
Copper Extraction from Oxide Ore of Almalyk Mine by H2SO4 in Simulated Heap Leaching: Effect of Particle Size and Acid Concentration

 , , ,
, , ,  , , , ,
, , , ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Collection Site
2.2. Sample Preparation and Characterization
2.3. Leaching Experiments
3. Results and Discussion
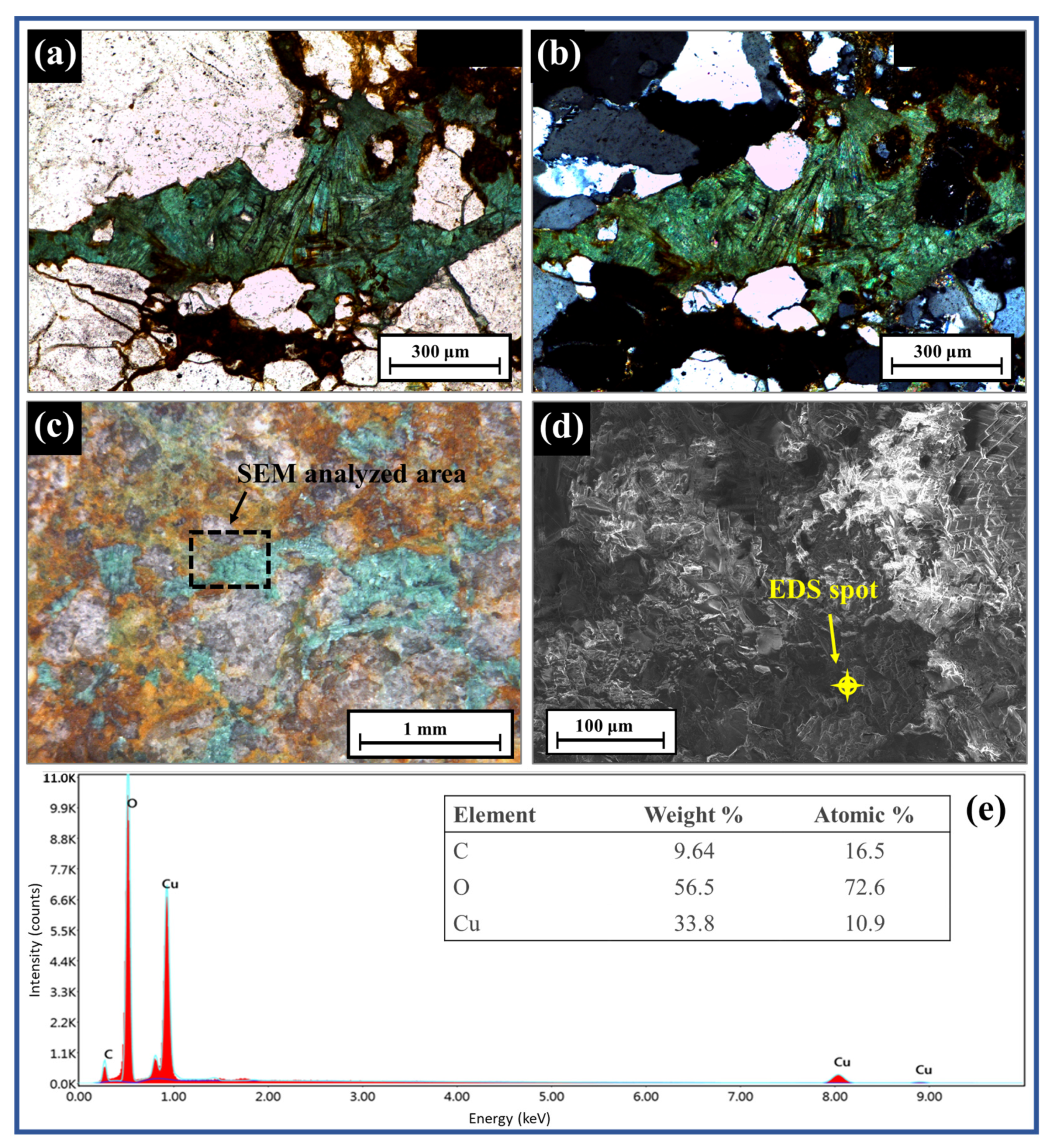
3.1. Characterization of the Ore Samples
3.2. Leaching Experiments
3.2.1. Dissolution of Malachite
3.2.2. Effect of Ore Particle Size and Sulfuric Acid Concentration on Copper Extraction
3.2.3. Leaching Kinetics of Copper from Ore
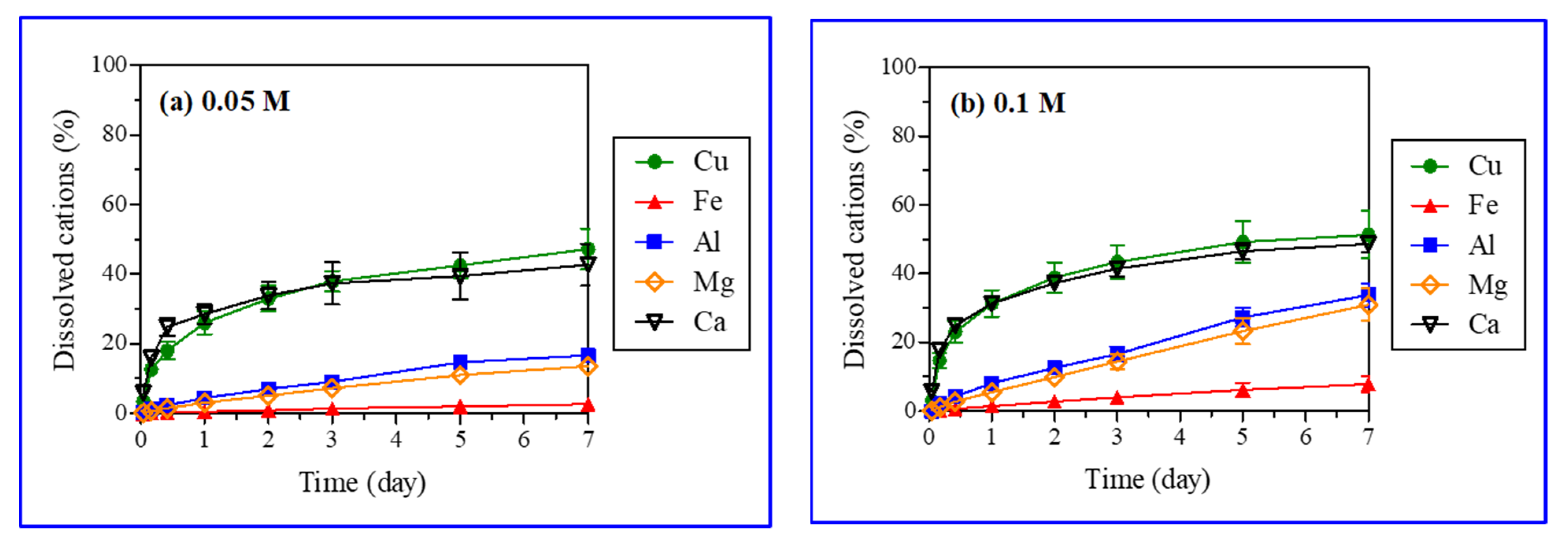
3.2.4. Dissolution of Metal Ions from Gangue Minerals
3.2.5. Acid Consumption Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Habbache, N.; Alane, N.; Djerad, S.; Tifouti, L. Leaching of copper oxide with different acid solutions. Chem. Eng. J. 2009, 152, 503–508. [Google Scholar] [CrossRef]
- Han, B.; Altansukh, B.; Haga, K.; Takasaki, Y.; Shibayama, A. Copper Recovery from Silicate-Containing Low-Grade Copper Ore Using Flotation Followed by High-Pressure Oxidative Leaching. Resour. Process. 2017, 64, 3–14. [Google Scholar] [CrossRef]
- Davenport, W.G.; King, M.J.; Schlesinger, M.E.; Biswas, A.K. Extractive Metallurgy of Copper, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Baba, A.A.; Ayinla, K.I.; Adekola, F.A.; Ghosh, M.K.; Ayanda, O.S.; Bale, R.B.; Sheik, A.R.; Pradhan, S.R. A review on novel techniques for chalcopyrite ore processing. Int. J. Min. Eng. Miner. Process. 2012, 1, 1–16. [Google Scholar] [CrossRef]
- Ata, O.N.; Çolak, S.; Ekinci, Z.; Çopur, M. Determination of the optimum conditions for leaching of malachite ore in H2SO4 solutions. Chem. Eng. Technol. 2001, 24, 409–413. [Google Scholar] [CrossRef]
- Bingöl, D.; Canbazoğlu, M. Dissolution kinetics of malachite in sulphuric acid. Hydrometallurgy 2004, 72, 159–165. [Google Scholar] [CrossRef]
- Shabani, M.A.; Irannajad, M.; Azadmehr, A.R. Investigation on leaching of malachite by citric acid. Int. J. Miner. Met. Mater. 2012, 19, 782–786. [Google Scholar] [CrossRef]
