
Quantitative Investigation of MgO, Al2O3 and SiO2 Effects on Solid-State Formation of Secondary Hematite in Sintering Process of Iron Ore Fines


Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Selections of Atmosphere and Temperature
2.3. Thermogravimetric Method
2.4. Minerals Characterization
3. Results and Discussion
3.1. Existence State of Gangue Component in Preheated Samples (Stage 4)
3.2. Effects of Gangue Component on Transformation between Hematite and Magnetite or Magnesioferrite
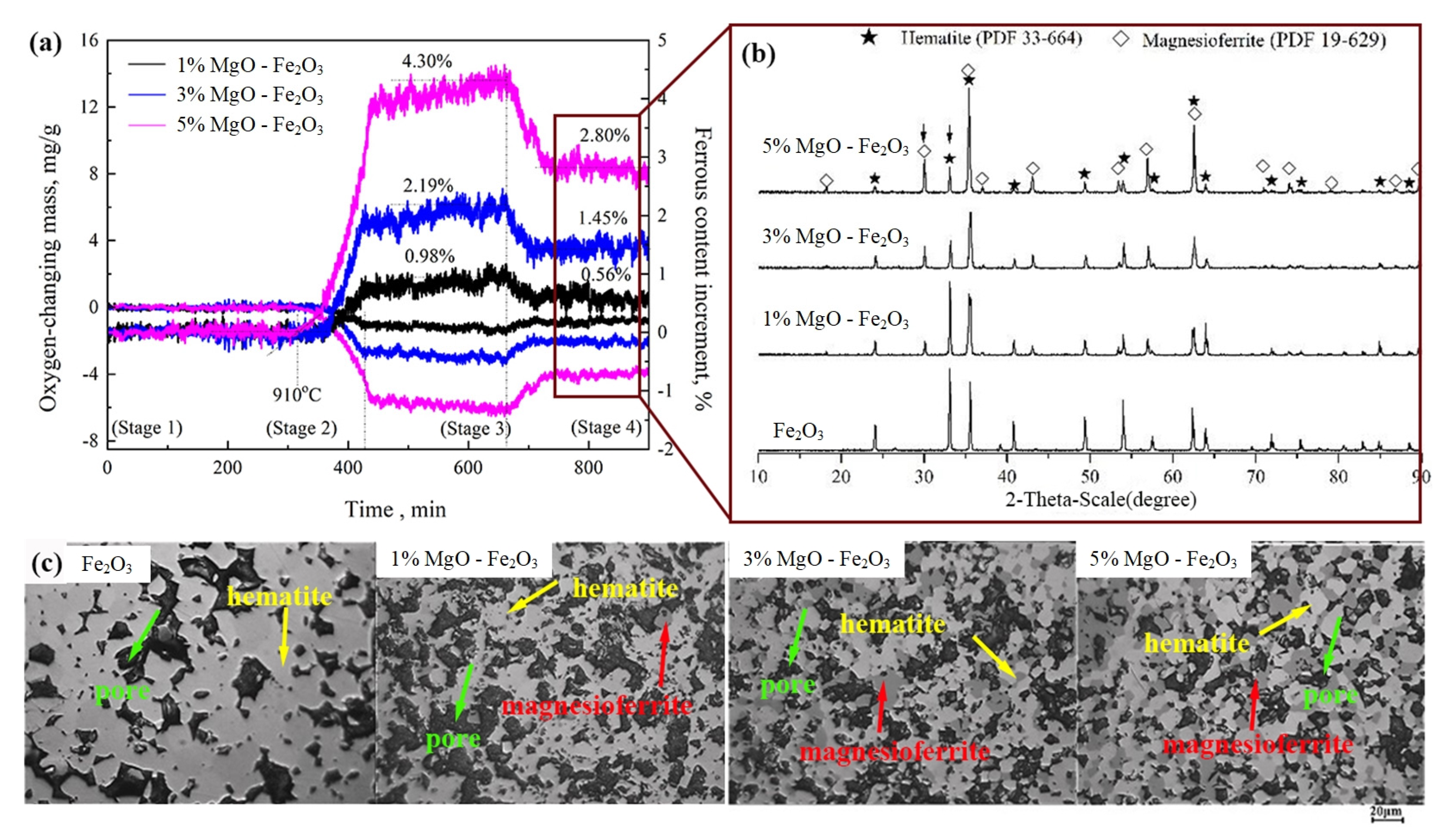
3.2.1. Magnesia (MgO)
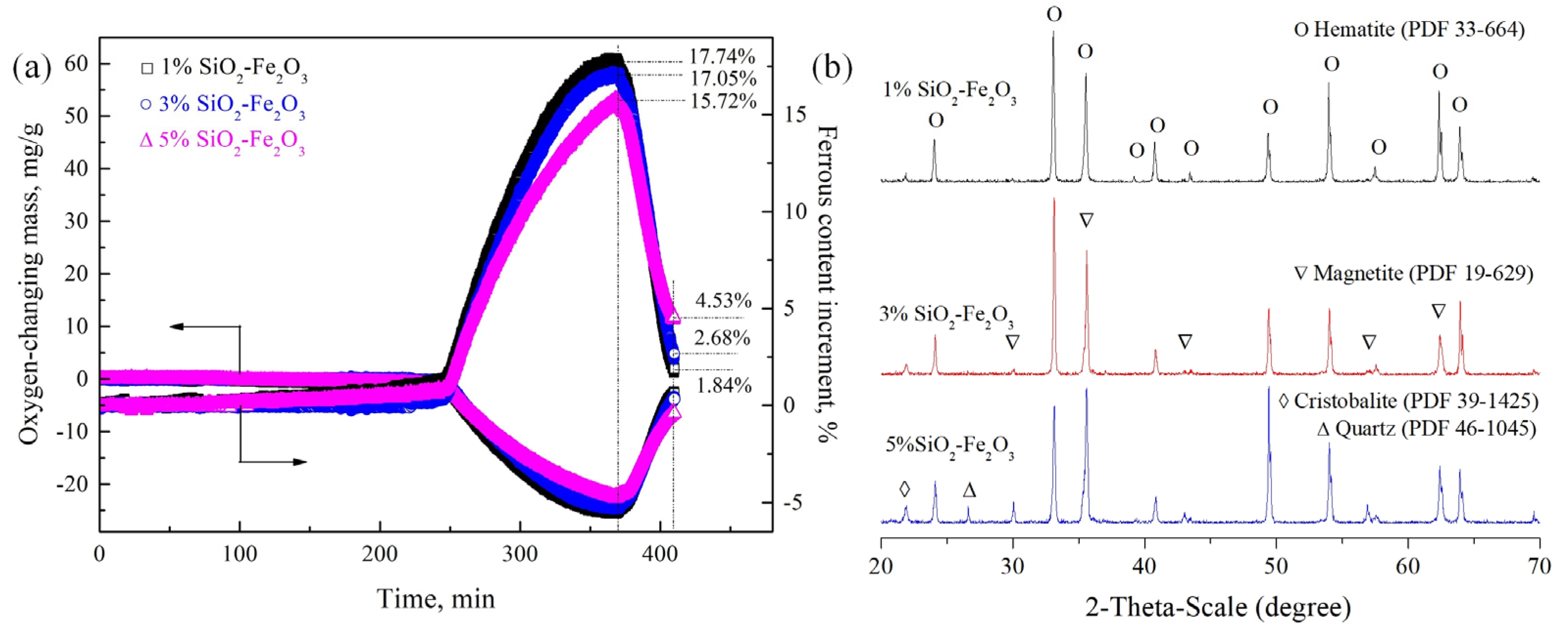
3.2.2. Alumina (Al2O3) and Quartz (SiO2)
3.3. Mechanism to Hinder the SH Formation by Increase in MgO in Samples
4. Conclusions
- (1)
- Even though the temperature was lower than the thermodynamic transformation temperature of hematite to magnetite, MgO and Al2O3 can react with hematite to form solid solutions as magnesioferrite and Al-containing hematite, respectively, at 1220 °C, while SiO2 did not react.
