

Pyrolysis of Tyre Waste in a Fixed-Bed Reactor




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Materials Characterization
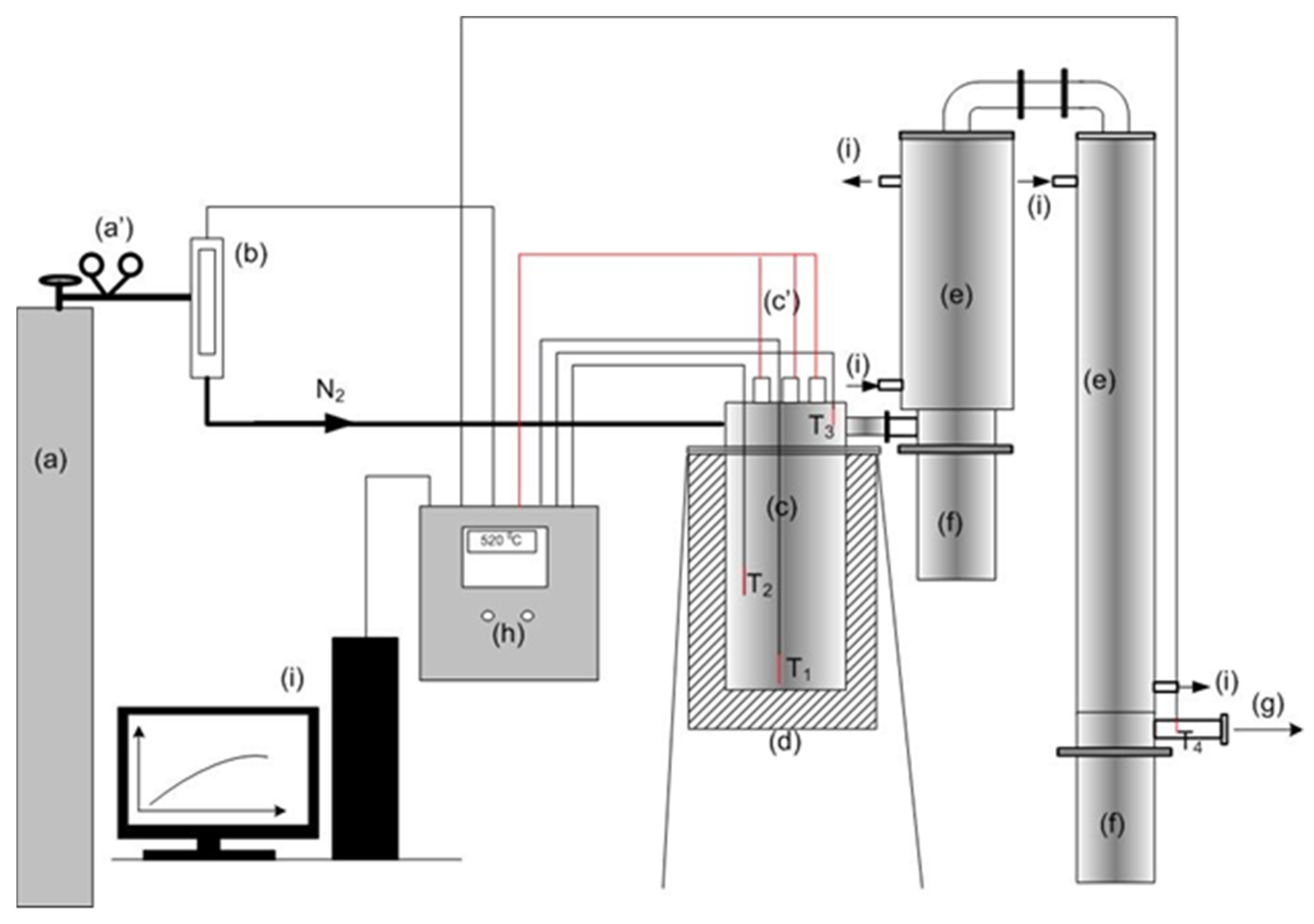
2.2. Reactor Setup
3. Results
3.1. Effect of Temperature on Tyre Pyrolysis
3.2. Effect of Inert Gas Flow on Tyre Pyrolysis
3.3. Calorimetry, Chemical and Proximate Analysis
3.4. Proximate Analysis of Pyrolysis Char
4. Discussion
5. Conclusions
- Research on the influence of process parameters on the maximum pyrolysis oil yield during the pyrolysis of tyres in a fixed-bed reactor shows that the optimal conditions are as follows: a reaction time of 120 min, reactor temperature of 450 °C, inert gas flow of 100 mL/min, with an installed heating power of 1000 W and a heating rate of 14 °C/min. This demonstrated the possibility of choosing a lower optimal temperature than in previous similar studies.
