
Evaluation of Linamon Red Clay, Salvador Black Cinder and Kapatagan Diatomaceous Earth of the Southern Philippines

 , , ,
, , , 
 ,
, 
 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation of the Raw Materials
2.2. Raw Material Characterization
2.3. Specimen Preparation for Fusion Test and Sintering Treatments
3. Results and Discussion
3.1. Raw Material Characterization
3.1.1. Particle Size Distribution and Specific Gravity
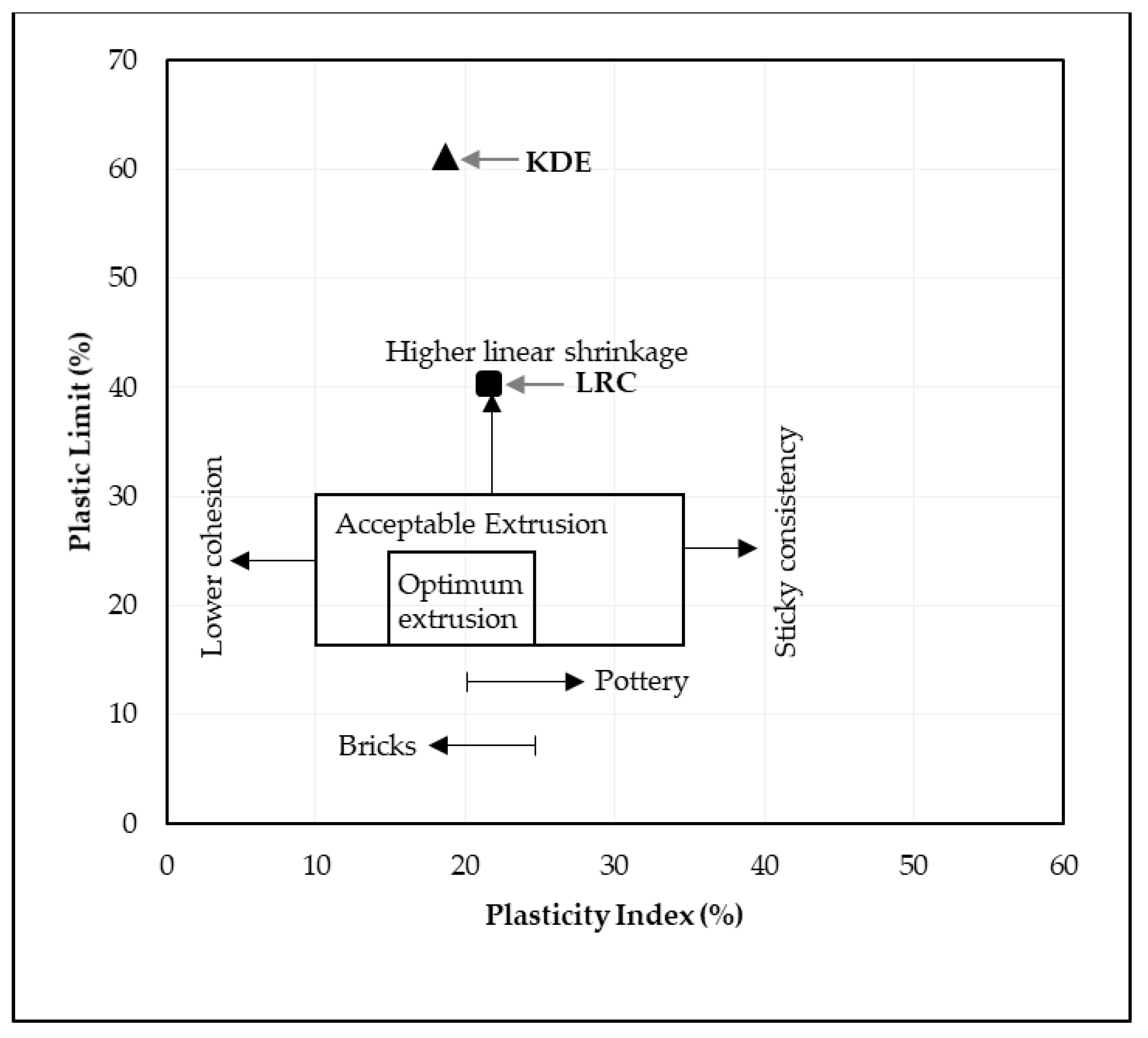
3.1.2. Plasticity
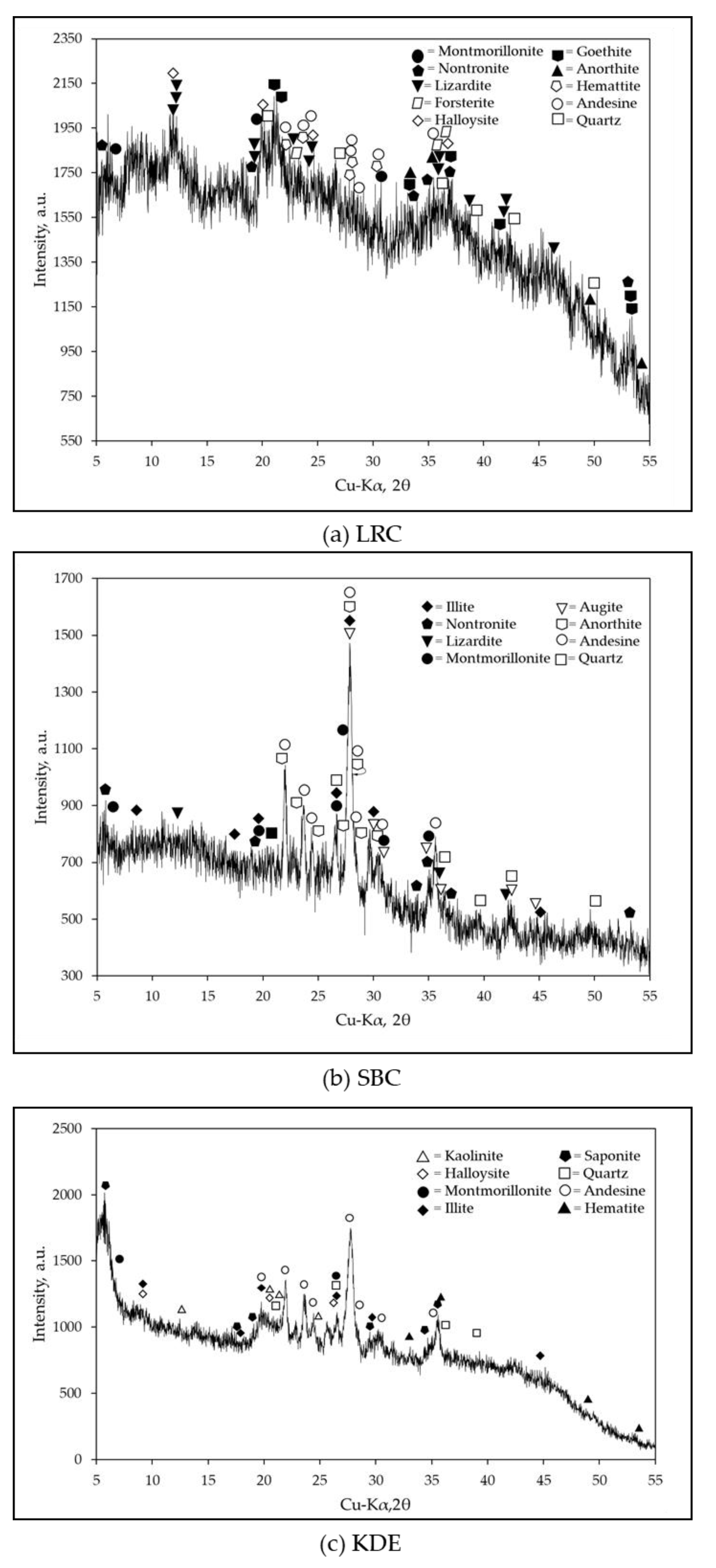
3.1.3. Mineralogical and Chemical Analysis
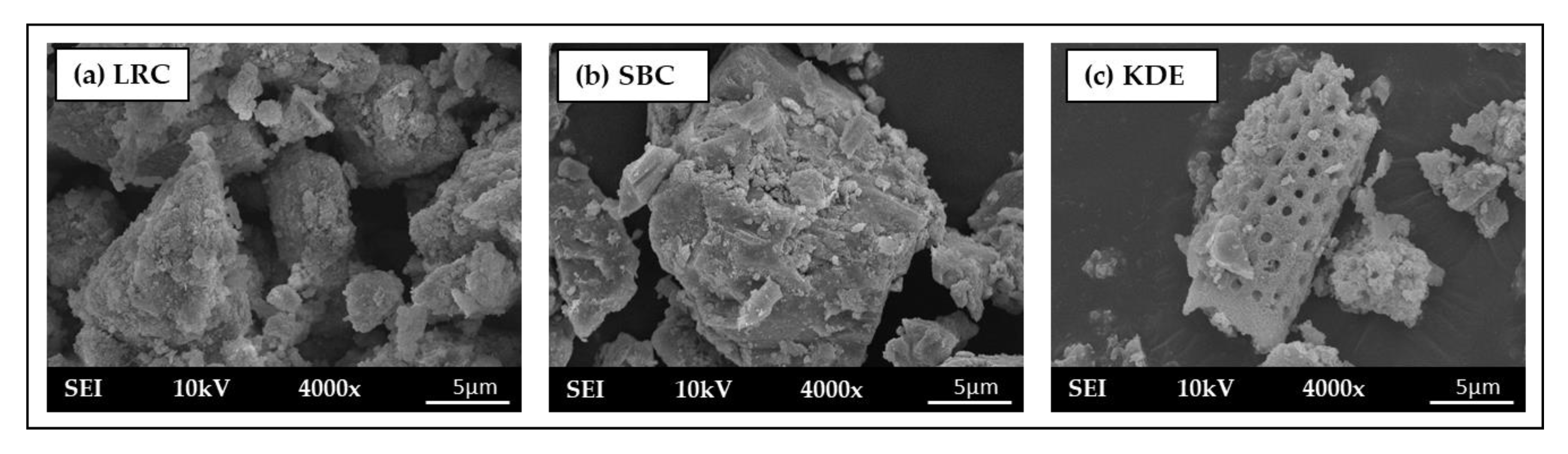
3.1.4. Morphological Analysis