- Panda, S.; Mishra, G.; Sarangi, C.K.; Sanjay, K.; Subbaiah, T.; Das, S.K.; Sarangi, K.; Ghosh, M.K.; Pradhan, N.; Mishra, B.K. Reactor and column leaching studies for extraction of copper from two low grade resources: A comparative study. Hydrometallurgy 2016, 165, 111–117. [Google Scholar] [CrossRef]
- Deng, J.; Wen, S.; Yin, Q.; Wu, D.; Sun, Q. Leaching of malachite using 5-sulfosalicylic acid. J. Taiwan Inst. Chem. Eng. 2017, 71, 20–27. [Google Scholar] [CrossRef]
- Petersen, J. Heap leaching as a key technology for recovery of values from low-grade ores—A brief overview. Hydrometallurgy 2016, 165, 206–212. [Google Scholar] [CrossRef]
- Bogdanović, G.D.; Stanković, V.D.; Trumić, M.S.; Antić, D.V.; Trumić, M.Ž. Leaching of low-grade copper ores: A case study for ‘Kraku Bugaresku-Cementacija’ deposits (Eastern Serbia). J. Min. Met. A Min. 2016, 52, 45–56. [Google Scholar] [CrossRef]
- Wu, A.; Yin, S.; Qin, W.; Liu, J.; Qiu, G. The effect of preferential flow on extraction and surface morphology of copper sulphides during heap leaching. Hydrometallurgy 2009, 95, 76–81. [Google Scholar] [CrossRef]
- Watling, H. The bioleaching of sulphide minerals with emphasis on copper sulphides—A review. Hydrometallurgy 2006, 84, 81–108. [Google Scholar] [CrossRef]
- Shayestehfar, M.; Nasab, S.K.; Mohammadalizadeh, H. Mineralogy, petrology, and chemistry studies to evaluate oxide copper ores for heap leaching in Sarcheshmeh copper mine, Kerman, Iran. J. Hazard. Mater. 2008, 154, 602–612. [Google Scholar] [CrossRef]
- Liu, M.; Wen, J.; Tan, G.; Liu, G.; Wu, B. Experimental studies and pilot plant tests for acid leaching of low-grade copper oxide ores at the Tuwu Copper Mine. Hydrometallurgy 2016, 165, 227–232. [Google Scholar] [CrossRef]
- Nicol, M.J. The kinetics of the dissolution of malachite in acid solutions. Hydrometallurgy 2018, 177, 214–217. [Google Scholar] [CrossRef]
- Hsu, P.-C.; Murr, L.E. A simple kinetic model for sulfuric acid leaching of copper from chrysocolla. Met. Mater. Trans. A 1975, 6, 435–440. [Google Scholar] [CrossRef]
