Abstract
Bauxite residue is the voluminous by-product of alumina production after Bayer process. Its high alkalinity causes disposal problems and harmful environmental impacts. However, the residue contains significant amounts of valuable elements, such as rare earth elements, including scandium. Greek bauxite residue contains a high amount of scandium close to its main resources. Taking into account scandium’s limited availability coupled with its high demand in modern technology, bauxite residue could be considered as a potential resource for scandium recovery. In this study, the optimization of scandium extraction from bauxite residue with sulfuric acid is investigated using Taguchi methodology. Based on previous studies, acid molarity, leaching time, solid/liquid ratio, and reaction temperature were selected as control parameters for the selective Sc recovery. Method optimization targeted the highest concentration of scandium combined with the lowest concentration of iron without taking into account application constraints. Maximization of scandium concentration can be achieved only by reduced selectivity. The predicted values resulted from the Taguchi methodology were affirmed by a confirmation experiment conducted at optimal conditions. Regression analysis provided the respective equations to be applied on several conditions, depending on different applications.
1. Introduction
Bauxite residue (BR) or red mud (RM) is the by-product generated in alumina production after Bayer process. About 1–1.5 tons of BR are generated per ton of alumina produced [1], raising its annual output up to almost 120 million tons and its accumulation up to 2.7 billion tons globally [2]. Its disposal is problematic, requiring large land areas and overloading the alumina’s production cost [3]. During the years, many investigations have been performed aiming for a low cost and environmental friendly treatment and utilization of BR in numerous uses [4,5,6], such as an agent in building and constructing materials [7,8,9,10], an agent in the ceramic and glass industry [11,12,13], as an adsorbent for pollutant removal from water and wastewater or in pigments [14,15,16,17,18,19], as a coagulant for waste and water treatment [20,21,22], an absorbent of waste acidic gases [23,24,25], an agent for neutralizing acidic waste and raw materials of low cost for the recovery of valuable elements [26,27,28,29,30,31,32,33,34,35,36,37,38], in catalysts [39,40], and as an agent for soil remediation [41,42,43,44].
All these applications could be potential and beneficial routes for BR consumption and its introduction in the economic cycle. BR is a complex material enriched in numerous metals. Depending on bauxite origin and Bayer process conditions, it mainly consists of Fe, Al, Ca, Na, Si, Ti oxides, and salts, and significant amounts of minor and trace elements, such as V, Cr, Zn, Ga, Nb, Zr, and Ta as well as rare earths (REEs) (Sc, Y, lanthanides) [45,46,47,48]. It was found that Greek BR—produced by Mytilineos S.A. (formerly Aluminum of Greece, the largest Greek alumina and aluminum producer)—contains ~1kg REEs/t of dry BR with a Sc content of about 120g/t of dry BR (0.02% Sc2O3), close to Sc main resources [45,46,47,48]. Scandium is the most valuable of rare earth elements in BR [47] and is classified by the European Commission as a Critical Raw Material (CRM) due to its high economic importance, resulting from the growing market demand in advanced technologies in combination with its low availability [49,50].
Scandium extraction from its main minerals is difficult due to its rarity, as well as its low concentration in natural deposits (1–800 mg/kg), in addition to the presence of radioactive elements [51,52,53]. Different methods have been investigated for the recovery of REEs and Sc from BR, such as hydrometallurgical treatment, ion liquid leaching, bioleaching, or pyrometallurgical pretreatment of the residue before the leaching process. Pyrometallurgy, although energy consuming, may result in an overall cost reduction due to major removal of main elements, thus having an important impact on the cost of the subsequent Sc purification [54]. Furthermore, leaching with ionic liquids falls short due to their cost and lower Sc recoveries, while bioleaching is not thoroughly investigated [55,56,57]. Hydrometallurgy technique is performed for Sc and REE recovery, since it is usually of low cost at ambient conditions [26]. Several solutions (acidic, alkaline) have been tested as solvents. Mineral acids were found to be more suitable, resulting in higher Sc recovery and favoring following processes, e.g., ion exchange and solvent extraction. Method yield and selectivity highly depend on the type of mineral acid used, as well as the leaching parameters [28,58,59].
A large number of experiments are needed in order to study the effect of each parameter in addition to all possible interactions between them on the response variable. The Taguchi experimental design can be employed instead. The Taguchi Method uses orthogonal arrays to conduct a set of a limited number of experiments. It involves the description of the control factors in order to obtain the optimum results of the process. The relative importance of each parameter is determined with ANOVA statistical method. The results of the experiments are evaluated in order to predict the optimum outcome [60,61,62].
In this study, the optimization of the scandium selective leaching process from BR with sulfuric acid is investigated using Taguchi methodology. Sulfuric acid was preferred for its mild environmental impact compared to other mineral acids of the same molarity. Method performance was assessed by Sc concentration in the leachate solution. Method selectivity was estimated in respect to iron content, since it is the major element of BR, and therefore its removal becomes problematic in subsequent processes of scandium isolation. Taguchi experimental design was used in order to evaluate the contribution of each parameter and define the optimal conditions for maximization of concentration. Application limitations, such as scale–up of the process and feed requirements of a subsequent ion exchange procedure for scandium purification, were not taken into account in this study. The scope of this study was to evaluate the interaction of different parameters. Previous studies assess the effect of each parameter, either on specific leaching condition or by taking into account the combined effect of the maximum of two parameters. The key point of the present work is to estimate the synergy effect of all leaching variables, which has not been previously presented. Acid molarity, leaching time, solid-to-liquid ratio, and reaction temperature were indicated as control parameters for Sc concentration in the leachate solution and its selective recovery in respect to iron [63]. Signal-to-noise (S/N) ratio and analysis of variance (ANOVA) statistical approach was employed for the calculation of percentage contribution of each parameter and optimization of leaching conditions. Equations for Sc and iron concentration were produced by applying regression analysis. A confirmation experiment was conducted under the optimal conditions and the results were in good agreement with the predicated values.
