
A Green Sintering-Free Binder Material with High-Volumetric Steel Slag Dosage for Mine Backfill


Abstract
:1. Introduction
2. Materials and Methods
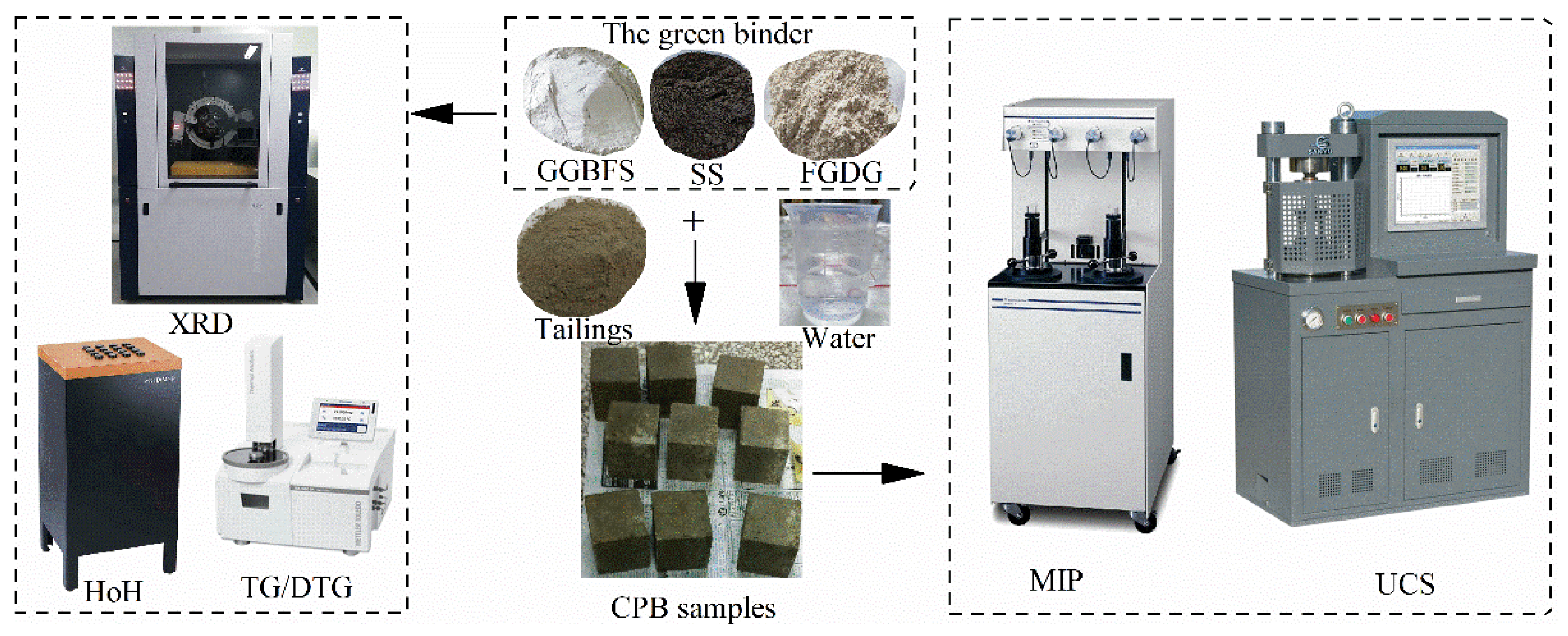
2.1. Materials and Sample Preparation
2.1.1. Steel Slag (SS)
2.1.2. Ground Granulated Blast Furnace Slag (GGBFS)
2.1.3. Flue Gas Desulfurized Gypsum (FGDG)
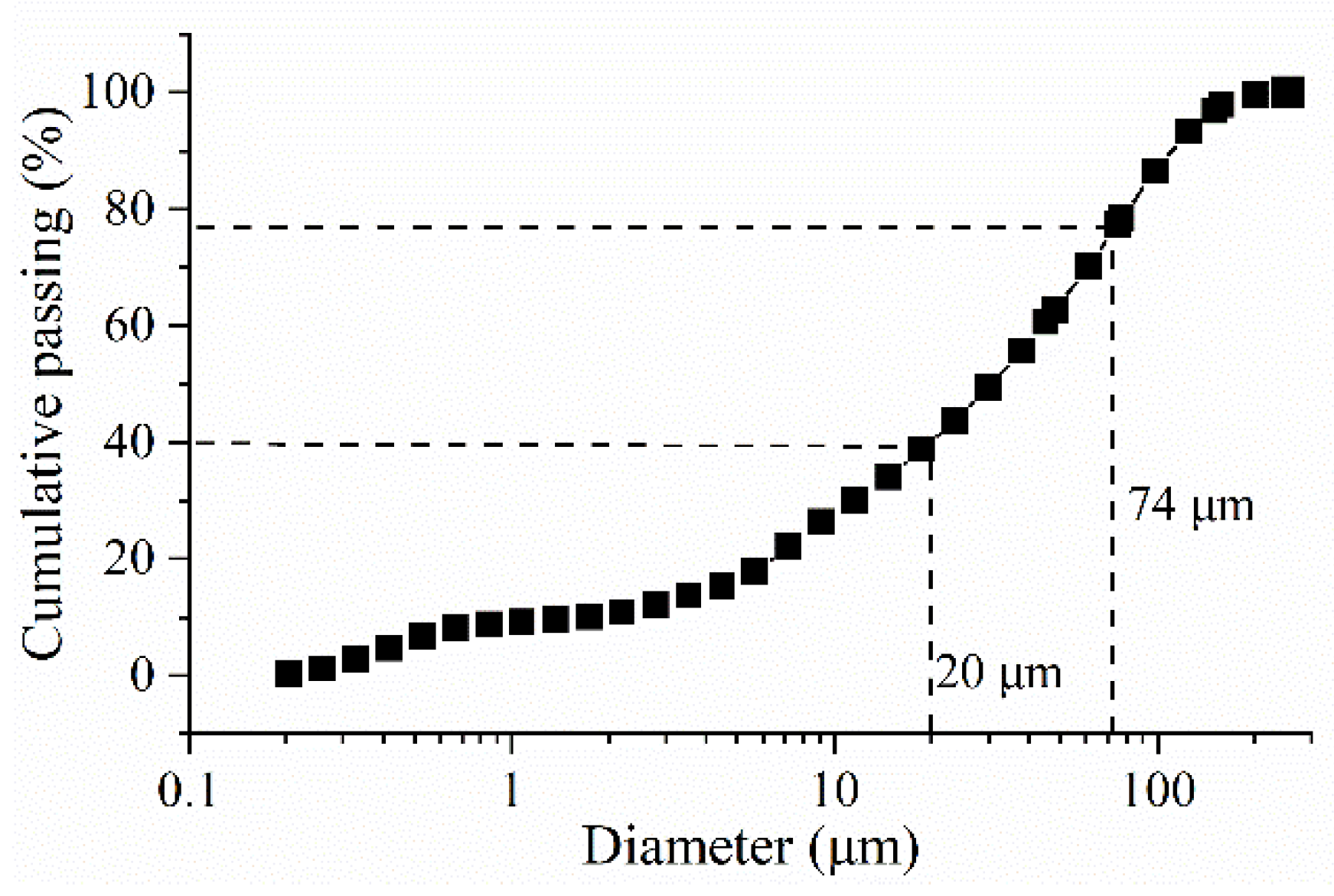
2.1.4. Tailings
2.2. Sample Preparation
2.2.1. CPB Samples
2.2.2. Paste Samples
2.3. Experimental Program
2.3.1. Unconfined Compression Strength (UCS)
2.3.2. Heat of Hydration (HoH)
2.3.3. X-ray Diffraction (XRD)
2.3.4. Thermogravimetry (TG/DTG)
2.3.5. Mercury Intrusion Porosimetry (MIP)
3. Results and Discussion
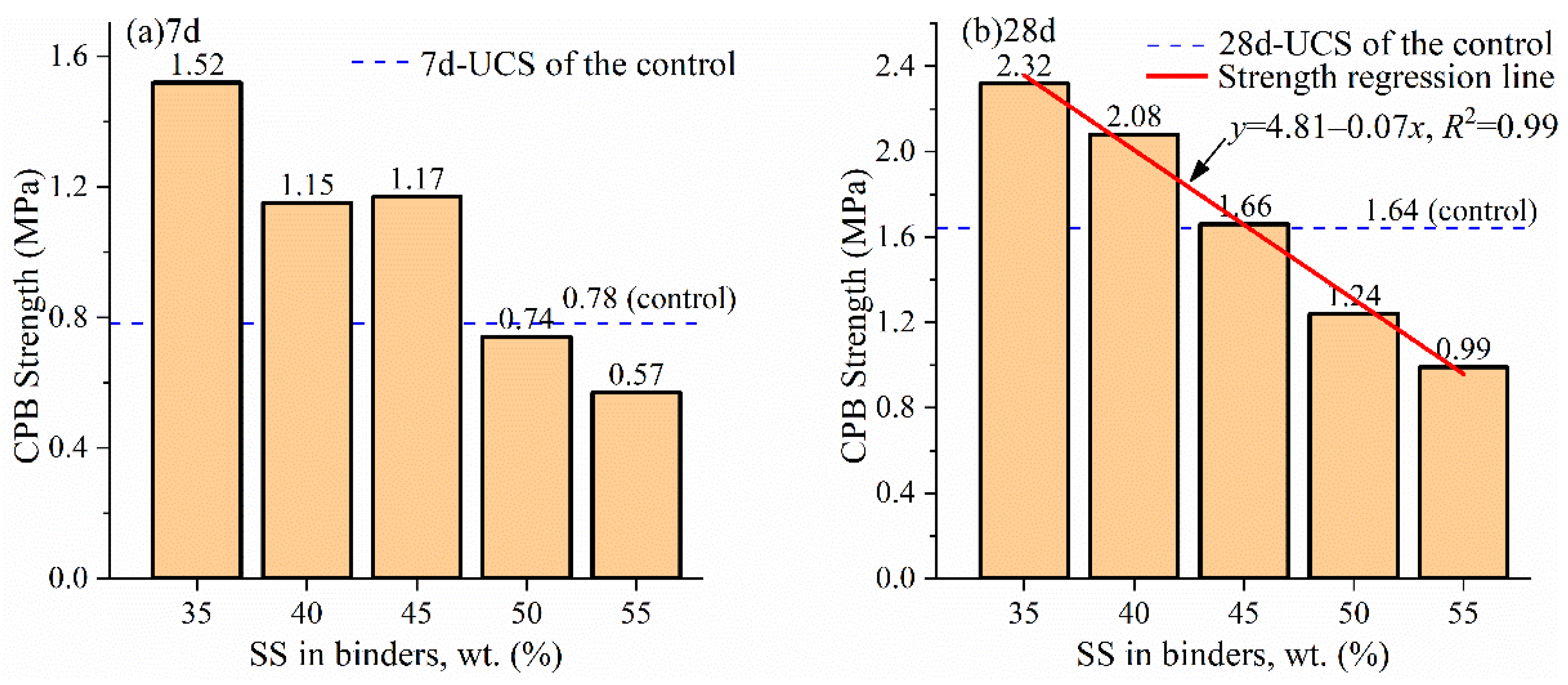
3.1. Strength Properties of the CPB with Green Binder Materials
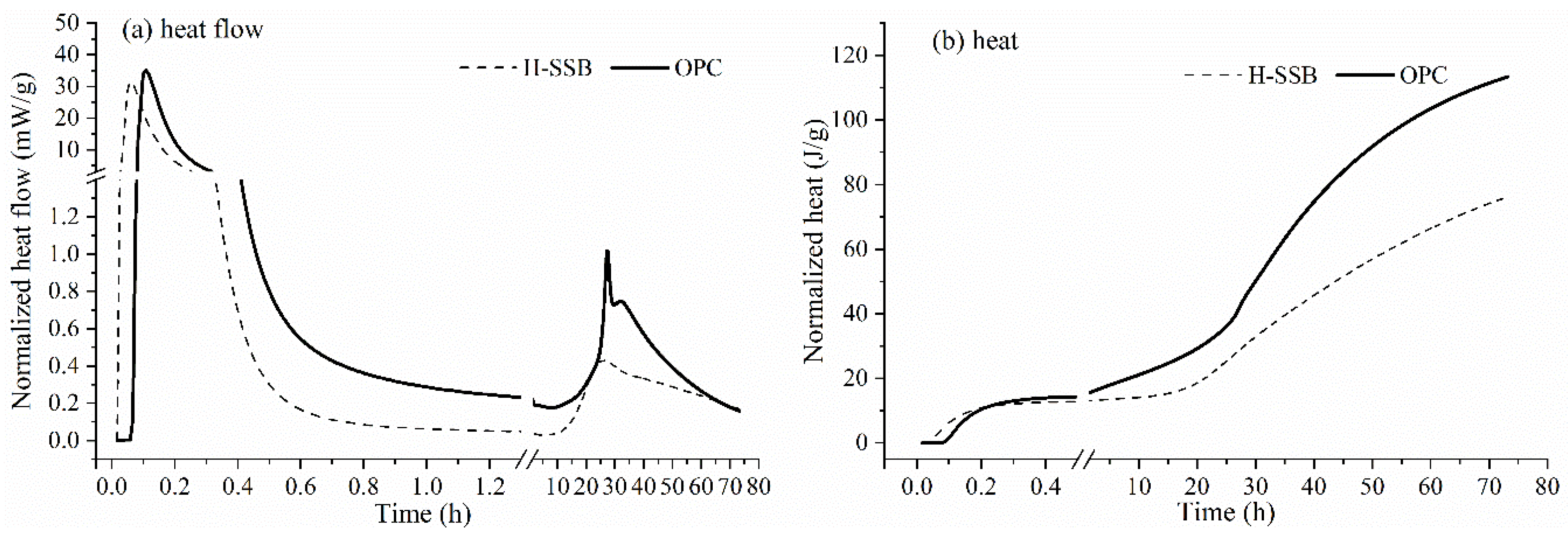
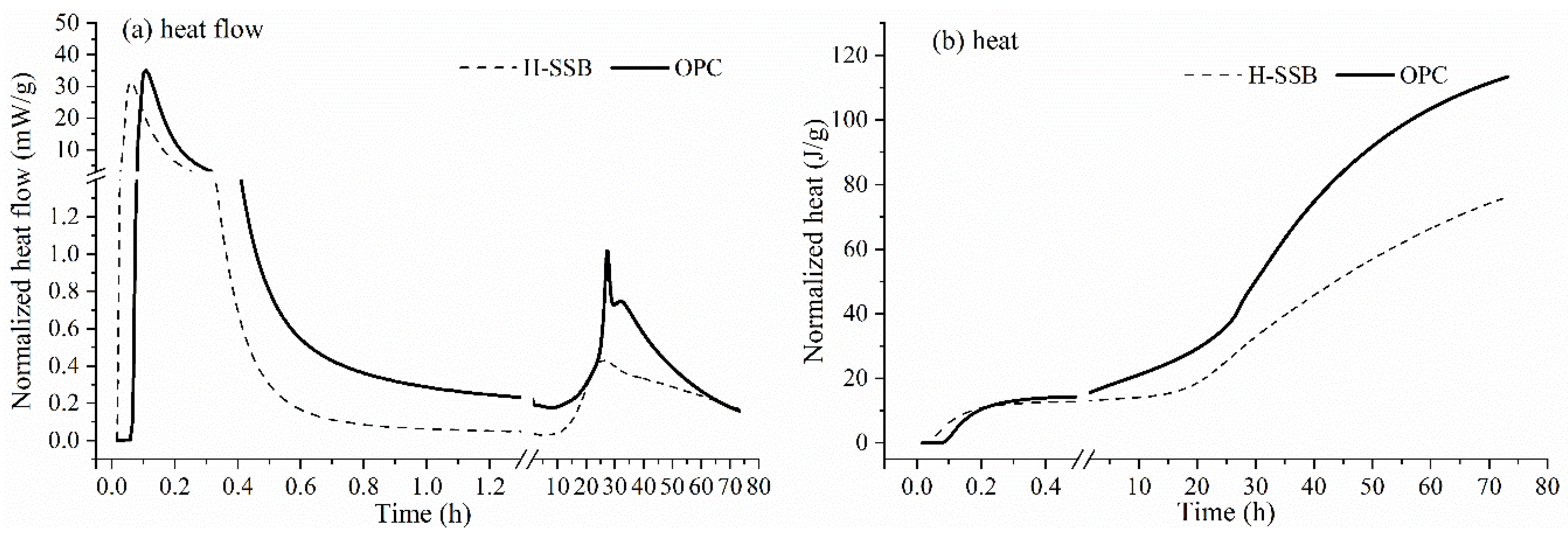
3.2. Hydration Heat of the Green H-SSB
3.3. Hydration Properties of the Green H-SSB
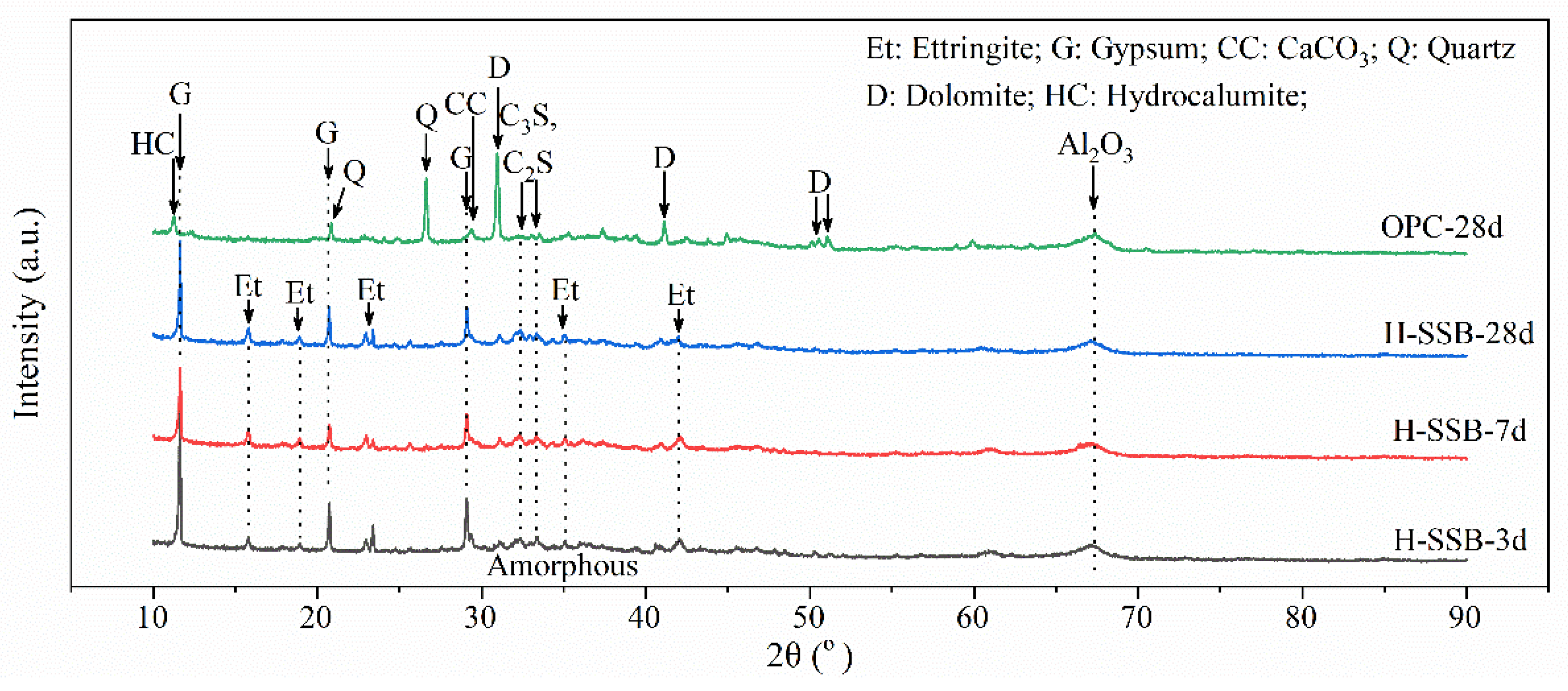
3.3.1. Qualitative Analysis of the Hydration Products
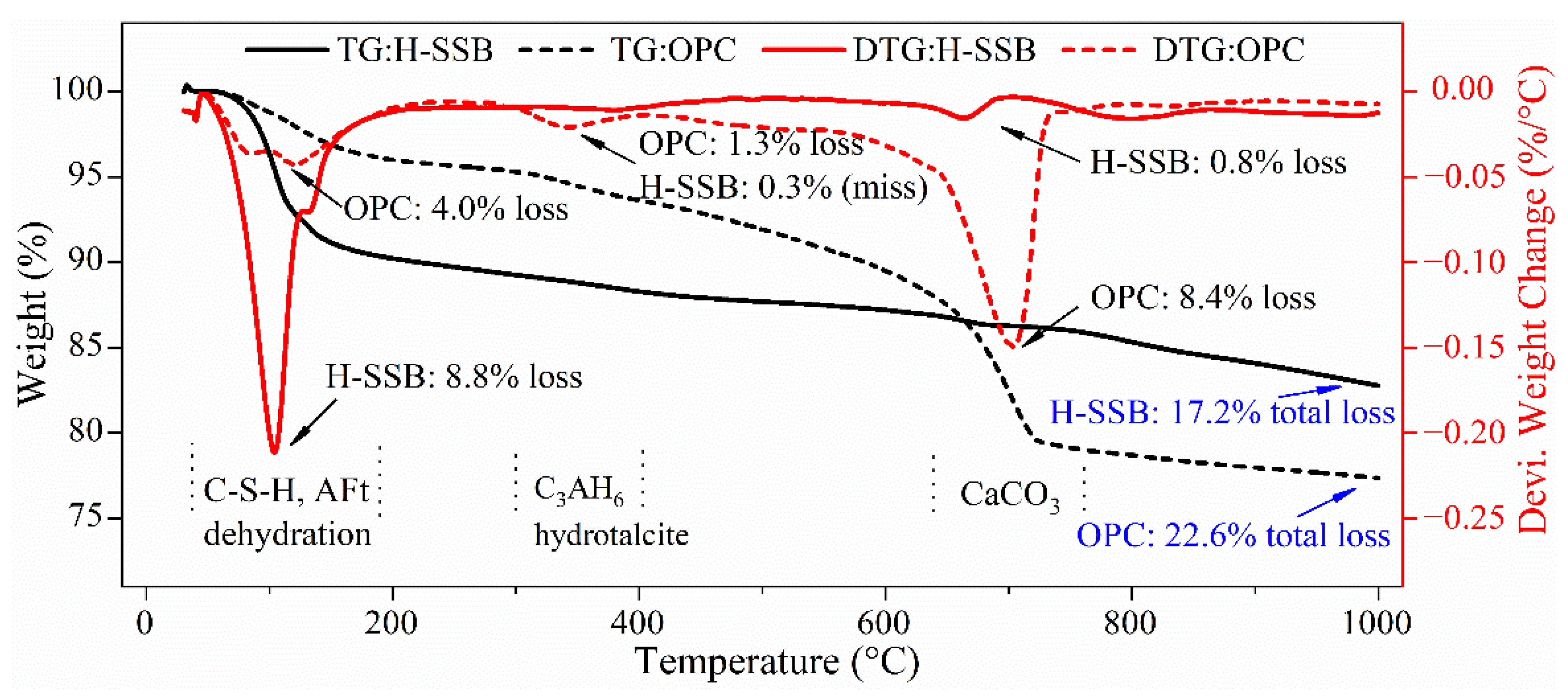
3.3.2. Quantitative Analysis of the Hydration Products
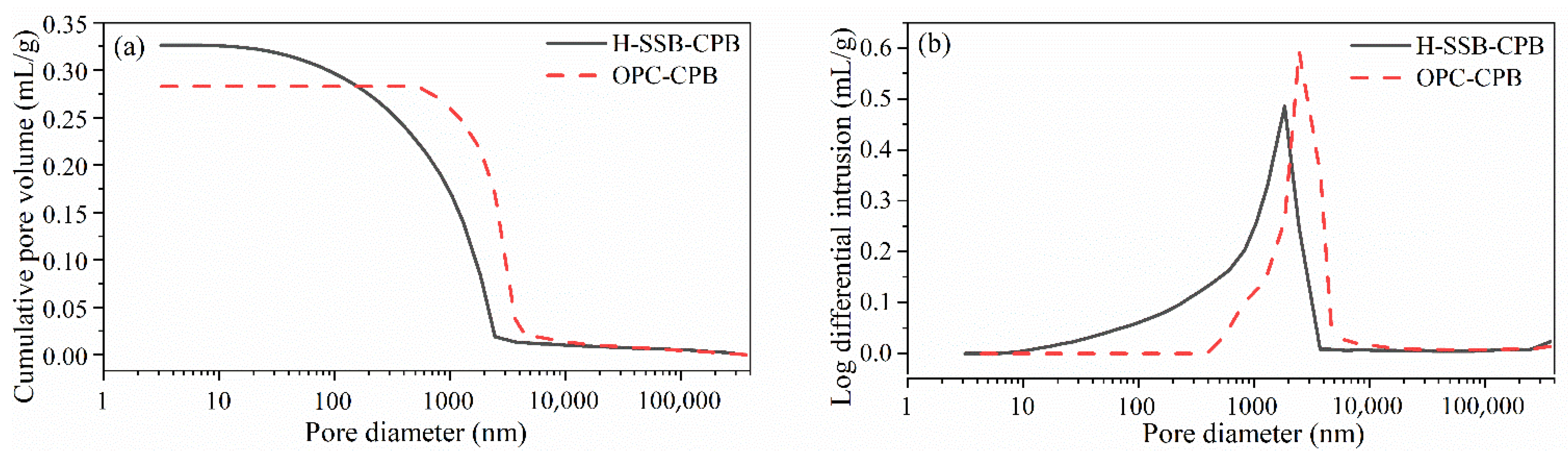
3.4. Pore Structure of the CPB at 28-Day Curing
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dudka, S.; Adriano, D.C. Environmental Impacts of Metal Ore Mining and Processing: A Review. J. Environ. Qual. 1997, 26, 590–602. [Google Scholar] [CrossRef]
- Sheshpari, M. A review of underground mine backfilling methods with emphasis on cemented paste backfill. Electron. J. Geotech. Eng. 2015, 20, 5183–5208. [Google Scholar]
- Klein, K.; Simon, D. Effect of specimen composition on the strength development in cemented paste backfill. Can. Geotech. J. 2006, 43, 310–324. [Google Scholar] [CrossRef]
