3.1. Flotation Kinetics of Sedimentary Phosphate Ore
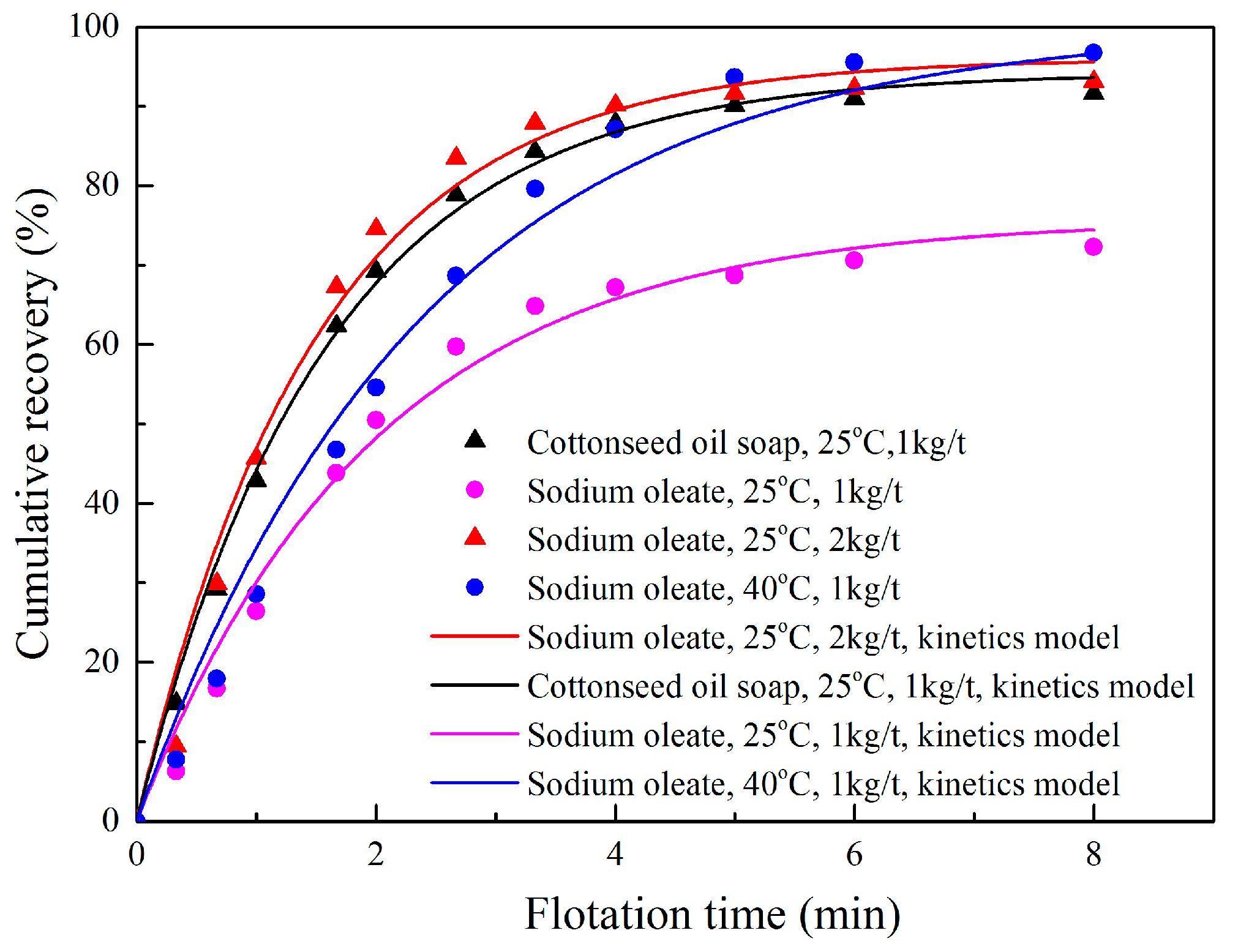
The results of the phosphate flotation as the function of the sodium oleate and cottonseed oil concentration are shown in
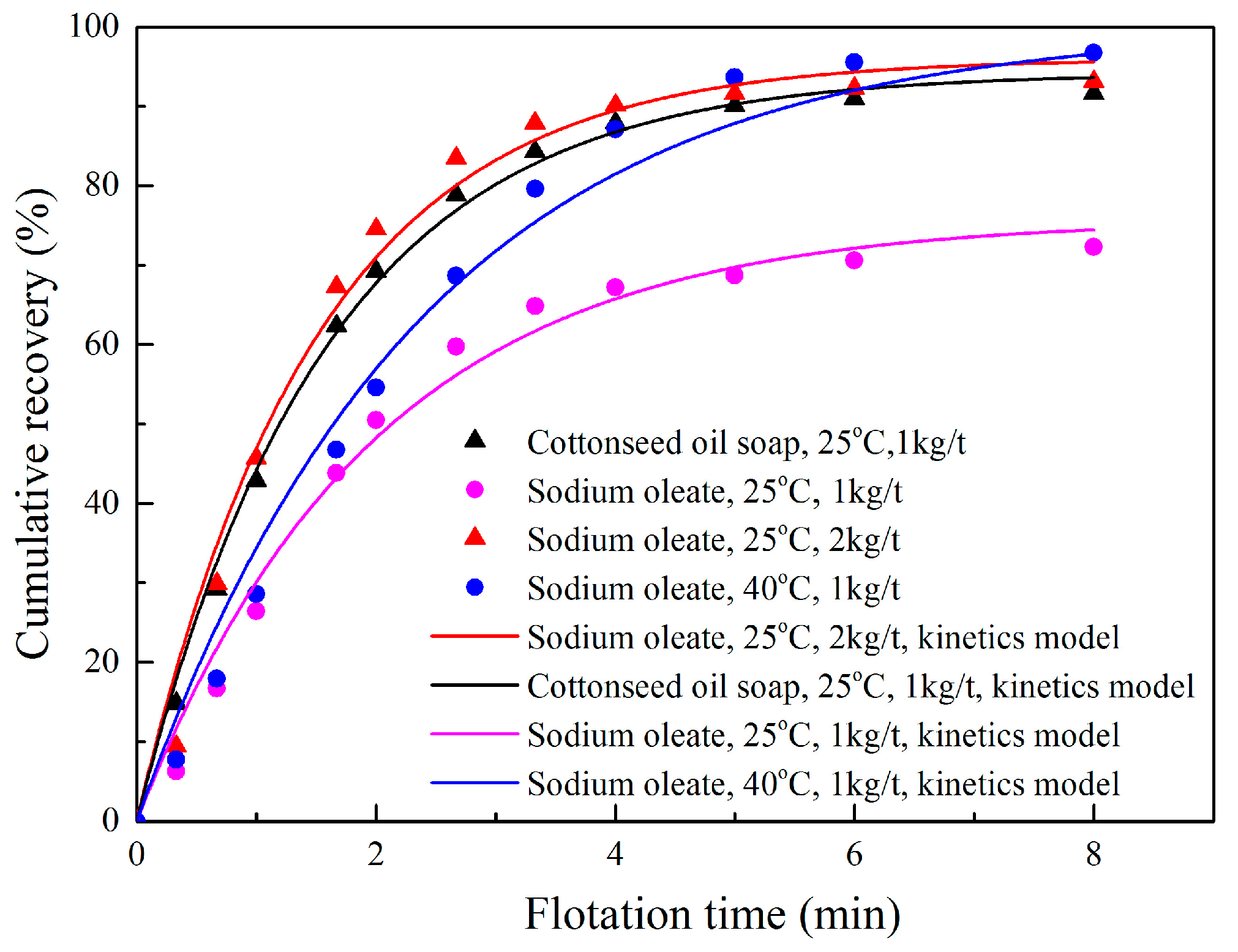
Figure 1. It can be concluded that the equilibrium time was about 4 min at ambient temperature (25 °C), regardless of the collector type and its dosage. This value increased to 6 min as the pulp temperature rose to 40 °C.
As can be seen from
Figure 1, the recovery of P
2O
5 in the concentrate increased sharply with the increase of the collector dosage and pulp temperature in the first 3–4 min of flotation. The recovery, using cottonseed oil soap at a dosage of 1 kg/t and a pulp temperature of 25 °C, was much higher than that of sodium oleate under the same condition. It approached a recovery using a sodium oleate dosage of 2 kg/t at 25 °C, or sodium oleate dosage of 1 kg/t at 40 °C. It was evident that the cottonseed oil soap had a more satisfactory collecting performance at ambient temperature than sodium oleate when studying the phosphate flotation. This was probably attributed to a higher unsaturation degree of the cottonseed oil (iodine value 135) when compared with the oleic acid (iodine value 85~89), leading to a faster solubility and dispersion in the pulp.
In order to elucidate the relationship between the various parameters, the viz. collector type, pulp temperature, collector dosage, and the recovery of P
2O
5 in the phosphate flotation process, the data shown in
Figure 1 was fitted to different flotation models, including a classical first-order model, fully mixed reactor model, and second-order kinetic model [
