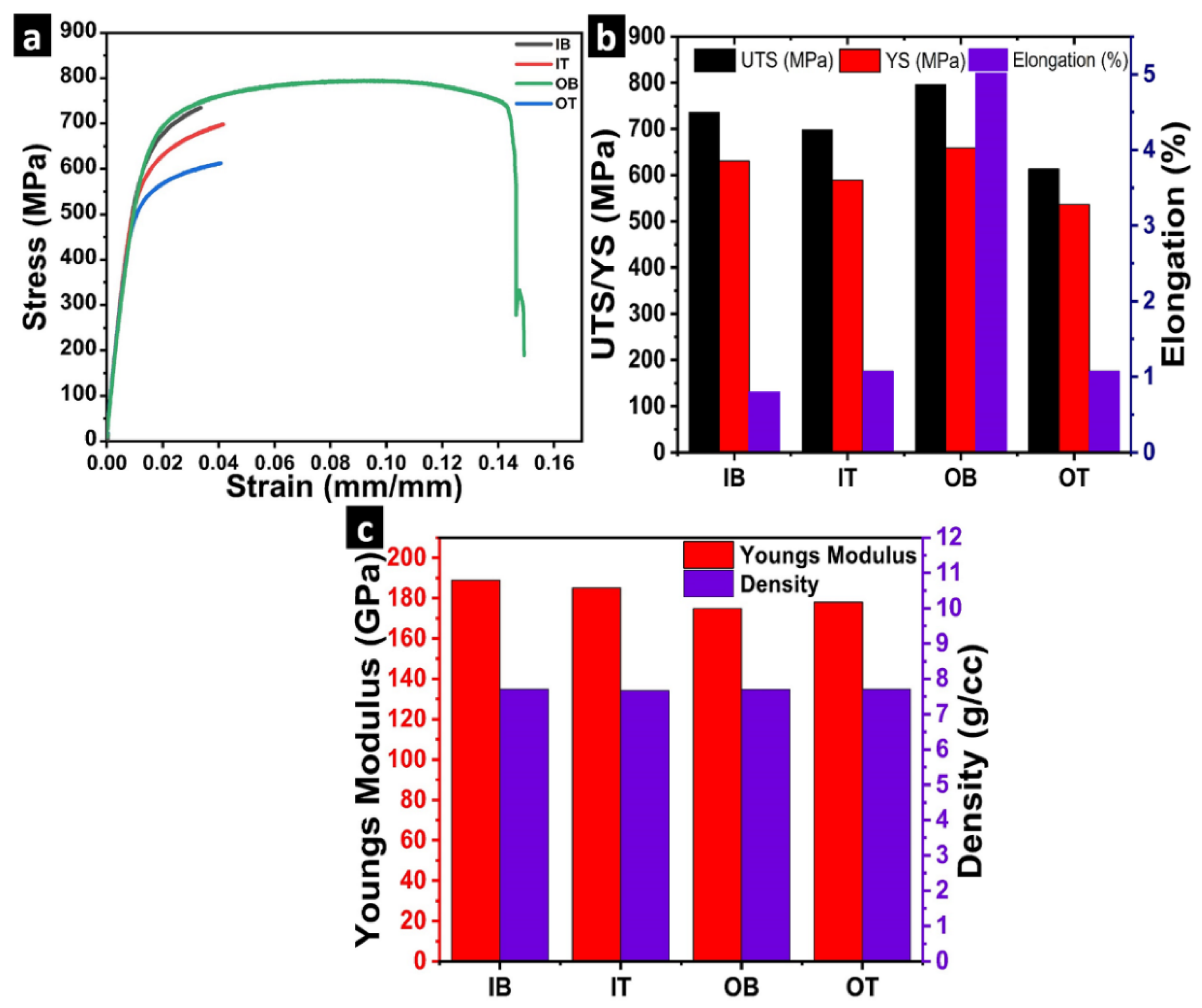
- The tensile properties were determined to be at a maximum for the OB sample (UTS (803 ± 8 MPa), YS (659 ± 10 MPa), and percentage elongation (5%)). The UTS and YS achieved are comparable to the wrought counterpart; however, the percentage elongation is significantly lower.
- The average hardness reduced with the build height. This is attributed to the increase in the delta ferrite content with build height. The maximum hardness of 452 ± 8 HV was achieved at the bottom of the thick wall. Moreover, the computed SD values increased drastically, with height representing the anisotropy in the samples.