- Yilmaz, E.; Benzaazoua, M.; Belem, T.; Bussière, B. Effect of curing under pressure on compressive strength development of cemented paste backfill. Miner. Eng. 2009, 22, 772–785. [Google Scholar] [CrossRef]
- Erismann, F.; Hansson, M. Efficient paste mix designs using new generation backfill admixtures—Perception versus reality. In Proceedings of the 13th International Symposium on Mining with Backfill—Minefill 2020–2021; CRC Press: Boca Raton, FL, USA, 2021; pp. 3–12. ISBN 9781032072036. [Google Scholar]
- Belem, T.; Benzaazoua, M. Design and application of underground mine paste backfill technology. Geotech. Geol. Eng. 2008, 26, 147–174. [Google Scholar] [CrossRef]
- Ercikdi, B.; Kesimal, A.; Cihangir, F.; Deveci, H.; Alp, I. Cemented paste backfill of sulphide-rich tailings: Importance of binder type and dosage. Cem. Concr. Compos. 2009, 31, 268–274. [Google Scholar] [CrossRef]
- Kou, Y.; Jiang, H.; Ren, L.; Yilmaz, E.; Li, Y. Rheological properties of cemented paste backfill with alkali-activated slag. Minerals 2020, 10, 288. [Google Scholar] [CrossRef]
- Sheshpari, M. A review on types of binder and hydration in cemented paste backfill (CPB). Electron. J. Geotech. Eng. 2015, 20, 5949–5963. [Google Scholar]
- Behera, S.K.; Mishra, D.P.; Singh, P.; Mishra, K.; Mandal, S.K.; Ghosh, C.N.; Kumar, R.; Mandal, P.K. Utilization of mill tailings, fly ash and slag as mine paste backfill material: Review and future perspective. Constr. Build. Mater. 2021, 309, 125120. [Google Scholar] [CrossRef]
- Li, M.; Zhang, J.; Li, A.; Zhou, N. Reutilisation of coal gangue and fly ash as underground backfill materials for surface subsidence control. J. Clean. Prod. 2020, 254, 120113. [Google Scholar] [CrossRef]
- Tuylu, S. Effect of different particle size distribution of zeolite on the strength of cemented paste backfill. Int. J. Environ. Sci. Technol. 2022, 19, 131–140. [Google Scholar] [CrossRef]