- (2)
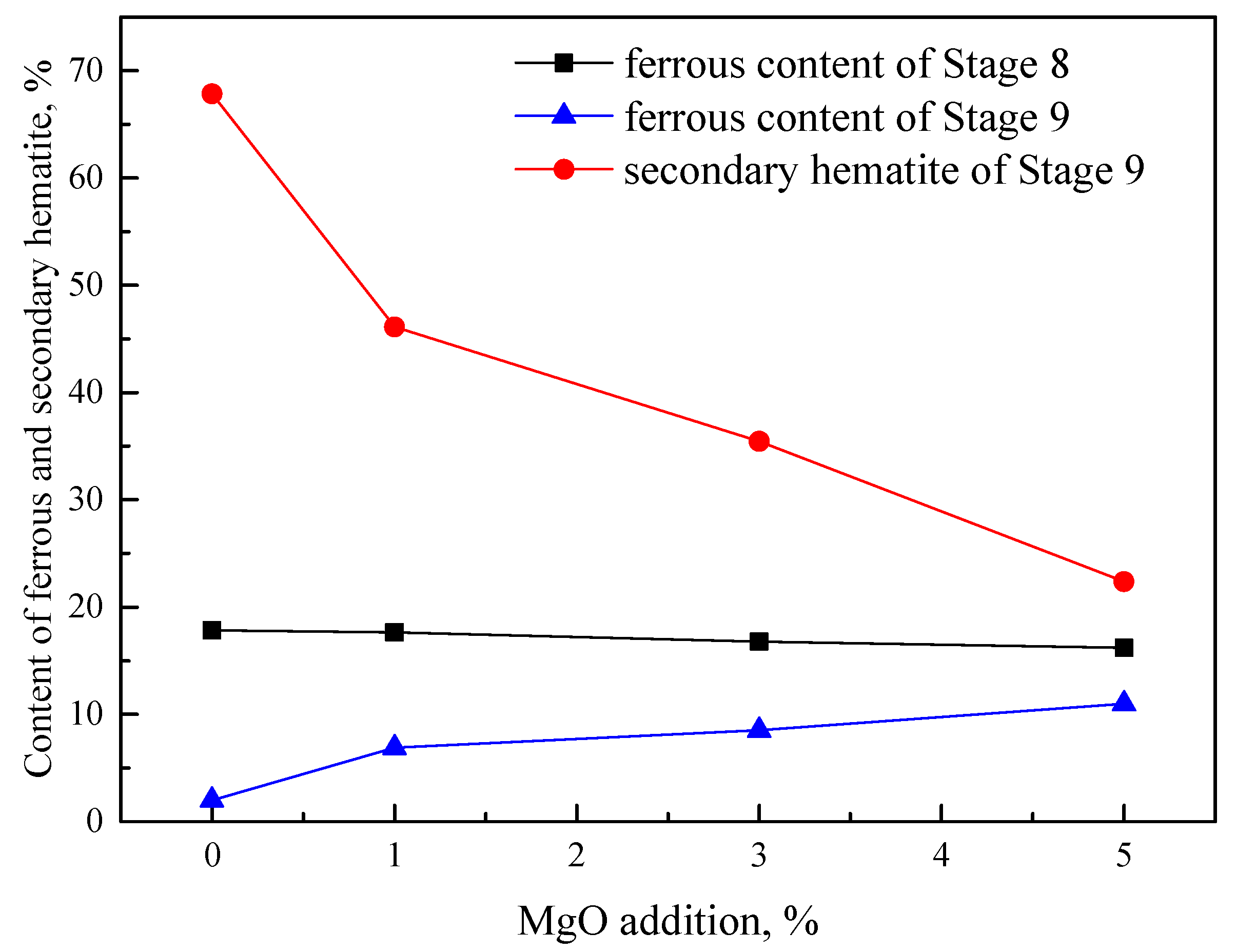
- Adding MgO and SiO2 into the hematite contributes to the inhibition of the formation of secondary hematite, which decreased to 46.11%, 35.44% and 22.37% from 67.84% after adding 1.0%, 3.0% to 5.0% MgO, while changing to 68.14%, 61.59% and 47.96% for SiO2. The reasons are different that attributingto an increase in crystal structure stability of magnetite and an increase in oxygen diffusion resistance, respectively. However, adding Al2O3 into hematite has a promotive effect for the formation of secondary hematite, which increases to 70.08%, 72.14% and 74.27% due to the increase in crystal lattice distortion in magnetite.
