1. Introduction
Froth flotation is the most common method in the minerals industry for the selective recovery of value mineral(s) from finely ground ores. It is based on the differences in the surface hydrophobicity of valuable and gangue minerals. The chemical (e.g., collector, frother,
etc.) and physical conditions (e.g., feed rate, pulp density, agitation speed, air flow rate,
etc.) are inter-related in froth flotation processes. The main objective of froth flotation is to maximize the grade and recovery of the value mineral(s) while maintaining upset-free operation [
1]. In typical froth flotation operations, large variations in the feed composition and various disturbances affecting the system result in a decrease in the grade and recovery. Control strategies applied to flotation systems typically target bias, froth depth, and gas hold up using feedback control by manipulating variables such as air and water flow rates, and reagent addition [
2,
3,
4]. Typically, empirical models are used in the design of these feedback controllers. These empirical models are usually linear and only valid in narrow operating zones, thus making them inaccurate in larger operating ranges. Furthermore, since they do not provide any physical insight into the process and its behaviour, they do not have any diagnostic utility outside of their use in control. Fundamental models, on the other hand, incorporate physical understanding of the process and can be used for predictions of grade and recovery and the diagnosis and monitoring of process behaviour in the presence of disturbances and process uncertainty. The fundamental models developed by [
5,
6,
7] that are based on attachment of solids to bubbles using first order rate constants have been accepted widely in mineral processing. However, these models cannot be used for dynamic purposes such as fault detection and real-time process monitoring. Therefore, there is a requirement for dynamic fundamental models in froth flotation.
Dynamic models must be coupled with real-time measurements and a model-updating scheme for process monitoring. However, the complexity and harshness of the process environment in froth flotation present considerable challenges for the deployment of hardware sensors in the real-time measurement of important process variables. Soft sensing is an alternative to hard sensing and refers to the use of inferential relations to provide estimations of variables of interest. Various estimators are used in chemical processes to estimate the states of the system. These include the Kalman filter (KF), the extended Kalman filter (EKF), the ensemble Kalman filter (EnKF), and the particle filter (PF) [
8,
9,
10]. The EKF works for nonlinear systems and has been used effectively for fault detection purposes [
11].
The EKF minimizes the error covariance between the measured and the predicted output (grade and/or recovery for froth flotation). Conventionally, X-ray fluorescence (XRF) is used to determine the composition of the process streams. However, employing an online XRF is expensive, and calibrating it is difficult due to matrix effects in the samples. It is also known that both grade and recovery in the concentrate are strongly related to froth structure [
12]. Therefore, observing froth images can provide information about the grade of the concentrate product, which can then be correlated to the recovery using the grades of the feed and tailing streams. In general, control decisions are made by operators using basic inferences based on visual observation without any further analysis of the images [
13]. Quantifying the dynamic information obtained from the images using machine vision is essential for their use in control and monitoring, and different image processing algorithms are available for bubble segmentation and velocity calculations. These algorithms include edge detection and watershed algorithms for bubble segmentation as well as Fourier and wavelet transforms for velocity calculations [
14]. Some of the commonly used image processing software for froth flotation are: (1) VisioFroth (Metso
® Minerals, Orleans Cedex, France), (2) METCAM FC (SGS, Lakefield, ON, Canada), (3) FrothMaster™ (Outotec, Burlington, ON, Canada) [
15] and (4) PlantVision™ (KnowledgeScape Inc, Salt Lake City, UT, USA). Several researchers have tried to correlate individual variables such as bubble size, color, and texture to grade and/or recovery; however, the majority of the studies do not provide quantitative relations suitable for calibration of these variables against the grade/recovery [
12].
In this study, we develop a dynamic fundamental model for batch flotation incorporating information from multiple scales, develop a method to obtain quantitative information about recovery in flotation from dynamic images using principal component analysis (PCA) and partial least squares (PLS) regression, develop a soft sensor for real-time updating of the model using extended Kalman filtering (EKF), and then demonstrate the efficacy of the soft sensor in identifying and tracking unknown disturbances in batch flotation tests on galena conducted at different operating conditions.
2. Experimental Section
Batch flotation experiments are conducted using a mechanical flotation cell to train and validate the aforementioned real-time estimation algorithm. Flotation of high purity galena single mineral is chosen to demonstrate the fault detection strategy and represent a proof of concept for monitoring using fundamental models. In future work, the methods will be demonstrated on more complex sulphide ores. For these tests, the effects of the air flow rate, impeller speed, collector, and frother dosage on recovery are investigated. The experiments are carried out in a JK Tech batch flotation cell (Julius Kruttschnitt Mineral Research Centre, University of Queensland, Indooroopilly, Australia) with a capacity of 1.6 L. The cell is equipped with a bottom-drive mechanical stirrer and air supply is provided from the bottom of the cell.
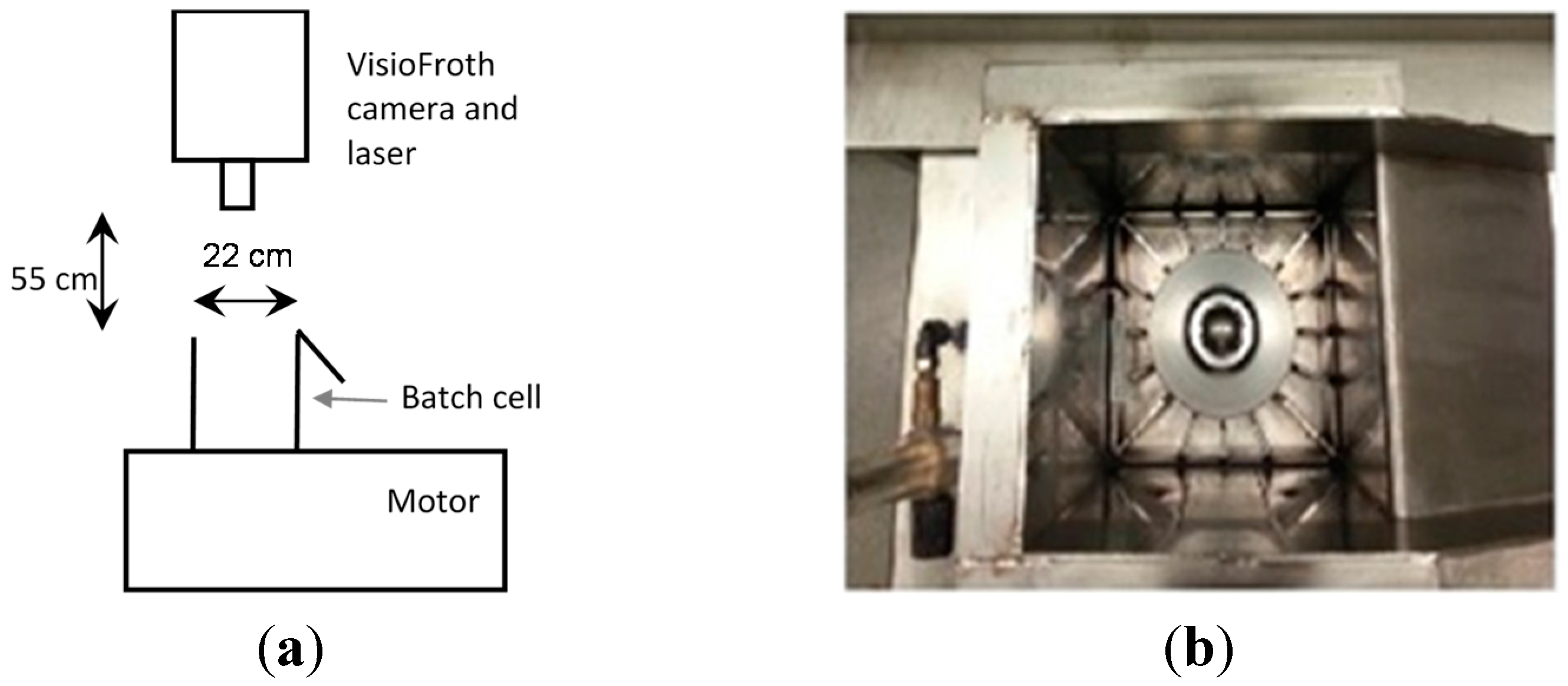
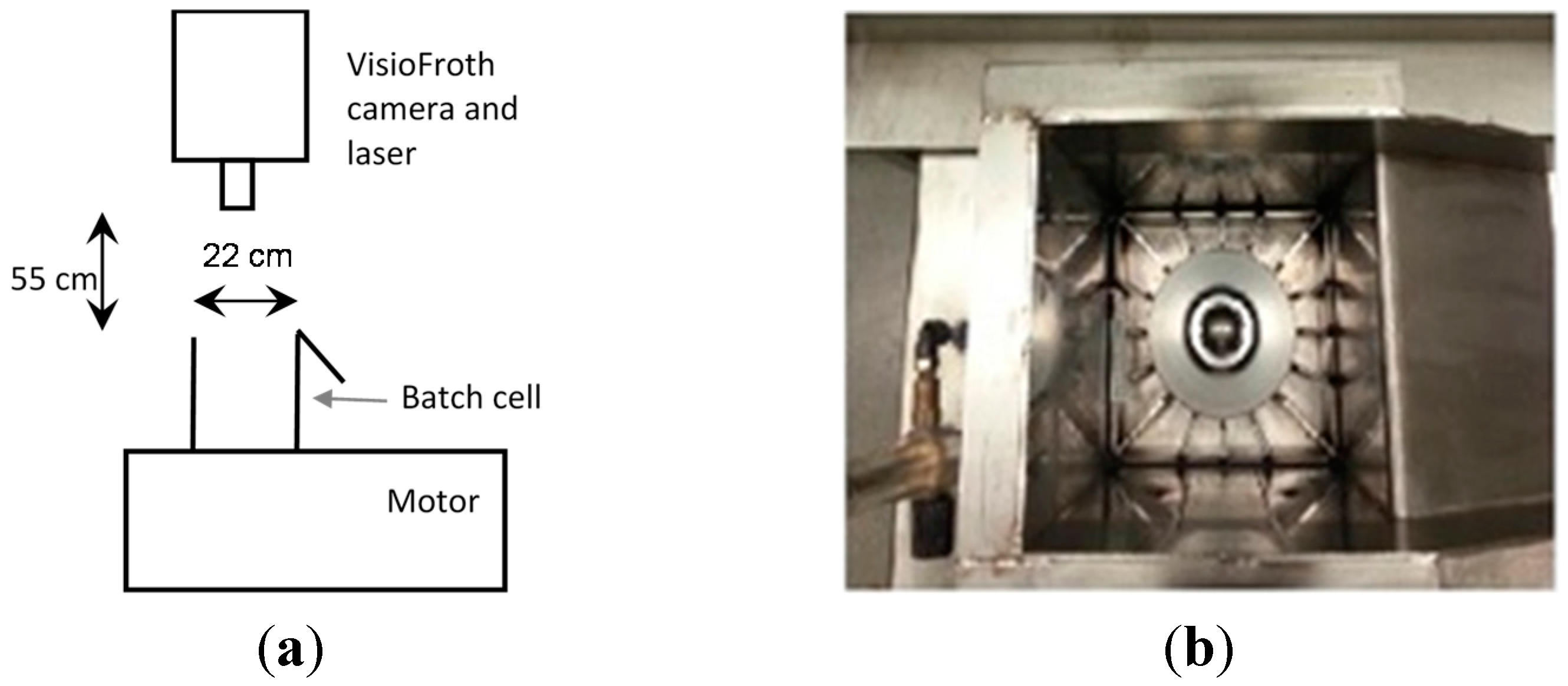
The batch flotation was monitored with a VisioFroth system (Metso
® Minerals) to capture the images at the top of the froth surface as shown in
Figure 1. Hardware components of the VisioFroth system include a single IP camera, a laser, and LED lights. These images are then analysed using the software component of VisioFroth the so-called optimizing control system (OCS), to measure several image features. This image processing package is used to measure the angle and magnitude of the froth velocity, bubble distributions, color, froth texture, and stability as well as the height of the froth overflowing over the lip.
Figure 1.
(a) Schematic diagram for batch flotation process equipped with VisioFroth, (b) top view of the batch flotation cell.
Figure 1.
(a) Schematic diagram for batch flotation process equipped with VisioFroth, (b) top view of the batch flotation cell.