- This study demonstrates that selecting a minimum carrier gas flow rate of 100 mL/min is sufficient just to maintain the inert atmosphere and support the steam flow from the reactor.
- Under optimal conditions, pyrolysis of tyre waste gives a product composed of: 43.63% m/m of pyrolysis oil, 13.61% m/m gas and 42.76% m/m solid residue. The total conversion was 57.24%.
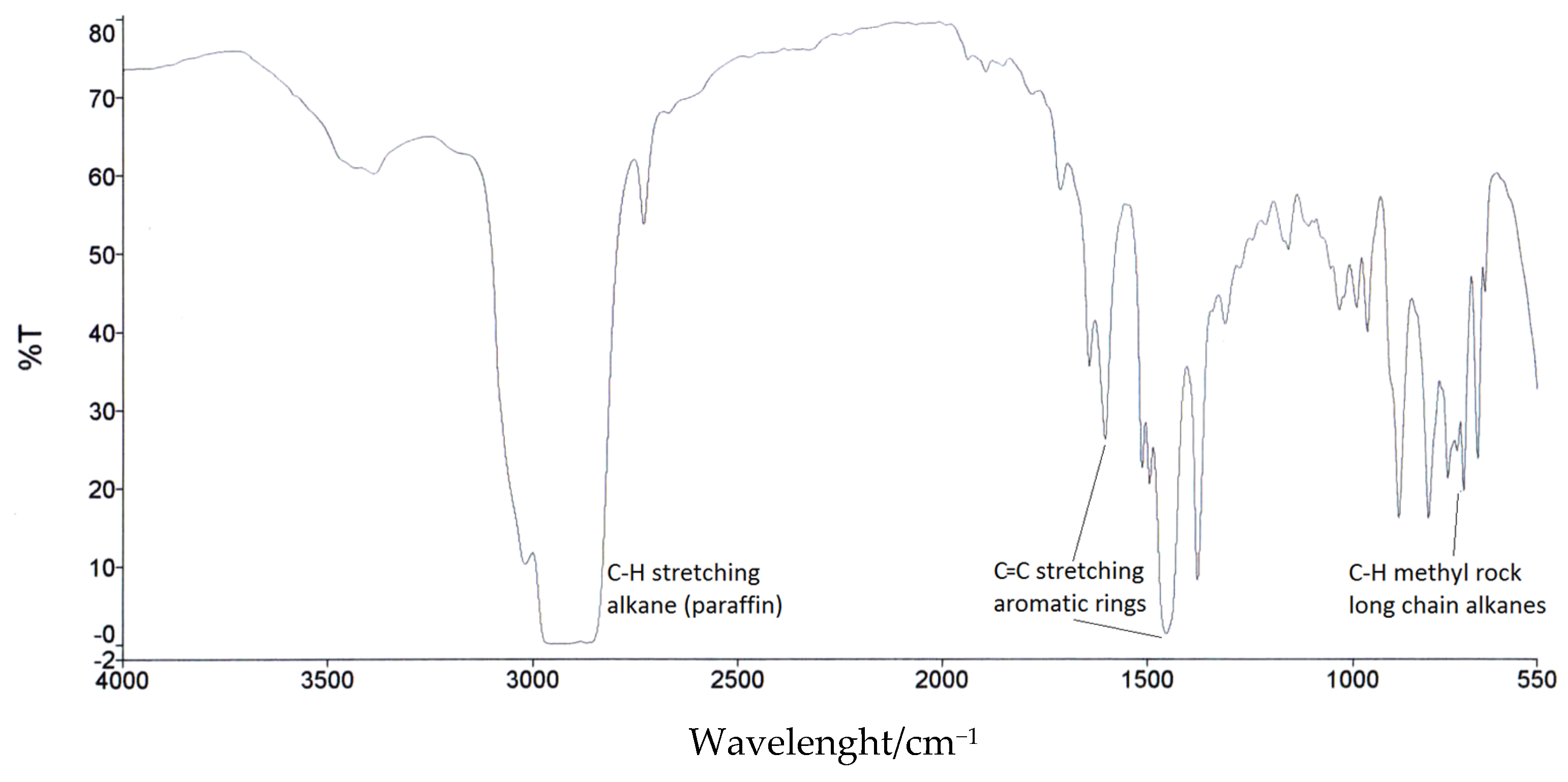
- The oil obtained from waste tyres is the most suitable for energy use, due to its high heating value (42 MJ/kg). This is close to the heating value of high-quality coals (43 MJ/kg) and the heating value of oil (44 MJ/kg). The results of FTIR analysis of the pyrolysis oil show the following content in mass percentages: aromatic compounds 32.59%, paraffins 51.06% and naphthenes 16.35%.
- The low sulfur content (0.407%) in the obtained pyrolysis oil also indicates its potential use as an energy source. The prescribed value of sulfur content in heating oil is 1% m/m, for four types of liquid petroleum fuels (light special LS, light L, medium LUS and heavy oil LUT).
- Pyrolysis char or carbon black obtained from the pyrolysis of tyre waste also has a high calorific value (31 MJ/kg), and can be used as a solid fuel as well as an adsorbent, catalyst or catalyst carrier after the activation process. Considering the increase in ash content of 12.11 wt% due to the presence of trace metal particles, an additional step for their separation must be considered before its further use as a raw material.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- How Many Cars Are There in the World? PD Insurance Blog. 2022. Available online: https://www.pd.com.au/blogs/how-many-cars-in-the-world/ (accessed on 5 October 2023).
- Valentini, F.; Pegoretti, A. End-of-life options of tyres. A review. Adv. Ind. Eng. Polym. Res. 2022, 5, 203–213. [Google Scholar] [CrossRef]
- Radley-Gardner, O.; Beale, H.; Zimmermann, R. (Eds.) Fundamental Texts On European Private Law; Hart Publishing Ltd.: Oxford, UK, 2016; ISBN 978-1-78225-867-4. [Google Scholar]
- Gao, N.; Wang, F.; Quan, C.; Santamaria, L.; Lopez, G.; Williams, P.T. Tire pyrolysis char: Processes, properties, upgrading and applications. Prog. Energy Combust. Sci. 2022, 93, 101022. [Google Scholar] [CrossRef]