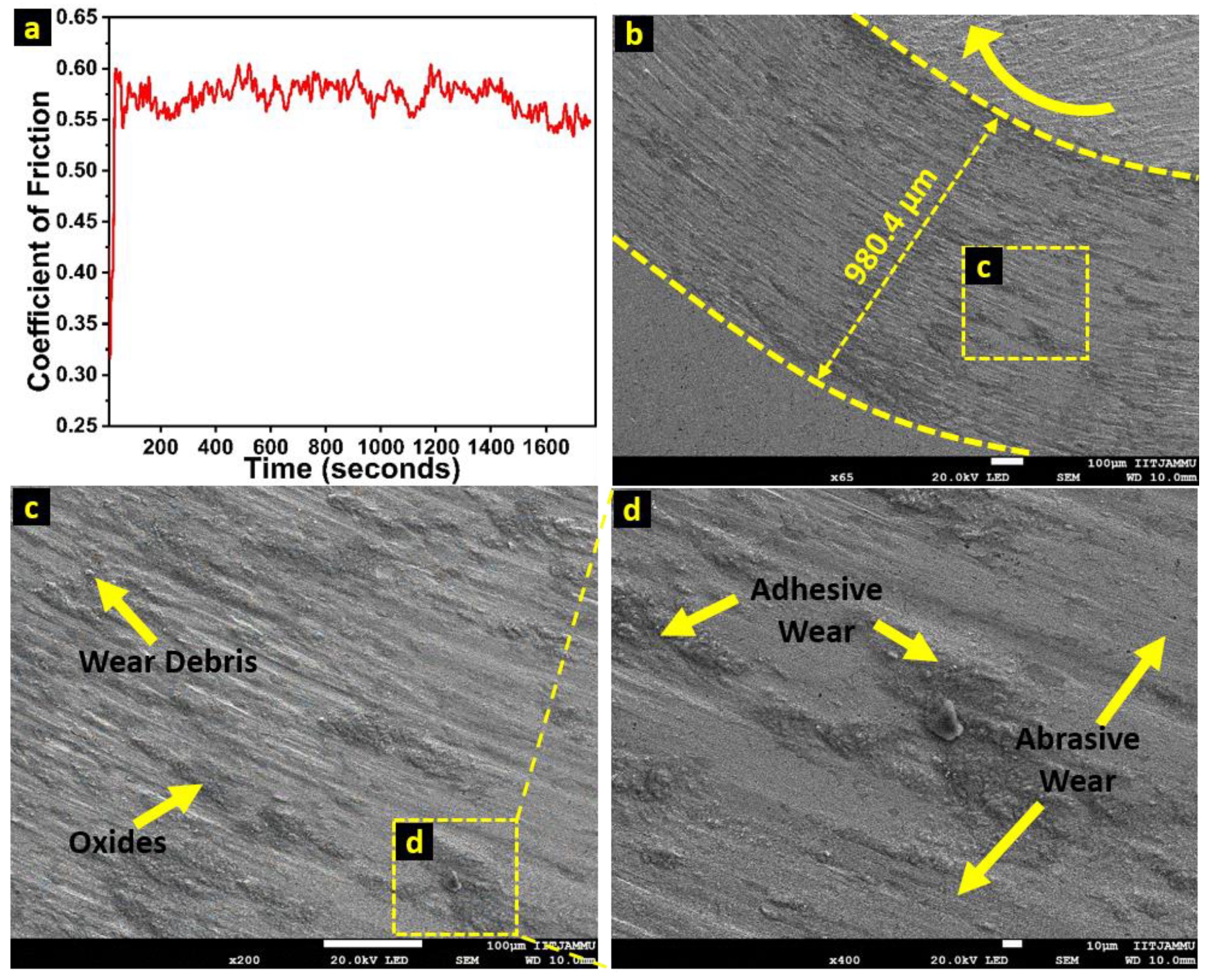
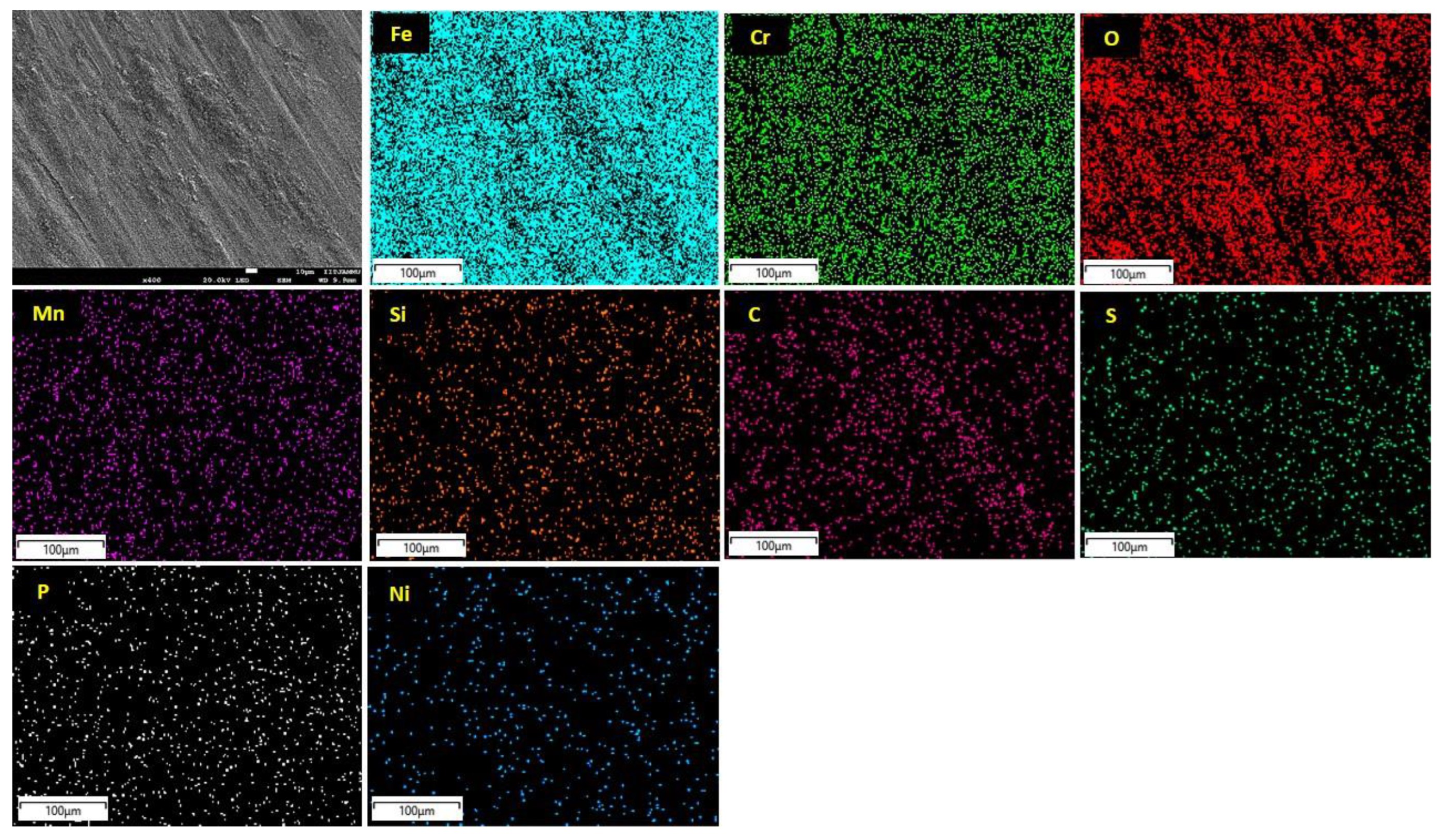
- The wear rate and volume were computed as 1.3 × 10−11 m3/N.m and 2.205 × 10−8 m3, respectively. Two types of wear mechanisms were involved in the wear track: abrasive and adhesive, and the occurrence of abrasive and adhesive mechanisms were attributed to the region of martensite and delta ferrite, respectively.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Singh, A.; Singh, H. Metal Additive Manufacturing: From History to Applications; Khan, M.A., Jappes, J.T.W., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 3–32. [Google Scholar]
- Singh, A.; Singh, P.; Pabla, B.S.; Singh, H.; Shiva, S. Parametric analysis to explore the viability of cold spray additive manufacturing to print SS316L parts for biomedical application. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 339. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Powder bed fusion processes. In Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: Boston, MA, USA, 2010; pp. 120–159. [Google Scholar]
- Shi, Y.; Yan, C.; Zhou, Y.; Wu, J.; Wang, Y.; Yu, S.; Chen, Y. Metal materials for additive manufacturing. In Materials for Additive Manufacturing; Academic Press: Cambridge, MA, USA, 2021; pp. 403–595. [Google Scholar]
- Jafari, D.; Vaneker, T.H.J.; Gibson, I. Wire and arc additive manufacturing: Opportunities and challenges to control the quality and accuracy of manufactured parts. Mater. Des. 2021, 202, 109471. [Google Scholar] [CrossRef]
- Gornyakov, V.; Sun, Y.; Ding, J.; Williams, S. Modelling and optimising hybrid process of wire arc additive manufacturing and high-pressure rolling. Mater. Des. 2022, 223, 111121. [Google Scholar] [CrossRef]
- Cai, H.; Xu, L.; Zhao, L.; Han, Y.; Pang, H.; Chen, W. Cold metal transfer plus pulse (CMT+P) welding of G115 steel: Mechanisms, microstructure, and mechanical properties. Mater. Sci. Eng. A 2022, 843, 143156. [Google Scholar] [CrossRef]
- Koli, Y.; Arora, S.; Ahmad, S.; Priya; Yuvaraj, N.; Khan, Z.A. Investigations and Multi-response Optimization of Wire Arc Additive Manufacturing Cold Metal Transfer Process Parameters for Fabrication of SS308L Samples. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Manurung, Y.H.P.; Prajadhiana, K.P.; Adenan, M.S.; Awiszus, B.; Graf, M.; Haelsig, A. Analysis of material property models on WAAM distortion using nonlinear numerical computation and experimental verification with P-GMAW. Arch. Civ. Mech. Eng. 2021, 21, 32. [Google Scholar] [CrossRef]
- Zavdoveev, A.; Poznyakov, V.; Baudin, T.; Heaton, M.; Kim, H.S.; Acquier, P.; Skory, M.; Rogante, M.; Denisenko, A. Welding Thermal Cycle Impact on the Microstructure and Mechanical Properties of Thermo–Mechanical Control Process Steels. Steel Res. Int. 2021, 92, 2000645. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Curado, T.M.; Zeng, Z.; Lopes, J.G.; Rossinyol, E.; Park, J.M.; Schell, N.; Fernandes, F.M.B.; Kim, H.S. Gas tungsten arc welding of as-rolled CrMnFeCoNi high entropy alloy. Mater. Des. 2020, 189, 108505. [Google Scholar] [CrossRef]
- Oliveira, J.; Crispim, B.; Zeng, Z.; Omori, T.; Fernandes, F.B.; Miranda, R. Microstructure and mechanical properties of gas tungsten arc welded Cu-Al-Mn shape memory alloy rods. J. Mater. Process. Technol. 2019, 271, 93–100. [Google Scholar] [CrossRef]
