


Utilisation of Zinc Processing Tailings (ZPTs) in Fired Clay Bricks Manufacturing: Case Study
 ,
,  , ,
, ,  , and
, and
Abstract

1. Introduction
2. Study Area Description
Geographic Location
3. Materials and Methods
3.1. Materials
3.2. Moulding and Sintering of Brick Specimens
3.3. Characterisation
4. Results and Discussions
4.1. ZPTs and Clay Characterisation
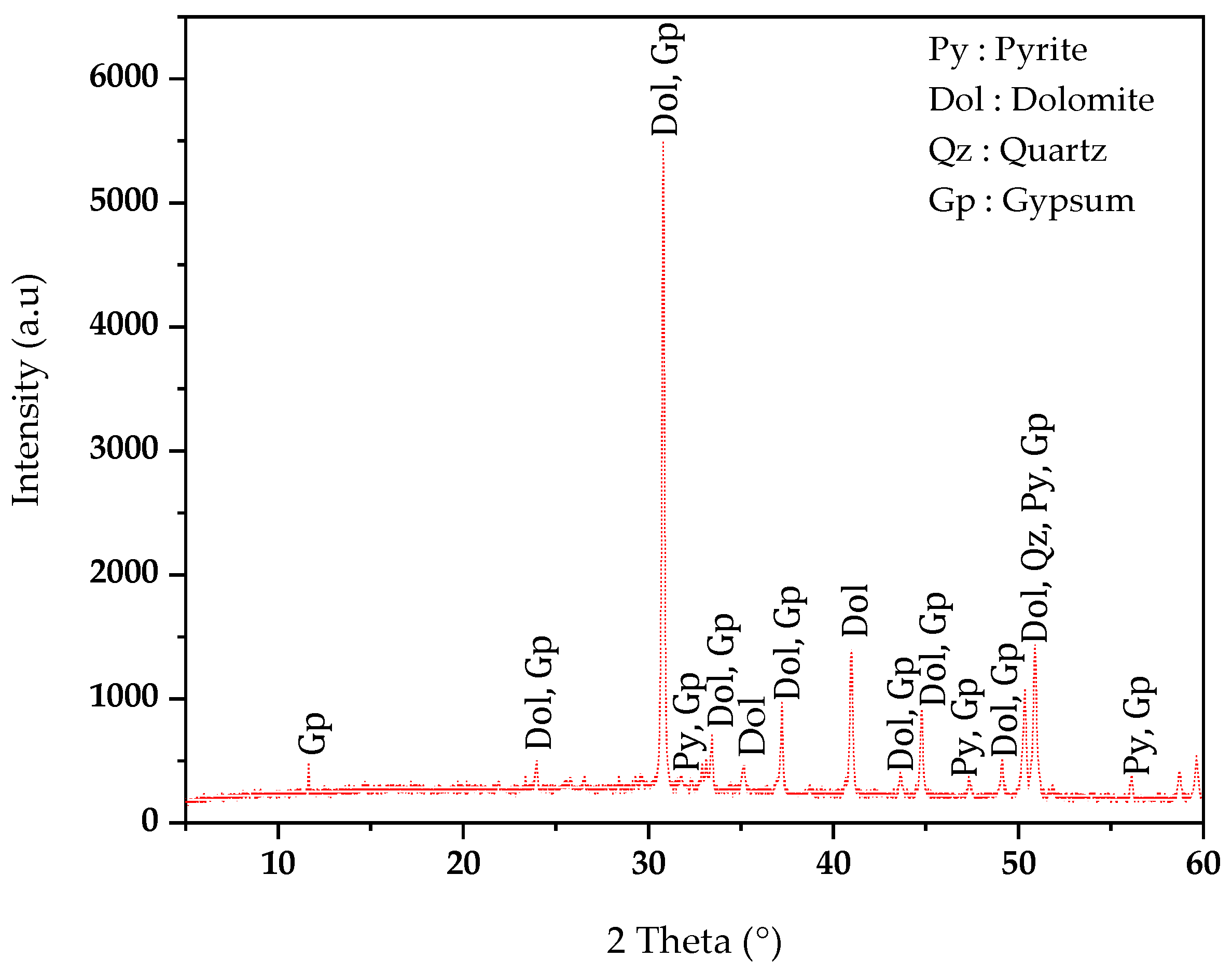
4.1.1. Phases Identification
4.1.2. Chemical Composition
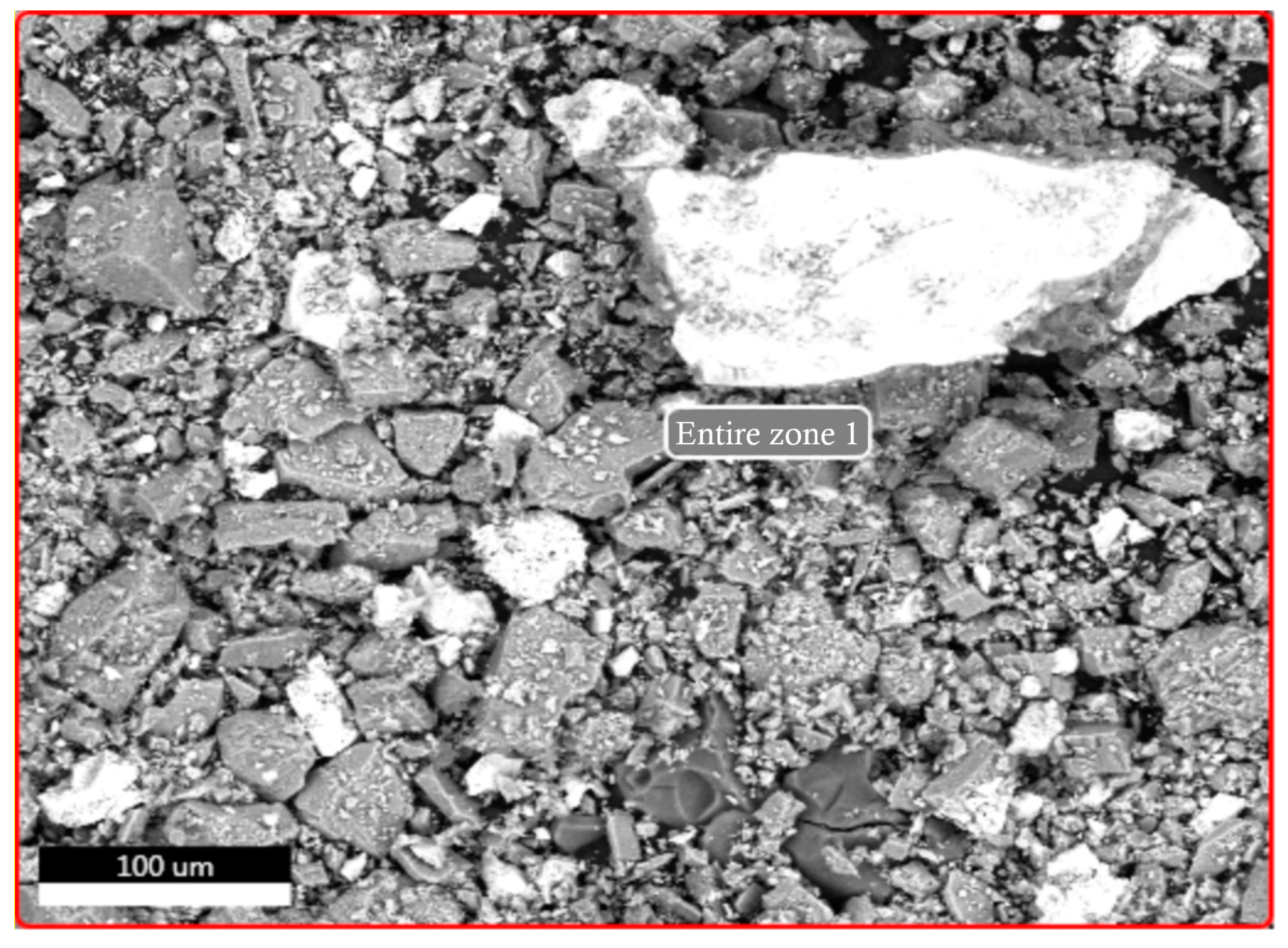
4.1.3. Microstructure
- -
- Clay:
- -
- ZPTs:
- -
- Bricks:
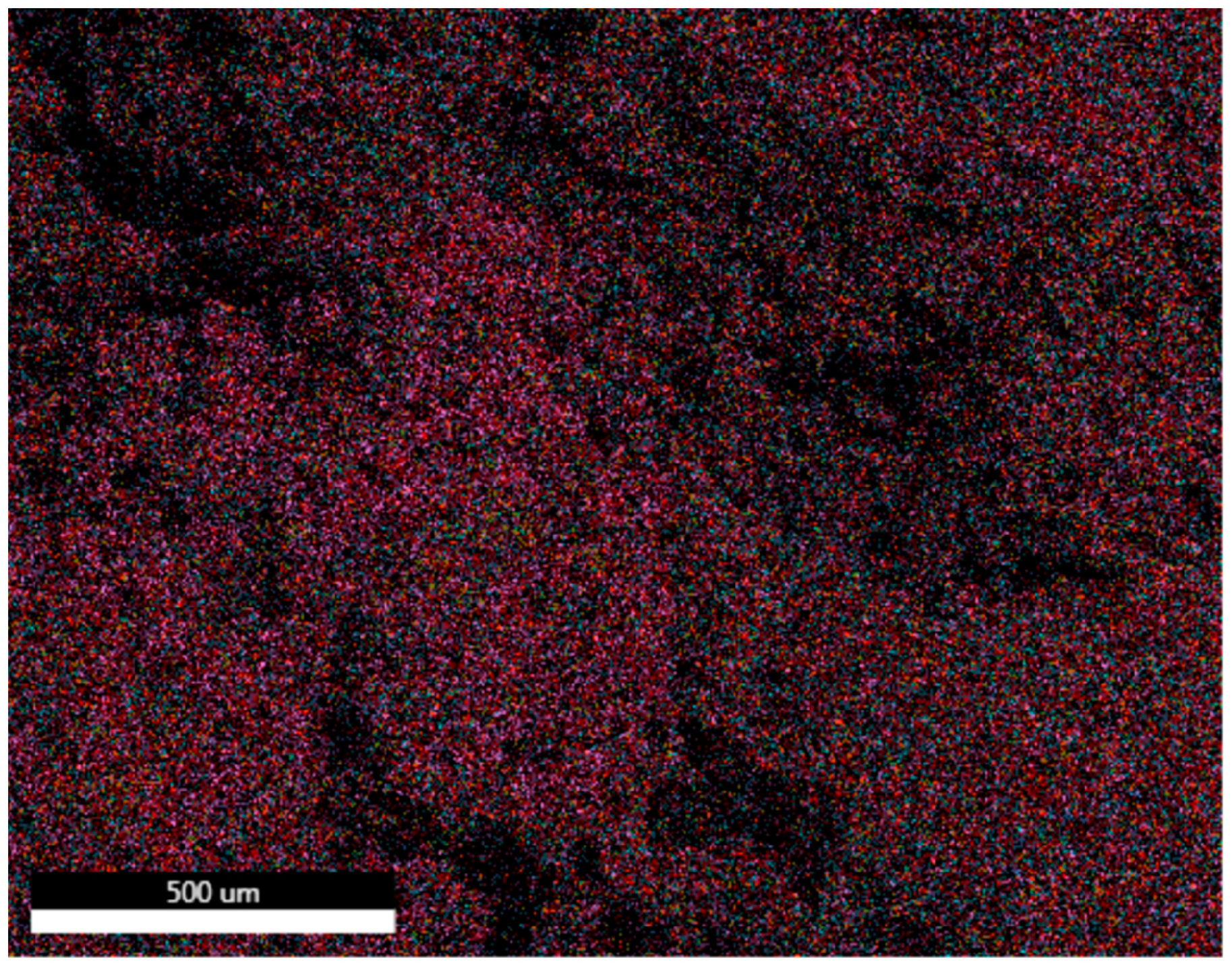
4.1.4. Mapping
- -
- Briquette of 100% clay:
- -
- Briquette of 10% Zn-900 °C:
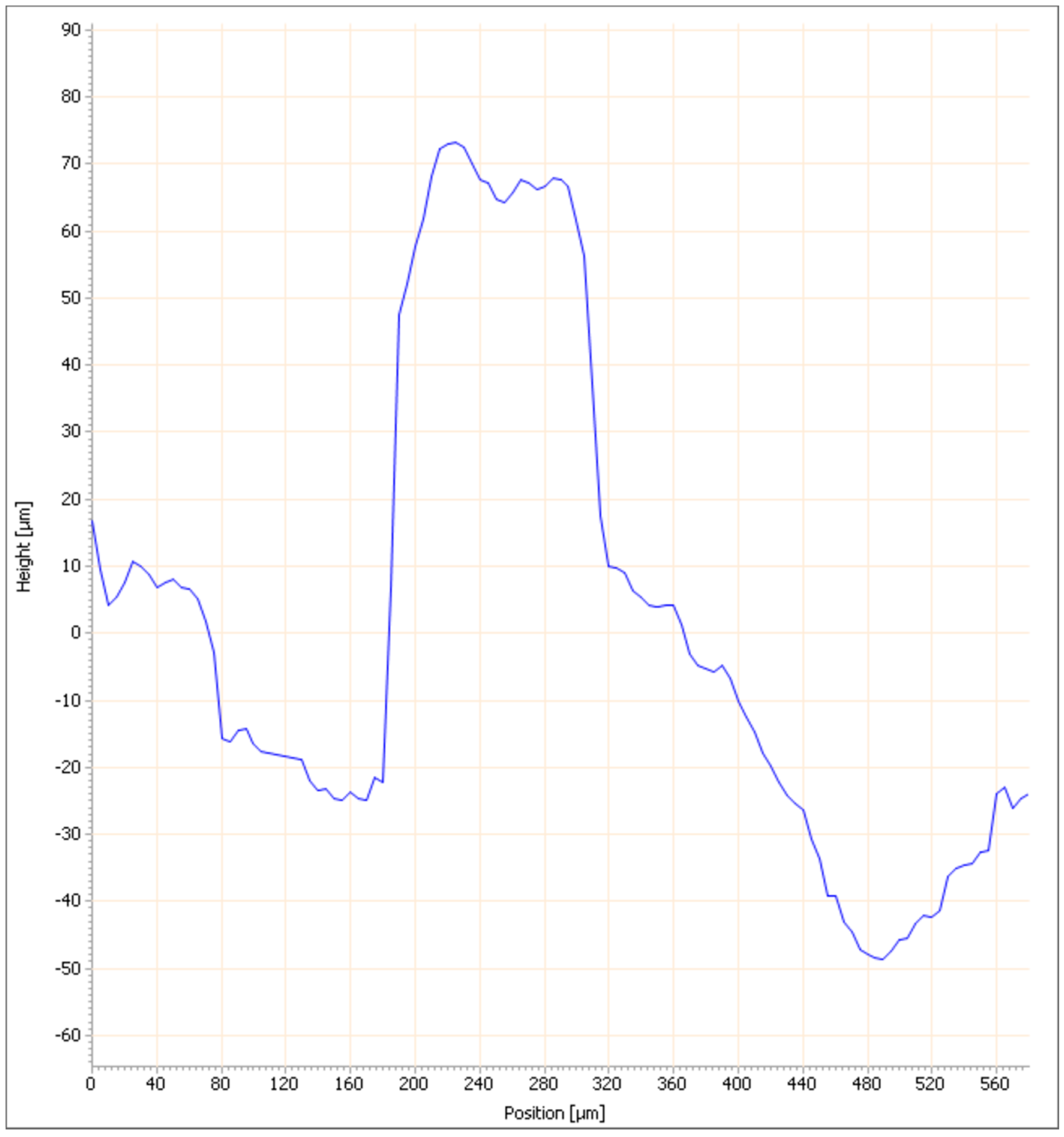
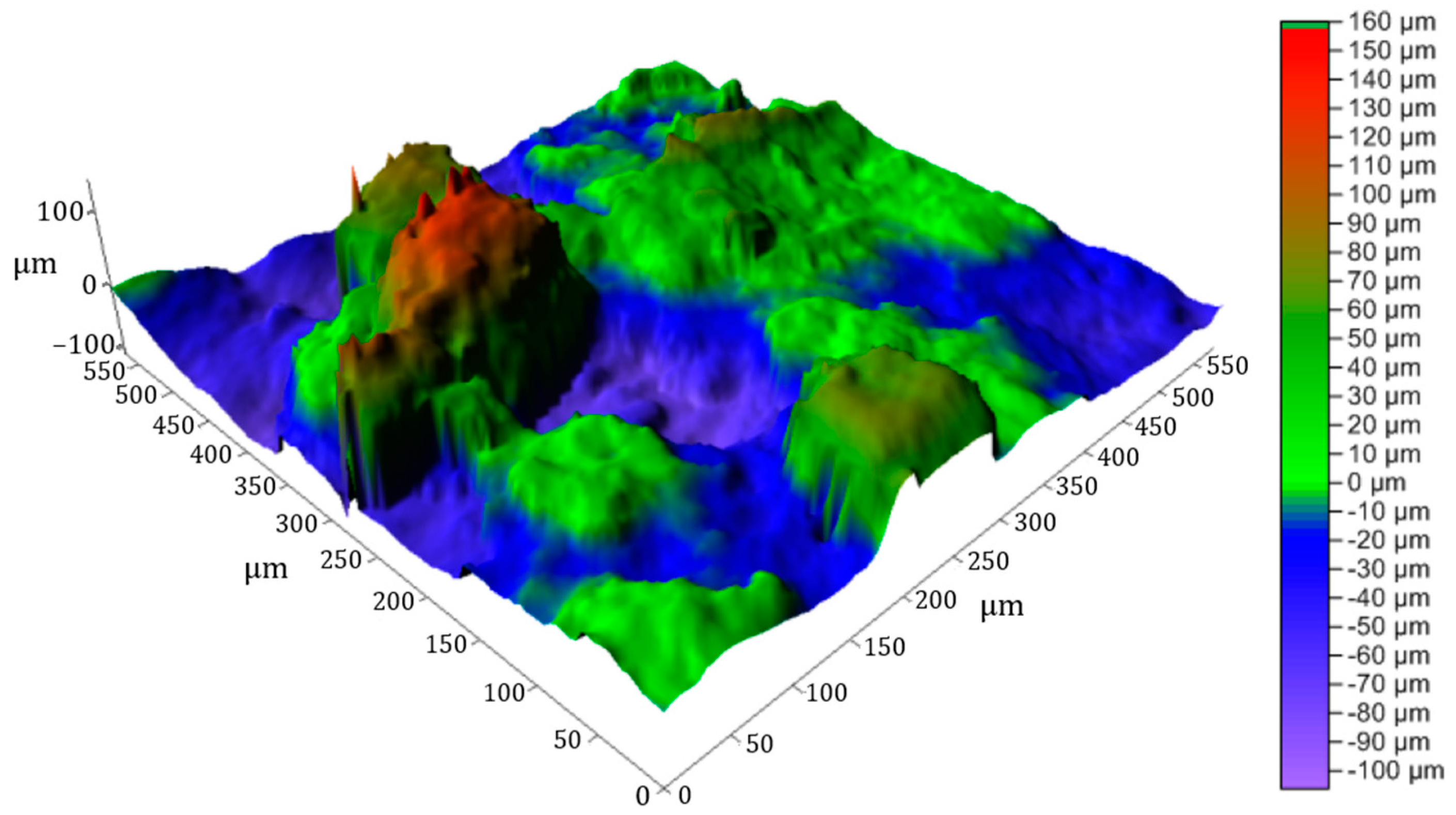
4.1.5. Profilometry 3D
- -
- Briquette of 100% clay:
- -
- Briquette of 10% ZPTs fired at 900 °C:
4.2. Physic-Mechanical Tests
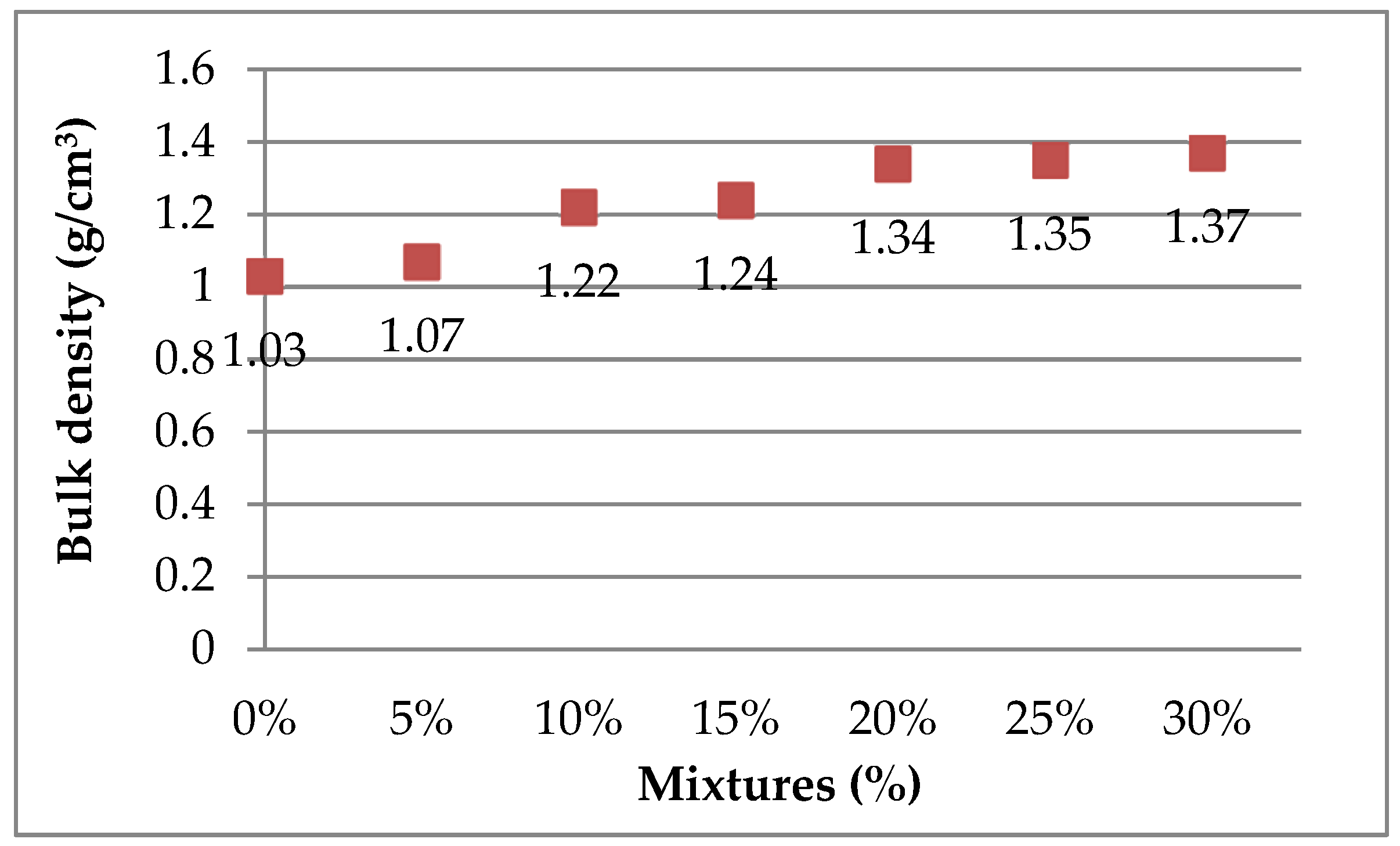
4.2.1. Bulk Density of Dry Mixtures
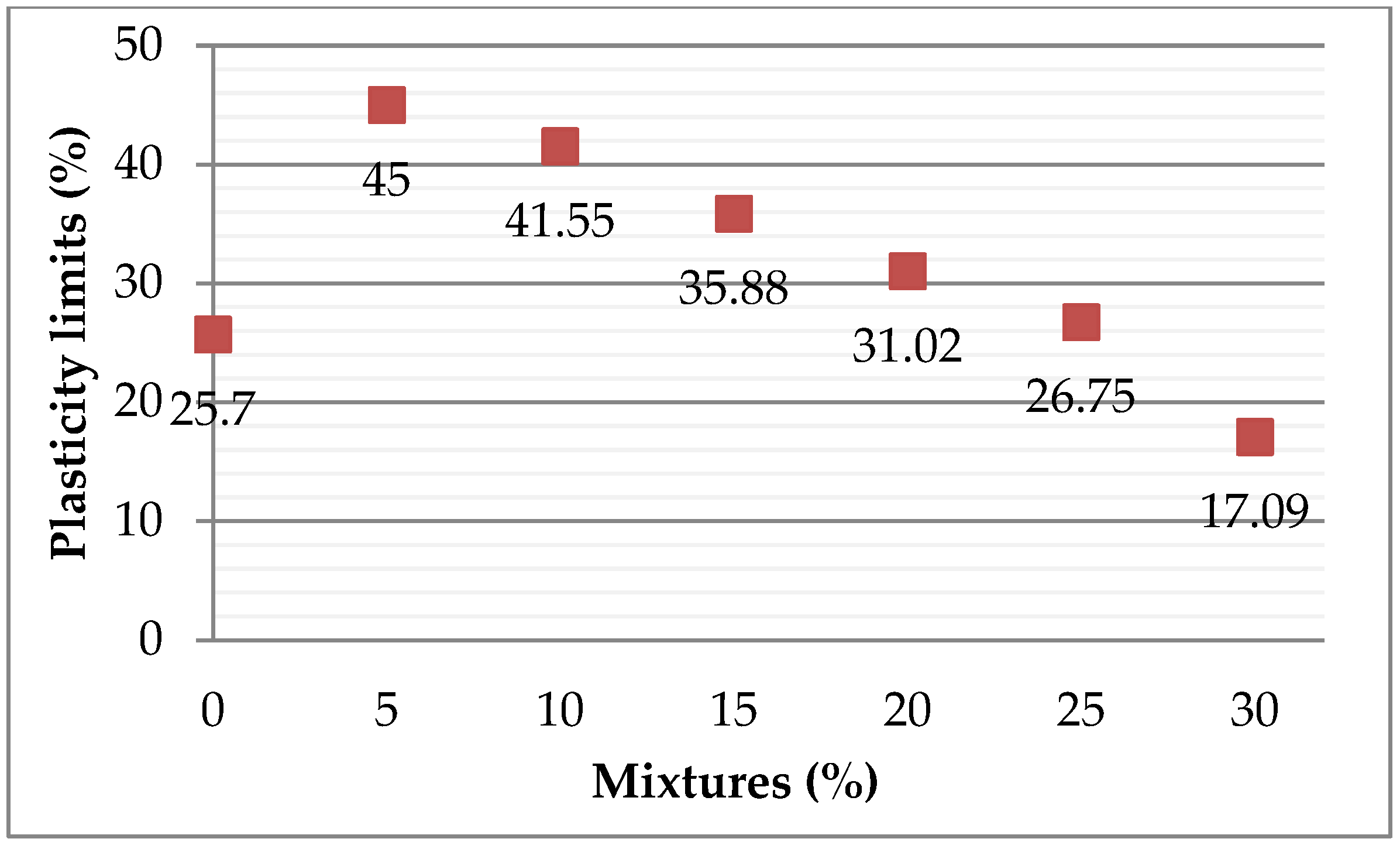
4.2.2. Plasticity Limits
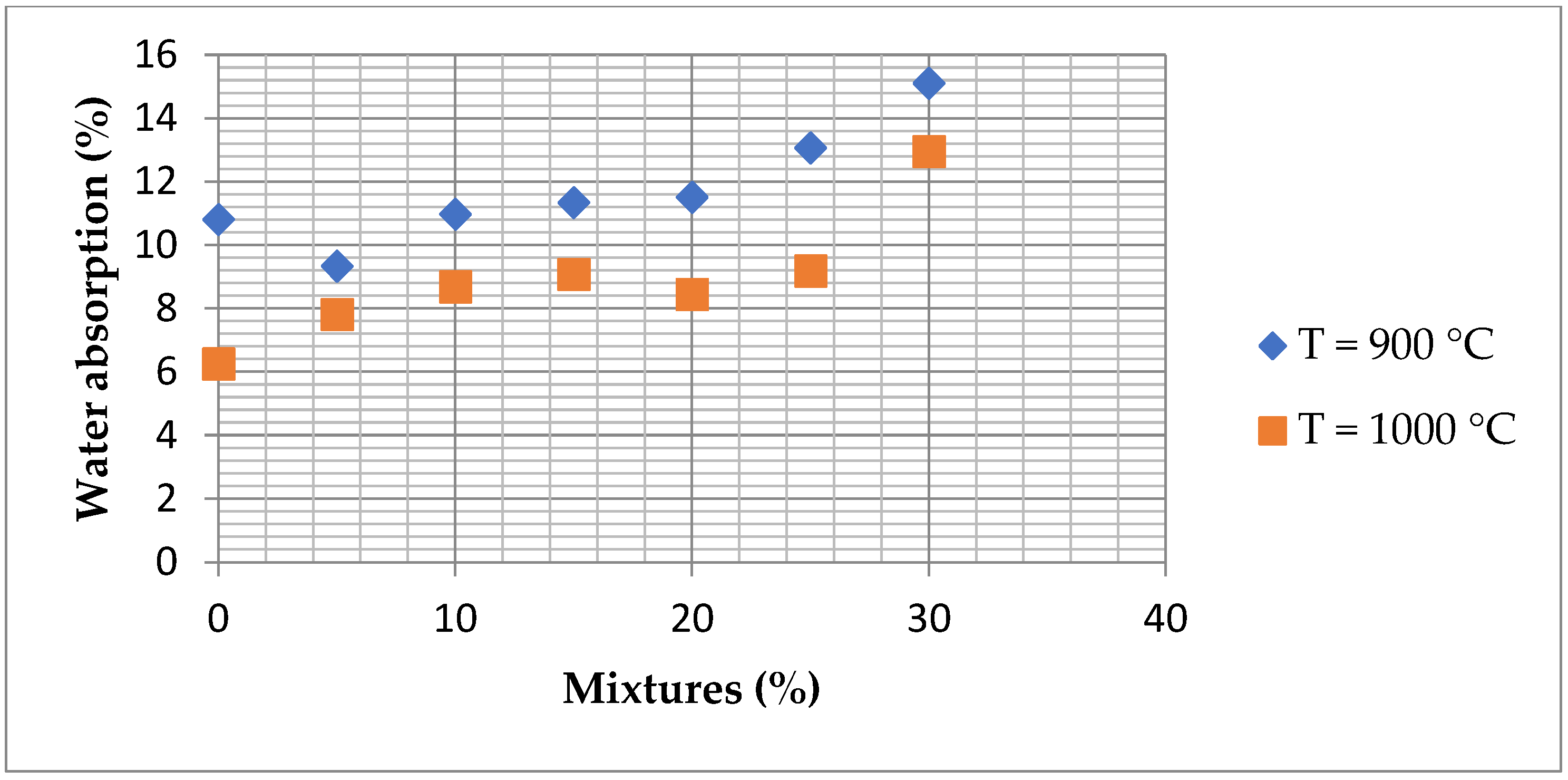
4.2.3. Water Absorption
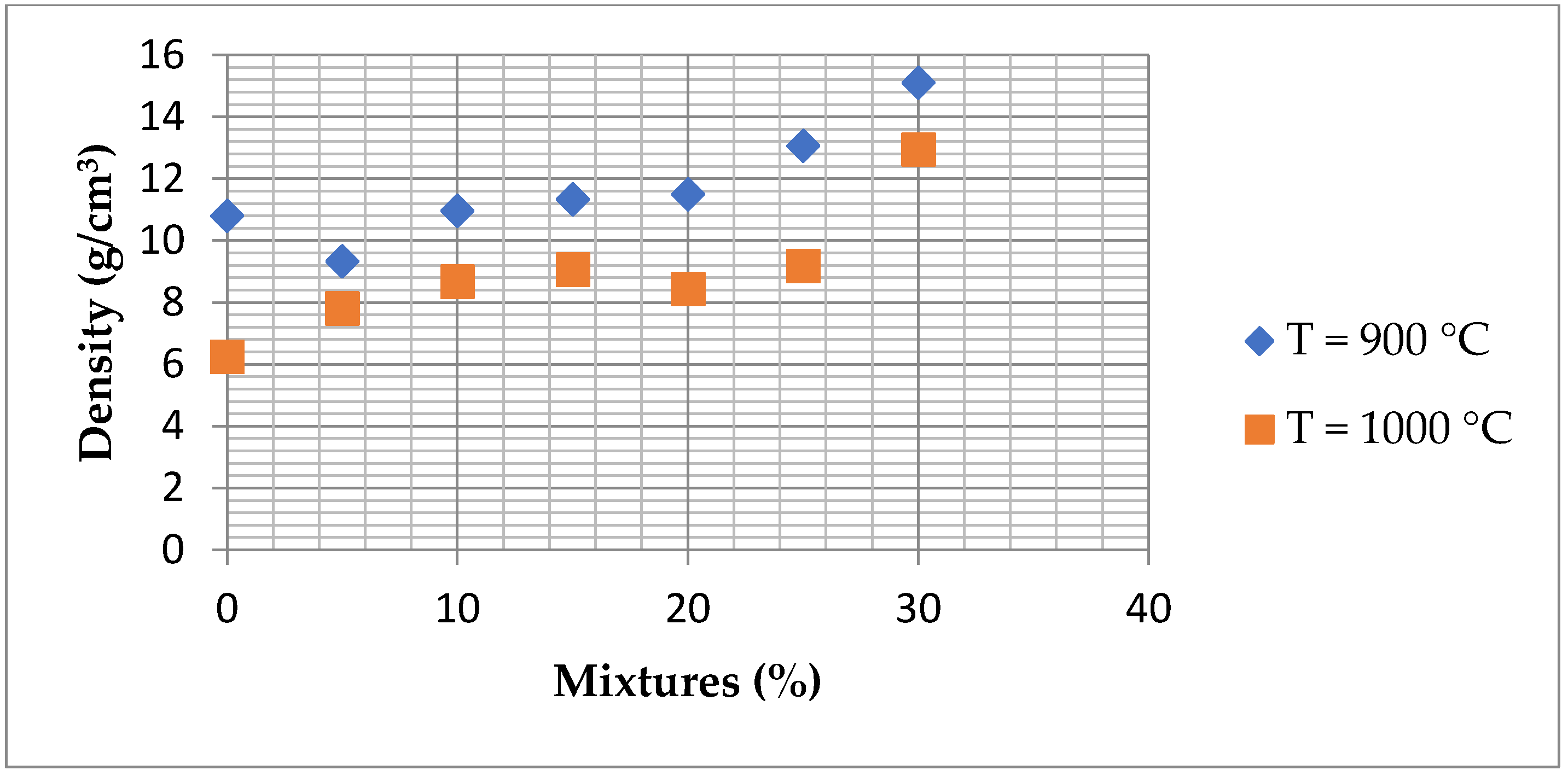
4.2.4. Bulk Density of Fired Bricks
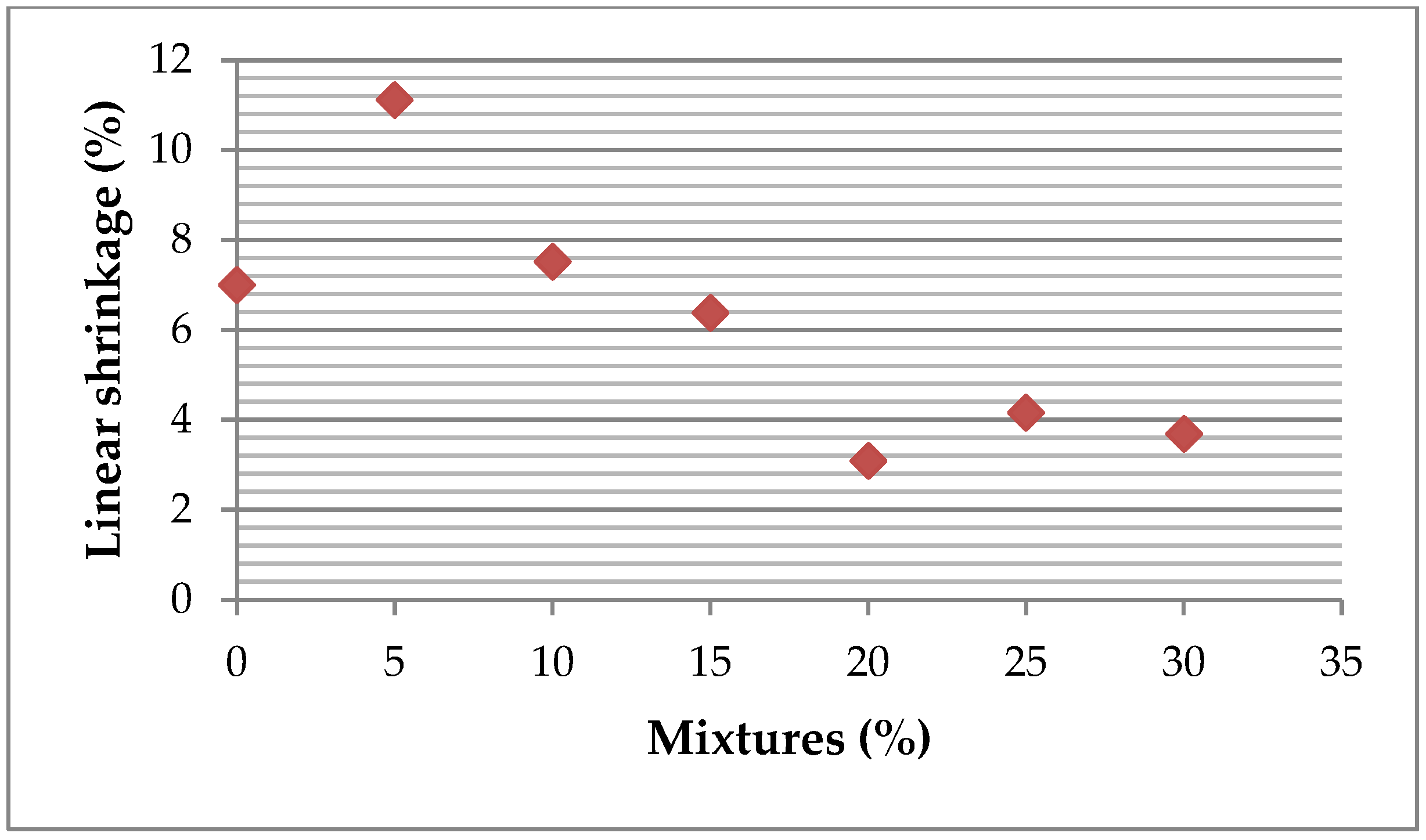
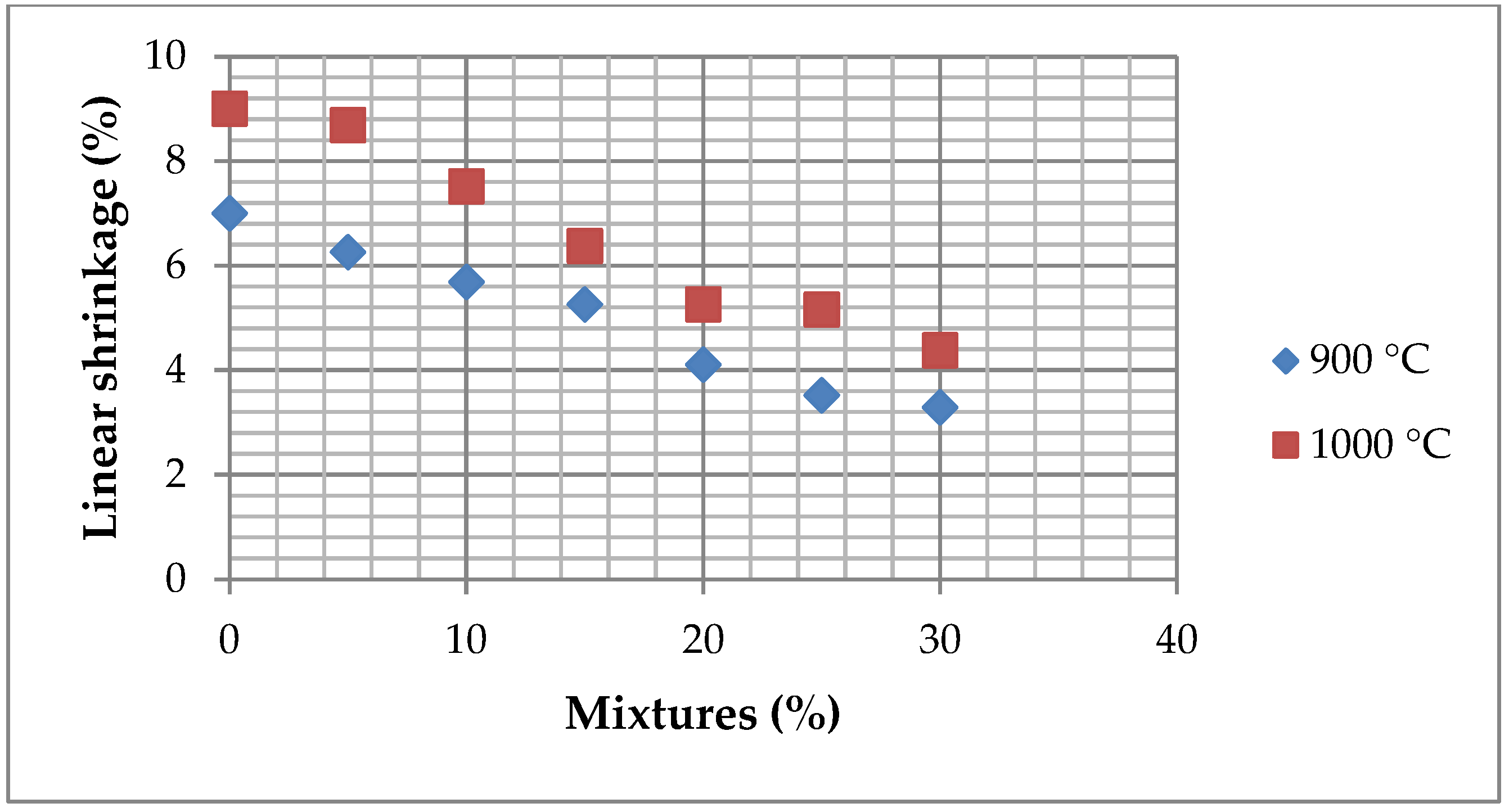
4.2.5. Linear Shrinkage
4.2.6. Mechanical Resistance