- Han, W.; Han, D.; Chen, H. Pyrolysis of Waste Tires: A Review. Polymers 2023, 15, 1604. [Google Scholar] [CrossRef]
- Papuga, S.; Djurdjevic, M.; Ciccioli, A.; Vecchio Ciprioti, S. Catalytic Pyrolysis of Plastic Waste and Molecular Symmetry Effects: A Review. Symmetry 2023, 15, 38. [Google Scholar] [CrossRef]
- Cafiero, L.; Castoldi, E.; Tuffi, R.; Vecchio Ciprioti, S. Identification and characterization of plastics from small appliances and kinetic analysis of their thermally activated pyrolysis. Polym. Degrad. Stab. 2014, 109, 307–318. [Google Scholar] [CrossRef]
- Vouvoudi, E.C.; Achilias, D.S. Pyrolytic degradation of common polymers present in packaging materials. J. Therm. Anal. Calorim. 2019, 138, 2683–2689. [Google Scholar] [CrossRef]
- Vouvoudi, E.C.; Achilias, D.S. Polymer packaging waste recycling: Study of the pyrolysis of two blends via TGA. J. Therm. Anal. Calorim. 2020, 142, 1891–1895. [Google Scholar] [CrossRef]
- Tuffi, R.; D’Abramo, S.; Cafiero, L.M.; Trinca, E.; Vecchio Ciprioti, S. Thermal behavior and pyrolytic degradation kinetics of polymeric mixtures from waste packaging plastics. Express Polym. Lett. 2018, 12, 82–99. [Google Scholar] [CrossRef]
- Esposito, L.; Cafiero, L.; De Angelis, D.; Tuffi, R.; Vecchio Ciprioti, S. Valorization of the plastic residue from a WEEE treatment plant by pyrolysis. Waste Manag. 2020, 112, 1–10. [Google Scholar] [CrossRef]
- Mavukwana, A.; Sempuga, C. Recent developemnts in waste tyre pyrolysis and gasification processes. Chem. Eng. Comm. 2022, 209, 485–511. [Google Scholar] [CrossRef]
- Hoang, A.T.; Nguyen, T.H.; Nguyen, H.P. Scrap tire pyrolysis as a potential strategy for waste management pathway: A review. In Energy Sources, Part A: Recovery, Utilization, and Environmental Effects; Taylor and Francis, Ltd.: London, UK, 2020; pp. 1–18. [Google Scholar] [CrossRef]
- Juma, M.; Kore, Z. Pyrolysis and combustion of scrap tire. Pet. Coal. 2006, 48, 15–26. [Google Scholar]
- Cunliffe, A.M.; Williams, P.T. Composition of oils derived from the batch pyrolysis of tyres. J. Anal. Appl. Pyrolysis 1998, 44, 131–152. [Google Scholar] [CrossRef]
- Kaminsky, W. Recycling of polymers by pyrolysis. J. Phys. IV 1993, 3, C7-1543–C7-1552. [Google Scholar] [CrossRef]
