
Sulfuric Acid Baking—Water Leaching for Gold Enrichment and Arsenic Removal from Gold Concentrate



Abstract
:1. Introduction
2. Materials and Methods
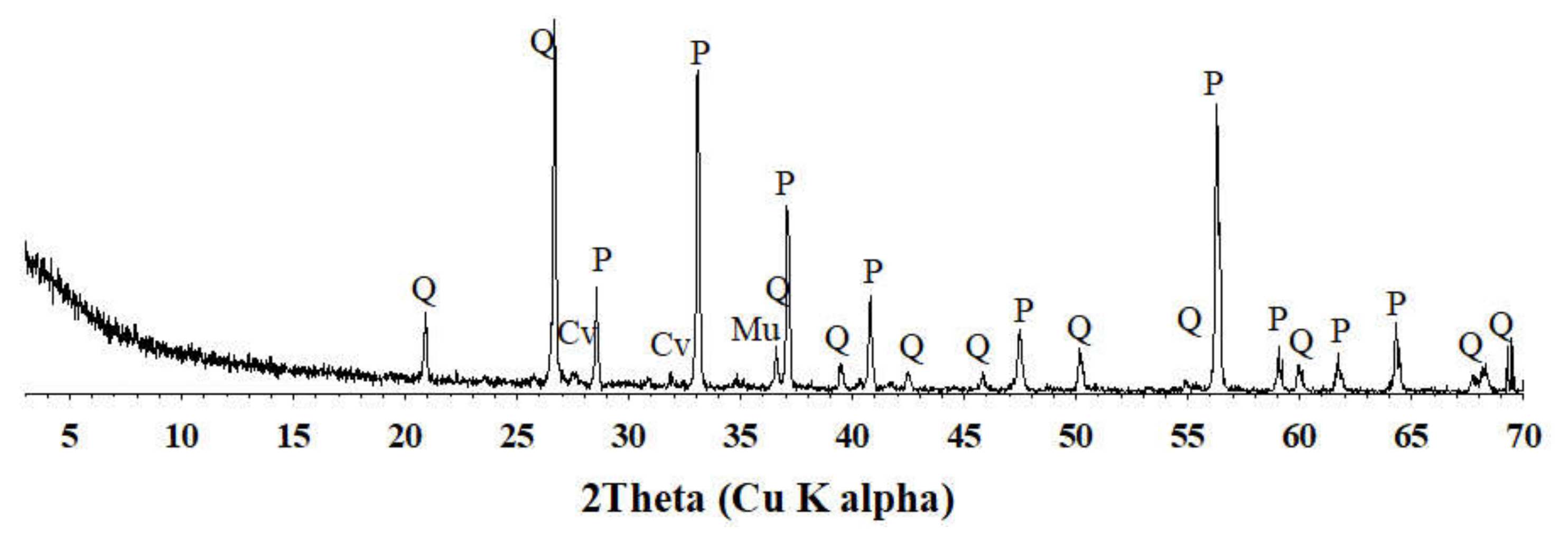
2.1. Sample
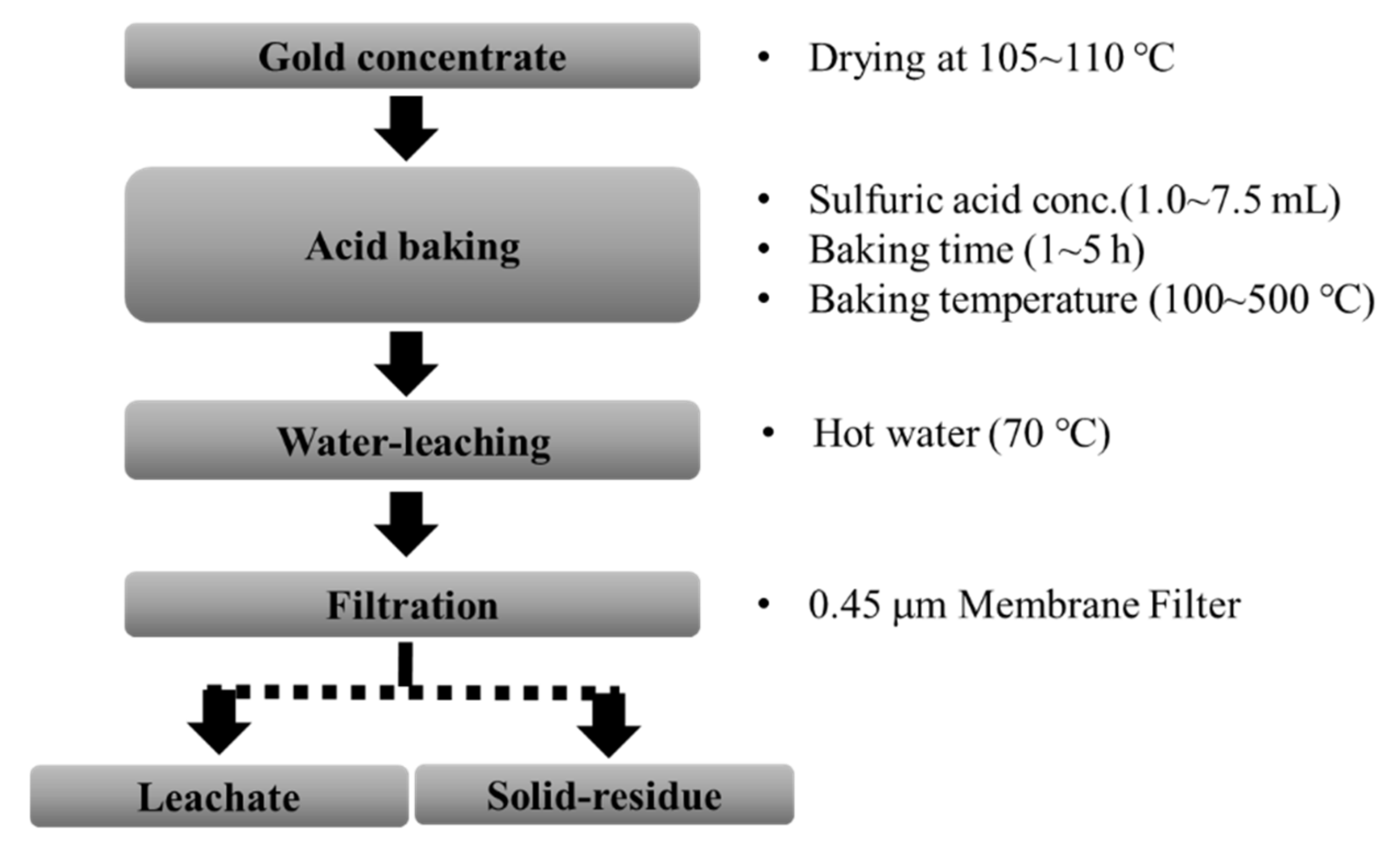
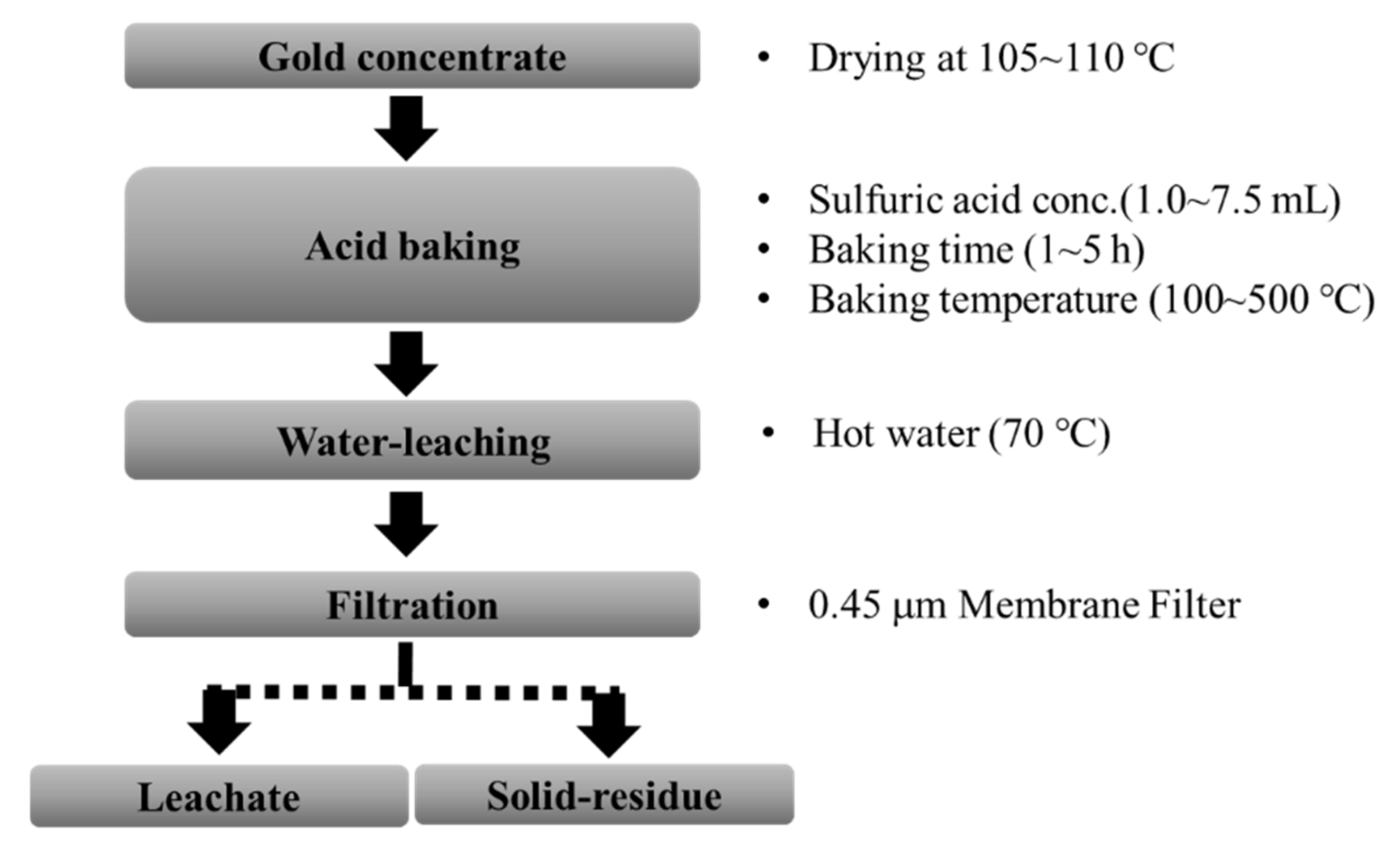
2.2. Acid Baking-Water Leaching Experiment
2.2.1. Acid-Baking
2.2.2. Water Leaching
2.2.3. Aqua Regia Digestion
3. Results and Discussion
3.1. Effect of Acid Baking and Its Temperature on Grade Gold Concentrate
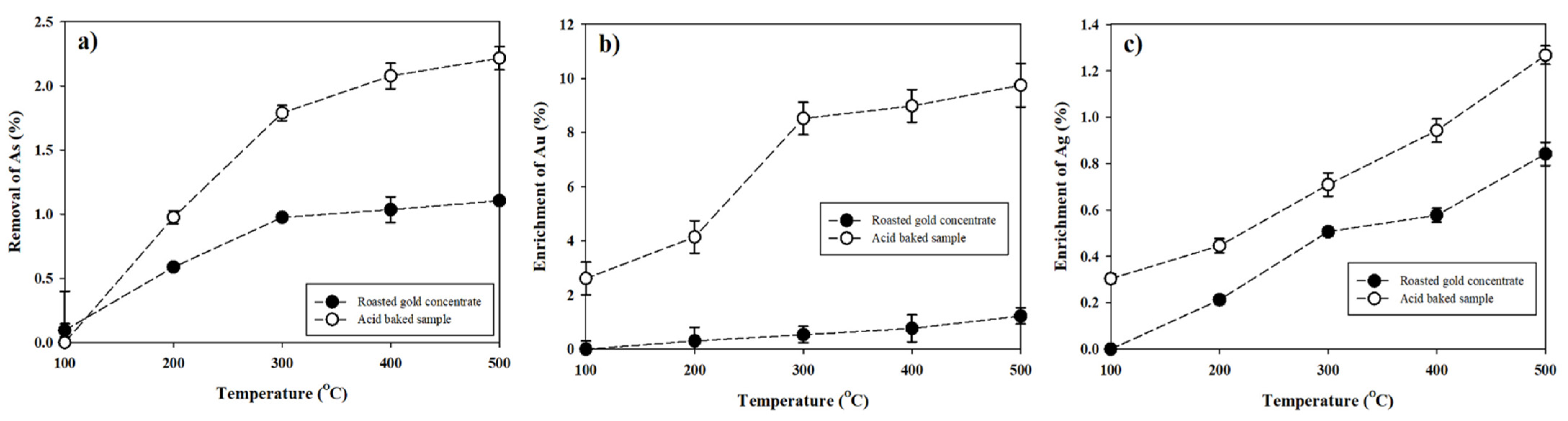
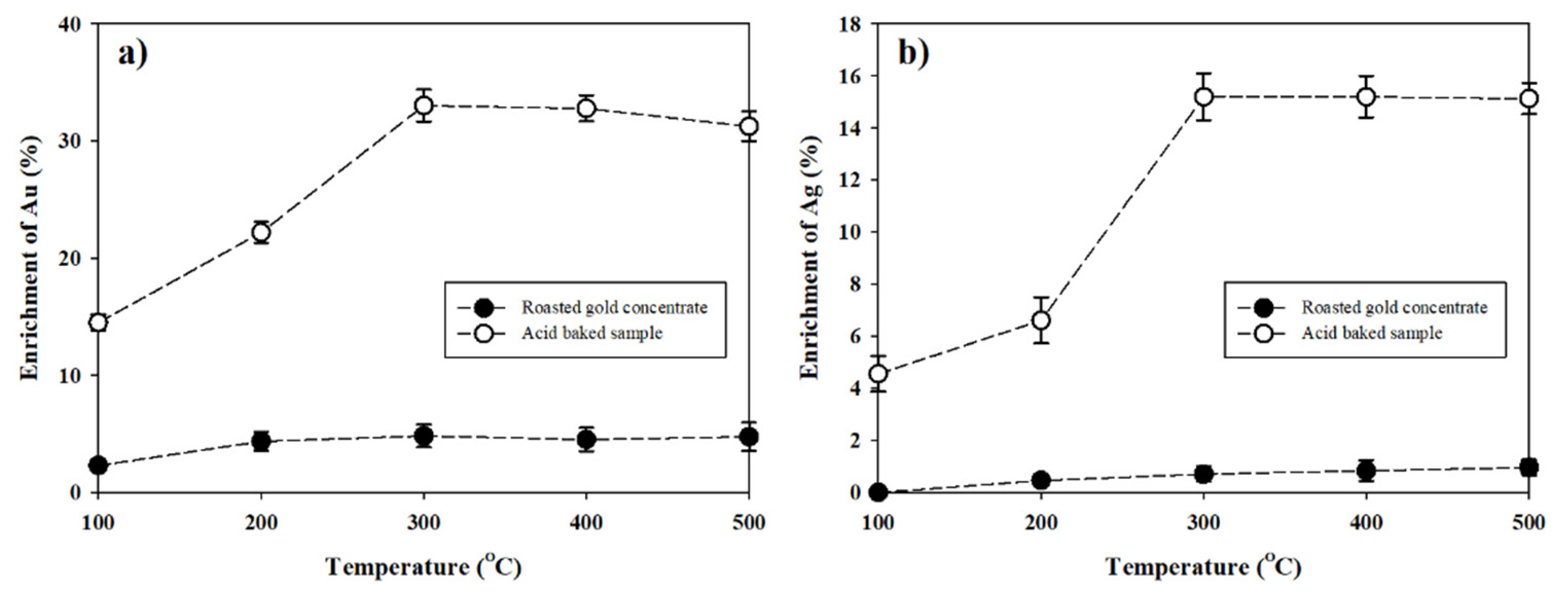
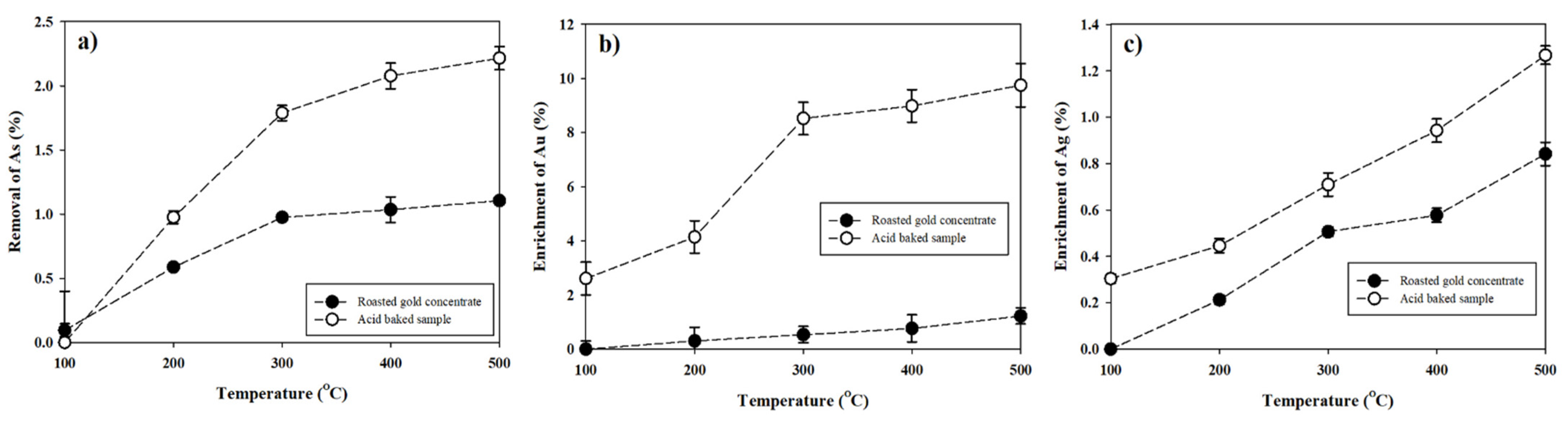
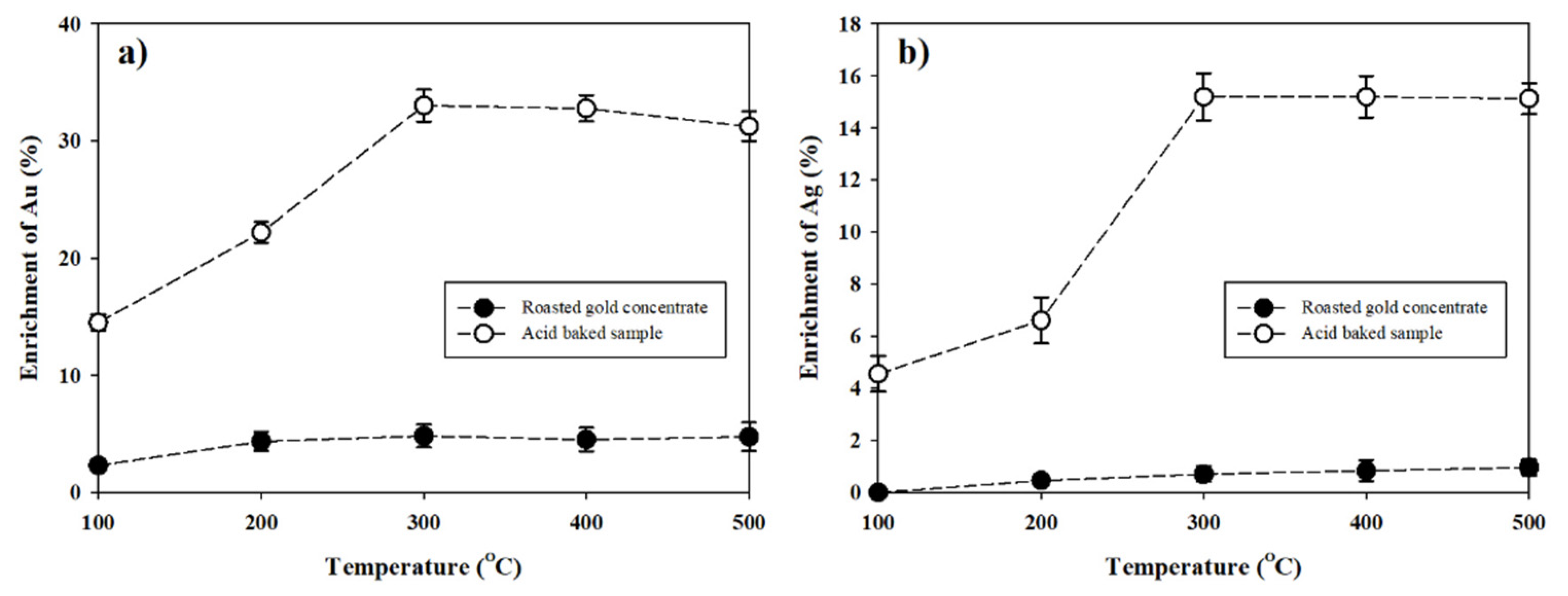
3.1.1. Removal of As and Enrichment of Au and Ag
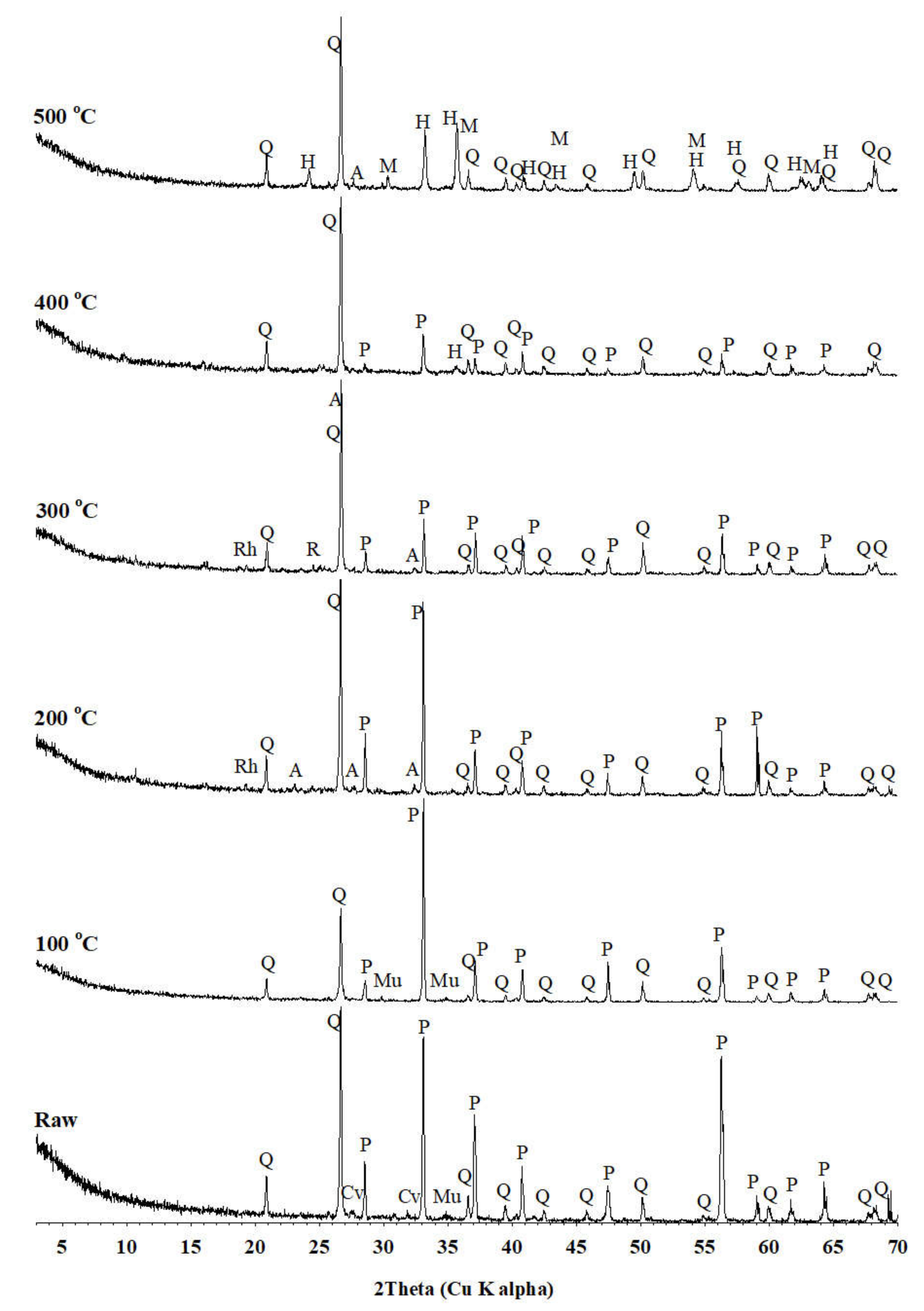
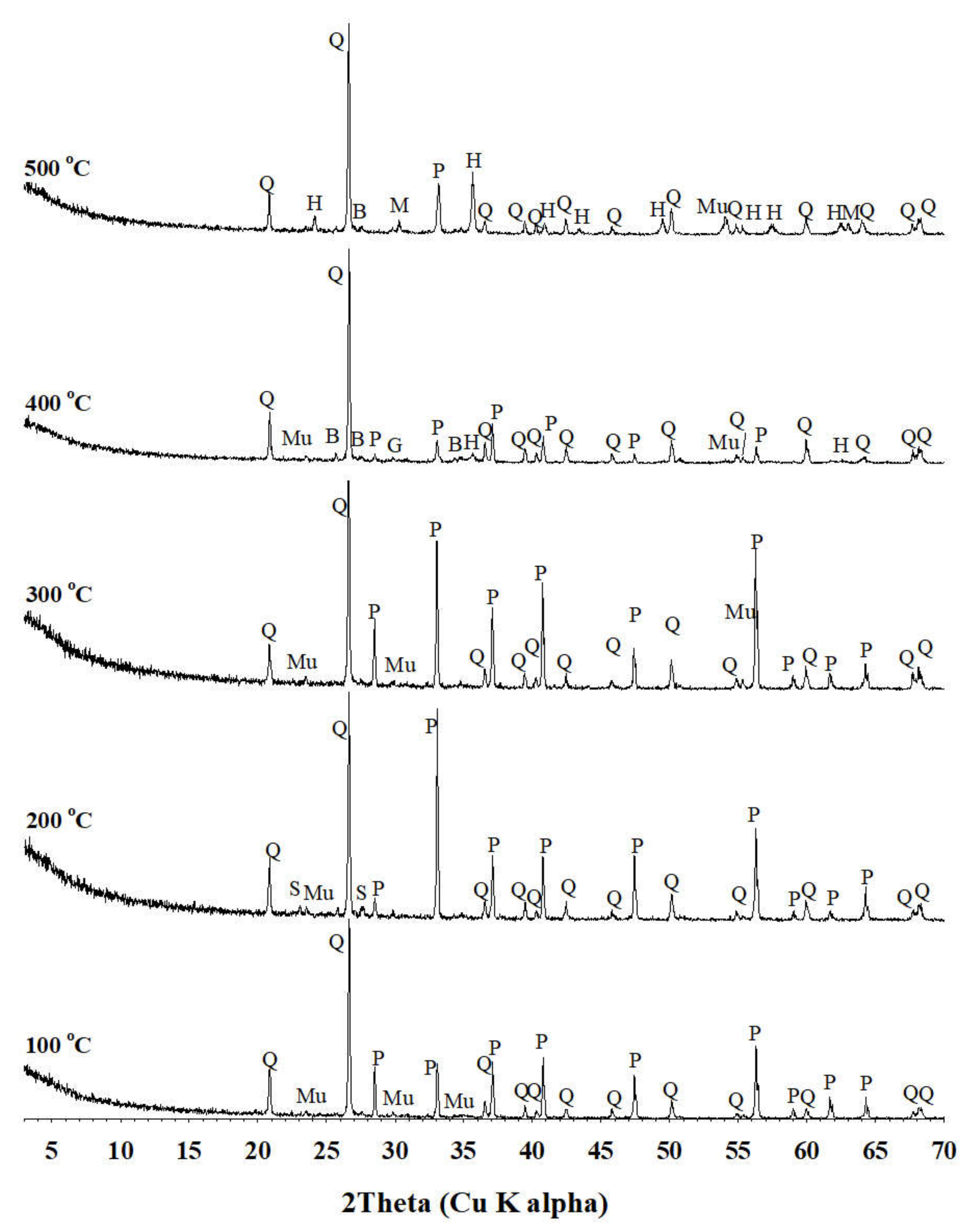
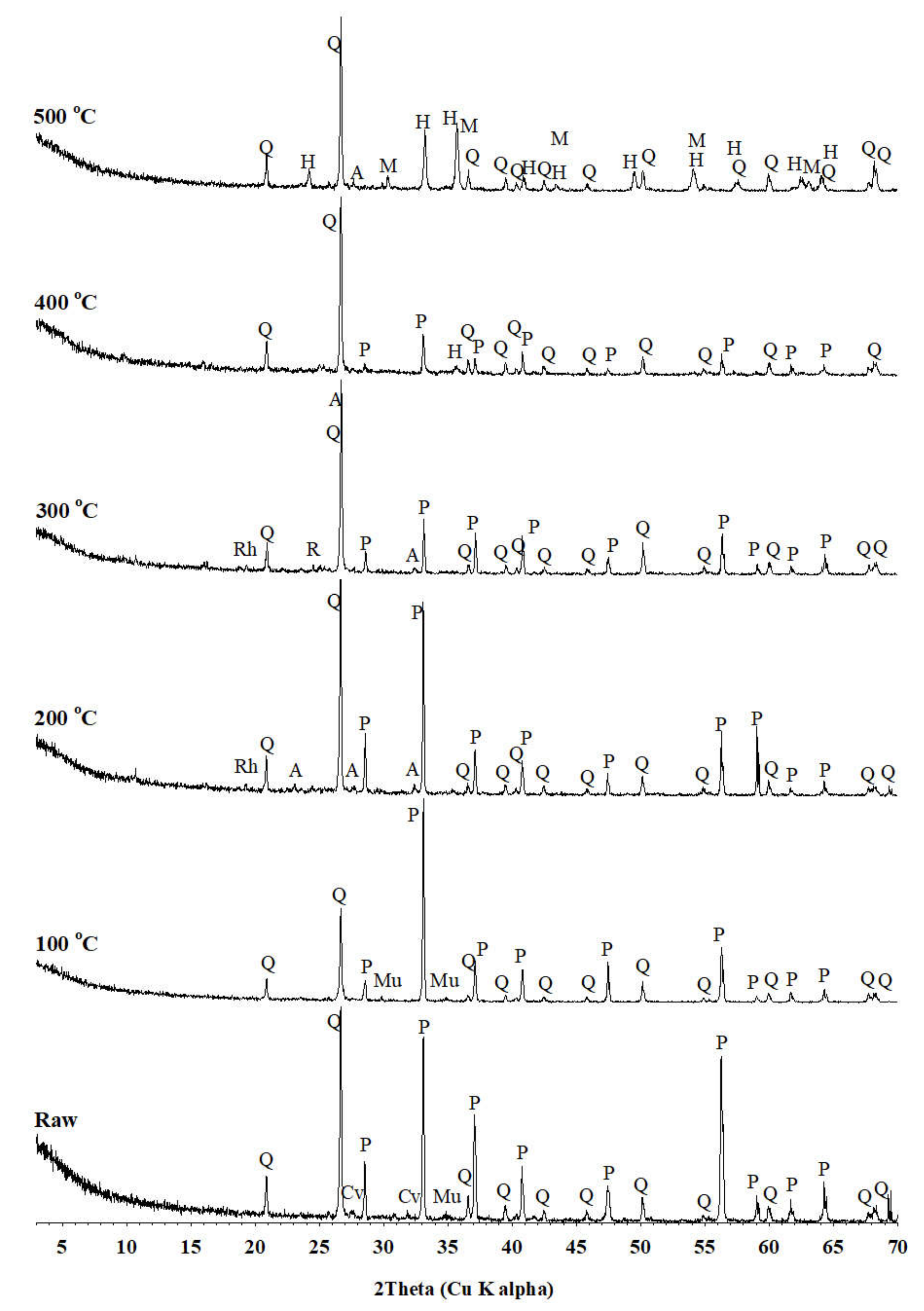
3.1.2. Effect of Baking Temperature on Mineral Phase of Gold Concentrate
3.2. Effect of Water Leaching on Grade Gold Concentrate
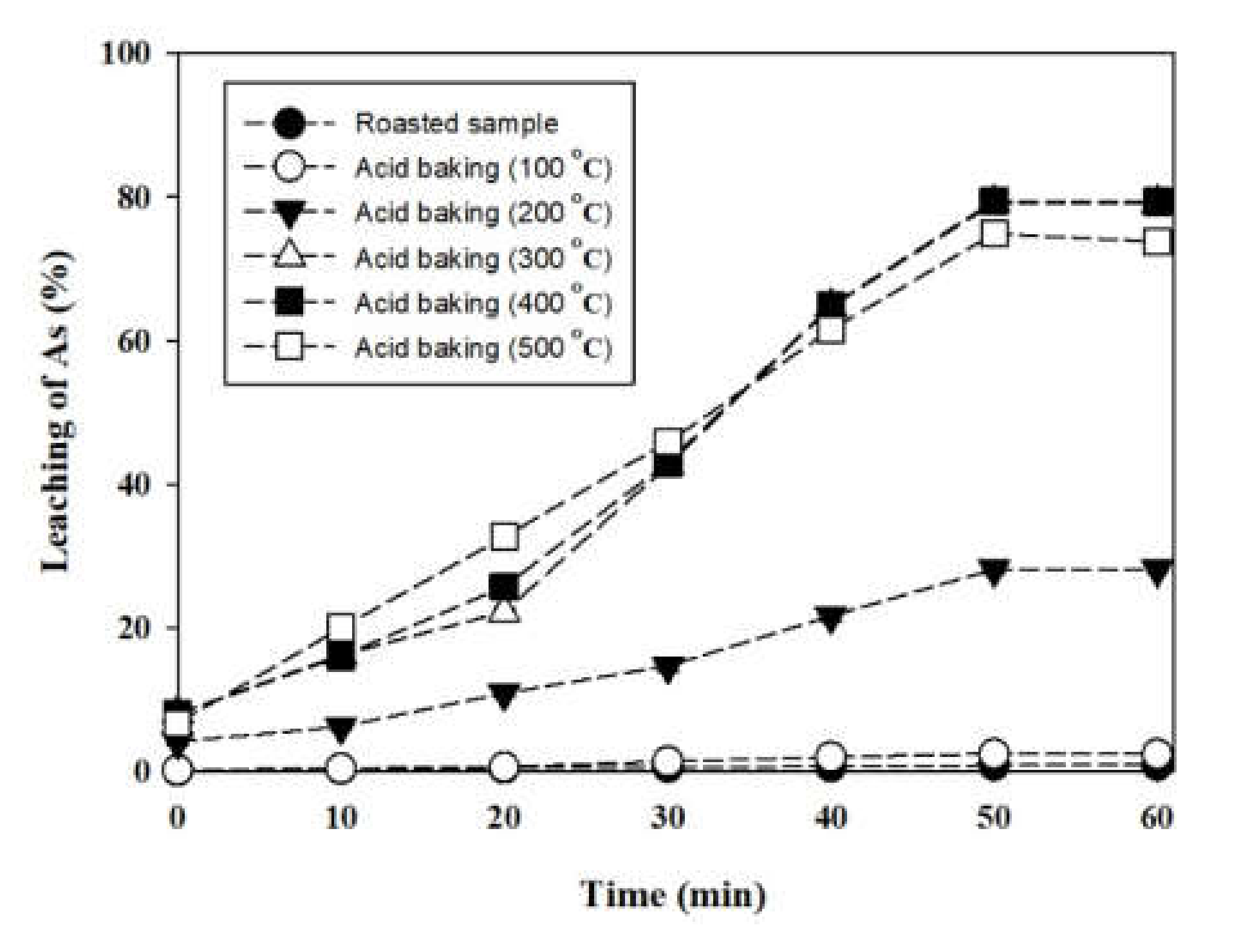
3.2.1. As Removal
3.2.2. Leaching Valuable Metals
3.2.3. Enrichments in Au and Ag Grade of Solid Residue
3.2.4. Mineral PHASE Change in Solid Residue by Acid Baking-Water Leaching
3.3. Effect of Operation Conditions for Acid Baking-Water Leaching