5. Conclusions
6. Prospects
- The thermal characteristics of ZPTs should be studied;
- The effect of ZPTs on the performance of fired bricks as a building material needs to be further explored;
- Heavy metal leaching in bricks made from ZPTs could be considered to precisely quantify the mobility of heavy metals after firing and to ensure the security and workability of ZPT bricks.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sun, R.; Gao, Y.; Yang, Y. Leaching of heavy metals from lead-zinc mine tailings and the subsequent migration and transformation characteristics in paddy soil. Chemosphere 2022, 291, 132792. [Google Scholar] [CrossRef]
- Li, C.; Wen, Q.; Hong, M.; Liang, Z.; Zhuang, Z.; Yu, Y. Heavy metals leaching in bricks made from lead and zinc mine tailings with varied chemical components. Constr. Build. Mater. 2017, 134, 443–451. [Google Scholar] [CrossRef]
- Ngayakamo, B.H.; Bello, A.; Onwualu, A.P. Development of eco-friendly fired clay bricks incorporated with granite and eggshell wastes. Environ. Chall. 2020, 1, 100006. [Google Scholar] [CrossRef]
- Zhou, Y.; Duan, X.; Chen, T.; Yan, B.; Li, L. Mechanical properties and toxicity risks of lead-zinc sulfide tailing-based construction materials. Materials 2021, 14, 29. [Google Scholar] [CrossRef] [PubMed]
