
Grain-Based DEM for Particle Bed Comminution


Abstract
:1. Introduction
2. Methods and Material
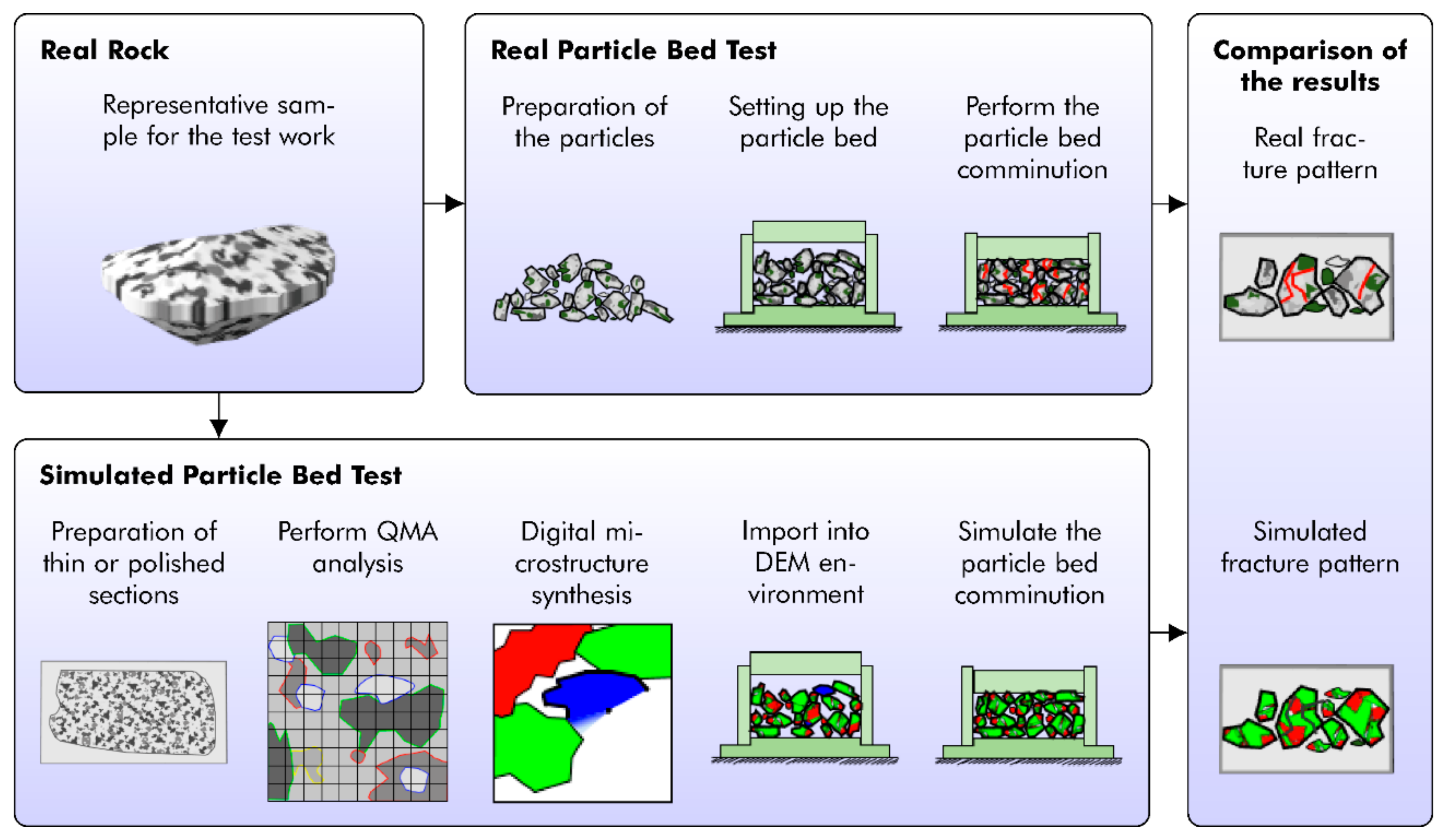
2.1. Basic Idea of the Parallel Test Setup
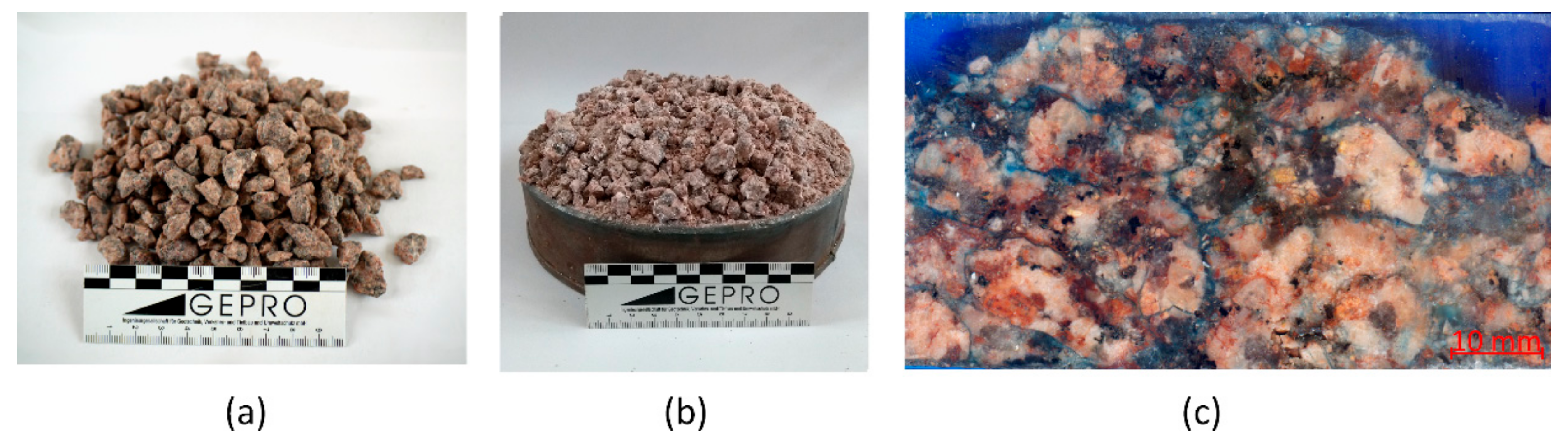
2.2. Selection of the Test Material
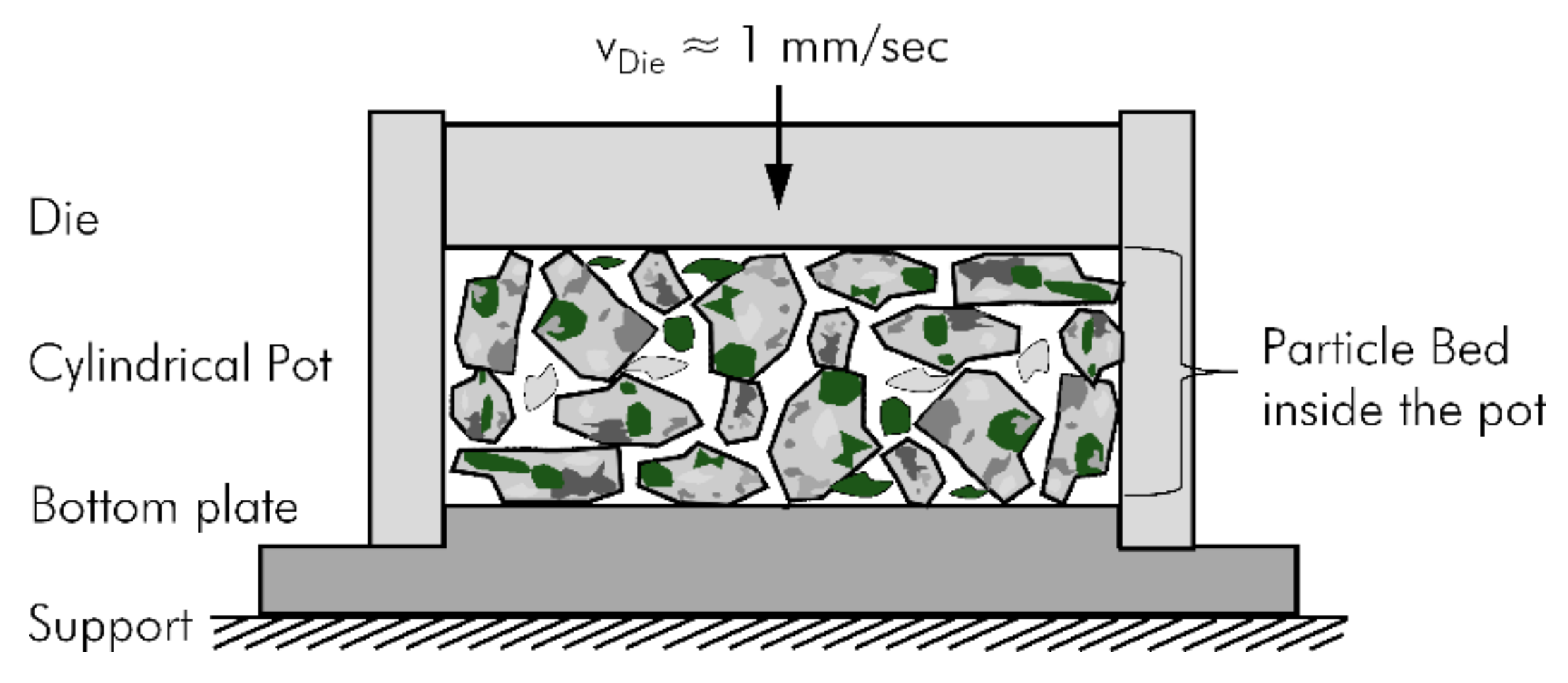
2.3. Setup of the Particle Bed Test
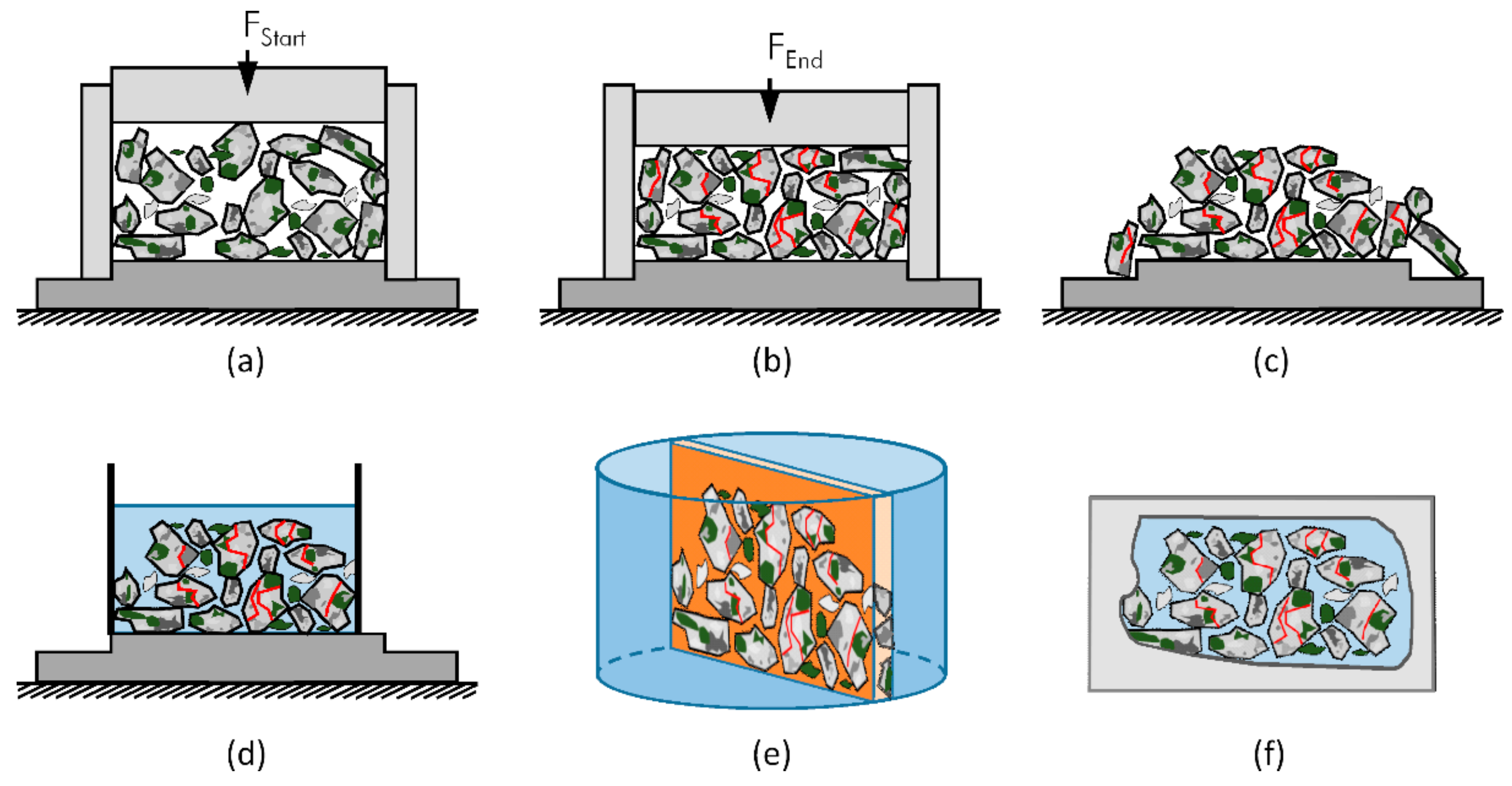
2.4. Procedure of the Real Particle Bed Test and Sample Preparation
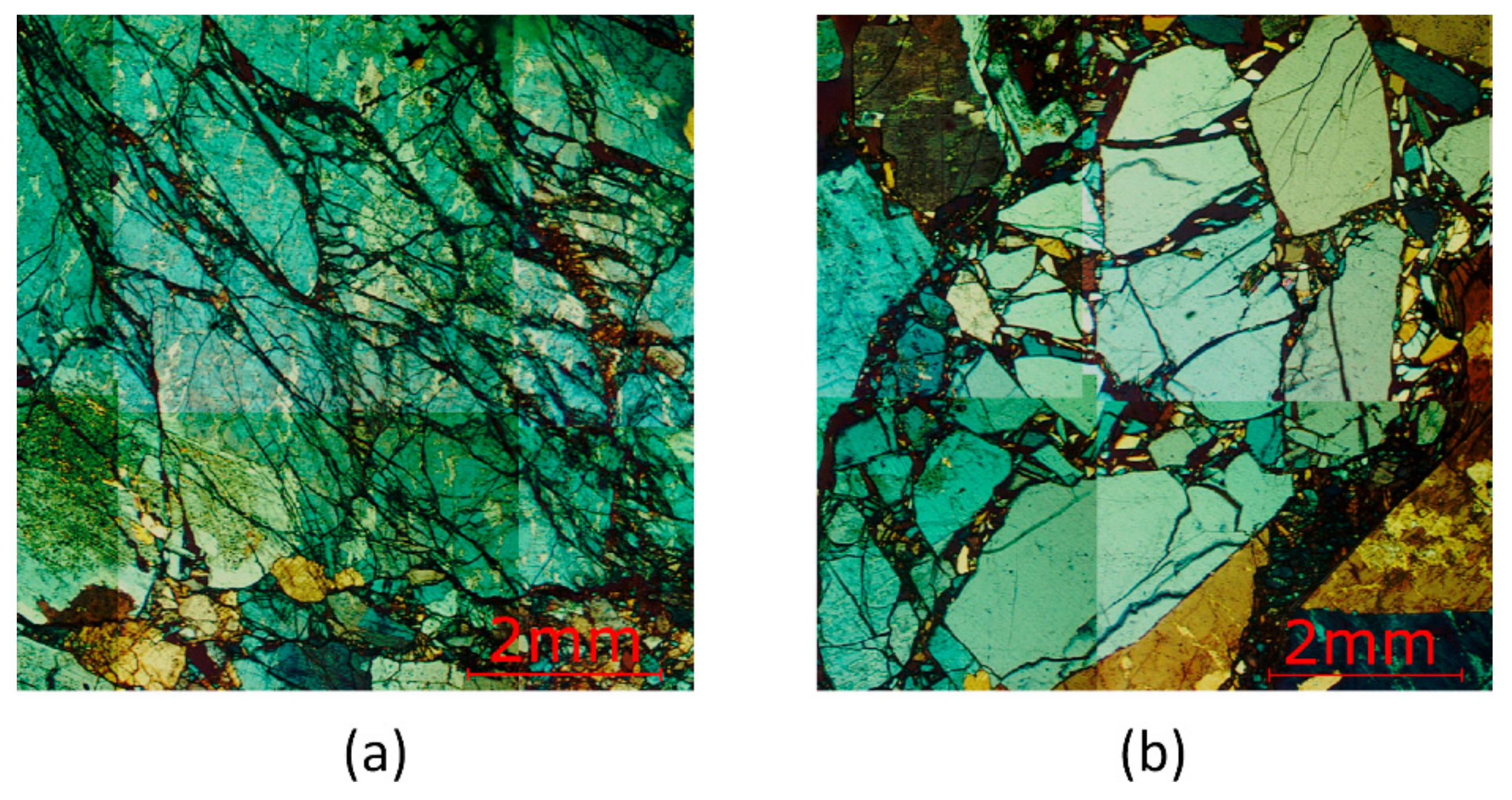
3. The Real Particle Bed Test
3.1. Realization of the Real Particle Bed Test
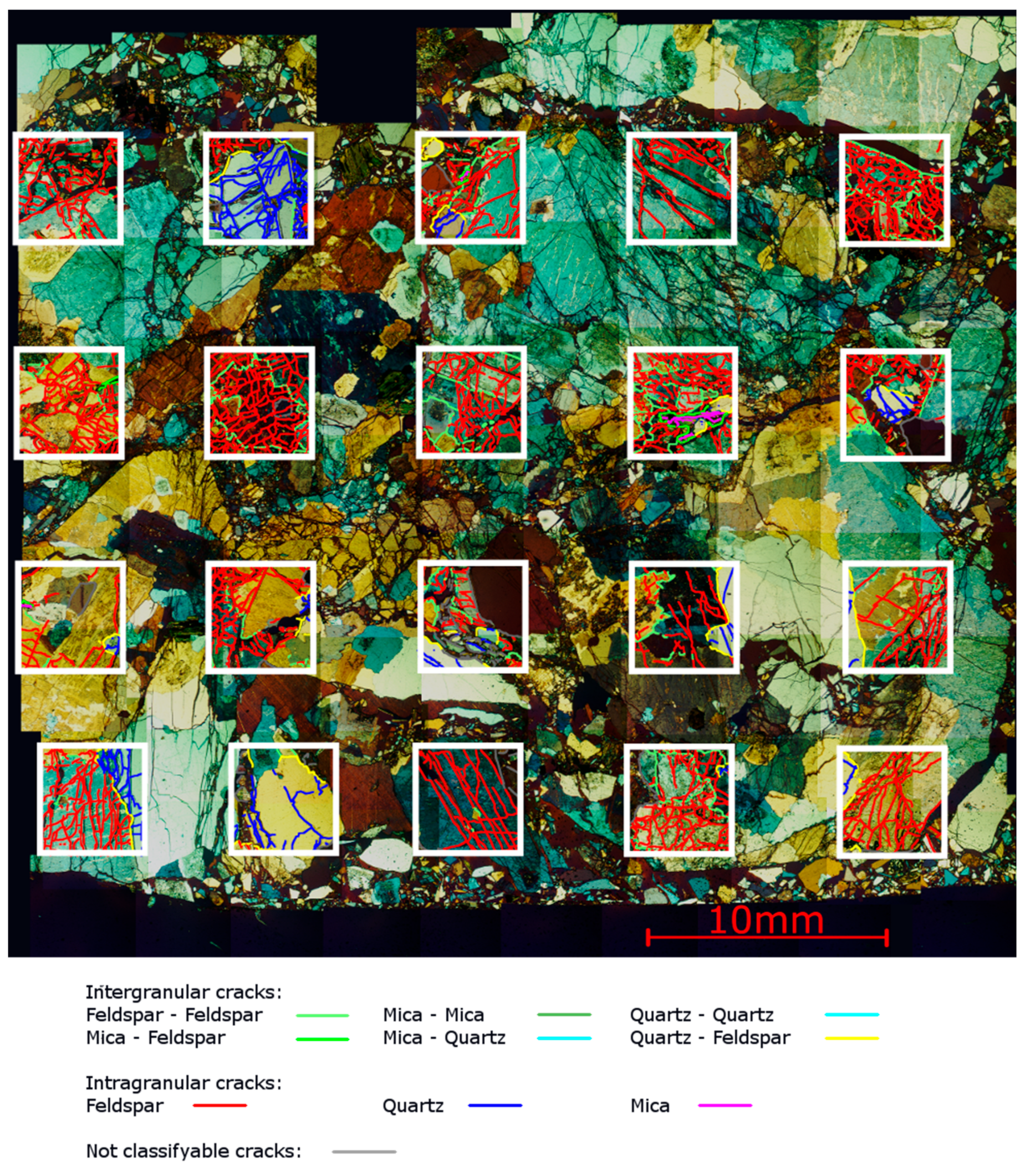
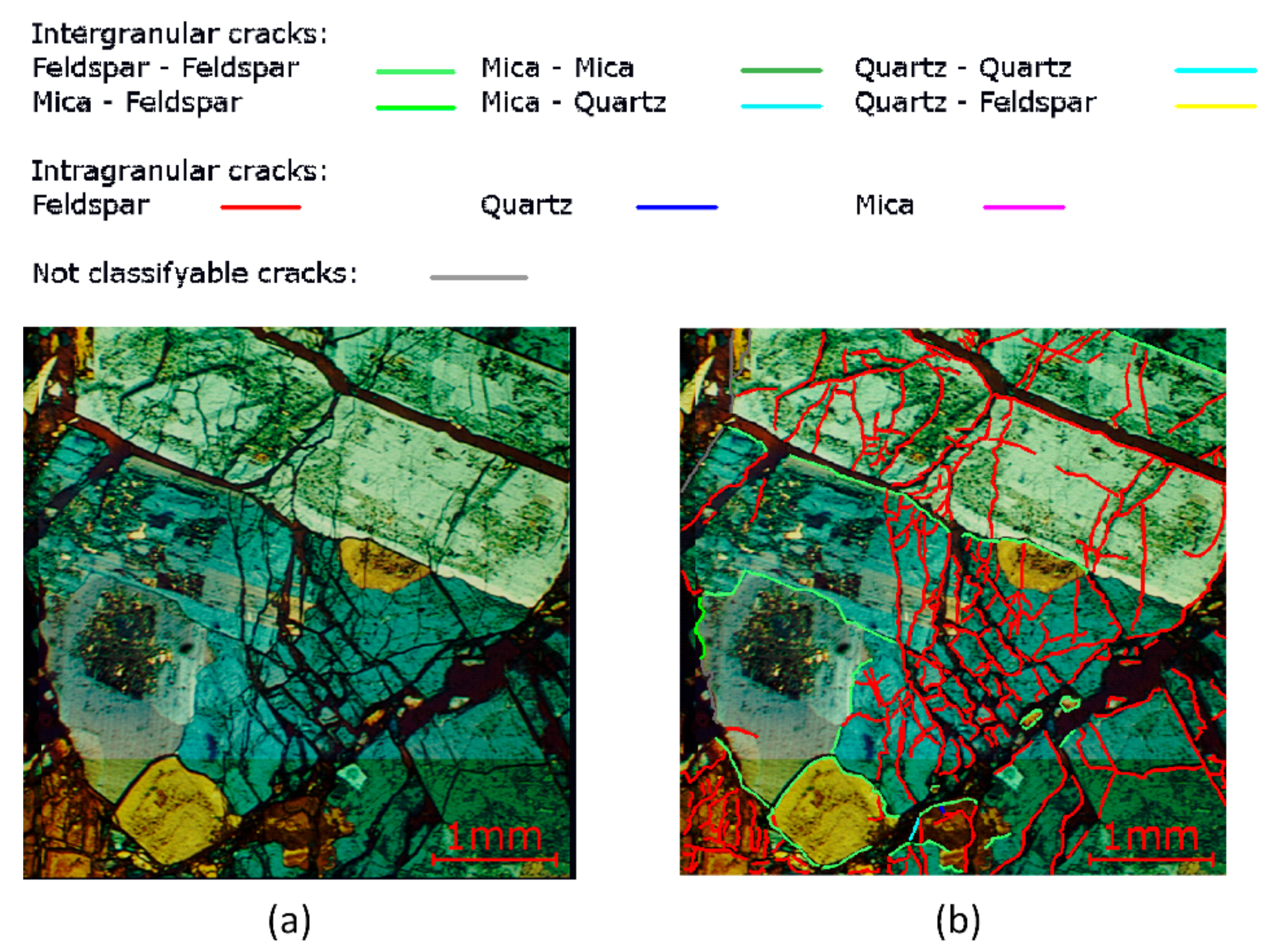
3.2. Evaluation of the Breakage Pattern of the Real Particle Bed Test
3.2.1. Intragranular Cracks
3.2.2. Intergranular Cracks
4. The Simulated Particle Bed Test
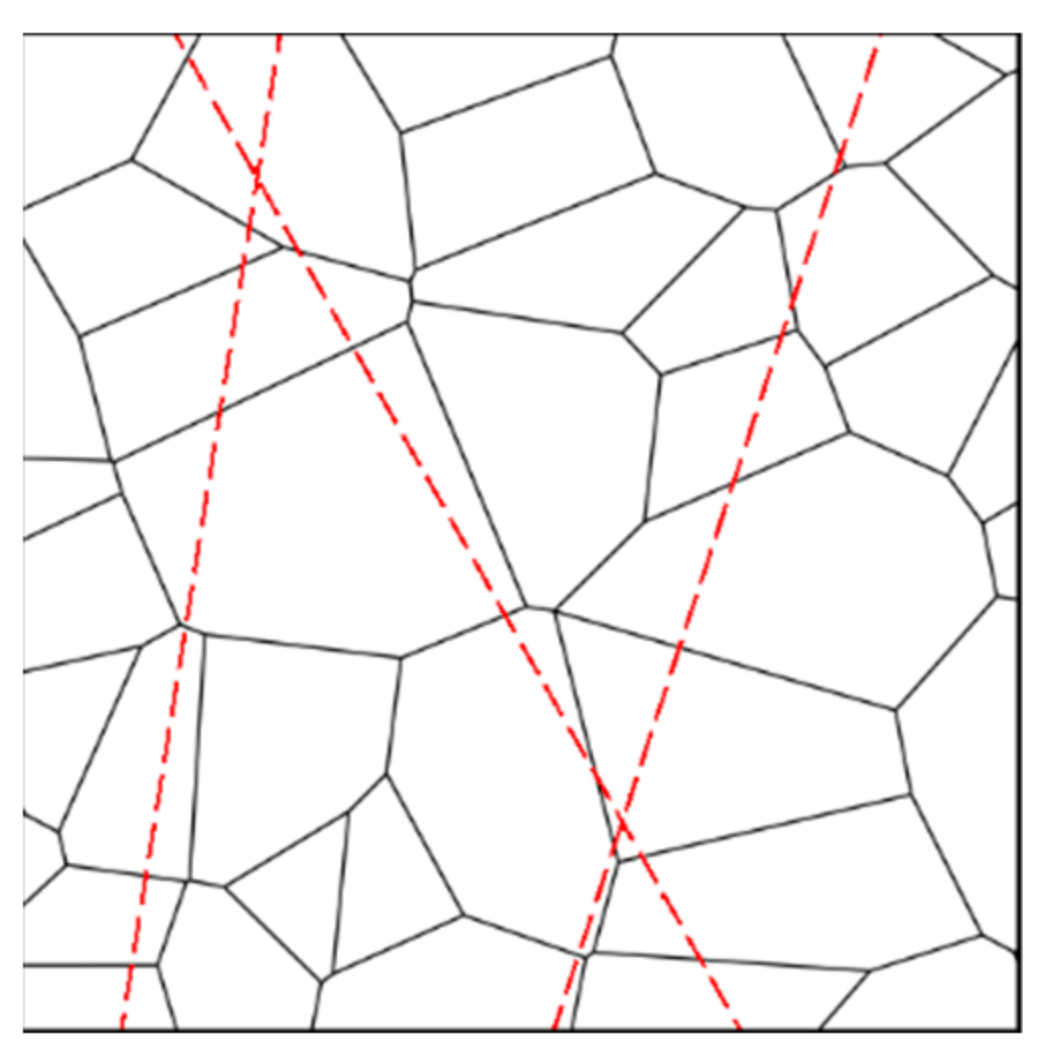
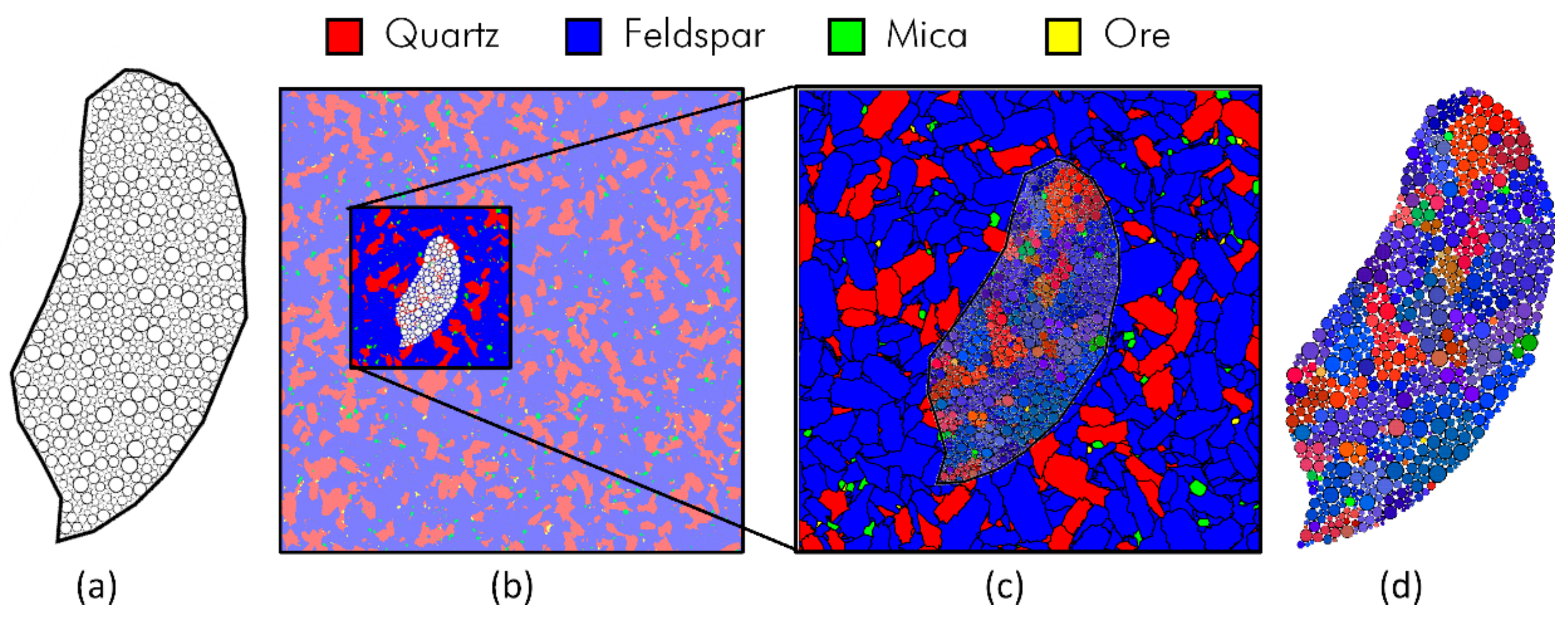
4.1. Synthesizing the Realistic Mineral Microstructure
4.2. Principle of Mapping the Microstructure to Particles
4.3. The Material Model
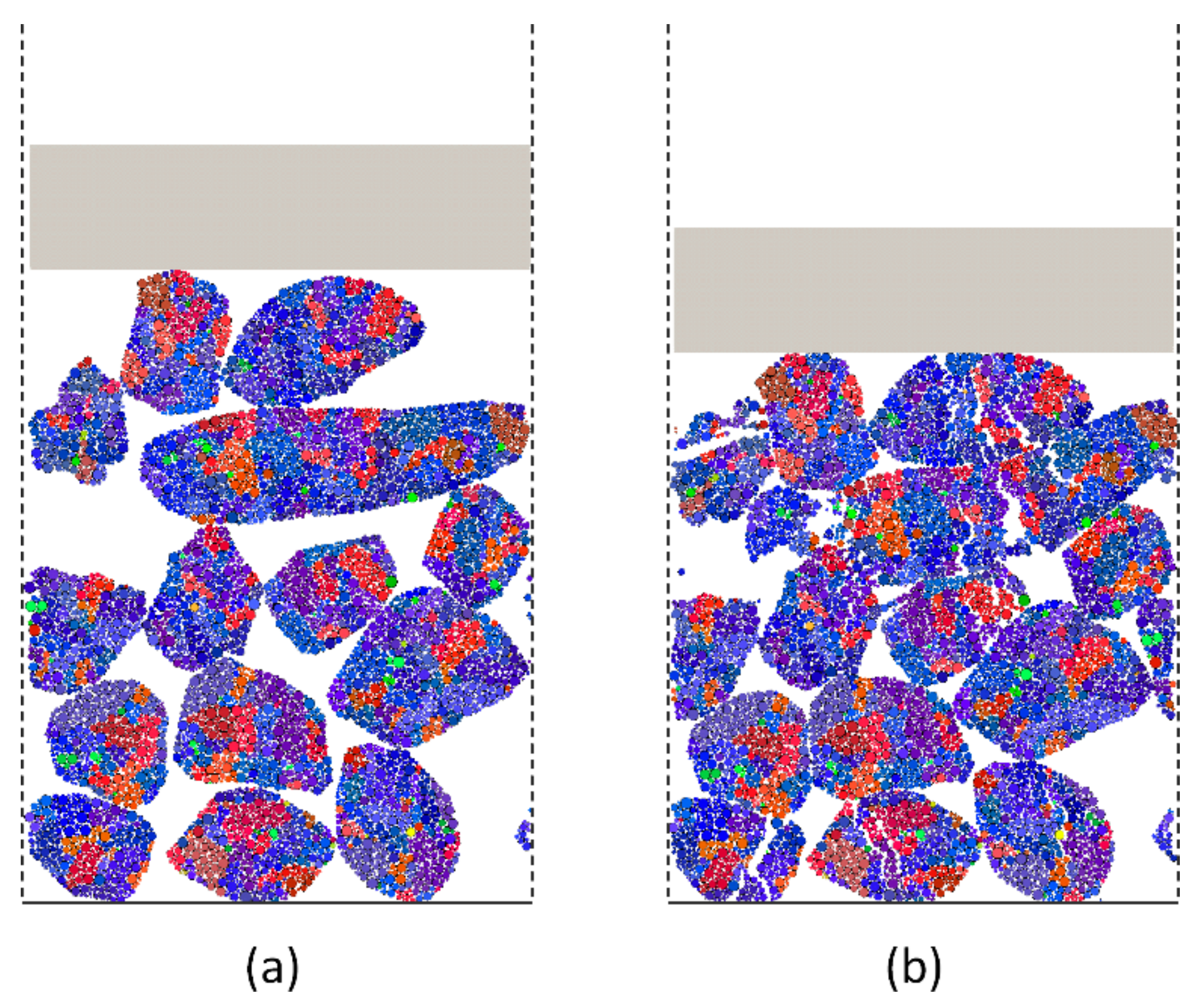
4.4. Setup and Procedure of the Particle Bed Test Simulation in YADE
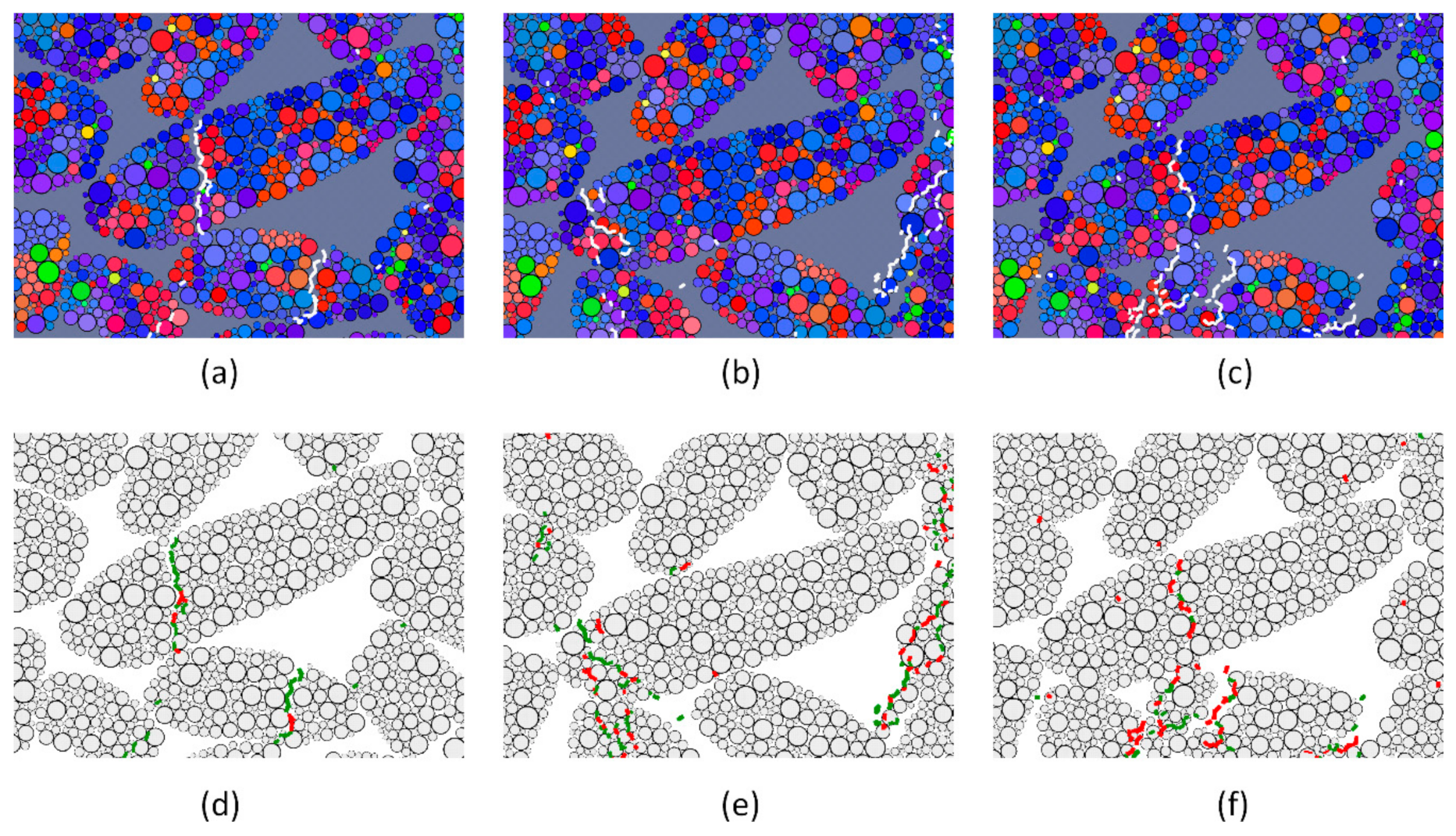
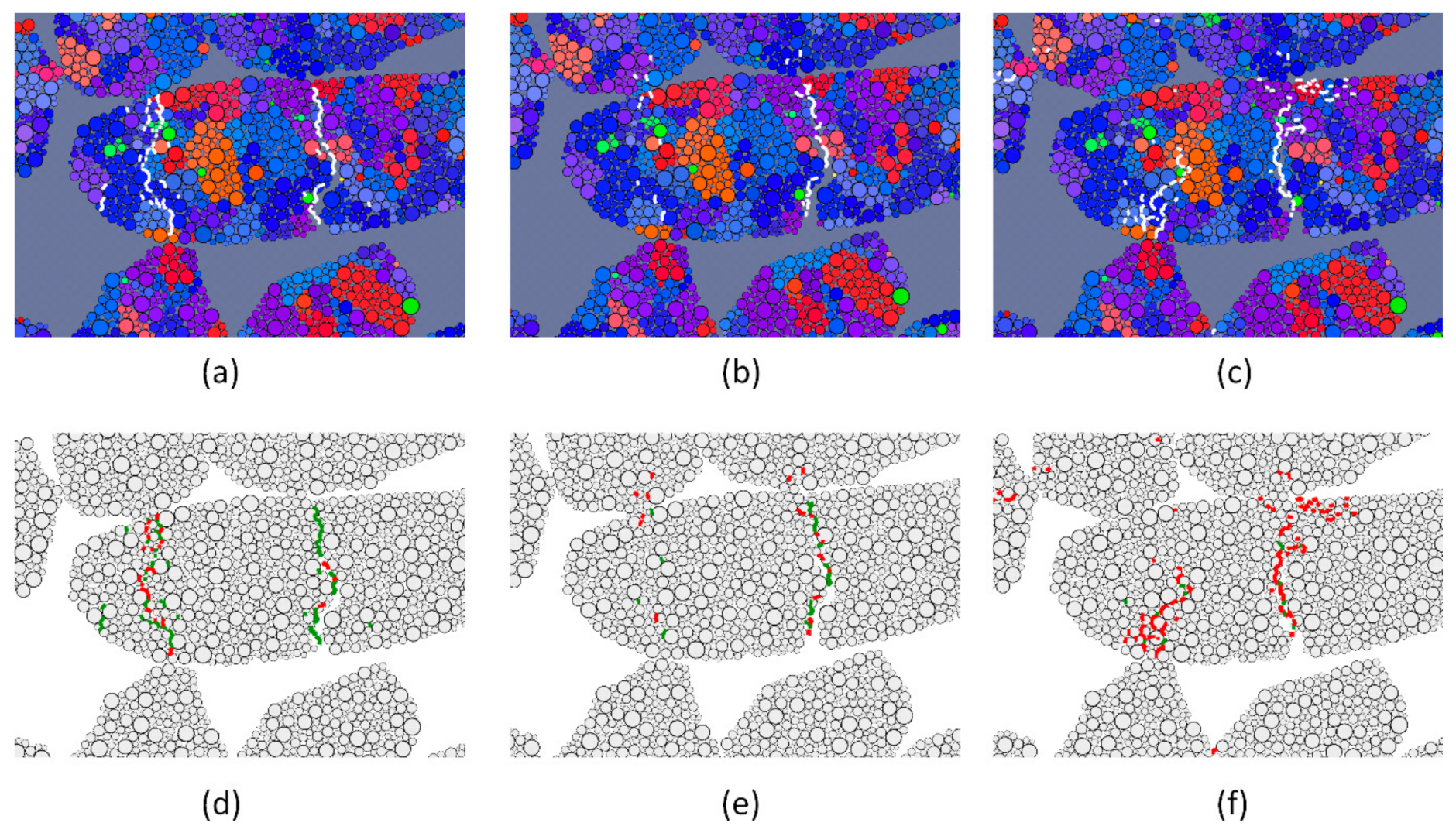
4.5. Evaluation of the Breakage Pattern in the Simulated Particle Bed Test
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schönert, K. Method of Fine and very Fine Comminution of Materials Having Brittle Behavior. U.S. Patent 06/152,540, 23 May 1980. [Google Scholar]