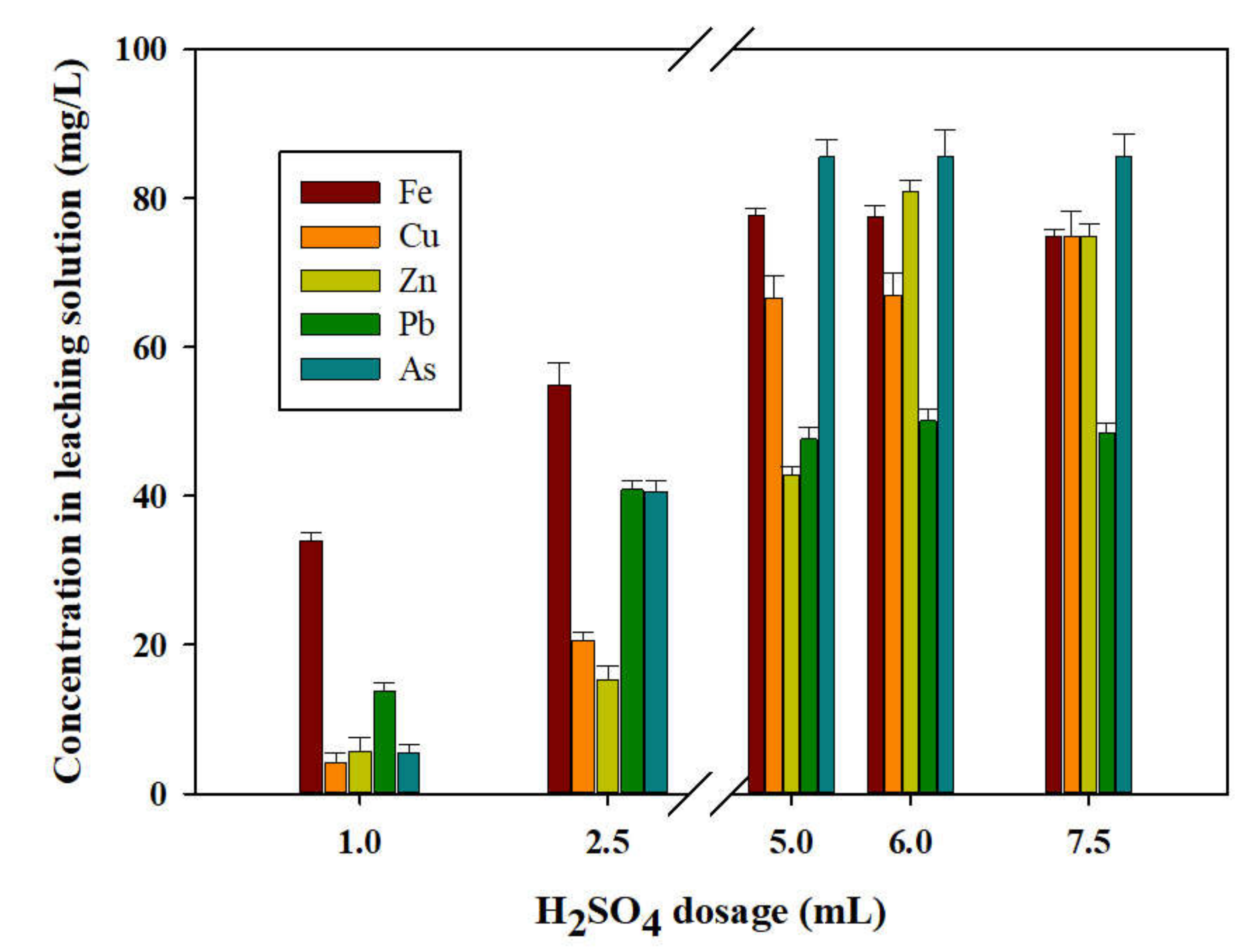
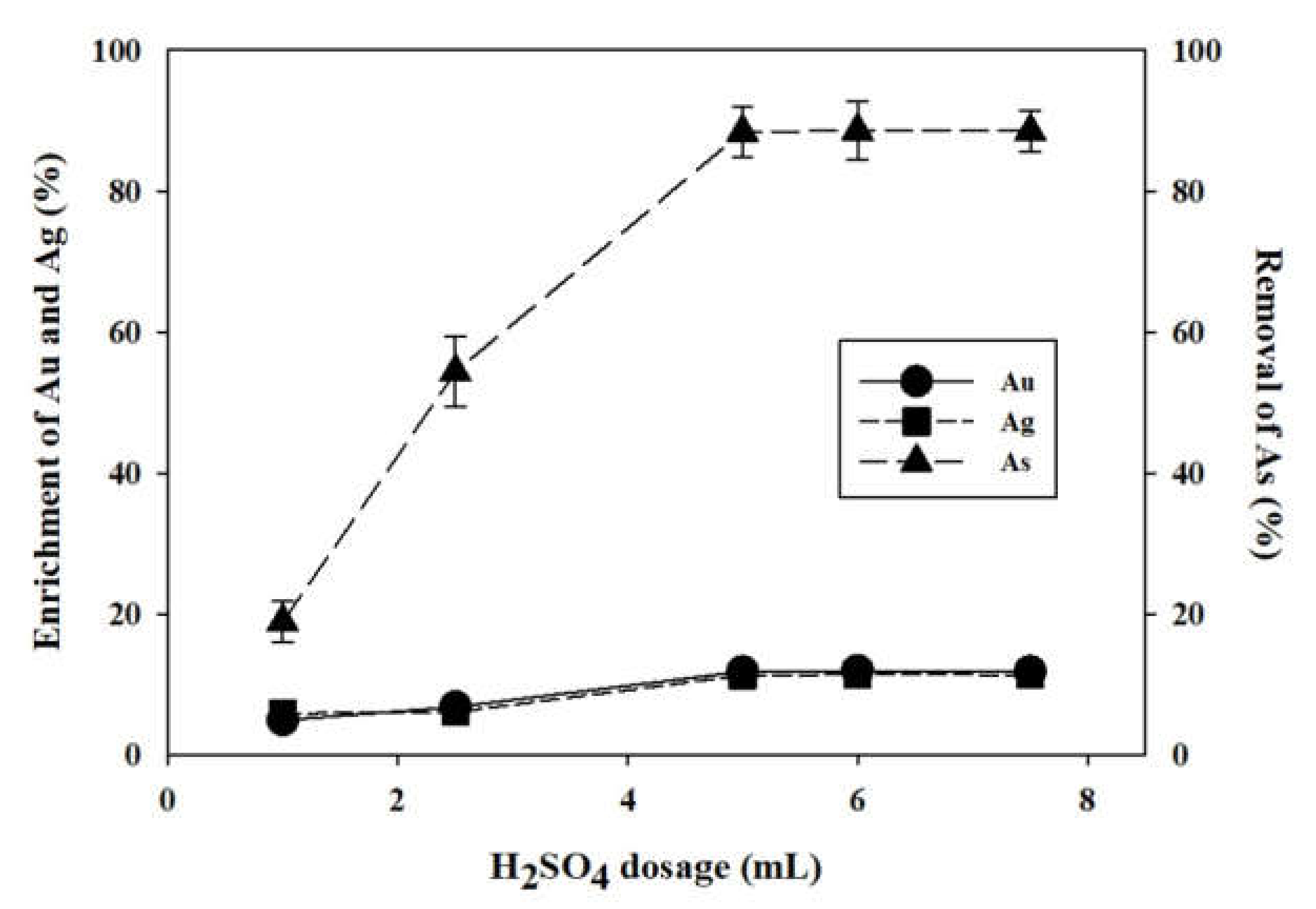
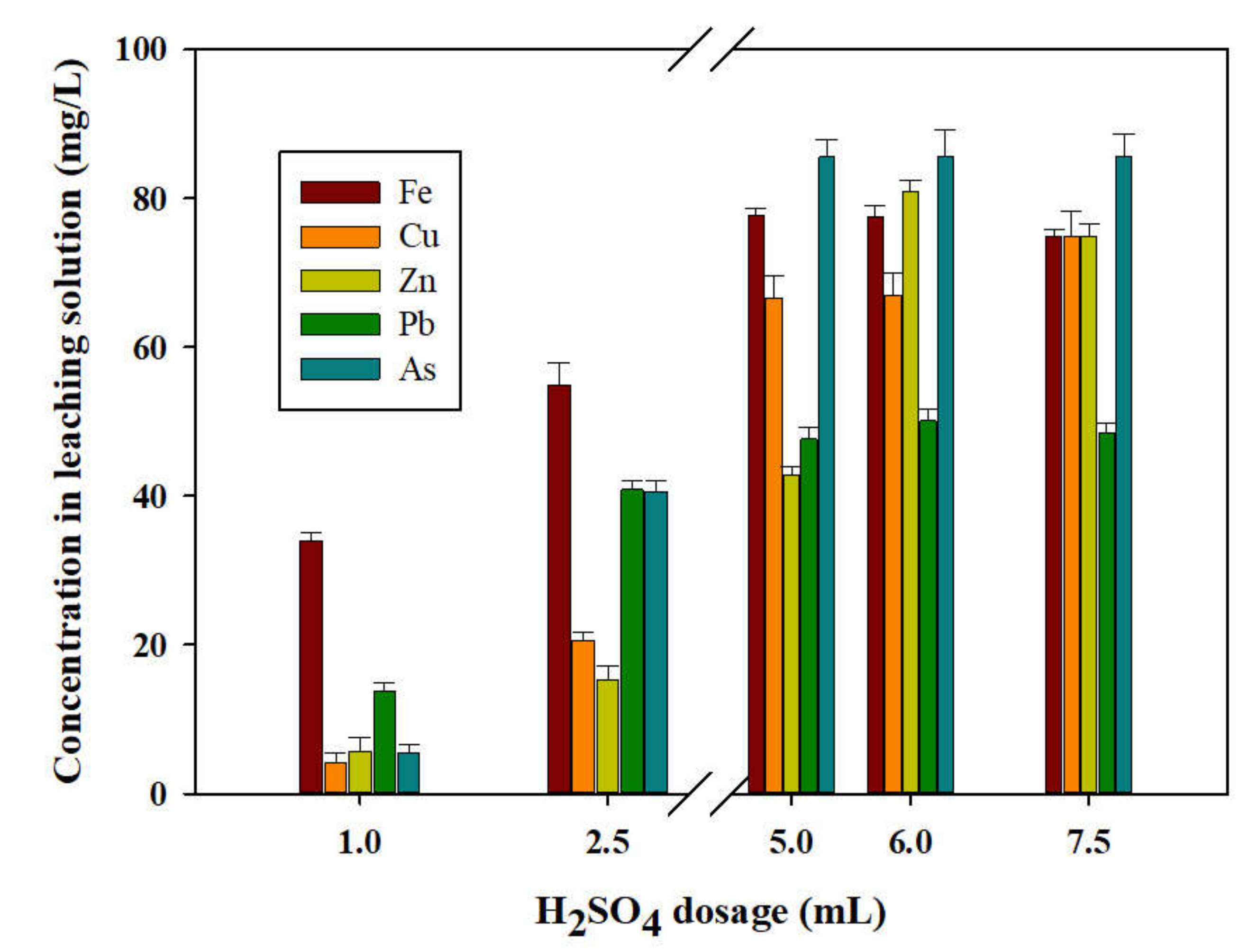
3.3.1. H2SO4 Dosage in Acid Baking
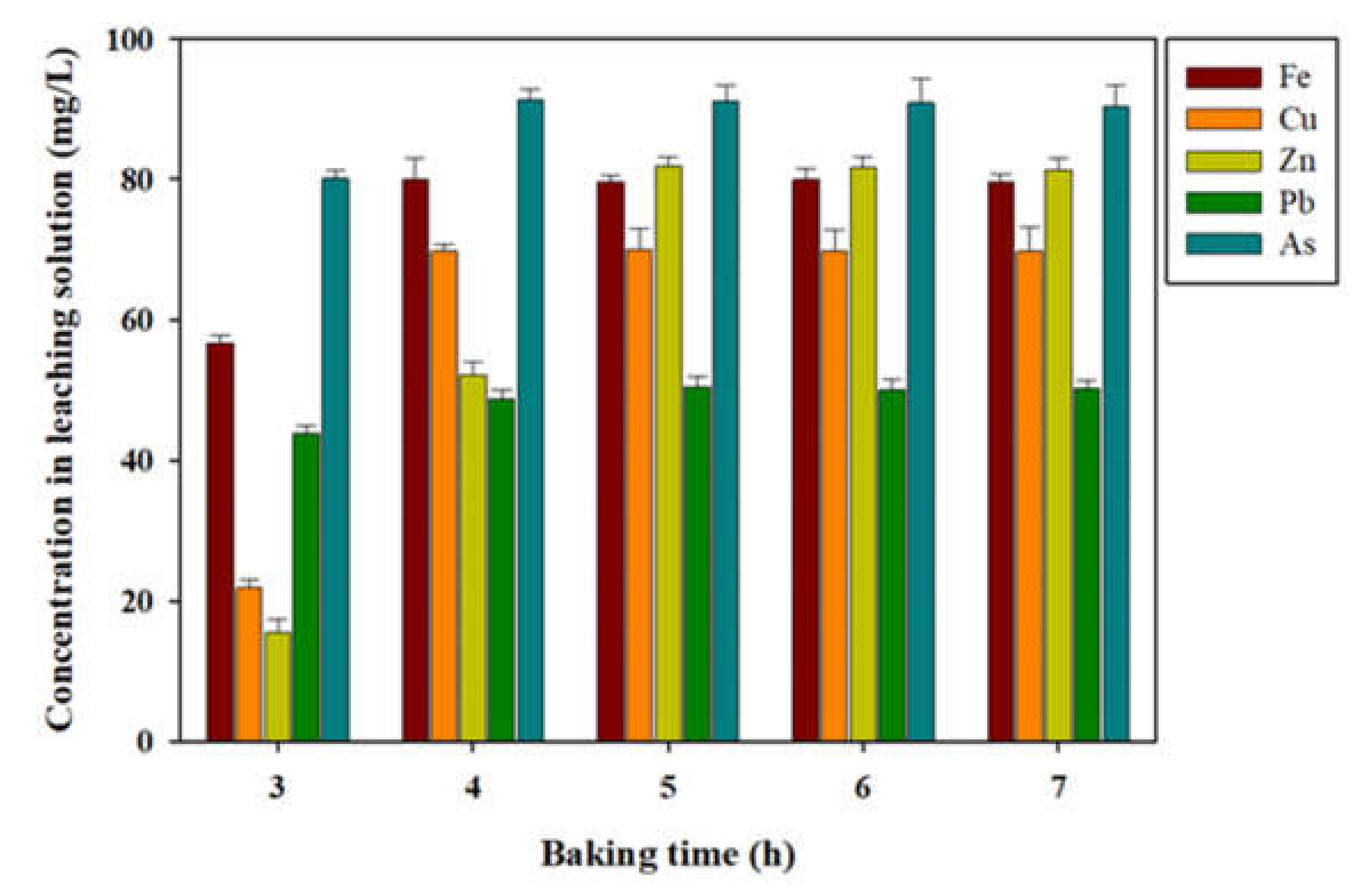
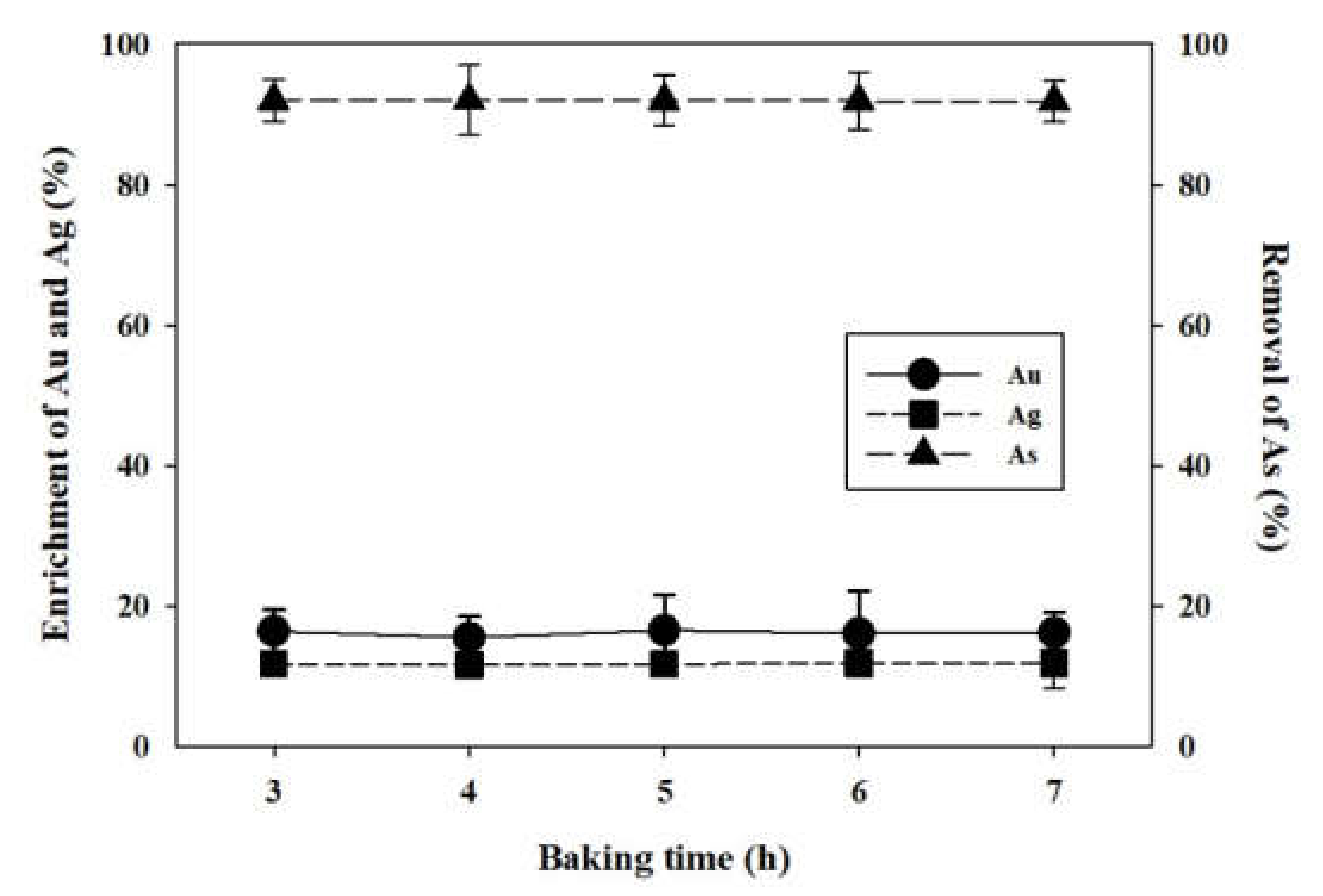
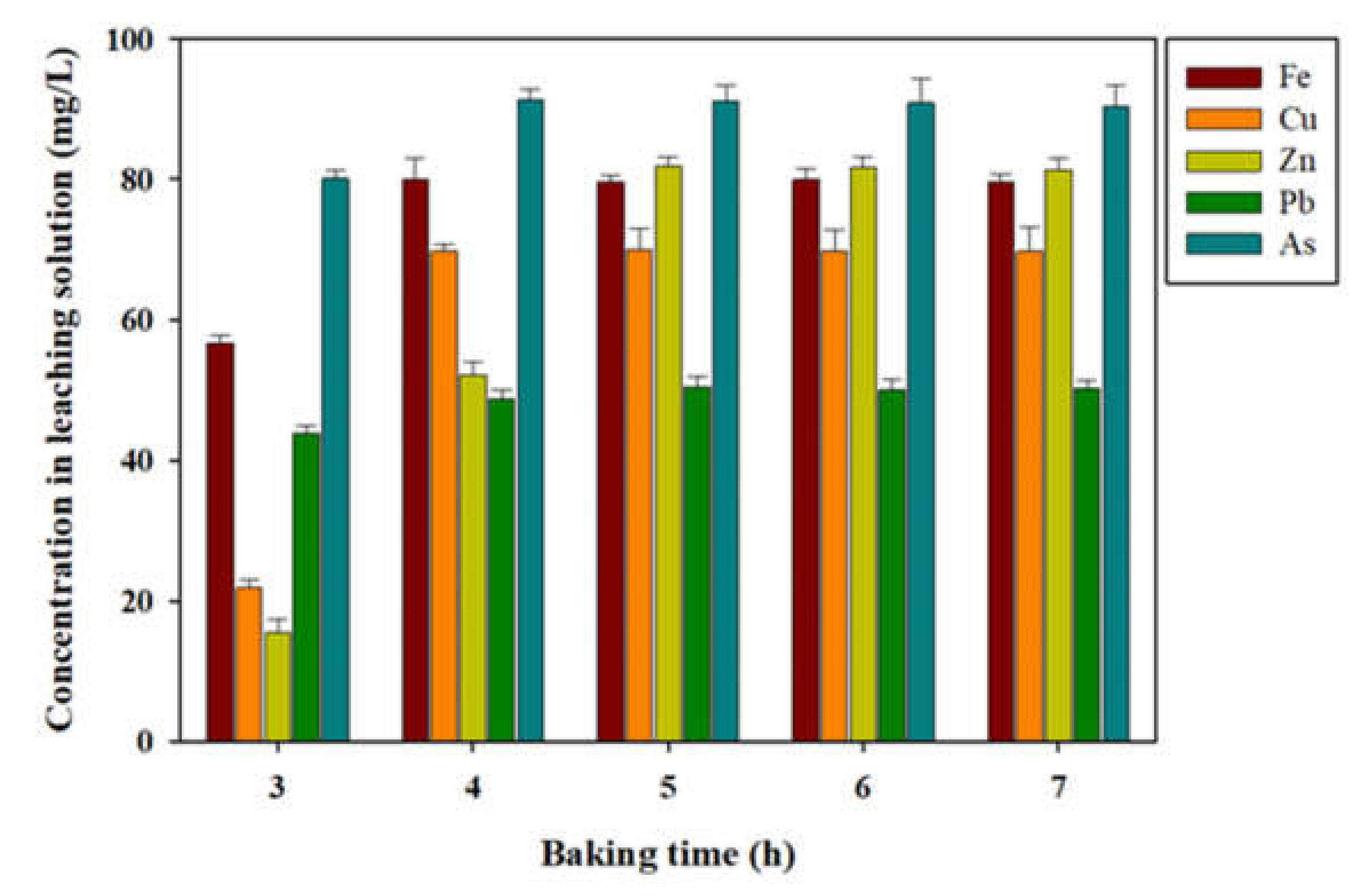
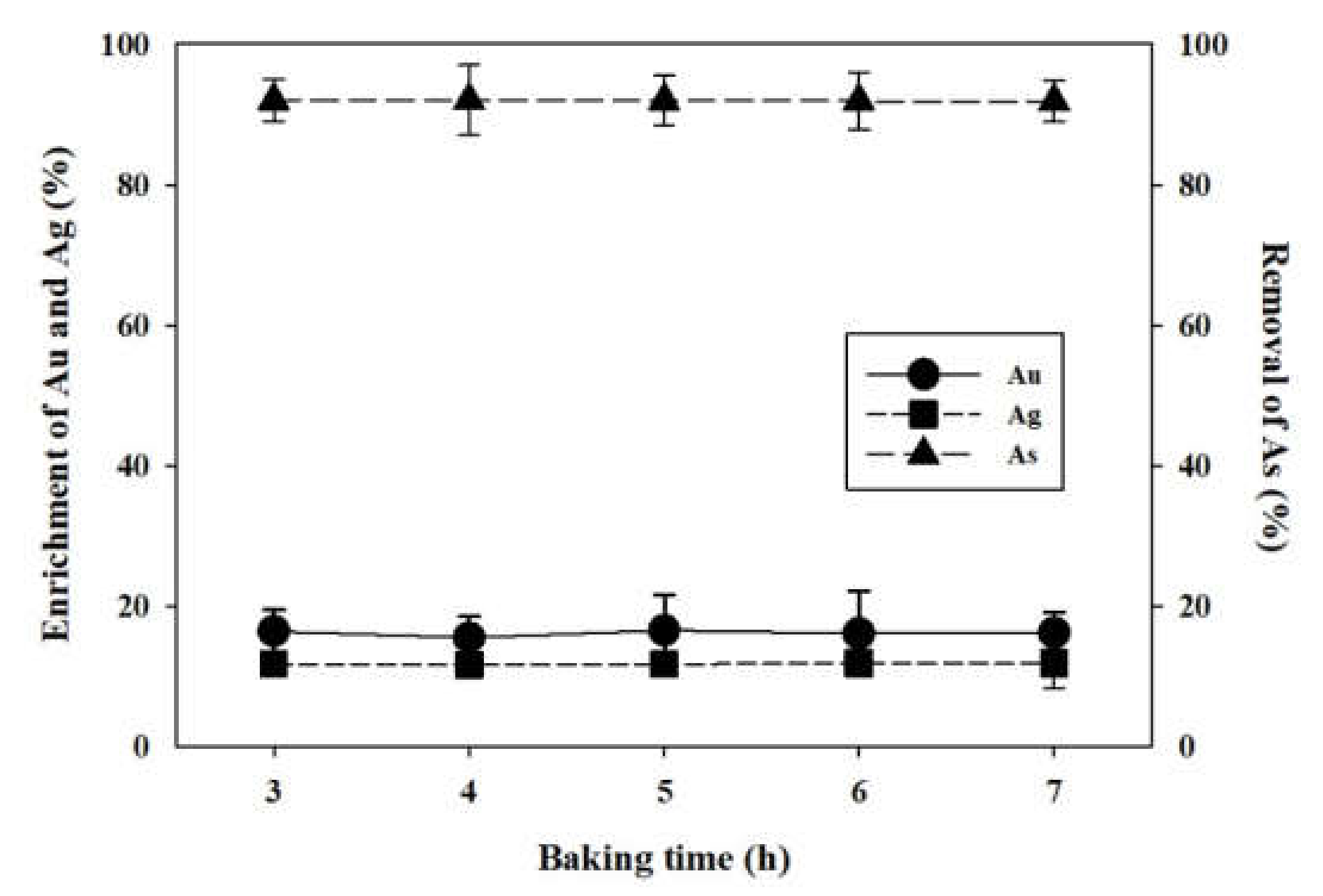
3.3.2. Time for Acid Baking
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Maddox, L.; Bancroft, G.M.; Scaini, M.; Lorimer, J. Invisible gold: Comparison of Au deposition on pyrite and arsenopyrite. Am. Mineral. 1998, 83, 1240–1245. [Google Scholar] [CrossRef]
- Thomas, K.; Cole, A. Roasting developments–especially oxygenated roasting. In Gold Ore Processing; Elsevier: Amsterdam, The Netherlands, 2016; pp. 373–392. [Google Scholar]
- Dunn, J.; Mackey, L. The measurement of ignition temperatures and extents of reaction on iron and iron-nickel sulfides. J. Therm. Anal. Calorim. 1991, 37, 2143–2164. [Google Scholar] [CrossRef]
- De Michelis, I.; Olivieri, A.; Ubaldini, S.; Ferella, F.; Beolchini, F.; Vegliò, F. Roasting and chlorine leaching of gold-bearing refractory concentrate: Experimental and process analysis. Int. J. Min. Sci. Technol. 2013, 23, 709–715. [Google Scholar] [CrossRef]