- Nassiri, O.; Rhoujjati, A.; Moreno-Jimenez, E.; Hachimi, M.L.E. Environmental and geochemical characteristics of heavy metals in soils around the former mining area of zeïda (high moulouya, Morocco). Water Air Soil Pollut. 2023, 234, 110. [Google Scholar] [CrossRef]
- Wiemes, L.; Pawlowsky, U.; Mymrin, V. Incorporation of industrial wastes as raw materials in brick’s formulation. J. Clean. Prod. 2017, 142, 69–77. [Google Scholar] [CrossRef]
- Behera, S.K.; Ghosh, C.N.; Mishra, K.; Mishra, D.P.; Singh, P.; Mandal, P.K.; Buragohain, J.; Sethi, M.K. Utilisation of lead-zinc mill tailings and slag as paste backfill materials. Environ. Earth Sci. 2020, 79, 1–18. [Google Scholar] [CrossRef]
- Doğan-Sağlamtimur, N.; Bilgil, A.; Szechyńska-Hebda, M.; Parzych, S.; Hebda, M. Eco-friendly fired brick produced from industrial ash and natural clay: A study of waste reuse. Materials 2021, 14, 877. [Google Scholar] [CrossRef]
- Li, R.; Yin, Z.; Lin, H. Research status and prospects for the utilisation of lead–zinc tailings as building materials. Buildings 2023, 13, 150. [Google Scholar] [CrossRef]
- Yaras, A.; Sutcu, M.; Erdogmus, E.; Gencel, O. Recycling and immobilisation of zinc extraction residue in clay-based brick manufacturing. J. Build. Eng. 2021, 41, 102421. [Google Scholar] [CrossRef]