2. Materials and Methods
2.1. Sample Collection and Characterization
Bauxite residue used in this study was obtained from Mytilineos S.A., formerly Aluminum of Greece, in the form of ferroalumina. Ferroalumina is a cake with 26% humidity produced from a BR slurry, which is washed and filtered under pressure. The BR sample was very fine, having a particle size of D80 = 25 μm. The initial pH of the BR slurry was 11.3 (5 g of BR stirred with 100 mL of deionized water for 30 min). The sample used in all tests was dried at 105 °C and crushed prior to leaching.
As mentioned elsewhere [63], the chemical composition of BR is Fe2O3 (43.5%), Al2O3 (19%), SiO2 (7.3%), TiO2 (5.6%), Na2O (3%), and CaO (9.4%). Mineralogical analysis of BR revealed phases of iron (hematite, goethite), alumina (gibbsite, diaspore, aluminium oxide) titania (rutile), silica (quartz), calcium (calcite), and aluminosilicates (kaolinite, anorthite, cancrinite, montmorilonite). Scandium rises up to an average of 100 mg/kg and is almost constant over 20 years.
2.2. Preliminary Tests
Several different acids had been tested previously [45,46,64]. It was proven that the type of acid used in the leaching procedure was critical for the recovery of all metals studied. Extraction of Sc is mainly influenced by the protons produced by the acids. The acid counter ion severely influences iron, with HCl resulting in the highest recovery [45]. Chloride ions compared to sulfate more easily replace the hydroxyl groups of hematite, and iron is readily released in the solution [58]. Thorough studying of the processes and mechanisms taking place is beyond the scope of this study.
The “one-factor-at-a-time” approach was used in order to evaluate the effect of several parameters, such as solid-to-liquid ratio (S/L), acid concentration (M), time, temperature, final pH, and type of agitation [63].
The results obtained indicated four parameters being the most important control factors for Sc recovery and concentration: Acid (H2SO4) molarity, Temperature, Solid-to-Liquid ratio (S/L), and Leaching time. In order to study the effect of these parameters on the proposed process, and identify their optimized values, a matrix experiment is set up by appropriately changing their values over a specified range [65,66]. According to the findings of the previous phase and following a symmetric as well as a rational resources’ use approach, each parameter is chosen to vary among three values: minimum, middle, and maximum, as shown in Table 1.

Table 1.
Parameters and their values at each level to be set and studied in experiments.
2.3. Experimental Procedure
The experimental procedure as well as instrumentation and reagents used are reported in details elsewhere [63]. All experiments investigated in this study were conducted using sulfuric acid at three different acid concentrations (2, 4, and 6 M), as designed by Taguchi’s experimental methodology (Table 1). The different solid-to-liquid ratios were obtained by mixing a specific amount of BR with 200 mL of sulfuric acid of a certain molarity.
The solution was magnetically stirred at 600 rpm in all cases on a magnetic stirring plate. Agitation rate was not involved in the parameters tested, since it is of lesser importance [63].
The leaching process was allowed to proceed for the different time intervals (1, 4, and 7 h). After each experimental run, the pH of the slurry was measured. Temperature leaching tests were performed under reflux in a pre-heated water bath using pre-heated acids with magnetic agitation. Temperatures tested are also listed in Table 1.
Separation of liquid from solid residue was performed after completion of each test, via centrifugation (3000 rpm for 10 min, Eppendorf 5702 centrifuge). All liquid samples were filtered under vacuum with 0.45 μm cellulose nitrate membranes supplied by Whatman plc (GE Healthcare Life Sciences, Little Chalfont, UK) prior to storage and analysis.
All solutions were analyzed with an Optima 7000 DV, Perkin Elmer Inductively Coupled Plasma Optical Emission Spectrometer (ICP-OES) instrument. External calibration method was applied using multi-element stock solutions (High Purity Standards, Charleston, USA). The wavelengths used (nm) were Sc (361.383 nm) and Fe (259.939 nm), while method accuracy and precision was checked using BX-N Certified Reference Material, as reported elsewhere [48].
2.4. Taguchi Method
In the case of four parameters with values of three different levels, a traditional experimental design—to satisfy all possible combinations (34)—would require the realization of 81 individual experiments. Considering that each experiment has to be repeated 2–3 times (requirements of repeatability), a significant analytical measurement load arises, lasting a long time and also having a high cost due to the extensive consumption of resources and man-hours. To avoid this fully combinatorial pattern, a fractional experimental plan is proposed based on the Taguchi method [67].
The Taguchi method sets the norms for performing experiments in order to test the sensitivity of a set of response variables (dependent variables) under the effect of a set of control parameters (independent variables) by considering experiments in “orthogonal array”, thus aiming to attain the optimum setting of the control parameters [68]. The fundamental advantage of Taguchi method lies in using “orthogonal array” distribution. It allows a much-reduced set of experiments to be done in order to find the optimum settings of involved control factors, at a minimum cost of resources but in a robust way, achieving high rates of reproducibility [62,66,69].
The Taguchi method is applied through (a) the design phase of the experiment, (b) the calculation of factor effects, (c) the selection of optimum factor levels, and finally at (d) the validation of experimental results stage [66].
