
Feasibility of Recycling Bayer Process Red Mud for the Safety Backfill Mining of Layered Soft Bauxite under Coal Seams




Abstract
:1. Introduction
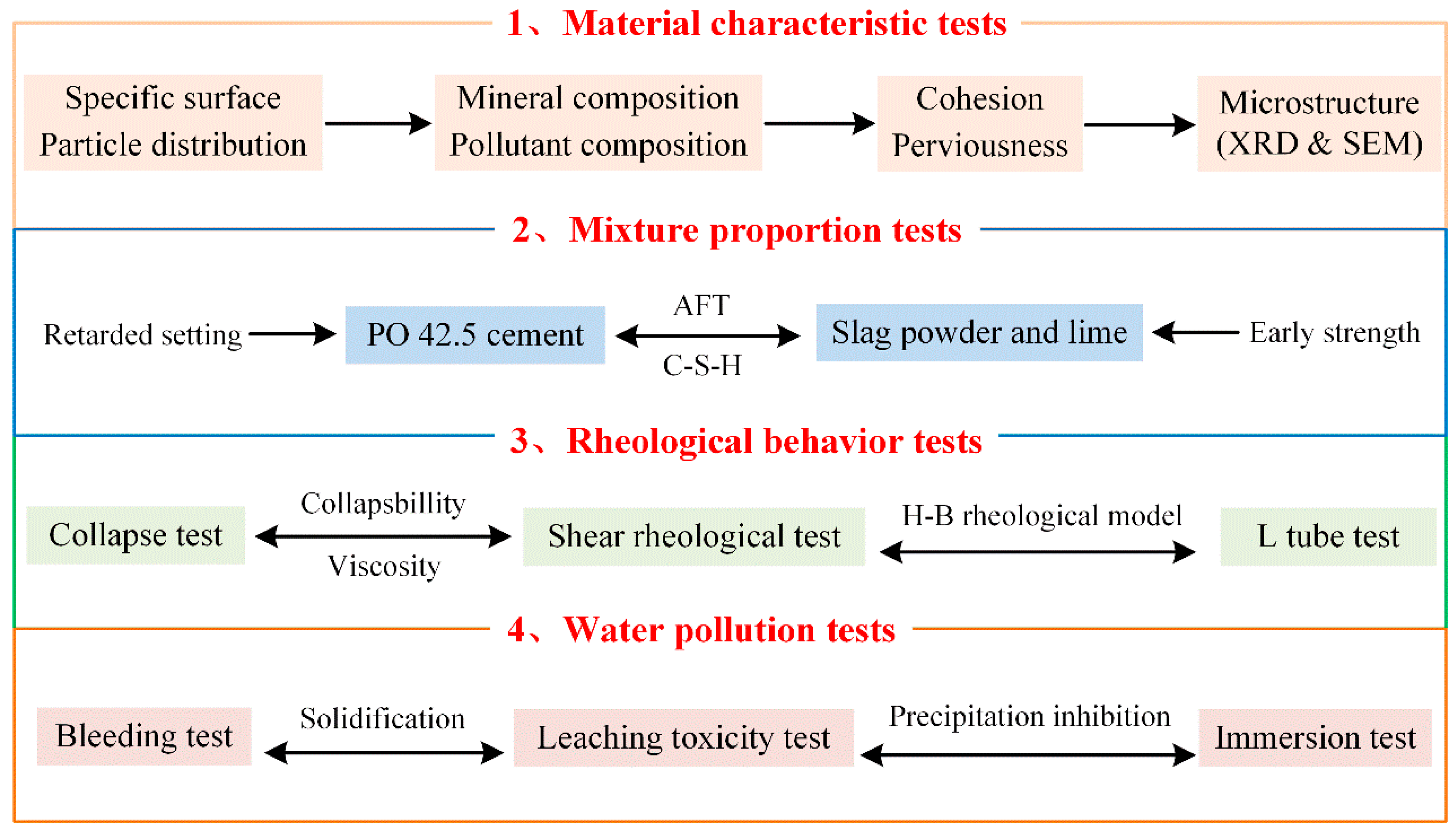
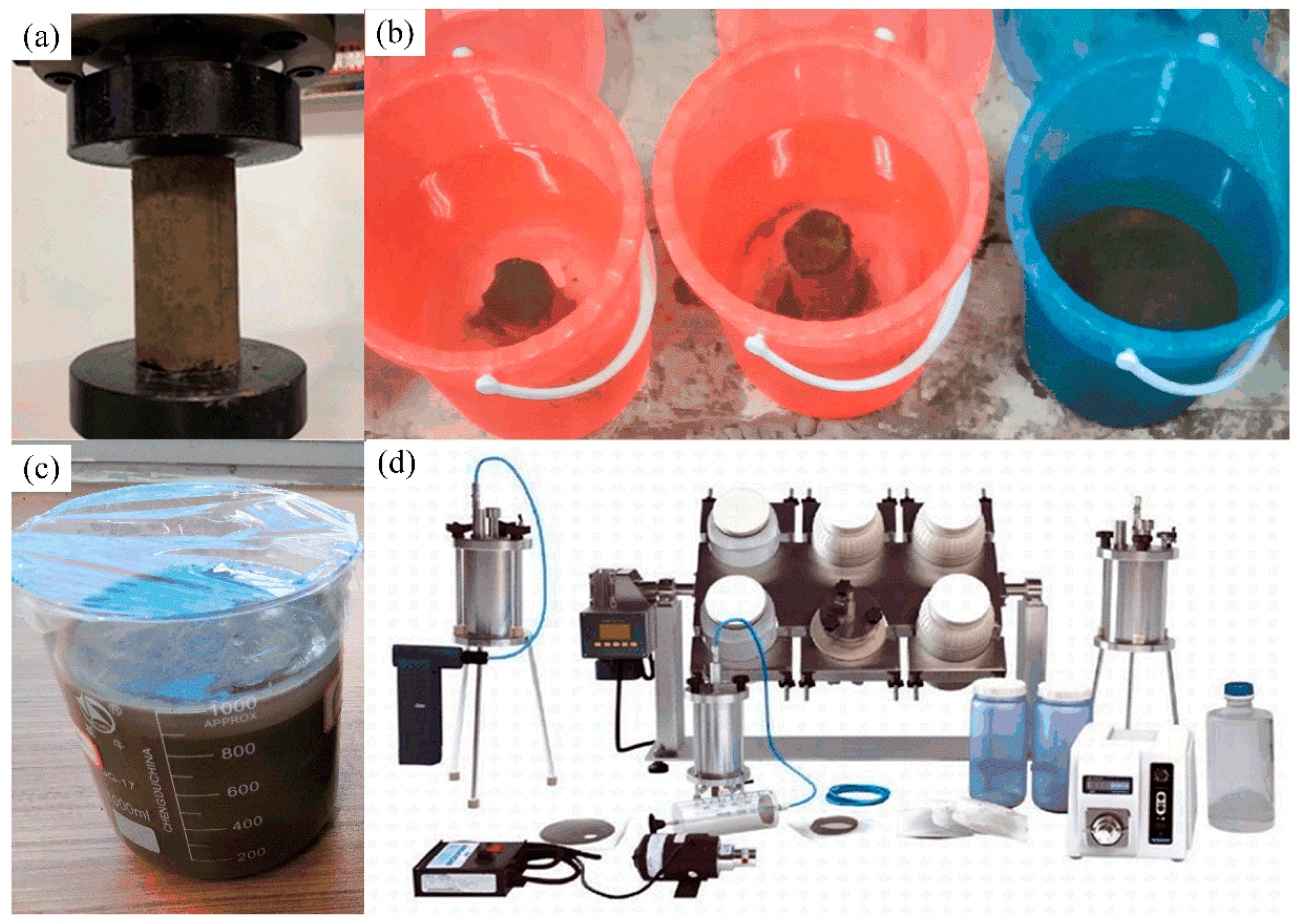
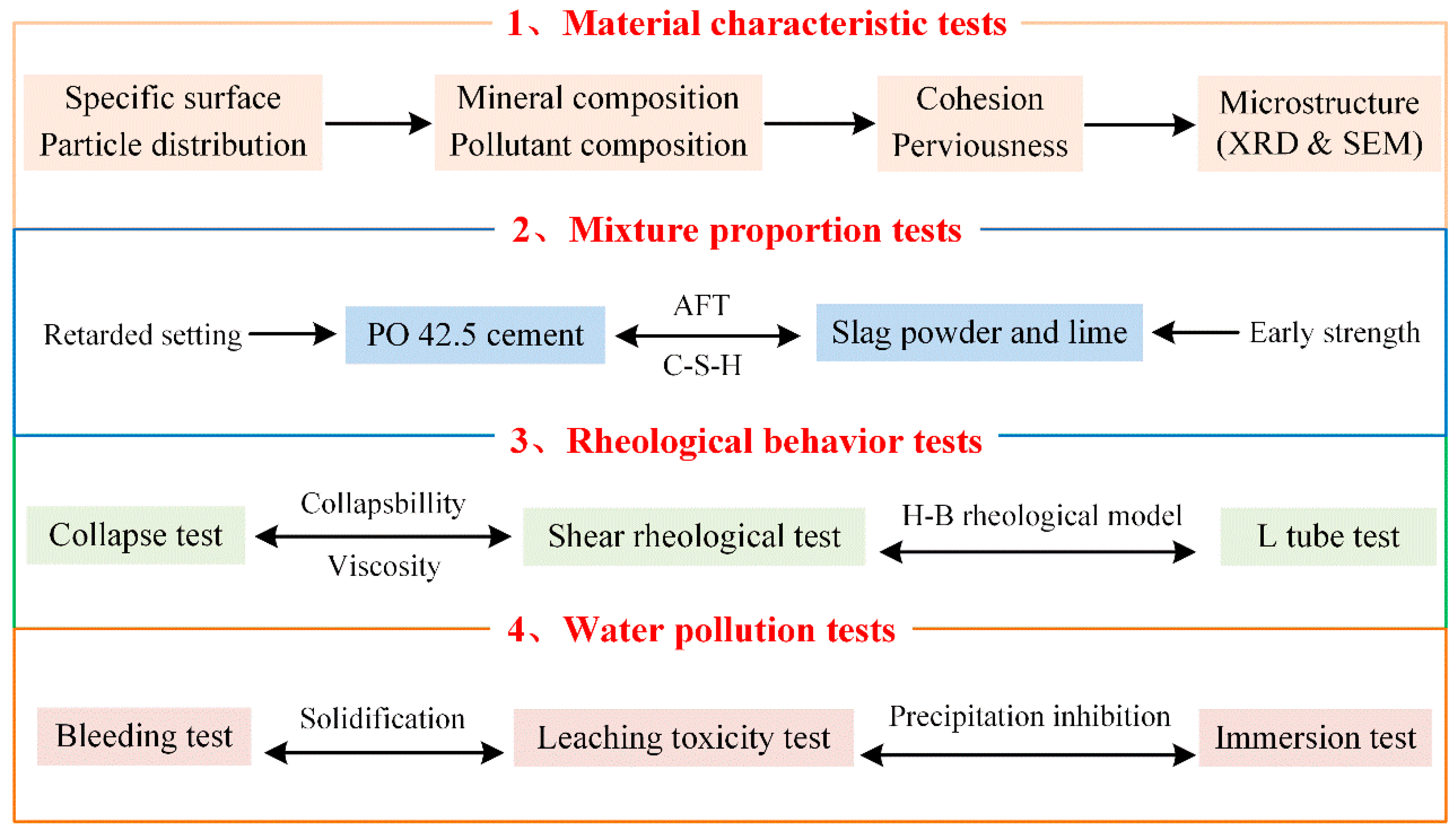
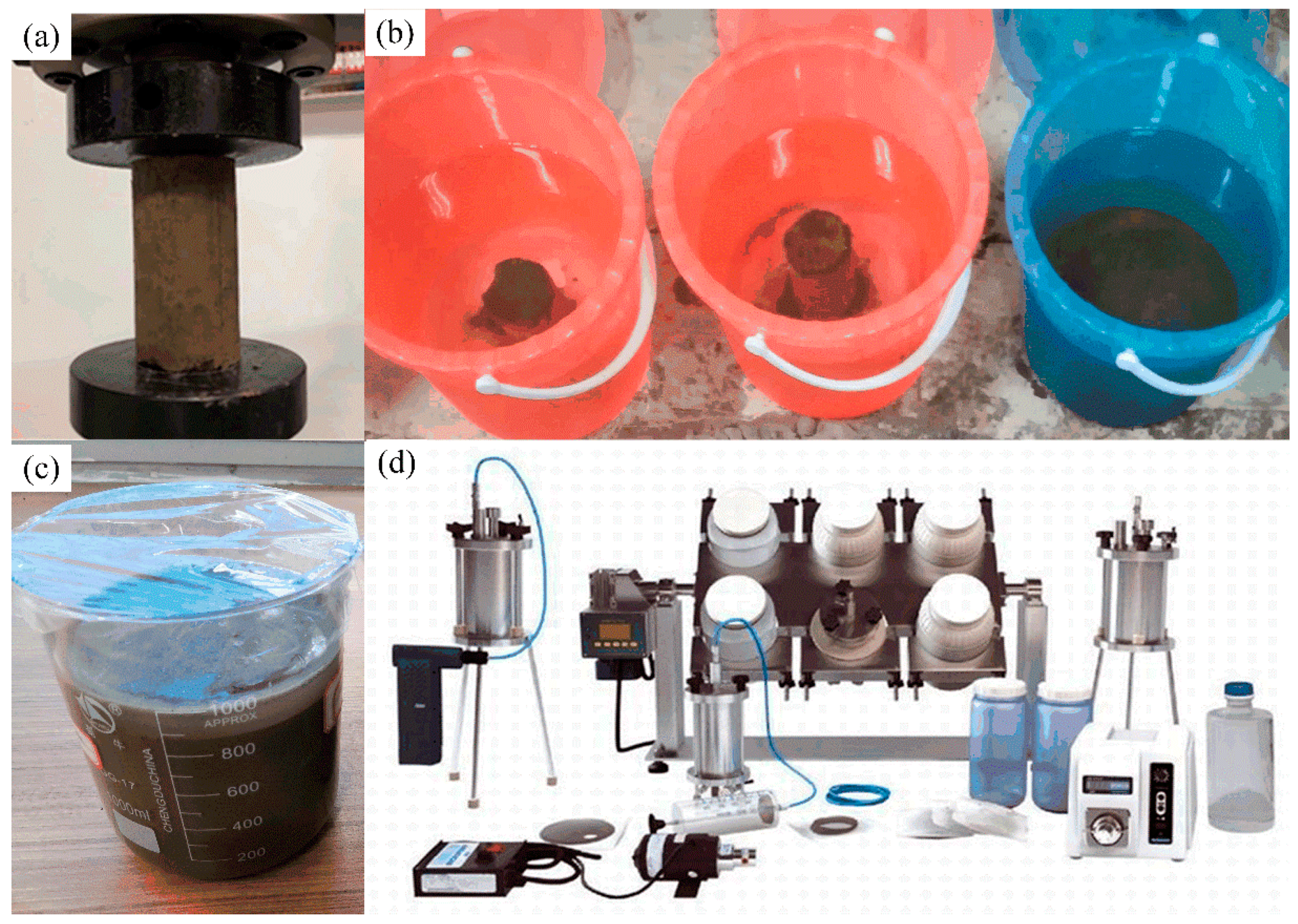
2. Mixture Proportion Tests and Groundwater Pollution Analysis of RCB
- (1)
- A large number of S95 slags are added and mixed with BRM, which will produce a large number of ettringite, C-S-H gel, and other hydration products and have a significant effect on the encapsulation and solidification of pollutants in BRM [25,26]. The leaching toxicity test results show that the leaching concentration of harmful substances in RCB can be reduced 70 % more than fresh BRM.
- (2)
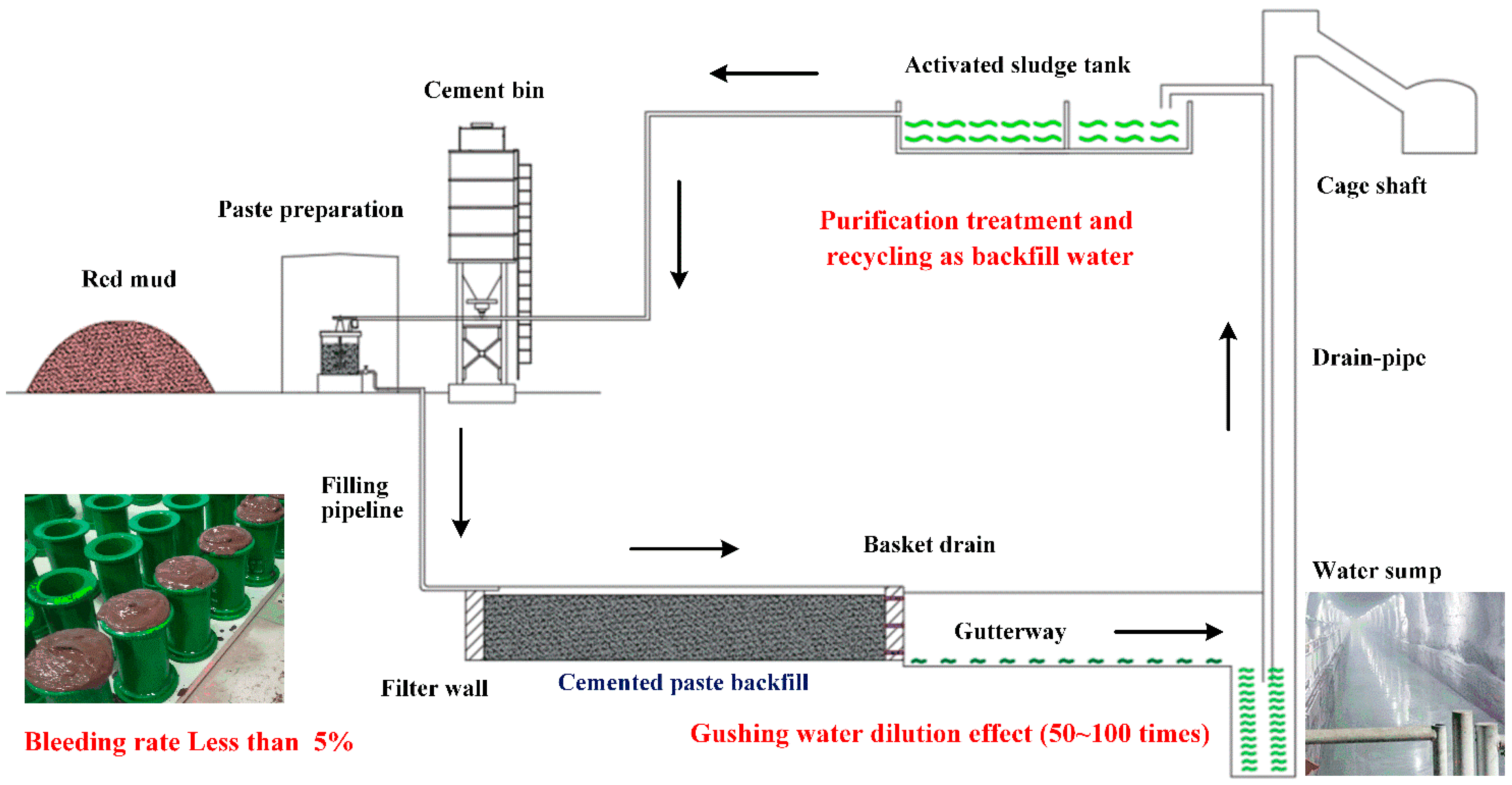
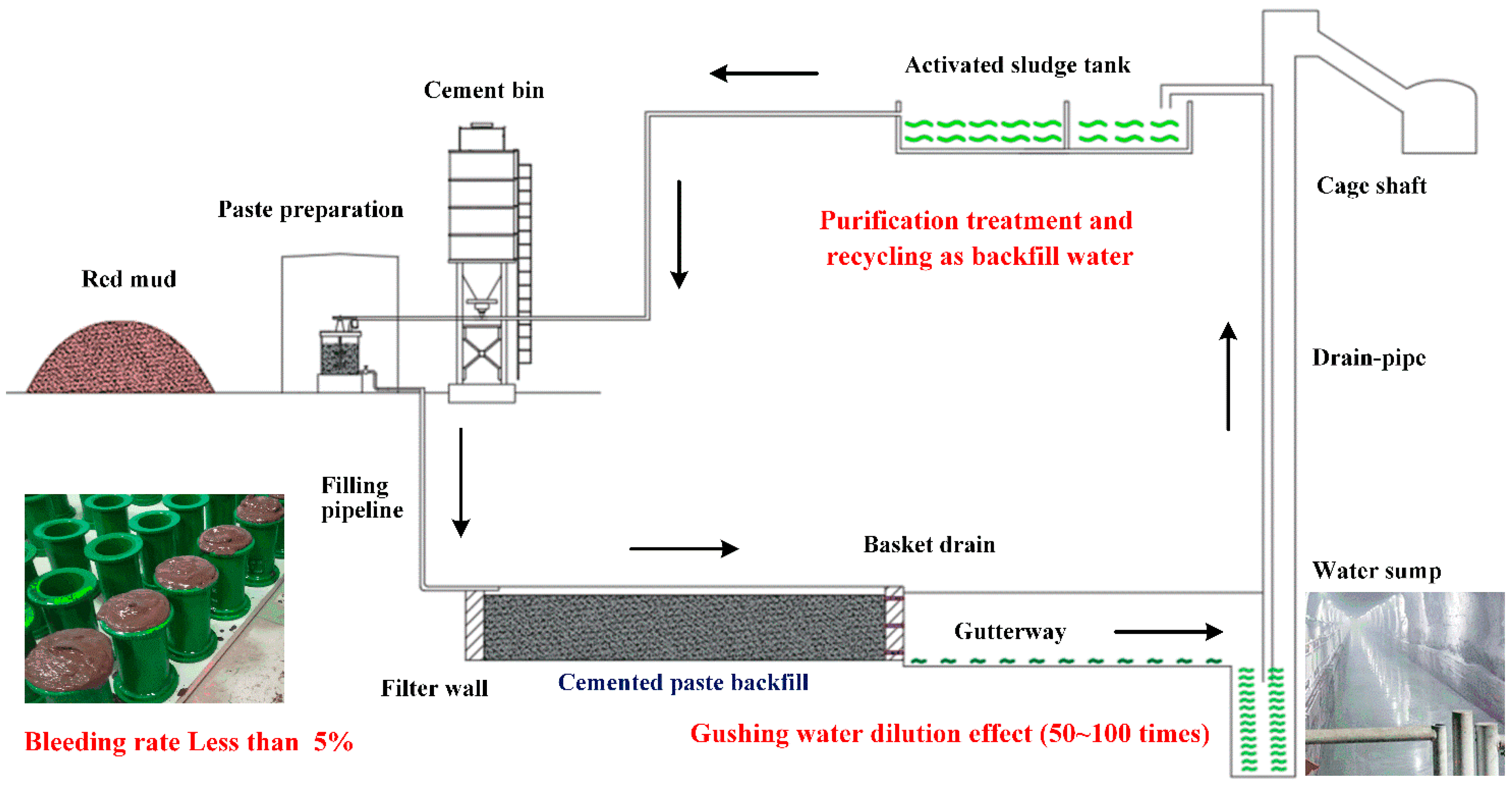