- Lin, H.; Li, R.; Li, S. Fabrication of Lead–Zinc Tailings Sintered Brick and Its Effect Factors Based on an Orthogonal Experiment. Materials 2024, 17, 2352. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.; Ning, X.A.; Lu, X.; Lai, X.; Cai, H.; Liu, Y.; Zhang, T. Effect of sintering temperature on mineral composition and heavy metals mobility in tailings bricks. Waste Manag. 2019, 93, 112–121. [Google Scholar] [CrossRef]
- Huang, Y.Y.; Qi, Y.Y.; Deng, L. Effect of ZnO on the Mineral Composition of Portland cement clinker. Bull. Chin. Ceram. Soc. 2017, 36, 1567–1572. [Google Scholar]
- Nouairi, J.; Hajjaji, W.; Costa, C.S.; Senff, L.; Patinha, C.; da Silva, E.F.; Labrincha, J.A.; Rocha, F.; Medhioub, M. Study of Zn-Pb ore tailings and their potential in cement technology. J. Afr. Earth Sci. 2018, 139, 165–172. [Google Scholar] [CrossRef]
- Luo, Z.; Tang, C.; Mu, Y.; Liu, X. Recycle of lead-zinc tailings in blended cement: Mechanical property and stabilisation/solidification of heavy metals. Prepr. 2022 Miner. 2019, 9, 710. [Google Scholar] [CrossRef]
- Zhao, T.; Zhang, S.; Yang, H.; Ni, W.; Li, J.; Zhang, G.; Teng, G. Influence on fine lead-zinc tailings solidified/stabilised by clinker-free slag-based binder. J. Environ. Chem. Eng. 2022, 10, 108692. [Google Scholar] [CrossRef]