- Schönert, K. A first survey of grinding with high-compression roller mills. Int. J. Miner. Process. 1988, 22, 401–412. [Google Scholar] [CrossRef]
- Tsoungui, O.; Vallet, D.; Charmet, J.-C. Numerical model of crushing of grains inside two-dimensional granular materials. Powder Technol. 1999, 105, 190–198. [Google Scholar] [CrossRef]
- Djordjevic, N.; Morrison, R. Exploratory modelling of grinding pressure within a compressed particle bed. Miner. Eng. 2006, 19, 995–1004. [Google Scholar] [CrossRef]
- Khanal, M.; Schubert, W.; Tomas, J. Discrete element method simulation of bed comminution. Miner. Eng. 2007, 20, 179–187. [Google Scholar] [CrossRef]
- Jiménez-Herrera, N.; Barrios, G.K.; Tavares, L.M. Comparison of breakage models in DEM in simulating impact on particle beds. Adv. Powder Technol. 2018, 29, 692–706. [Google Scholar] [CrossRef]
- Barrios, G.K.; Jiménez-Herrera, N.; Tavares, L.M. Simulation of particle bed breakage by slow compression and impact using a DEM particle replacement model. Adv. Powder Technol. 2020, 31, 2749–2758. [Google Scholar] [CrossRef]
- Tavares, L.M.; André, F.P.; Potapov, A.; Maliska, C. Adapting a breakage model to discrete elements using polyhedral particles. Powder Technol. 2020, 362, 208–220. [Google Scholar] [CrossRef]
- Herbst, J.A.; Mular, M.A.; Pate, W.T.; Qui, X. Detailed modeling of an HPGR/HRC for prediction of plant scale unit performance. In Proceedings of the SAG2011 Conference, Vancouver, BC, Canada, 25–28 September 2011. [Google Scholar]