- Tuylu, S. Investigation of the Effect of Using Different Fly Ash on the Mechanical Properties in Cemented Paste Backfill. J. Wuhan Univ. Technol. Sci. Ed. 2022, 37, 620–627. [Google Scholar] [CrossRef]
- Petlovanyi, M.; Mamaikin, O. Assessment of an expediency of binder material mechanical activation in cemented rockfill. ARPN J. Eng. Appl. Sci. 2019, 14, 3492–3503. [Google Scholar]
- Jiang, H.; Ren, L.; Zhang, Q.; Zheng, J.; Cui, L. Strength and microstructural evolution of alkali-activated slag-based cemented paste backfill: Coupled effects of activator composition and temperature. Powder Technol. 2022, 401, 117322. [Google Scholar] [CrossRef]
- Ercikdi, B.; Külekci, G.; Yılmaz, T. Utilization of granulated marble wastes and waste bricks as mineral admixture in cemented paste backfill of sulphide-rich tailings. Constr. Build. Mater. 2015, 93, 573–583. [Google Scholar] [CrossRef]
- Jiang, G.; Wu, A.; Wang, Y.; Wang, Y.; Li, J. Determination of utilization strategies for hemihydrate phosphogypsum in cemented paste backfill: Used as cementitious material or aggregate. J. Environ. Manag. 2022, 308, 114687. [Google Scholar] [CrossRef]
- Zhao, Y.; Wu, P.; Qiu, J.; Guo, Z.; Tian, Y.; Sun, X.; Gu, X. Recycling hazardous steel slag after thermal treatment to produce a binder for cemented paste backfill. Powder Technol. 2022, 395, 652–662. [Google Scholar] [CrossRef]
- Xiao, B.; Wen, Z.; Miao, S.; Gao, Q. Utilization of steel slag for cemented tailings backfill: Hydration, strength, pore structure, and cost analysis. Case Stud. Constr. Mater. 2021, 15, e00621. [Google Scholar] [CrossRef]
- Xiao, B.; Miao, S.; Gao, Q.; Chen, B.; Li, S. Hydration Mechanism of Sustainable Clinker-Free Steel Slag Binder and Its Application in Mine Backfill. JOM 2021, 73, 1053–1061. [Google Scholar] [CrossRef]