- Nicol, M.; Akilan, C. The kinetics of the dissolution of chrysocolla in acid solutions. Hydrometallurgy 2018, 178, 7–11. [Google Scholar] [CrossRef]
- Bai, S.; Fu, X.; Li, C.; Wen, S. Process improvement and kinetic study on copper leaching from low-grade cuprite ores. Physicochem. Probl. Miner. Process. 2018, 54, 300–310. [Google Scholar]
- Quast, K. Leaching of atacamite (Cu2(OH)3Cl) using dilute sulphuric acid. Miner. Eng. 2000, 13, 1647–1652. [Google Scholar] [CrossRef]
- Helle, S.; Kelm, U. Experimental leaching of atacamite, chrysocolla and malachite: Relationship between copper retention and cation exchange capacity. Hydrometallurgy 2005, 78, 180–186. [Google Scholar] [CrossRef]
- Golovanov, I.M.; Seltmann, R.; Kremenetsky, A.A. The porphyry Cu–Au/Mo deposits of Central Euroasia: 2. The Almalyk (Kalmakyr–Dalnee) and Saukbulak Cu–Au porphyra systems, Uzbekistan. In Super Porphyry Copper and Gold Deposits: A Global Perspective; Poter, T.M., Ed.; PGC Publishing: Adelaide, Australia, 2005; pp. 513–523. [Google Scholar]
- Shukurov, N.; Kodirov, O.; Peitzsch, M.; Kersten, M.; Pen-Mouratov, S.; Steinberger, Y. Coupling geochemical, mineralogical and microbiological approaches to assess the health of contaminated soil around the Almalyk mining and smelter complex, Uzbekistan. Sci. Total Environ. 2014, 476, 447–459. [Google Scholar] [CrossRef] [PubMed]
- Sillitoe, R.H. Andean copper province: Tectonomagmatic settings, deposit types, metallogeny, exploration, and discovery. Econ. Geol. 100th Anniv. Vol. 2005, 845–890. [Google Scholar]
- Cheng, Z.; Zhang, Z.; Chai, F.; Hou, T.; Santosh, M.; Turesebekov, A.; Nurtaev, B.S. Carboniferous porphyry Cu–Au deposits in the Almalyk orefield, Uzbekistan: The Sarycheku and Kalmakyr examples. Int. Geol. Rev. 2018, 60, 1–20. [Google Scholar] [CrossRef]
- Xue, C.J.; Zhao, X.B.; Mo, X.X.; Chen, Y.C.; Dong, L.H.; Gu, X.X.; Zhang, Z.C.; Nurtaev, B.; Pak, N.; Li, Z.D.; et al. Tectonic-metallogenic evolution of Western Tianshan giant Au-Cu-Zn-Pb metallogenic belt and prospecting orientation. Acta Geol. Sin. 2014, 88, 2490–2531. [Google Scholar]
