1. Introduction
Milling is one of the most energy intensive processes in industry, contributing 2% of all global energy usage [
1]. As the reserves of many nonrenewable mineral resources around the world are decreasing year by year, and the resource occurrence grade is low, the particle size is fine, and the composition is complex, a large amount of poor fine impurities and difficult-to-process ores are problematic to comprehensively utilize due to outdated grinding equipment, high energy consumption, and low efficiency [
2]. A vertical stirred mill is a type of energy-saving ultrafine milling equipment that mainly works by friction grinding. Compared to traditional horizontal ball mills, it can reduce production energy consumption for coarse grinding by up to 30% [
3] and has the advantages of low energy consumption, low noise, and a small footprint. It is widely used in mineral processing [
4].
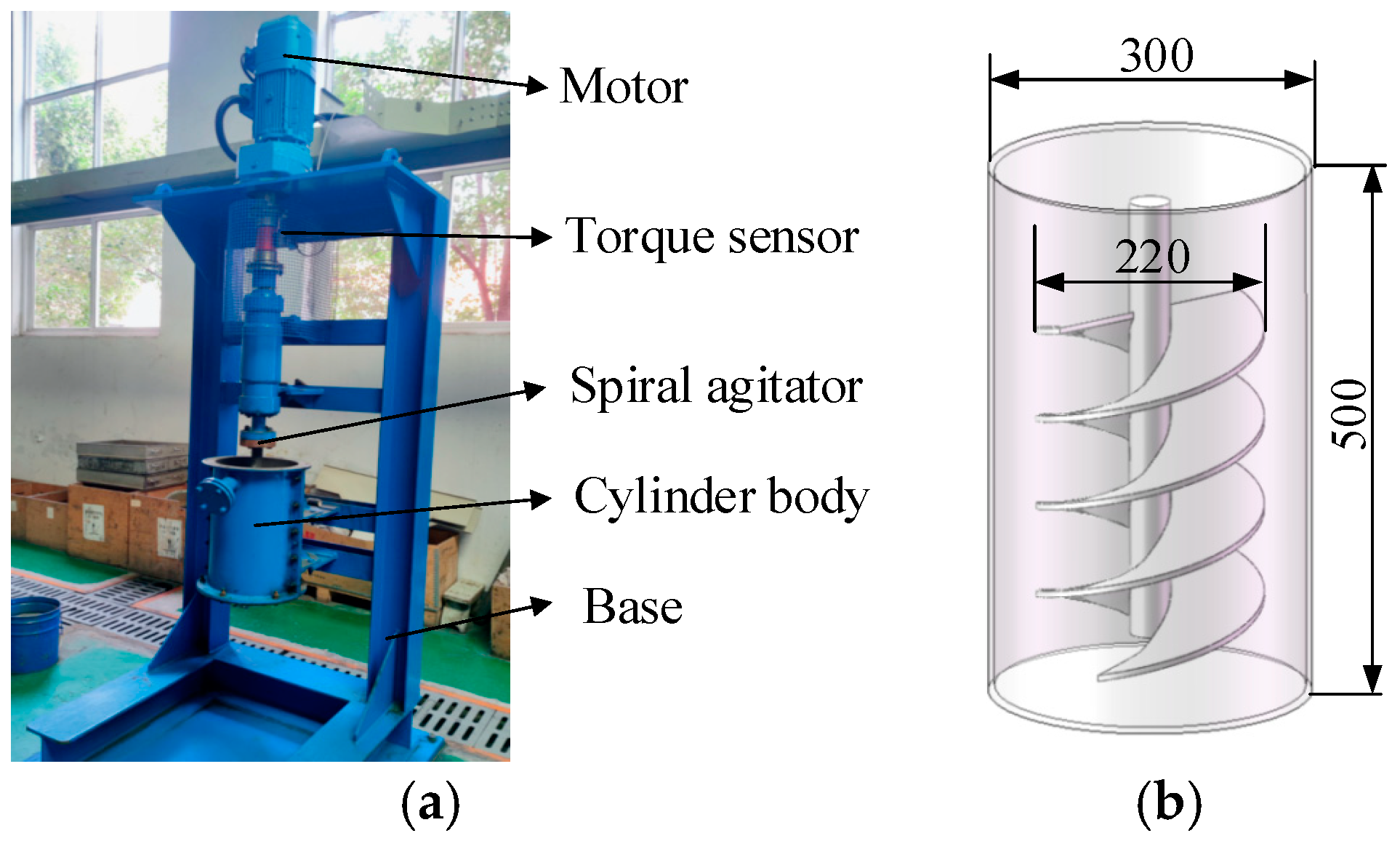
During the operation of the vertical stirred mill, the motor drives the agitator to rotate, which in turn drives the circular reciprocating motion of the grinding media and slurry inside the cylinder. Under the continuous squeezing, collision, and shearing of the grinding spheres, the micro-sized ore particles in the slurry are refined [
5,
6,
7]. There is a multiphase material coupling effect between the agitator, slurry, and grinding spheres inside the cylinder, and the motion law is very complex. Different operating parameters, structural parameters, and process parameters will result in different grinding efficiencies [
8,
9]. The local grinding media concentration, velocity profiles, grinding media collisions, and stress energies were compared for varied total grinding media fillings and stirrer speeds by Fragnière et al. [
10]. Rhymer et al. explored the fundamental dynamics of vertical stirred mills when using multiple sizes of grinding media by employing the discrete element method (DEM) [
11], and the grinding performance was evaluated from five aspects: media segregation, media velocity, media force, contact energy, and power draw. A HIGmill, operated on a copper regrind circuit, was sampled under different operating conditions, i.e., tip speeds, solids contents, and media filling, and the influence on grinding efficiency was studied by Altun et al. [
12]. The influence of different operating parameters on the temperature of a stirred mill was studied by Guner et al. [
13], and a power number correlation was established to calculate the power under any milling condition, which determines the heat generation rate. The effects of agitator shape, including tower mill and pin mill, and the shape of the grinding media on grinding efficiency were studied by Sinnott et al. [
14,
15]. Therefore, reasonable parameter settings can improve the grinding efficiency of a vertical stirred mill.