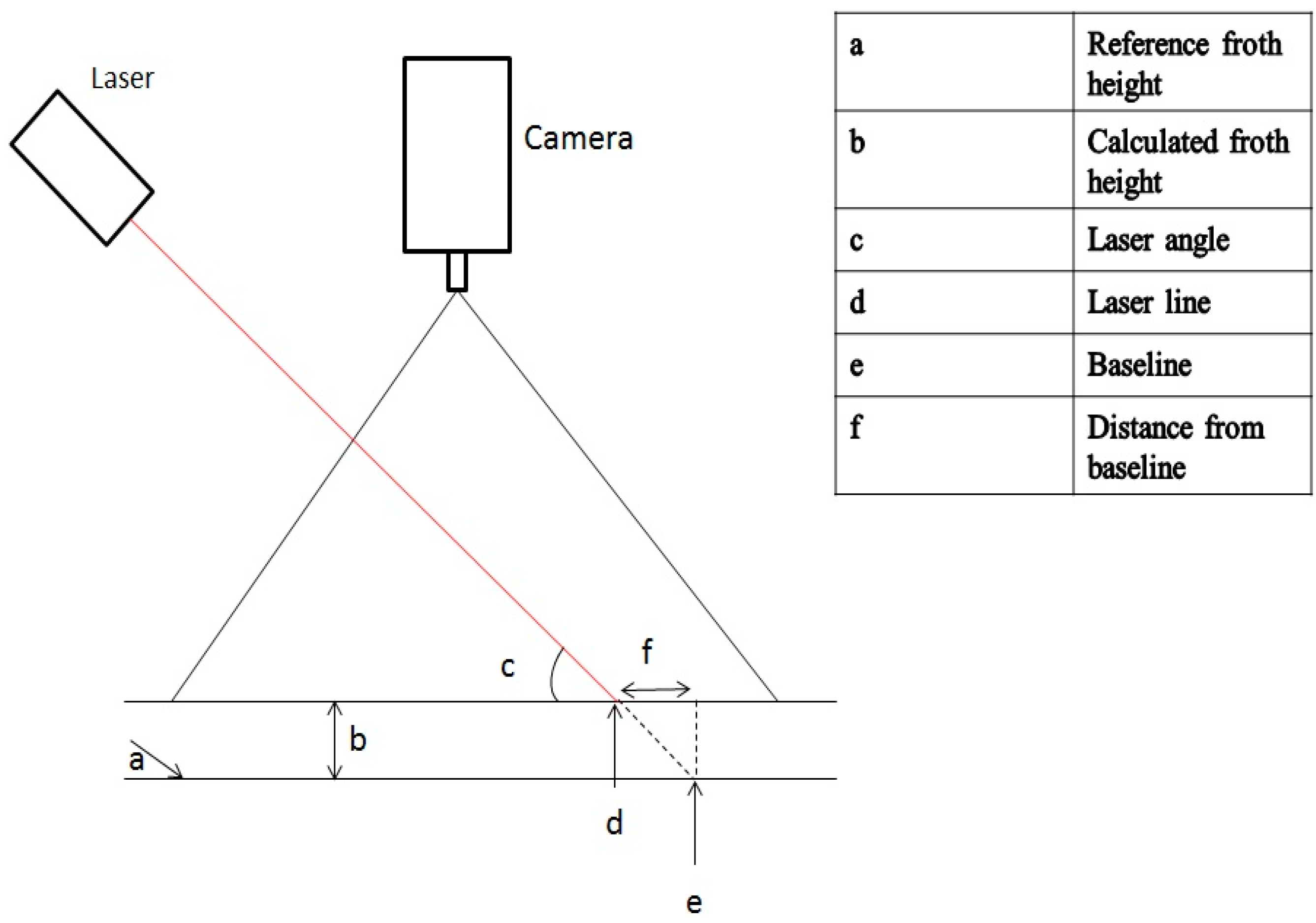
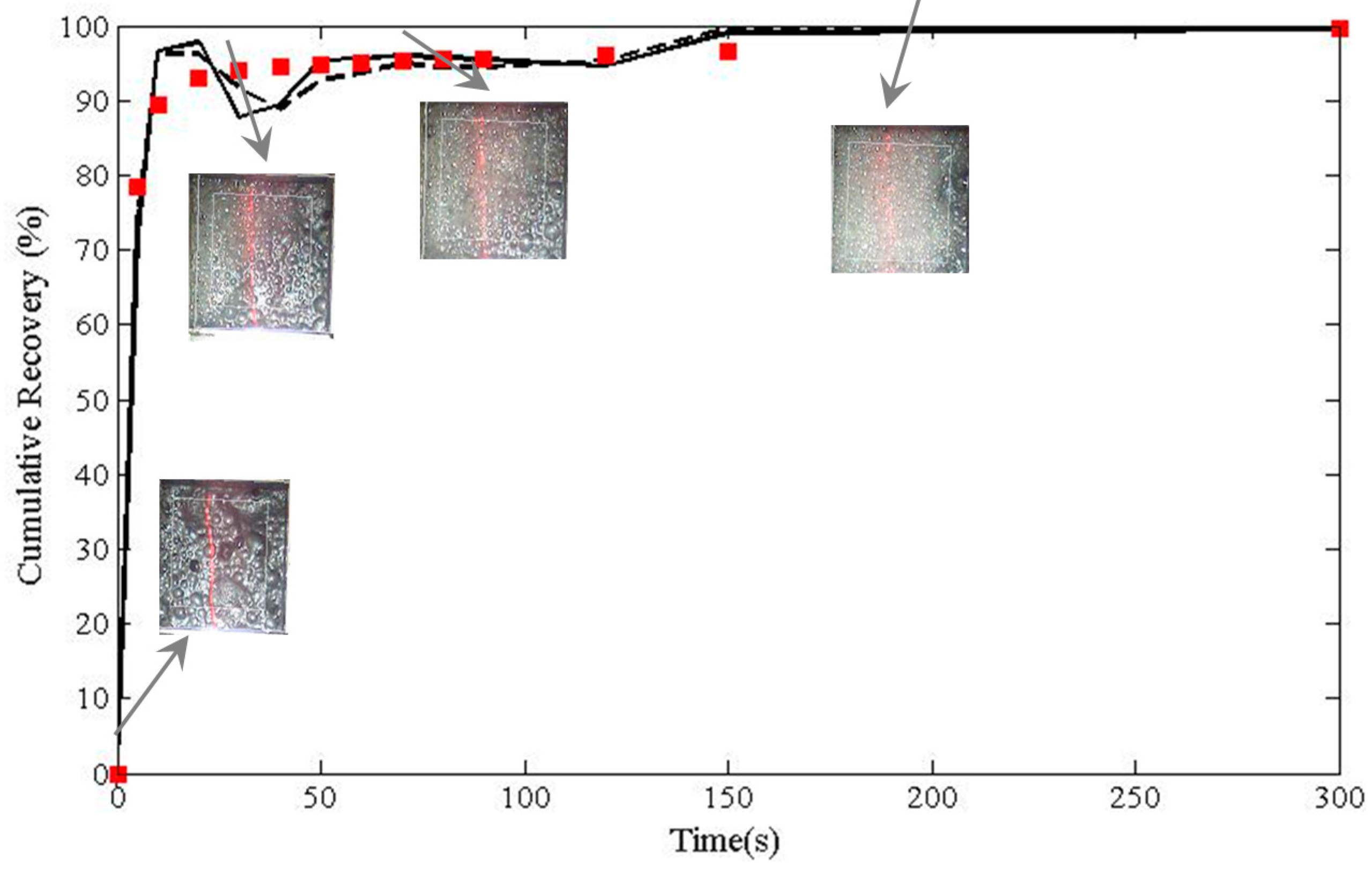
The laser is used to find the height of the overflowing froth using the change in the horizontal position of the laser line on top of the froth as shown in
Figure 2. The reference froth height level corresponds to the laser being at the baseline and is at the initial time. As the froth height increases, the laser line moves a new position (d). This difference in laser line positions is used to deduce the horizontal distance from the baseline. The laser angle is set at the time of installation. The froth height (b) is calculated as:
Figure 2.
Field of view and demonstration of froth height measurement using the laser light.
Figure 2.
Field of view and demonstration of froth height measurement using the laser light.
Table 1 lists the various VisioFroth measurements and algorithms.
Table 1.
VisioFroth measurements and algorithms.
Table 1.
VisioFroth measurements and algorithms.
| Variable | Algorithm |
|---|
| Velocity | Modified Fourier transforms to calculate the displacement between two consecutive images. |
| Bubble size measurement | Watershed techniques are used to outline bubbles and hence calculate the bubble surface area. |
| Collapse rate | Calculated based on change in bubble surface area. |
Statistical techniques, including principal component analysis (PCA) and partial least square (PLS) regression, are used to identify the important features of the images and develop a correlation for the recovery using offline measurements. The use of PCA results in dimension reduction of the data for better understanding of the given information [
16]. The basic principle of this method is to represent the input matrix of data
X in terms of scores (
T) and loadings (
P):
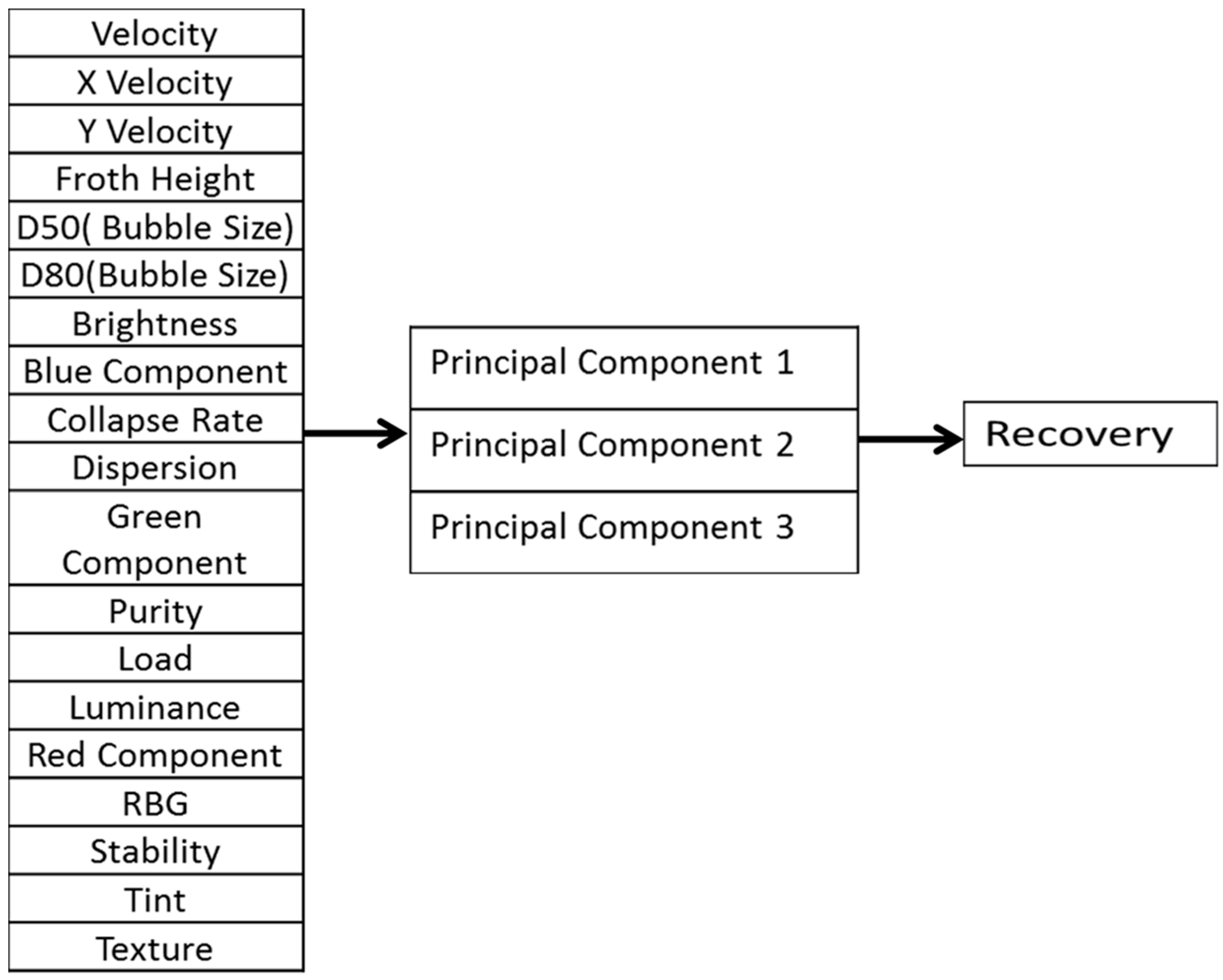
Dimension reduction and correlation is illustrated in
Figure 3 for the case of three principal components. The scores represent the projection of the original data samples onto the transformed space of reduced dimension, and the loadings represent the weights or contributions of the original variables to each principal component. Only the principal components that contribute significantly to explaining the variance in the original data are retained, and dimension reduction is obtained by truncating the number of variables based on this principle. In Equation (1),
E represents the error in the representation after truncation. Thus, variables that have high loadings on the most significant principal components contribute significantly to explaining the variance in the data, and can be considered to be significant. To obtain a correlation between the input and output data, principal component regression (PCR) is employed. In PCR, regression of the score matrix from PCA is performed against the output measurement (recovery). PLSR (partial least squares regression) is also used to develop the correlation between images and recovery [
17].
Figure 3.
Illustration of dimension reduction using principal component analysis (PCA) with three principal components.
Figure 3.
Illustration of dimension reduction using principal component analysis (PCA) with three principal components.
Potassium ethyl xanthate (KEX) and methyl isobutyl carbinol (MIBC) were used as collector and frother, respectively. Galena was obtained from Boreal Science Company in Canada in cleaved form. The galena was crushed and dry ground to −106 μm. The particle size distribution of the ground galena sample is presented in
Table 2.
Table 2.
Particle size distribution for galena feed.
Table 2.