18,
19,
20]. The statistical program Statgraphics Centurion (Statpoint Technologies, The Plains, VA, USA) was used to correlate data for the non-linear regression of each kinetic model [
21].
Table 5 presents the results of the first-order model for each flotation condition, and the corresponding fitting curves of the models are also shown in
Figure 1. According to the values of the correlation coefficient (
R2) of each kinetics model in
Table 5, the classical first-order model demonstrated a good fit to the experimental data, especially for the condition of using cottonseed oil soap as the collector. It should be pointed out that the model for sodium oleate (40 °C, 1 kg/t) was established when
R∞ was predetermined by 100%, because the value of
R∞ obtained by non-linear regression had exceeded 100%.
The results in
Table 5 also show that increasing the collector dosage and pulp temperature contributed to the enhancement of the ultimate recovery of P
2O
5. The flotation rate of constant
k at a pulp temperature of 25 °C was in this order: 2 kg/t sodium oleate > 1 kg/t cottonseed oil soap > 1 kg/t sodium oleate, which was identical to the flotation results shown in
Figure 1. It is worth noting that the flotation rate constant at 25 °C, 1 kg/t (
k = 0.4994) for oleate, was higher than that at 40 °C, 1 kg/t (
k = 0.4178), as shown in
Table 5. This was verified and explained in the previous literature [
13], by the fact that increasing the temperature would reduce the viscosity of water and enhance the elutriation of the gangues back to the pulp, and thus caused the decrease of the flotation rate with the augment of temperature.