The rotational speed of the agitator is one of the important parameters affecting the grinding efficiency. Several researchers found that the increase in speed resulted in an increase in fineness and specific surface area of the product [
16,
17]. Oliveira et al. [
18] proposed that the speed had a very significant effect on predicted apparent breakage rates, increasing approximately in proportion to the mill’s specific power. Such variation was mainly due to the increase in collision frequency with speed. Increase in speed also resulted in an increase in fineness of the apparent breakage function. Fadhel et al. [
19] emphasized that increasing the speed of the stirrer would increase the collision force of the grinding spheres and also increase the number of collisions. The grinding efficiency is the highest when the collision energy of the grinding spheres reaches just enough to overcome the particle crushing energy. Mankosa et al. [
16,
20] proposed that when the rotational speed reaches 7 m/s, vortices will form in the chamber of gravity-induced mills, which will reduce the grinding efficiency. Low speed can actually reduce the influence of vortices and improve grinding efficiency [
21]. Rhymer et al. [
1] mentioned that higher rotational speeds can improve grinding efficiency, but this comes at the cost of increased power consumption, and the two are conflicting. It is necessary to find a reasonable rotational speed to balance the effectiveness and efficiency of the mill. From this, it can be seen that the rotational speed has a significant impact on the grinding efficiency. Increasing the speed will improve the grinding effect, but it will increase energy consumption. There is still controversy over whether to choose high or low speeds for the mill.
Simulation and experimentation are the main means of studying the operating parameters of a vertical stirred mill [
22,
23,
24]. The early application of DEM was used to simulate the motion law and wear behavior of grinding spheres in dry stirred mills [
25,
26]. Subsequently, computational fluid dynamics (CFD) was developed to simulate slurry, which belongs to the fluid phase, and the DEM–CFD method was widely used in wet stirred mills [
27,
28]. In order to improve the computational efficiency of coupling simulation between slurry and grinding media, the smoothed particle hydrodynamics (SPH) method was developed to model the slurry [
29]. Then, the DEM–SPH method was widely used in wet vertical stirred mills [
30,
31]. Furthermore, the coupled particle finite element method (PFEM), finite element method (FEM), and DEM models were used to simulate the mechanical behavior of a stirred mill [
32,
33,
34]. Although these simulation methods can reflect grinding behavior through power, force, energy, wear, etc., they cannot truly provide information on product particle size and processing capacity. On the contrary, experiments can provide information such as grinding time and product particle size, which is still the preferred research method for studying grinding efficiency [
35,
36,
37].
In this study, a vertical spiral stirred mill was taken as the research object, and the effects of different speeds on energy consumption and product particle size were experimentally studied. The purpose of this study is to obtain the influence of speed on energy consumption and product particle size and to establish an evaluation index to comprehensively reflect the grinding efficiency at different speeds, providing a basis for selecting the speed of the mill. The sections are organized as follows. The experimental setup and parameters are introduced in
Section 2. The grinding results are provided from two aspects, energy consumption and product size, in
Section 3. A new evaluation index of grinding efficiency is established, and the grinding efficiency at different rotational speeds is calculated in
Section 4. Finally, some important conclusions are presented in
Section 5.