Particle size distribution for galena feed.
| Passing Size (μm) | Cumulative Weight % |
|---|
| 106 | 100 |
| 75 | 96 |
| 45 | 37 |
| 38 | 30 |
The output of the flotation process, recovery, is dependent on the air flow rate, impeller speed, collector dosage, and frother dosage. In order to capture a wide range of these operating conditions, a fractional factorial design was used to generate different operating conditions and levels of these factors, as summarized in
Table 3. In each run, after selecting a desired operating condition, galena was mixed with water in the concentration of 50 g galena/1.5 L water. First, the slurry was conditioned with collector and frother for 2 and 6 min, respectively. Then, air was supplied to the cell and froth was collected at intervals of 10 s up to 100 s, and at 50 s intervals for the next 200 s. The collected froth was dried after vacuum filtration and weighed for recovery calculation. Also, images of top surface of the froth were extracted at sample time intervals of 1 s.
Table 3.
Operating conditions used in the factorial experimental design.
Table 3.
Operating conditions used in the factorial experimental design.
| Runs | Air Flow Rate | Impeller Peed | Frother (MIBC) Dosage | Collecter (KEX) Dosage |
|---|
| (L/min) | (rpm) | (mL/L slurry) | (mol/L slurry) |
|---|
| 1 | 8 | 500 | 0.042 | 10−5 |
| 2 | 14 | 500 | 0.042 | 10−5 |
| 3 | 8 | 1100 | 0.042 | 10−3 |
| 4 | 14 | 1100 | 0.042 | 10−5 |
| 5 | 8 | 500 | 0.042 | 10−5 |
| 6 | 14 | 500 | 0.1 | 10−5 |
| 7 | 8 | 1100 | 0.1 | 10−5 |
| 8 | 14 | 1100 | 0.1 | 10−3 |
For testing the fault detection algorithm, an operating condition was selected and a step disturbance was introduced either in the air flow rate or the impeller speed. For the first disturbance test, the conditions of run 8 (described in
Table 3) were used initially, and the air flow was then decreased from 14 to 8 L/min at time
t = 5 s. For the second disturbance test, the conditions of run 1 were used initially, and the impeller speed was changed from 500 to 1100 rpm at time
t = 5 s.
3. Model Development
A flotation cell consists of two distinct phases: a pulp phase and a froth phase with various inter and intra-phase processes involved in the transport of material. The proposed framework in this research is based on a multi-scale approach, where attachment processes are coupled to equipment scale and inter-phase processes. This was achieved by formulating population balance, hydraulic force balance, mass transfer and kinetic rate equations for attachment and detachment and entrainment/drainage of mineral particles.
A mineral particle can be present at any of these three states,
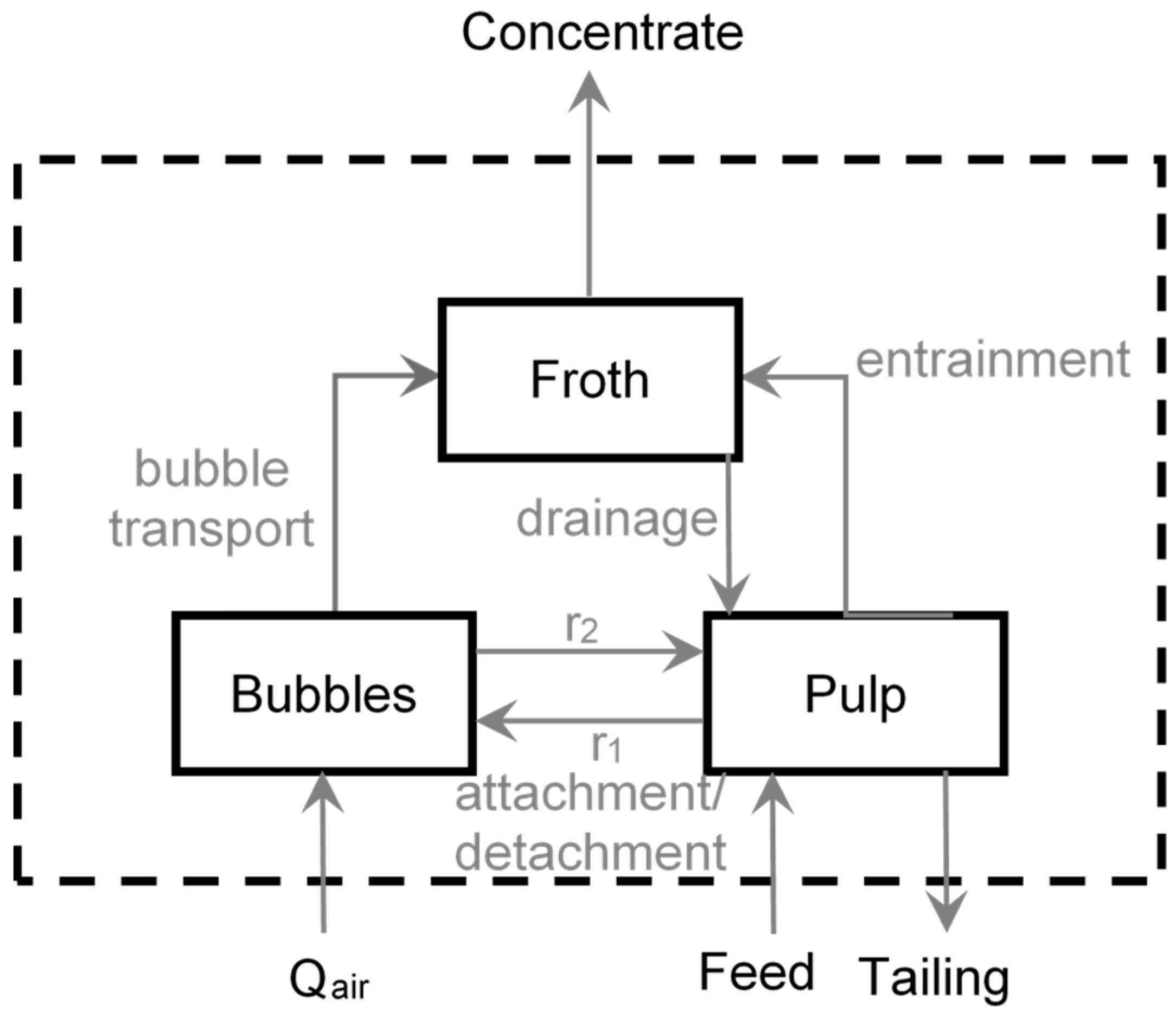
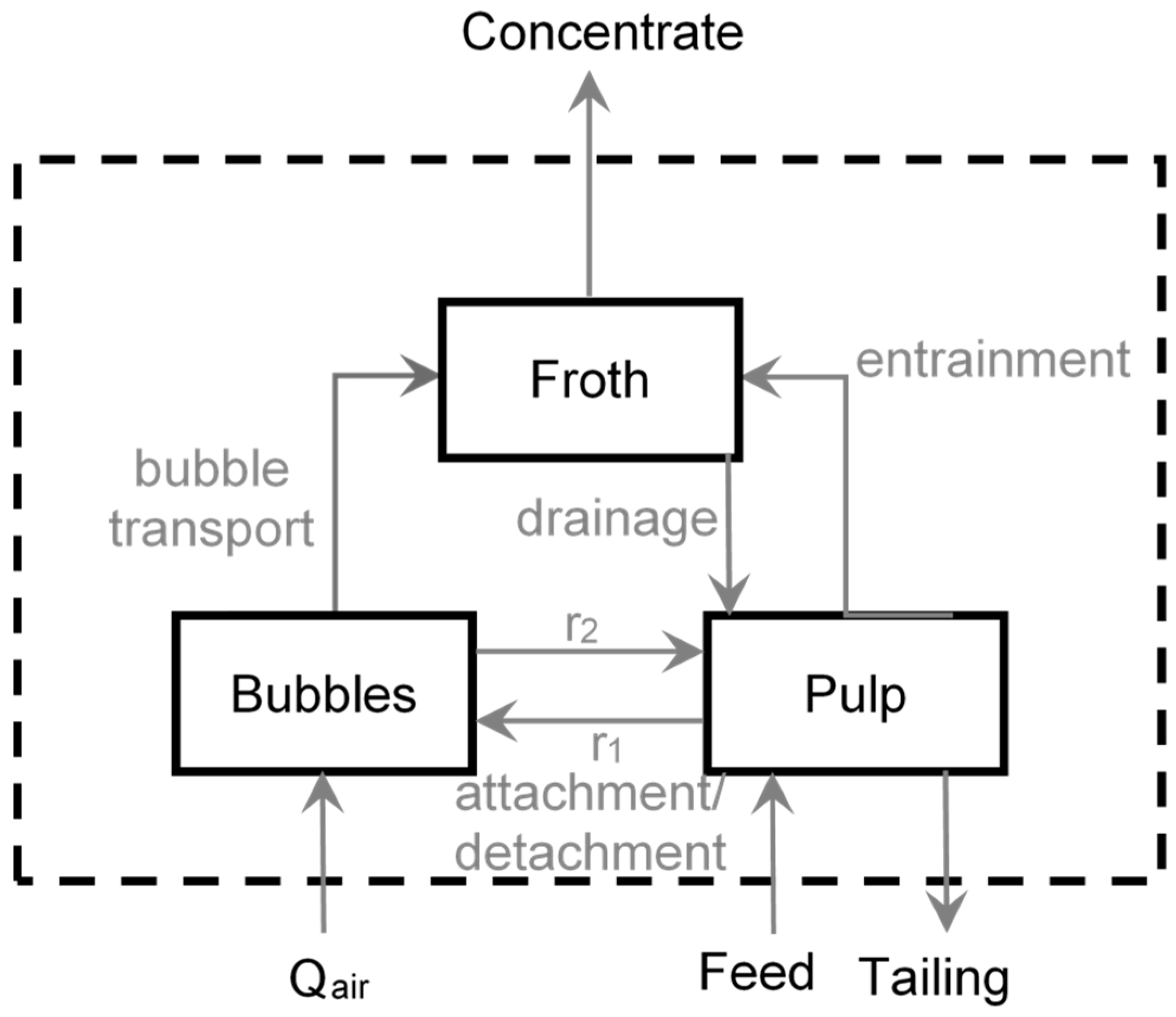
i.e., (1) attached to the bubbles in the pulp phase, (2) free in the pulp phase, or (3) attached to the bubbles in the froth phase. Particles could also be “free” in the froth phase, in water films and plateau borders, although the number of such particles may be small. However, in order to focus on the attachment and detachment, these particles were ignored in this study. The modeling framework that has been proposed is represented in
Figure 4.
There are several mass transfer and kinetic processes between the three phases in the cell; they are summarized below:
Selective attachment of mineral particles to the bubbles in the pulp phase (first order rate process, );
Detachment of particles from bubbles in the pulp phase (first order rate process, );
Transfer of particles that are attached to bubbles into the froth phase;
Transfer of free particles from the pulp phase to the froth phase by entrainment and transfer of liquid (water) from the froth back to the pulp phase;
Drop-back of particles from the froth to the slurry. These particles could be free particles in the froth phase, or attached particles that were detached at some point in the froth phase. At our level of modeling, we have opted for simplicity and do not distinguish between these two types of particles.
Figure 4.
Schematic representation of the flotation modeling framework.
Figure 4.
Schematic representation of the flotation modeling framework.
These sub-processes and recovery can be mathematically described using the following equations. The ordinary differential Equations (3)–(5) represent the mass balances for valuable mineral particles attached to the bubbles in the pulp phase, the particles that are free in the pulp phase and the particles that are attached to the bubbles in the froth phase, respectively, and Equation (6) represents the recovery of the valuable mineral particles.
Here, y is the instantaneous recovery of galena, is the concentration of particles on the surface of the bubbles in the pulp, is the concentration of particles free in the pulp, is the concentration of particles attached in the froth, is the first order rate constant for attachment, is the first order rate constant for detachment, is the rate of removal of material in the concentrate product, is the volume fraction of air, is the volume of the pulp phase, is the volume of the froth phase, is the air flow rate, is the volumetric flow rate of slurry from the pulp to the froth layer, is the volumetric flow rate of liquid drainage from the froth layer to the pulp phase.
The attachment rate constant, , and the detachment rate constant, , are further dependent on various probabilities as discussed in the subsequent sections.
3.1. Attachment Phenomena in the Pulp Phase
Various studies have shown that the flotation process can be conceptualized as a chemical reaction [
18,
19]. The most general expression was proposed by Ahmed and Jameson [
20]:
where
and
are the concentrations of free bubbles and particles,
is the flotation time,
is the pseudo-rate constant and
and
are the orders of the reaction with respect to bubbles and particles, respectively. The pseudo-rate constant can be expressed in terms of micro-process probabilities [
21,
22,
23,
24,
25,
26,
27] based on the following assumptions: (1) the reaction is first order [
28,
29,
30], (2) the bubble concentration is constant, and (3) the volume of the removed particles is negligible [
20]. Therefore, Equation (7) can be written as:
where
is the rate constant and can be defined as:
where
is the bubble-particle collision frequency,
is the probability of bubble-particle collision,
is the probability of bubble-particle attachment by sliding,
is the probability of forming a three-phase contact,
is the probability of bubble-particle aggregate remaining stable during the transfer from the pulp phase to the froth phase and
is the concentration of bubbles without any particles attached to their surface [
18].