- Gou, M.; Zhou, L.; Then, N.W.Y. Utilisation of tailings in cement and concrete: A review. Sci. Eng. Compos. Mater. 2019, 26, 449–464. [Google Scholar] [CrossRef]
- Saedi, A.; Jamshidi-Zanjani, A.; Darban, A.K.; Mohseni, M.; Nejati, H. Utilization of lead–zinc mine tailings as cement substitutes in concrete construction: Effect of sulfide content. J. Build. Eng. 2022, 57, 104865. [Google Scholar] [CrossRef]
- Saedi, A.; Jamshidi-Zanjani, A.; Mohseni, M.; Darban, A.K.; Nejati, H. Mechanical activation of lead–zinc mine tailings as a substitution for cement in concrete construction. Constr. Build. Mater. 2023, 364, 129973. [Google Scholar] [CrossRef]
- Chen, Z.; Xiao, L.; Tao, Q.; Xie, L. Study on preparation and shielding effect of lead-zinc tailings sand mortar. IOP Conf. Ser. Earth Environ. Sci. 2019, 300, 022152. [Google Scholar] [CrossRef]
- Wang, H.; Ju, C.; Zhou, M.; Dong, Y.; Hou, H.; Liu, S. Grinding kinetics of lead–zinc tailing powders and its optimal particle size as a pozzolanic admixture in cement mortar. Adv. Powder Technol. 2022, 33, 103730. [Google Scholar] [CrossRef]
- Qu, G.; Ge, R.; Li, J.; Zhang, Y. Lead-Zinc Tailings-Based Construction Mortars/Preparation, Performance and Stabilization Mechanism of Heavy Metals. Prep. Perform. Stab. Mech. Heavy Met. 2022. [Google Scholar] [CrossRef]