5. Conclusions
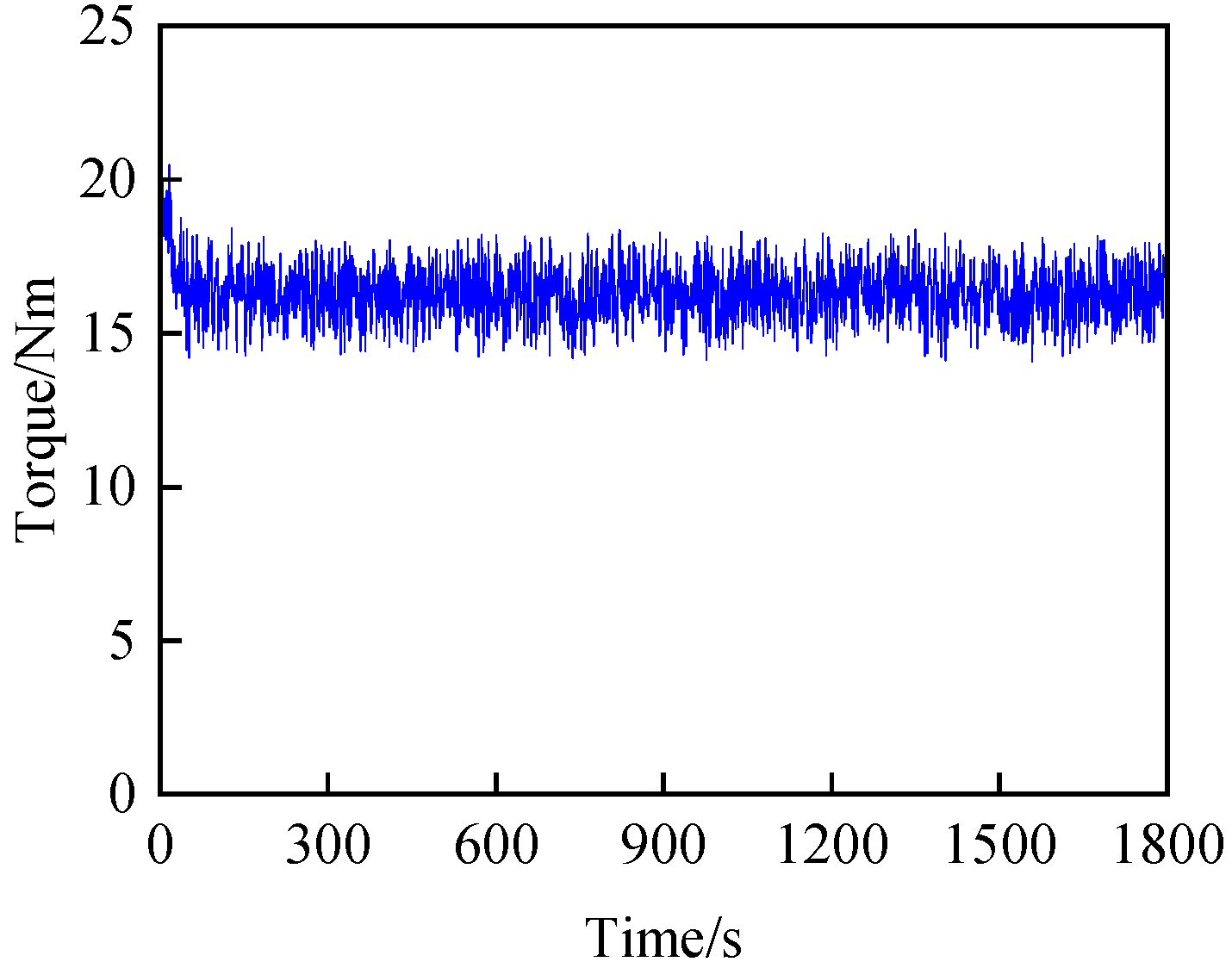
The rotational speed of the agitator is one of the important parameters that affect the grinding efficiency of the vertical stirred mill. The effects of different speeds on energy consumption, product particle size, and grinding efficiency are analyzed in this study. An experimental vertical stirred mill with 2.2 kW operating power was used to grind iron ore. Five different speed parameters (175, 215, 260, 300, 350 rpm) are set. The torque of the