The number of bubble-particle collisions is defined [
31] as:
where
is the number of collisions per unit time per cell volume,
is the number of particles ready for collision,
is the number of bubbles ready for collision,
is the mean size of the aggregates and
is the turbulent aggregate velocity.
Heindel and Bloom [
23] proposed the probability of bubble-particle collision to be
where
and
are the particle and bubble radius, respectively, and
is the dimensionless particle settling velocity and is defined as
where
is the particle settling velocity and
the bubble rise velocity [
18].
The probability of attachment by sliding is expressed [
23] as:
where
where
r is approximately equal to
,
is the fluid friction factor,
is a constant representing the bubble surface mobility,
is the initial thickness of the film at the time the sliding process begins and the particle starts to contact the bubble, and
is the liquid film thickness at the time that the film starts to rupture [
18].
The probability of forming a three-phase contact,
, is assumed to be equal to unity, as it is considered to be a highly probable event [
22].
The probability of bubble-particle aggregate stability,
, is defined [
25] as
where
where
is the Kolmogorov turbulent energy density,
is the acceleration due to gravity,
is the contact angle,
is the particle density and
[
18].
3.2. Detachment Phenomena in the Pulp Phase
Bloom and Heindel [
18,
21] developed a population balance model to include both attachment and detachment phenomena that can be considered as the equivalents of forward and reverse reactions.
where
is the concentration of the bubbles to which particles are attached on their surface,
is the attachment rate constant and
is the detachment rate constant. The first term in Equation (19) represents attachment phenomena by the formation of bubble-particle aggregates and the second term represents detachment phenomena in which the aggregates become unstable and do not reach the froth layer. The detachment rate constant,
, is expressed as
where
is the detachment frequency and
is the probability of the bubble-particle aggregate becoming unstable in the pulp phase. The detachment frequency can be expressed as
where
is an empirical constant taken to be 2.
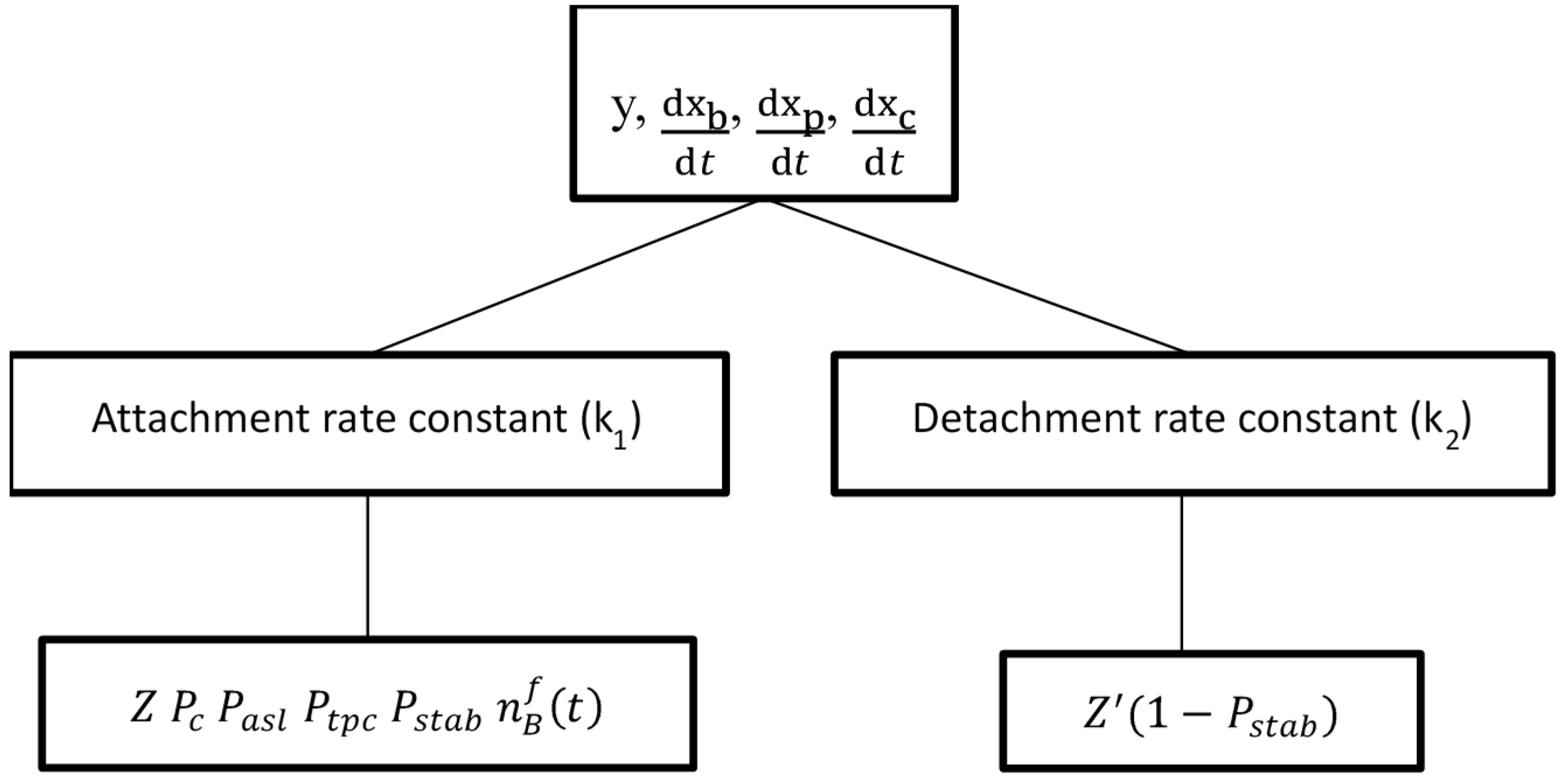
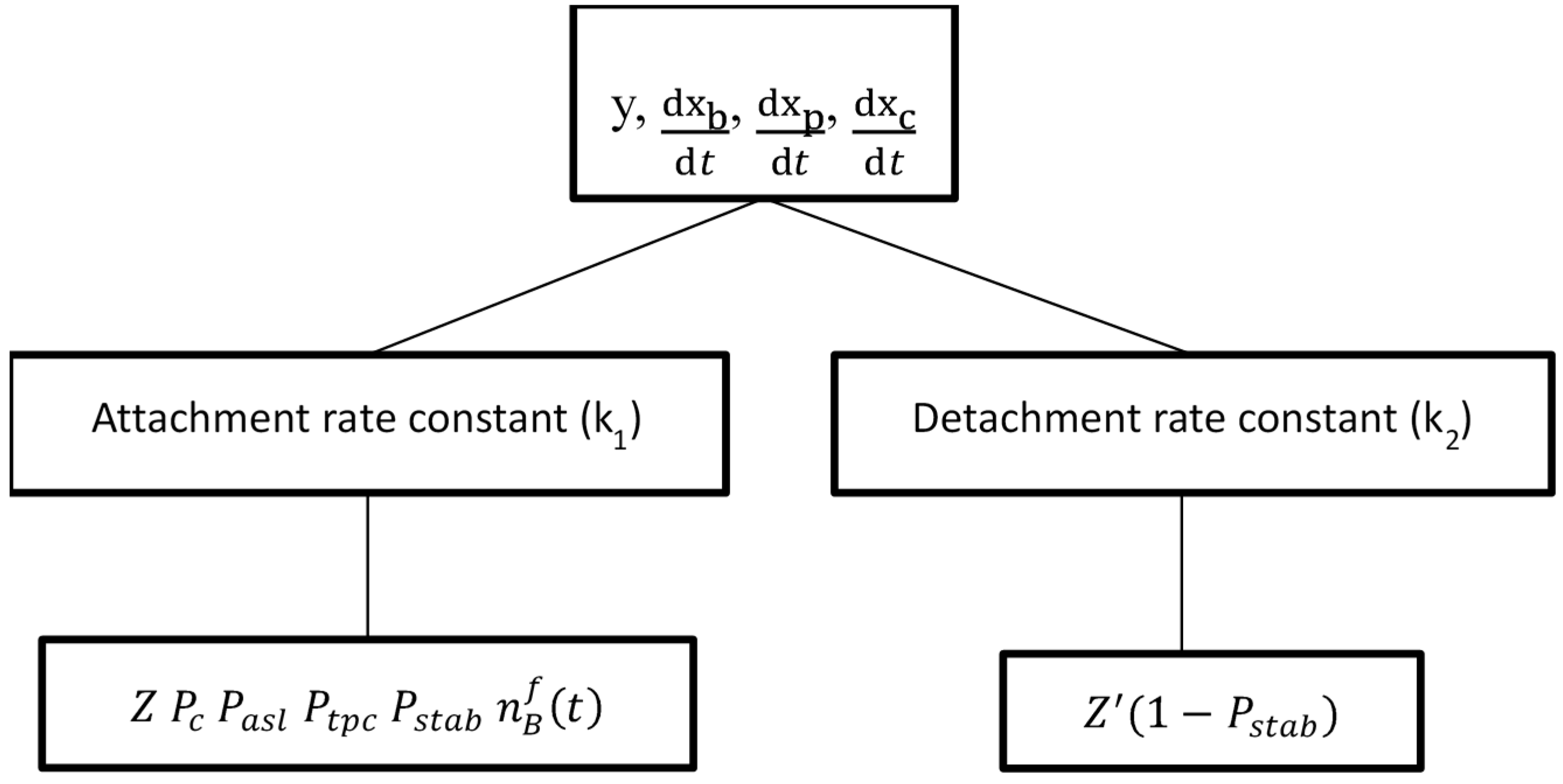
The dependence of the attachment and detachment rate constants on the probabilities of bubble-particle collision, attachment by sliding, forming a three-phase contact and aggregate stability during transfer from the pulp to the froth are summarized in
Figure 5. These relations are used in the interpretation of the online estimates of parameters and disturbances affecting the system.
Figure 5.
States and outputs of models and their dependence on model parameters. represents the output (recovery), is the concentration of particles on the surface of the bubbles in the pulp, is the concentration of particles free in the pulp, is the concentration of particles attached in the froth, is the number of collisions per unit time per cell volume, is the probability of bubble-particle collision, is the probability of attachment by sliding, is the probability of forming a three-phase contact, is the probability of bubble-particle aggregate stability during transfer from the pulp to the froth phase, is the concentration and is the detachment frequency of particles.
Figure 5.
States and outputs of models and their dependence on model parameters. represents the output (recovery), is the concentration of particles on the surface of the bubbles in the pulp, is the concentration of particles free in the pulp, is the concentration of particles attached in the froth, is the number of collisions per unit time per cell volume, is the probability of bubble-particle collision, is the probability of attachment by sliding, is the probability of forming a three-phase contact, is the probability of bubble-particle aggregate stability during transfer from the pulp to the froth phase, is the concentration and is the detachment frequency of particles.
3.3. State Space Model
For parameter estimation and online updating of the proposed model, the three differential equations (Equations (3)–(5)) are expressed in state-space form. The states and the output are given by
where
is the instantaneous recovery of galena,
is the initial mass of material in the batch flotation cell,
is the rate of removal of material in the concentrate product,
is the first state,
i.e., the mass of solids attached to the bubbles per unit volume of pulp phase,
is the second state,
i.e., the mass of solids free in the pulp phase per unit volume of the pulp phase, and
is the third state,
i.e., the mass of solids attached to the bubbles in the froth phase. The input for the state-space model is the air flow rate. The parameters of the proposed state space model are defined in
Table 4.
Table 4.
Parameters used in the state space model.
Table 4.