- (3)
- In the temperature-changing process, the mineral in samples with MgO has only two phases, including hematite and magnesioferrite (magnetite), where Mg2+ was only present in the magnesioferrite. It was found that Mg concentration in magnesioferrite changes with temperature, which reveals the formation rate of secondary hematite related to the Mg2+ diffusion, hindering the transformation between hematite and magnesioferrite.
Author Contributions
Funding
Conflicts of Interest
References
- Zhou, M.; Yu, Z.; Wang, P.; Xie, H.; Wen, Y.; Li, J. Thermodynamic Analysis of Iron Ore Sintering Process Based on Biomass Carbon. Energies 2020, 13, 5988. [Google Scholar] [CrossRef]
- Lu, L.; Manuel, J. Sintering Characteristics of Iron Ore Blends Containing High Proportions of Goethitic Ores. JOM 2020, 73, 306–315. [Google Scholar] [CrossRef]
- Li, H.; Pinson, D.J.; Zulli, P.; Lu, L.; Longbottom, R.J.; Chew, S.J.; Monaghan, B.J.; Zhang, G. Interaction between Mineral Phases in a Hematite Iron Ore and Fluxing Materials During Sintering. Met. Mater. Trans. A 2020, 52, 267–281. [Google Scholar] [CrossRef]
- Ponomar, V.; Bagmut, M.; Kalinichenko, E.; Brik, A. Experimental Study on Oxidation of Synthetic and Natural Magnetites Monitored by Magnetic Measurements. J. Alloy. Compd. 2020, 848, 156374. [Google Scholar] [CrossRef]
- Ünal, A.; Bradshaw, A.V. Rate Processes and Structural Changes in Gaseous Reduction of Hematite Particles to Magnetite. Met. Mater. Trans. A 1983, 14, 743–752. [Google Scholar] [CrossRef]
- Pimenta, H.P.; Sheshadri, V. Influence of Al2O3 and TiO2 on Reduction Degradation Behaviour of Sinter and Hematite at Low Temperatures. Ironmak Steelmak. 2002, 29, 175–179. [Google Scholar] [CrossRef]
- Shigaki, I.; Sawada, M.; Gennai, N. Increase in Low-Temperature Reduction of Iron Ore Sinter due to Hematite-Alumina Solid Solution and Columnar Calcium Ferite. Trans. Iron Steel Inst. Jpn. 1986, 26, 503–511. [Google Scholar] [CrossRef]
- Dwarapudi, S.; Ghosh, T.K.; Shankar, A.; Tathavadkar, V.; Bhattacharjee, D.; Venugopal, R. Effect of Pyroxenite Flux on the Quality and Microstructure of Hematite Pellets. Int. J. Miner. Process. 2010, 96, 45–53. [Google Scholar] [CrossRef]
- Shen, F.; Jiang, X.; Wu, G.; Wei, G.; Li, X.; Shen, Y. Proper MgO Addition in Blast Furnace Operation. ISIJ Int. 2006, 46, 65–69. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, S.; Tang, W.; Xue, X. Investigations of MgO on Sintering Performance and Metallurgical Property of High-Chromium Vanadium-Titanium Magnetite. Minerals 2019, 9, 324. [Google Scholar] [CrossRef]
- Friel, J.J.; Erickson, E.S. Chemistry, Microstructure, and Reduction Characteristics of Dolomite-Fluxed Magnetite Pellets. Met. Mater. Trans. A 1980, 11, 233–243. [Google Scholar] [CrossRef]
- Panigrahy, S.C.; Jena, B.C.; Rigaud, M. Characterization of Bonding and Crystalline Phases in Fluxed Pellets Using Peat Moss and Bentonite as Binders. Met. Mater. Trans. A 1990, 21, 463–474. [Google Scholar] [CrossRef]