agitator and product particle size are recorded every 10 min. Some important results and conclusions have been obtained.
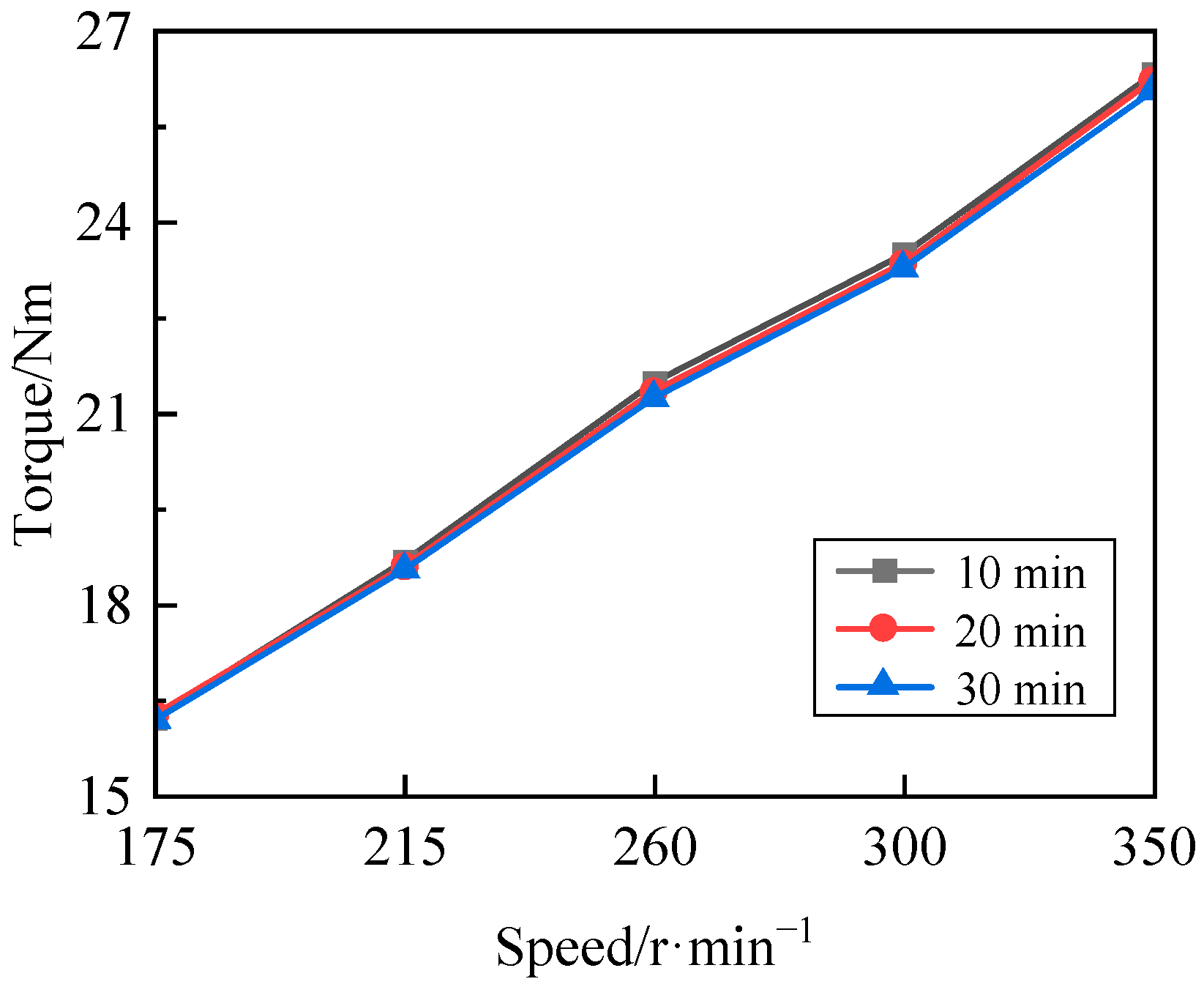
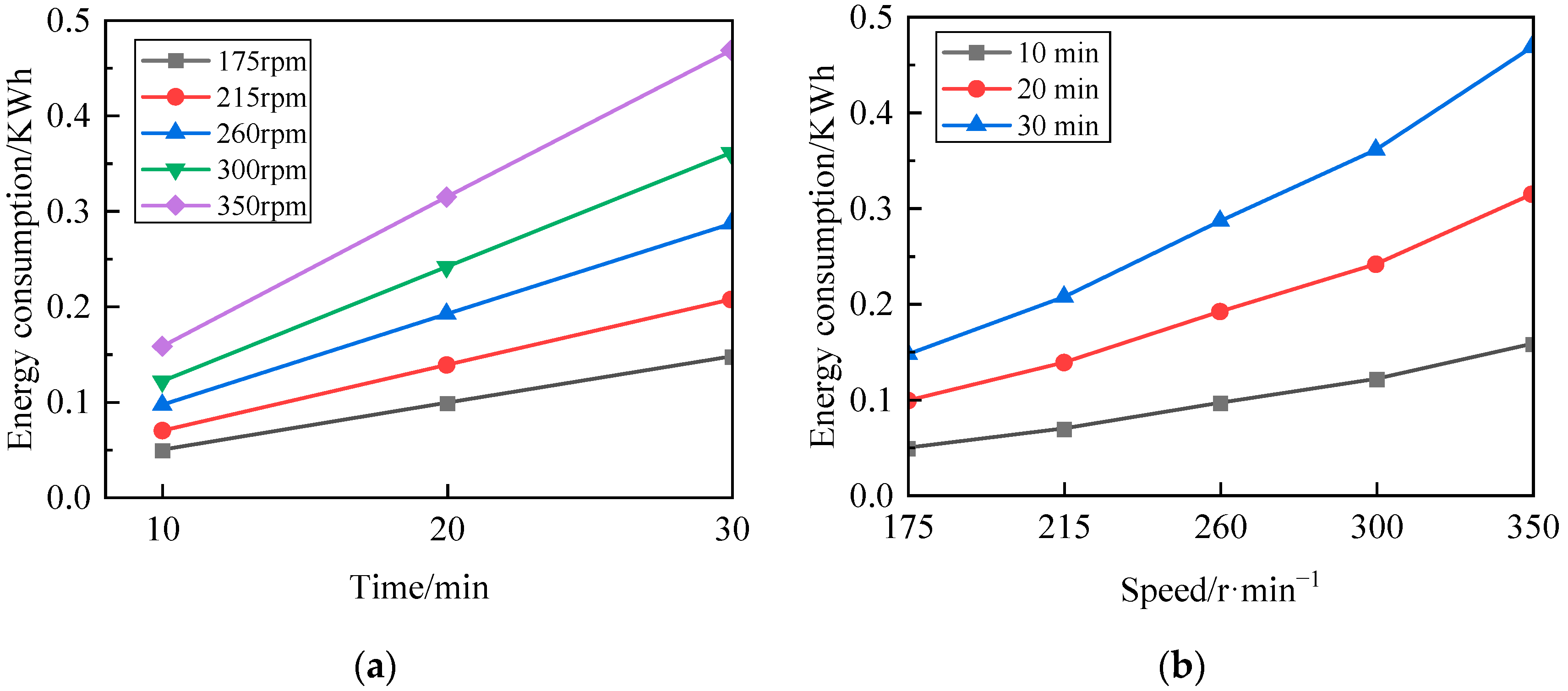
Firstly, the energy consumption of the mill at different speeds and times is measured and calculated. At the same rotational speed, the energy consumption increases linearly with time, and the energy consumption also increases continuously as the rotational speed increases during the same time period.