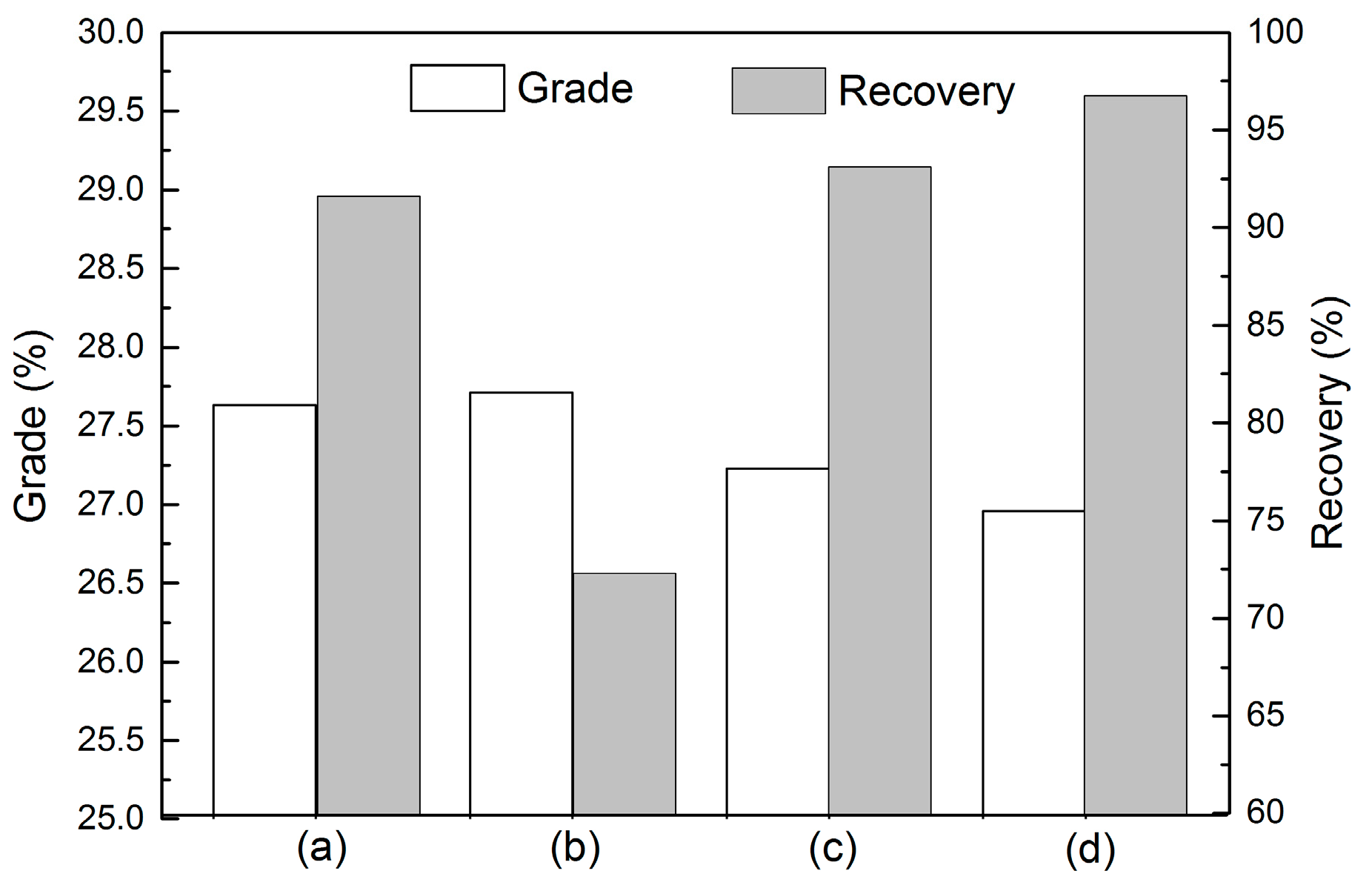
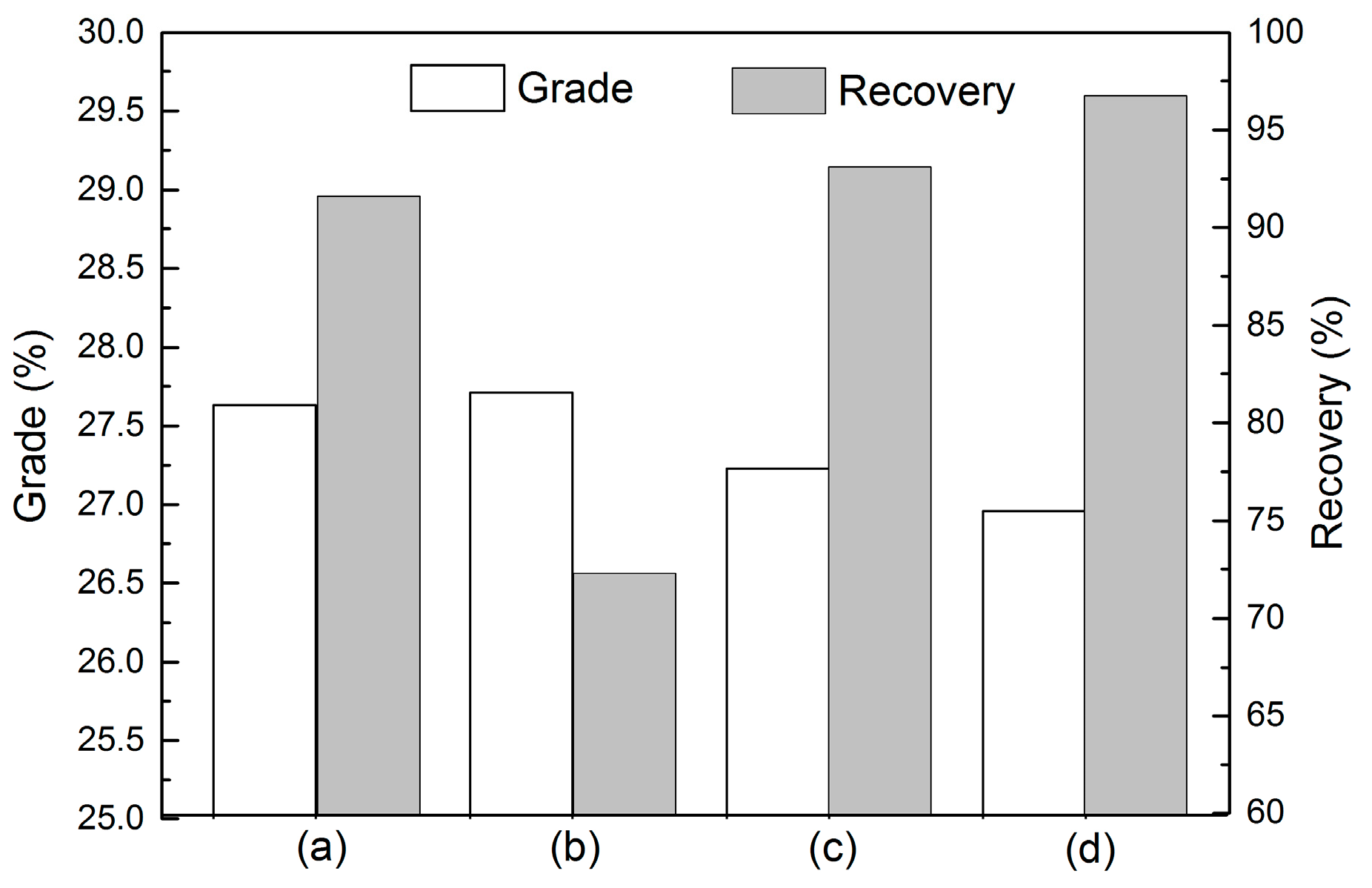
The grade and recovery of the phosphate concentrate in the function of sodium oleate and cottonseed oil under different conditions are shown in
Figure 2. When sodium oleate was used as a collector in the phosphate flotation, the P
2O
5 grade of the flotation concentrate decreased gradually with the increase of the pulp temperature and collector dosage. However, the recovery of P
2O
5 increased dramatically, to more than 93% (
