1. Introduction
Gravity separation is one of the oldest mineral processing techniques [
1,
2]. Common gravity separation technologies exhibit distinct flow characteristics and separation mechanisms. Shaking tables rely on the combined effect of water flow and mechanical vibration to stratify particles on an inclined surface based on differences in density and particle size [
3,
4,
5]. Spiral chutes utilize helical channels, where particles move under the influence of centrifugal and gravitational forces, allowing for separation according to specific gravity [
6,
7,
8]. Dense media separation (DMS) employs a high-density suspension (such as magnetite or ferrosilicon) to create a medium of tunable density, enabling the separation of light and heavy particles through sink–float behavior [
9,
10,
11]. Fluidized bed classifiers establish a stable fluidized zone using upward water flow, where particles either settle or remain suspended depending on their size and density [
12,
13,
14,
15,
16]. In essence, all these methods exploit the density differences among particles for separation, causing them to experience varying magnitudes of gravity and fluid dynamic forces in a moving medium. These differences result in stratification based on particle density [
17,
18]. During the separation process, particle groups typically undergo three stages: suspension, stratification, and separation [
1]. In a fluid medium, particles are dispersed via mechanical forces such as buoyancy and drag. Due to differences in their motion states, such as direction and velocity, particles begin to migrate along different paths, which leads to stratification based on density or particle size. By selectively discharging material from the different layers, effective particle separation can be achieved [
19,
20,
21].
During the motion of particle assemblies in a fluid medium, interactions between solid particles and the surrounding fluid cause the settling velocity of individual particles to be affected by the presence of other particles [
22]. In 1954, Richardson and Zaki [
23] proposed an empirical formula to describe hindered settling velocity. According to their formula, the ratio of hindered to free settling velocity is positively correlated with the particle volume fraction. As the volume fraction increases, stratification based on density becomes more pronounced. The core of this theoretical framework is represented by Equation (1):
where
represents the ratio of hindered to free settling velocity.
and
are the particle diameters of two particles with different densities that exhibit the same hindered settling velocity, with
>
.
and
represent the volume fractions of the two types of particles with different densities in the medium, respectively. The exponent
is typically taken as 2.39 in the inertial (vortex-dominated) regime and 4.78 in the viscous (friction-dominated) regime. The term
refers to the ratio of free settling velocities, with its calculation given in Equation (2):
where χ
1 and χ
2 are the sphericity coefficients of the two types of particles, while δ
1 and δ
2 are the densities of the two types of particles, with δ
1 > δ
2. The values of
and
are provided in
Table 1.
When particle groups move along inclined channels or surfaces, they are subjected not only to all the aforementioned mechanical forces but also to interlayer repulsive forces. This additional force is caused by differences in the velocity at both ends of the particles due to the distribution of water flow velocity with depth. This theory was first proposed by Bagnold [
26], with its core equations represented by Equations (3) and (4).
Here,
and
denote the inertial shear and viscous shear stress, respectively, expressed in N/m
2. The parameter
represents the linear concentration of the suspension, defined as the ratio of the total between the total linear length of solid particles within a per unit volume and the loosened interstitial length. The term
corresponds to the velocity gradient along the thickness direction of the fluid layer. The linear concentration
β can be further calculated using the volumetric concentration, as described in Equation (5):
where
and
represent the volumetric concentrations of the bed in its loosened and naturally settled states, respectively.
Driven by the above-mentioned theories, reflux classifiers designed for various application scenarios have experienced rapid development. Among these, the liquid–solid fluidized bed separator, which is commonly used in coal beneficiation and also referred to as the teetered bed separator (TBS), is a typical device based on hindered settling theory [
27,
28,
29]. Representative gravity separation equipment mainly based on inclined flow theory includes shaking tables [
30,
31,
32] and inclined plate settler [
33,
34]. A novel gravity separation device, the reflux classifier, combines the liquid–solid fluidized bed separator with an inclined plate thickener [
35,
36], incorporating the application of both theoretical principles within a single apparatus. However, in separation devices based on these theories, there exist challenging issues that are difficult to resolve. From the hindered settling equivalence ratio formula, we know that the higher the volumetric concentration of solids in the suspension, the greater the
value, and the less influence the particle size will have during separation. Yet, as the solid volume fraction increases, the looseness or dispersion of the particle bed decreases, which negatively impacts particle stratification and separation. This creates a contradiction in the system between enhancing density-based particle separation through an increased volume fraction and maintaining sufficient loosening of the particle bed. When the volume fraction of the particles becomes too high, the degree of suspension in the particle bed diminishes, which affects the dispersion of particles prior to separation. Therefore, in fluidized bed separation, achieving adequate suspension of the particle bed requires increasing the fluidization water velocity, whereas achieving a high-volume fraction necessitates reducing the fluidization water velocity. These two objectives are inherently contradictory, and thus, a compromise and balance must be struck during operation.
To address the aforementioned issues, external energy can be introduced into the fluidized bed to enhance particle movement and improve the fluidization state [
37,
38]. Academicians Guo Musun and Li Hongzhong summarized this in the Handbook of Fluidization, stating that energy can be introduced into the fluidized bed through methods such as jetting, impact, vibration, agitation, pulsation, magnetic fields, and centrifugal forces [
39]. The essence of these methods is to enhance the loosening state of particles by introducing additional energy beyond the fluidizing water flow.