- Peng, H.; Wang, D.; Sofi, M.; Mendis, P.; Zhou, Z.; Liu, J. Feasibility of Using Lead–Zinc Tailings to Produce Environmentally Friendly Ceramisite. J. Mater. Civ. Eng. 2021, 402, 331298. [Google Scholar] [CrossRef]
- Li, C.; Zhang, P.; Li, D. Study on low-cost preparation of glass–ceramic from municipal solid waste incineration (MSWI) fly ash and lead-zinc tailings. Constr. Build. Mater. 2022, 356, 129231. [Google Scholar] [CrossRef]
- Zhang, X.; Li, L.; Hassan, Q.U.; Pan, D.; Zhu, G. Preparation and characterisation of glass ceramics synthesised from lead slag and lead-zinc tailings. Ceram. Int. 2023, 49, 16164–16173. [Google Scholar] [CrossRef]
- Luo, Z.; Guo, J.; Liu, X.; Mu, Y.; Zhang, M.; Zhang, M.; Tian, C.; Ou, J.; Mi, J. Preparation of ceramsite from lead-zinc tailings and coal gangue: Physical properties and solidification of heavy metals. Constr. Build. Mater. 2023, 368, 130426. [Google Scholar] [CrossRef]
- Akkaya, U.G.; Cinku, K.; Yilmaz, E. Characterization of strength and quality of cemented mine backfill made up of lead-zinc processing tailings. Front. Mater. 2021, 8, 740116. [Google Scholar] [CrossRef]
- Zhang, F.; Li, Y.; Zhang, J.; Gui, X.; Zhu, X.; Zhao, C. Effects of slag-based cementitious material on the mechanical behavior and heavy metal immobilisation of mine tailings based cemented paste backfill. Heliyon 2022, 8, e10695. [Google Scholar] [CrossRef]