- In order to improve the backfilling effect and reduce the bleeding water, RCB is generally prepared into a paste state. After entering the goaf, only a small amount of bleeding water will be discharged through the basket drain embedded in the filter wall. According to estimates, the bleeding rate is less than 5% and the bleeding flow is less than 0.1 t/h.
- (3)
- The bleeding water has a high pH value, and the contents of ammonia nitrogen, nitrite, and sodium belong to the grade IV groundwater standard of China. Therefore, bleeding water must be discharged uniformly through the gutterway to the central water sump. After entering the water sump, the bleeding water will be mixed with the mining gushing water, fault drainage water, and goaf water, causing a dilution effect. According to the different water inflow, the dilution ratio can reach at least 50–100 times, and the water quality after dilution belongs to the grade I groundwater standard of China.
- (4)
- The gushing water in the water sump will be periodically discharged to the surface sewage tank for centralized purification treatment, and recycled for backfill or underground production, realizing the total recycling and zero discharge of groundwater.
3. Mining Safety Simulation of Layered Soft BCS
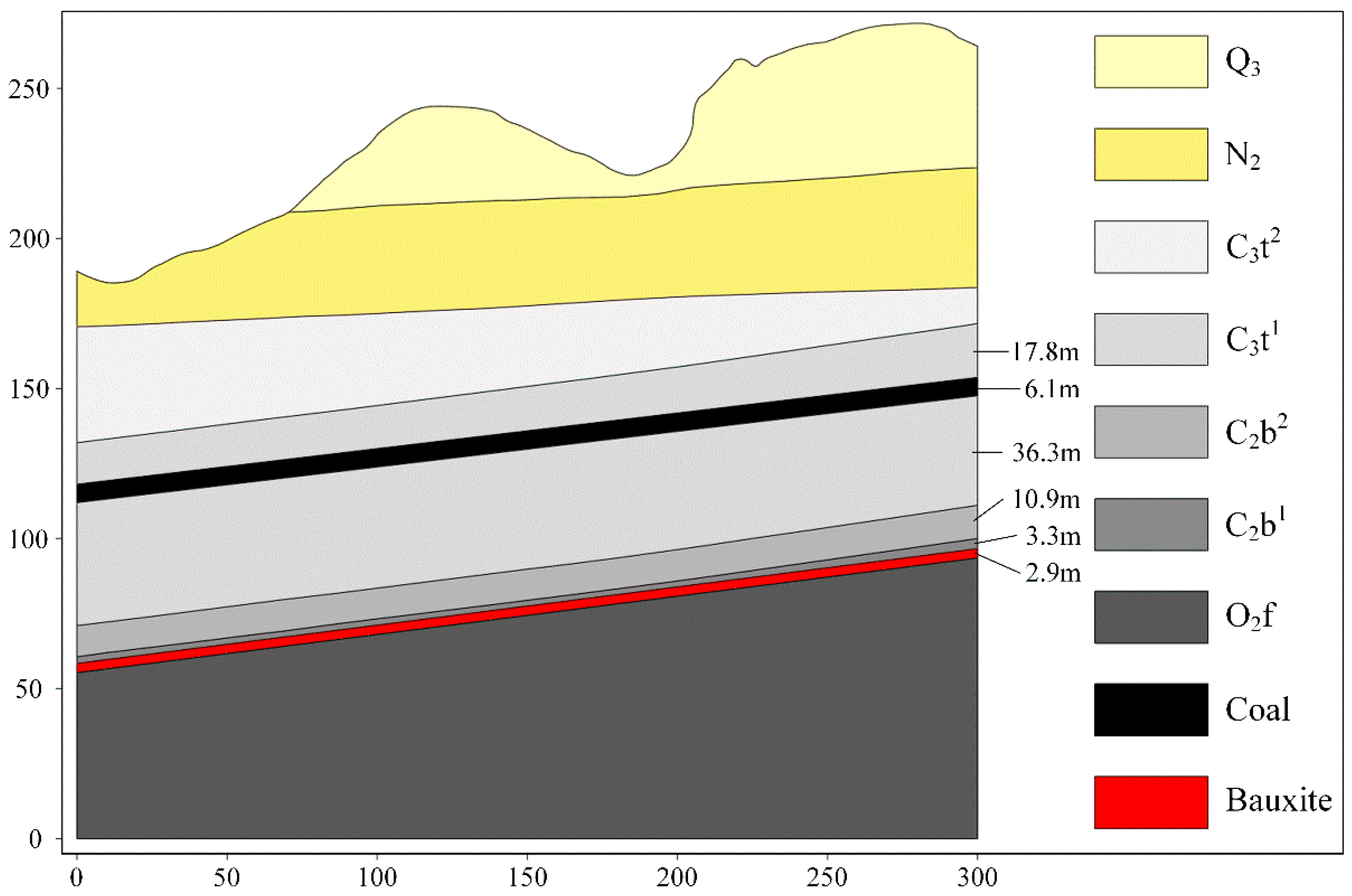
3.1. Engineering Geological Condition
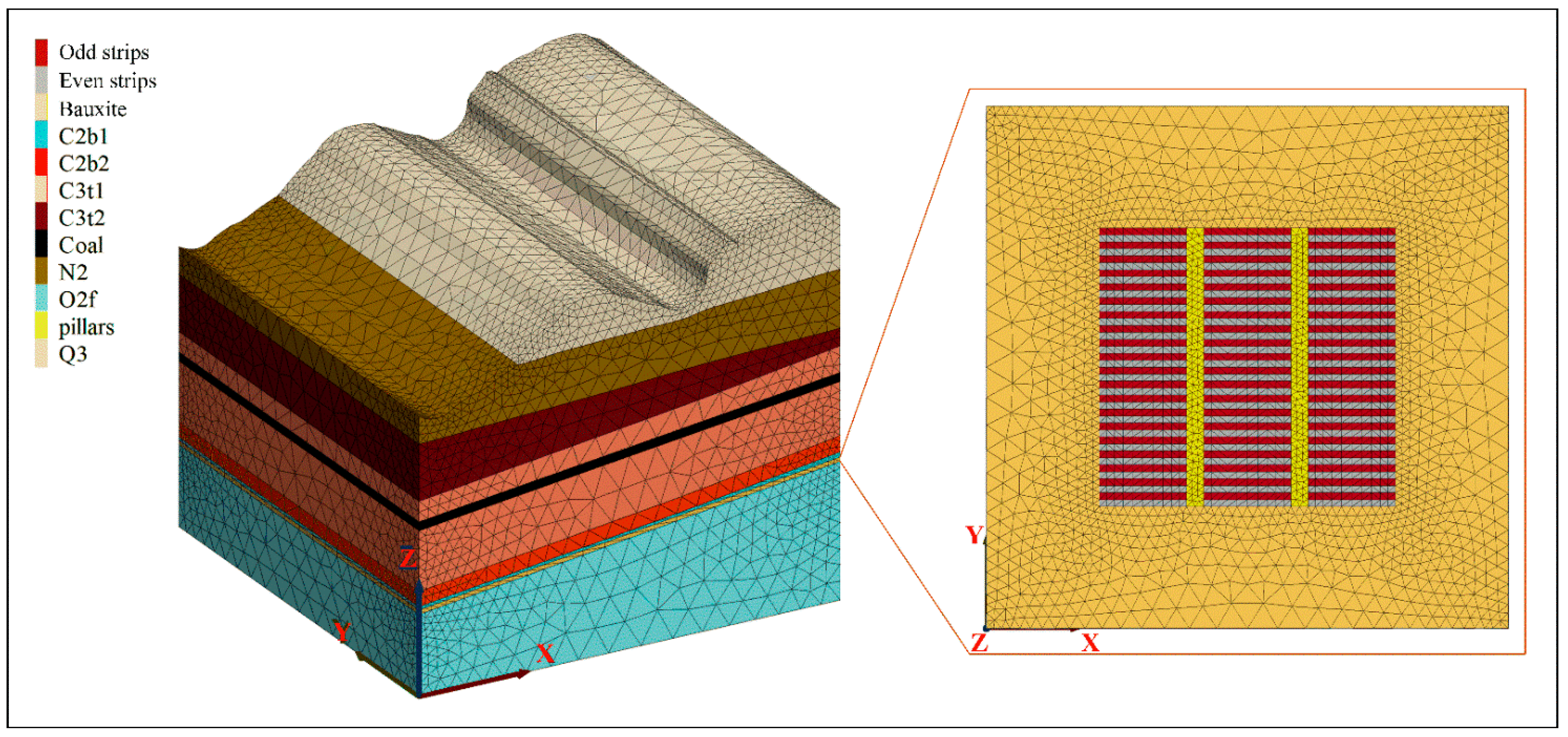
3.2. Model Construction and Variable Selection
3.3. Simulation Plan and Process
- (1)
- Simulation of the non-mining condition. According to the given material parameters of each rock layer, the final equilibrium state of the model with a maximum unbalanced force of less than 1.0 × 10−5 N is calculated directly.
