
Random Forest Slurry Pressure Loss Model Based on Loop Experiment




Abstract
:1. Introduction
2. Acquisition of Experimental Data of Loop Pipe
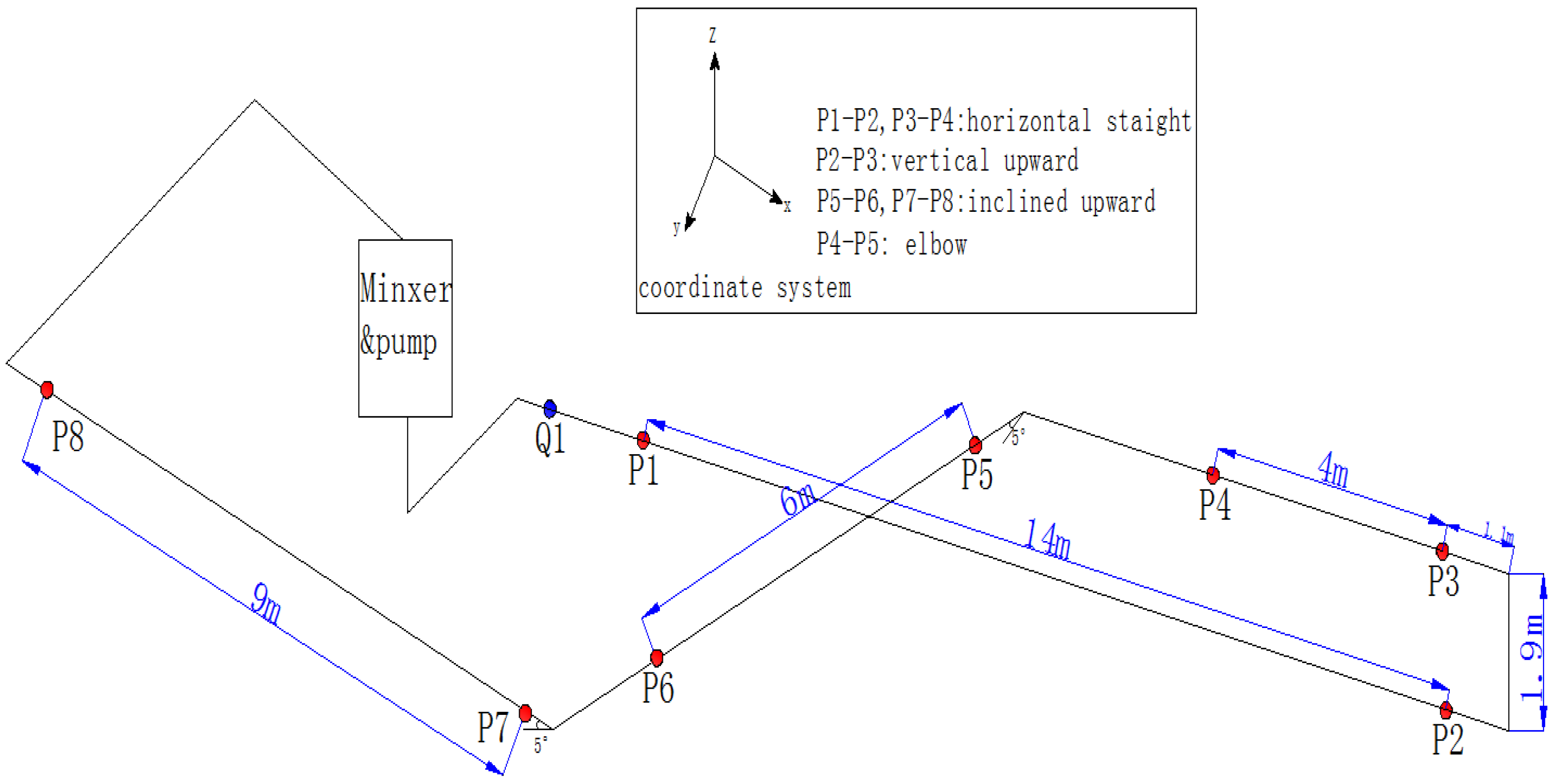
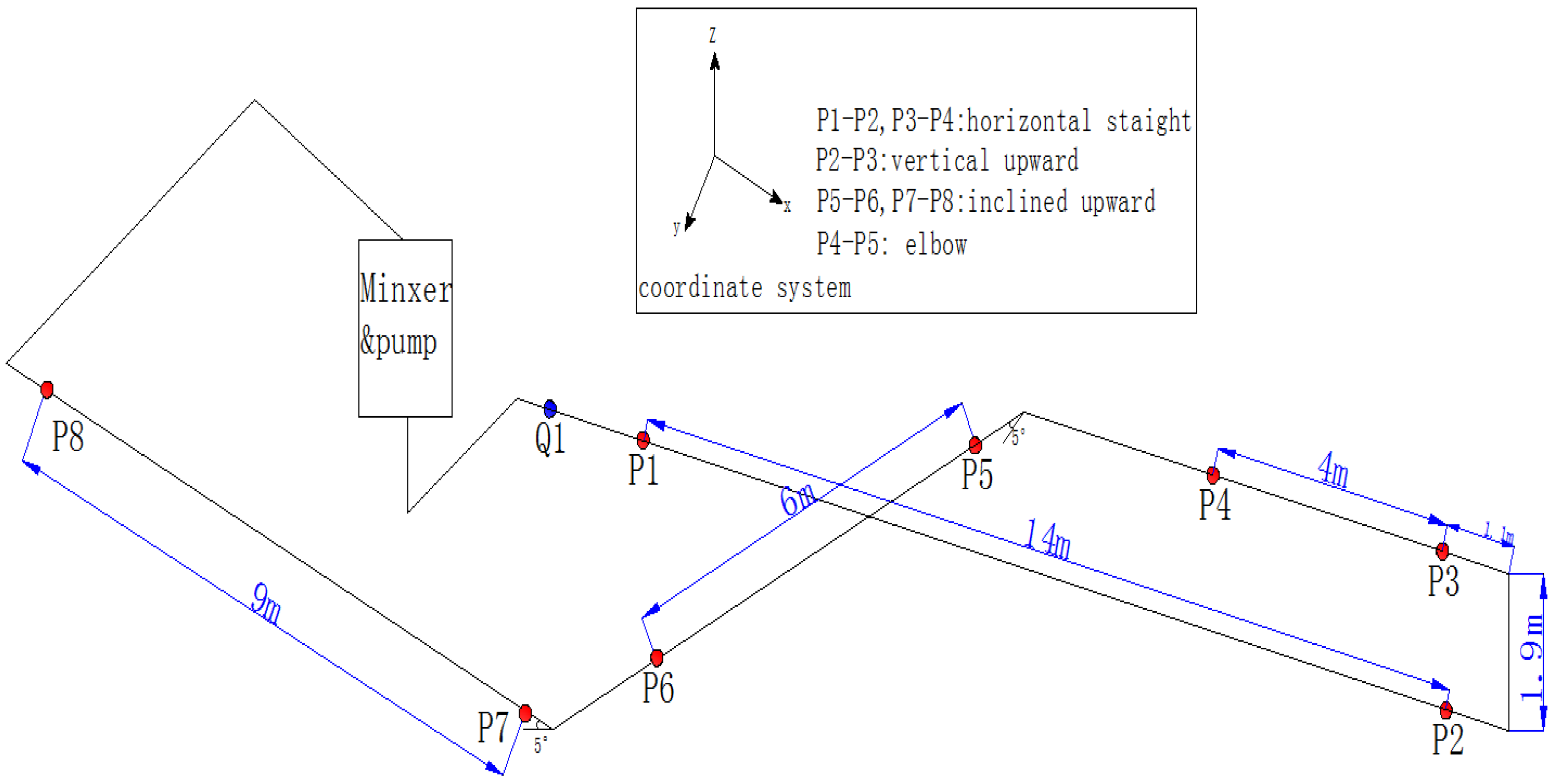
2.1. Construction of Loop Pipe Experiment System
2.2. Relevant Parameter Experimental Data Acquisition
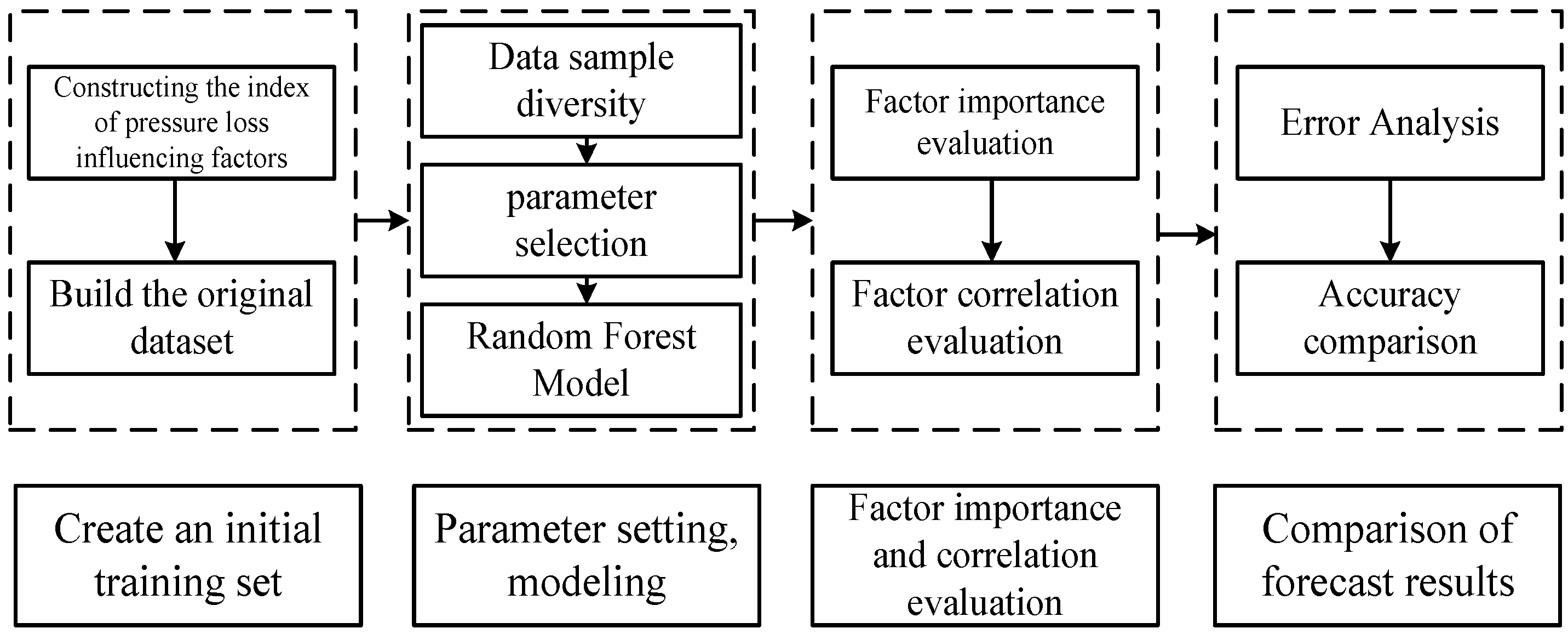
3. Establishment and Analysis of Pressure Drop Prediction Model
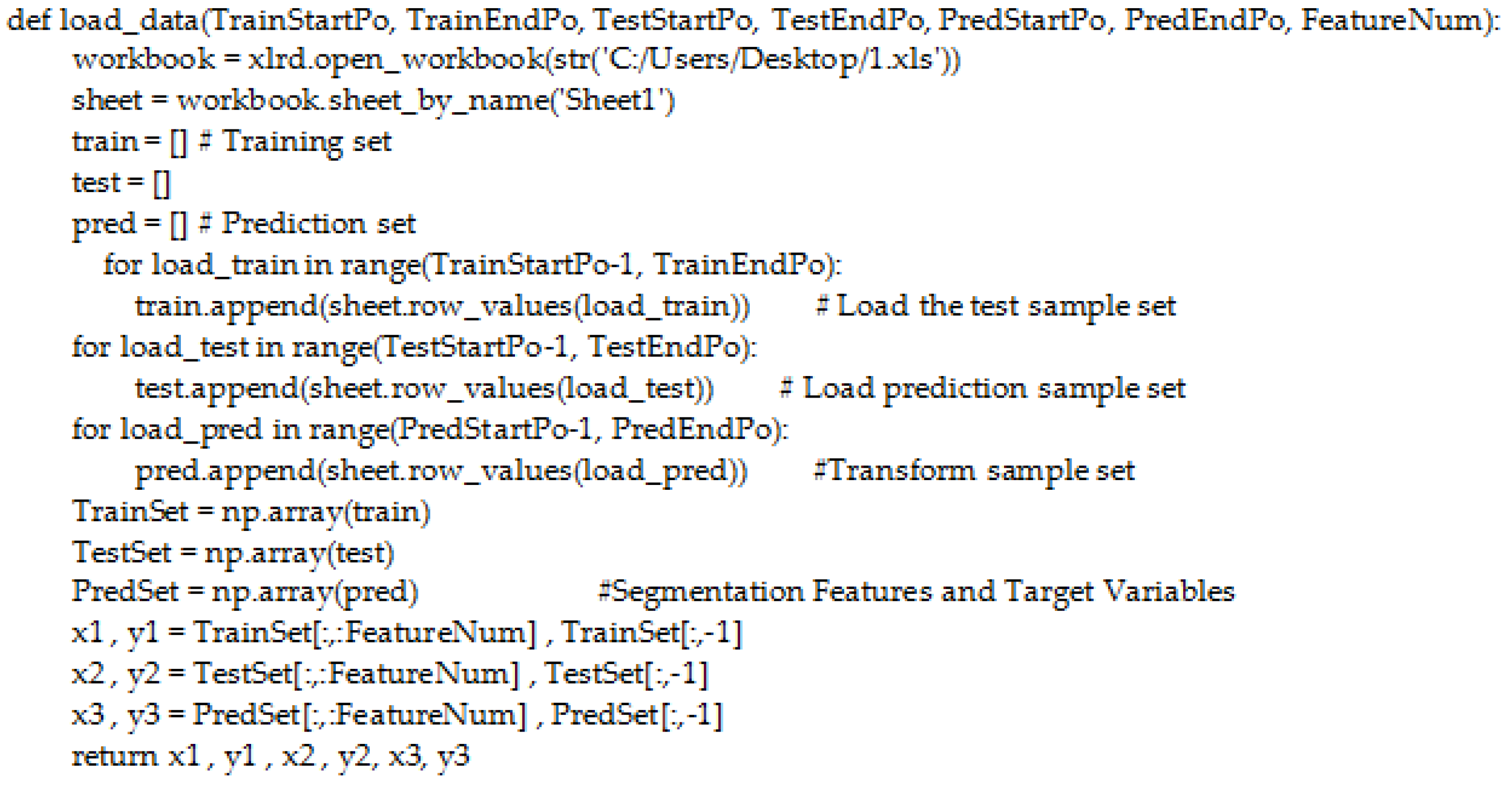
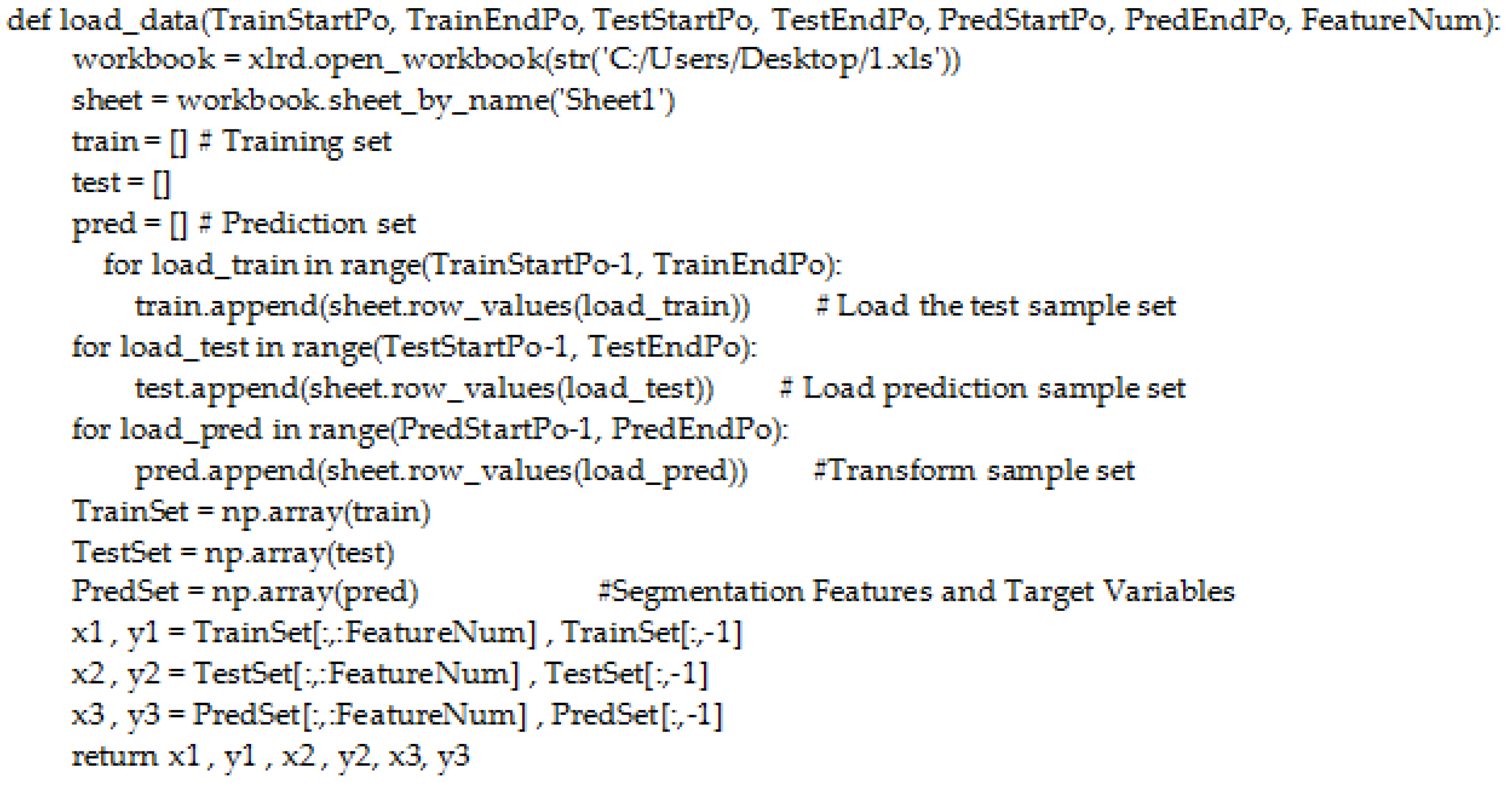
Building the Original Training Set
- (1)
- Use the sigmoid function to normalize the original data, re-extract b training sets from the data samples with Bootstrap, build a regression decision tree, and use the remaining samples as the test sample set.
- (2)
- In the branching process, the variable smaller than the number of characteristic variables is randomly selected from all feature variables as an alternative branch, and the optimal branch is determined according to the principle of minimum node impurity.
- (3)
- (4)
- The decision trees produced by sampling are combined to form a regression model of random forest, and the mean of the predicted values of all decision trees is output as the prediction result.
4. Results and Discussion
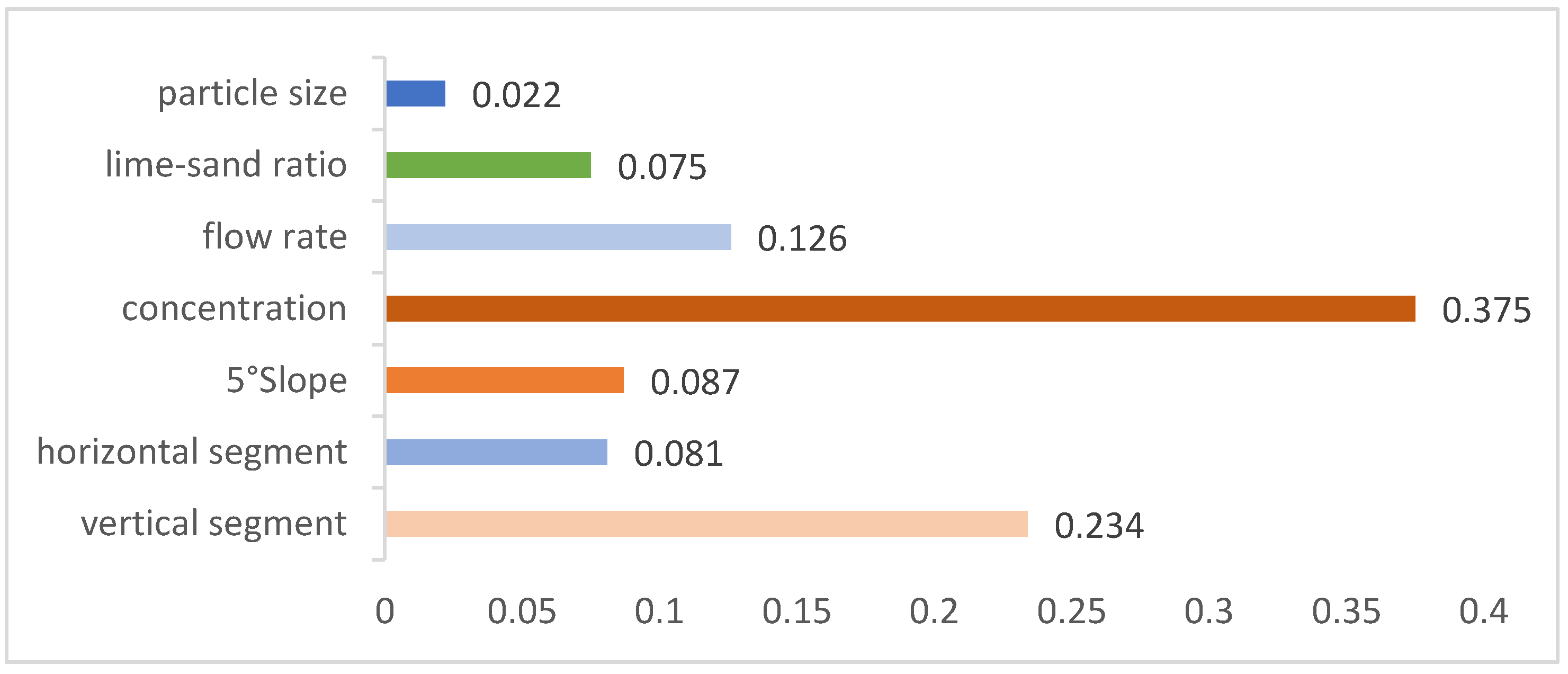
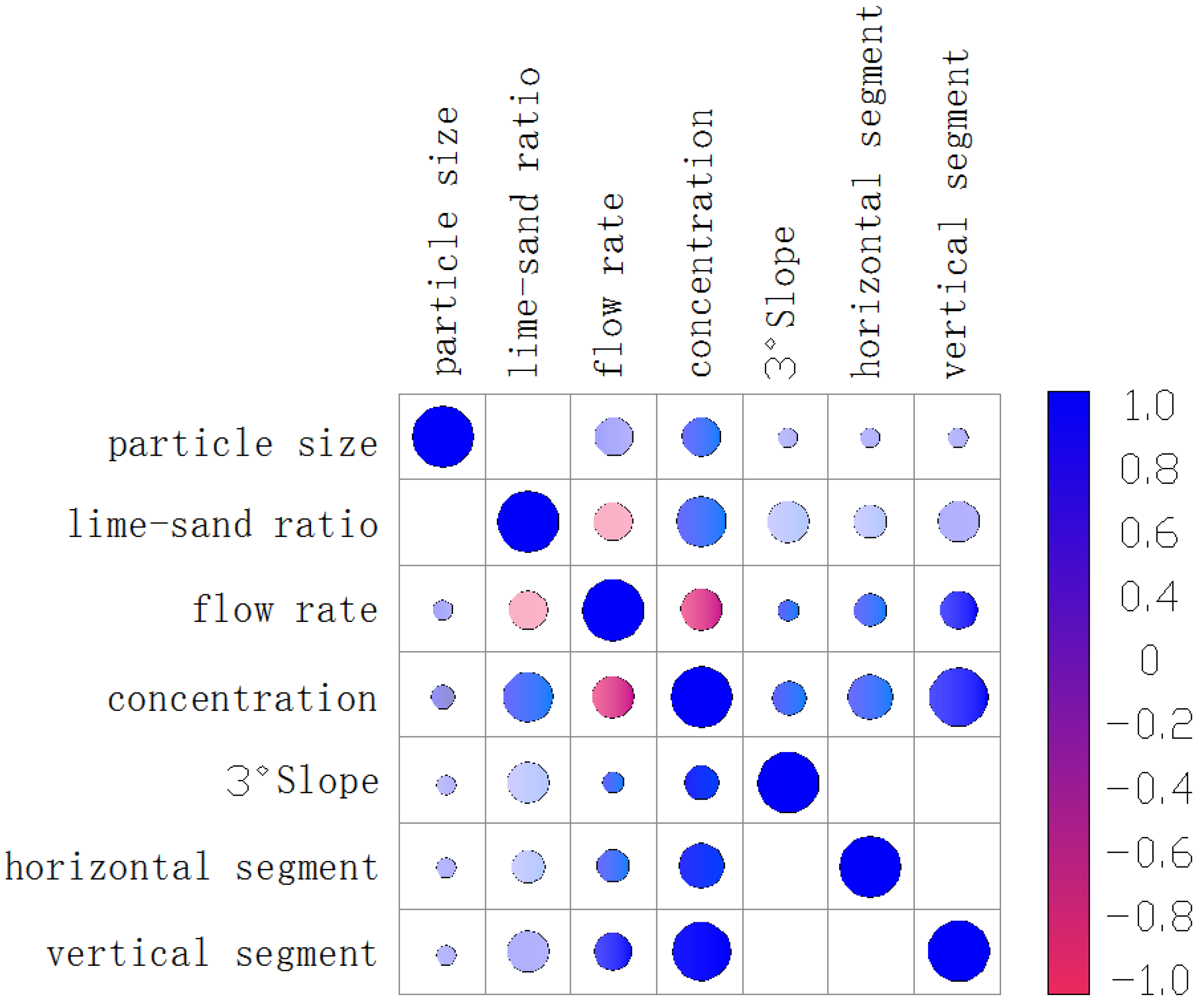
4.1. Importance and Relevance Calculations
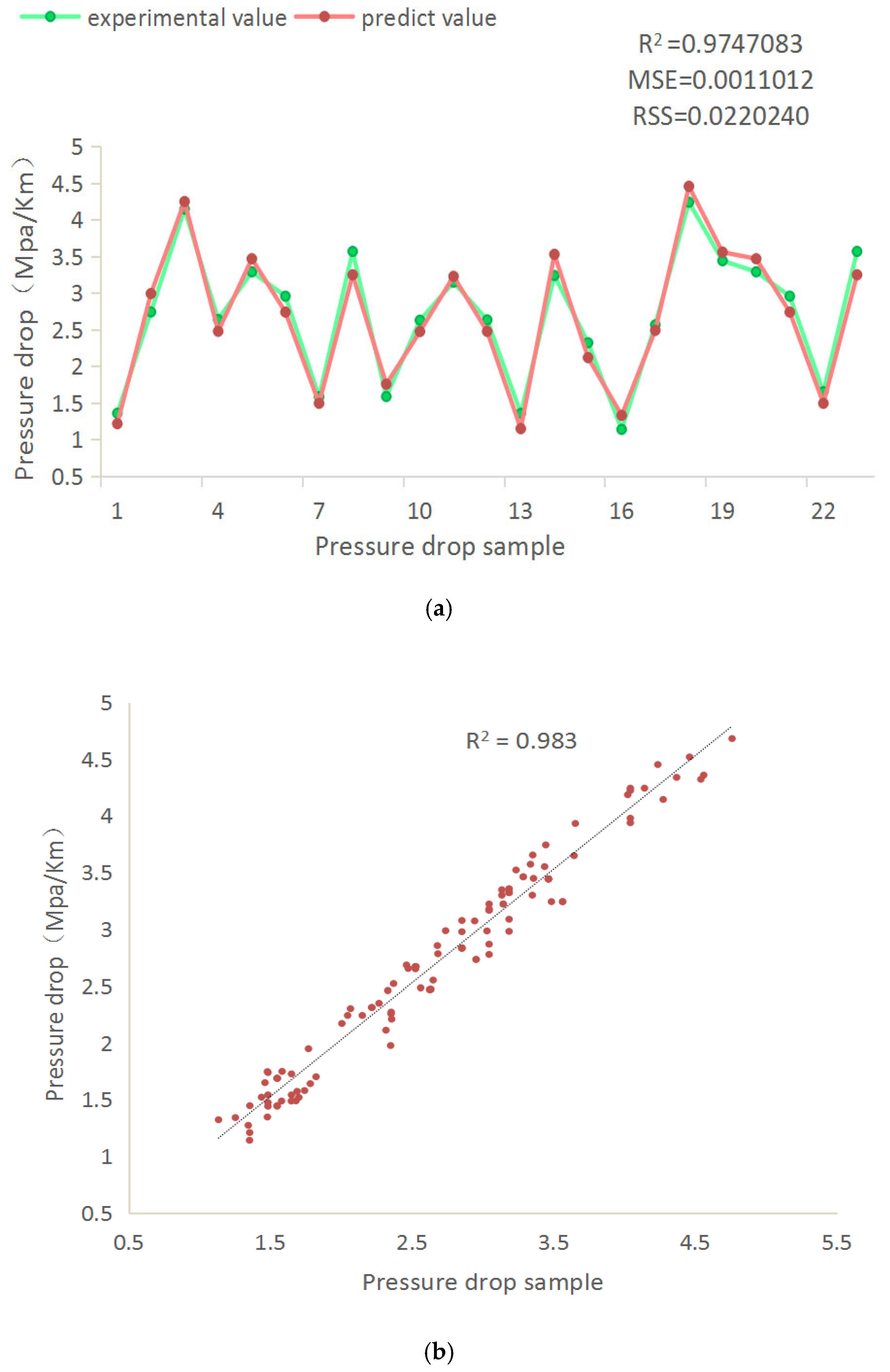
4.2. Pressure Drop Prediction Results
4.3. Comprehensive Evaluation of Forecast Results
5. Results
- (1)
- The biggest factor affecting the change in slurry pressure is the vertical pipeline structure, followed by the slurry concentration. The proportion of the tailings −400 mesh particle size has little effect on the slurry pressure drop.