- Gladky, A. Numerische Untersuchung der Beanspruchung in Gutbettwalzenmühlen mit Idealisierten Materialien. Ph.D. Thesis, Technische Universität Bergakademie Freiberg, Freiberg, Germany, 2019. [Google Scholar]
- Barrios, G.K.; Tavares, L.M. A preliminary model of high pressure roll grinding using the discrete element method and multi-body dynamics coupling. Int. J. Miner. Process. 2016, 156, 32–42. [Google Scholar] [CrossRef]
- Nagata, Y.; Tsunazawa, Y.; Tsukada, K.; Yaguchi, Y.; Ebisu, Y.; Mitsuhashi, K.; Tokoro, C. Effect of the roll stud diameter on the capacity of a high-pressure grinding roll using the discrete element method. Miner. Eng. 2020, 154, 106412. [Google Scholar] [CrossRef]
- Ghazvinian, E.; Diederichs, M.S.; Quey, R. 3D random Voronoi grain-based models for simulation of brittle rock damage and fabric-guided micro-fracturing. J. Rock Mech. Geotech. Eng. 2014, 6, 506–521. [Google Scholar] [CrossRef] [Green Version]
- Hofmann, H.; Babadagli, T.; Zimmermann, G. A grain based modeling study of fracture branching during compression tests in granites. Int. J. Rock Mech. Min. Sci. 2015, 77, 152–162. [Google Scholar] [CrossRef]
- Li, X.F.; Li, H.B.; Zhao, J. 3D polycrystalline discrete element method (3PDEM) for simulation of crack initiation and propagation in granular rock. Comput. Geotech. 2017, 90, 96–112. [Google Scholar] [CrossRef]
- Wang, X.; Cai, M. Modeling of brittle rock failure considering inter- and intra-grain contact failures. Comput. Geotech. 2018, 101, 224–244. [Google Scholar] [CrossRef]