- (2)
- Simulation of the normal backfilling condition according to the two-step interval process of IDBM. First, the odd mining strips are mined out and calculated for ten steps based on the given material parameters of each rock layer. Second, the odd mining strips are backfilled with the first step RCB and calculated for ten steps. Further, the even mining strips are mined out and calculated for ten steps. Finally, the even mining strips are backfilled with the second step RCB and calculated for the final equilibrium state.
- (3)
- Simulation of the non-backfilling condition to the equilibrium state. The most dangerous mining condition happens when the even mining strips are mined out while the second step RCB is cancelled.
4. Numerical Simulation Results and Analysis
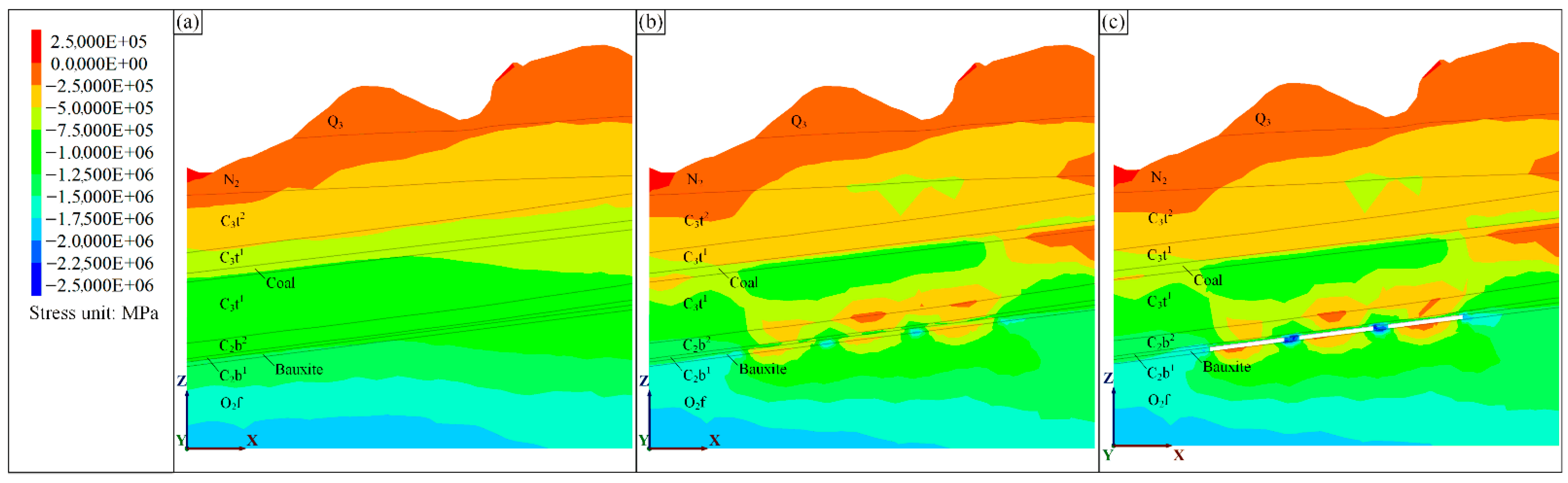