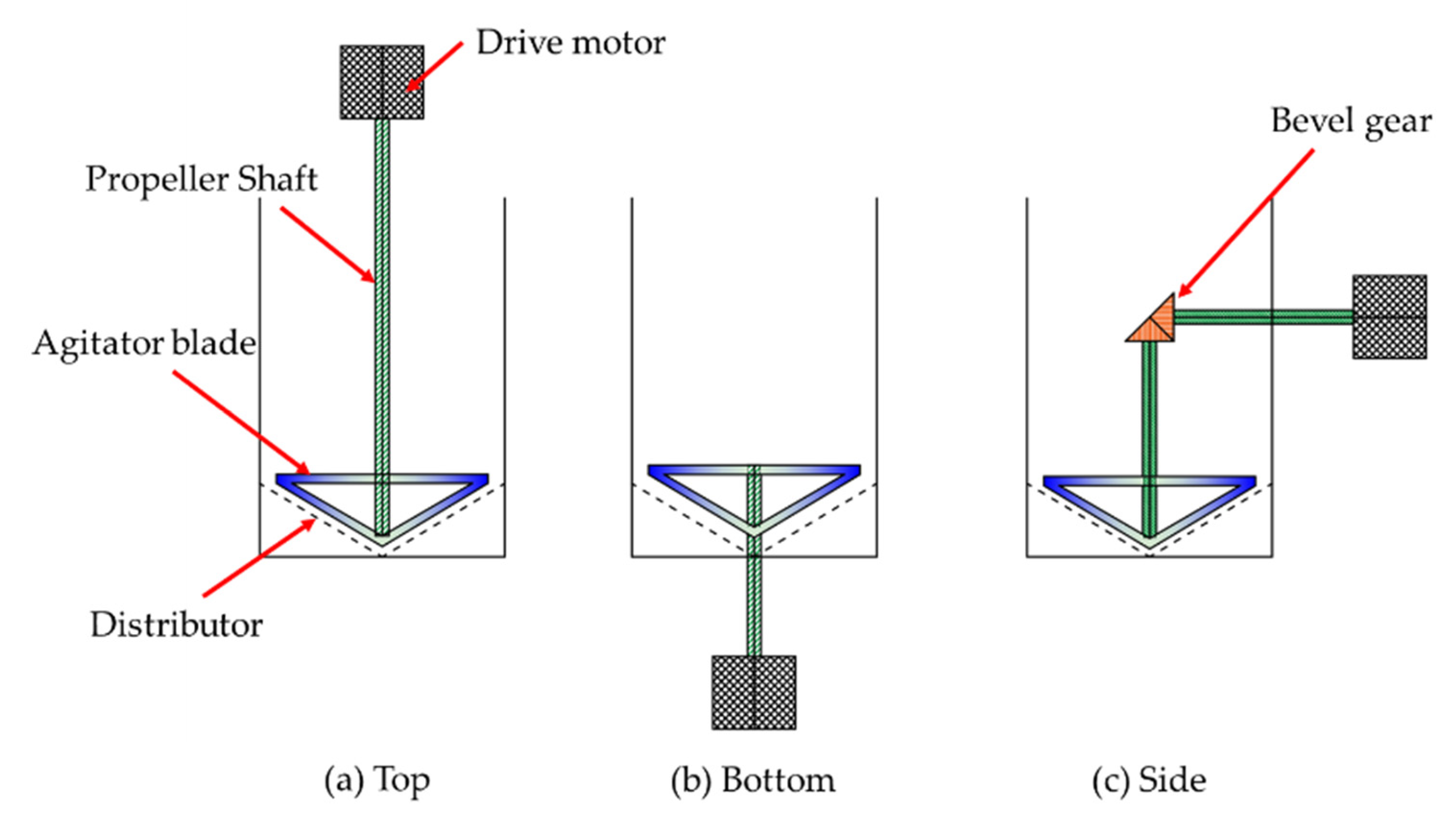
One approach involves installing an agitator within the fluidized bed, where particles are kept in suspension under the combined effects of fluid drag force and the mechanical action of the agitator blades. Such a bed is referred to as a stirred fluidized bed [
37]. There are various structural forms of agitators, with impeller designs including strip-type, frame-type, blade-type, and anchor-type configurations. Multiple impellers can be installed on the same stirring shaft, and the drive mechanism for the stirring shaft can be mounted either at the top of the bed or below the distributor [
39], as shown in
Figure 1.
Stirred fluidized beds improve the quality of fluidization, making the fluidization between particles more uniform and enabling particles within the bed to reach critical fluidization velocity at lower fluid velocities. This effect is particularly pronounced when dealing with materials that have a wide particle size distribution [
40].
The earliest experiment involving the installation of stirring devices below inclined channels was proposed by Lu Dongfang in 2011 [
41], aimed at enhancing the separation of silica minerals from bauxite. His research found that stirring devices facilitate slurry dispersion, reduce particle intermingling, and enhance particle separation. In the same year, Huang Peng used computational fluid dynamics (CFD) to study the influence of agitator blades on the flow field and optimized the design of the impeller.
This discovery was soon applied to the improvement of reflux classifiers(RCs). In 2020, Chu Haoran et al. [
42]. used a stirred counter-current RC to enrich fine-grained low-grade antimony (Sb) ore. They added rectangular-shaped stirring blades with a rotation radius of about 1 cm at the bottom of the vertical section of the RC, which is referred to as an agitated gravity separation column (AGC) in China. Their study revealed that mechanical stirring diluted the fluidized bed, enhanced particle dispersion, and reduced mechanical entrainment. Particles at the bottom of the device were lifted to upper regions through mechanical stirring, increasing the bed density in this area where particles are typically separated based on density rather than size. Thus, appropriate stirring improved the Sb grade of the concentrate.