- Aylmore, M.; de Klerk, L. Conditions and design considerations for maximising recoverable gold in roasting of refractory gold ores. In Proceedings of the World Gold Conference, Brisbane, Australia, 26–29 September 2013; pp. 26–29. [Google Scholar]
- Vian, A.; Iriate, C.; Romero, A. Fluidized Roasting of Arsenopyrites. Theory of the Mechanism of the Dearsenification Process. Ind. Eng. Chem. Process. Des. Dev. 1963, 2, 214–223. [Google Scholar] [CrossRef]
- Dunn, J.; Chamberlain, A. The recovery of gold from refractory arsenopyrite concentrates by pyrolysis-oxidation. Miner. Eng. 1997, 10, 919–928. [Google Scholar] [CrossRef]
- Alp, İ.; Celep, O.; Deveci, H. Alkaline sulfide pretreatment of an antimonial refractory Au-Ag ore for improved cyanidation. JOM 2010, 62, 41–44. [Google Scholar] [CrossRef]
- Awe, S.A.; Sundkvist, J.-E.; Bolin, N.-J.; Sandström, Å. Process flowsheet development for recovering antimony from Sb-bearing copper concentrates. Miner. Eng. 2013, 49, 45–53. [Google Scholar] [CrossRef]
- Celep, O.; Alp, İ.; Deveci, H. Improved gold and silver extraction from a refractory antimony ore by pretreatment with alkaline sulphide leach. Hydrometallurgy 2011, 105, 234–239. [Google Scholar] [CrossRef]