- Guo, J.; Bao, Y.; Wang, M. Steel slag in China: Treatment, recycling, and management. Waste Manag. 2018, 78, 318–330. [Google Scholar] [CrossRef]
- Martins, A.C.P.; Franco de Carvalho, J.M.; Costa, L.C.B.; Andrade, H.D.; de Melo, T.V.; Ribeiro, J.C.L.; Pedroti, L.G.; Peixoto, R.A.F. Steel slags in cement-based composites: An ultimate review on characterization, applications and performance. Constr. Build. Mater. 2021, 291, 123265. [Google Scholar] [CrossRef]
- Rashad, A.M. A synopsis manual about recycling steel slag as a cementitious material. J. Mater. Res. Technol. 2019, 8, 4940–4955. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Shi, C.; Pan, S.-Y. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Gencel, O.; Karadag, O.; Oren, O.H.; Bilir, T. Steel slag and its applications in cement and concrete technology: A review. Constr. Build. Mater. 2021, 283, 122783. [Google Scholar] [CrossRef]
- Koralegedara, N.H.; Pinto, P.X.; Dionysiou, D.D.; Al-Abed, S.R. Recent advances in flue gas desulfurization gypsum processes and applications—A review. J. Environ. Manag. 2019, 251, 109572. [Google Scholar] [CrossRef]
- Hallet, V.; De Belie, N.; Pontikes, Y. The impact of slag fineness on the reactivity of blended cements with high-volume non-ferrous metallurgy slag. Constr. Build. Mater. 2020, 257, 119400. [Google Scholar] [CrossRef]
- Fu, Q.; Bu, M.; Zhang, Z.; Xu, W.; Yuan, Q.; Niu, D. Hydration Characteristics and Microstructure of Alkali-Activated Slag Concrete: A Review. Engineering 2021, in press. [Google Scholar] [CrossRef]
- Deng, H.; Liu, Y.; Zhang, W.; Yu, S.; Tian, G. Study on the Strength Evolution Characteristics of Cemented Tailings Backfill from the Perspective of Porosity. Minerals 2021, 11, 82. [Google Scholar] [CrossRef]