In 2022, Chu Haoran [
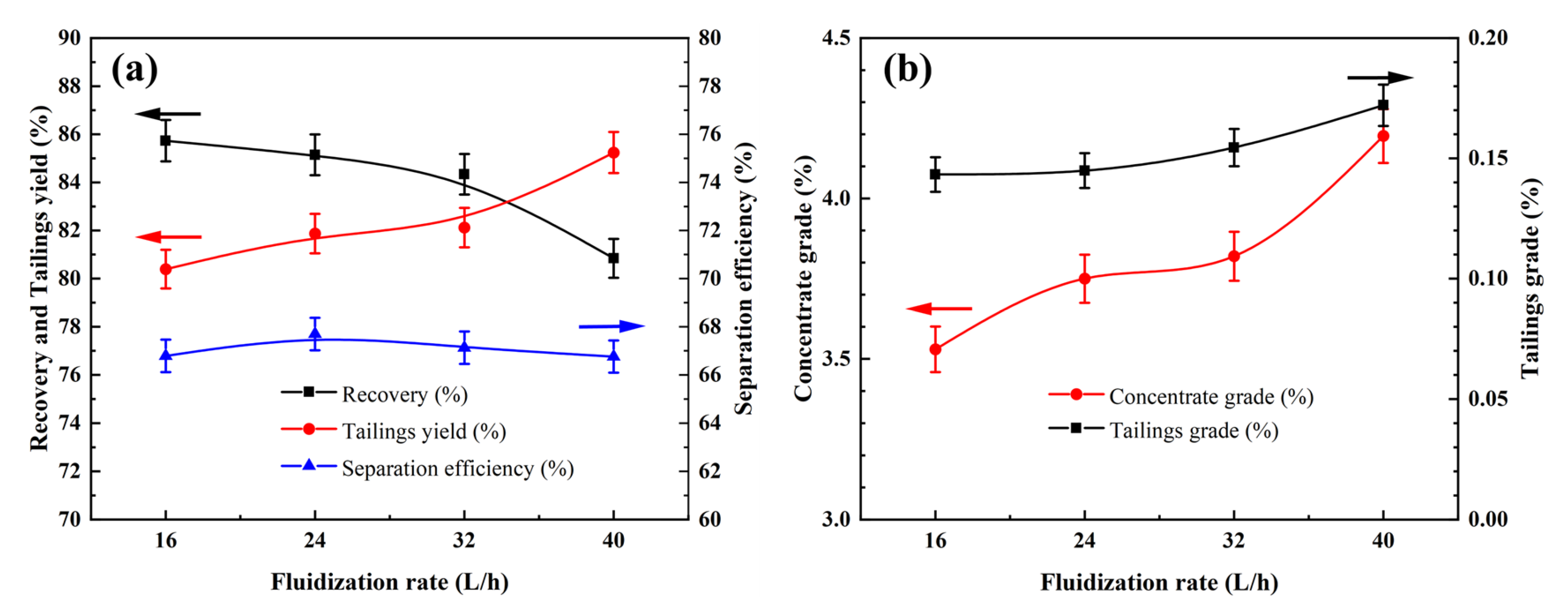
43] utilized response surface methodology to investigate the specific impact of stirring on separation efficiency. It was found that the stirring effect could partially replace traditional factors, improving the Sb grade of the concentrate at a relatively low cost in terms of Sb recovery loss. By introducing a stirring speed of 350 rpm and reducing the fluidization rate from 16 L/h to 14 L/h, an Sb grade of 2.33% with a recovery rate of 79.51% was achieved. Notably, the increase in grade due to stirring did not increase water consumption, which benefits subsequent tailings processing. Furthermore, by combining fluidized bed analysis with sieve analysis of pre-treated products, it was shown that stirring reduces the suspension density in high-concentration zones (conical sections), enhancing particle dispersion. Meanwhile, stirring also increased the bed density in low-concentration zones (vertical sections), promoting particle separation. Therefore, the stirring effect demonstrated better performance for fine particle separation compared to fluidization rates, especially advantageous for handling coarse particles relative to the feed concentration.
Besides its application in treating oxidized antimony tailings [
44,
45], this novel gravity separation equipment has been proven effective for preconcentration and classification of lateritic nickel ores [
46], ilmenite [
47,
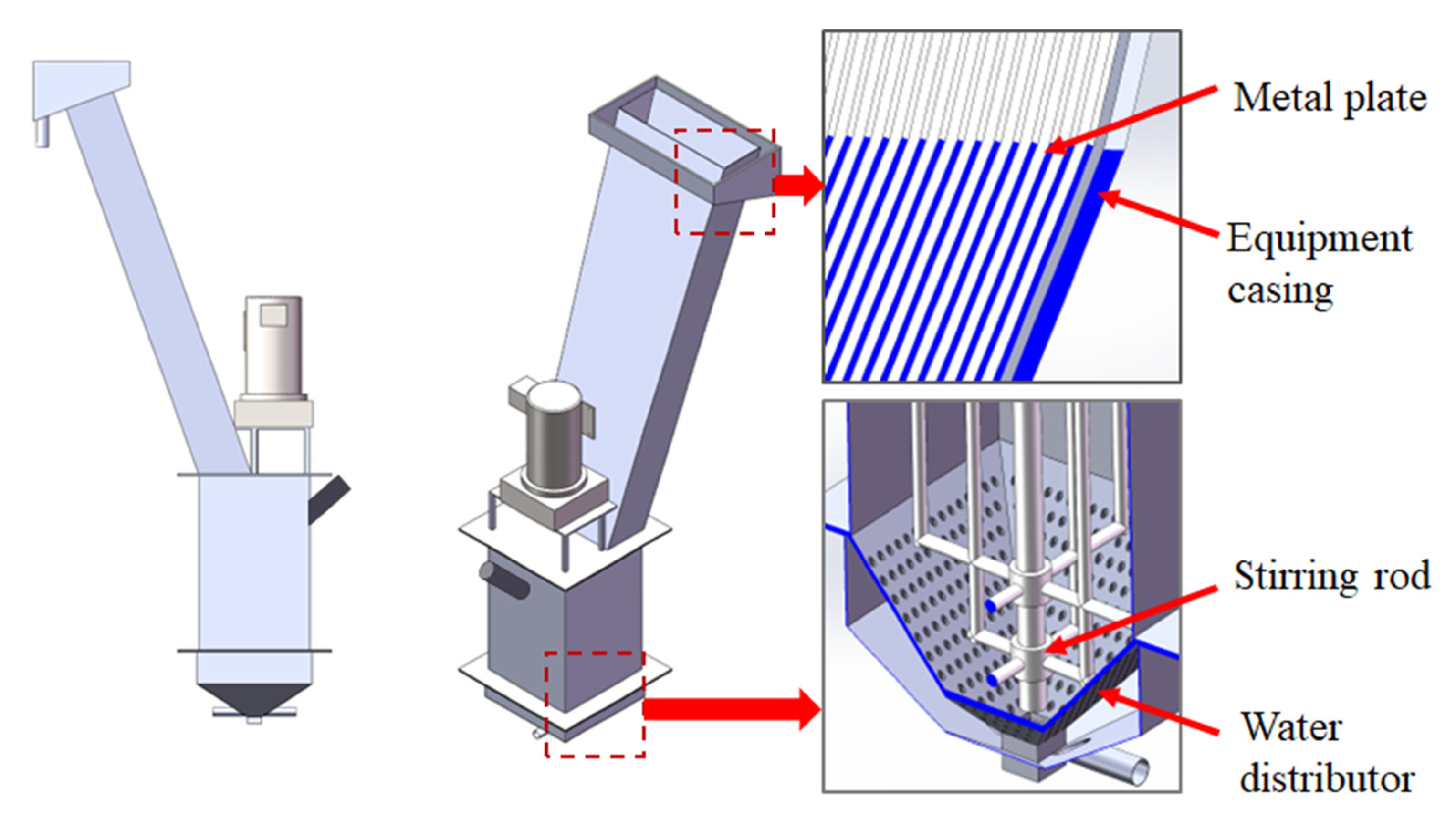
48], and others. Introducing external energy input to enhance loosening in the separation field appears beneficial for particle separation. In addition to laboratory-scale experiments, this gravity separation equipment has been successfully used in pilot-scale trials to process barite and pyrite in lead–zinc flotation tailings, achieving excellent results. The schematic of a pilot-scale ARC is shown in
Figure 2 [
49].