- Yadav, U.S.; Pandey, B.D.; Das, B.K.; Jena, D.N. Influence of Magnesia on Sintering Characteristics of Iron Ore. Ironmak. Steelmak. 2002, 29, 91–95. [Google Scholar] [CrossRef]
- Dwarapudi, S.; Banerjee, P.; Chaudhary, P.; Sinha, S.; Chakraborty, U.; Sekhar, C.; Venugopalan, T.; Venugopal, R. Effect of Fluxing Agents on the Swelling Behavior of Hematite Pellets. Int. J. Miner. Process. 2014, 126, 76–89. [Google Scholar] [CrossRef]
- Zhu, D.; Chun, T.; Pan, J.; Zhang, J. Influence of Basicity and MgO Content on Metallurgical Performances of Brazilian Specu-larite Pellets. Int. J. Min. Process 2013, 125, 51–60. [Google Scholar] [CrossRef]
- Yi, Z.; Liu, Q.; Shao, H. Effect of MgO on Highly Basic Sinters with High Al2O. Min. Met. Explor. 2021, 38, 2175–2183. [Google Scholar] [CrossRef]
- Pan, F.; Zhu, Q.; Du, Z.; Sun, H. Migration Behavior of the MgO and Its Influence on the Reduction of Fe3O4-MgO Sinter. ISIJ Int. 2018, 58, 652–659. [Google Scholar] [CrossRef]
- Guo, Y.F.; Guo, X.M. Formation of [Mg1−x, Fex]O·Fe2O3 in Solid-State Reactions between MgO and Fe2O3 in the Fe2O3-Rich System. ISIJ Int. 2017, 57, 228–235. [Google Scholar] [CrossRef]
- Shigaki, I.; Sawada, M.; Maekawa, M.; Narita, K. Fundamental Study of Size Degradation Mechanism of Agglomerates during Reduction. Trans. Iron Steel Inst. Jpn. 1982, 22, 838–847. [Google Scholar] [CrossRef]
- Pimenta, H.P.; Seshadri, V. Characterisation of Structure of Iron Ore Sinter and Its Behavior during Reduction at Low Temper-atures. Ironmak Steelmak. 2002, 29, 169–174. [Google Scholar] [CrossRef]
- Park, H.; Sahajwalla, V. Reduction Behaviour of Carbon Composite Pellets Including Alumina and Silica at 1273K and 1373K. ISIJ Inter. 2014, 54, 1256. [Google Scholar] [CrossRef]
- Matsuno, F.; Nishikida, S.-I.; Ikesaki, H. Strength Deterioration of Samples of Iron Ore-5–10%CaO Systems during the Reduction at 550.DEG.C in 30%CO-N2 Gas. Trans. Iron Steel Inst. Jpn. 1984, 24, 275–283. [Google Scholar] [CrossRef]
- Matsuno, F.; Nishikida, S.-I.; Ikesaki, H. Disintegration of Synthesized Iron Oxides by Reduction at 550.DEG.C in 30%CO-N2 Gas Stream. Trans. Iron Steel Inst. Jpn. 1984, 24, 1040–1049. [Google Scholar] [CrossRef]
- Matsuno, F. Changes of Mineral Phases during the Sintering of Fe2O3-CaO-SiO2 System. Trans. ISIJ 1979, 19, 595–604. [Google Scholar] [CrossRef]
- Matsuno, F.; Harada, T. Changes of Mineral Phases during the Sintering of Iron Ore-Lime Stone Systems. Trans. Iron Steel Inst. Jpn. 1981, 21, 318–325. [Google Scholar] [CrossRef]
- Kawaguchi, T.; Kasama, S.; Inazumi, T. Effect of Al2O3 Content on Sinter Cake Structure. Tetsu-to-Hagane 1992, 78, 1053–1060. [Google Scholar] [CrossRef][Green Version]
- Ding, X.; Guo, X.M. The Characteristics of Mixing SiO2 with Calcium Ferrite at 1473K (1200 °C). Metall. Mater. Trans. B 2015, 46, 1742–1750. [Google Scholar] [CrossRef]
- Debrincat, D.; Loo, C.E. Effect of Iron Ore Particle Assimilation on Sinter Structure. ISIJ Int. 2004, 44, 1308–1317. [Google Scholar] [CrossRef]
- Umadevi, T.; Brahmacharyulu, A.; Sah, R.; Mahapatra, P.C.; Prabhu, M. Optimization of MgO Addition in Low and High Silica Iron Ore Sinter to Improve Sinter Reducibility at JSW Steel Limited. Ironmak Steelmak. 2014, 41, 270–278. [Google Scholar] [CrossRef]