- (2)
- The correlation analysis of the data shows that the slurry pressure loss is positively correlated with the slurry concentration, ratio, and flow rate. The fluidity of the slurry is negatively correlated with the pressure drop, concentration, and the ratio of the slurry.
- (3)
- The random forest pressure loss model established based on the experimental data of the loop pipe has a high prediction accuracy. The goodness of fit between the experimental value and the predicted value on the test set and training set is 0.9747 and 0.983, The prediction accuracy is higher than BP neural network. Based on polynomial linear fitting, it can replace the complex loop experiment to carry out the intelligent aided design of filling systems.
- (4)
- The algorithm model can be used to predict the pressure of the filling pipeline by learning the pressure distribution data of the mine filling pipeline. To provide ideas for follow-up research, the algorithm can be used in combination with the automatic system to realize the judgment and early warning of the abnormal state of the filling pipeline by predicting the pipeline pressure, and the development of “smart back-filling” technology can be promoted.
Author Contributions
Funding
Conflicts of Interest
References
- Cai, M.; Xue, D.; Ren, F. Current status and development strategy of metal mines. J. Eng. Sci. 2019, 41, 417–426. [Google Scholar]
- Li, X.; Zhou, S.; Zhou, Y.; Min, C.; Cao, Z.; Du, J.; Luo, L.; Shi, Y. Durability Evaluation of Phosphogypsum-Based Cemented Backfill Through Drying-Wetting Cycles. Minerals 2019, 9, 321. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Qi, Z.; Kou, Y.; Yang, J.; Song, Z.; Jia, H. Smart filling system enables new development of mines? Min. Res. Dev. 2022, 1, 156–161. [Google Scholar]
- Kumar, U.; Mishra, R.; Singh, S.N.; Seshadri, V. Effect of particle gradation on flow characteristics of ash disposal pipelines. Powder Technol. 2003, 132, 39–51. [Google Scholar] [CrossRef]
- Qi, C.; Yang, X.; Li, G.; Xu, Y.; Kiu, X.; Cao, X.; Huang, C.; Liu, E.; Qian, S.; Liu, X.; et al. Research status and perspectives of the application of artificial intelligence in mine backbackfilling. J. China Coal Soc. 2021, 46, 688–700. [Google Scholar]
- Qi, C.; Fourie, A. Cemented paste backfill for mineral tailings management: Review and future perspectives. Miner. Eng. 2019, 144, 106025. [Google Scholar] [CrossRef]
- Dong, L.; Tong, X.; Ma, J. Quantitative Investigation of Tomographic Effects in Abnormal Regions of Complex Structures. Engineering 2021, 7, 1011–1022. [Google Scholar] [CrossRef]
- Wei, C.; Wang, X.; Zhang, Y.; Zhang, Q. Paste-like cemented backfilling technology and rheological characteristics analysis based on jigging sands. J. Central South Univ. 2017, 24, 155–167. [Google Scholar] [CrossRef]
- Ouattara, D.; Yahia, A.; Mbonimpa, M.; Tikou, B. Effects of superplasticizer on rheological properties of cemented paste backfills. Int. J. Miner. Process. 2017, 161, 28–40. [Google Scholar] [CrossRef]
- Zhou, Z. Machine Learning; Tsinghua University Press: Beijing, China, 2016; pp. 178–181. [Google Scholar]
- Russell, S.; Norvig, P. Artificial Intelligence: A Modern Approach, 3rd ed.; Pearson: London, UK, 2011; Volume 175, pp. 935–937. [Google Scholar]