Parameters used in the state space model.
| Parameter | Definition |
|---|
| |
| |
| |
| |
| |
| |
| |
| |
| |
6. Conclusions
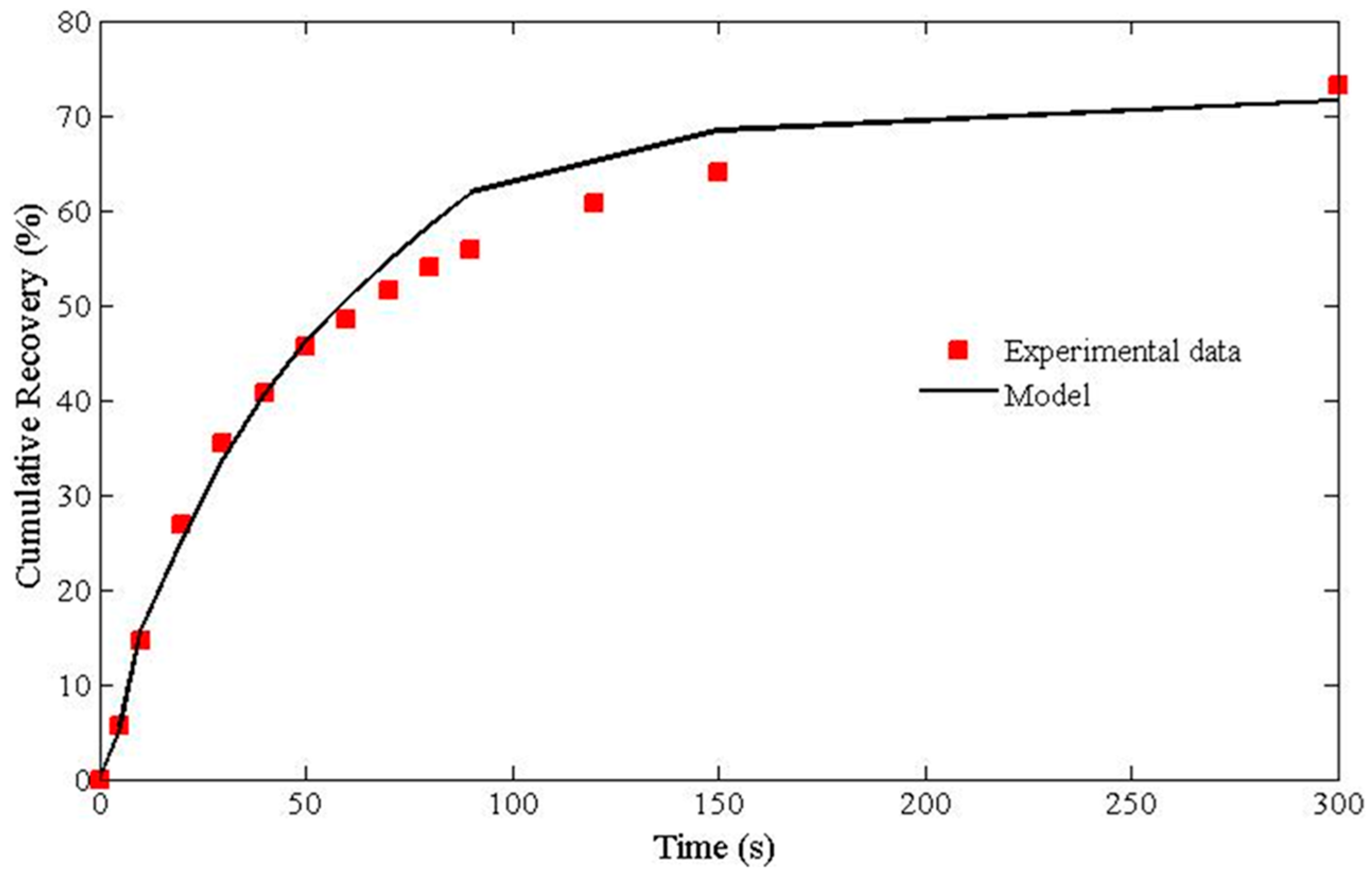
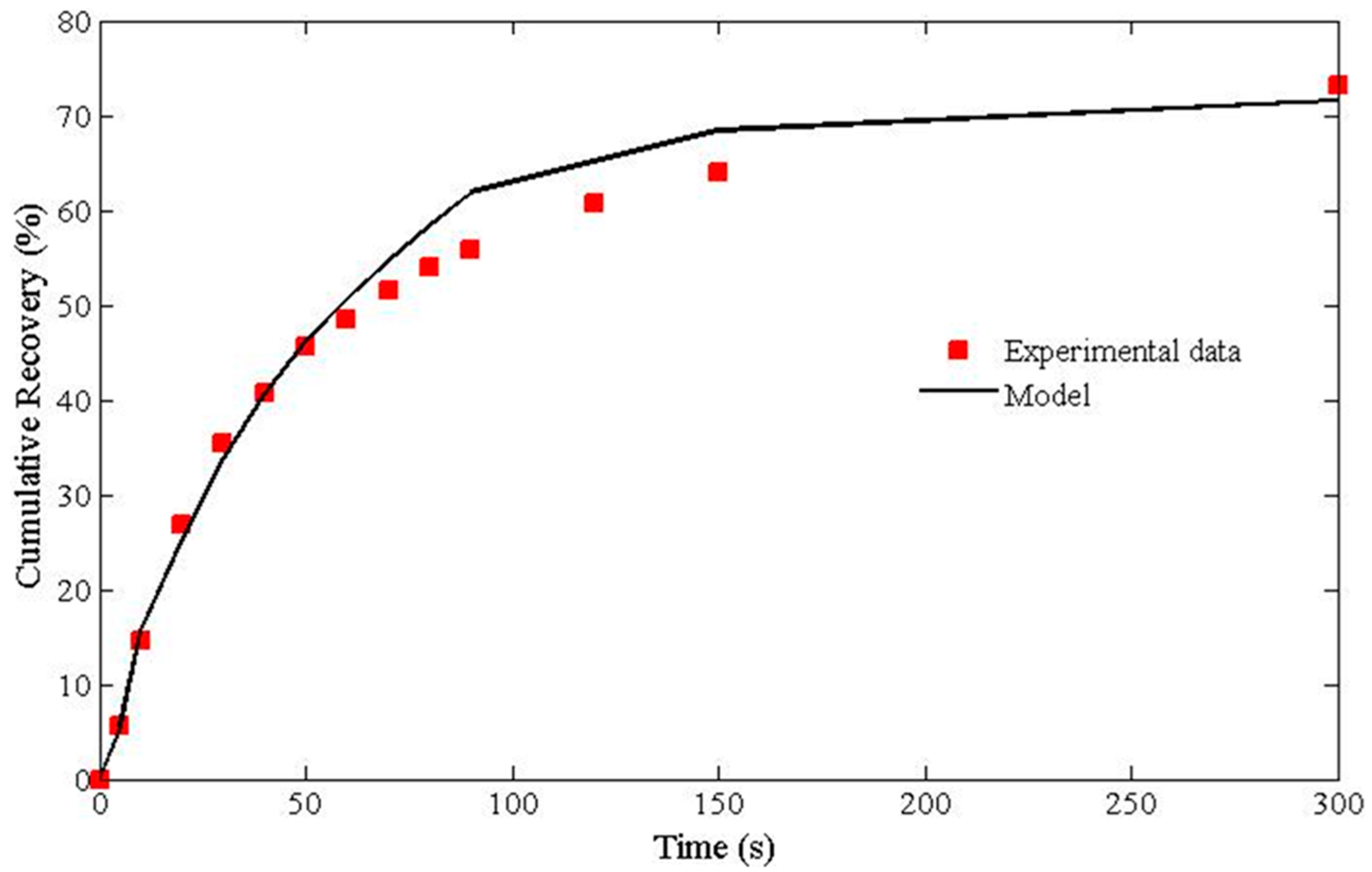
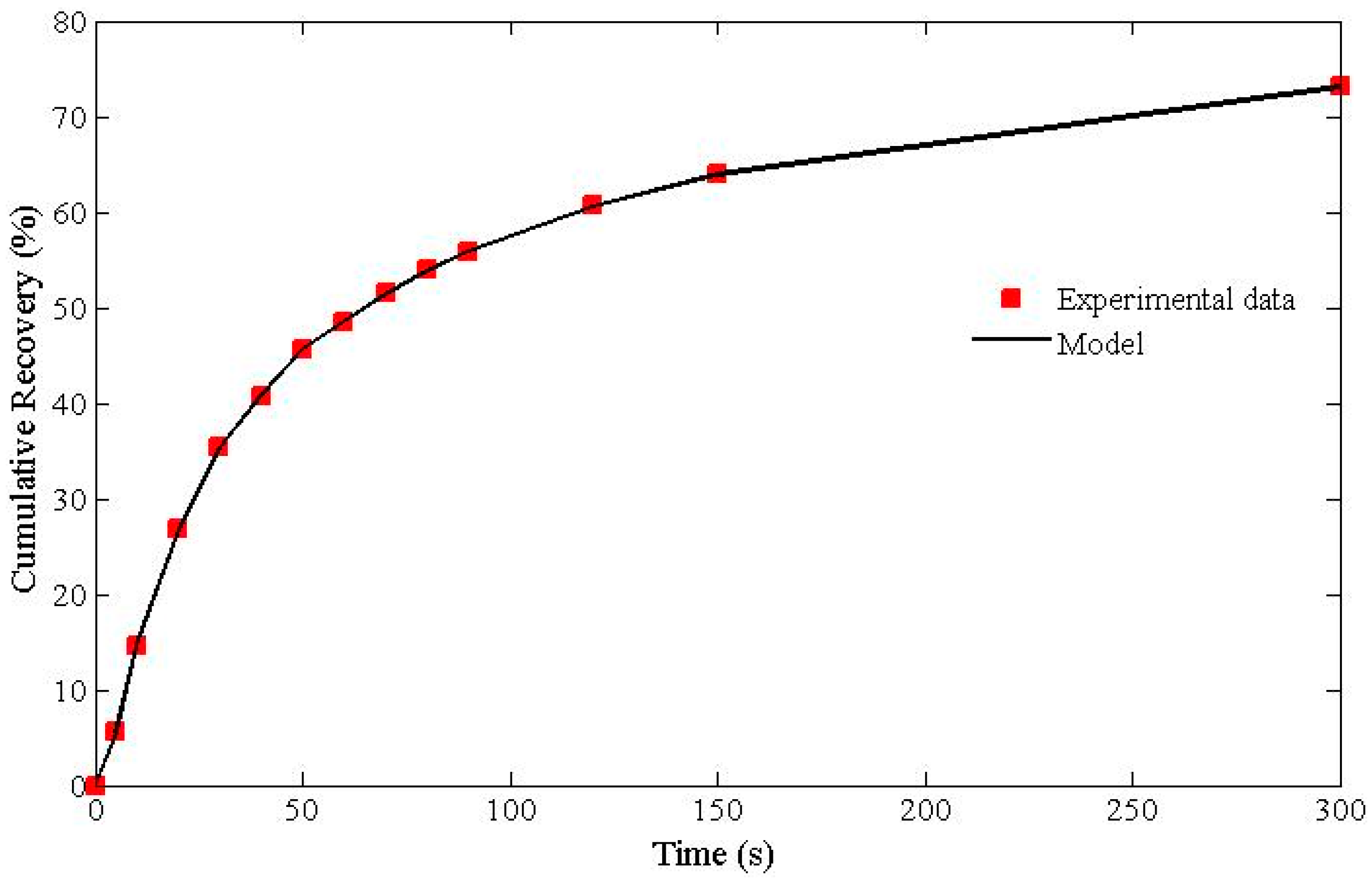
A fundamental model for batch froth flotation was developed based on descriptions of bubble-particle collision, attachment, and detachment coupled with bubble and liquid transport. Real-time measurements of froth bubble size and velocity utilizing image processing techniques were injected into the model. Offline parameter estimation was used to verify the validity of this model for describing the dynamics of batch froth flotation processes.