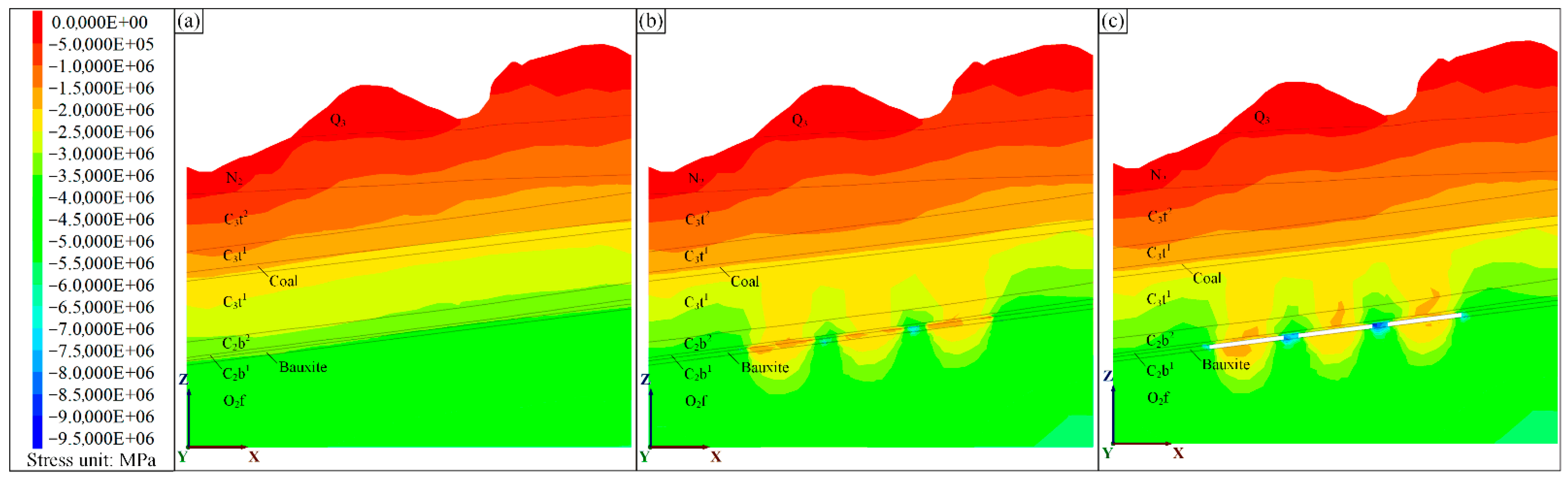
4.1. Distribution of Principal Stress
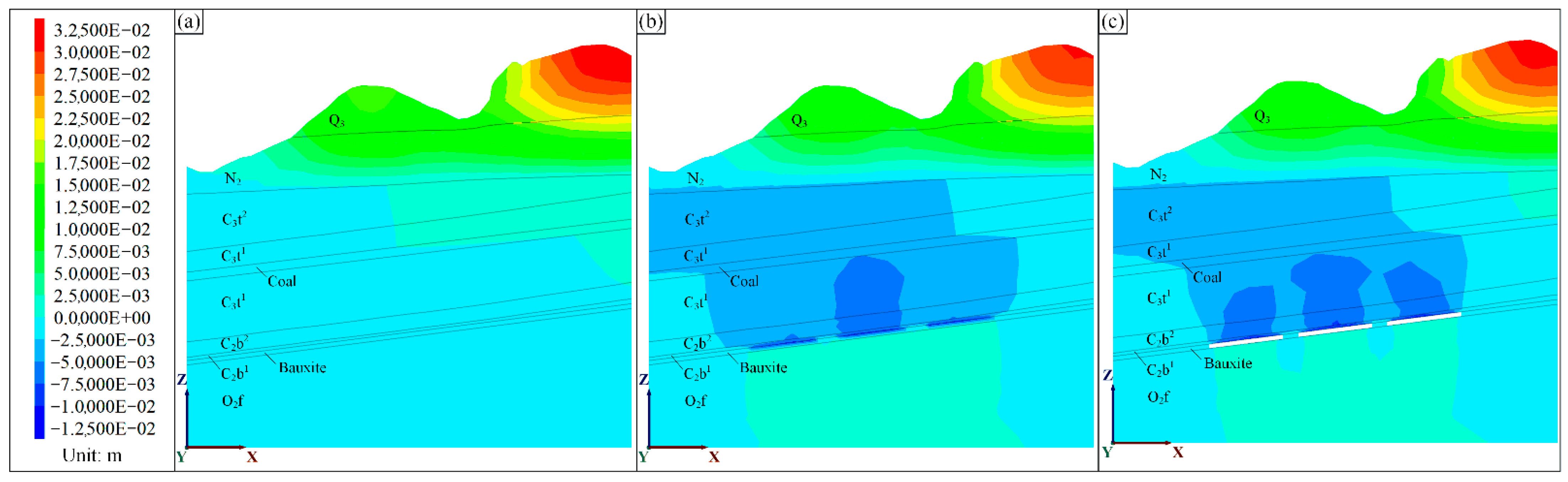
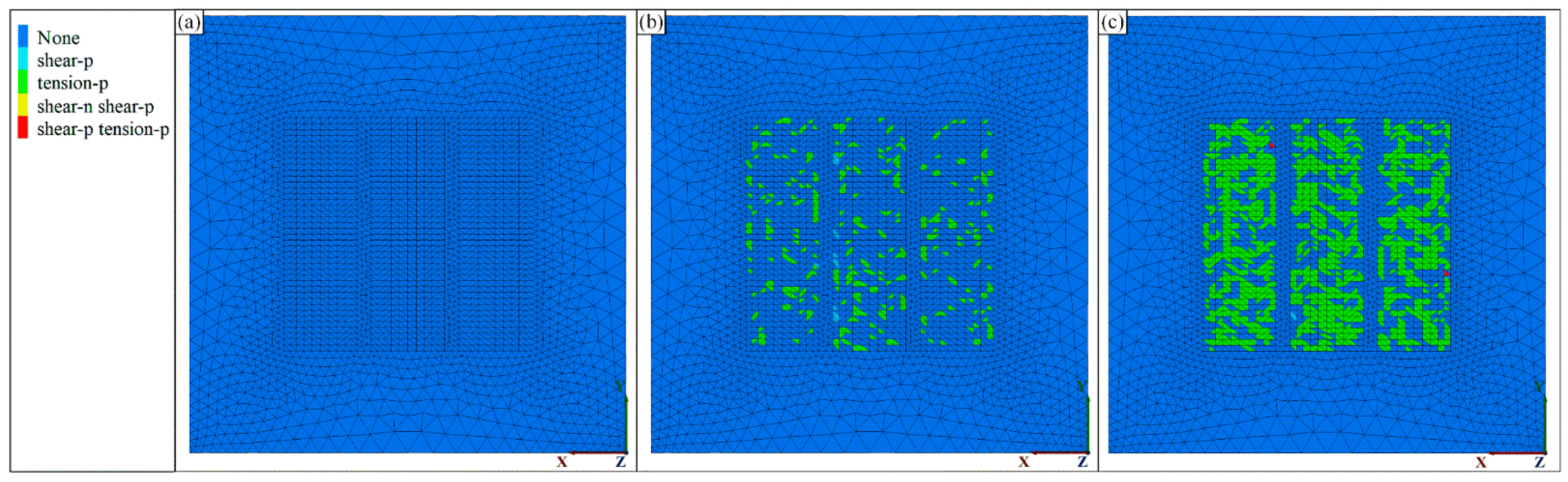
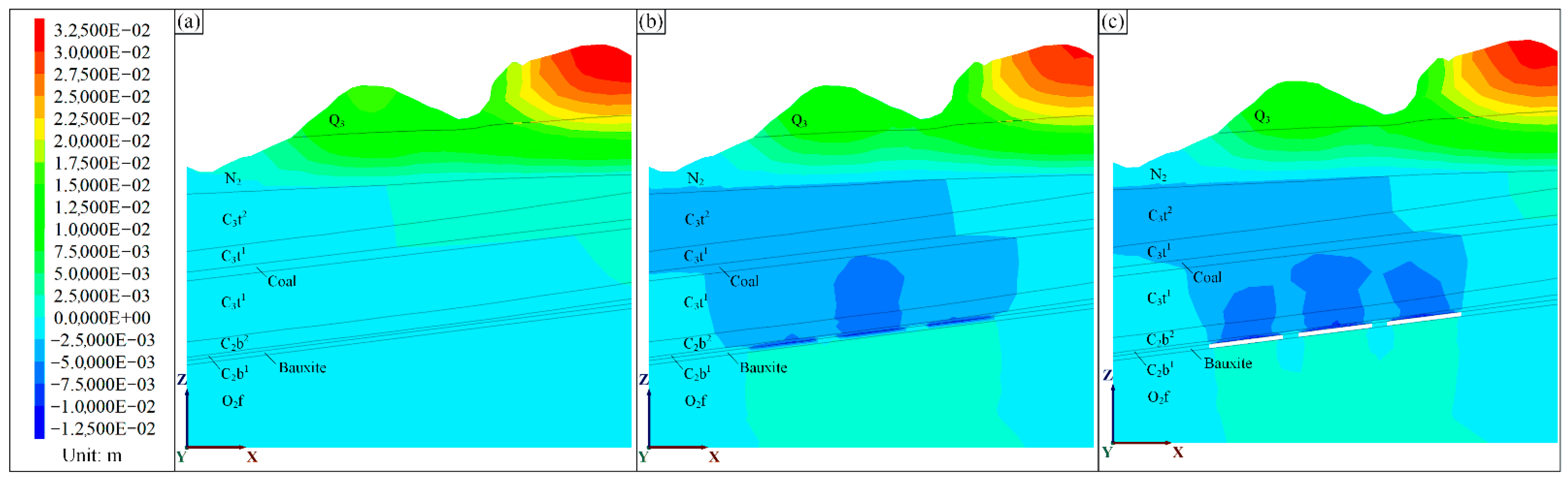
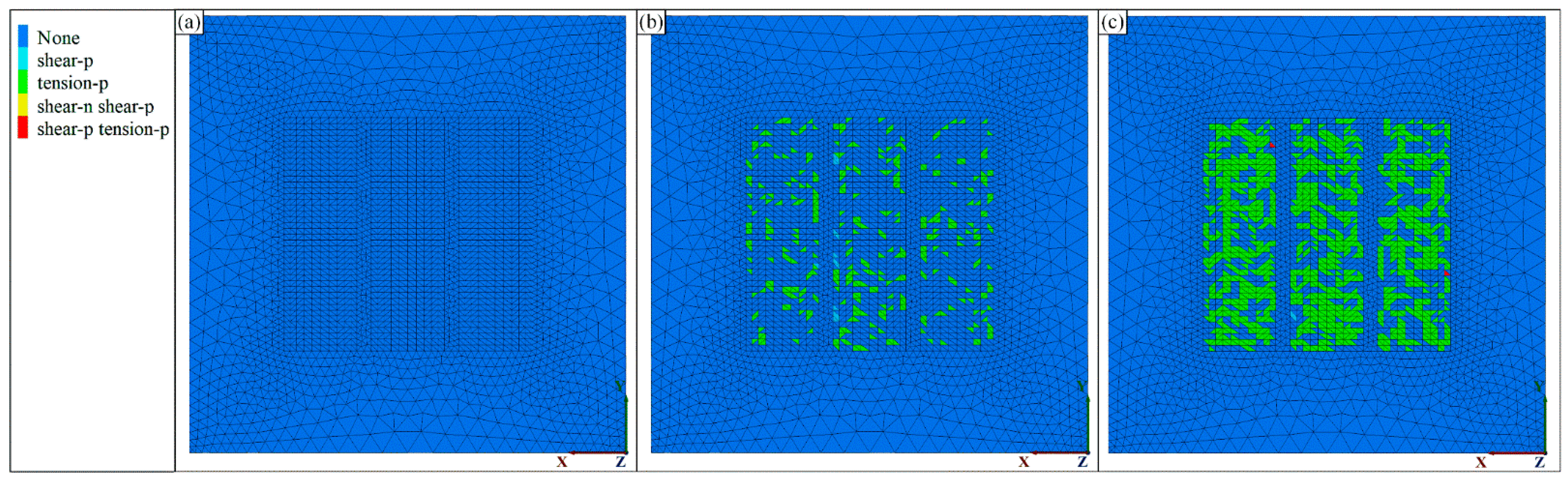
4.2. Distribution of Displacement and Plastic Zone
4.3. Extreme Values of Principal Stress and Displacement
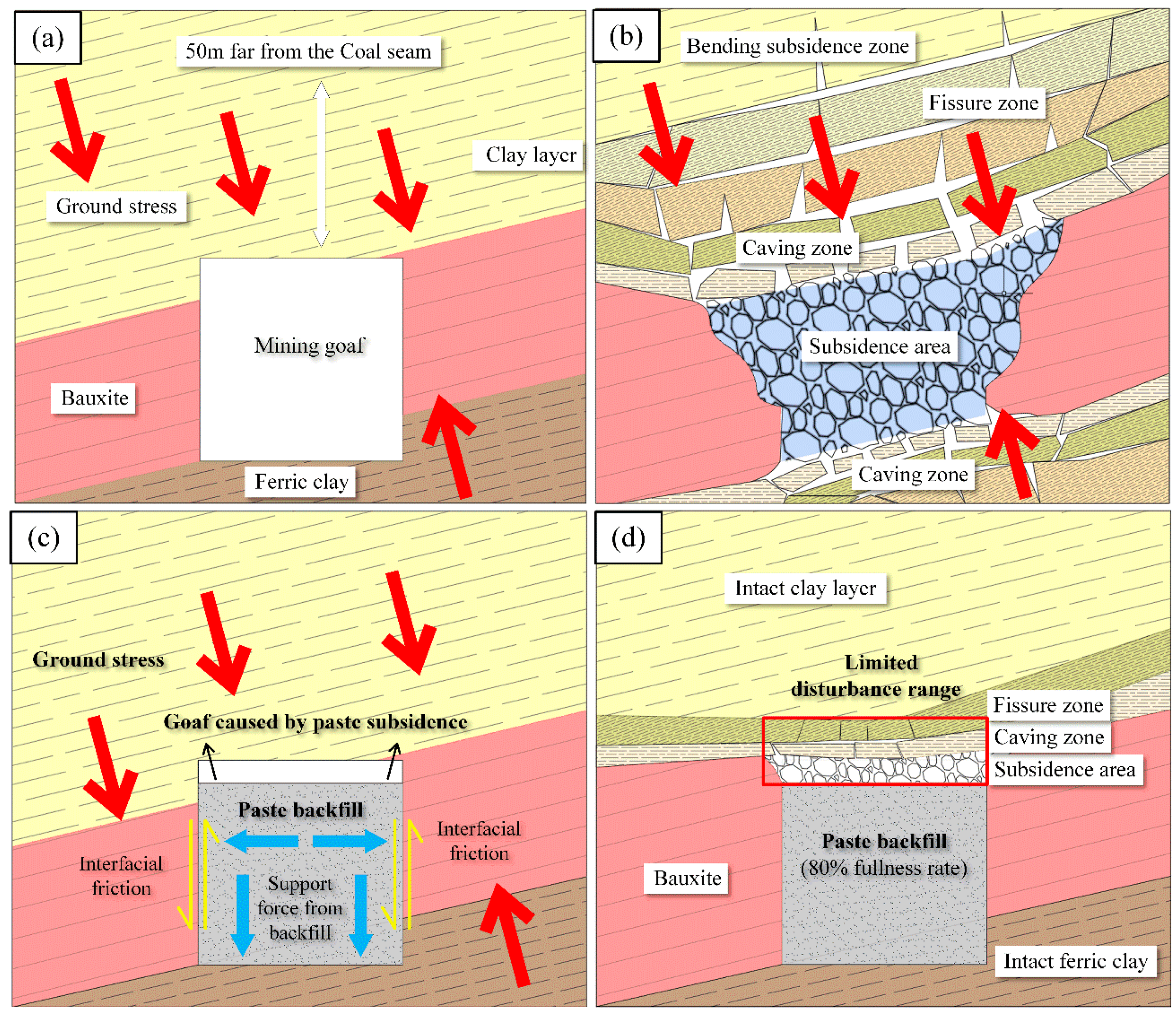
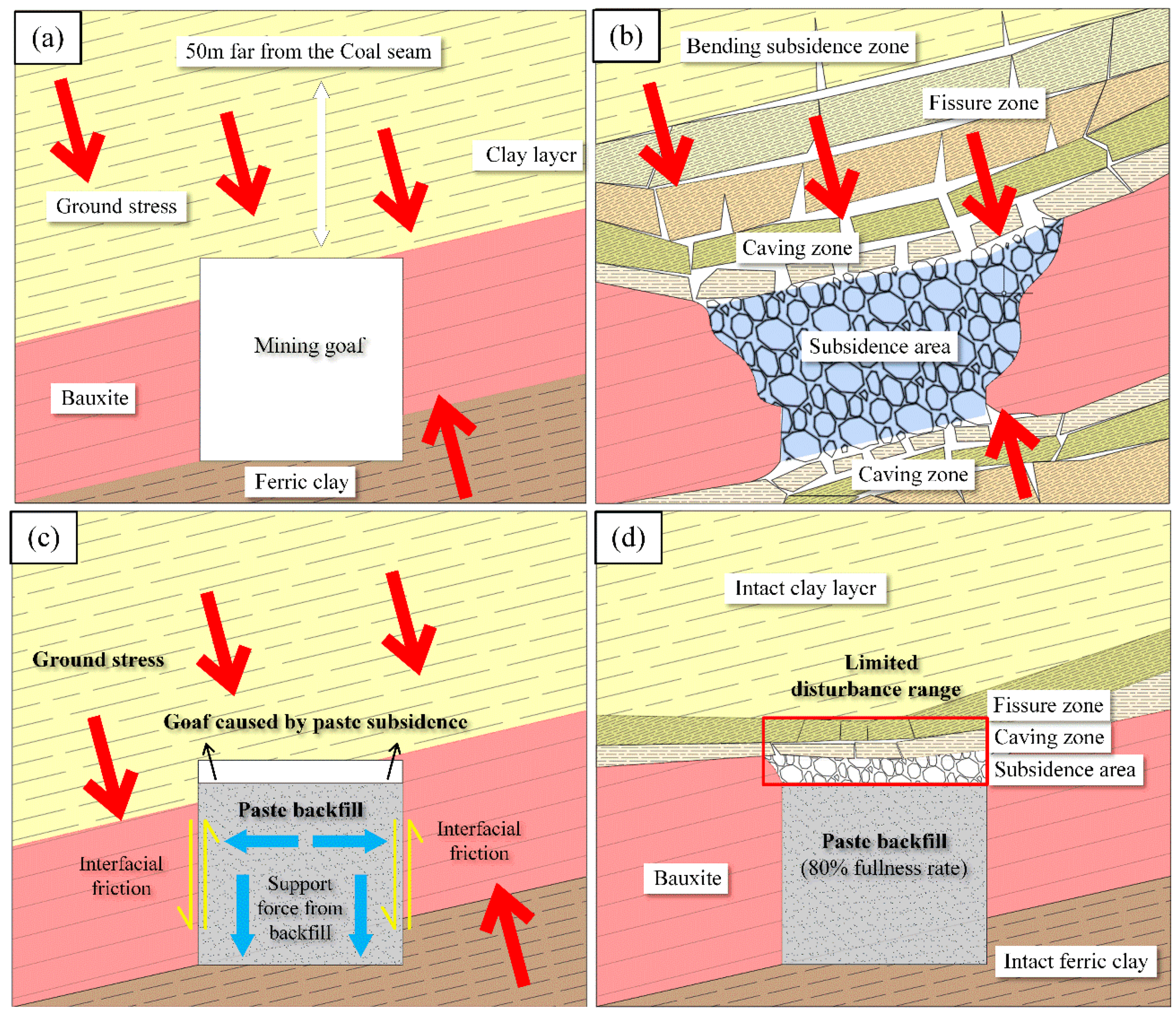
5. Coupling Mechanism Analysis of Paste Backfill and Layered Soft Rocks
6. Conclusions
- (1)
- As a strong alkaline solid waste produced by alumina industry, BRM contains plenty of alumina, iron oxide, titanium dioxide, sodium oxide, and calcium oxide, which are difficult to remove and easy to pollute the surface environment by open storage. Since PO 42.5 cement shows a slow solidifying rate and low early strength when mixed with BRM, S95 slag powder and lime were evenly mixed with BRM with a cement–sand ratio of 1:6 and 60% mass concentration, which solidified quickly within 12 h and reached a high strength of 1.1 MPa in 7 days.
- (2)
- Under the action of encapsulation, solidification, and inhibiting precipitation from cementitious materials, the bleeding rate of RCB is only 5% and the leaching concentration of harmful substances can be reduced by 70% more than fresh BRM. After flowing into a water sump through a gutterway, the bleeding water can be further diluted at least 50–100 times to the Grade I groundwater standard of China, and finally discharged to a surface sewage tank for centralized purification and recycling. Therefore, RCB is technically feasible, economical, and reasonable, and has significant environmental protection and safety demonstration effects.