In our study (four factors at three levels), the appropriate orthogonal array is LA(BC), which distributes the factors (parameters) in a balanced manner, is L9(34). A = 9 is the requisite number of experiments to be conducted, indicating the significant economy of the experimental procedure (materials and man-hours) under the Taguchi design, as the traditional design of 81 experiments is reduced by a square root. B = 3 denotes the number of levels and C = 4 corresponds to the factors involved in the experiment. Table 2 presents the L9 orthogonal matrix experiment plan with the resulting combinations among factors and their levels to be considered in order to study the effect of Sc leaching parameters.
Table 2.
L9(34) orthogonal matrix experimental plan.
As reported above, iron concentration in leachate was chosen to be monitored for selectivity assessment, since it is co-extracted in large quantities, and therefore its subsequent removal is a strenuous task. The focus is on Sc, aiming for the maximum concentration possible, in contrast to Fe, where the lowest content is considered as optimal. Both element concentrations act as response variables under the Taguchi method. Table 3 shows the results for Sc and Fe throughout all nine experiments, where each measurement was repeated thrice, accompanied with the arithmetic average of each triplet of experiments. It has to be noted that in the Taguchi method, the experiment corresponding to optimum conditions for Sc extraction from BR might not exist within the designed orthogonal matrix experimental plan [70].
Table 3.
Measurements of Sc and Fe concentrations for the corresponding factor combinations of the L9(34) experimental plan.
According to the Taguchi method, the metric of signal-to-noise (S/N) ratio is employed to find the optimum conditions of BR’s H2SO4 leaching process. Sc and Fe concentrations follow exactly the opposite direction for this particular expression of “objective function” to be optimized, meaning that for Sc, the higher the concentration, the better the performance characteristics, while for Fe it applies exactly the opposite—the smaller the concentration, the better the performance is [62,65,71,72]. As for the case of Sc (the larger-the-better type), the form of S/N ratio is expressed as:
While for the case of main elements, in specific Fe (the smaller-the-better type), the form of S/N ratio is as follows:
In both cases n = 9, meaning the number of experiments done for an experimental combination and CSci or CFei is the performance value for the corresponding ith experiment.
where μ is the overall mean of performance value, Xi the fixed effect of the parameter level combination used in ith experiment, and ei the random error in ith experiment [70,71,73].
2.5. Analysis of Experimental Data
Analysis of Variance (ANOVA) is used to evaluate the experimental data of Table 3, and to identify the relative influence of each factor on the variation of results of Sc and Fe concentrations, respectively. Furthermore, a regression analysis is performed in order to extract an equation correlating the four independent variables with the dependent variable of Sc and Fe concentrations. This step will provide the necessary tool to predict the response in Sc/Fe concentrations for a larger variety of the four factors combinations outside the norms of the orthogonal array distribution and their set levels. As in the design of the experimental plan, Minitab Statistical Software is used to calculate the effects of leaching process parameters with a 95% confidence level, as well as the regression model and its coefficients.
3. Results and Discussion
According to ANOVA results, for Sc, the prioritization of four factors’ contribution is as shown in Table 4. The most significant factor is S/L with a contribution of 58.95%, followed by Temperature with 33.32%, while the other two factors have a much lower contribution to BR leaching process, and thus to Sc concentration. H2SO4 molarity presents a percentage of 7.71%, while Leaching time seems to have an almost negligible effect at 0.02%.
Table 4.
ANOVA results for Sc.
Regression analysis for Sc concentration produced the following best-fit equation with an R2 = 1 (Equation (4)):
As for Fe concentration, the corresponding findings of ANOVA are emphatically different compared to those for Sc. As reported in Table 5, the largest contribution by far belongs to Temperature, with 81.89%. This result is very reasonable as Fe is fully coupled with temperature, meaning that increased temperatures favor Fe dissolution [74,75]. Unlike Sc, S/L effect is significantly lower for Fe, with a 6.14% weight. Leaching time has a contribution share of 8.06%, while H2SO4 molarity remains at the same order of magnitude at 3.90% as that of Sc.
Table 5.
ANOVA results for Fe.
Regression analysis for Fe concentration produced the following best-fit equation with an R2 = 1 (Equation (5)):
The effects of each parameter associated with their levels on Sc and Fe concentration are graphically presented in Figure 1 and Figure 2.
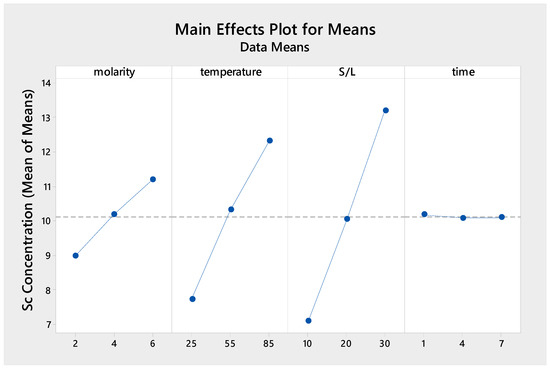
Figure 1.
Effects of each parameter ((A) Acid molarity, (B) Temperature, (C) Solid-to-Liquid ratio (S/L), and (D) Leaching time) associated with their levels on Sc concentration.
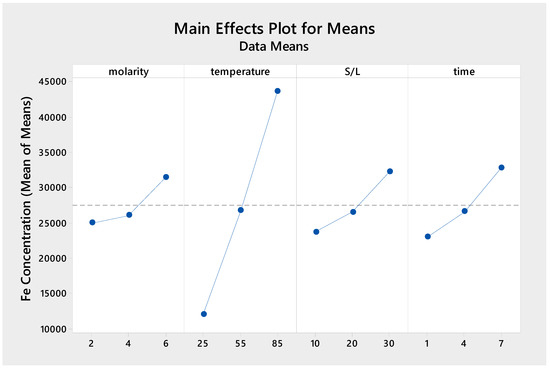
Figure 2.