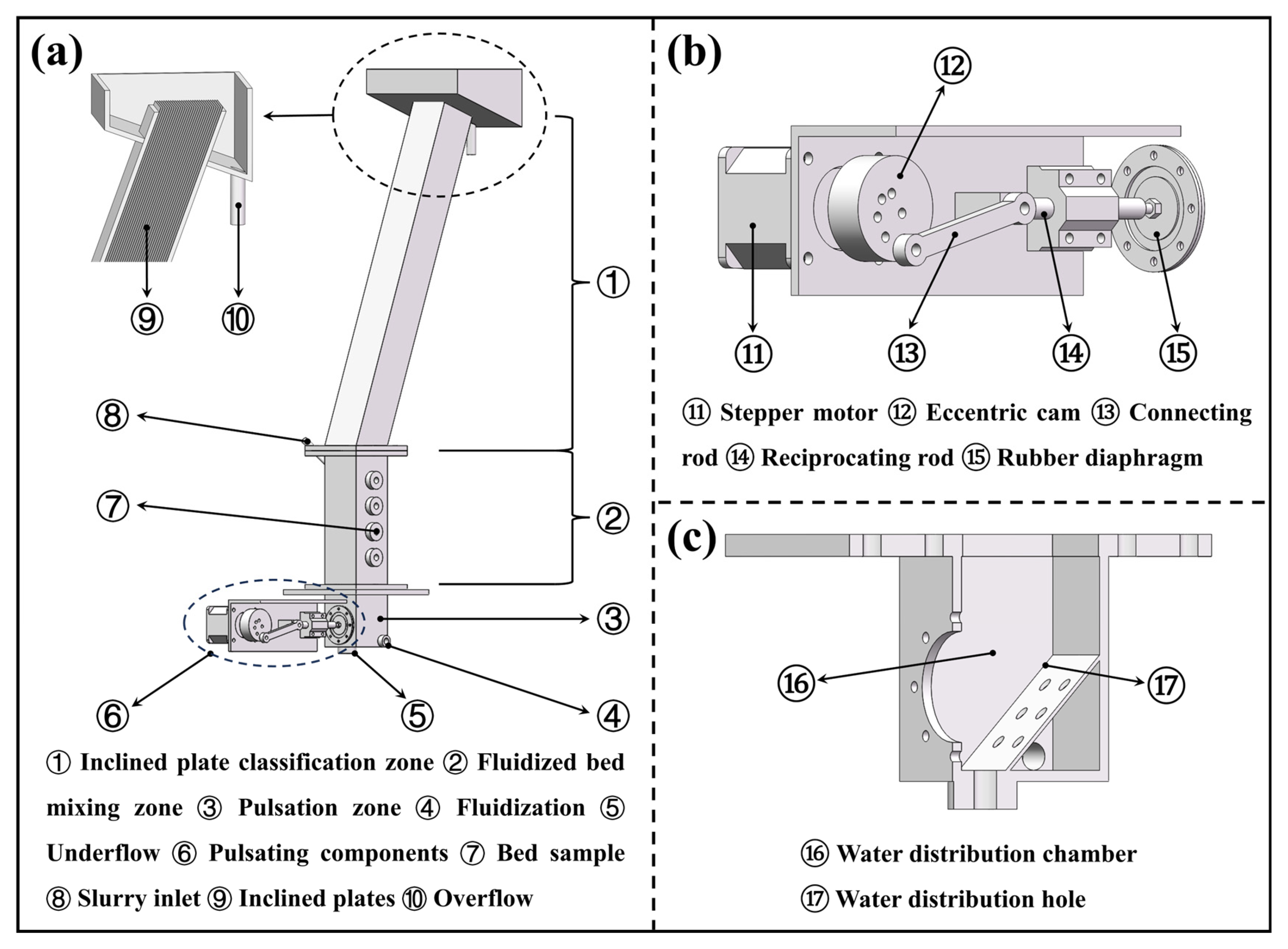
This study will continue along these lines: A pulsation fluid will be employed as the fluidizing medium to explore the potential for using pulsation devices to enhance fluidized bed loosening. Theoretically, the pulsation device, compared to the stirring device, places greater emphasis on enhancing the suspension degree of particles in the vertical direction while reducing the uniform mixing of particles in the horizontal direction. In this paper, we will also compare the final separation indices of both methods.