- Fornasiero, D.; Fullston, D.; Li, C.; Ralston, J. Separation of enargite and tennantite from non-arsenic copper sulfide minerals by selective oxidation or dissolution. Int. J. Miner. Process. 2001, 61, 109–119. [Google Scholar] [CrossRef]
- Agrawal, S.; Dhawan, N.J.H. Microwave acid baking of red mud for extraction of titanium and scandium values. Hydrometallurgy 2021, 204, 105704. [Google Scholar] [CrossRef]
- Kim, R.; Cho, H.; Jeong, J.; Kim, J.; Lee, S.; Chung, K.W.; Yoon, H.-S.; Kim, C.-J.J.M. Effect of sulfuric acid baking and caustic digestion on enhancing the recovery of rare earth elements from a refractory ore. Minerals 2020, 10, 532. [Google Scholar] [CrossRef]
- Guo, X.; Li, D.; Park, K.-H.; Tian, Q.; Wu, Z. Leaching behavior of metals from a limonitic nickel laterite using a sulfation–roasting–leaching process. Hydrometallurgy 2009, 99, 144–150. [Google Scholar] [CrossRef]
- Du, B.; Yu, Z.; Tian, Y.; Ma, X. Effects of baking soda on Co-hydrothermal carbonization of sewage sludge and Chlorella vulgaris: Improved the environmental friendliness of hydrochar incineration process. J. Environ. Chem. Eng. 2021, 9, 106404. [Google Scholar] [CrossRef]