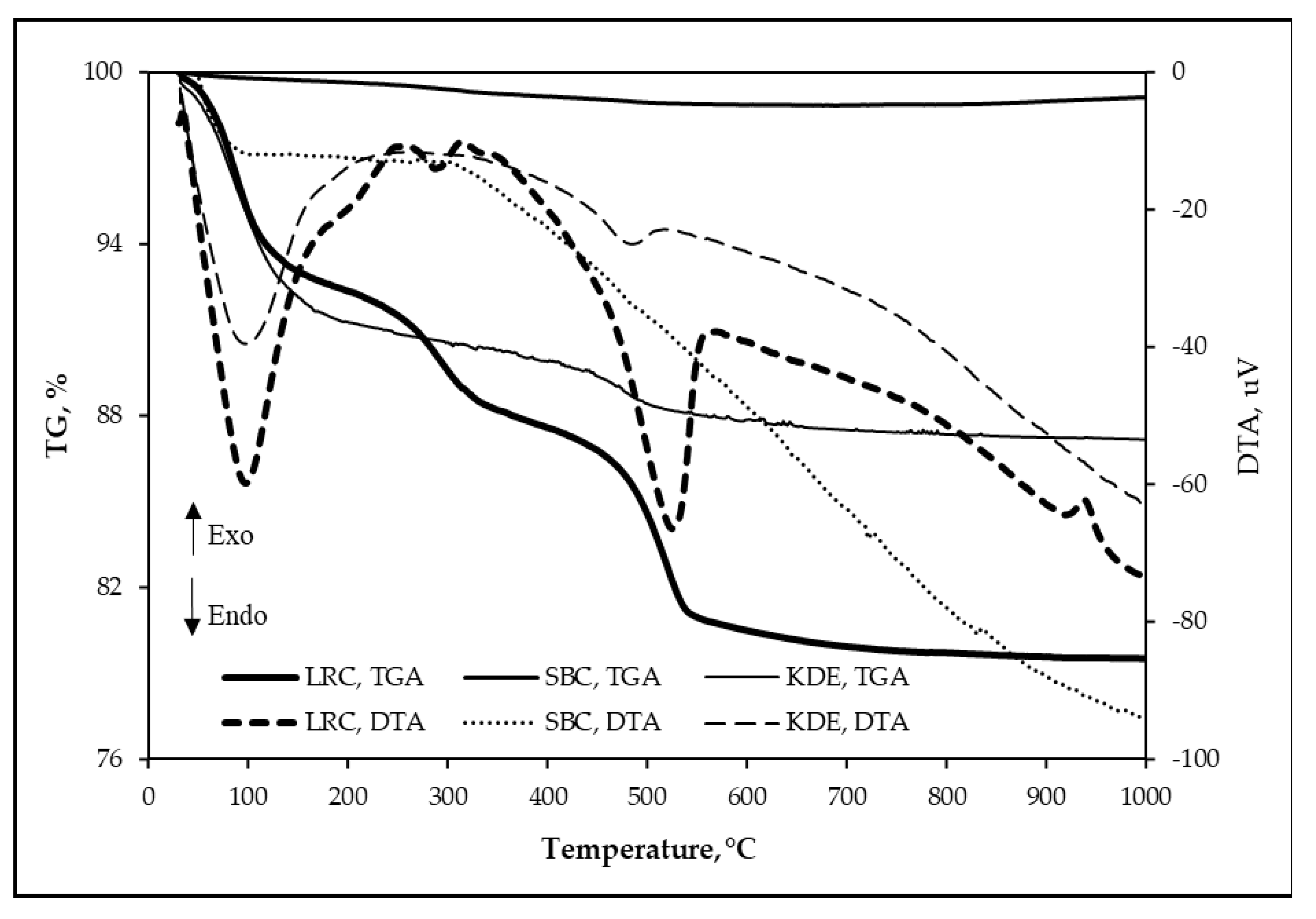
3.1.5. Thermal Analysis
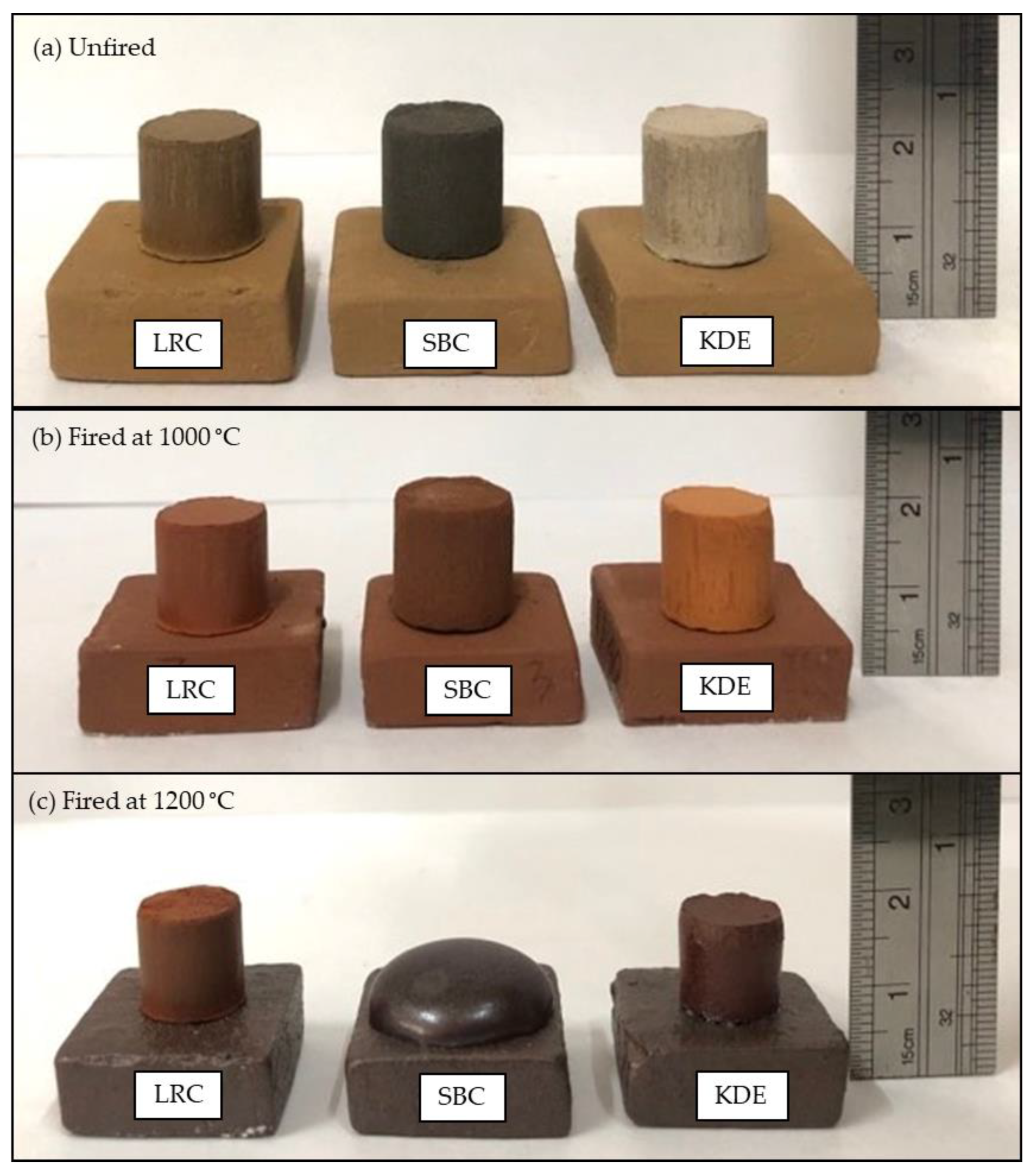
3.2. Fusion Test
4. Conclusions and Future Works
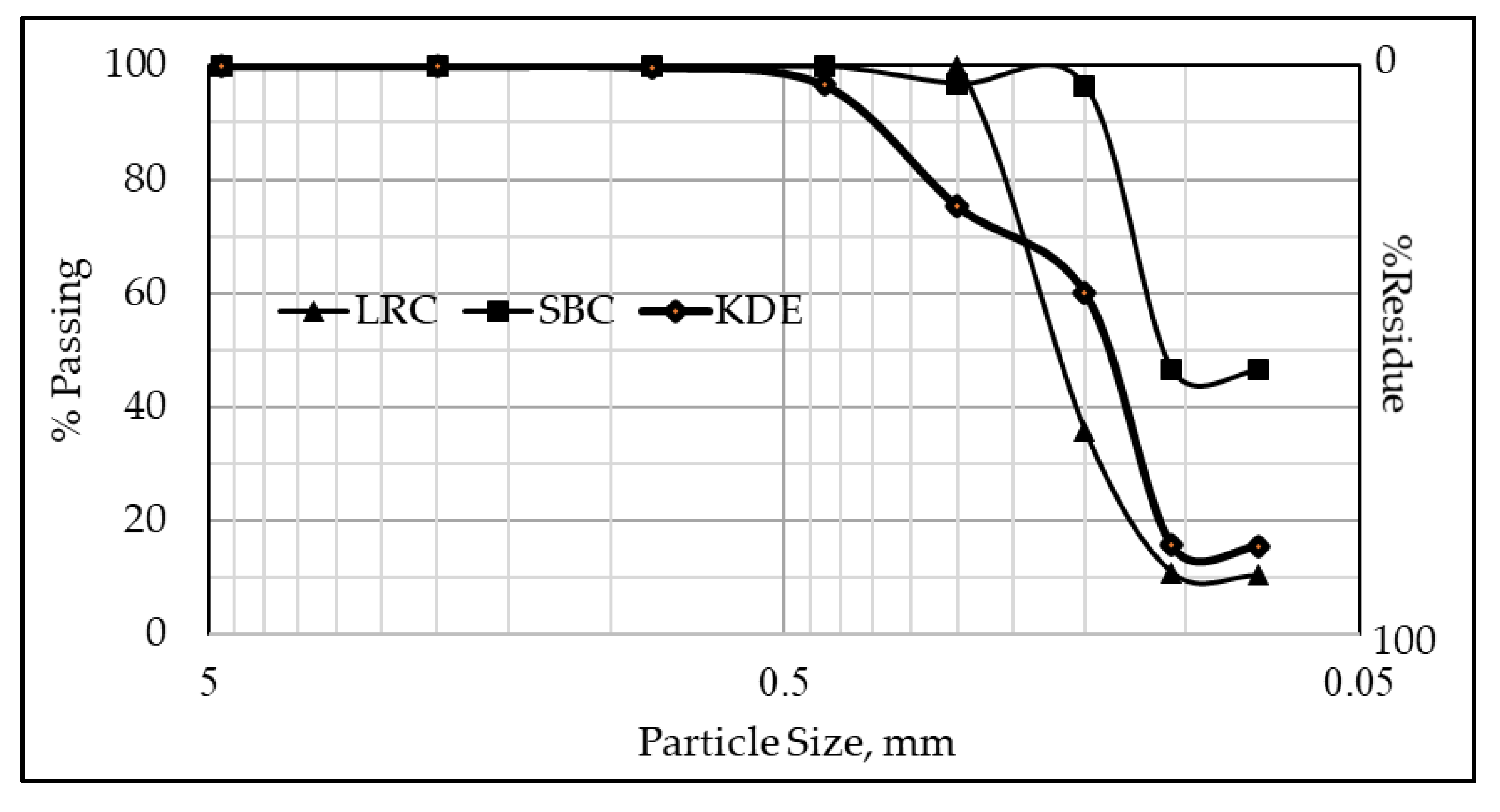
- Of the three raw materials, SBC has the highest cumulative passing size of 96.53% in a 150-micron sieve, which makes it advantageous for