- Rosli, N.A.; Alkahari, M.R.; Ramli, F.R.; bin Abdollah, M.F.; Kudus, S.I.A.; Herawan, S.G. Parametric Optimisation of Micro Plasma Welding for Wire Arc Additive Manufacturing by Response Surface Methodology. Manuf. Technol. 2022, 22, 59–70. [Google Scholar] [CrossRef]
- Huang, L.; Chen, X.; Konovalov, S.; Wang, M.; Su, C.; Han, L.; Wang, Y. Modeling and Optimization of Solidification Cracking of 4043 Aluminum Alloys Produced by Cold Metal Transfer Welding. J. Mater. Eng. Perform. 2022, 31, 4746–4760. [Google Scholar] [CrossRef]
- Vora, J.; Parikh, N.; Chaudhari, R.; Patel, V.K.; Paramar, H.; Pimenov, D.Y.; Giasin, K. Optimization of Bead Morphology for GMAW-Based Wire-Arc Additive Manufacturing of 2.25 Cr-1.0 Mo Steel Using Metal-Cored Wires. Appl. Sci. 2022, 12, 5060. [Google Scholar] [CrossRef]
- Dhas, J.E.R.; Dhas, S.J.H. A Review on Optimization of Welding Process. Procedia Eng. 2012, 38, 544–554. [Google Scholar] [CrossRef]
- Ahire, P.; Patil, U.; Kadam, M. Genetic Algorithm Based Optimization of the Process Parameters for Manual Metal Arc Welding of Dissimilar Metal Joint. Procedia Manuf. 2018, 20, 106–112. [Google Scholar] [CrossRef]
- Ahmad, M.A.; Sheikh, A.K.; Nazir, K. Design of experiment based statistical approaches to optimize submerged arc welding process parameters. ISA Trans. 2019, 94, 307–315. [Google Scholar] [CrossRef]
- Qin, J.; Wang, Y.; Ding, J.; Williams, S. Optimal droplet transfer mode maintenance for wire + arc additive manufacturing (WAAM) based on deep learning. J. Intell. Manuf. 2022, 33, 2179–2191. [Google Scholar] [CrossRef]
- Ayan, Y.; Kahraman, N. Bending fatigue properties of structural steel fabricated through wire arc additive manufacturing (WAAM). Eng. Sci. Technol. Int. J. 2022, 35, 101247. [Google Scholar] [CrossRef]
- Sales, A.; Kotousov, A.; Perilli, E.; Yin, L. Improvement of the Fatigue Resistance of Super Duplex Stainless-Steel (SDSS) Components Fabricated by Wire Arc Additive Manufacturing (WAAM). Metals 2022, 12, 1548. [Google Scholar] [CrossRef]
- Haden, C.; Zeng, G.; Carter, F.; Ruhl, C.; Krick, B.; Harlow, D. Wire and arc additive manufactured steel: Tensile and wear properties. Addit. Manuf. 2017, 16, 115–123. [Google Scholar] [CrossRef]
- Rafieazad, M.; Ghaffari, M.; Nemani, A.V.; Nasiri, A. Microstructural evolution and mechanical properties of a low-carbon low-alloy steel produced by wire arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 105, 2121–2134. [Google Scholar] [CrossRef]
- Le, V.T. A preliminary study on gas metal arc welding-based additive manufacturing of metal parts. Sci. Technol. Dev. J. 2020, 23, 422–429. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Cheng, X.; He, B.; Wang, H.; Huang, Z. Microstructure and mechanical properties of the austenitic stainless steel 316L fabricated by gas metal arc additive manufacturing. Mater. Sci. Eng. A 2017, 703, 567–577. [Google Scholar] [CrossRef]
- Wang, L.; Xue, J.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mater. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Gao, C.; Chen, X.; Su, C.; Chen, X. Location dependence of microstructure and mechanical properties on wire arc additively manufactured nuclear grade steel. Vacuum 2019, 168, 108818. [Google Scholar] [CrossRef]