- Cao, S.; Yilmaz, E.; Song, W. Dynamic response of cement-tailings matrix composites under SHPB compression load. Constr. Build. Mater. 2018, 186, 892–903. [Google Scholar] [CrossRef]
- Li, M.; Zhang, J.; Huang, P.; Sun, Q.; Yan, H. Deformation Behaviour of Crushed Waste Rock Under Lateral Cyclic Loading. Rock Mech. Rock Eng. 2021, 54, 6665–6672. [Google Scholar] [CrossRef]
- Zhuang, S.; Wang, Q. Inhibition mechanisms of steel slag on the early-age hydration of cement. Cem. Concr. Res. 2021, 140, 106283. [Google Scholar] [CrossRef]
- Nguyen, H.; Adesanya, E.; Ohenoja, K.; Kriskova, L.; Pontikes, Y.; Kinnunen, P.; Illikainen, M. Byproduct-based ettringite binder—A synergy between ladle slag and gypsum. Constr. Build. Mater. 2019, 197, 143–151. [Google Scholar] [CrossRef]
- Sadrossadat, E.; Basarir, H.; Luo, G.; Karrech, A.; Durham, R.; Fourie, A.; Elchalakani, M. Multi-objective mixture design of cemented paste backfill using particle swarm optimisation algorithm. Miner. Eng. 2020, 153, 106385. [Google Scholar] [CrossRef]
- Li, L.; Aubertin, M. An improved method to assess the required strength of cemented backfill in underground stopes with an open face. Int. J. Min. Sci. Technol. 2014, 24, 549–558. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, J.; Li, M.; Gao, F.; Taheri, A.; Huo, B.; Jin, L. Expansion Properties of Cemented Foam Backfill Utilizing Coal Gangue and Fly Ash. Minerals 2022, 12, 763. [Google Scholar] [CrossRef]
- Bullard, J.W.; Jennings, H.M.; Livingston, R.A.; Nonat, A.; Scherer, G.W.; Schweitzer, J.S.; Scrivener, K.L.; Thomas, J.J. Mechanisms of cement hydration. Cem. Concr. Res. 2011, 41, 1208–1223. [Google Scholar] [CrossRef]
- Emborg, M.; Bernander, S. Assessment of Risk of Thermal Cracking in Hardening Concrete. J. Struct. Eng. 1994, 120, 2893–2912. [Google Scholar] [CrossRef]