ceramic applications requiring raw materials of less than 150 microns.
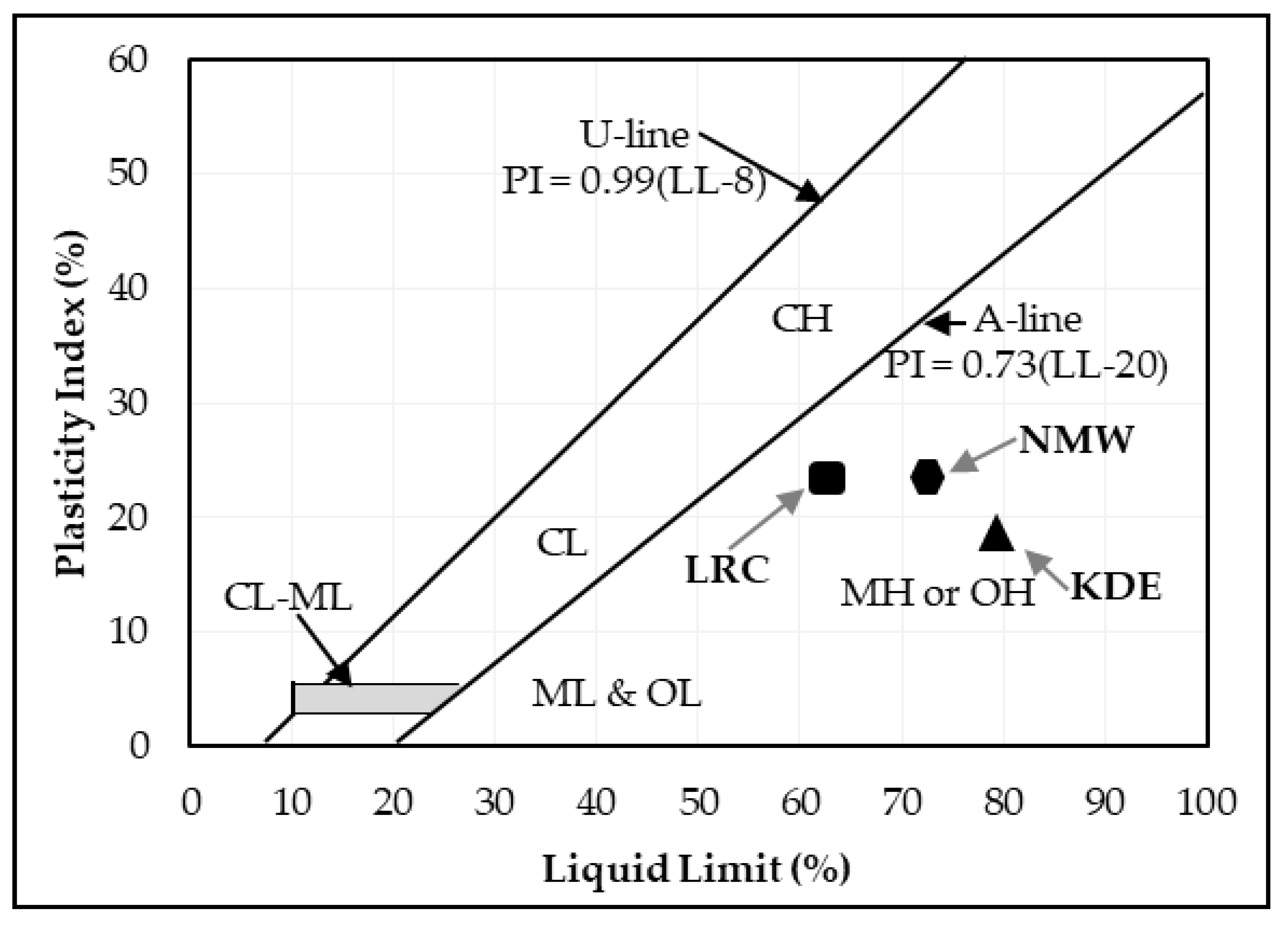
- SBC is reported to be nonplastic, and LRC and KDE are classified as plastic materials with respect to their Atterberg limits and are suitable for brick production. In addition, LRC has potential for pottery production.