Effects of each parameter ((A) Acid molarity, (B) Temperature, (C) Solid-to-Liquid ratio (S/L), and (D) Leaching time) associated with their levels on Fe concentration.
Since higher S/N ratio is better for obtaining higher Sc concentration, the optimum leaching conditions for Sc can be drawn from Figure 3, where the numerical value of the maximum point at each factor corresponds to the optimized value of Sc concentration according to experimental design [62]. Concerning factor A (Acid molarity), the maximum S/N ratio (20.80) is obtained at 6 M (level 3). Similarly, for Temperature (Factor B) and S/L ratio (Factor C) the maximum values of S/N ratio also appear at level 3, meaning 21.65 corresponding to 85 °C and 22.38 corresponding to 30%, respectively. The maximum S/N ratio output for Leaching time (Factor D) appears at level 2 with 20.00, being related to 4 h. Therefore, the parameterization giving the optimum BR leaching conditions for Sc concentration is A3B3C3D2 (6M, 85 °C, 30%, 4h).
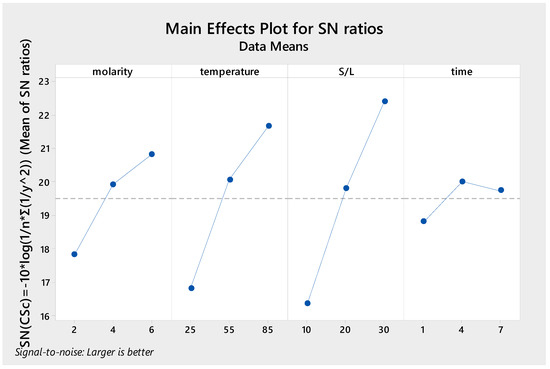
Figure 3.
Effects of each parameter ((A) Acid molarity, (B) Temperature, (C) Solid-to-Liquid ratio (S/L), and (D) Leaching time) associated with their levels on the statistical performance of S/N ratio for Sc.
Scandium concentration in this case is predicted to be 16.4mg/L, while iron is estimated as 51,472 mg/L. It is clear that the maximization of Sc concentration can be achieved with high dissolution of iron at the expense of selectivity. This is in agreement with studies reporting that most of the scandium content is trapped in the hematite phase [76]. The optimum conditions for iron extraction can be deduced from the respective S/N plot (Figure 4), although in this case maximum S/N values depict the minimum concentration of iron, as defined by the smaller-the-better model. The optimum BR leaching conditions for Fe are A1B1C1D1, corresponding to leaching for 1 h at 25 °C using 2M sulfuric acid and 10% solid-to-liquid ratio. Iron concentration in this case is identical to the measured value for experiment No.1 (see Table 3), being 1271 mg/L, and scandium is 3.66 mg/L.
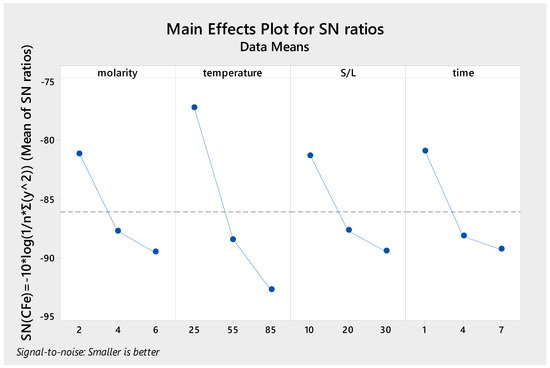
Figure 4.
Effects of each parameter ((A) Acid molarity, (B) Temperature, (C) Solid-to-Liquid ratio (S/L), and (D) Leaching time) associated with their levels on the statistical performance of S/N ratio for Fe.
It should be noted that the proposed optimal conditions refer only to the maximization of Sc concentration. Any application parameters, such as cost analysis for large-scale extraction or restrictions resulting from subsequent purification process, were not included in the design of the present study. Instead, regression analysis equations are suggested for any recommended application conditions. In any case, the leaching behavior highly depends on the chemical and mineralogical composition of the bauxite residue utilized.
As seen from the above optimized conditions, for Sc the experiment-combination linked to the optimum leaching acid conditions is not included in the L9 orthogonal matrix experiment plan (see Table 2), while in the case of Fe the optimized conditions correspond to experiment No.1 under the Taguchi design [62].
In order to verify that the optimal conditions resulting from Taguchi method are indeed the best match for the above predicted performance for Sc concentration, confirmation experiments were conducted under the specific conditions [77]. Sc concentration was predicted to be 16.4 mg/L and measured as 16.6 mg/L, while Fe concentration for the same conditions was predicted as 51,472 mg/L and measured as 55,289 mg/L. The results are very satisfactory, since the percent deviation is 1.2% for Sc and 7.4% for Fe.