- Cheung, K.Y.; Lee, K.L.; Lam, K.L.; Lee, C.W.; Hui, C.W. Integrated kinetics and heat flow modelling to optimise waste tyre pyrolysis at different heating rates. Fuel Process Technol. 2011, 92, 856–863. [Google Scholar] [CrossRef]
- Quek, A.; Balasubramanian, R. Liquefaction of waste tires by pyrolysis for oil and chemicals—A review. J. Anal. Appl. Pyrolysis 2013, 101, 1–16. [Google Scholar] [CrossRef]
- Luo, W.; Wan, J.; Fan, Z.; Hu, Q.; Zhou, N.; Xia, M.; Song, M.; Qi, Z.; Zhou, Z. In-situ catalytic pyrolysis of waste tires over clays for high quality pyrolysis products. Int. J. Hydrog. Energy 2021, 46, 6937–6944. [Google Scholar] [CrossRef]
- Lee, J.M.; Lee, J.S.; Kim, J.R.; Kim, S.D. Pyrolysis of waste tires with partial oxidation in a fluidized-bed reactor. Energy 1995, 20, 969–976. [Google Scholar] [CrossRef]
- Dai, X.; Yin, X.; Wu, C.; Zhang, W.; Chen, Y. Pyrolysis of waste tires in a circulating fluidized-bed reactor. Energy 2001, 26, 385–399. [Google Scholar] [CrossRef]
- Chen, G.; Sun, B.; Li, J.; Lin, F.; Xiang, L.; Yan, B. Products distribution and pollutants releasing characteristics during pyrolysis of waste tires under different thermal process. J. Hazard. Mater. 2022, 424, 127351. [Google Scholar] [CrossRef]
- Nkosi, N.; Muzenda, E. A Review and Discussion of Waste Tyre Pyrolysis and Derived Products. In Proceedings of the World Congress on Engineering, London, UK, 2–4 July 2014. [Google Scholar]
- Yaqoob, H.; Teoh, Y.H.; Sher, F.; Jamil, M.A.; Murtaza, D.; Al Qubeissi, M.; Ui Hassan, M.; Mutjaba, M.A. Current Status and Potential of Tire Pyrolysis Oil Production as an Alternative Fuel in Developing Countries. Sustainability 2021, 13, 3214. [Google Scholar] [CrossRef]
- Williams, P.T. Pyrolysis of waste tyres: A review. Waste Manag. 2013, 33, 1714–1728. [Google Scholar] [CrossRef] [PubMed]
- Mello, M.; Rutto, H.; Seodigeng, T. Waste tire pyrolysis and desulfurization of tire pyrolytic oil (TPO)—A review. J. Air Waste Manag. Assoc. 2023, 73, 159–177. [Google Scholar] [CrossRef] [PubMed]
- Afash, H.; Ozarisoy, B.; Altan, H.; Budayan, C. Recycling of Tire Waste Using Pyrolysis: An Environmental Perspective. Sustainability 2023, 15, 14178. [Google Scholar] [CrossRef]