- Abdel-Gawwad, H.A.; García, S.R.V.; Hassan, H.S. Thermal activation of air cooled slag to create one-part alkali activated cement. Ceram. Int. 2018, 44, 14935–14939. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Papadimitriou, G.D.; Tsivilis, S.; Koroneos, C. Utilization of steel slag for Portland cement clinker production. J. Hazard. Mater. 2008, 152, 805–811. [Google Scholar] [CrossRef]
- Yüksel, İ. A review of steel slag usage in construction industry for sustainable development. Environ. Dev. Sustain. 2017, 19, 369–384. [Google Scholar] [CrossRef]
- Chen, Z.; Li, R.; Zheng, X.; Liu, J. Carbon sequestration of steel slag and carbonation for activating RO phase. Cem. Concr. Res. 2021, 139, 106271. [Google Scholar] [CrossRef]
- Cihangir, F.; Ercikdi, B.; Kesimal, A.; Ocak, S.; Akyol, Y. Effect of sodium-silicate activated slag at different silicate modulus on the strength and microstructural properties of full and coarse sulphidic tailings paste backfill. Constr. Build. Mater. 2018, 185, 555–566. [Google Scholar] [CrossRef]
- Scrivener, K.; Snellings, R.; Lothenbach, B.; Bazzoni, A.; Berodier, E.; Bizzozero, J.; Bowen, P.; De Weerdt, K.; Durdziński, P.; Geiker, M.; et al. A Practical Guide to Microstructural Analysis of Cementitious Materials. In A Practical Guide to Microstructural Analysis of Cementitious Materials; CRC Press: Boca Raton, FL, USA, 2018; Volume 540, pp. 178–208. [Google Scholar]
- Petlovanyi, M.V.; Zubko, S.A.; Popovych, V.V.; Sai, K.S. Physicochemical mechanism of structure formation and strengthening in the backfill massif when filling underground cavities. Vopr. Khimii Khimicheskoi Tekhnologii 2020, 6, 142–150. [Google Scholar]
- Shi, X.; Wang, X.; Wang, X. Dual waste utilization in cemented paste backfill using steel slag and mine tailings and the heavy metals immobilization effects. Powder Technol. 2022, 403, 117413. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.; Yang, J.; Zhang, B. Influence of steel slag on mechanical properties and durability of concrete. Constr. Build. Mater. 2013, 47, 1414–1420. [Google Scholar] [CrossRef]