- (3)
- Taking a typical bauxite mine in Shanxi as an example, a three-dimensional model was constructed by FLAC3D software, the IDBM was selected as the main mining method, and the Mohr–Coulomb yield criterion was selected to judge material failure. The results show that backfill mining will cause little floor displacement and limited roof displacement; the maximum roof displacement of normal backfill mining is only 50% of that of non-backfilling, while the roof displacement range is only 30% of that of non-backfilling.
- (4)
- Mining disturbance redistributes the in-situ stress field of overlying strata; normal backfilling can not only reduce the pressure stress of pillars, but also release the tensile stress in the roof and floor from positive to negative, effectively preventing roof subsidence. The maximum principal stress of bauxite roof under normal backfilling conditions is −0.1992 MPa, while that of non-backfilling is +0.4956 MPa. The maximum displacement of a coal seam roof in Z-direction under normal backfilling conditions is −0.3416 cm, which is reduced by 31% more than that of non-backfilling condition.
- (5)
- Layered soft BCS belongs to typical plate-cracking structural rocks, the structural failure and instability of which may occur even if the stress is not too high. Continuous high-strength mining of bauxite will produce large-scale goafs, easily causing roof fall and side collapse accidents, and may also cut through the overlying coal seam and cause gas outburst disaster. Since creep damage processes will absorb and dissipate lots of energy, past backfill shows excellent superiority in goaf disposal and ground pressure management. Under the overall effect of collapsed rock and the backfill body, the disturbance range of IDBM is controlled within 3 m, which is only 10% of the open-stope method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Machado, J.A.R. Advanced Hydraulic Characterization of Treated and Untreated Bauxite Residue Study Using Steady State Centrifugation; California State University: Los Angeles, CA, USA, 2020. [Google Scholar]
- Kalaitzidis, S.; Siavalas, G.; Skarpelis, N.; Araujo, C.V.; Christanis, K. Late Cretaceous coal overlying karstic bauxite deposits in the Parnassus-Ghiona Unit, Central Greece: Coal characteristics and depositional environment. Int. J. Coal Geol. 2010, 81, 211–226. [Google Scholar] [CrossRef]
- Cui, Y.; Chen, J.; Zhang, Y.; Peng, D.; Huang, T.; Sun, C. pH-dependent leaching characteristics of major and toxic elements from red mud. Int. J. Environ. Res. Public Health 2019, 16, 2046. [Google Scholar] [CrossRef] [Green Version]
- Huang, W.; Wang, S.; Zhu, Z.; Li, L.; Yao, X.; Rudolph, V.; Haghseresht, F. Phosphate removal from wastewater using red mud. J. Hazard. Mater. 2008, 158, 35–42. [Google Scholar] [CrossRef]
- Cheng, X.; Long, D.; Zhang, C.; Gao, X.; Yu, Y.; Mei, K.; Zhang, C.; Guo, X.; Chen, Z. Utilization of red mud, slag and waste drilling fluid for the synthesis of slag-red mud cementitious material. J. Clean. Prod. 2019, 238, 117902. [Google Scholar] [CrossRef]
- Dodoo-Arhin, D.; Konadu, D.S.; Annan, E.; Buabeng, F.P.; Yaya, A.; Agyei-Tuffour, B. Fabrication and characterisation of Ghanaian bauxite red mud-clay composite bricks for construction applications. Am. J. Mater. Sci. 2013, 3, 110–119. [Google Scholar]
- Xu, X.; Song, J.; Li, Y.; Wu, J.; Liu, X.; Zhang, C. The microstructure and properties of ceramic tiles from solid wastes of Bayer red muds. Constr. Build. Mater. 2019, 212, 266–274. [Google Scholar] [CrossRef]
- Mukiza, E.; Zhang, L.L.; Liu, X.; Zhang, N. Utilization of red mud in road base and subgrade materials: A review. Resour. Conserv. Recycl. 2019, 141, 187–199. [Google Scholar] [CrossRef]
- Chen, X.; Guo, Y.; Ding, S.; Zhang, H.Y.; Xi, F.Y.; Wang, J.; Zhou, M. Utilization of red mud in geopolymer-based pervious concrete with function of adsorption of heavy metal ions. J. Clean. Prod. 2019, 207, 789–800. [Google Scholar] [CrossRef]
- Ozden, B.; Brennan, C.; Landsberger, S. Investigation of bauxite residue (red mud) in terms of its environmental risk. J. Radioanal. Nucl. Chem. 2019, 319, 339–346. [Google Scholar] [CrossRef]
- Nie, Q.; Hu, W.; Huang, B.; Shu, X.; He, Q. Synergistic utilization of red mud for flue-gas desulfurization and fly ash-based geopolymer preparation. J. Hazard. Mater. 2019, 369, 503–511. [Google Scholar] [CrossRef] [PubMed]
- Ghirian, A.; Fall, M. Coupled behavior of cemented paste backfill at early ages. Geotech. Geol. Eng. 2015, 33, 1141–1166. [Google Scholar] [CrossRef]
- Pokharel, M.; Fall, M. Combined influence of sulphate and temperature on the saturated hydraulic conductivity of hardened cemented paste backfill. Cem. Concr. Compos. 2013, 38, 21–28. [Google Scholar] [CrossRef]
- Sun, W.; Wu, A.; Wang, H.; Li, T.; Liu, S. Experimental study on the influences of sodium sulphide on zinc tailings cement paste backfill in Huize Lead-Zinc Mine. Int. J. Min. Miner. Eng. 2015, 6, 119–138. [Google Scholar] [CrossRef]
- Yin, Y.; Zhao, T.; Zhang, Y.; Tan, Y.; Qiu, Y.; Taheri, A.; Jing, Y. An innovative method for placement of gangue backfilling material in steep underground coal mines. Minerals 2019, 9, 107. [Google Scholar] [CrossRef] [Green Version]
- Sheshpari, M. A review of underground mine backfilling methods with emphasis on cemented paste backfill. Electron. J. Geotech. Eng. 2015, 20, 5183–5208. [Google Scholar]
- Wang, X.; Zhao, B.; Zhang, Q. Cemented backfill technology based on phosphorous gypsum. J. Cent. South Univ. Technol. 2009, 16, 285–291. [Google Scholar] [CrossRef]
- Jiang, H.; Fall, M.; Yilmaz, E.; Li, Y.; Yang, L. Effect of mineral admixtures on flow properties of fresh cemented paste backfill: Assessment of time dependency and thixotropy. Powder Technol. 2020, 372, 258–266. [Google Scholar] [CrossRef]
- Razak, H.A.; Naganathan, S.; Hamid, S.N.A. Controlled low-strength material using industrial waste incineration bottom ash and refined kaolin. Arab. J. Sci. Eng. 2010, 35, 53–67. [Google Scholar]
- Vigneshwaran, S.; Uthayakumar, M.; Arumugaprabu, V. Potential use of industrial waste-red mud in developing hybrid composites: A waste management approach. J. Clean. Prod. 2020, 276, 124278. [Google Scholar] [CrossRef]
- Jewell, R.; Fourie, A. Paste and Tickened Tailings—A Guide, 3rd ed; Australian Centre for Geomechanics: Perth, Australia, 2015. [Google Scholar]
- Khairul, M.A.; Zanganeh, J.; Moghtaderi, B. The composition, recycling and utilisation of Bayer red mud. Resour. Conserv. Recycl. 2019, 141, 483–498. [Google Scholar] [CrossRef]
- Sofrá, F.; Boger, D.V. Environmental rheology for waste minimisation in the minerals industry. Chem. Eng. J. 2002, 86, 319–330. [Google Scholar] [CrossRef]
- Sutar, H.; Mishra, S.C.; Sahoo, S.K.; Chakraverty, A.P.; Maharana, S.H. Progress of red mud utilization: An overview. Am. Chem. Sci. J. 2014, 4, 255–279. [Google Scholar] [CrossRef]
- Cihangir, F.; Ercikdi, B.; Kesimal, A.; Ocak, S.; Akyol, Y. Effect of sodium-silicate activated slag at different silicate modulus on the strength and microstructural properties of full and coarse sulphidic tailings paste backfill. Constr. Build. Mater. 2018, 185, 555–566. [Google Scholar] [CrossRef]
- Wang, L.; Chen, L.; Tsang, D.C.W.; Zhou, Y.; Rinklebe, J.; Song, H.; Kwon, E.E.; Baek, K.; Ok, Y.S. Mechanistic insights into red mud, blast furnace slag, or metakaolin-assisted stabilization/solidification of arsenic-contaminated sediment. Environ. Int. 2019, 133, 105247. [Google Scholar] [CrossRef]