- Dill, H.G. The “chessboard” classification scheme of mineral deposits: Mineralogy and geology from aluminum to zirconium. Earth-Sci. Rev. 2010, 100, 1–420. [Google Scholar] [CrossRef]
- Chen, M.; Ma, L.Q. Comparison of Three Aqua Regia Digestion Methods for Twenty Florida Soils. Soil Sci. Soc. Am. J. 2001, 65, 491–499. [Google Scholar] [CrossRef]
- Berger, B.R.; Ayuso, R.A.; Wynn, J.C.; Seal, R.R. Preliminary Model of Porphyry Copper Deposits; U.S. Geological Survey: Washington, DC, USA, 2008; Volume 1321, p. 55. [CrossRef]
- Gettens, R.J.; Fitzhugh, E.W. Malachite and green verditer. Stud. Conserv. 1974, 19, 2–23. [Google Scholar]
- Levenspiel, O. Chemical reaction engineering. Ind. Eng. Chem. Res. 1999, 38, 4140–4143. [Google Scholar] [CrossRef]
- Sun, X.-L.; Chen, B.-Z.; Yang, X.-Y.; Liu, Y.-Y. Technological conditions and kinetics of leaching copper from complex copper oxide ore. J. Cent. South Univ. Technol. 2009, 16, 936–941. [Google Scholar] [CrossRef]
- Kokes, H.; Morcali, M.; Acma, E. Dissolution of copper and iron from malachite ore and precipitation of copper sulfate pentahydrate by chemical process. Eng. Sci. Technol. Int. J. 2014, 17, 39–44. [Google Scholar] [CrossRef][Green Version]
- Deshenthree, C. Acid-gangue interactions in heap leach operations: A review of the role of mineralogy for predicting ore behaviour. Minerals 2018, 8, 47. [Google Scholar]
- Jansen, M.; Taylor, A. Overview of gangue mineralogy issues in oxide copper heap leaching. In Proceedings of the ALTA Conference, Perth, Australia, 6–9 July 2003. [Google Scholar]
- Alkattan, M.; Oelkers, E.H.; Dandurand, J.L.; Schott, J. An experimental study of calcite and limestone dissolution rates as a function of pH from −1 to 3 and temperature from 25 to 80 °C. Chem. Geol. 1998, 151, 199–214. [Google Scholar] [CrossRef]
- Seyedbagheri, A.; McLaren, C.; Van Staden, P. A Study of Acid-Gangue Reactions in Heap Leach Operations; Mintek: Randburg, South Africa, 2009. [Google Scholar]
- Youlton, B.; Kinnaird, J. Gangue–reagent interactions during acid leaching of uranium. Miner. Eng. 2013, 52, 62–73. [Google Scholar] [CrossRef]