Figure 2c,d), which is much higher than the 73% value seen for the dosage of 1 kg/t at ambient temperature (
Figure 2b). However, a more desirable phosphate concentrate (
Figure 2a) was obtained with the grade of 27.63% and recovery of 91.62%, when using cottonseed oil soap as a collector at a low dosage of 1 kg/t and a pulp temperature of 25 °C. Thus, cottonseed oil would be considered as an ideal alternative collector in the phosphate industry due to its excellent flotation performance and selectivity, even at ambient temperature.
3.4. Closed Circuit Experiment and Mineralogical Analysis
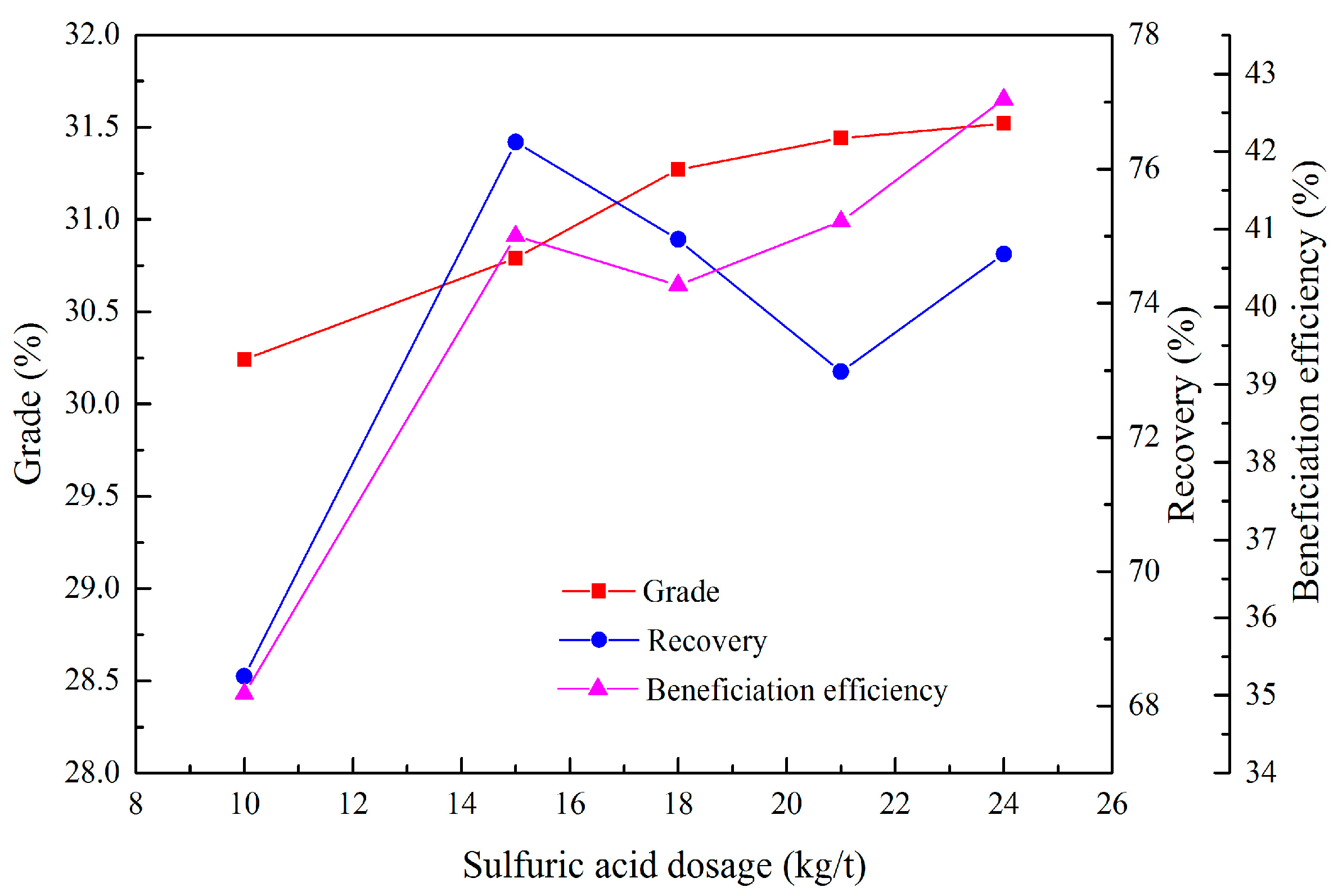
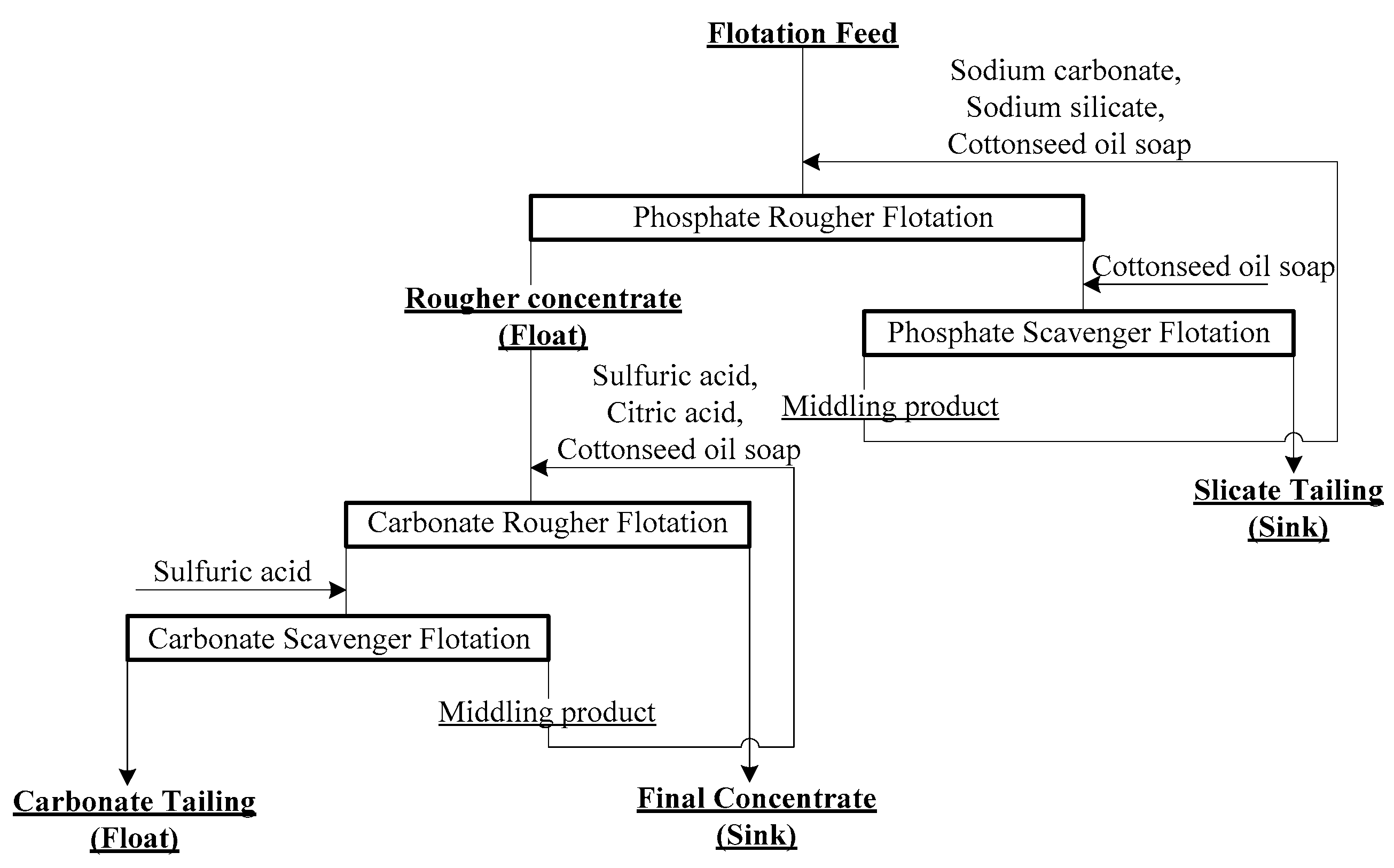
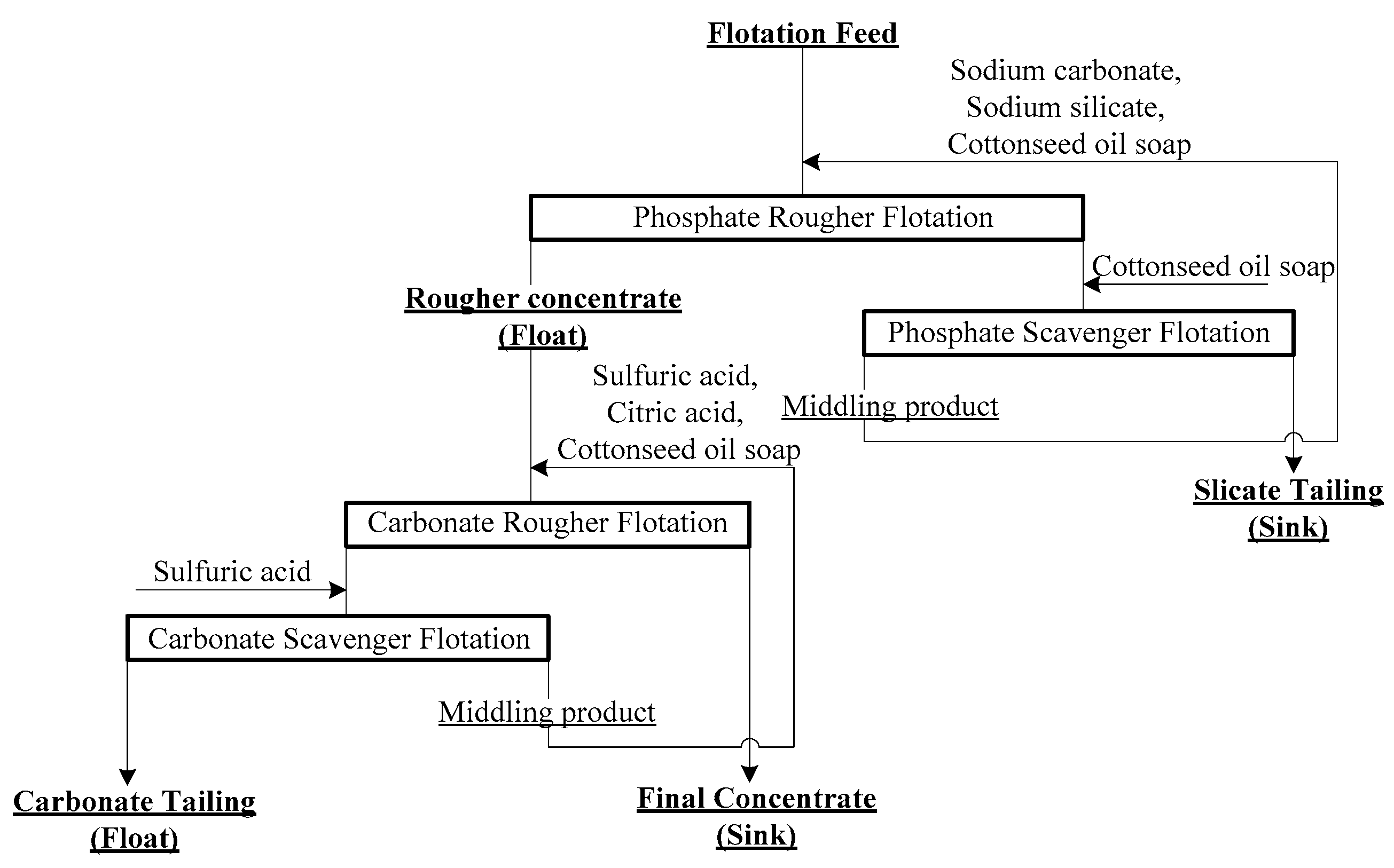
According to the optimum conditions of the above flotation processes, a closed circuit that consisted of the direct flotation for the removal of silicates and the reverse flotation for removing carbonate minerals was carried out. The flowsheet and parameters of the closed circuit flotation were shown in
Figure 7 and
Table 8, respectively, and the corresponding results are shown in
Table 9.
As seen from
Table 9, a phosphate concentrate with a grade of 30.16% and a P
2O
5 recovery of 90.90% could be obtained through the closed circuit flotation experiment, and the overall removal ratio of magnesium has reached 60%. It revealed that the separation of silicates and carbonates from the sedimentary phosphate ore can be successfully achieved by the direct-reverse flotation process after a series of parameters have been optimized.