- Hita, I.; Arabiourrutia, M.; Olazar, M.; Bilbao, J.; Arandes, J.M.; Castaño, P. Opportunities and barriers for producing high quality fuels from the pyrolysis of scrap tires. Renew. Sustain. Energy Rev. 2016, 56, 745–759. [Google Scholar] [CrossRef]
- Charitopoulou, M.A.; Stefanidis, S.D.; Lappas, A.A.; Achilias, D.S. Catalytic pyrolysis of polymers with brominated flame-retardants originating in waste electric and electronic equipment (WEEE) using various catalysts. Sustain. Chem. Pharm. 2022, 26, 100612. [Google Scholar] [CrossRef]
- Tomic, T.; Kremer, I.; Vecchio Ciprioti, S.; Schneider, D.R. Efficiency of municipal packaging waste recovery chain and suitability of separated residual waste fractions for use in alternative fuels production. J. Environ. Manag. 2022, 322, 116056. [Google Scholar] [CrossRef]
- Kremer, I.; Tomić, T.; Katančić, Z.; Hrnjak-Murgić, Z.; Erceg, M.; Vecchio Ciprioti, S.; Schneider, D.R. Effect of Zeolite Catalyst on the Pyrolysis Kinetics of Multi-Layered Plastic Food Packaging. Symmetry 2022, 14, 1362. [Google Scholar] [CrossRef]
- Czarna-Juszkiewicz, D.; Kunecki, P.; Cader, J.; Wdowin, M. Review in Waste Tire Management—Potential Applications in Mitigating Environmental Pollution. Materials 2023, 16, 5771. [Google Scholar] [CrossRef]
- Rahman, M.d.M.; Yu, Y.; Wu, H. Valorisation of waste tyre via pyrolysis: Advances and Perspectives. Energy Fuels 2022, 36, 12429–12477. [Google Scholar] [CrossRef]
- United States Environmental Protection Agency: Scarp Tire Cleanup Guidebook: A Resource for Solid Waste Managers Across the United States. Available online: https://nepis.epa.gov/Exe/ZyNET.exe/P100DCR8.TXT?ZyActionD=ZyDocument&Client=EPA&Index=2006+Thru+2010&Docs=&Query=&Time=&EndTime=&SearchMethod=1&TocRestrict=n&Toc=&TocEntry=&QField=&QFieldYear=&QFieldMonth=&QFieldDay=&IntQFieldOp=0&ExtQFieldOp=0&XmlQuery=&File=D%3A%5Czyfiles%5CIndex%20Data%5C06thru10%5CTxt%5C00000031%5CP100DCR8.txt&User=ANONYMOUS&Password=anonymous&SortMethod=h%7C&MaximumDocuments=1&FuzzyDegree=0&ImageQuality=r75g8/r75g8/x150y150g16/i425&Display=hpfr&DefSeekPage=x&SearchBack=ZyActionL&Back=ZyActionS&BackDesc=Results%20page&MaximumPages=1&ZyEntry=1&SeekPage=x&ZyPURL (accessed on 3 September 2023).