- Zhang, J.; Guo, W.; Song, B.; Zhou, Y.; Zhang, Y. Performance Prediction of Asphalt Pavement Based on Random Forest. J. Beijing Univ. Technol. 2021, 47, 1256–1263. [Google Scholar]
- Ji, W.; Liu, Y.; Cai, J.; Wang, B. Mineral pressure prediction method based on random fores. Chin. J. Min. Rock Form. Control Eng. 2021, 3, 71–81. [Google Scholar]
- Yao, D.; Yang, J.; Zhan, X. Feature selection algorithm based on random forest. J. Jilin Univ. Eng. Sci. 2014, 44, 137–141. [Google Scholar]
- Pearson, K. Notes on the History of Correlation. Biometrika 1920, 13, 1–16. [Google Scholar] [CrossRef]
- Hu, Y.; Zhang, L.; Yuan, F.; Li, T.; Wu, X.; Deng, T. Research on concrete strength prediction based on random forest. Constr. Technol. 2020, 49, 89–94. [Google Scholar]
- Zhang, Q.; Liu, W.; Wang, X.; Chen, Q. Optimal prediction model of backfill paste rheological parameters. J. Cent. South Univ. Sci. Technol. 2018. [Google Scholar]
- Wang, Z.; Wu, A.; Wang, H. Prediction on the InterfaceShear Strength of Backfill and Surrounding Rock Based on PSO-BPNN Algorithm. Min. Res. Dev. 2020, 40, 130–134. [Google Scholar]
- Hojamberdiev, M.; Arifov, P.; Tadjiev, K. Processing of refractory materials using various magnesium sources derived from Zinelbulak talc-magnesite. J. Miner. Metall. Mater. Eng. Ed. 2011, 18, 10. [Google Scholar] [CrossRef]
- Qi, C.; Fourie, A.; Chen, Q. Neural network and particle swarm optimization for predicting the unconfined compressive strength of cemented paste backfill. Constr. Build. Mater. 2018, 159, 473–478. [Google Scholar] [CrossRef]