- Tian, X.; Fall, M. Non-isothermal evolution of mechanical properties, pore structure and self-desiccation of cemented paste backfill. Constr. Build. Mater. 2021, 297, 123657. [Google Scholar] [CrossRef]
- Rouquerol, J.; Avnir, D.; Fairbridge, C.W.; Everett, D.H.; Haynes, J.M.; Pernicone, N.; Ramsay, J.D.F.; Sing, K.S.W.; Unger, K.K. Recommendations for the characterization of porous solids (Technical Report). Pure Appl. Chem. 1994, 66, 1739–1758. [Google Scholar] [CrossRef]
- Li, M.; Zhang, J.; Meng, G.; Gao, Y.; Li, A. Testing and modelling creep compression of waste rocks for backfill with different lithologies. Int. J. Rock Mech. Min. Sci. 2020, 125, 104170. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, J.; Song, W.; Fu, J. Pore structure, mechanical behavior and damage evolution of cemented paste backfill. J. Mater. Res. Technol. 2022, 17, 2864–2874. [Google Scholar] [CrossRef]
- Fridjonsson, E.O.; Hasan, A.; Fourie, A.B.; Johns, M.L. Pore structure in a gold mine cemented paste backfill. Miner. Eng. 2013, 53, 144–151. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | TFe | SiO2 | Al2O3 | CaO | MgO | SO3 | Others |
|---|---|---|---|---|---|---|---|
| SS (%) | 16.6 | 18.9 | 4.5 | 46.2 | 4.6 | 0.3 | 8.9 |
| GGBFS (%) | 0.7 | 30.7 | 14.0 | 43.2 | 7.4 | 0.2 | 3.8 |
| FGDG (%) | 0.2 | 1.8 | 0.4 | 50.2 | 0.1 | 47.1 | 0.3 |
| Tailings (%) | 10.3 | 33.1 | 3.7 | 26.1 | 4.4 | 0.1 | 22.3 |
| Item | Gs | θ (°) | P (%) | D10 (μm) | D30 (μm) | D50 (μm) | D60 (μm) | D90 (μm) | Cu | Cc |
|---|---|---|---|---|---|---|---|---|---|---|
| Tailings | 2.98 | 41.6 | 33.8 | 1.83 | 11.66 | 30.01 | 44.96 | 118.3 | 24.56 | 1.65 |