- Fu, T.-F.; Xu, T.; Heap, M.J.; Meredith, P.G.; Mitchell, T.M. Mesoscopic time-dependent behavior of rocks based on three-dimensional discrete element grain-based model. Comput. Geotech. 2020, 121, 103472. [Google Scholar] [CrossRef]
- Li, H.; Ma, H.; Shi, X.; Zhou, J.; Zhang, H.; Daemen, J.J.K. A 3D Grain-Based Model for Simulating the Micromechanical Behavior of Salt Rock. Rock Mech. Rock Eng. 2020, 53, 2819–2837. [Google Scholar] [CrossRef]
- Li, X.F.; Li, H.B.; Liu, L.W.; Liu, Y.Q.; Ju, M.H.; Zhao, J. Investigating the crack initiation and propagation mechanism in brittle rocks using grain-based finite-discrete element method. Int. J. Rock Mech. Min. Sci. 2020, 127, 104219. [Google Scholar] [CrossRef]
- Li, X.F.; Zhang, Q.B.; Li, H.B.; Zhao, J. Grain-Based Discrete Element Method (GB-DEM) Modelling of Multi-scale Fracturing in Rocks Under Dynamic Loading. Rock Mech. Rock Eng. 2018, 51, 3785–3817. [Google Scholar] [CrossRef]
- Li, J.; Konietzky, H.; Frühwirt, T. Voronoi-Based DEM Simulation Approach for Sandstone Considering Grain Structure and Pore Size. Rock Mech. Rock Eng. 2017, 50, 2749–2761. [Google Scholar] [CrossRef]
- Tan, X.; Konietzky, H.; Chen, W. Numerical Simulation of Heterogeneous Rock Using Discrete Element Model Based on Digital Image Processing. Rock Mech. Rock Eng. 2016, 49, 4957–4964. [Google Scholar] [CrossRef]
- Gao, F.; Stead, D.; Elmo, D. Numerical simulation of microstructure of brittle rock using a grain-breakable distinct element grain-based model. Comput. Geotech. 2016, 78, 203–217. [Google Scholar] [CrossRef]