- Liu, X.-W.; Feng, Y.-L.; Li, H.-R.; Yang, Z.-C.; Cai, Z.-L. Recovery of valuable metals from a low-grade nickel ore using an ammonium sulfate roasting-leaching process. Int. J. Miner. Metall. Mater. 2012, 19, 377–383. [Google Scholar] [CrossRef]
- Parhi, P.; Sethy, T.; Rout, P.; Sarangi, K. Selective dissolution of copper from copper-chromium spent catalyst by baking–leaching process. J. Ind. Eng. Chem. 2015, 21, 604–609. [Google Scholar] [CrossRef]
- Safarzadeh, M.S.; Miller, J.D. Reaction of enargite (Cu3AsS4) in hot concentrated sulfuric acid under an inert atmosphere. Part I: Enargite concentrate. Int. J. Miner. Process. 2014, 128, 68–78. [Google Scholar] [CrossRef]
- Safarzadeh, M.S.; Miller, J.D. Reaction of enargite (Cu3AsS4) in hot concentrated sulfuric acid under an inert atmosphere. Part II: High-quality enargite. Int. J. Miner. Process. 2014, 128, 79–85. [Google Scholar] [CrossRef]
- Safarzadeh, M.S.; Miller, J.D. Reaction of enargite (Cu3AsS4) in hot concentrated sulfuric acid under an inert atmosphere. Part III: Reaction stoichiometry and kinetics. Int. J. Miner. Process. 2014, 130, 56–65. [Google Scholar] [CrossRef]
- Safarzadeh, M.S.; Moats, M.S.; Miller, J.D. Acid bake-leach process for the treatment of enargite concentrates. Hydrometallurgy 2012, 119, 30–39. [Google Scholar] [CrossRef]