- The chemical compositions of the three samples reveal high silica, iron oxide and magnesium oxide. Only LRC is considered to have high alumina clay deposit levels due to its high alumina content. Their common mineral contents are montmorillonite, quartz and andesine. LRC is a potential source of clay for the slip casting production of ceramic tiles.
- Based on its thermal behavior, SBC exhibited a negligible effect on mass loss when used in clay-based materials for ceramic production.
- Black cinder of Salvador has the darkest shade of red and has the highest fusion coverage on the platform among the three materials at 1200 °C, which makes it a potential replacement or supplement for feldspar in clay-based triaxial materials for ceramic production.
- KDE could be used for secondary clay content or as a good source of flux for a certain temperature range.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ceramic Tiles -Securing the Future of Philippine Industries. Available online: https://industry.gov.ph/industry/ceramic-tiles/ (accessed on 1 December 2022).
- Clay Processing: AP 42, Mineral Products Industry. Available online: https://www3.epa.gov/ttnchie1/ap42/ch11/final/c11s25.pdf (accessed on 18 January 2023).
- Dejeto, R.V.; Apollo, B.E.P.; Franco, S.S.; Pondoc, D.C.; Virtudazo, R.V.R. Improvement of Existing Structural Clay Products Manufacturing in Ilocos Norte. In Harnessing Science and Technology to Meet the Global Challenge; Tansinsin, L.G., Ed.; Philippine Association for the Advancement of Science (PhilAAS): Manila, Philippines, 2002; Volume 1, pp. 250–261. [Google Scholar]
- Virtudazo, R.V.R.; Apollo, B.E.; Puyaoan, A.; Pugat, C. Utilization of Local Red Clay for the Production of Terra Cotta by Slip Casting. Prepr. Annu. Meet. Ceram. Soc. Jpn. <Br> Prepr. Fall Meet. Ceram. Soc. Jpn. 2023, 2003F, 820. [Google Scholar] [CrossRef]
- Bernardo-Arugay, I.C.; Echavez, F.J.A.; Aquiatan, R.H.L.; Tabelin, C.B.; Virtudazo, R.V.R.; Resabal, V.J.T. Development of Ceramic Tiles from Philippine Nickel Laterite Mine Waste by Ceramic Casting Method. Minerals 2022, 12, 579. [Google Scholar] [CrossRef]
- THE 17 GOALS—The 2030 Agenda for Sustainable Development. Available online: https://sdgs.un.org/goals (accessed on 1 December 2022).
- Ochen, W.; D’ujanga, F.M.; Oruru, B.; Olupot, P.W. Physical and mechanical properties of porcelain tiles made from raw materials in Uganda. Results Mater. 2021, 11, 100195. [Google Scholar] [CrossRef]
- Akhtar, F.; Rehman, Y.; Bergström, L. A study of the sintering of diatomaceous earth to produce porous ceramic monoliths with bimodal porosity and high strength. Powder Technol. 2010, 201, 253–257. [Google Scholar] [CrossRef]
- Milošević, M.; Logar, M. Properties and characterization of a clay raw material from Miličinica (Serbia) for use in the ceramic industry. Clay Miner. 2017, 52, 329–340. [Google Scholar] [CrossRef]
- Bernardo, I.; Diamante, J.; Lanticse-Diaz, L. Characterization of a Philippine Clay. In Proceedings of the AUNSEED-Met Conference, Olongapo City, Philippines, 27 October 2011. [Google Scholar]
- ASTM D6913−04; Standard Test Methods for Particle-Size Distribution (Gradation) of Soils Using Sieve Analysis. ASTM Stand: West Conshohocken, PA, USA, 2009.
- ASTM D854-14; Standard Test Methods for Specific Gravity of Soil Solids by Water Pycnometer. ASTM International: West Conshohocken, PA, USA, 2014; Volume 10.
- ASTM D4318-10; Standard Test Methods for Liquid Limit, Plastic Limit, and Plasticity Index of Soils. ASTM International: West Conshohocken, PA, USA, 2010.
- Nickel, E.H.; Nichols, M.C. IMA/CNMNC List of Mineral Names compiled by. Am. Mineral. 1978, 63, 1023. [Google Scholar]
- Brown, G. Crystal Structures of Clay Minerals and Their X-ray Identification; The Mineralogical Society of Great Britain and Ireland: London, UK, 1982; Volume 5. [Google Scholar]
- Spears, D.B. Velde Introduction to Clay Minerals. Chemistry, Origins, Uses and Environmental Significance. Clay Miner. 1993, 28, 161–162. [Google Scholar] [CrossRef]
- Grim, R.E. Applied Clay Mineralogy; McGraw-Hill: New York, NY, USA, 1962. [Google Scholar]
- Nazmin, S.; Das, A.; Khan, M.Z.; Amin, M.S.; Hanif, M.J.O.J.o.S.S. Soil Clay Mineralogical Phase Analysis of Ganges Floodplain Soils by XRD and XRF. Open J. Soil Sci. 2019, 9, 298–312. [Google Scholar] [CrossRef]
- Ryan, W.; Radford, C. Whitewares Production, Testing, and Quality Control: Including Materials, Body Formulations, and Manufacturing Processes; Pergamon: Oxford, UK, 1987. [Google Scholar]
- Simpson, K. Ceramic Material Fusion Tests. Available online: https://static1.squarespace.com/static/527ac372e4b0d4e47bb0e554/t/6092ba6147bc3822ba54c2fb/1620228708367/Alfred_Fusion_Tests_Simpson_2021_reduced.pdf (accessed on 8 January 2023).