- Terry, B. The acid decomposition of silicate minerals part I. Reactivities and modes of dissolution of silicates. Hydrometallurgy 1983, 10, 135–150. [Google Scholar] [CrossRef]
- Apostolidis, C.; Distin, P. The kinetics of the sulphuric acid leaching of nickel and magnesium from reduction roasted serpentine. Hydrometallurgy 1978, 3, 181–196. [Google Scholar] [CrossRef]
- Kothukov, S.V.; Giganov, G.P.; Karimov, E.V.; Sologub, D.V. Tests of a combined technology for the treatment of mixed copper-containing concentrates. Tsvetnye Met. 1988, 1, 20–22. [Google Scholar]
- Rich, R. Inorganic Reactions in Water, 1st ed.; Springer: Berlin, Germany, 2007. [Google Scholar]
- Free, M.L. Understanding Acid Consumption and Its Relationship with Copper Recovery. In Proceedings of the SME Annual Meeting and Exhibit 2010, Phoenix, AZ, USA, 28 February–3 March 2010. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | ICP-OES (%) * |
|---|---|
| Cu | 1.56 |
| Fe | 4.10 |
| Al | 0.588 |
| Mg | 0.422 |
| Ca | 0.345 |
| Particle Size (mm) | Concentration of H2SO4 (M) | Cu (g/L) | Fe (g/L) | Al (g/L) | Ca (g/L) | Mg (g/L) | SO42− (g/L) * | TDS (g/L) | Cu Yield (wt%) |
|---|---|---|---|---|---|---|---|---|---|
| 0.425–2 | 0.05 | 2.64 | 0.498 | 0.359 | 0.498 | 0.235 | 10.8 | 18.3 | 76.6 |
| 0.10 | 2.74 | 1.05 | 0.449 | 0.490 | 0.330 | 17.2 | 27.2 | 87.9 | |
| 0.15 | 2.83 | 1.31 | 0.575 | 0.507 | 0.440 | 19.9 | 30.2 | 90.6 | |
| 0.50 | 2.94 | 3.63 | 1.20 | 0.474 | 1.10 | 69.0 | 94.8 | 94.3 | |
| 2–5.6 | 0.05 | 1.91 | 0.378 | 0.260 | 0.426 | 0.189 | 10.6 | 17.4 | 61.3 |
| 0.10 | 1.99 | 0.713 | 0.399 | 0.405 | 0.320 | 15.2 | 24.6 | 63.8 | |
| 0.15 | 2.12 | 1.15 | 0.563 | 0.469 | 0.471 | 23.5 | 33.1 | 68.1 | |
| 0.50 | 2.22 | 2.92 | 1.08 | 0.446 | 0.984 | 65.2 | 85.5 | 71.3 | |
| 5.6–11.2 | 0.05 | 1.47 | 0.224 | 0.197 | 0.299 | 0.114 | 8.3 | 14.9 | 47.2 |
| 0.10 | 1.60 | 0.647 | 0.398 | 0.340 | 0.260 | 15.5 | 22.7 | 51.3 | |
| 0.15 | 1.72 | 0.925 | 0.442 | 0.316 | 0.318 | 23.6 | 30.8 | 55.0 | |
| 0.50 | 2.28 | 2.43 | 0.829 | 0.311 | 0.717 | 64.3 | 84.2 | 73.0 |