- Popov, O.; Lieberwirth, H.; Folgner, T. Properties and system parameters—Quantitative characterization of rock to predict the influence of the rock on relevant product properties and system parameters—Part 1: Application of quantitative microstructural analysis. AT Miner. Process. 2014, 55, 76–88. [Google Scholar]
- Popov, O.; Lieberwirth, H.; Folgner, T. Properties and system parameters—Quantitative characterization of rock to predict the influence of the rock on relevant product properties and system parameters—Part 2: Selected examples. AT Miner. Process. 2014, 55, 54–63. [Google Scholar]
- Unland, G.; Raaz, V. Formale Charakterisierung der Gesteine—ein Beitrag aus Sicht des Maschinenbaus. Z. Für Geol. Wiss. 1998, 26, 315–328. [Google Scholar]
- Klichowicz, M.; Frühwirt, T.; Lieberwirth, H. New experimental setup for the validation of DEM simulation of brittle crack propagation at grain size level. Miner. Eng. 2018, 128, 312–323. [Google Scholar] [CrossRef]
- Smilauer, V.; Catalano, E.; Chareyre, B.; Dorofeenko, S.; Duriez, J.; Dyck, N.; Elias, J.; Er, B.; Eulitz, A.; Gladky, A.; et al. The Yade Project; ZENODO: Genève, Switzerland, 2015. [Google Scholar] [CrossRef]
- DIN EN 1926:2006. Prüfverfahren für Naturstein—Bestimmung der Einachsigen Druckfestigkeit; Beuth Verlag GmbH: Berlin, Germany, 2007. [Google Scholar]
- Ulusay, R. The ISRM Suggested Methods for Rock Characterization, Testing and Monitoring. 2007–2014; Springer/International Society for Rock Mechanics: Cham, Switzerland, 2015; ISBN 978-3-319-07712-3. [Google Scholar]