- Feng, Q.M.; Wang, W.Q.; Zhang, B.L.; Huang, Y. Research on technics of lightweight baking-free brick made of lead-zinc ore tailings from Qinghai Province. Non-Met. Mines 2011, 34, 6–8. [Google Scholar]
- Li, C.; Xu, Y.L.; Yu, Y.; Lin, Y.B.; Lin, J. The preparation and research of unburned and absorptive bricks of Pb-Zn mine tailings. Mater. Sci. Technol. 2016, 24, 46–51. [Google Scholar]
- Lograda, T.; Harkati, Z.; Adel, K.; Ramdani, M. Heavy metals accumulation in species from mine Karzet Youcef (Algeria). Word. J. Pharmaceut. Res. 2016, 5, 250–260. [Google Scholar]
- Belguidoum, A.; Lograda, T.; Ramdani, M. Heavy metals accumulation in Hertia cheirifolia along the highway in Setif region, Algeria. Biodiversitas J. Biol. Divers. 2020, 21. [Google Scholar] [CrossRef]
- Omara, R. Ecological and Geochemical Assessment of the Environment in the Zinc Ore Recovery Zone; Case of CHAABET EL-HAMRA Mining Complex (Algeria). In Advances in Green Energies and Materials Technology: Selected Articles from the Algerian Symposium on Renewable Energy and Materials (ASREM-2020); Springer: Singapore, 2021. [Google Scholar]
- ASTM D4318-17e1; Standard Test Methods for Liquid Limit, Plastic Limit, and Plasticity Index of Soils. ASTM International: West Concord, PA, USA, 2017.