4. Conclusions
Recovery of scandium and iron from bauxite residue by sulfuric acid leaching depends significantly on the conditions used. The applied Taguchi experimental design clearly showed that scandium concentration in the leachate solution is enhanced with high acid concentrations, elevated reaction temperatures, and high solid-to-liquid ratios. The most influential factor is the solid-to-liquid ratio (58.95%), followed by temperature (33.32%). Iron shows similar leaching behavior, being influenced mainly by temperature (81.89%), and secondarily by all the other factors. The optimal conditions predicted from the Taguchi design are for Sc: 6M of H2SO4, 85 °C, solid/liquid 30%, 4h; and for Fe: 2M of H2SO4, 25 °C, solid/liquid 10%, 1h. Therefore, the maximization of Sc concentration can be reached along with an increased dissolution of iron, at the expense of leaching selectivity. The predicted values were experimentally confirmed. Regression equations resulted from the statistical evaluation of the obtained results can be applied on leaching conditions depending on the requirements of different applications. The optimal conditions derived in this study are indicative of the leaching behavior for bauxite residues of similar mineralogical and chemical composition.
Author Contributions
This work has been performed by the members of NTUA School of Chemical Engineering. L.-A.T., T.L. performed the experiments and integrated ICP-OES measurements. P.G. and T.L. evaluated the data. P.G., T.L. and L.-A.T. wrote the draft paper. K.H. corrected the draft paper. M.O.-P supervised the whole work, and reviewed and corrected the paper.
Acknowledgments
The research leading to these results has been performed within the SCALE project and received funding from the European Community’s Horizon 2020 Program (H2020/2014-2020), under Grant Agreement no. 730105. The companies II-VI Inc. (Saxonburg, PA, USA) and MYTILINEOS S.A., formerly Aluminum of Greece S.A. (AoG) are also gratefully acknowledged for their fruitful collaboration and cooperation in the context of SCALE, as well as in previous joint projects.
Conflicts of Interest
The authors declare no conflict of interest. The results of this work have been derived in the context of the SCALE project (Grant Agreement No. 730105) and the publication is in accordance with its terms. The funding sponsors (EU/EASME) had no role in the design of the study, in the collection, analyses, or interpretation of data, and in the writing of the manuscript.
References
- Kumar, S.; Kumar, R.; Bandopadhyay, A. Innovative methodologies for the utilisation of wastes from metallurgical and allied industries. Resour. Conserv. Recycl. 2006, 48, 301–314. [Google Scholar] [CrossRef]
- Power, G.; Gräfe, M.; Klauber, C. Bauxite residue issues: I. Current management, disposal and storage practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, N. Utilization of red mud in cement production: A review. Waste Manag. Res. 2011, 29, 1053–1063. [Google Scholar] [CrossRef]
- Sutar, H.; Mishra, S.C.; Sahoo, S.K.; Chakraverty, A.P.; Maharana, H.S. Progress of red mud utilization: An overview. Am. Chem. Sci. J. 2014, 4, 255–279. [Google Scholar] [CrossRef]
- Mishra, B.; Gostu, S. Materials sustainability for environment: Red-mud treatment. Front. Chem. Sci. Eng. 2017, 11, 483–496. [Google Scholar] [CrossRef]
- Samal, S.; Ray, A.K.; Bandopadhyay, A. Proposal for resources, utilization and processes of red mud in india—A review. Int. J. Miner. Process. 2013, 118, 43–55. [Google Scholar] [CrossRef]
- Dodoo-Arhin, D.; Nuamah, R.A.; Agyei-Tuffour, B.; Obada, D.O.; Yaya, A. Awaso bauxite red mud-cement based composites: Characterisation for pavement applications. Case Stud. Constr. Mater. 2017, 7, 45–55. [Google Scholar] [CrossRef]
- Yang, X.; Zhao, J.; Li, H.; Zhao, P.; Chen, Q. Recycling red mud from the production of aluminium as a red cement-based mortar. Waste Manag. Res. 2017, 35, 500–507. [Google Scholar] [CrossRef]
- Dodoo-Arhin, D.; Konadu, D.S.; Annan, E.; Buabeng, F.P.; Yaya, A.; Agyei-Tuffour, B. Fabrication and characterisation of ghanaian bauxite red mud-clay composite bricks for construction applications. Am. J. Mater. Sci. 2013, 3, 110–119. [Google Scholar]
- Lavanya, P.M.; Kumar, K.S. Characterization of red mud as a construction material using bioremediation. Int. J. Res. Sci. Adv. Eng. 2017, 2, 132–139. [Google Scholar]
- Liao, C.Z.; Shih, K. Chapter 20—Thermal behavior of red mud and its beneficial use in glass-ceramic production. In Environmental Materials and Waste; Prasad, M.N.V., Shih, K., Eds.; Academic Press: Cambridge, MA, USA, 2016; pp. 525–542. [Google Scholar]
- Kim, Y.; Kim, M.; Sohn, J.; Park, H. Applicability of gold tailings, waste limestone, red mud, and ferronickel slag for producing glass fibers. J. Clean. Prod. 2018, 203, 957–965. [Google Scholar] [CrossRef]