- Hanein, T.; Thienel, K.-C.; Zunino, F.; Marsh, A.; Maier, M.; Wang, B.; Canut, M.; Juenger, M.C.; Ben Haha, M.; Avet, F. Clay calcination technology: State-of-the-art review by the RILEM TC 282-CCL. Mater. Struct. 2022, 55, 3. [Google Scholar] [CrossRef]
- Patrick, D.O.; Kefas, H.M.; John, Y.M.; Ameh, V.I. Investigation of the physical properties of tiles produced with Otukpo clay. Leonardo Electron. J. Pract. Technol. 2015, 14, 162–176. [Google Scholar]
- Hajjaji, W.; Hachani, M.; Moussi, B.; Jeridi, K.; Medhioub, M.; López-Galindo, A.; Rocha, F.; Labrincha, J.; Jamoussi, F. Mineralogy and plasticity in clay sediments from north-east Tunisia. J. Afr. Earth Sci. 2010, 57, 41–46. [Google Scholar] [CrossRef]
- ASTM D2487-17; Standard Practice for Classification of Soils for Engineering Purposes (Unified Soil Classification System). ASTM International: West Conshohocken, PA, USA, 2011.
- Shahsavani, S.; Vakili, A.H.; Mokhberi, M.; Environment, T. The effect of wetting and drying cycles on the swelling-shrinkage behavior of the expansive soils improved by nanosilica and industrial waste. Bull. Eng. Geol. Environ. 2020, 79, 4765–4781. [Google Scholar] [CrossRef]
- Dang, L.C.; Khabbaz, H.; Ni, B.-J. Improving engineering characteristics of expansive soils using industry waste as a sustainable application for reuse of bagasse ash. Transp. Geotech. 2021, 31, 100637. [Google Scholar] [CrossRef]
- Danish, A.; Totiç, E.; Bayram, M.; Sütçü, M.; Gencel, O.; Erdoğmuş, E.; Ozbakkaloglu, T.J.M. Assessment of Mineralogical Characteristics of Clays and the Effect of Waste Materials on Their Index Properties for the Production of Bricks. Materials 2022, 15, 8908. [Google Scholar] [CrossRef]
- Vieira, C.; Monteiro, S.J.C.; Materials, B. Effect of grog addition on the properties and microstructure of a red ceramic body for brick production. Constr. Build. Mater. 2007, 21, 1754–1759. [Google Scholar] [CrossRef]
- Khanlari, G.; Namazi, A.; Abdi Lor, Y. Assessment of Engineering Properties of Clay Soils as Brick and Tiles Materials in Hamedan, West Of Iran. In Proceedings of the 10th International Congress for Applied Mineralogy (ICAM), Trondheim, Norway, 1–5 August 2011; pp. 369–376. [Google Scholar]
- Torres, P.; Manjate, R.; Fernandes, H.; Olhero, S.; Ferreira, J. Incorporation of river silt in ceramic tiles and bricks. Ind. Ceram. 2009, 29, 1–8. [Google Scholar]
- Glendinning, S.; Jones, C.J.; Lamont-Black, J. The use of electrokinetic geosynthetics (EKG) to improve soft soils. In Elsevier Geo-Engineering Book Series; Elsevier: Amsterdam, The Netherlands, 2005; Volume 3, pp. 997–1043. [Google Scholar]
- Budhu, M. Soil Mechanics and Foundations; Wiley: Hoboken, NJ, USA, 2020. [Google Scholar]
- Longos, A., Jr.; Tigue, A.A.; Dollente, I.J.; Malenab, R.A.; Bernardo-Arugay, I.; Hinode, H.; Kurniawan, W.; Promentilla, M.A.J.M. Optimization of the mix formulation of geopolymer using nickel-laterite mine waste and coal fly ash. Minerals 2020, 10, 1144. [Google Scholar] [CrossRef]
- Canillo, S.; Cortez, C.; Bernando-Arugay, I. Design and Production of Buchner Funnel using Maria Cristina Clay by Slip Casting Method. In Proceedings of the METCON 2017 I, Batac City, Philippines, 26–28 October 2017. [Google Scholar]
- Hosterman, J.W.; Patterson, S.H.; Good, E.E.; World Nonbauxite Aluminum Resources Excluding Alunite. U.S. Geological Survey Professional Paper 1076-C 1990. Available online: https://pubs.usgs.gov/pp/1076c/report.pdf (accessed on 1 February 2023).
- ASTM C618–14; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2014.