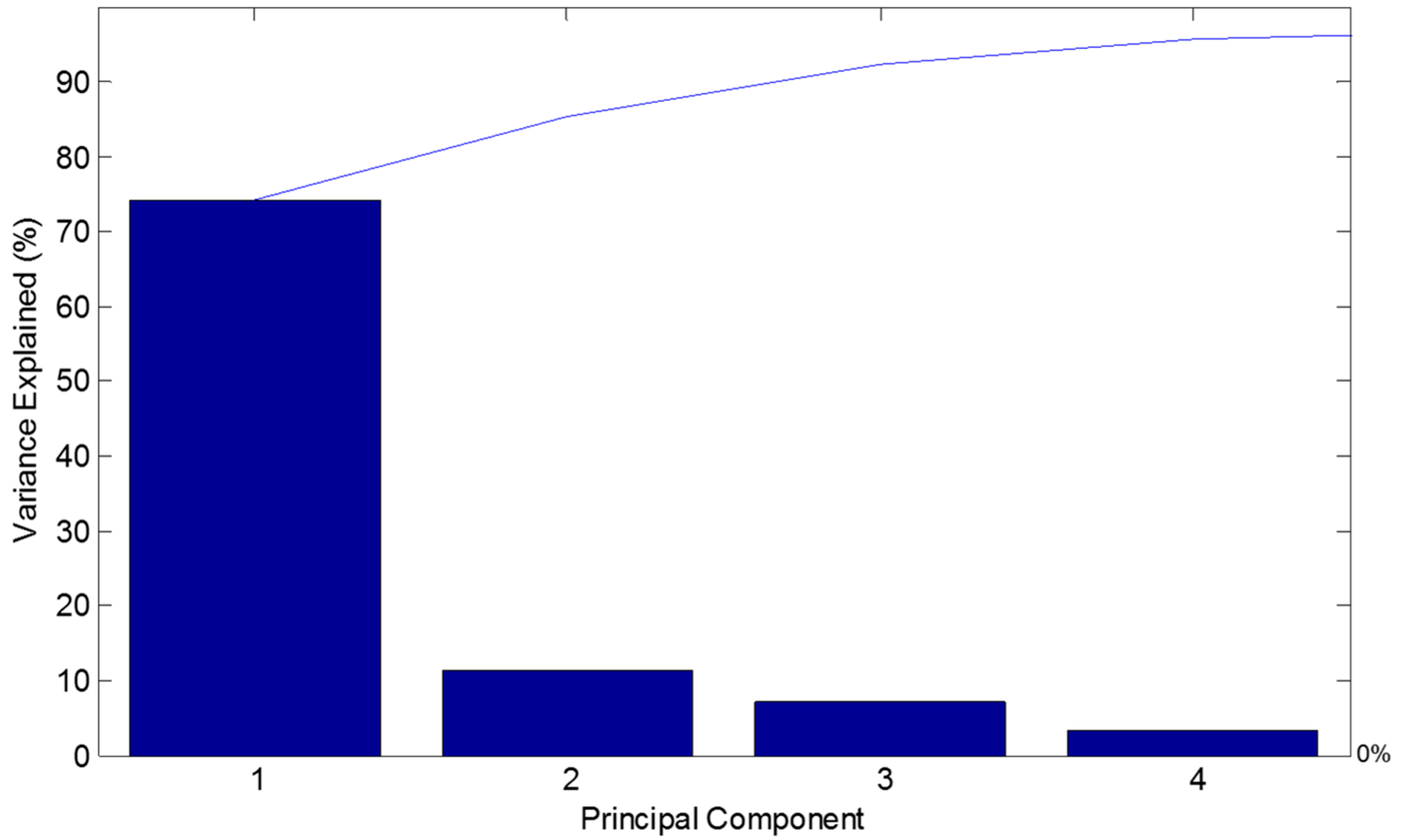
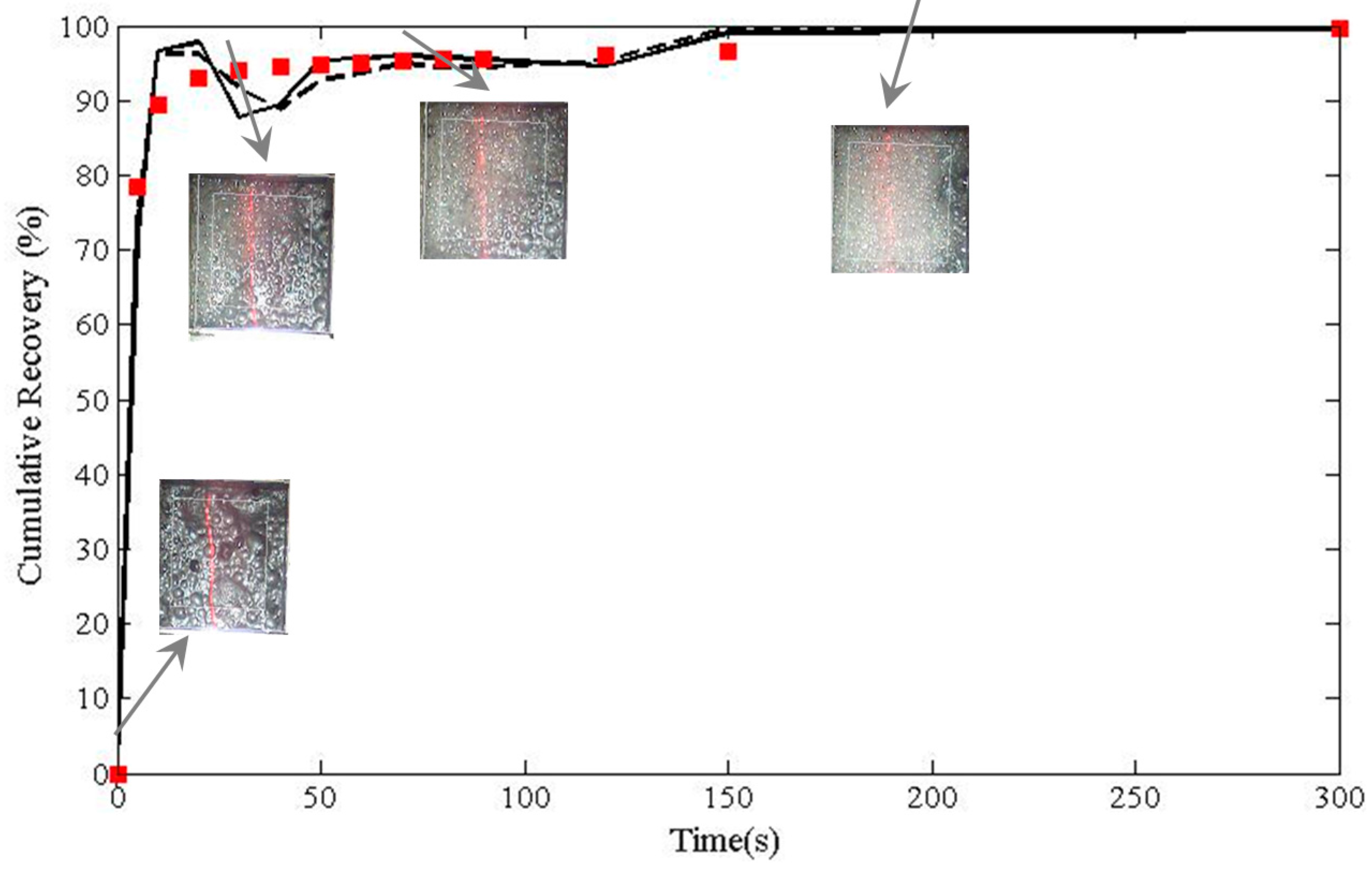
Statistical methods such as principal component regression and partial least squares regression were used to calibrate the real-time froth surface images against the recovery measured offline. Both the methods described the recovery well in real time and were successful in reducing the dimension of image features significantly without any substantial loss of information or prediction capability.
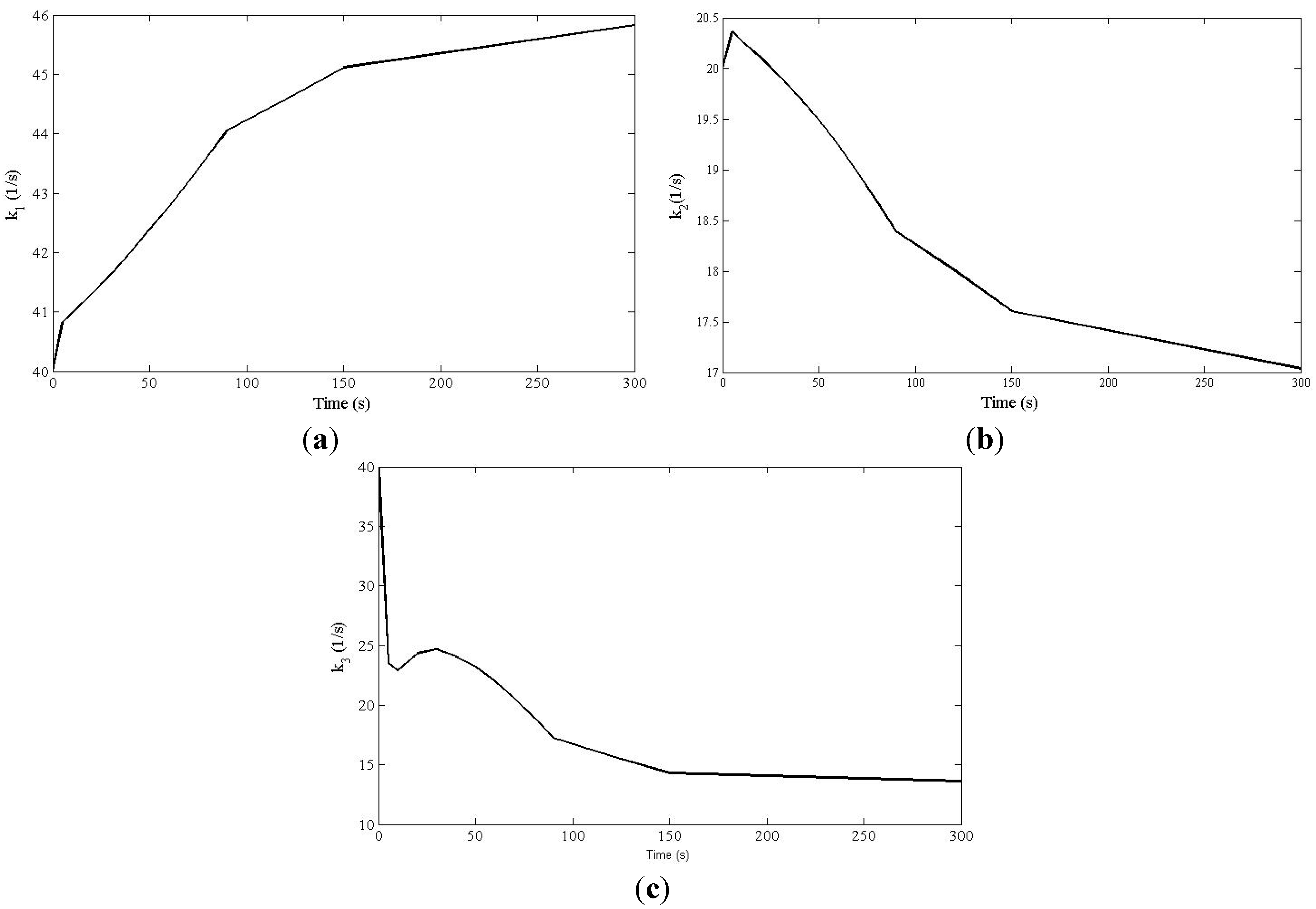
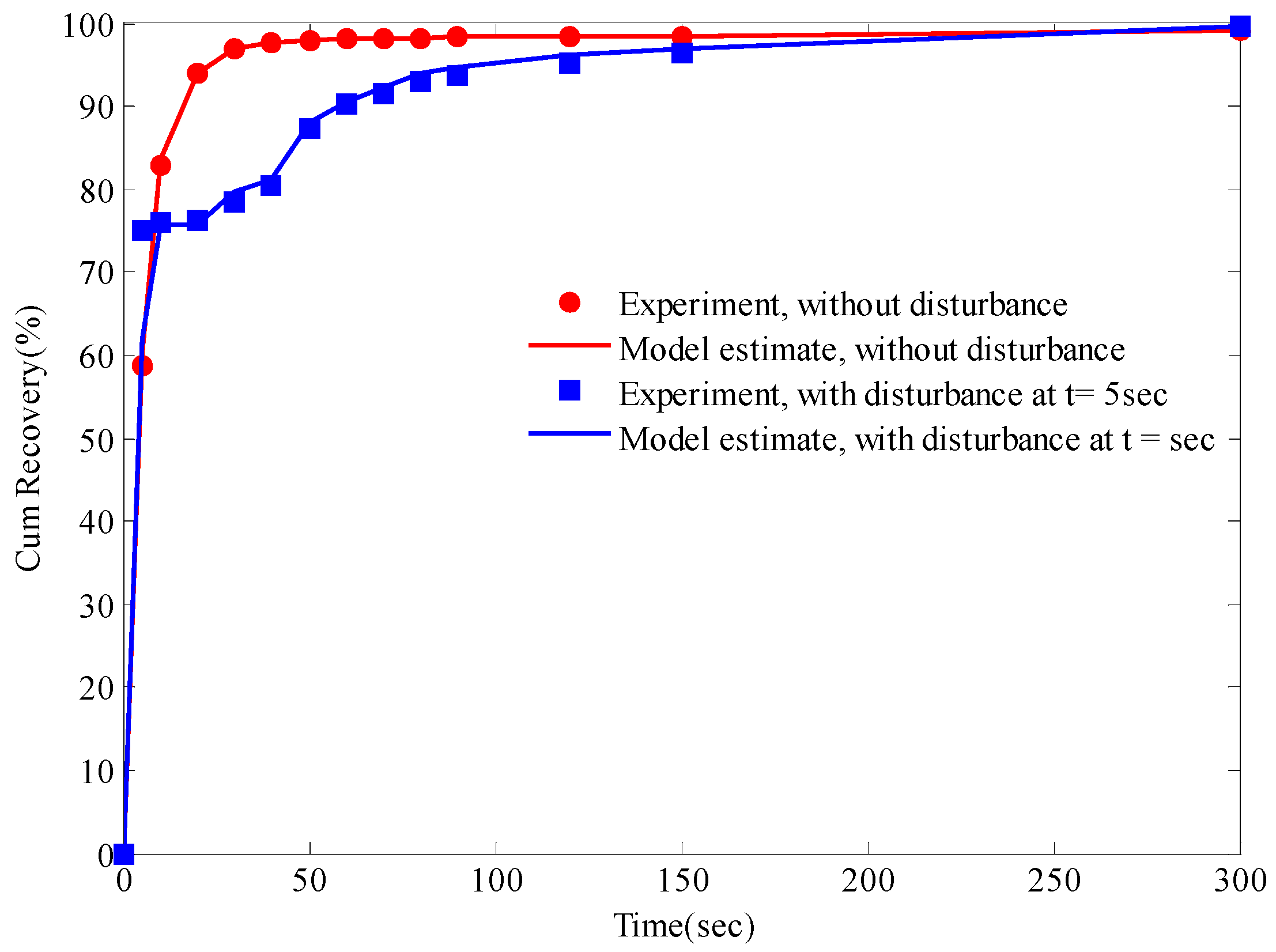