- Ascensão, G.; Seabra, M.P.; Aguiar, J.B.; Labrincha, J.A. Red mud-based geopolymers with tailored alkali diffusion properties and ph buffering ability. J. Clean. Prod. 2017, 148, 23–30. [Google Scholar] [CrossRef]
- Ma, M.; Lu, Y.; Chen, R.; Ma, L.; Wang, Y. Hexavalent chromium removal from water using heat-acid activated red mud. Open J. Appl. Sci. 2014, 4, 275–284. [Google Scholar] [CrossRef]
- Pepper, R.A.; Couperthwaite, S.J.; Millar, G.J. Re-use of waste red mud: Production of a functional iron oxide adsorbent for removal of phosphorous. J. Water Process Eng. 2018, 25, 138–148. [Google Scholar] [CrossRef]
- Alighardashi, A.; Gharibi, H.R.; Raygan, S.; Akbarzadeh, A. Study of novel mechano-chemical activation process of red mud to optimize nitrate removal from water. Water Sci. Technol. 2015, 73, 899–908. [Google Scholar] [CrossRef]
- Guo, T.; Yang, H.; Liu, Q.; Gu, H.; Wang, N.; Yu, W.; Dai, Y. Adsorptive removal of phosphate from aqueous solutions using different types of red mud. Water Sci. Technol. 2018, 2017, 570–577. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Xu, L.; Sun, P.; Zhai, P.; Chen, X.; Zhang, H.; Zhang, Z.; Zhu, W. Novel application of red mud: Facile hydrothermal-thermal conversion synthesis of hierarchical porous Alooh and Al2O3 microspheres as adsorbents for dye removal. Chem. Eng. J. 2017, 321, 622–634. [Google Scholar] [CrossRef]
- Oliveira, E.H.C.; Mendonça, É.T.R.; Barauna, O.S.; Ferreira, J.M.; Motta Sobrinho, M.A. Study of variables for optimization of the dye indosol adsorption process using red mud and clay as adsorbents. Adsorption 2016, 22, 59–69. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Y.; Lu, R.; Zhou, F.; An, Q.; Meng, Z.; Fei, B.; Lv, F. Novel multiple coagulant from bayer red mud for oily sewage treatment. Desalin. Water Treat. 2015, 54, 690–698. [Google Scholar] [CrossRef]
- Kulishenko, A.E.; Klimenko, N.A.; Grechanik, S.V.; Kravchenko, T.B.; Kostyuk, V.A.; Avramenko, L.P.; Kosogina, I.V. The use of products of recycling waste of aluminum manufacturing as a coagulant when purifying highly colored natural water. J. Water Chem. Technol. 2018, 40, 265–271. [Google Scholar] [CrossRef]
- Ni, F.; He, J.; Wang, Y.; Luan, Z. Preparation and characterization of a cost-effective red mud/polyaluminum chloride composite coagulant for enhanced phosphate removal from aqueous solutions. J. Water Process Eng. 2015, 6, 158–165. [Google Scholar] [CrossRef]
- Tao, L.; Wu, H.; Wang, J.; Li, B.; Wang, X.-Q.; Ning, P. Removal of SO2 from flue gas using bayer red mud: Influence factors and mechanism. J. Cent. South Univ. 2019, 26, 467–478. [Google Scholar] [CrossRef]
- Thang, N.H.; Quyen, P.V.T.H.; Nhung, L.T.; Phong, D.T.; Tuyen, N.N.K. Utilization of red mud and bagasse for production of gas absorption materials. Aip Conf. Proc. 2018, 1954, 040010. [Google Scholar] [CrossRef]
- Thang, N.H.; Ngoc, N.H.L.; Uyen, V.T.N.; Kien, P.T. Novel materials synthesized from red mud, bagasse, and bentonite for gas treatment by CO2 absorption. Matec Web Conf. 2018, 207, 03005. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H. Metallurgical process for valuable elements recovery from red mud—A review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar] [CrossRef]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of rare earths and other valuable metals from bauxite residue (red mud): A review. J. Sustain. Metall. 2016, 2, 365–386. [Google Scholar] [CrossRef]
- Borra, C.R.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Leaching of rare earths from bauxite residue (red mud). Miner. Eng. 2015, 76, 20–27. [Google Scholar] [CrossRef]
- Liu, Y.; Naidu, R. Hidden values in bauxite residue (red mud): Recovery of metals. Waste Manag. 2014, 34, 2662–2673. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Wang, X.; Wang, M.; Wang, H.; Xian, P. Recovery of iron from red mud by selective leach with oxalic acid. Hydrometallurgy 2015, 157, 239–245. [Google Scholar] [CrossRef]
- Urík, M.; Bujdoš, M.; Milová-Žiaková, B.; Mikušová, P.; Slovák, M.; Matúš, P. Aluminium leaching from red mud by filamentous fungi. J. Inorg. Biochem. 2015, 152, 154–159. [Google Scholar] [CrossRef]
- Samouhos, M.; Taxiarchou, M.; Tsakiridis, P.E.; Potiriadis, K. Greek “red mud” residue: A study of microwave reductive roasting followed by magnetic separation for a metallic iron recovery process. J. Hazard. Mater. 2013, 254–255, 193–205. [Google Scholar] [CrossRef] [PubMed]
- Kaußen, F.; Friedrich, B. Reductive smelting of red mud for iron recovery. Chem. Ing. Tech. 2015, 87, 1535–1542. [Google Scholar] [CrossRef]
- Zhu, X.-f.; Zhang, T.-a.; Wang, Y.-X.; Lü, G.-z.; Zhang, W.-g. Recovery of alkali and alumina from bayer red mud by the calcification–carbonation method. Int. J. Miner. Metall. Mater. 2016, 23, 257–268. [Google Scholar] [CrossRef]