- Vivekananthan, M.; Saravanakumar, M.; Ross, K.N.S.; Kumar, K.S.S.; Raj, F.S. Experimental investigation of Mechanical properties in friction welding parameters for dis-similar metals (SS-304 & SS-410). Mater. Today Proc. 2021, 37, 3683–3688. [Google Scholar] [CrossRef]
- Belotti, L.P.; van Dommelen, J.; Geers, M.; Goulas, C.; Ya, W.; Hoefnagels, J. Microstructural characterisation of thick-walled wire arc additively manufactured stainless steel. J. Mater. Process. Technol. 2022, 299, 117373. [Google Scholar] [CrossRef]
- Lee, J.-H.; Yamashita, S.; Ogura, T.; Saida, K. Effects of cooling rate on solidification cracking behaviour in 310S stainless steel. J. Adv. Join. Process. 2021, 3, 100044. [Google Scholar] [CrossRef]
- Ferreira, S.L.C.; Bruns, R.E.; Ferreira, H.S.; Matos, G.D.; David, J.M.; Brandão, G.C.; da Silva, E.G.P.; Portugal, L.A.; dos Reis, P.S.; Souza, A.S.; et al. Box-Behnken design: An alternative for the optimization of analytical methods. Anal. Chim. Acta 2007, 597, 179–186. [Google Scholar] [CrossRef]
- Miguel Araújo Bruno, J.; Manuel Alves da Silva, C.; Manuel dos Santos Oliveira Baptista, R. WAAM Processing of AISI 410 Stainless Steel for Part Building Mechanical Engineering Examination Committee; Tecnico Lisboa: lisbon, Portugal, 2019. [Google Scholar]
- Kumar, H.; Bhaduri, G.A.; Manikandan, S.G.K.; Kamaraj, M.; Shiva, S. Influence of Annealing on Microstructure and Tribological Properties of AlCoCrFeNiTi High Entropy Alloy Based Coating. Met. Mater. Int. 2022. [Google Scholar] [CrossRef]
- Fuse, K.; Chaudhari, R.; Vora, J.; Patel, V.K.; de Lacalle, L.N.L. Multi-Response Optimization of Abrasive Waterjet Machining of Ti6Al4V Using Integrated Approach of Utilized Heat Transfer Search Algorithm and RSM. Materials 2021, 14, 7746. [Google Scholar] [CrossRef]
- de Oliveira, L.G.; de Paiva, A.P.; Balestrassi, P.P.; Ferreira, J.R.; da Costa, S.C.; Campos, P.H.D.S. Response surface methodology for advanced manufacturing technology optimization: Theoretical fundamentals, practical guidelines, and survey literature review. Int. J. Adv. Manuf. Technol. 2019, 104, 1785–1837. [Google Scholar] [CrossRef]
- Mayr, P.; Palmer, T.; Elmer, J.; Specht, E.; Allen, S. Formation of Delta Ferrite in 9 Wt Pct Cr Steel Investigated by In-Situ X-Ray Diffraction Using Synchrotron Radiation. Met. Mater. Trans. A 2010, 41, 2462–2465. [Google Scholar] [CrossRef]
- Wegrzyn, T. Delta ferrite in stainless steel weld metals. Weld. Int. 1992, 6, 690–694. [Google Scholar] [CrossRef]
- Asami, K.; Hashimoto, K. An X-ray photo-electron spectroscopic study of surface treatments of stainless steels. Corros. Sci. 1979, 19, 1007–1017. [Google Scholar] [CrossRef]
- Vinokurov, E.; Bondar', V.V. Prediction of Stability Constants for Cr(III) and Cr(II) Complexes. Russ. J. Coord. Chem. 2003, 29, 66–72. [Google Scholar] [CrossRef]
- Upadhyay, N.; Pujar, M.G.; Das, C.R.; Krishna, N.G.; Mallika, C.; Mudali, U.K. Pitting Corrosion Behaviour of Boron Added Modified 9Cr–1Mo Steel: Combined Effects of Alkali and Chloride Ions. Trans. Indian Inst. Met. 2015, 68, 129–141. [Google Scholar] [CrossRef]