| Solubility | Mineral | Chemical Reaction |
|---|---|---|
| Readily Soluble | Calcite | CaCO3 + 2H+ = Ca2+ + H2CO3 |
| Biotite | K(Fe, Mg)3AlSi3O10(OH)2 + 10H+ = K+ + 2(Fe, Mg)2+ + Al3+ + 3H4SiO4 | |
| Moderately Soluble | Chlorite | (Fe, Mg)5Al2Si3O10(OH)8 + 16H+ = 5(Mg, Fe)3+ + 2Al3+ + 3H4SiO4 + 6H2O |
| Pyroxene | Ca(Mg, Fe)Si2O6 + 4H+ + 2H2O = Ca2+ + (Mg, Fe)3+ + 2H4SiO4 | |
| Anorthite | CaAl2Si2O8 + 8H+ = Ca2+ + 2Al3+ + 2H4SiO4 | |
| Poorly Soluble | Muscovite | KAl3Si3O10(OH)2 + 10H+ = K+ + 3Al3+ + 3H4SiO4 |
| Albite | NaAlSi3O8 + 4H+ + 4H2O = Na+ + Al3+ + 3H4SiO4 | |
| Orthoclase | KAlSi3O8 + 4H+ + 4H2O = K+ + Al3+ + 3H4SiO4 | |
| Quartz | SiO2 + 2H2O = H4SiO4 | |
| Anhydrite | CaSO4 = Ca2+ + SO42− |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, C.-U.; Ji, S.-E.; Pabst, T.; Choi, K.-W.; Khan, M.A.; Kumar, R.; Krishnaiah, P.; Han, Y.; Jeon, B.-H.; Kim, D.-H. Copper Extraction from Oxide Ore of Almalyk Mine by H2SO4 in Simulated Heap Leaching: Effect of Particle Size and Acid Concentration. Minerals 2021, 11, 1020. https://doi.org/10.3390/min11091020
Kang C-U, Ji S-E, Pabst T, Choi K-W, Khan MA, Kumar R, Krishnaiah P, Han Y, Jeon B-H, Kim D-H. Copper Extraction from Oxide Ore of Almalyk Mine by H2SO4 in Simulated Heap Leaching: Effect of Particle Size and Acid Concentration. Minerals. 2021; 11(9):1020. https://doi.org/10.3390/min11091020
Chicago/Turabian StyleKang, Chan-Ung, Seung-Eun Ji, Thomas Pabst, Kung-Won Choi, Moonis Ali Khan, Rahul Kumar, Prakash Krishnaiah, Yosep Han, Byong-Hun Jeon, and Do-Hyeon Kim. 2021. "Copper Extraction from Oxide Ore of Almalyk Mine by H2SO4 in Simulated Heap Leaching: Effect of Particle Size and Acid Concentration" Minerals 11, no. 9: 1020. https://doi.org/10.3390/min11091020
APA StyleKang, C.-U., Ji, S.-E., Pabst, T., Choi, K.-W., Khan, M. A., Kumar, R., Krishnaiah, P., Han, Y., Jeon, B.-H., & Kim, D.-H. (2021). Copper Extraction from Oxide Ore of Almalyk Mine by H2SO4 in Simulated Heap Leaching: Effect of Particle Size and Acid Concentration. Minerals, 11(9), 1020. https://doi.org/10.3390/min11091020