- Luhar, S.; Rajamane, N.; Corbu, O.; Luhar, I. Impact of incorporation of volcanic ash on geopolymerization of eco-friendly geopolymer composites: A review. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Iasi, Romania, 16–17 May 2019; p. 012001. [Google Scholar]
- Daga, R.; Guevara, S.R.; Poire, D.G.; Arribére, M. Characterization of tephras dispersed by the recent eruptions of volcanoes Calbuco (1961), Chaitén (2008) and Cordón Caulle Complex (1960 and 2011), in Northern Patagonia. J. South Am. Earth Sci. 2014, 49, 1–14. [Google Scholar] [CrossRef]
- Kavas, T.; Demir, İ. Effect of Afyon region volcanic tuffs on floor tile masse body properties. Proc. Key Eng. Mater. 2004, 264–268, 1605–1608. [Google Scholar] [CrossRef]
- Al-Bahar, S.; Chakkamalayath, J.; Joseph, A.; Abdulsalam, M.; Al-Otaibi, S.; Al-Aibani, A. Effect of volcanic ash incorporation on the mechanical properties and surface morphology of hydrated cement paste. J. Mater. Civ. Eng. 2017, 29, 04017052. [Google Scholar] [CrossRef]
- Reka, A.A.; Pavlovski, B.; Fazlija, E.; Berisha, A.; Pacarizi, M.; Daghmehchi, M.; Sacalis, C.; Jovanovski, G.; Makreski, P.; Oral, A. Diatomaceous Earth: Characterization, thermal modification, and application. Open Chem. 2021, 19, 451–461. [Google Scholar] [CrossRef]
- Ryan, W. Properties of Ceramic Raw Materials; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Heckroodt, R. Clay and clay materials in South Africa. J. S. Afr. Inst. Min. Metall. 1991, 91, 343–363. [Google Scholar]
- Christidis, G. Assessment of industrial clays. In Developments in Clay Science; Elsevier: Amsterdam, The Netherlands, 2013; Volume 5, pp. 425–449. [Google Scholar]
- Karl, D.; Duminy, T.; Lima, P.; Kamutzki, F.; Gili, A.; Zocca, A.; Günster, J.; Gurlo, A. Clay in situ resource utilization with Mars global simulant slurries for additive manufacturing and traditional shaping of unfired green bodies. Acta Astronaut. 2020, 174, 241–253. [Google Scholar] [CrossRef]
- Pimraksa, K.; Chindaprasirt, P. Lightweight bricks made of diatomaceous earth, lime and gypsum. Ceram. Int. 2009, 35, 471–478. [Google Scholar] [CrossRef]
- Šaponjić, A.; Stanković, M.; Majstorović, J.; Matović, B.; Ilić, S.; Egelja, A.; Kokunešoski, M. Porous ceramic monoliths based on diatomite. Ceram. Int. 2015, 41, 9745–9752. [Google Scholar] [CrossRef]
- Caicedo, B.; Mendoza, C.; López, F.; Lizcano, A. Behavior of diatomaceous soil in lacustrine deposits of Bogotá, Colombia. J. Rock Mech. Geotech. Eng. 2018, 10, 367–379. [Google Scholar] [CrossRef]
- Tironi, A.; Trezza, M.; Irassar, E.; Scian, A. Thermal treatment of kaolin: Effect on the pozzolanic activity. Procedia Mater. Sci. 2012, 1, 343–350. [Google Scholar] [CrossRef]
- Anil, A.; Mohan Misra, N.; Misra, S.N. Characterization of Some Red Clays from Morbi-Wankaner Region (Gujarat, India). Trans. Indian Ceram. Soc. 2018, 77, 73–83. [Google Scholar] [CrossRef]
- Sultana, U.K. Characterisation and Beneficiation of Narsingdi Clay. Master’s Thesis, Bangladesh University of Engineering and Technology, Dhaka, Bangladesh, 2012. [Google Scholar]
- Groves, S. Microstructure and Properties of Pulverised Fuel Slags; Imperial College, University of London: London, UK, 1986. [Google Scholar]
- Lecomte-Nana, G.; Bonnet, J.-P.; Soro, N. Influence of iron onto the structural reorganization process during the sintering of kaolins. J. Eur. Ceram. Soc. 2013, 33, 661–668. [Google Scholar] [CrossRef]
- Siddiqui, M.H. Bleaching Earths; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Karunadasa, K.S.; Manoratne, C.; Pitawala, H.; Rajapakse, R. Thermal decomposition of calcium carbonate (calcite polymorph) as examined by in-situ high-temperature X-ray powder diffraction. J. Phys. Chem. Solids 2019, 134, 21–28. [Google Scholar] [CrossRef]
- Khachani, M.; El Hamidi, A.; Halim, M.; Arsalane, S. Non-isothermal kinetic and thermodynamic studies of the dehydroxylation process of synthetic calcium hydroxide Ca(OH)2. J. Mater. Environ. Sci. 2014, 5, 615–624. [Google Scholar]
- Ellwood, B.B.; Burkart, B.; Rajeshwar, K.; Darwin, R.L.; Neeley, R.A.; McCall, A.B.; Long, G.J.; Buhl, M.L.; Hickcox, C.W. Are the iron carbonate minerals, ankerite and ferroan dolomite, like siderite, important in paleomagnetism? J. Geophys. Res. Solid Earth 1989, 94, 7321–7331. [Google Scholar] [CrossRef]
- Kangal, O.; Sirkeci, A.; Güney, A. Flotation behaviour of huntite (Mg3Ca(CO3)4) with anionic collectors. Int. J. Miner. Process. 2005, 75, 31–39. [Google Scholar] [CrossRef]
- Shahraki, B.K.; Mehrabi, B.; Dabiri, R.; Metallurgy, M.B. Thermal behavior of Zefreh dolomite mine (Central Iran). J. Min. Metall. B Metall. 2009, 45, 35–44. [Google Scholar] [CrossRef]
- Huang, Y.X.; Liu, M.J.; Chen, S.; Jasmi, I.I.; Tang, Y.; Lin, S. Enhanced adsorption and slow release of phosphate by dolomite–alginate composite beads as potential fertilizer. Water Environ. Res. 2019, 91, 797–804. [Google Scholar] [CrossRef]
- Reyes, I.A.; Flores, M.; Palacios, E.G.; Islas, H.; Juárez, J.C.; Reyes, M.; Teja, A.M.; Pérez, C.A. Kinetics of the thermal decomposition of rhodochrosite. Minerals 2020, 11, 34. [Google Scholar] [CrossRef]
- Munsell Soil Color Chart; Macbeth Division of Kollmorgen Instruments Corporation: New Windsor, NY, USA, 1994; Volume 12553, pp. 41–71.
- Lutyński, M.; Sakiewicz, P.; Lutyńska, S. Characterization of diatomaceous earth and halloysite resources of Poland. Minerals 2019, 9, 670. [Google Scholar] [CrossRef]
- Dondi, M.; Ercolani, G.; Melandri, C.; Mingazzini, C.; Marsigli, M. The chemical composition of porcelain stoneware tiles and its influence on microstructural and mechanical properties. Interceram 1999, 48, 75–83. [Google Scholar]
- Hachani, M.; Hajjaji, W.; Moussi, B.; Medhioub, M.; Rocha, F.; Labrincha, J.; Jamoussi, F. Production of ceramic bodies from Tunisian Cretaceous clays. Clay Miner. 2012, 47, 59–68. [Google Scholar] [CrossRef]
- Kamseu, E.; Boccaccini, D.N.; Sola, A.; Rizzuti, A.; Leonelli, C.; Melo, C.U.; Billong, N. Sintering behaviour, microstructure and mechanical properties of low quartz content vitrified ceramics using volcanic ash. Adv. Appl. Ceram. 2008, 107, 19–26. [Google Scholar] [CrossRef]
- Baccour, H.; Medhioub, M.; Jamoussi, F.; Mhiri, T. Densification behaviour of a red firing Tunisian Triassic clay. J. Appl. Sci. 2008, 5, 263–269. [Google Scholar] [CrossRef]
- ISO 13006:2018; Ceramic Tiles—Definitions, Classification, Characteristics and Marking. ISO: Geneva, Switzerland, 2018; p. 53.