- Monazam, E.R.; Breault, R.; Siriwardane, R. Reduction of hematite (Fe2O3) to wüstite (FeO) by carbon monoxide (CO) for chemical looping combustion. Chem. Eng. J. 2014, 242, 204–210. [Google Scholar] [CrossRef]
- Bruce, D.; Hancock, P. Note on the Temperature Stability of Wüstite in Surface Oxide Films on iron. Br. Corros. J. 1969, 4, 221–222. [Google Scholar] [CrossRef]
- Thermo Fisher Manganese. Available online: https://www.thermofisher.com/in/en/home/materials-science/learning-center/periodic-table/transition-metal/manganese.html (accessed on 25 September 2022).
- Gu, X.; Yue, J.; Li, L.; Xue, H.; Yang, J.; Zhao, X. General Synthesis of MnOx (MnO2, Mn2O3, Mn3O4, MnO) Hierarchical Microspheres as Lithium-ion Battery Anodes. Electrochim. Acta 2015, 184, 250–256. [Google Scholar] [CrossRef]
- Kuznetsov, M.; Zhuravlev, J.; Gubanov, V. XPS analysis of adsorption of oxygen molecules on the surface of Ti and TiNx films in vacuum. J. Electron Spectrosc. Relat. Phenom. 1992, 58, 169–176. [Google Scholar] [CrossRef]
- Wu, X.; Gong, K.; Zhao, G.; Lou, W.; Wang, X.; Liu, W. Mechanical synthesis of chemically bonded phosphorus–graphene hybrid as high-temperature lubricating oil additive. RSC Adv. 2018, 8, 4595–4603. [Google Scholar] [CrossRef] [PubMed]
- Meškinis, S.; Vasiliauskas, A.; Andrulevičius, M.; Peckus, D.; Tamulevičius, S.; Viskontas, K. Diamond Like Carbon Films Containing Si: Structure and Nonlinear Optical Properties. Materials 2020, 13, 1003. [Google Scholar] [CrossRef] [PubMed]
- López, M.F.; Gutiéerrez, A.; García-Alonso, M.C.; Escudero, M.L. Surface analysis of a heat-treated, Al-containing, iron-based superalloy. J. Mater. Res. 1998, 13, 3411–3416. [Google Scholar] [CrossRef]
- Zhu, B.; Lin, J.; Lei, Y.; Zhang, Y.; Sun, Q.; Cheng, S. Additively manufactured δ-ferrite-free 410 stainless steel with desirable performance. Mater. Lett. 2021, 293, 129579. [Google Scholar] [CrossRef]
- Mabruri, E.; Syahlan, Z.A.; Prifiharni, S.; Anwar, S.; Chandra, S.A.; Romijarso, T.B.; Adjiantoro, B. Influence of Austenitizing Heat Treatment on the Properties of the Tempered Type 410-1Mo Stainless Steel. IOP Conf. Series Mater. Sci. Eng. 2017, 202, 12085. [Google Scholar] [CrossRef]
- Mirzaee, M.; Momeni, A.; Aieni, N.; Keshmiri, H. Effect of quenching and tempering on microstructure and mechanical properties of 410 and 410 Ni martensitic stainless steels. J. Mater. Res. 2017, 32, 687–696. [Google Scholar] [CrossRef]
- Alvarado-Meza, M.A.; García-Sánchez, E.; Covarrubias-Alvarado, O.; Salinas-Rodríguez, A.; Guerrero-Mata, M.P.; Colás, R. Effect of the High-Temperature Deformation on the M s Temperature in a Low C Martensitic Stainless Steel. J. Mater. Eng. Perform. 2013, 22, 345–350. [Google Scholar] [CrossRef]
- Liu, C.; Huang, M.; Ren, Q.; Ren, Y.; Zhang, L. Effect of Grain Size and Cooling Rate on the Martensite Start Temperature of Stainless Steel. Steel Res. Int. 2022, 93, 2200044. [Google Scholar] [CrossRef]
- Souza, S.D.S.D.; Moreira, P.S.; de Faria, G.L. Austenitizing Temperature and Cooling Rate Effects on the Martensitic Transformation in a Microalloyed-Steel. Mater. Res. 2020, 23, 1–9. [Google Scholar] [CrossRef]