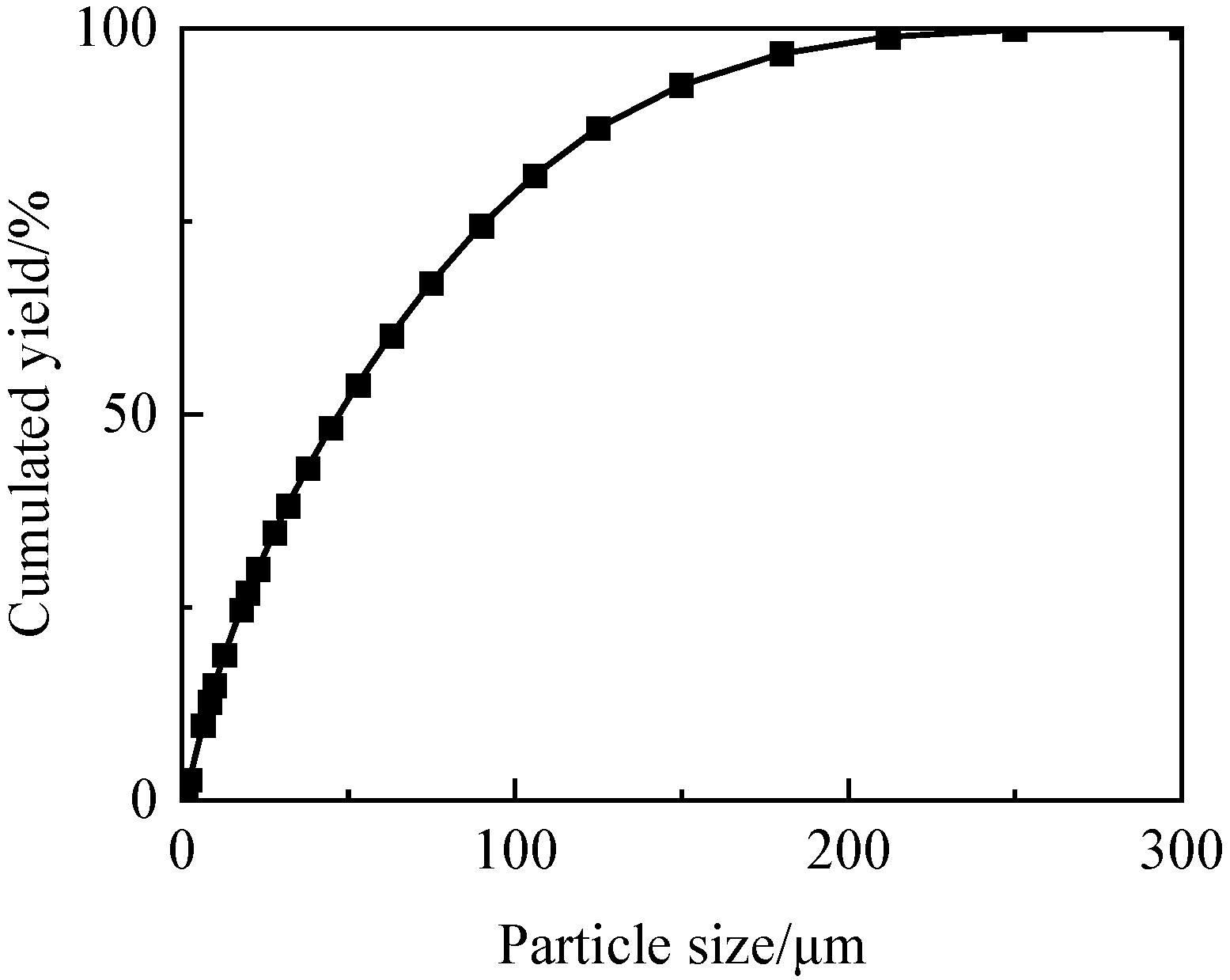
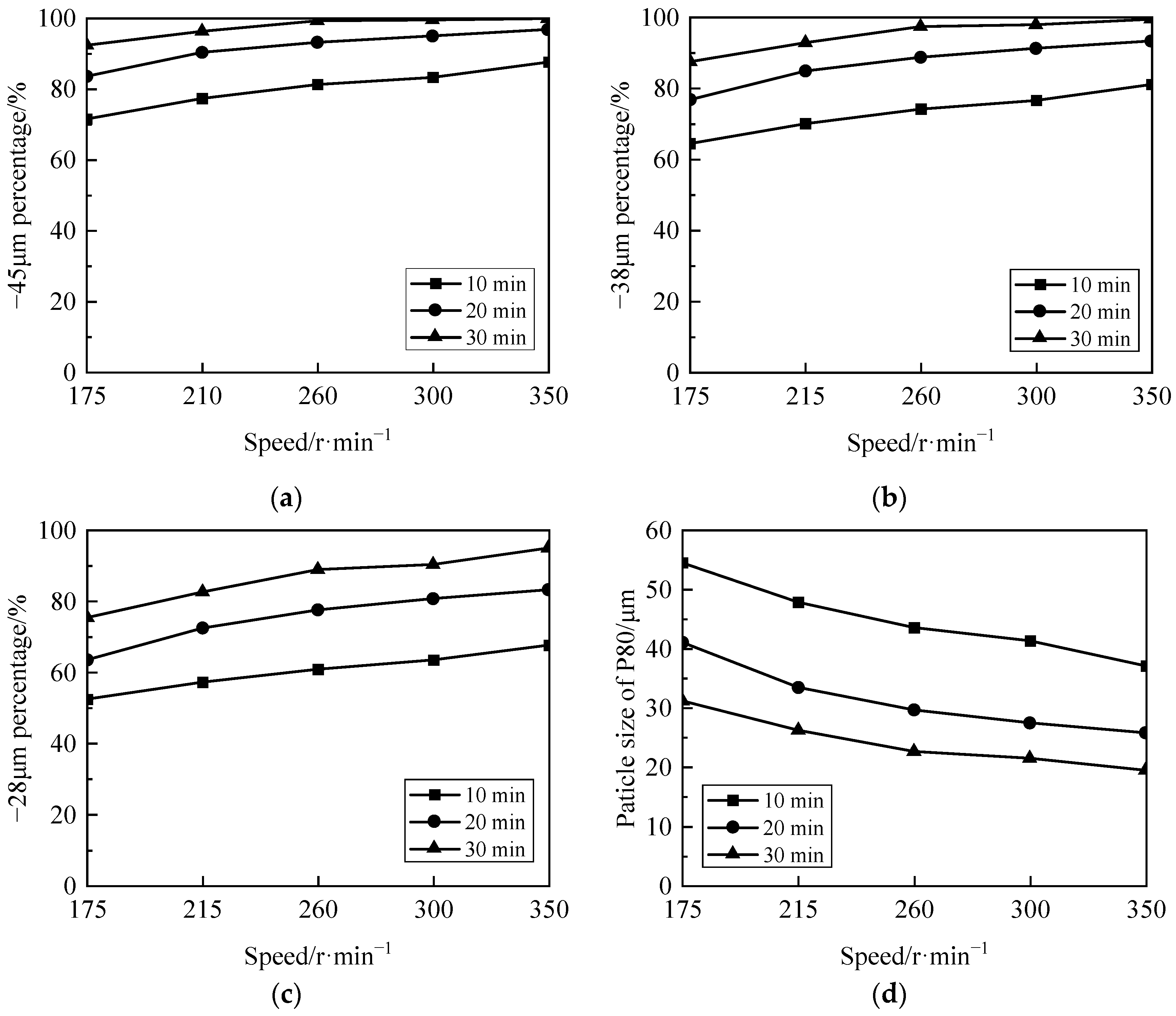
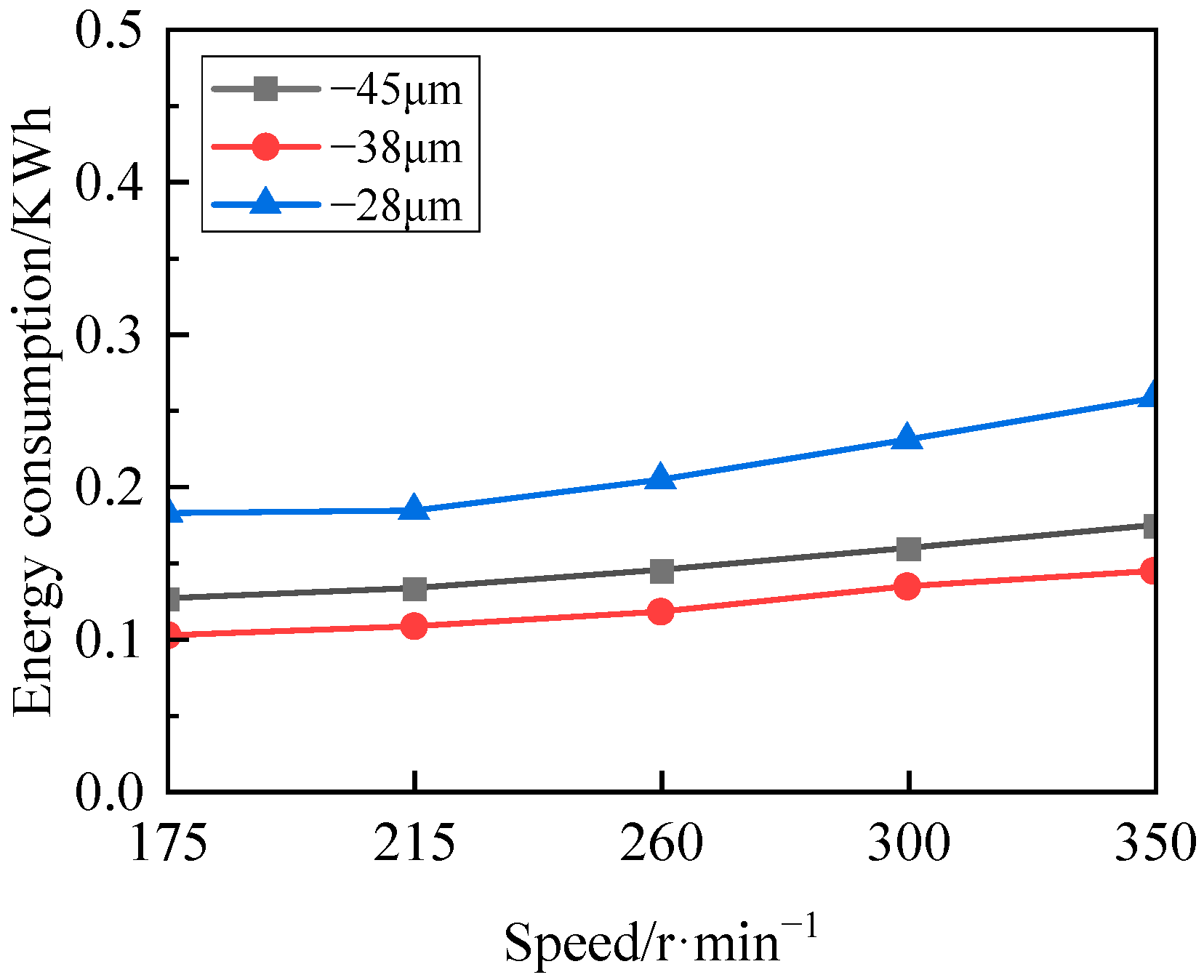
Then, the particle percentages of −45, −38, −28 μm and the particle size at P80 in the samples are studied at different speeds and times. It was found that at the same rotational speed, the percentage of the same product particle size in the screened material continues to increase as the grinding time increases. It also increases as the agitator speed increases under the same grinding time. In addition, the particle size of P80 continuously decreases with the increase in grinding time at the same