- Zhang, X.; Qin, Z.; Aldahri, T.; Rohani, S.; Ren, S.; Liu, W.J.H. Separation and recovery of cesium sulfate from the leach solution obtained in the sulfuric acid baking process of lepidolite concentrate. Hydrometallurgy 2021, 199, 105537. [Google Scholar] [CrossRef]
- Zhang, X.; Tan, X.; Li, C.; Yi, Y.; Liu, W.; Zhang, L.J.H. Energy-efficient and simultaneous extraction of lithium, rubidium and cesium from lepidolite concentrate via sulfuric acid baking and water leaching. Hydrometallurgy 2019, 185, 244–249. [Google Scholar] [CrossRef]
- Spedden, H.; Prater, J.; Queneau, P.; Foster, G.; Pickles, W. Acid bake-leach-flotation treatment of offgrade molybdenite. Metall. Mater. Trans. B 1971, 2, 3115–3122. [Google Scholar] [CrossRef]
- Lehmann, M.; O’leary, S.; Dunn, J. An evaluation of pretreatments to increase gold recovery from a refractory ore containing arsenopyrite and pyrrhotite. Miner. Eng. 2000, 13, 1–18. [Google Scholar] [CrossRef]
- Anawati, J.; Azimi, G.J.W.M. Recovery of scandium from Canadian bauxite residue utilizing acid baking followed by water leaching. Waste Manag. 2019, 95, 549–559. [Google Scholar] [CrossRef]
- Aylmore, M.G. Treatment of a refractory gold—Copper sulfide concentrate by copper ammoniacal thiosulfate leaching. Miner. Eng. 2001, 14, 615–637. [Google Scholar] [CrossRef]