- Raimondo, M.; Ceroni, C.; Dondi, M.; Guarini, G.; Marsigli, M.; Venturi, I.; Zanelli, C. The vitreous phase of porcelain stoneware: Composition, evolution during sintering and physical properties. J. Non-Cryst. Solids 2011, 357, 3251–31260. [Google Scholar]
- Kayacı, K. The use of perlite as flux in the production of porcelain stoneware tiles. Boletín De La Soc. Española De Cerámica Y Vidr. 2021, 60, 283–290. [Google Scholar] [CrossRef]
- Nawaukkaratharnant, N.; Thueploy, A.; Khunthon, S.; Nilpairach, S.; Theerapapvisetpong, A. Improving the technological properties of red stoneware tiles derived from Ratchaburi red clay by the addition of iron oxide. Case Stud. Constr. Mater. 2022, 16, e00983. [Google Scholar] [CrossRef]
- Souza, A.; Teixeira, S.; Santos, G.; Longo, E. Addition of sedimentary rock to kaolinitic clays: Influence on sintering process. Cerâmica 2013, 59, 147–155. [Google Scholar] [CrossRef]
- Singer, F.; Singer, S.S. Ceramic Bodies. In Industrial Ceramics; Springer: Berlin/Heidelberg, Germany, 1963; pp. 393–524. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | Specific Gravity |
|---|---|
| LRC | 2.38 ± 0.05 |
| SBC | 2.63 ± 0.07 |
| KDE | 1.95 ± 0.25 |
| Mass % | SiO2 | Al2O3 | Fe2O3 | K2O | MgO | CaO | NiO | Cr2O3 | MnO | TiO2 |
|---|---|---|---|---|---|---|---|---|---|---|
| LRC | 42.63 | 34.39 | 14.37 | — | 6.1 | — | 0.03 | 0.1 | 0.2 | 2.19 |
| SBC | 55.68 | 17.15 | 6.42 | — | 9.75 | 8.61 | 0.02 | 0.04 | 0.1 | 2.23 |
| KDE | 58.16 | 18.95 | 8.97 | — | 7.83 | 4.85 | 0.01 | 0.01 | 0.07 | 1.15 |
| NMW [5] | 24.34 | 9.20 | 46.26 | — | 15.10 | 0.71 | 1.47 | 2.14 | 0.72 | 0.05 |
| Samples | Unfired | Fired at 1000 °C | Fired at 1200 °C |
|---|---|---|---|
| LRC | 10YR 6/8 —brownish yellow | 2.5YR 6/8—light red | 2.5YR 5/6—red |
| SBC | 10YR 2/1—black | 2.5YR 4/8—red | 2.5YR 3/6—dark red |
| KDE | 7.5YR 6/4— light brown | 5YR 6/8—reddish yellow | 2.5YR 4/8—red |
| Physical Properties | LRC | SBC | KDE | |||
|---|---|---|---|---|---|---|
| 1000 °C | 1200 °C | 1000 °C | 1200 °C | 1000 °C | 1200 °C | |
| Total Linear Shrinkage, H | 8.69 ± 0.82 | 20.00 ± 1.28 | 1.03 ± 0.27 | — | 8.59 ± 0.65 | — |
| Total Linear Shrinkage, D | 8.85 ± 0.04 | 21.23 ± 0.04 | 0.62 ± 0.00 | — | 8.10 ± 0.18 | — |
| Loss on Ignition | 16.74 ± 0.71 | 17.37 ± 0.07 | 1.05 ± 0.17 | — | 11.82 ± 0.13 | — |
| Water Absorption | 24.69 ± 2.05 | 6.26 ± 0.08 | 19.63 ± 1.83 | — | 34.32 ± 2.47 | — |
| Apparent Porosity | 43.53 ± 1.79 | 11.19 ± 0.51 | 31.61 ± 3.12 | — | 43.64 ± 1.14 | — |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bernardo-Arugay, I.C.; Echavez, F.J.A.; Lumasag, L.R.; Cahigao, J.P.; Aligno, E.U., Jr.; Dispo, R.V.M.; Dionio, S.K.D.; Saladaga, C.J.C.; Bato, B.L.; Simplicio, A.M.R.; et al. Evaluation of Linamon Red Clay, Salvador Black Cinder and Kapatagan Diatomaceous Earth of the Southern Philippines. Minerals 2023, 13, 252. https://doi.org/10.3390/min13020252
Bernardo-Arugay IC, Echavez FJA, Lumasag LR, Cahigao JP, Aligno EU Jr., Dispo RVM, Dionio SKD, Saladaga CJC, Bato BL, Simplicio AMR, et al. Evaluation of Linamon Red Clay, Salvador Black Cinder and Kapatagan Diatomaceous Earth of the Southern Philippines. Minerals. 2023; 13(2):252. https://doi.org/10.3390/min13020252
Chicago/Turabian StyleBernardo-Arugay, Ivyleen C., Fel Jane A. Echavez, Liberty R. Lumasag, Jade P. Cahigao, Elly U. Aligno, Jr., Roben Victor M. Dispo, Sherlyn Keh D. Dionio, Christian Julle C. Saladaga, Beverly L. Bato, Alyssa May Rabadon Simplicio, and et al. 2023. "Evaluation of Linamon Red Clay, Salvador Black Cinder and Kapatagan Diatomaceous Earth of the Southern Philippines" Minerals 13, no. 2: 252. https://doi.org/10.3390/min13020252
APA StyleBernardo-Arugay, I. C., Echavez, F. J. A., Lumasag, L. R., Cahigao, J. P., Aligno, E. U., Jr., Dispo, R. V. M., Dionio, S. K. D., Saladaga, C. J. C., Bato, B. L., Simplicio, A. M. R., & Rivera Virtudazo, R. V. (2023). Evaluation of Linamon Red Clay, Salvador Black Cinder and Kapatagan Diatomaceous Earth of the Southern Philippines. Minerals, 13(2), 252. https://doi.org/10.3390/min13020252