- Cheung, K.Y.; Lee, K.L.; Lam, K.L.; Chan, T.Y.; Lee, C.W.; Hui, C.W. Operation strategy for multi-stage pyrolysis. J. Anal. Appl. Pyrolysis 2011, 91, 165–182. [Google Scholar] [CrossRef]
- Abdallah, R.; Juaidi, A.; Assad, M.; Salameh, T.; Manzano-Agugliaro, F. Energy Recovery from Waste Tires Using Pyrolysis: Palestine as Case of Study. Energy 2020, 13, 1817. [Google Scholar] [CrossRef]
- Jasminská, N.; Brestovič, T.; Čarnogurská, M. The effect of temperature pyrolysis process of used tires on the quality of output products. Acta Mech. Autom. 2013, 7, 20–25. [Google Scholar] [CrossRef][Green Version]
- Tripathi, D.; Sharma, R.K. (Eds.) Energy Systems and Nanotechnology. In Advances in Sustainability Science and Technology; Springer Nature Singapore Pte Ltd.: Singapore, 2021; ISBN 978-981-16-1256-5. [Google Scholar]
- Sathiskumar, C.; Karthikeyan, S. Recycling of waste tires and its energy storage application of by-products—A review. Sust. Mat. Technol. 2019, 22, e00125. [Google Scholar] [CrossRef]
- Martinez, J.D.; Puy, N.; Murillo, R.; Garcia, T.; Navarro, M.V.; Mastral, A.M. Waste tyre pyrolysis—A review. Renew. Sustain. Energy Rev. 2013, 23, 179–213. [Google Scholar] [CrossRef]
- Toteva, V.; Stanulov, K. Waste tires pyrolysis oil as a source of energy: Methods for refining. Prog. Rubber Plast. Recycl. Technol. 2019, 36, 143–158. [Google Scholar] [CrossRef]
- Arya, S.; Sharma, A.; Rawat, M.; Agrawal, A. Tyre pyrolysis oil as an alternative fuel: A review. Mater. Today Proc. 2020, 28, 2481–2484. [Google Scholar] [CrossRef]
- Kuśmierek, K.; Świątkowski, A.; Kotkowski, T.; Cherbański, R.; Molga, E. Adsorption on activated carbons from end-of-life tyre pyrolysis for environmental applications. Part I. preparation of adsorbent and adsorption from gas phase. J. Anal. Appl. Pyrolysis 2021, 157, 105205. [Google Scholar] [CrossRef]
- Lee, S.M.; Lee, S.H.; Roh, J.S. Analysis of Activation Process of Carbon Black Based on Structural Parameters Obtained by XRD Analysis. Crystals 2021, 11, 153. [Google Scholar] [CrossRef]
- Jones, I.; Preciado-Hernandez, J.; Zhu, M.; Zhang, J.; Zhang, Z.; Zhang, D. Utilisation of spent tyre pyrolysis char as activated carbon feedstock: The role, transformation and fate of Zn. Waste Manag. 2021, 126, 549–558. [Google Scholar] [CrossRef]
- Mikulova, Z.; Sedenkova, I.; Matejova, L.; Večeř, M.; Dombek, V. Study of carbon black obtained by pyrolysis of waste scrap tyres. J. Therm. Anal. Calorim. 2013, 111, 1475–1481. [Google Scholar] [CrossRef]
- Shah, J.; Jan, M.R.; Mabood, F.; Shahid, M. Conversion of Waste Tyres into Carbon Black and Their Utilization as Adsorbent. J. Chin. Chem. Soc. 2006, 53, 1085–1089. [Google Scholar] [CrossRef]
- Matandabuzo, M.; Dovorogwa, D. Activated Carbons from Waste Tyre Pyrolysis: Application. In Recent Perspectives in Pyrolysis Research; Bartoli, M., Giorcelli, M., Eds.; IntechOpen: London, UK, 2022; Available online: https://www.intechopen.com/chapters/80798 (accessed on 21 September 2023).