- Alkan, G.; Xakalashe, B.; Yagmurlu, B.; Kaußen, F.; Friedrich, B. Conditioning of red mud for subsequent titanium and scandium recovery—a conceptual design study. World Metall.-Erzmetall 2017, 70, 5–12. [Google Scholar]
- Agatzini-Leonardou, S.; Oustadakis, P.; Tsakiridis, P.E.; Markopoulos, C. Titanium leaching from red mud by diluted sulfuric acid at atmospheric pressure. J. Hazard. Mater. 2008, 157, 579–586. [Google Scholar] [CrossRef]
- Ochsenkühn-Petropoulou, M.; Hatzilyberis, K.S.; Mendrinos, L.N.; Salmas, C.E. Pilot-plant investigation of the leaching process for the recovery of scandium from red mud. Ind. Eng. Chem. Res. 2002, 41, 5794–5801. [Google Scholar] [CrossRef]
- Ochsenkühn-Petropulu, M.; Lyberopulu, T.; Ochsenkühn, K.M.; Parissakis, G. Recovery of lanthanides and yttrium from red mud by selective leaching. Anal. Chim. Acta 1996, 319, 249–254. [Google Scholar] [CrossRef]
- Feng, Y.; Wu, D.; Liao, C.; Deng, Y.; Zhang, T.; Shih, K. Red mud powders as low-cost and efficient catalysts for persulfate activation: Pathways and reusability of mineralizing sulfadiazine. Sep. Purif. Technol. 2016, 167, 136–145. [Google Scholar] [CrossRef]
- Wu, J.; Gong, Z.; Lu, C.; Niu, S.; Ding, K.; Xu, L.; Zhang, K. Preparation and performance of modified red mud-based catalysts for selective catalytic reduction of NOX with NH3. Catalysts 2018, 8, 35. [Google Scholar] [CrossRef]
- Zou, Q.; An, W.; Wu, C.; Li, W.; Fu, A.; Xiao, R.; Chen, H.; Xue, S. Red mud-modified biochar reduces soil arsenic availability and changes bacterial composition. Environ. Chem. Lett. 2018, 16, 615–622. [Google Scholar] [CrossRef]
- Wang, Y.; Li, F.; Song, J.; Xiao, R.; Luo, L.; Yang, Z.; Chai, L. Stabilization of cd-, pb-, cu- and zn-contaminated calcareous agricultural soil using red mud: A field experiment. Environ. Geochem. Health 2018, 40, 2143–2153. [Google Scholar] [CrossRef] [PubMed]
- Shin, W.; Kim, Y.-K. Stabilization of heavy metal contaminated marine sediments with red mud and apatite composite. J. Soils Sediments 2016, 16, 726–735. [Google Scholar] [CrossRef]
- Luo, H.L.; Zhu, Q.; Zhou, Y.; Liu, Z.L.; Ou, W.Q. Stabilization of cd in ore soil using modified red mud materials. Adv. Mater. Res. 2017, 1142, 296–299. [Google Scholar] [CrossRef]
- Lymperopoulou, T. Determination and Recovery of Rare Earths from Bauxites and Red Mud. Ph.D. Thesis, National Technical University of Athens, Athens, Greece, 1996. [Google Scholar]
- Tsakanika, L.-A. Separation and Recovery of Lanthanides from Red Mud by Use of Selective Extraction and Chromatographic Techniques. Ph.D. Thesis, National Technical University of Athens, Athens, Greece, 2013. [Google Scholar]
- Ochsenkühn-Petropoulou, M.; Tsakanika, L.-A.; Lymperopoulou, T. Process Control of an Innovative Method for the Recovery and Separation of rare Earths from Red Mud by Different analytical Techniques. In Proceedings of the 1st European Rare Earth Resources Conference (ERES 2014), Milos Island, Greece, 4–7 September 2014; pp. 28–29. [Google Scholar]
- Ochsenkühn-Petropulu, M.; Lyberopulu, T.; Parissakis, G. Direct determination of landthanides, yttrium and scandium in bauxites and red mud from alumina production. Anal. Chim. Acta 1994, 296, 305–313. [Google Scholar] [CrossRef]
- European Commission. Critical Raw Materials. Third List of Critical Raw Materials for the EU of 2017. Available online: https://ec.europa.eu/growth/sectors/raw-materials/specific-interest/critical_en (accessed on 28 February 2019).
- SCANDIUM Investing News. Why Scandium Could be a Huge Opportunity. Available online: http://investingnews.com/daily/resource-investing/critical-metalsinvesting/scandiuminvesting/scandium-production-the-problem-and-the-opportunity/ (accessed on 28 February 2019).
- Williams-Jones, A.E.; Vasyukova, O.V. The economic geology of scandium, the runt of the rare earth element litter. Econ. Geol. 2018, 113, 973–988. [Google Scholar] [CrossRef]
- Samson, I.M.; Chassé, M. Scandium. In Encyclopedia of Geochemistry: A Comprehensive Reference Source on the Chemistry of the Earth; White, W.M., Ed.; Springer International Publishing: Cham, Switzerland, 2016; pp. 1–5. [Google Scholar]
- Krishnamurthy, N.; Gupta, C.K. Extractive Metallurgy of Rare Earths, 2nd ed.; Taylor & Francis: Didcot, UK, 2015. [Google Scholar]
- Rivera, R.M.; Xakalashe, B.; Ounoughene, G.; Binnemans, K.; Friedrich, B.; Van Gerven, T. Selective rare earth element extraction using high-pressure acid leaching of slags arising from the smelting of bauxite residue. Hydrometallurgy 2019, 184, 162–174. [Google Scholar] [CrossRef]
- Bonomi, C.; Giannopoulou, I.; Panias, D. Correlation of scandium and titanium during leaching of bauxite residue (red mud) by an imidazolium ionic liquid. In Proceedings of the 2nd conference on European Rare Earth Resources (ERES2017), Santorini Island, Greece, 26 May 2017; pp. 199–201. [Google Scholar]