| Binder Recipe (A + B + C = 100%) | Binder to Tailings Ratio | Solid Mass Concentration, % | Curing Period, Days | Best Formula (SS/FGDG/GGBFS) | ||
|---|---|---|---|---|---|---|
| SS wt.%, A | FGDG wt.%, B | GGBFS wt.%, C (Rest) | ||||
| 35 | 16, 18, 20, 22, 24 | 49, 47, 45, 43, 41 | 1:4 | 64 | 7, 28 | 35/24/41 |
| 40 | 16, 18, 20, 22, 24 | 44, 42, 40, 38, 36 | 1:4 | 64 | 7, 28 | 40/16/44 |
| 45 | 16, 18, 20, 22, 24 | 39, 37, 35, 33, 31 | 1:4 | 64 | 7, 28 | 45/20/35 |
| 50 | 16, 18, 20, 22, 24 | 34, 32, 30, 28, 26 | 1:4 | 64 | 7, 28 | 50/20/30 (H-SSB) |
| 55 | 16, 18, 20, 22, 24 | 29, 27, 25, 23, 21 | 1:4 | 64 | 7, 28 | 55/16/29 |
| OPC 100% (control) | 1:4 | 64 | 7, 28 | - | ||
| Item | H-SSB CPB | OPC CPB |
|---|---|---|
| Total intrusion volume, mL/g | 0.3261 | 0.2831 |
| Total pore area, m2/g | 5.118 | 0.53 |
| Median pore diameter (volume, V), nm | 1090.26 | 2687.86 |
| Median pore diameter (area, A), nm | 57.33 | 1947.38 |
| Average pore diameter (4 V/A), nm | 254.84 | 2135.23 |
| Porosity, % | 45.03 | 37.19 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, B.; Huang, H.; Zhang, J. A Green Sintering-Free Binder Material with High-Volumetric Steel Slag Dosage for Mine Backfill. Minerals 2022, 12, 1036. https://doi.org/10.3390/min12081036
Xiao B, Huang H, Zhang J. A Green Sintering-Free Binder Material with High-Volumetric Steel Slag Dosage for Mine Backfill. Minerals. 2022; 12(8):1036. https://doi.org/10.3390/min12081036
Chicago/Turabian StyleXiao, Bolin, Huatao Huang, and Jingyu Zhang. 2022. "A Green Sintering-Free Binder Material with High-Volumetric Steel Slag Dosage for Mine Backfill" Minerals 12, no. 8: 1036. https://doi.org/10.3390/min12081036
APA StyleXiao, B., Huang, H., & Zhang, J. (2022). A Green Sintering-Free Binder Material with High-Volumetric Steel Slag Dosage for Mine Backfill. Minerals, 12(8), 1036. https://doi.org/10.3390/min12081036