- Sun, W.; Wu, A.X.; Hou, K.P.; Yang, Y.; Liu, L.; Wen, Y.M. Experimental study on the microstructure evolution of mixed disposal paste in surface subsidence areas. Minerals 2016, 6, 43. [Google Scholar] [CrossRef]
- Dong, L.; Zhou, Y.; Deng, S.; Wang, M.; Sun, D. Evaluation methods of man-machine-environment system for clean and safe production in phosphorus mines: A case study. J. Central South Univ. 2021, 28, 3856–3870. [Google Scholar] [CrossRef]
- Wu, A.; Ruan, Z.; Bürger, R.; Yin, S.; Wang, J.; Wang, Y. Optimization of flocculation and settling parameters of tailings slurry by response surface methodology. Miner. Eng. 2020, 156, 106488. [Google Scholar] [CrossRef]
- Wu, J.; Yin, Q.; Gao, Y.; Meng, B.; Jing, H. Particle size distribution of aggregates effects on mesoscopic structural evolution of cemented waste rock backfill. Environ. Sci. Pollut. Res. 2021, 28, 16589–16601. [Google Scholar] [CrossRef] [PubMed]
- Cao, G.; Wei, Z.; Wang, W.; Zheng, B. Shearing resistance of tailing sand waste pollutants mixed with different contents of fly ash. Environ. Sci. Pollut. Res. 2020, 27, 8046–8057. [Google Scholar] [CrossRef] [PubMed]
- Qiu, J.; Guo, Z.; Yang, L.; Jiang, H.; Zhao, Y. Effect of tailings fineness on flow, strength, ultrasonic and microstructure characteris-tics of cemented paste backfill. Constr. Build. Mater. 2020, 263, 120645. [Google Scholar] [CrossRef]
- Gao, J.; Fourie, A. Spread is better: An investigation of the mini-slump test. Miner. Eng. 2015, 71, 120–132. [Google Scholar] [CrossRef]
- Li, H.; Wu, A.; Cheng, H. Analysis of conical slump shape reconstructed from stereovision images for yield stress prediction. Cem.Concr. Res. 2021, 150, 106601. [Google Scholar] [CrossRef]