rotational speed, or the agitator speed increases under the same grinding time. After grinding at different speeds for a certain period of time, the energy consumption for the particle size to reach the same percentage is measured. It was found that the energy consumption increases with the increase in rotational speed when the particle size of the same product reaches the same proportion. From the above analysis, it can be concluded that increasing the rotational speed will increase the grinding effect, but it will trigger more energy consumption. The evaluation of grinding efficiency requires comprehensive consideration of grinding time, energy consumption, and product particle size.
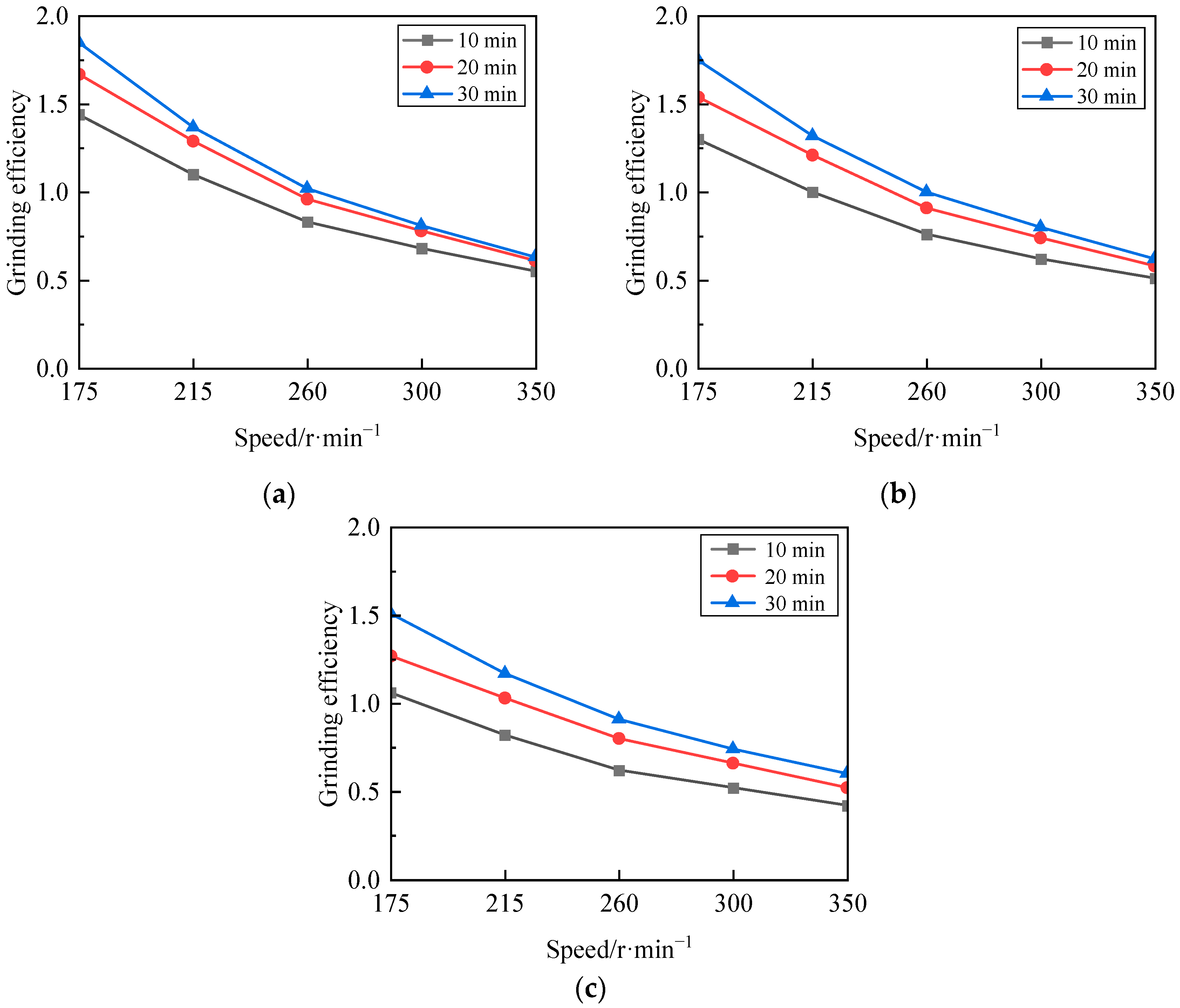
Next, a new evaluation index to comprehensively reflect the grinding efficiency of the mill is proposed in this study. The grinding efficiency η can be defined as the ability of a mill to grind the same product per unit of time and energy consumption, which is a dimensionless evaluation index, and the larger its value, the higher the grinding efficiency. It was found that for the same product particle size, the grinding efficiency decreases continuously with the increase in rotation speed at the same time.