- Maeda, T.; Nishioka, K.; Nakashima, K.; Shimizu, M. Formation Rate of Calcium Ferrite Melt Focusing on SiO2 and Al2O3 Component. ISIJ Int. 2004, 44, 2046–2051. [Google Scholar] [CrossRef]
- Panigrahy, S.C.; Verstraeten, P.; Dilewijns, J. Influence of MgO Addition on Mineralogy of Iron Ore Sinter. Met. Mater. Trans. A 1984, 15, 23–32. [Google Scholar] [CrossRef]
- Xing, X.; Pang, Z.; Mo, C.; Wang, S.; Ju, J. Effect of MgO and BaO on Viscosity and Structure of Blast Furnace Slag. J. Non-Cryst. Solids 2019, 530, 119801. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Xing, X.R.; Song, B.; Guo, X.M.; Xiang, C.X. Physical Chemistry of Metallurgy, 4th ed.; Metallurgical Industry Press: Beijing, China, 2007; p. 313. [Google Scholar]
- Simmonds, T.; Hayes, P.C. Isothermal Oxidation of Magnetite to Hematite in Air and Cyclic Reduction/Oxidation under Carbon Looping Combustion Conditions. Metall. Mater. Trans. E 2017, 4, 114–122. [Google Scholar] [CrossRef]
- Raghavan, V. Fe-Mg-O (Iron-Magnesium-Oxygen). J. Phase Equilibria Diffus. 2010, 31, 368. [Google Scholar] [CrossRef][Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Minerals | Stage No. | SiO2 Content | Al2O3 Content | ||||
|---|---|---|---|---|---|---|---|
| 1.0% | 3.0% | 5.0% | 1.0% | 3.0% | 5.0% | ||
| Magnetite | 4 | 0 | 0 | 0 | 0 | 0 | 0 |
| 8 | 73.49 | 70.64 | 65.13 | 76.79 | 78.37 | 80.02 | |
| 9 | 7.62 | 11.10 | 18.77 | 9.04 | 8.63 | 8.02 | |
| SH | 9 | 68.14 | 61.59 | 47.96 | 70.08 | 72.14 | 74.27 |
| Stage No. | Point | Fe | Mg | O | Phase | Stage No. | Point | Fe | Mg | O | Phase |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 4(6) | A | 35.67 | 9.99 | 54.34 | M | 8 | E | 41.33 | 5.23 | 53.43 | M |
| B | 42.83 | 0 | 57.17 | H | F | 43.20 | 0 | 56.80 | H | ||
| 7 | C | 37.72 | 8.52 | 53.76 | M | 9 | G | 38.79 | 7.23 | 53.98 | M |
| D | 43.55 | 0 | 56.45 | H | H | 43.40 | 0 | 56.60 | H |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.-B.; Du, Y.; Guo, Y.-F.; Guo, X.-M. Quantitative Investigation of MgO, Al2O3 and SiO2 Effects on Solid-State Formation of Secondary Hematite in Sintering Process of Iron Ore Fines. Minerals 2022, 12, 282. https://doi.org/10.3390/min12030282
Chen Y-B, Du Y, Guo Y-F, Guo X-M. Quantitative Investigation of MgO, Al2O3 and SiO2 Effects on Solid-State Formation of Secondary Hematite in Sintering Process of Iron Ore Fines. Minerals. 2022; 12(3):282. https://doi.org/10.3390/min12030282
Chicago/Turabian StyleChen, Yan-Bo, Yu Du, Yu-Feng Guo, and Xing-Min Guo. 2022. "Quantitative Investigation of MgO, Al2O3 and SiO2 Effects on Solid-State Formation of Secondary Hematite in Sintering Process of Iron Ore Fines" Minerals 12, no. 3: 282. https://doi.org/10.3390/min12030282
APA StyleChen, Y.-B., Du, Y., Guo, Y.-F., & Guo, X.-M. (2022). Quantitative Investigation of MgO, Al2O3 and SiO2 Effects on Solid-State Formation of Secondary Hematite in Sintering Process of Iron Ore Fines. Minerals, 12(3), 282. https://doi.org/10.3390/min12030282