- Gao, L.; Li, J.; Wang, D.; Xiong, X.; Yi, C.; Han, M. Outline of metallogenic regularity of bauxite deposits in China. Acta Geol. Sin. 2015, 89, 2072–2084. [Google Scholar]
- Bin, Z. Evaluation Geologic Features and Resource Potential of Gaojian Mountain Mining Area Bauxite in Qinyuan County. Sci. Technol. Innov. Product. 2013, 2, 105–107. [Google Scholar]
- Gedela, R.; Karpurapu, R. Influence of Pocket Shape on Numerical Response of Geocell Reinforced Foundation Systems. Geosynth. Int. 2020, 28, 327–337. [Google Scholar] [CrossRef]
- Dong, L. Application of Upward In-strips Drift Cut-fill Method in Wangershan Gold Mine. Met. Mine. 2005, 1, 26–28. [Google Scholar]
- Taliercio, A.; Landriani, G.S. A failure condition for layered rock. Int. J. Rock Mech. Min. Sci. Geomech. Abstr. Pergamon 1988, 25, 299–305. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, Y. Studies on rock failure of layered rock in underground mining-face and control techniques. Geomech. Geophys. Geo-Energy Geo-Resour. 2017, 3, 405–414. [Google Scholar] [CrossRef]
- Sher, E.N. Determination of shapes and sizes of radial cracks formed by blasthole charges and hydraulic fracturing in a layered rock mass. IOP Conf. Ser. Earth Environ. Sci. 2021, 773, 012025. [Google Scholar] [CrossRef]
- Zhao, C.X.; Li, Y.M.; Liu, G.; Meng, X. Mechanism analysis and control technology of surrounding rock failure in deep soft rock roadway. Eng. Fail. Anal. 2020, 115, 104611. [Google Scholar] [CrossRef]
- Sipeki, L.; Newman, A.M.; Yano, C.A. Selecting support pillars in underground mines with ore veins. IISE Trans. 2020, 52, 1173–1188. [Google Scholar] [CrossRef]
- Xiao, C.; Zheng, H.; Hou, X.; Zhang, X. A stability study of goaf based on mechanical properties degradation of rock caused by rheological and disturbing loads. Int. J. Min. Sci. Technol. 2015, 25, 741–747. [Google Scholar] [CrossRef]
- Jiang, L.; Yang, C.; Jiao, H. Ultimately exposed roof area prediction of bauxite deposit goaf based on macro joint damage. Int. J. Min. Sci. Technol. 2020, 30, 699–704. [Google Scholar] [CrossRef]
- Deng, J.; Bian, L. Investigation and characterization of mining subsidence in Kaiyang Phosphorus Mine. J. Cent. South Univ. Technol. 2007, 14, 413–417. [Google Scholar] [CrossRef]
- Feng, X.; Zhang, Q. The effect of backfilling materials on the deformation of coal and rock strata containing multiple goaf: A numerical study. Minerals 2018, 8, 224. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, E.; Belem, T.; Bussière, B.; Mbonimpa, M.; Benzaazuoa, M. Curing time effect on consolidation behaviour of cemented paste backfill containing different cement types and contents. Constr. Build. Mater. 2015, 75, 99–111. [Google Scholar] [CrossRef]
- le Roux, K.; Bawden, W.F.; Grabinsky, M.F. Field properties of cemented paste backfill at the Golden Giant mine. Min. Technol. 2005, 114, 65–80. [Google Scholar] [CrossRef]
- Wang, G.-F.; Gong, S.-Y.; Li, Z.-L.; Dou, L.M.; Cai, W.; Mao, Y. Evolution of stress concentration and energy release before rock bursts: Two case studies from Xingan coal mine, Hegang, China. Rock Mech. Rock Eng. 2016, 49, 3393–3401. [Google Scholar] [CrossRef]
- Rebeka, M.I. The interrelation of petrographical propeties of rocks and their crushing and grindig features: A literature review. Multidiszcip. Tudományok 2021, 11, 17–24. [Google Scholar]
- Gong, P.; Ma, Z.; Ni, X.; Zhang, R.R. Floor heave mechanism of gob-side entry retaining with fully-mechanized backfilling mining. Energies 2017, 10, 2085. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Permeability Coefficient (cm/s) | Median Particle Size (μm) | Specific Surface Area (m2/kg) | Nonuniform Coefficient | Curvature Coefficient |
|---|---|---|---|---|
| 3.35 × 10−7 | 3.248 | 2940 | 4.741 | 0.946 |
| Indicators | Mine Groundwater | Bleeding Water | Immersing Water | Groundwater Quality Standard of China | ||||
|---|---|---|---|---|---|---|---|---|
| I | II | III | IV | V | ||||
| pH value | 7.75 | 11.68 | 11.58 | 6.5~8.5 | 5.5~6.5 8.5~9.0 | <5.5 >9.0 | ||
| Ammonia nitrogen | 0.37 | 0.56 | 0.41 | ≤0.02 | ≤0.1 | ≤0.5 | ≤1.5 | >1.5 |
| Nitrate | 0.045 | 2.71 | 1.97 | ≤2.0 | ≤5.0 | ≤20.0 | ≤30.0 | >30 |
| Nitrite | 0.029 | 1.20 | 0.12 | ≤0.01 | ≤0.10 | ≤1.00 | ≤4.80 | >4.8 |
| Fluoride | 0.16 | <0.05 | <0.05 | ≤1.0 | ≤1.0 | ≤1.0 | ≤2.0 | >2.0 |
| Sulfate | 5.54 | 204.37 | 12.77 | ≤50 | ≤150 | ≤250 | ≤350 | >350 |
| Chloride | 11.64 | 19.94 | 11.37 | ≤50 | ≤150 | ≤250 | ≤350 | >350 |
| Na | 154.2 | 276.35 | 158.55 | ≤100 | ≤150 | ≤200 | ≤400 | >400 |
| Fe | 0.18 | 0.055 | 0.046 | ≤0.1 | ≤0.2 | ≤0.3 | ≤2.0 | >2.0 |
| Cu | <0.001 | <0.001 | <0.001 | ≤0.01 | ≤0.05 | ≤1.00 | ≤1.50 | >1.50 |
| Zn | <0.001 | <0.001 | <0.001 | ≤0.05 | ≤0.5 | ≤1.00 | ≤5.00 | >5.00 |
| As | <0.001 | <0.001 | <0.001 | ≤0.001 | ≤0.001 | ≤0.01 | ≤0.05 | >0.05 |
| Cd | <0.001 | <0.001 | <0.001 | ≤0.0001 | ≤0.001 | ≤0.005 | ≤0.01 | >0.01 |
| Pb | <0.001 | <0.001 | <0.001 | ≤0.005 | ≤0.005 | ≤0.01 | ≤0.1 | >0.1 |
| Rock Layer Code | Elastic Modulus (GPa) | Compressive Strength (MPa) | Tensile Strength (MPa) | Poisson Ratio | Bulk Density (kN·m−3) | Cohesion (MPa) | Internal Friction Angle (°) |
|---|---|---|---|---|---|---|---|
| Q3 | 0.33 | 1.18 | 0.21 | 0.33 | 17.46 | 0.13 | 21.60 |
| N2 | 0.38 | 2.07 | 0.24 | 0.31 | 17.85 | 0.19 | 22.35 |
| C3t2 | 73.81 | 35.70 | 0.84 | 0.28 | 25.41 | 3.12 | 44.00 |
| C3t1 | 75.40 | 46.40 | 1.00 | 0.30 | 26.19 | 3.66 | 42.63 |
| Coal seam | 0.99 | 4.74 | 0.50 | 0.29 | 13.73 | 1.05 | 28.10 |
| C2b2 | 20.48 | 11.80 | 0.72 | 0.32 | 24.92 | 1.29 | 27.65 |
| C2b1 | 18.34 | 61.30 | 0.48 | 0.33 | 23.15 | 0.97 | 28.35 |
| Bauxite | 69.32 | 131.30 | 2.70 | 0.28 | 26.68 | 18.53 | 41.15 |
| O2f | 77.40 | 146.00 | 1.85 | 0.36 | 26.39 | 5.54 | 48.70 |
| First step RCB | 0.91 | 2.52 | 0.48 | 0.26 | 19.23 | 0.34 | 49.85 |
| Second step RCB | 0.53 | 1.74 | 0.27 | 0.31 | 18.93 | 0.22 | 42.62 |
| Model Location | Condition | Maximum Principal Stress of Roof (MPa) | Minimum Principal Stress of Pillar (MPa) | Maximum Displacement of Roof in Z-Direction (cm) |
|---|---|---|---|---|
| Bauxite | Non-mining | −0.9228 | −1.1236 | −0.0283 |
| Normal backfilling | −0.1992 | −6.9180 | −0.9009 | |
| Non-backfilling | 0.4956 | −9.3295 | −1.2322 | |
| Coal seam | Non-mining | −0.4863 | −2.1303 | −0.0068 |
| Normal backfilling | −0.3942 | −1.9428 | −0.3416 | |
| Non-backfilling | −0.4139 | −1.9480 | −0.4965 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Zhang, R.; Feng, R.; Hu, B.; Wang, G.; Yu, H. Feasibility of Recycling Bayer Process Red Mud for the Safety Backfill Mining of Layered Soft Bauxite under Coal Seams. Minerals 2021, 11, 722. https://doi.org/10.3390/min11070722
Li S, Zhang R, Feng R, Hu B, Wang G, Yu H. Feasibility of Recycling Bayer Process Red Mud for the Safety Backfill Mining of Layered Soft Bauxite under Coal Seams. Minerals. 2021; 11(7):722. https://doi.org/10.3390/min11070722
Chicago/Turabian StyleLi, Shuai, Rui Zhang, Ru Feng, Boyi Hu, Guojun Wang, and Haoxuan Yu. 2021. "Feasibility of Recycling Bayer Process Red Mud for the Safety Backfill Mining of Layered Soft Bauxite under Coal Seams" Minerals 11, no. 7: 722. https://doi.org/10.3390/min11070722
APA StyleLi, S., Zhang, R., Feng, R., Hu, B., Wang, G., & Yu, H. (2021). Feasibility of Recycling Bayer Process Red Mud for the Safety Backfill Mining of Layered Soft Bauxite under Coal Seams. Minerals, 11(7), 722. https://doi.org/10.3390/min11070722