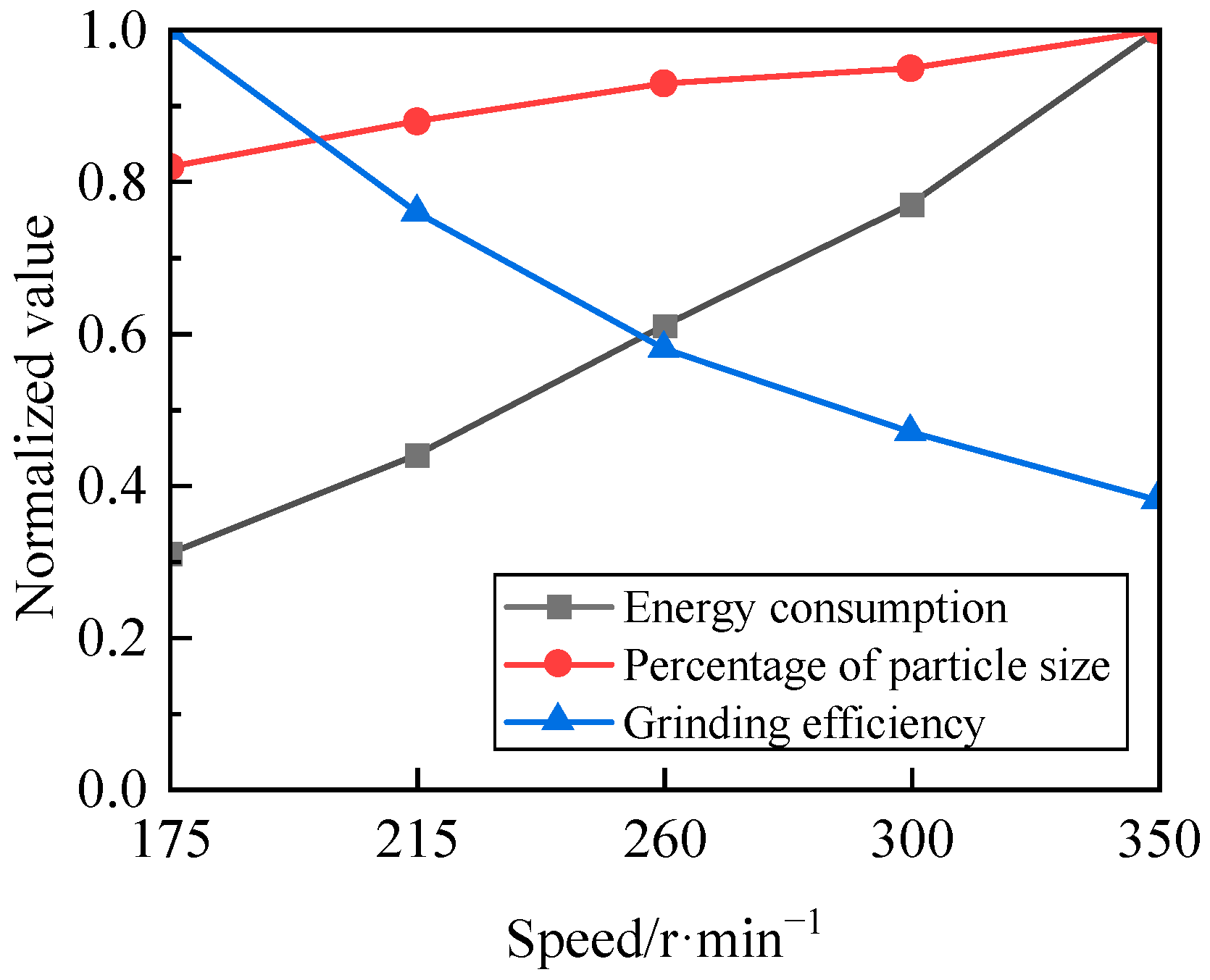
Finally, the changes in energy consumption, percentage of particle size, and grinding efficiency with respect to rotational speed are comprehensively compared. It was found that with the increase in time, both energy consumption and the percentage of particle size continue to increase with the increase in speed, and the growth rate of energy consumption is faster than that of the percentage of particle size, but the grinding efficiency decreases continuously with the increase in rotational speed. If high processing capacity is pursued within a certain period of time, high speed can be chosen, but it will result in energy loss. On the contrary, the low speed can be chosen if considering the grinding economy. In future research, different ore materials and feed particle sizes should be considered as evaluation indicators of grinding efficiency, which will improve the universality of the results.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}