- Davris, P.; Balomenos, E.; Panias, D.; Paspaliaris, I. Selective leaching of rare earth elements from bauxite residue (red mud), using a functionalized hydrophobic ionic liquid. Hydrometallurgy 2016, 164, 125–135. [Google Scholar] [CrossRef]
- Qu, Y.; Lian, B. Bioleaching of rare earth and radioactive elements from red mud using penicillium tricolor rm-10. Bioresour. Technol. 2013, 136, 16–23. [Google Scholar] [CrossRef]
- Pepper, R.A.; Couperthwaite, S.J.; Millar, G.J. Comprehensive examination of acid leaching behaviour of mineral phases from red mud: Recovery of Fe, Al, Ti, and Si. Miner. Eng. 2016, 99, 8–18. [Google Scholar] [CrossRef]
- Hatzilyberis, K.; Lymperopoulou, T.; Tsakanika, L.-A.; Ochsenkühn, K.-M.; Georgiou, P.; Defteraios, N.; Tsopelas, F.; Ochsenkühn-Petropoulou, M. Process design aspects for scandium-selective leaching of bauxite residue with sulfuric acid. Minerals 2018, 8, 79. [Google Scholar] [CrossRef]
- Taguchi, G.; Konishi, S. Taguchi Methods, Orthogonal Arrays and Linear Graphs, Tools for Quality Engineering; American Supplier Institute: Dearborn, MI, USA, 1987. [Google Scholar]
- Copur, M.; Kizilca, M.; Kocakerim, M.M. Determination of the optimum conditions for copper leaching from chalcopyrite concentrate ore using taguchi method. Chem. Eng. Commun. 2015, 202, 927–935. [Google Scholar] [CrossRef]
- Mbuya, B.I.; Kime, M.B.; Tshimombo, A.M.D. Comparative study of approaches based on the taguchi and anova for optimising the leaching of copper–cobalt flotation tailings. Chem. Eng. Commun. 2017, 204, 512–521. [Google Scholar] [CrossRef]
- Ochsenkuehn-Petropoulou, M.; Tsakanika, L.-A.; Lymperopoulou, T.; Ochsenkuehn, K.-M.; Hatzilyberis, K.; Georgiou, P.; Stergiopoulos, C.; Serifi, O.; Tsopelas, F. Efficiency of sulfuric acid on selective scandium leachability from bauxite residue. Metals 2018, 8, 915. [Google Scholar] [CrossRef]
- Lymperopoulou, T.; Tsakanika, L.A.; Ochsenkühn, K.M.; Ochsenkühn-Petropoulou, M. Optimization of mineral acids leaching process for the recovery of rare earth elements from Greek red mud. In Proceedings of the 2nd conference on European Rare Earth Resources (ERES2017), Santorini Island, Greece, 28–31 May 2017; pp. 182–184. [Google Scholar]
- Phadke, M.S. Quality Engineering Using Robust Design; Prentice Hall: Upper Saddle River, NJ, USA, 1989. [Google Scholar]
- Rai, S.; Wasewar, K.L.; Lataye, D.H.; Mishra, R.S.; Puttewar, S.P.; Chaddha, M.J.; Mahindiran, P.; Mukhopadhyay, J. Neutralization of red mud with pickling waste liquor using taguchi’s design of experimental methodology. Waste Manag. Res. 2012, 30, 922–930. [Google Scholar] [CrossRef]
- Peace, G.S. Taguchi Methods: A Hands-on Approach; Addison-Wesley: Boston, MA, USA, 1993. [Google Scholar]
- De, A. Design for Reliability and Quality; Indian Institute of Technology: Bombay, India, 2012; pp. 1–25. [Google Scholar]
- Rai, S.; Wasewar, K.L.; Lataye, D.H.; Mukhopadhyay, J.; Yoo, C.K. Feasibility of red mud neutralization with seawater using taguchi’s methodology. Int. J. Environ. Sci. Technol. 2013, 10, 305–314. [Google Scholar] [CrossRef]
- Copur, M.; Özmetin, C.; Özmetin, E.; Kocakerim, M.M. Optimization study of the leaching of roasted zinc sulphide concentrate with sulphuric acid solutions. Chem. Eng. Process. Process Intensif. 2004, 43, 1007–1014. [Google Scholar] [CrossRef]
- Bayca, S.U.; Kisik, H. Optimization of leaching parameters of aluminum hydroxide extraction from bauxite waste using the taguchi method. Environ. Prog. Sustain. Energy 2018, 37, 196–202. [Google Scholar] [CrossRef]
- Taguchi, G.; Chowdhury, S.; Wu, Y. Taguchi’s Quality Engineering Handbook; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005. [Google Scholar]
- Phadke, M.S.; Kackar, R.N.; Speeney, D.V.; Grieco, M.J. Off-line quality control in integrated circuit fabrication using experimental design. Bell Syst. Tech. J. 1983, 62, 1273–1309. [Google Scholar] [CrossRef]
- EL Bar, D.; Barket, D. Leaching of metals from hydrometallurgical residue by sulfuric acid. Asp. Min. Miner. Sci. 2018, 1. [Google Scholar] [CrossRef]
- Liu, Z.-R.; Zeng, K.; Zhao, W.; Li, Y. Effect of temperature on iron leaching from bauxite residue by sulfuric acid. Bull. Environ. Contam. Toxicol. 2009, 82, 55–58. [Google Scholar] [CrossRef]
- Vind, J.; Malfliet, A.; Bonomi, C.; Paiste, P.; Sajó, I.E.; Blanpain, B.; Tkaczyk, A.H.; Vassiliadou, V.; Panias, D. Modes of occurrences of scandium in greek bauxite and bauxite residue. Miner. Eng. 2018, 123, 35–48. [Google Scholar] [CrossRef]
- Roy, R.K. A Primer on the Taguchi Method, 2nd ed.; Society of Manufacturing Engineers: Dearborn, MI, USA, 2010. [Google Scholar]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).