- Popov, O.; Talovina, I.; Lieberwirth, H.; Duryagina, A. Quantitative Microstructural Analysis and X-Ray Computed Tomography of Ores and Rocks-Comparison of Results. Minerals 2020, 10, 129. [Google Scholar] [CrossRef] [Green Version]
- Fuerstenau, D.W.; Gutsche, O.; Kapur, P.C. Confined particle bed comminution under compressive loads. Int. J. Miner. Process. 1996, 44–45, 521–537. [Google Scholar] [CrossRef]
- Mütze, T. Geschwindigkeitseinfluss bei der Druckbeanspruchung von Gutbetten. Ph.D. Thesis, Technischen Universität Bergakademie Freiberg, Freiberg, Germany, 2011. [Google Scholar]
- Abouzeid, A.Z.; Seifelnassr, A.A.; Zain, G.; Mustafa, Y.S. Breakage Behavior of Quartz Under Compression in a Piston Die. Min. Metall. Explor. 2019, 36, 173–180. [Google Scholar] [CrossRef]
- Schwechten, D. Trocken-und Naßmahlung spröder Materialien in der Gutbett-Walzenmühle. Ph.D. Thesis, TU Clausthal, Clausthal-Zellerfeld, Germany, 1987. [Google Scholar]
- Haver & Boecker GmbH. Haver CpaServ Professional/Expert—Manual. Release V2.0.2; Haver & Boecker GmbH: Oelde, Germany, 2016. [Google Scholar]
- GenGeo. Version 1.4. Available online: http://launchpad.net/esys-particle/gengeo (accessed on 20 November 2020).
- Bewick, R.P.; Kaiser, P.K.; Bawden, W.F. DEM Simulation of Direct Shear: 2. Grain Boundary and Mineral Grain Strength Component Influence on Shear Rupture. Rock Mech. Rock Eng. 2014, 47, 1673–1692. [Google Scholar] [CrossRef]