5. Conclusions
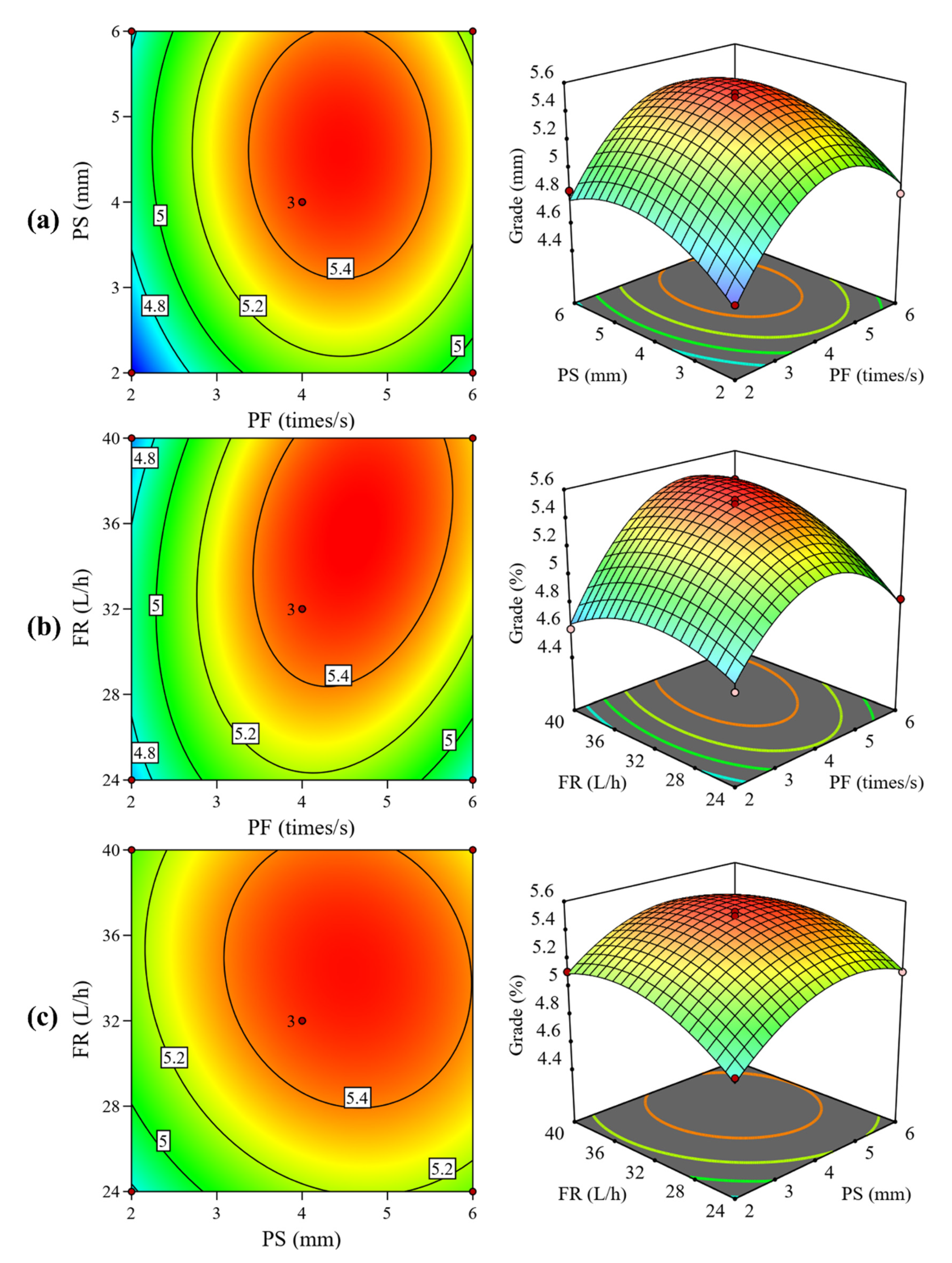
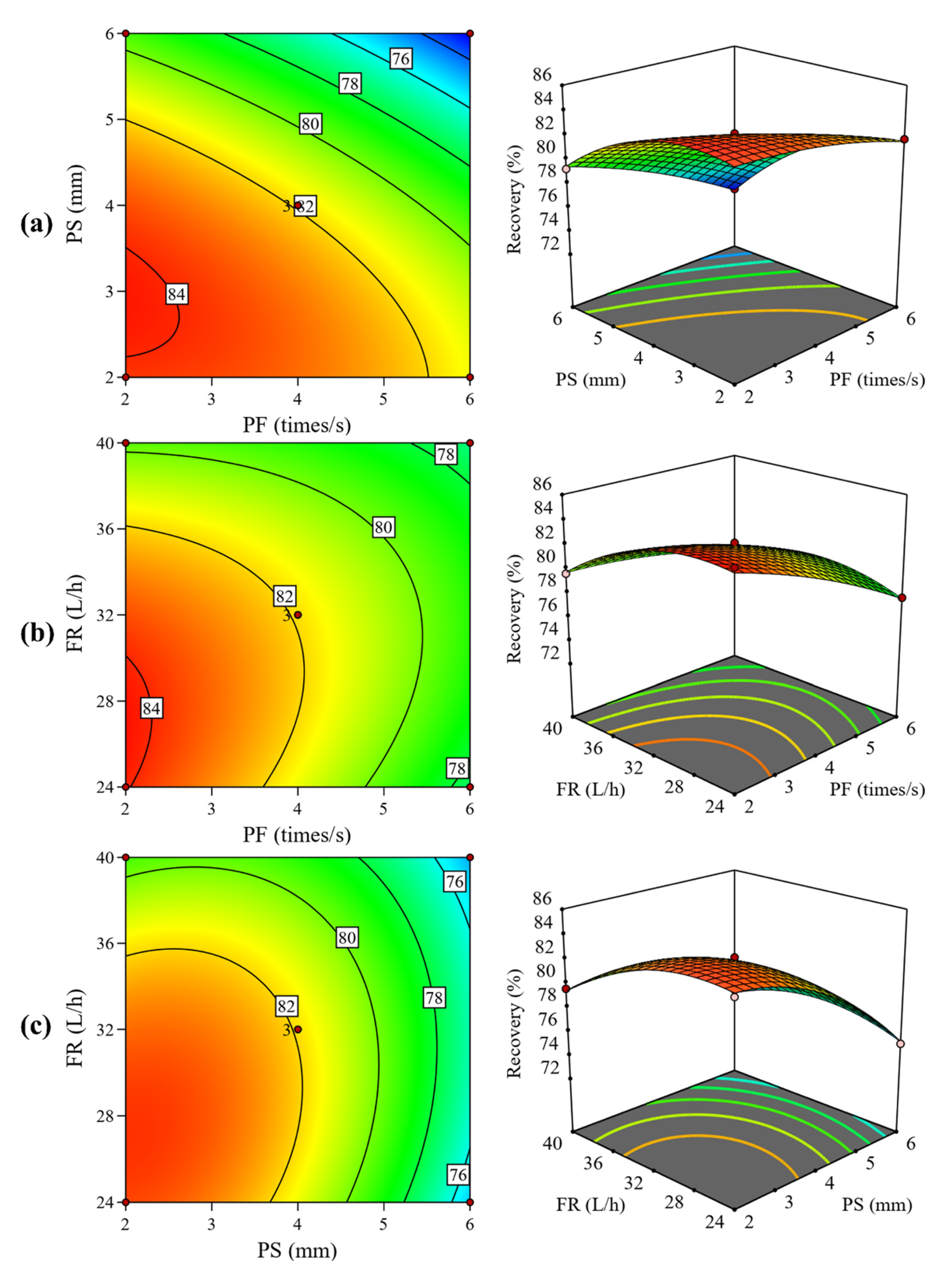
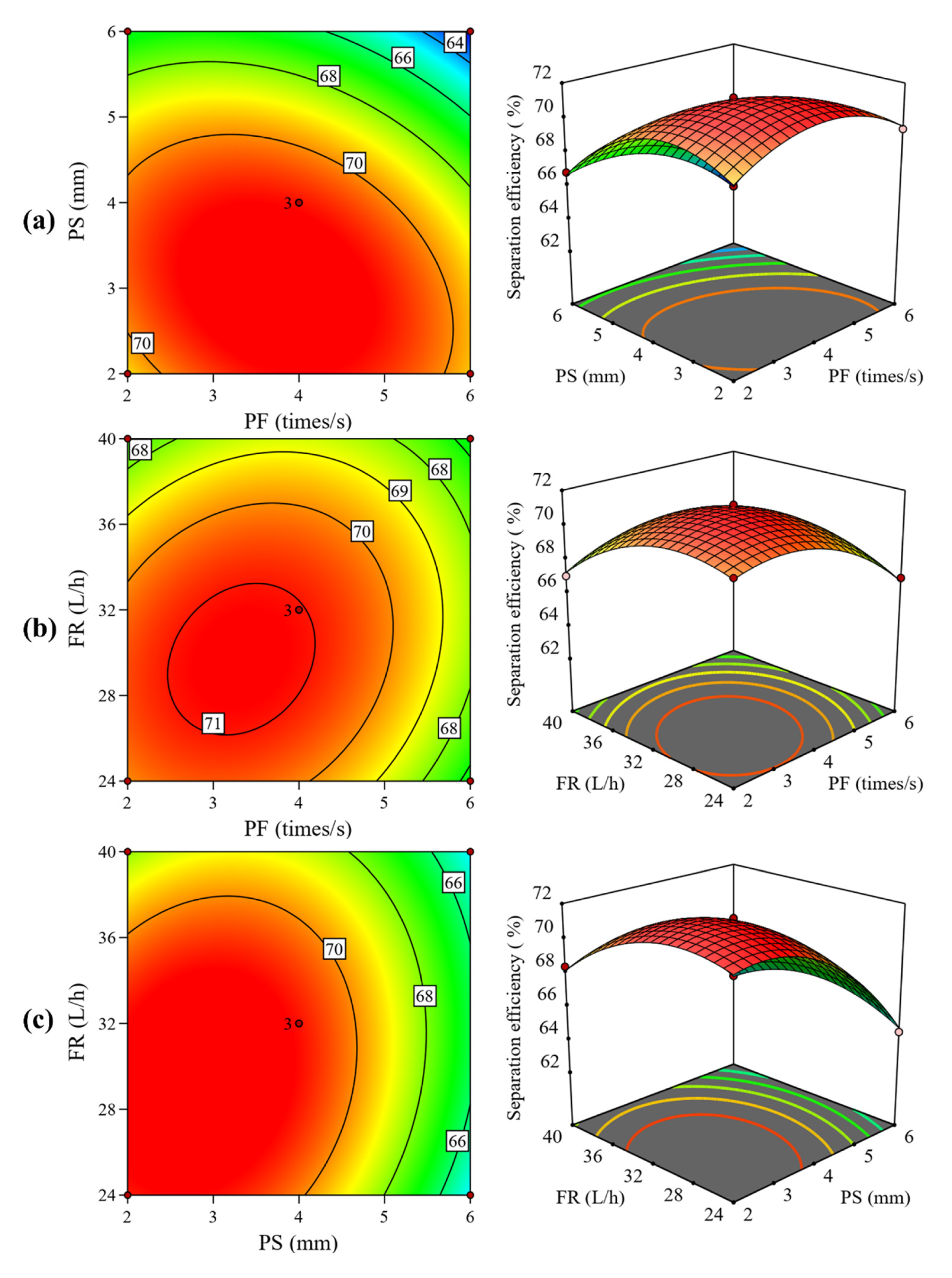
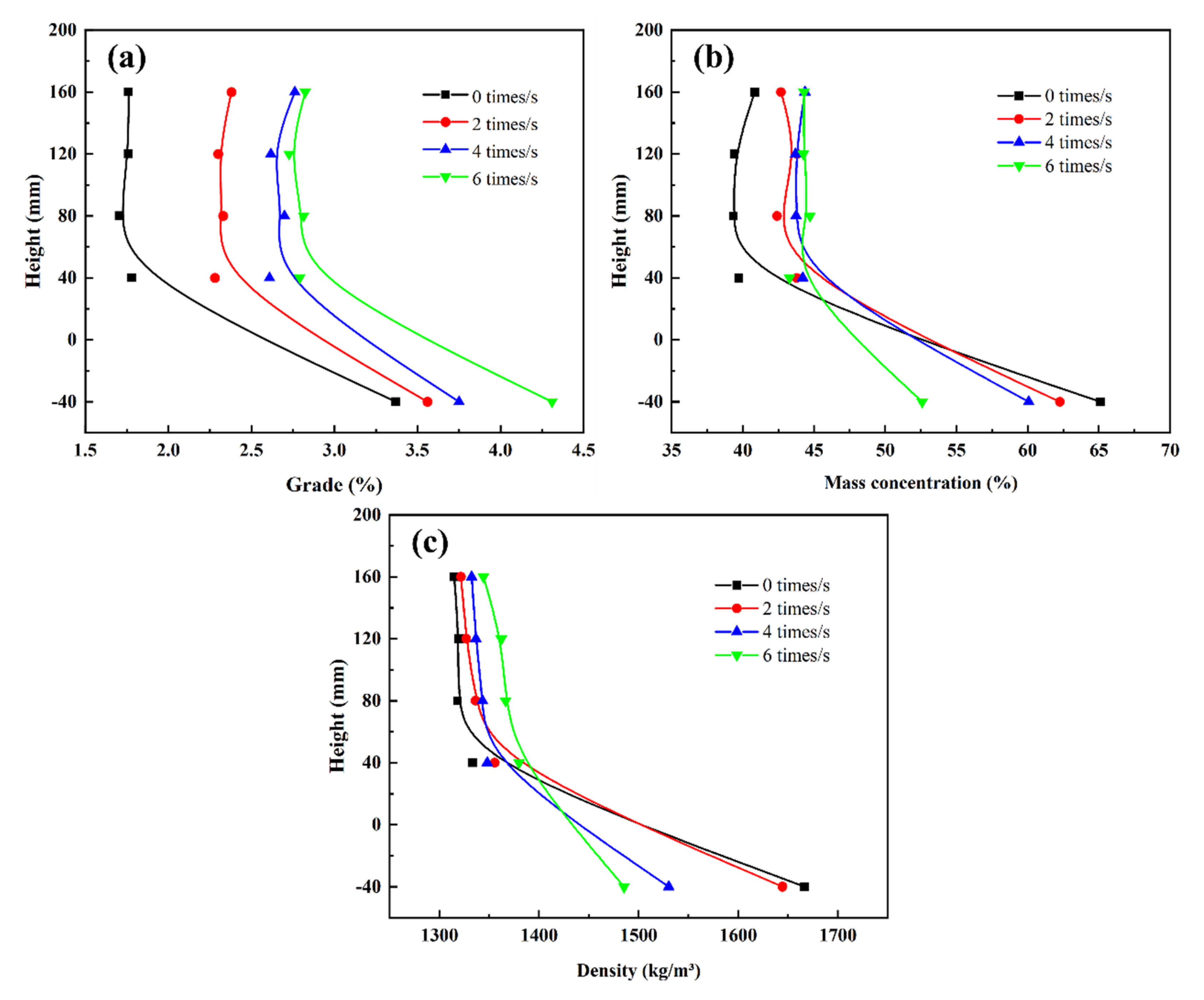
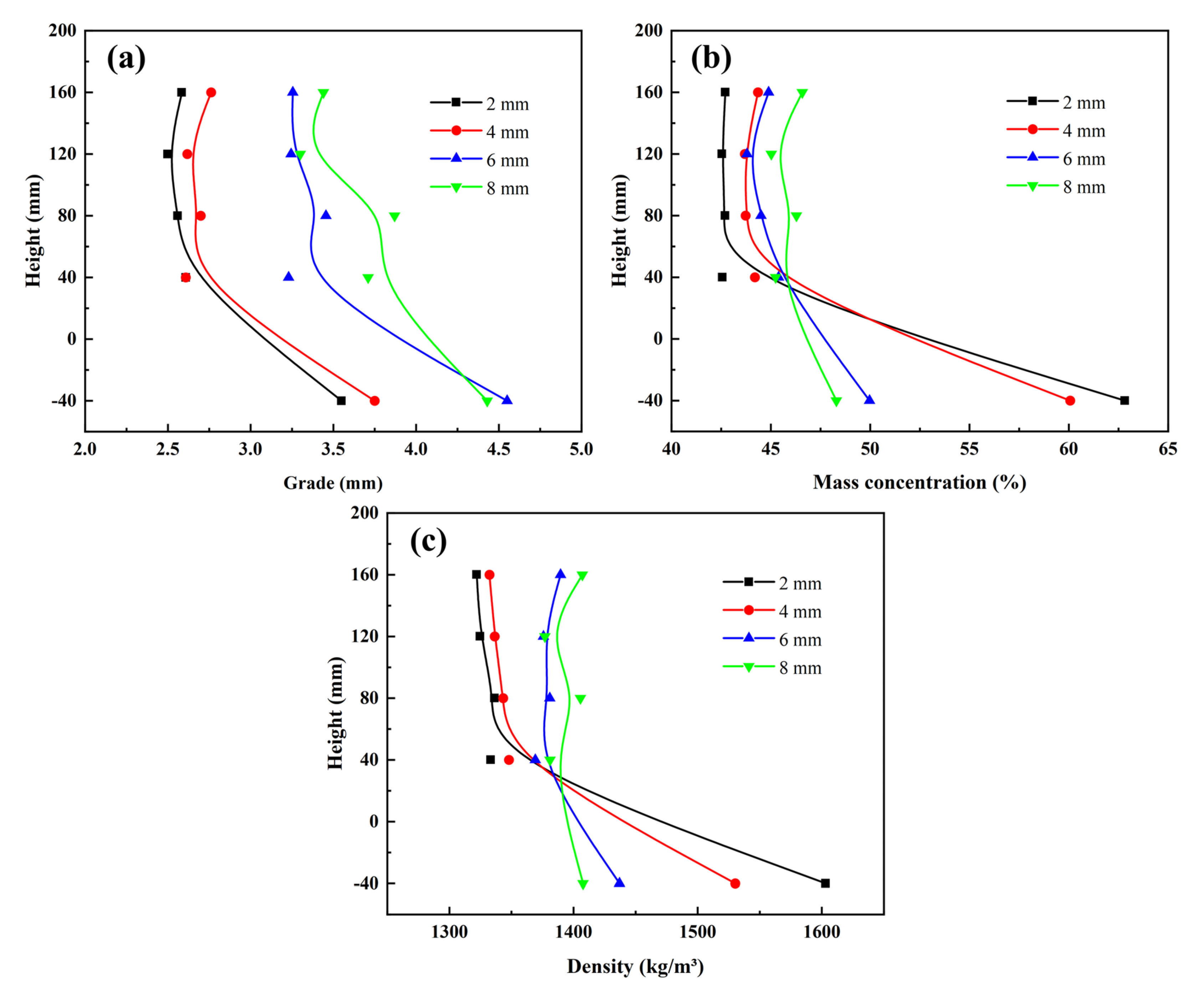
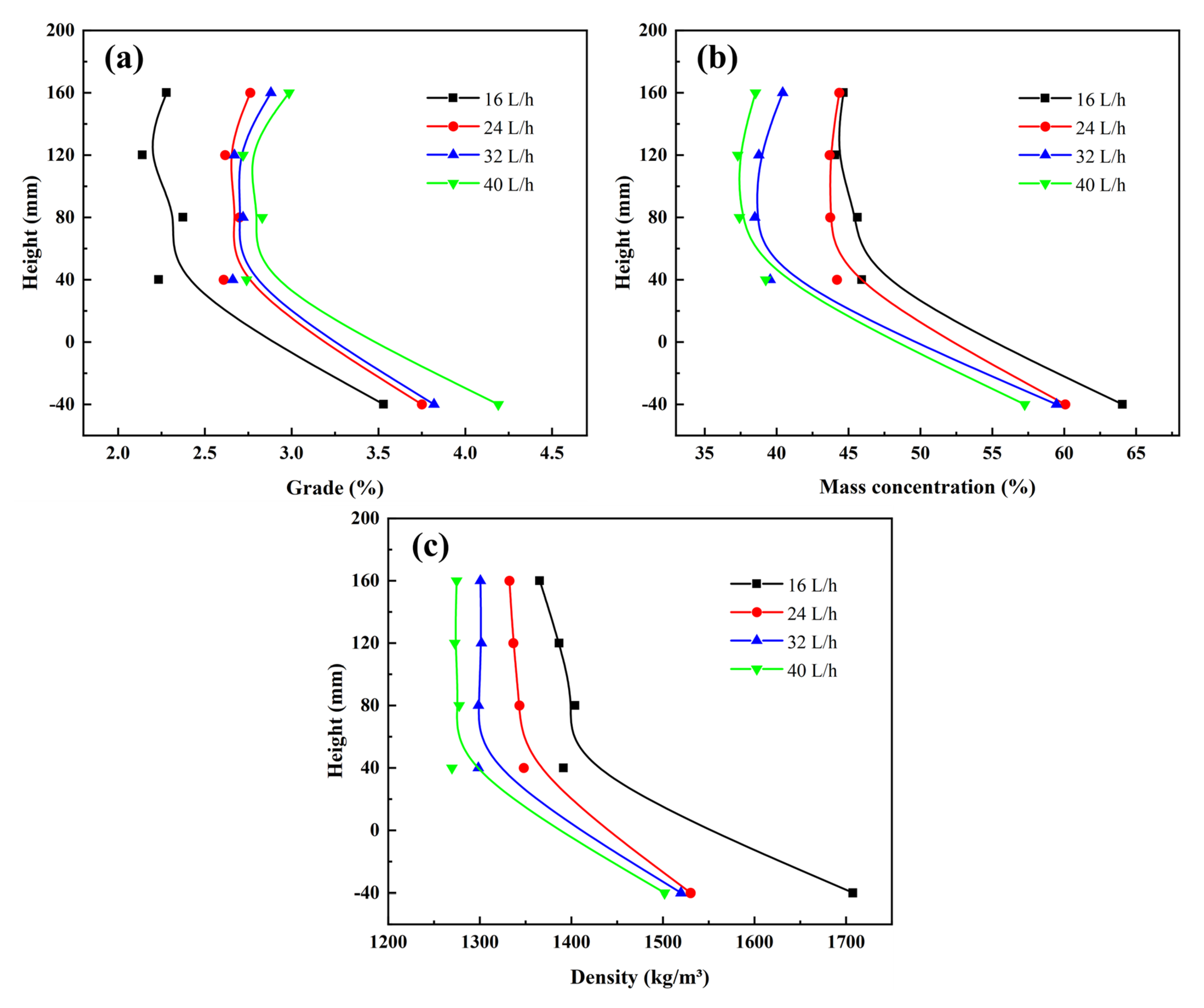
The introduction of a pulsation device transforms the stable rising water flow into a vertically alternating pulsation water flow, providing additional momentum for particle movement. The pulsation water flow enhances the stratification of particles based on density. The effects of the pulsation frequency and stroke on the Sb grade and recovery rate of the concentrate are more significant than the effect of the fluidization rate. For the separation efficiency, the influence of the pulsation stroke is more pronounced. A higher pulsation frequency and stroke can significantly improve the