- Qi, C.; Guo, L.; Wu, Y.; Zhang, Q.; Chen, Q. Stability Evaluation of Layered Backfill Considering Filling Interval, Backfill Strength and Creep Behavior. Minerals 2022, 12, 271. [Google Scholar] [CrossRef]
- Wu, S.Z.; Wang, M.N.; Yu, L.; Liu, D.-G.; Huang, Q.-W. Model test study on stress characteristics of backfill to segment in TBM tunnel. Rock Soil Mech. 2018, 39, 3976–4009. [Google Scholar]
- Benzaazoua, M.; Fall, M.; Belem, T. A contribution to understanding the hardening process of cemented pastefill. Miner. Eng. 2004, 17, 141–152. [Google Scholar] [CrossRef]
- Li, S.; Zhang, R.; Feng, R.; Hu, B.; Wang, G.; Yu, H. Feasibility of Recycling Bayer Process Red Mud for the Safety Backfill Miningof Layered Soft Bauxite under Coal Seams. Minerals 2021, 11, 722. [Google Scholar] [CrossRef]
- Qi, C.; Xu, X.; Chen, Q. Hydration reactivity difference between dicalcium silicate and tricalcium silicate revealed from tructural and Bader charge analysis. Int. J. Miner. Met. Mater. 2022, 29, 335–344. [Google Scholar] [CrossRef]
- Le, Z.-H.; Yu, Q.-L.; Pu, J.-Y.; Cao, Y.-S.; Liu, K. A Numerical Model for the Compressive Behavior of Granular Backfill Based on Experimental Data and Application in Surface Subsidence. Metals 2022, 12, 202. [Google Scholar] [CrossRef]
- Zhang, P.F.; Zhang, Y.B.; Zhao, T.B.; Tan, Y.L.; Yu, F.H. Experimental research on deformation characteristics of waste-rock materialin ynderground backfill mining. Minerals 2019, 9, 102. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Li, A.L.; Zhang, J.X.; Huang, Y.L.; Li, J.M. Effects of particle sizes on compressive deformation and particle breakage of gangue used for coal mine goaf backfill. Powder Technol. 2020, 360, 493–502. [Google Scholar] [CrossRef]