- Yang, W.; Zhou, Z.; Pinson, D.; Yu, A. Periodic Boundary Conditions for Discrete Element Method Simulation of Particle Flow in Cylindrical Vessels. Ind. Eng. Chem. Res. 2014, 53, 8245–8256. [Google Scholar] [CrossRef]
- Chiu, S.N.; Stoyan, D.; Kendall, W.S.; Mecke, J. Stochastic Geometry and Its Applications; Wiley: Chichester, UK, 2013. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode | Phases | Phase Related Characteristics | Rock Related Characteristics | ||||
|---|---|---|---|---|---|---|---|
| Quartz | Feldspar | Mica | ∑ Microbodies | ||||
| Content | Volumetric portion (%) | 27 | 70 | 3 | 100 | ||
| Fabric | Texture | Size | Mean diameter (mm) | 3.307 | 1.483 | 0.780 | 1.973 |
| Deviation (-) | 0.828 | 0.322 | 0.374 | 0.465 | |||
| Grain surface | Specific surface (mm²/mm³) | 3.266 | 3.194 | 9.748 | 3.434 | ||
| Shape | Elongation (-) | 1.053 | 1.143 | 1.088 | 1.125 | ||
| Flatness (-) | 1.089 | 1.05 | 1.008 | 1.067 | |||
| Roughness | Degree of roughness (%) | 15 | 8 | 31 | 11 | ||
| Structure | Orientation | Degree of linear orientation (%) | 4 | 10 | 6 | 6 | |
| Degree of areal orientation (%) | 4 | 2 | 0 | 1 | |||
| Degree of isotropic orientation (%) | 92 | 88 | 94 | 93 | |||
| Distribution | Degree of clustering (%) | 31 | 68 | 1 | 56 | ||
| Space filling | Degree of space filling (%) | - | - | - | 100 | ||
| Crack Type | Proportion (%) | |
|---|---|---|
| All | >1 mm | |
| Intergranular cracks | 12.50 | 16.96 |
| Feldspar-Feldspar | 9.05 | 12.27 |
| Mica-Mica | 0.00 | 0.00 |
| Quartz-Quartz | 0.00 | 0.00 |