- Hung, N.T.; Thuan, L.B.; Thanh, T.C.; Watanabe, M.; Nhuan, H.; Van Khoai, D.; Thuy, N.T.; Van Tung, N.; Aoyagi, N.; Tra, D.T.T.J.H. Optimization of sulfuric acid leaching of a Vietnamese rare earth concentrate. Miner. Eng. 2020, 191, 105195. [Google Scholar] [CrossRef]
- Dunn, J.; Ibrado, A.; Graham, J. Pyrolysis of arsenopyrite for gold recovery by cyanidation. Miner. Eng. 1995, 8, 459–471. [Google Scholar] [CrossRef]
- Paktunc, D.; Kingston, D.; Pratt, A.; McMullen, J. Distribution of gold in pyrite and in products of its transformation resulting from roasting of refractory gold ore. Can. Mineral. 2006, 44, 213–227. [Google Scholar] [CrossRef]
- Nan, X.-y.; Cai, X.; Kong, J. Pretreatment process on refractory gold ores with As. ISIJ Int. 2014, 54, 543–547. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Mulligan, C.N. Occurrence of arsenic contamination in Canada: Sources, behavior and distribution. Sci. Total. Environ. 2006, 366, 701–721. [Google Scholar] [CrossRef]
- Omran, M.; Fabritius, T.; Elmahdy, A.M.; Abdel-Khalek, N.A.; El-Aref, M.; Elmanawi, A.E.-H. Effect of microwave pre-treatment on the magnetic properties of iron ore and its implications on magnetic separation. Sep. Purif. Technol. 2014, 136, 223–232. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | As | Cu | Fe | Zn | Pb | Bi | Au | Ag |