- Meng, G.H.; Zhang, J.X.; Li, M.; Zhu, C.L.; Zhang, Q. Prediction of compression and deformation behaviours of gangue backfill materials under multi-factor coupling effects for strata control and pollution reduction. Environ. Sci. Pollut. Res. Int. 2020, 27, 36528–36540. [Google Scholar] [CrossRef]
- Wang, X.; Xie, J.; Xu, J.; Zhu, W.; Wang, L. Effects of Coal Mining Height and Width on Overburden Subsidence in Longwall Pier-Column Backfilling. Appl. Sci. 2021, 11, 3105. [Google Scholar] [CrossRef]
- Wang, R.; Zeng, F.; Li, L. Applicability of Constitutive Models to Describing the Compressibility of Mining Backfill: A Comparative Study. Processes 2021, 9, 2139. [Google Scholar] [CrossRef]
- Keita, A.M.T.; Jahanbakhshzadeh, A.; Li, L. Numerical analysis of the stability of arched sill mats made of cemented backfill. Int. J. Rock Mech. Min. Sci. 2021, 140, 104667. [Google Scholar] [CrossRef]
- Cui, L.; Fall, M. A coupled thermo–hydro-mechanical–chemical model for underground cemented tailings backfill. Tunn. Undergr. Space Technol. 2015, 50, 396–414. [Google Scholar] [CrossRef]
- Huan, C.; Zhang, S.; Zhao, X.; Li, S.; Zhang, B.; Zhao, Y.; Tao, P. Thermal Performance of Cemented Paste Backfill Body Considering Its Slurry Sedimentary Characteristics in Underground Backfill Stopes. Energies 2021, 14, 7400. [Google Scholar] [CrossRef]
- Zhao, P.; Li, X.Z.; Zhang, Y.; Liu, K.; Lu, M.H. Stratified thermal response test measurement and analysis. Energy Build. 2020, 215, 109865. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Screen/Mesh | +100 | −100~+200 | −200~+320 | −320~+400 | −400 |
|---|---|---|---|---|---|