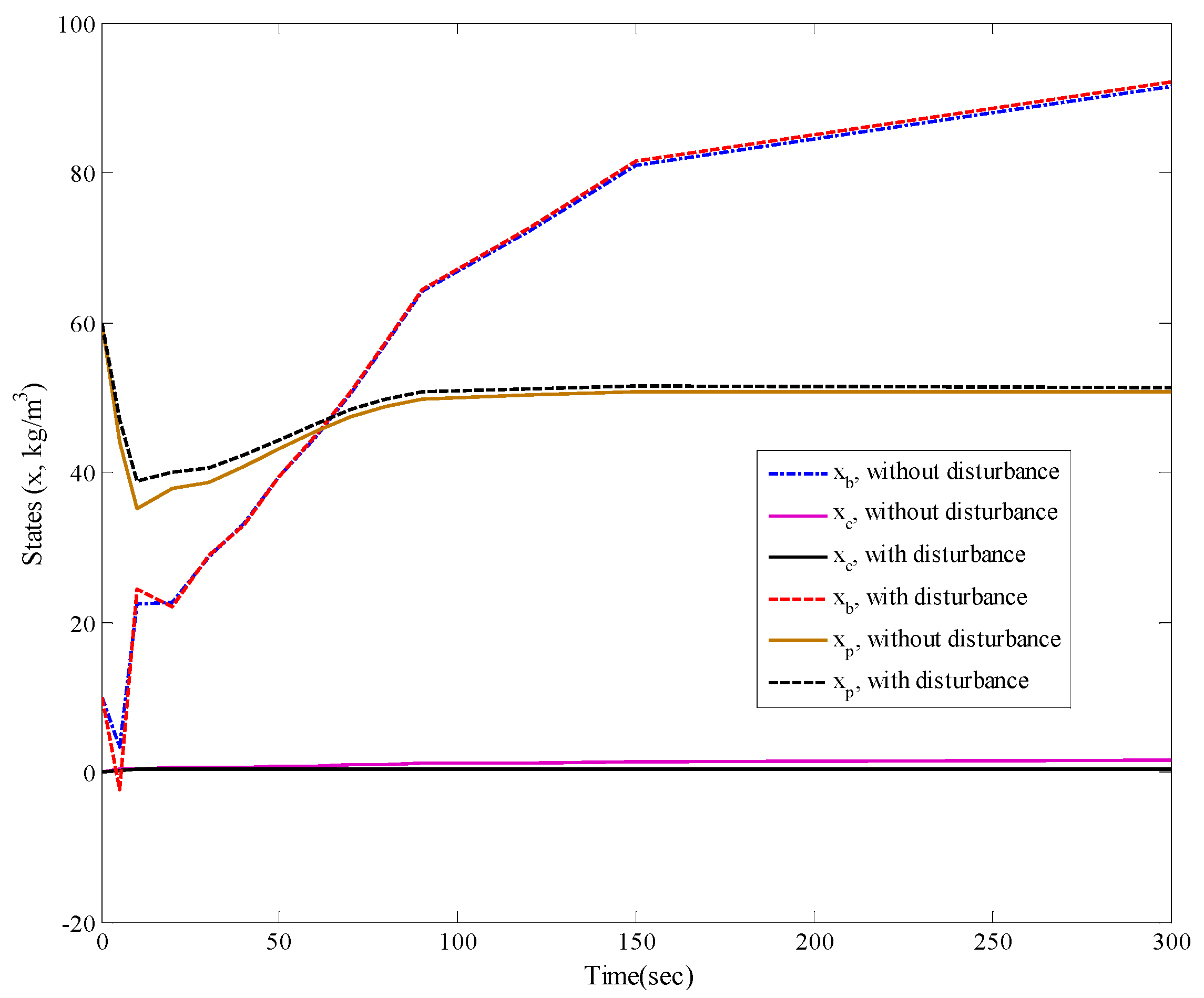
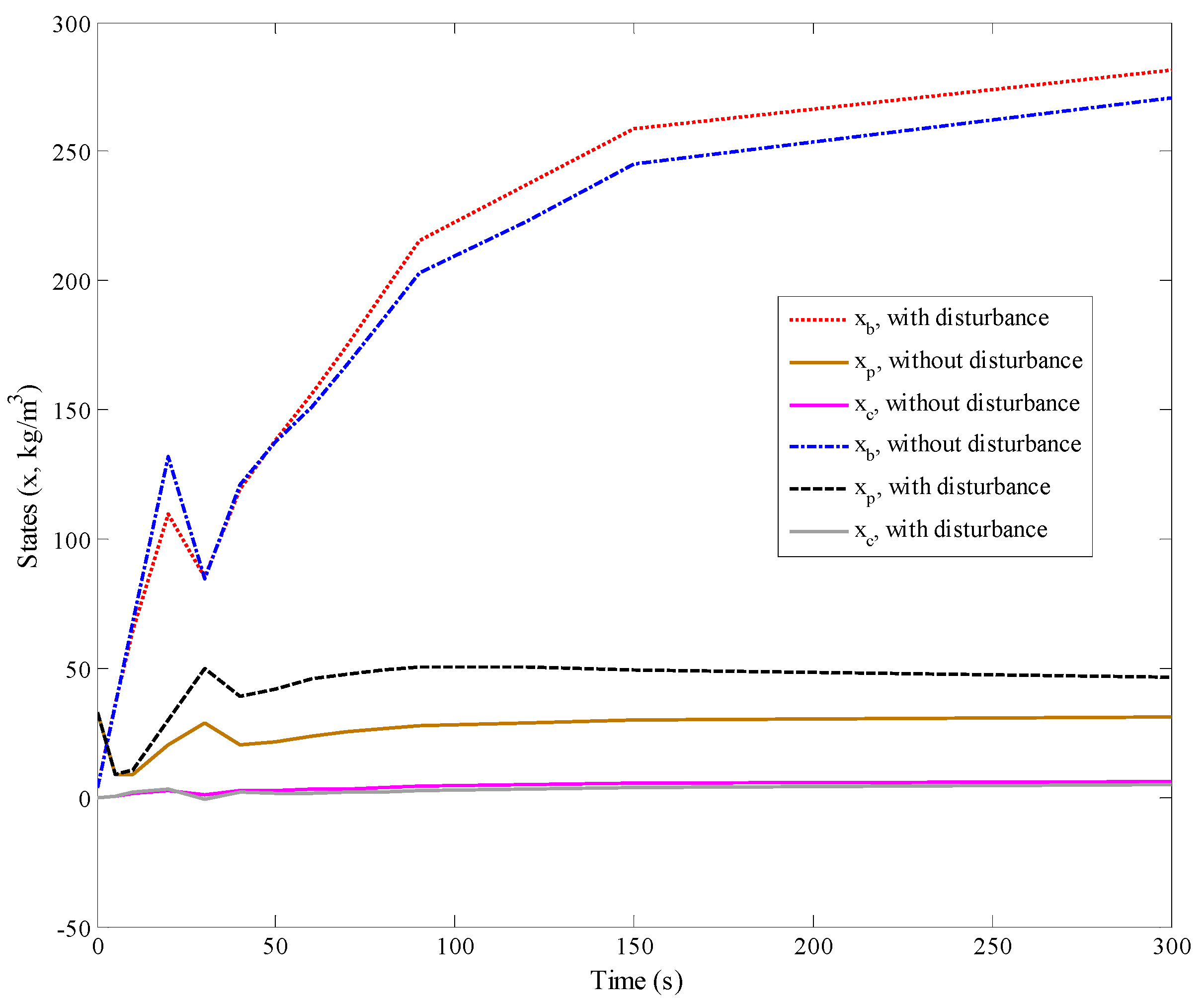
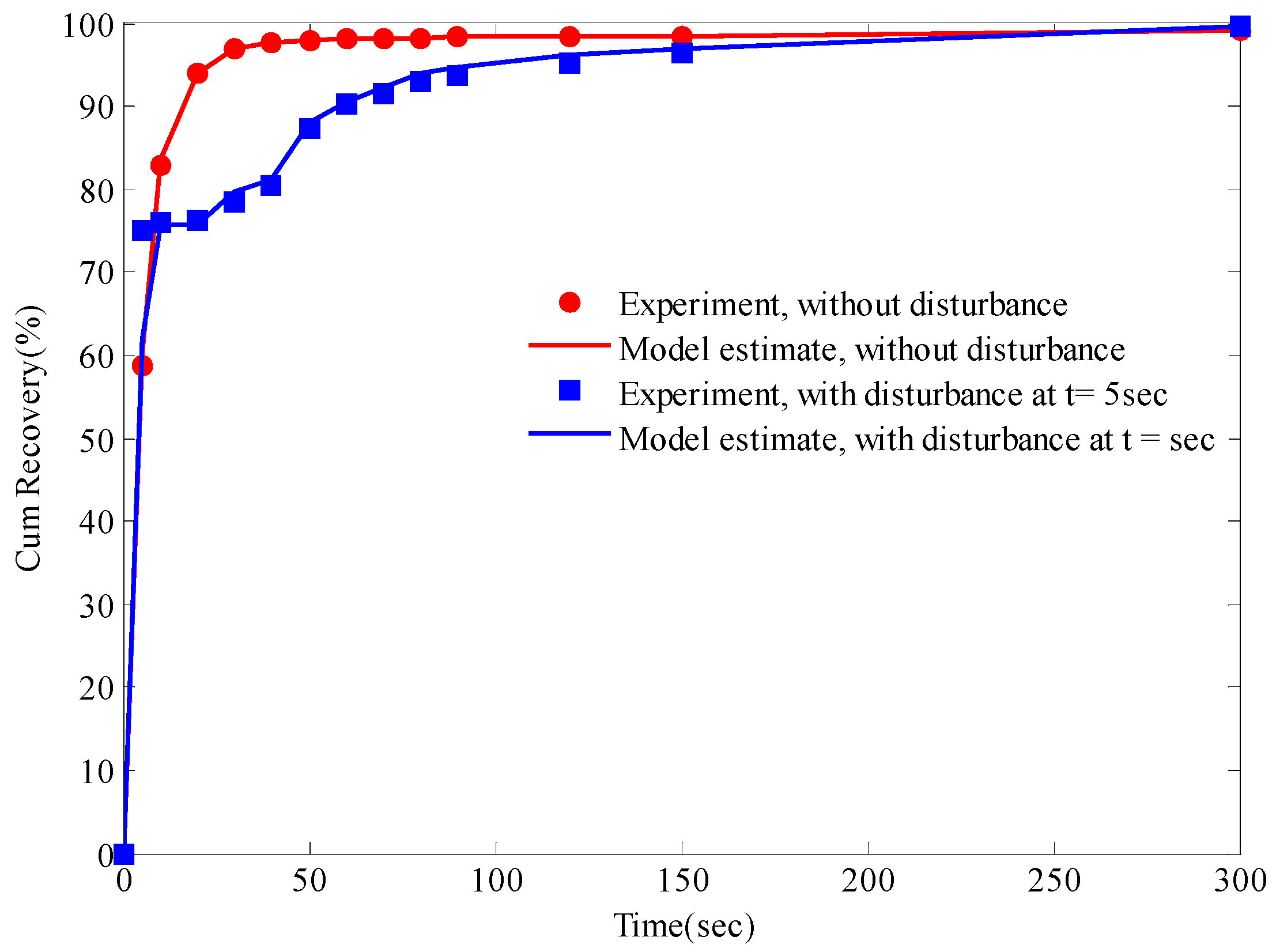
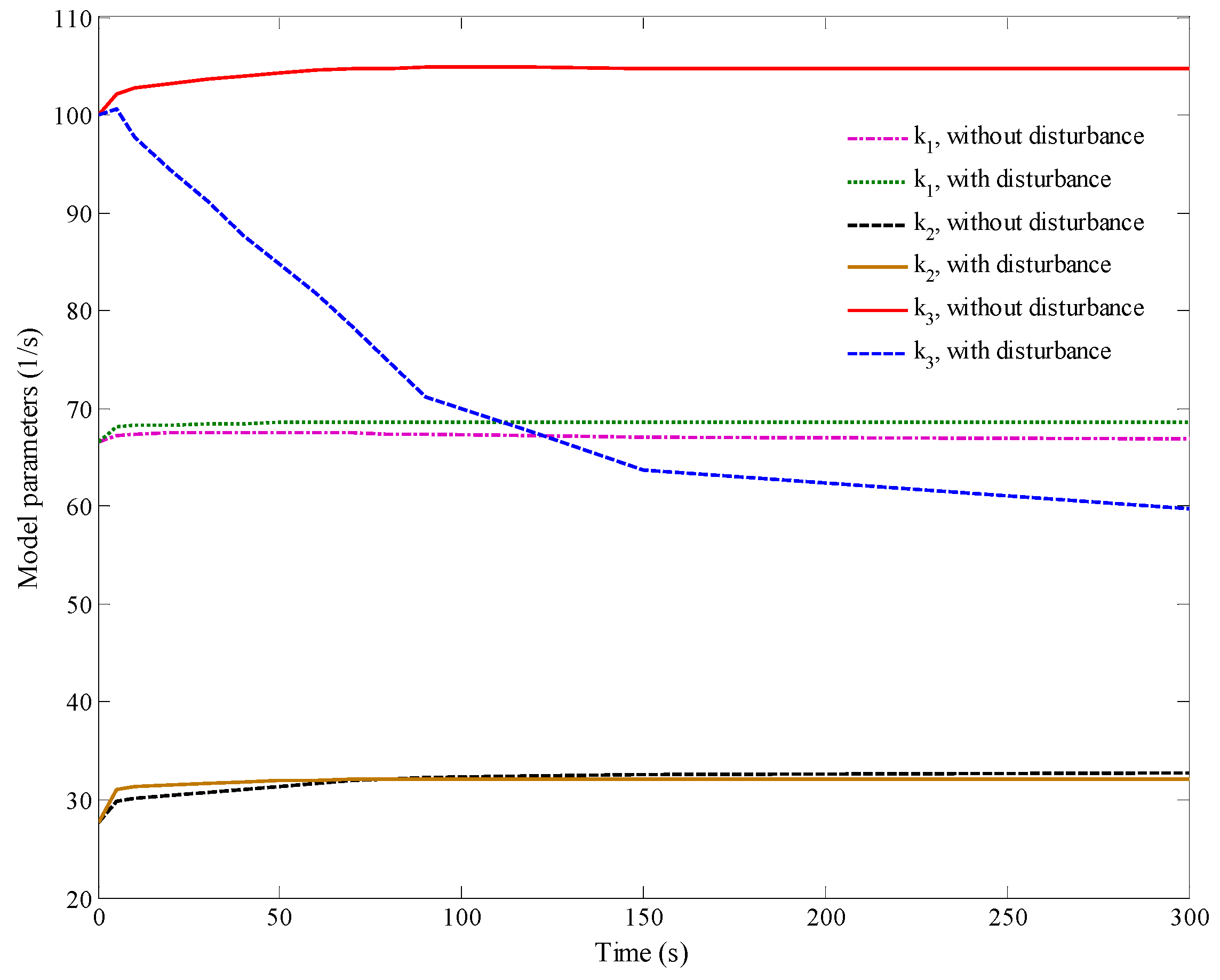
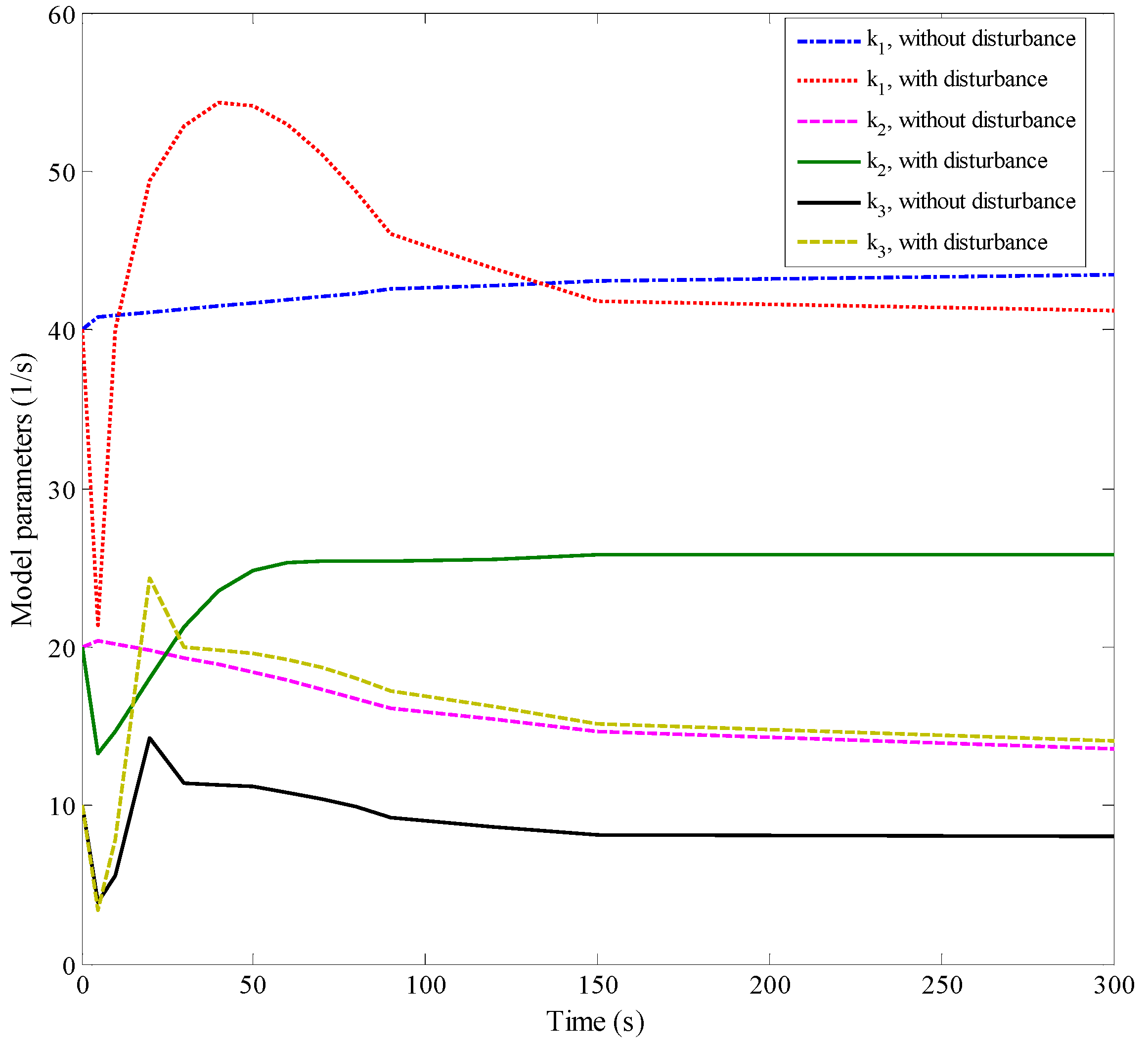
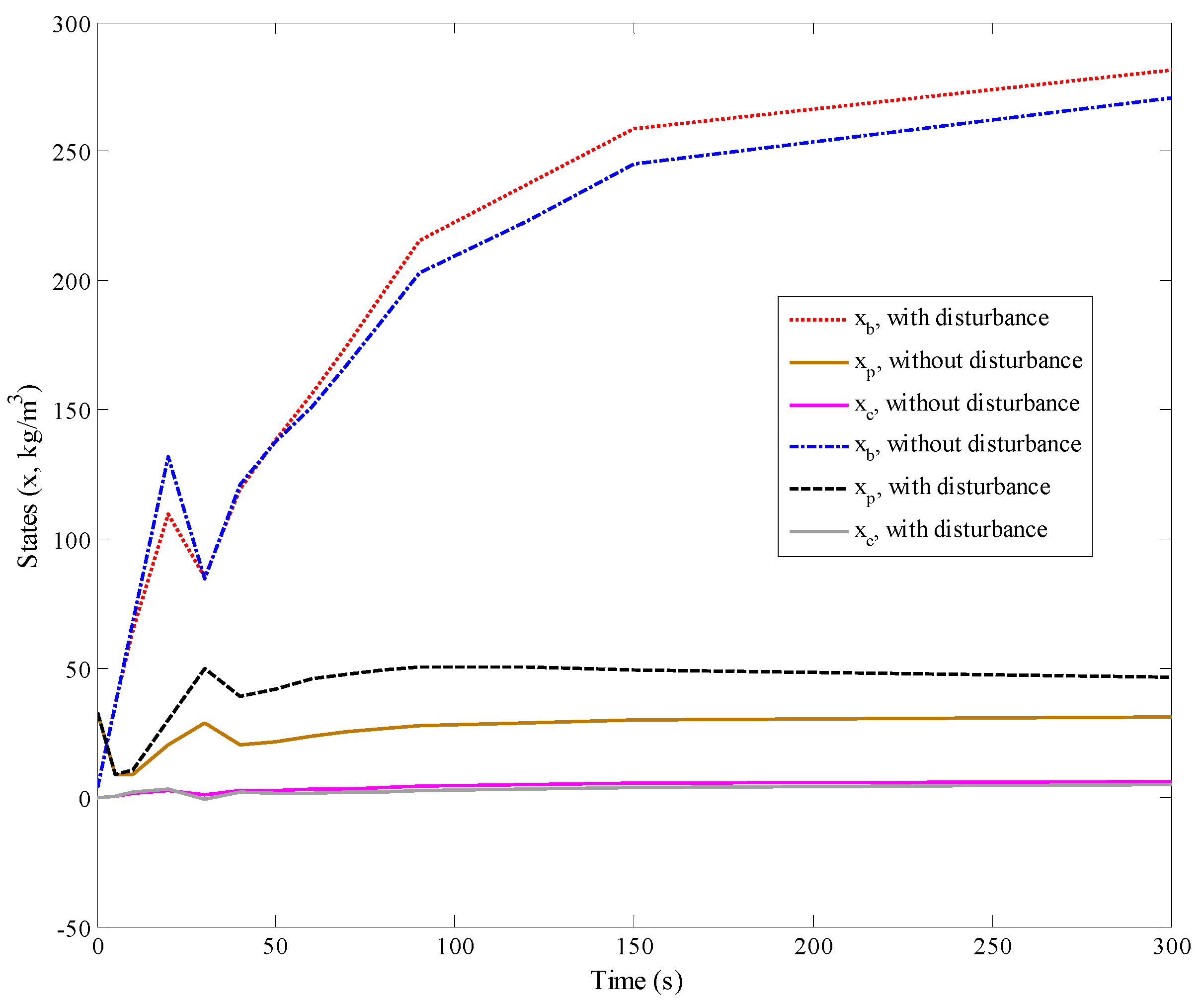
Methods based on advanced state and parameter estimation techniques (extended Kalman filtering) were used to update the models and their parameter estimates in real time based on the online measurements. Validation with experiments confirmed that process dynamics were captured both in normal operations as well as in the presence of disturbances affecting the batch flotation process.