- Arivazhagan, B.; Srinivasan, G.; Albert, S.; Bhaduri, A. A study on influence of heat input variation on microstructure of reduced activation ferritic martensitic steel weld metal produced by GTAW process. Fusion Eng. Des. 2011, 86, 192–197. [Google Scholar] [CrossRef]
- Stone, D.J. Optimal Composition Window of Type 410 Welding Consumables and Base Metals for Hydro-processing Applications. Master’s Thesis, Ohio State University, Columbus, OH, USA, 2017. [Google Scholar]
- Saber, M.; Koch, C.C.; Scattergood, R.O. Thermodynamic Grain Size Stabilization Models: An Overview. Mater. Res. Lett. 2015, 3, 65–75. [Google Scholar] [CrossRef]
- Genck, W.J. Temperature Effects on Growth and Nucleation Rates in Mixed Suspension Crystallization; Iowa State University: Ames, IA, USA, 1969. [Google Scholar]
- Chakraborty, G.; Das, C.R.; Albert, S.; Bhaduri, A.; Paul, V.T.; Panneerselvam, G.; Dasgupta, A. Study on tempering behaviour of AISI 410 stainless steel. Mater. Charact. 2015, 100, 81–87. [Google Scholar] [CrossRef]
- AISI 410 Stainless Steel Properties, SS410 Heat Treatment, Magnetic, ASTM A276 (UNS S41000). Available online: https://www.theworldmaterial.com/aisi-410-stainless-steel/ (accessed on 24 September 2022).
- Singh, S.; Jinoop, A.; Kumar, G.T.; Palani, I.; Paul, C.; Prashanth, K. Effect of Interlayer Delay on the Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Wall Structures. Materials 2021, 14, 4187. [Google Scholar] [CrossRef] [PubMed]
- Yildiz, A.S.; Koc, B.; Yilmaz, O. Thermal behavior determination for wire arc additive manufacturing process. Procedia Manuf. 2021, 54, 233–237. [Google Scholar] [CrossRef]
- Zhu, H.; Li, Y.; Li, B.; Zhang, Z.; Qiu, C. Effects of Low-Temperature Tempering on Microstructure and Properties of the Laser-Cladded AISI 420 Martensitic Stainless Steel Coating. Coatings 2018, 8, 451. [Google Scholar] [CrossRef]
- Xi, T.; Shahzad, M.B.; Xu, D.; Sun, Z.; Zhao, J.; Yang, C.; Qi, M.; Yang, K. Effect of copper addition on mechanical properties, corrosion resistance and antibacterial property of 316L stainless steel. Mater. Sci. Eng. C 2017, 71, 1079–1085. [Google Scholar] [CrossRef]
- Li, J.; Cheng, L.; Zhang, P.; Wang, L.; Li, H. Effect of delta ferrites on the anisotropy of impact toughness in martensitic heat-resistant steel. J. Mater. Res. Technol. 2019, 8, 1781–1788. [Google Scholar] [CrossRef]
- Haggag, F.M.; Corwin, W.R.; Nanstad, R.K. Effect of Irradiation on the Fracture Properties of Stainless Steel UELD Overlay Cladding. Nucl. Eng. Des. 1990, 124, 129–141. [Google Scholar] [CrossRef]
- Onuike, B.; Bandyopadhyay, A. Functional bimetallic joints of Ti6Al4V to SS410. Addit. Manuf. 2020, 31, 100931. [Google Scholar] [CrossRef]
- Wang, J.C. Young's modulus of porous materials. J. Mater. Sci. 1984, 19, 801–808. [Google Scholar] [CrossRef]
- Pineau, A.; Benzerga, A.A.; Pardoen, T. Failure of metals I: Brittle and ductile fracture. Acta Mater. 2016, 107, 424–483. [Google Scholar] [CrossRef]
- Kim, H.; Liu, Z.; Cong, W.; Zhang, H.-C. Tensile Fracture Behavior and Failure Mechanism of Additively-Manufactured AISI 4140 Low Alloy Steel by Laser Engineered Net Shaping. Materials 2017, 10, 1283. [Google Scholar] [CrossRef] [PubMed]
- Weishaupt, E.R. Intergranular Fracture. In Failure Analysis and Prevention; ASM International: Almere, The Netherlands, 2021; pp. 356–365. [Google Scholar]