| Full tailings proportion/% | 30.07 | 14.36 | 12.06 | 1.06 | 42.5 |
| Concentration | Lime–Sand Ratio | Plastic Viscosity (Pa·s) | Initial Yield Stress (Pa) |
|---|---|---|---|
| 68% | 0.25 | 0.159 | 40.549 |
| 70% | 0.25 | 0.216 | 59.865 |
| 72% | 0.25 | 0.322 | 95.158 |
| 74% | 0.25 | 0.486 | 135.684 |
| Influencing Factors | Evaluation Index | |||||
|---|---|---|---|---|---|---|
| Serial Number | Pipeline Angle° | Quality Concentration% | Lime–Sand Ratio | Flow Rate m/s | 400 Mesh% | Pressure Loss Mpa/km |
| 1 | 0 | 68% | 0.25 | 1.32 | 42 | 1.177 |
| 2 | 0 | 70% | 0.25 | 1.68 | 35 | 2.688 |
| 3 | 0 | 72% | 0.25 | 2.2 | 38 | 4.111 |
| 4 | 0 | 74% | 0.25 | 1.28 | 29 | 3.584 |
| 5 | 0 | 68% | 0.1 | 1.36 | 37 | 0.987 |
| Model | Performance | |
|---|---|---|
| R2 | MSE | |
| Random forest algorithm | 0.9747 | 0.0011 |
| BP artificial neural network | 0.9538 | 0.0512 |
| Linear fit | 0.9326 | 0.1862 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Kou, Y.; Wang, Z.; Wu, Z.; Guo, J. Random Forest Slurry Pressure Loss Model Based on Loop Experiment. Minerals 2022, 12, 447. https://doi.org/10.3390/min12040447
Wang Z, Kou Y, Wang Z, Wu Z, Guo J. Random Forest Slurry Pressure Loss Model Based on Loop Experiment. Minerals. 2022; 12(4):447. https://doi.org/10.3390/min12040447
Chicago/Turabian StyleWang, Zengjia, Yunpeng Kou, Zengbin Wang, Zaihai Wu, and Jiaren Guo. 2022. "Random Forest Slurry Pressure Loss Model Based on Loop Experiment" Minerals 12, no. 4: 447. https://doi.org/10.3390/min12040447
APA StyleWang, Z., Kou, Y., Wang, Z., Wu, Z., & Guo, J. (2022). Random Forest Slurry Pressure Loss Model Based on Loop Experiment. Minerals, 12(4), 447. https://doi.org/10.3390/min12040447