| Mica-Feldspar | 0.66 | 0.92 |
| Mica-Quartz | 0.00 | 0.00 |
| Quartz-Feldspar | 2.55 | 3.52 |
| Intragranular cracks | 87.50 | 83.04 |
| Feldspar | 77.68 | 72.85 |
| Quartz | 8.93 | 9.64 |
| Mica | 0.88 | 0.54 |
| Parameters | Symbol | Units | Values |
|---|---|---|---|
| Grain boundary factor | zBoundary | - | 0.6 to 1.4 |
| Young’s modulus | E | ||
| Poisson ratio | υ | ||
| Normal stiffness | kn | ||
| Shear stiffness | ks | ||
| Rolling stiffness | kr | ||
| Normal strength | σn | ||
| Shear strength | σs | ||
| Rolling strength | σr | ||
| Contact friction angle | α | ||
| Density | ρ |
| zBoundary (-) | Intergranular Cracks (%) | |
|---|---|---|
| Whole Particle Bed | Detailed Section | |
| 0.4 | 64.37 | 46.83 |
| 0.6 | 65.05 | 43.36 |
| 0.8 | 62.86 | 40.37 |
| 1.0 | 60.65 | 36.60 |
| 1.2 | 58.94 | 34.73 |
| 1.4 | 56.82 | 31.77 |
| 1.6 | 49.08 | 31.09 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klichowicz, M.; Lieberwirth, H. Grain-Based DEM for Particle Bed Comminution. Minerals 2021, 11, 306. https://doi.org/10.3390/min11030306
Klichowicz M, Lieberwirth H. Grain-Based DEM for Particle Bed Comminution. Minerals. 2021; 11(3):306. https://doi.org/10.3390/min11030306
Chicago/Turabian StyleKlichowicz, Michael, and Holger Lieberwirth. 2021. "Grain-Based DEM for Particle Bed Comminution" Minerals 11, no. 3: 306. https://doi.org/10.3390/min11030306
APA StyleKlichowicz, M., & Lieberwirth, H. (2021). Grain-Based DEM for Particle Bed Comminution. Minerals, 11(3), 306. https://doi.org/10.3390/min11030306