- Zala, A.B.; Jamnapara, N.I.; Badheka, V.J.; Sasmal, C.; Sam, S.; Ranjan, M. Delta (δ) Ferrite Formation in the Welds of Aluminized 9Cr-1Mo Steels. Met. Microstruct. Anal. 2019, 8, 256–262. [Google Scholar] [CrossRef]
- Kumar, H.; Bhaduri, G.A.; Manikandan, S.G.K.; Kamaraj, M.; Shiva, S. Microstructural Characterization and Tribological Properties of Atmospheric Plasma Sprayed High Entropy Alloy Coatings. J. Therm. Spray Technol. 2022, 31, 1956–1974. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Luzin, V.; Schulz, C.; Hall, C.; Murty, B.; Kottada, R.S.; Berndt, C.C.; Ang, A.S.M. Multiscale mechanical performance and corrosion behaviour of plasma sprayed AlCoCrFeNi high-entropy alloy coatings. J. Alloys Compd. 2021, 854, 157140. [Google Scholar] [CrossRef]
- Zhou, K.; Xu, J.; Xiao, G.; Huang, Y. A novel low-damage and low-abrasive wear processing method of Cf/SiC ceramic matrix composites: Laser-induced ablation-assisted grinding. J. Mater. Process. Technol. 2022, 302, 117503. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | C | Cr | Ni | Mo | Mn | Si | P | S | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Metal wire (410) | 0.014 | 12.5 | 0.27 | 0.08 | 0.54 | 0.39 | 0.02 | 0.01 | 0.14 | bal |
| Substrate (MS) | 0.05 | - | - | - | 0.7 | 0.12 | 0.016 | 0.004 | - | bal |
| Parameter | WFS (m/min) | TS (cm/min) | GFR (L/min) |
|---|---|---|---|
| 4 | 30 | 10 | |
| Levels | 5 | 55 | 13 |
| 6 | 80 | 16 |
| Independent Variables | Dependent Variables | |||||||
|---|---|---|---|---|---|---|---|---|
| Run Order | WFS (m/min) | TS (cm/min) | GFR (L/min) | Current (A) | Voltage (V) | BW (mm) | BH (mm) | HI (KJ/cm) |
| 1 | 6 | 30 | 13 | 205 | 17.8 | 11.080 | 3.623 | 5.84 |
| 2 | 5 | 80 | 16 | 190 | 16.7 | 6.685 | 2.201 | 1.90 |
| 3 | 5 | 30 | 10 | 181 | 16.8 | 9.983 | 3.500 | 4.86 |
| 4 | 4 | 80 | 13 | 159 | 15.5 | 5.930 | 2.070 | 1.47 |
| 5 | 5 | 30 | 16 | 181 | 16.9 | 10.030 | 3.430 | 4.89 |
| 6 | 5 | 55 | 13 | 190 | 16.7 | 7.820 | 2.610 | 2.76 |
| 7 | 5 | 55 | 13 | 191 | 16.7 | 7.800 | 2.560 | 2.76 |
| 8 | 6 | 55 | 10 | 211 | 17.6 | 8.380 | 2.680 | 3.24 |
| 9 | 4 | 55 | 10 | 159 | 15.4 | 6.700 | 2.401 | 2.14 |
| 10 | 5 | 80 | 10 | 189 | 16.6 | 6.730 | 2.160 | 1.90 |
| 11 | 6 | 80 | 13 | 216 | 17.4 | 7.250 | 2.180 | 2.25 |
| 12 | 5 | 55 | 13 | 190 | 16.8 | 8.035 | 2.500 | 2.78 |
| 13 | 4 | 55 | 16 | 163 | 15.4 | 7.130 | 2.260 | 2.19 |
| 14 | 4 | 30 | 13 | 161 | 15.5 | 8.950 | 3.240 | 3.99 |
| 15 | 6 | 55 | 16 | 215 | 17.3 | 8.510 | 2.620 | 3.25 |
| Variables | Value | Units |
|---|---|---|
| Test | Ball on Disk | … |
| Normal Load | 5 | N |
| Wear Track Diameter | 12 | mm |
| Conditions | Ambient | … |
| Sliding Distance | 340 | m |
| Revolutions | 300 | rpm |
| Counter Body | Al2O3 | … |
| Counter Body Radius | 5 | mm |
| BW | BH | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Independent Variables | DF | SS | S | F-Value | p-Value | DF | SS | MS | F-Value | p-Value |
| Model | 9 | 29.3884 | 3.2654 | 163.56 | 0.000 | 9 | 3.85474 | 0.42830 | 169.01 | 0.000 |
| Linear | 3 | 27.9431 | 9.3144 | 466.55 | 0.000 | 3 | 3.52343 | 1.17448 | 463.44 | 0.000 |
| WFS | 1 | 5.2975 | 5.2975 | 265.35 | 0.000 | 1 | 0.16018 | 0.16018 | 63.21 | 0.001 |