|---|---|---|---|---|---|---|---|---|
| Concentrate | 2456.1 | 1899.4 | 86,793.1 | 2709.6 | 621.3 | 140.1 | 130.2 | 986.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, B.; Park, C.; Cho, K.; Kim, J.; Choi, N.; Lee, S. Sulfuric Acid Baking—Water Leaching for Gold Enrichment and Arsenic Removal from Gold Concentrate. Minerals 2021, 11, 1332. https://doi.org/10.3390/min11121332
Kim B, Park C, Cho K, Kim J, Choi N, Lee S. Sulfuric Acid Baking—Water Leaching for Gold Enrichment and Arsenic Removal from Gold Concentrate. Minerals. 2021; 11(12):1332. https://doi.org/10.3390/min11121332
Chicago/Turabian StyleKim, Bongju, Chulhyun Park, Kanghee Cho, Jaehyun Kim, Nagchoul Choi, and Soonjae Lee. 2021. "Sulfuric Acid Baking—Water Leaching for Gold Enrichment and Arsenic Removal from Gold Concentrate" Minerals 11, no. 12: 1332. https://doi.org/10.3390/min11121332
APA StyleKim, B., Park, C., Cho, K., Kim, J., Choi, N., & Lee, S. (2021). Sulfuric Acid Baking—Water Leaching for Gold Enrichment and Arsenic Removal from Gold Concentrate. Minerals, 11(12), 1332. https://doi.org/10.3390/min11121332