Sb grade of the concentrate, but they may cause a significant decrease in the recovery rate and separation efficiency. Therefore, the pulsation parameters should be optimized to a moderate level to facilitate the preconcentration of fine particles in antimony oxide ores. As the pulsation frequency increases, the particle stratification based on density in the bed becomes more refined, and the quantity of particles in the underflow decreases, leading to a reduction in the concentrate yield. Therefore, a higher pulsation frequency hinders the entry of some high-density particles into the underflow. The effect of pulsation stroke on particle stratification in the bed is significant. When the pulsation stroke is large, the stratification effect in the bed is poor, and the quantity of high-density particles in the underflow decreases, thus lowering the concentrate yield. At higher fluidization rates, the suspension density at different heights in the bed is similar, and the stratification effect is poor. The lower the fluidization rate, the more apparent the stratification of particles based on density in the bed. Response surface optimization results show that when the pulsation frequency is 4 times/s, the pulsation stroke is 4 mm, and the fluidization rate is 32 L/h; the optimal indicators are as follows: Sb grade of 5.48%, recovery rate of 81.68%, and separation efficiency of 70.97%. The impact of pulsation water flow on bed characteristics further illustrates the relationship between the pulsation water flow’s motion characteristics and the suspension and stratification of particles in the bed. A pulsation reflux classifier, as an innovative device, still offers considerable scope for structural optimization. By optimizing the equipment parameters, particle velocities, pressure drop in the column bed, volume fraction of different particles, and other aspects, the pulsation reflux classifier could further enhance its separation precision. This technique holds significant potential for practical applications, owing to its modular design and adjustable operating parameters, as the device can be readily scaled up and integrated into existing mineral processing circuits. This is particularly valuable in the preconcentration of low-grade ores, tailings reprocessing, and secondary resource recovery, where efficient and selective separation is crucial. With further scale-up and integration, the PRC could contribute to more efficient and sustainable mineral processing practices.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}