| TS | 1 | 22.6061 | 22.6061 | 1132.33 | 0.000 | 1 | 3.35664 | 3.35664 | 1324.52 | 0.000 |
| GFR | 1 | 0.0395 | 0.0395 | 1.98 | 0.219 | 1 | 0.00661 | 0.00661 | 2.61 | 0.167 |
| Square | 3 | 1.2567 | 0.4189 | 20.98 | 0.003 | 3 | 0.30796 | 0.10265 | 40.51 | 0.001 |
| WFS×WFS | 1 | 0.0622 | 0.0622 | 3.11 | 0.138 | 1 | 0.01136 | 0.01136 | 4.48 | 0.088 |
| TS×TS | 1 | 1.1058 | 1.1058 | 55.39 | 0.001 | 1 | 0.28339 | 0.28339 | 111.83 | 0.000 |
| GFR×GFR | 1 | 0.0209 | 0.0209 | 1.05 | 0.353 | 1 | 0.00044 | 0.00044 | 0.17 | 0.693 |
| 2-Way Interaction | 3 | 0.1886 | 0.0629 | 3.15 | 0.124 | 3 | 0.02335 | 0.00778 | 3.07 | 0.129 |
| WFS×TS | 1 | 0.1640 | 0.1640 | 8.22 | 0.035 | 1 | 0.01863 | 0.01863 | 7.35 | 0.042 |
| WFS×GFR | 1 | 0.0225 | 0.0225 | 1.13 | 0.337 | 1 | 0.00164 | 0.00164 | 0.65 | 0.458 |
| TS×GFR | 1 | 0.0021 | 0.0021 | 0.11 | 0.758 | 1 | 0.00308 | 0.00308 | 1.22 | 0.320 |
| Error | 5 | 0.0998 | 0.0200 | 5 | 0.01267 | 0.00253 | ||||
| Lack of Fit | 3 | 0.0659 | 0.0220 | 1.29 | 0.464 | 3 | 0.00660 | 0.00220 | 0.73 | 0.624 |
| Pure Error | 2 | 0.0339 | 0.0170 | 2 | 0.00607 | 0.00303 | ||||
| Total | 14 | 29.4882 | 14 | 3.86742 | ||||||
| BW | BH | ||||||
|---|---|---|---|---|---|---|---|
| S | R-sq | R-sq (adj) | R-sq (pred) | S | R-sq | R-sq (adj) | R-sq (pred) |
| 0.1 | 0.9966 | 0.9905 | 0.9617 | 0.05 | 0.9967 | 0.9908 | 0.9691 |
| BW | BH | |||||||
|---|---|---|---|---|---|---|---|---|
| WFS (m/min) | TS (cm/min) | GFR (L/min) | Predicted (mm) | Actual (mm) | Error (%) | Predicted (mm) | Actual (mm) | Error (%) |
| 5.5 | 63 | 13 | 7.72 | 7.43 | 3.7 | 2.42 | 2.45 | 1.2 |
| 6 | 66 | 13 | 7.83 | 7.6 | 2.9 | 2.37 | 2.39 | 0.8 |
| 4 | 42 | 13 | 7.8 | 7.55 | 3.2 | 2.71 | 2.76 | 1.8 |
| 4.7 | 34 | 13 | 9.3 | 9.05 | 2.6 | 3.23 | 3.29 | 1.8 |
| WFS (m/min) | TS (cm/min) | GFR (L/min) | Voltage (V) | Current (I) | Starting Current (%) | End Current (%) | Gas Pre-Flow (s) | Gas Post-Flow (s) |
|---|---|---|---|---|---|---|---|---|
| 5.5 | 63 | 13 | 16.8 | 193.3 | 115 | 50 | 0.1 | 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, A.; Nath, T.; Dommeti, S.G.; Sekar, S. Bulk Fabrication of SS410 Material Using Cold Metal Transfer-Based Wire Arc Additive Manufacturing Process at Optimized Parameters: Microstructural and Property Evaluation. Machines 2022, 10, 1136. https://doi.org/10.3390/machines10121136
Singh A, Nath T, Dommeti SG, Sekar S. Bulk Fabrication of SS410 Material Using Cold Metal Transfer-Based Wire Arc Additive Manufacturing Process at Optimized Parameters: Microstructural and Property Evaluation. Machines. 2022; 10(12):1136. https://doi.org/10.3390/machines10121136
Chicago/Turabian StyleSingh, Amritbir, Tameshwer Nath, Satya Gowtam Dommeti, and Shiva Sekar. 2022. "Bulk Fabrication of SS410 Material Using Cold Metal Transfer-Based Wire Arc Additive Manufacturing Process at Optimized Parameters: Microstructural and Property Evaluation" Machines 10, no. 12: 1136. https://doi.org/10.3390/machines10121136
APA StyleSingh, A., Nath, T., Dommeti, S. G., & Sekar, S. (2022). Bulk Fabrication of SS410 Material Using Cold Metal Transfer-Based Wire Arc Additive Manufacturing Process at Optimized Parameters: Microstructural and Property Evaluation. Machines, 10(12), 1136. https://doi.org/10.3390/machines10121136