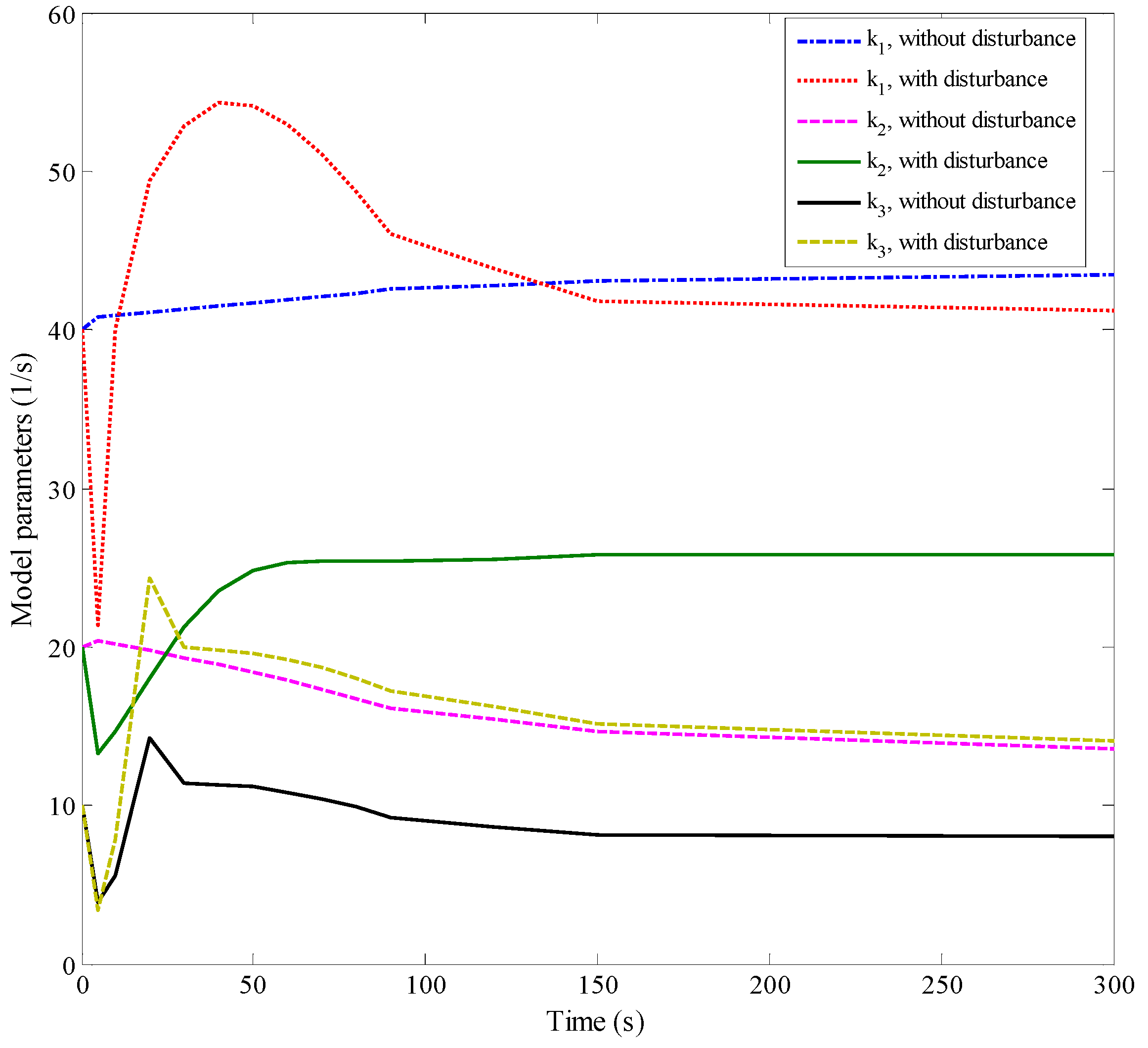
Disturbances in the air flow rate and impeller speed were induced in the system. Based on the updated parameter estimates (using the EKF), heuristics were developed and validated that could discriminate between various disturbances affecting the system, thus providing a proof of concept that monitoring using real-time updated fundamental models provides physical insight into the batch flotation process.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}