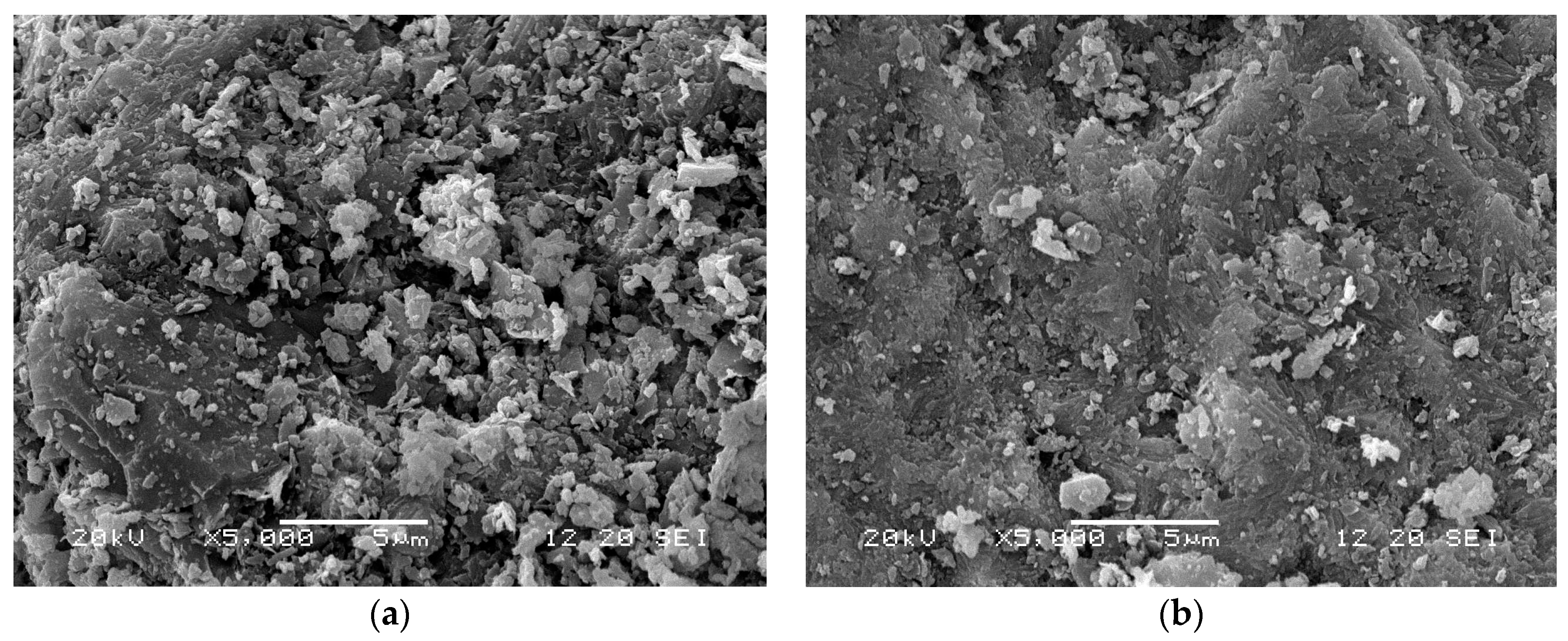
SEM and XRD analysis of the raw ore and the flotation products were performed to identify the morphology change and mineral phase transformation occurring in the flotation process. As seen from
Figure 8, there were a lot of obvious impurities which existed on the surface of the raw ore (
Figure 8a). The majority of these impurities were successfully removed after the direct and reverse flotation as the surface of the final concentrate became relatively smooth (
Figure 8b), which can be explained by the XRD patterns of the flotation products below.
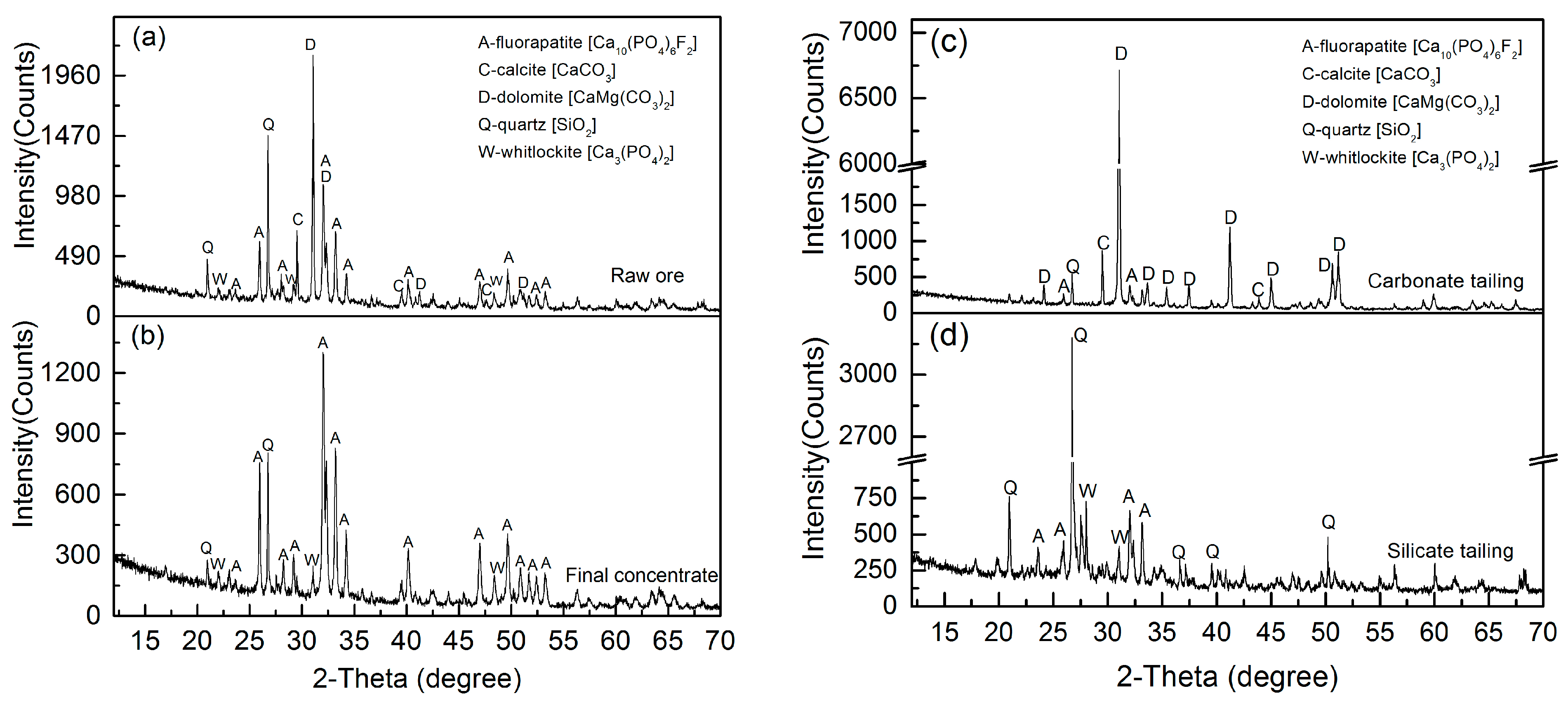
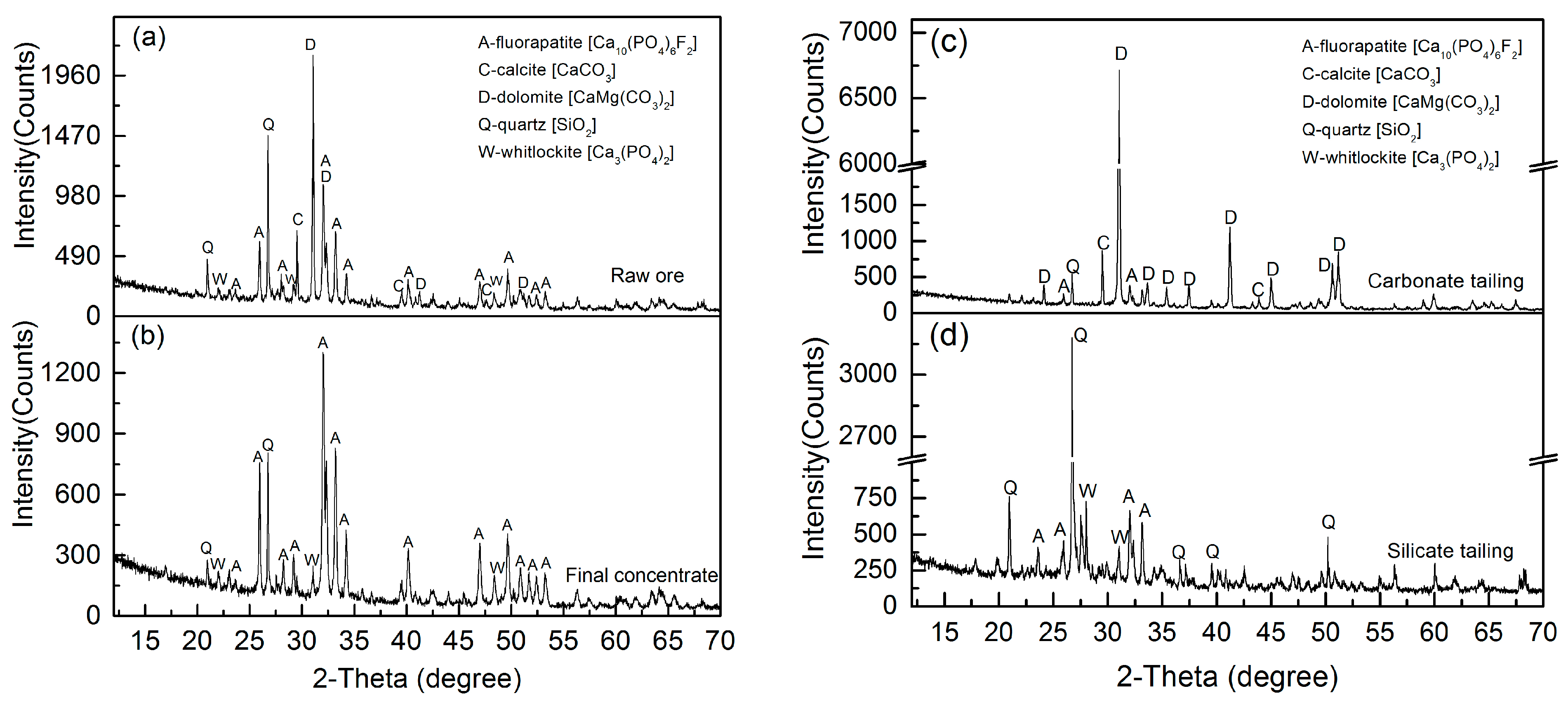
The XRD patterns of the raw ore and final concentrate are shown in
Figure 9. It reveals that after the removal of most silicate and carbonate gangue minerals, the diffractions of fluorapatite in the final concentrate were intensified (
Figure 9b). The intensity of the quartz decreased remarkably and the diffraction peak of dolomite disappeared, which was probably due to its low content.
Figure 9c,d showed that dolomite and quartz were the predominant gangue minerals in the tailing products, and only a small percent of fluorapatite and whitlockite coexisted in the flotation tailings. These results confirmed that most of the phosphate minerals in the sedimentary phosphate ore were transferred into the final concentrate, while the main gangue minerals, quartz and dolomite, were effectively rejected into the tailing products through froth flotation.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}