- ASTM D4943-18; Standard Test Method for Shrinkage Factors of Soils by the Wax Method. ASTM International: West Concord, PA, USA, 2018.
- ASTM C29/C29M-17a; Standard Test Method for Bulk Density (“Unit Weight”) and Voids in Aggregate. ASTM International: West Concord, PA, USA, 2017.
- ASTM C373-18; Standard Test Method for Water Absorption, Bulk Density, Apparent Porosity, and Apparent Specific Gravity of Fired White ware Products. ASTM International: West Concord, PA, USA, 2018.
- ASTM C326-09; Standard Test Method for Drying and Firing Shrinkages of Ceramic White ware Clays. ASTM International: West Concord, PA, USA, 2016.
- ASTM C67-22; Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile. ASTM International: West Concord, PA, USA, 2022.
- ASTM C674-88; Standard Test Method for Flexural Properties of Ceramic White ware Materials. ASTM International: West Concord, PA, USA, 2019.
- Wang, S.; Gainey, L.; Baxter, D.; Wang, X.; Mackinnon, I.D.; Xi, Y. Thermal behaviours of clay mixtures during brick firing: A combined study of in-situ XRD, TGA and thermal dilatometry. Constr. Build. Mater. 2021, 299, 124319. [Google Scholar] [CrossRef]
- Milićević, S.; Milošević, V.; Povrenović, D.; Stojanović, J.; Martinović, S.; Babić, B. Removal of Heavy Metals from Aqueous Solution Using Natural and Fe(III) Oxyhydroxide Clinoptilolite. Clays Clay Miner. 2013, 61, 508–517. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulations | F0 | F5 | F10 | F15 | F20 | F25 | F30 |
|---|---|---|---|---|---|---|---|
| ZPTs (%) | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| ZPTs (g) | 0 | 15 | 30 | 45 | 60 | 75 | 70 |
| Clay (%) | 100 | 95 | 90 | 85 | 80 | 75 | 70 |
| Clay (g) | 300 | 285 | 270 | 255 | 240 | 225 | 210 |
| Elements | SiO2 | Al2O3 | FeT | CaO | K2O | MgO | TiO2 | Na2O | LOI |
|---|---|---|---|---|---|---|---|---|---|
| Percentage (%) | 42.9 | 23.3 | 8.25 | 8.9 | 2.8 | 4.1 | 2.7 | 1.1 | 5.95 |
| Zone of Sample | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Zn (%) | 0.91 | 0.71 | 0.23 | 1.01 | 0.65 |
| Elements | SiO2 | Al2O3 | Fe2O3 | CaO | K2O | MgO | MnO | Na2O | P2O5 | S | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Percentage (%) | 9.45 | 2.2 | 5.05 | 31.62 | 0.38 | 10.74 | 0.08 | 0.54 | 0.05 | 3.18 | 35.46 |
| Elements | Ti | Zn | Pb | Cu | Sr |
|---|---|---|---|---|---|
| Percentage (%) | 0.00918 | 0.04460 | 0.04171 | 0.00163 | 0.00293 |
| Elements | O | Mg | Al | Si | Cl | K | Ca | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|
| % of mass | 58.68 | 1.70 | 12.57 | 20.86 | 0.51 | 1.32 | 0.55 | 0.47 | 3.34 |
| Elements | O | Mg | C | Al | Si | S | Ca | Zn | Fe |
|---|---|---|---|---|---|---|---|---|---|
| % of mass | 58.07 | 9.33 | 17.12 | 2.97 | 1.84 | 3.77 | 4.57 | 0.13 | 2.2 |
| Elements | O | Mg | K | Al | Si | Ca | Ti | Fe |
|---|---|---|---|---|---|---|---|---|
| % of mass | 56.13 | 1.88 | 0.82 | 10.84 | 18.5 | 0.32 | 0.24 | 11.26 |
| Elements | O | Mg | Al | Si | Mo | S | Pb | K | Ca | Ti | Fe | Zn |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| % of mass | 52.68 | 4.81 | 7.73 | 13.09 | 0.85 | 2.3 | 0.65 | 0.76 | 9.45 | 0.39 | 5.05 | 1.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Messai, A.; Menéndez-Aguado, J.M.; Berrekbia, L.; Meramria, I.; Pérez, B.F.; Nikolić, V.; Trumić, M.; Boustila, A. Utilisation of Zinc Processing Tailings (ZPTs) in Fired Clay Bricks Manufacturing: Case Study. Minerals 2025, 15, 325. https://doi.org/10.3390/min15030325
Messai A, Menéndez-Aguado JM, Berrekbia L, Meramria I, Pérez BF, Nikolić V, Trumić M, Boustila A. Utilisation of Zinc Processing Tailings (ZPTs) in Fired Clay Bricks Manufacturing: Case Study. Minerals. 2025; 15(3):325. https://doi.org/10.3390/min15030325
Chicago/Turabian StyleMessai, Ali, Juan M. Menéndez-Aguado, Linda Berrekbia, Ikram Meramria, Begoña Fernández Pérez, Vladimir Nikolić, Milan Trumić, and Amir Boustila. 2025. "Utilisation of Zinc Processing Tailings (ZPTs) in Fired Clay Bricks Manufacturing: Case Study" Minerals 15, no. 3: 325. https://doi.org/10.3390/min15030325
APA StyleMessai, A., Menéndez-Aguado, J. M., Berrekbia, L., Meramria, I., Pérez, B. F., Nikolić, V., Trumić, M., & Boustila, A. (2025). Utilisation of Zinc Processing Tailings (ZPTs) in Fired Clay Bricks Manufacturing: Case Study. Minerals, 15(3), 325. https://doi.org/10.3390/min15030325