- Muttil, N.; Jagadeesan, S.; Chanda, A.; Duke, M.; Singh, S.K. Production, Types, and Applications of Activated Carbon Derived from Waste Tyres: An Overview. Appl. Sci. 2022, 13, 257. [Google Scholar] [CrossRef]
- De Marco Rodriguez, I.; Laresgoiti, M.F.; Cabrero, M.A.; Torres, A.; Chomón, M.J.; Caballero, B. Pyrolysis of scrap tyres. Fuel Process Technol. 2001, 72, 9–22. [Google Scholar] [CrossRef]
- Roy, C.; Labrecque, B.; De Caumia, B. Recycling of scrap tires to oil and carbon black by vacuum pyrolysis. Resour. Conserv. Recycl. 1990, 4, 203–213. [Google Scholar] [CrossRef]
- Choi, G.G.; Oh, S.J.; Kim, J.S. Non-catalytic pyrolysis of scrap tires using a newly developed two-stage pyrolyzer for the production of a pyrolysis oil with a low sulfur content. Appl. Energy 2016, 170, 140–147. [Google Scholar] [CrossRef]
- Laresgoiti, M.F.; De Marco, I.; Torres, A.; Caballero, B.; Cabrero, M.A.; Chomón, M.J. Chromatographic analysis of the gases obtained in tyre pyrolysis. J. Anal. Appl. Pyrolysis 2000, 55, 43–54. [Google Scholar] [CrossRef]
- CalRecovery, Inc. in association with American Consulting and Commodities, Inc., ICF, Inc. and Recycling by Nature. Environmental Factors of Waste Tire Pyrolysis, Gasification, and Liquefaction; California Integrated Waste Management Board: Sacramento, CA, USA, 1995; Report No.: 1364. [Google Scholar]
- Chatterjee, R.; Sajjadi, B.; Chen, W.Y.; Mattern, D.L.; Hammer, N.; Raman, V.; Dorris, A. Effect of Pyrolysis Temperature on PhysicoChemical Properties and Acoustic-Based Amination of Biochar for Efficient CO2 Adsorption. Front. Energy Res. 2020, 8, 85. [Google Scholar] [CrossRef]
- Banar, M.; Akyıldız, V.; Özkan, A.; Çokaygil, Z.; Onay, Ö. Characterization of pyrolytic oil obtained from pyrolysis of TDF (Tire Derived Fuel). Energy Convers. Manag. 2012, 62, 22–30. [Google Scholar] [CrossRef]
- Kar, Y. Catalytic pyrolysis of car tire waste using expanded perlite. Waste Manag. 2011, 8, 1772–1782. [Google Scholar] [CrossRef]
- Miranda, M.; Pinto, F.; Gulyurtlu, I.; Cabrita, I. Pyrolysis of rubber tyre wastes: A kinetic study. Fuel 2013, 103, 542–552. [Google Scholar] [CrossRef]
- Li, S.Q.; Yao, Q.; Chi, Y.; Yan, J.H.; Cen, K.F. Pilot-Scale Pyrolysis of Scrap Tires in a Continuous Rotary Kiln Reactor. Ind. Eng. Chem. Res. 2004, 43, 5133–5145. [Google Scholar] [CrossRef]
- Islam, M.R.; Joardder, M.U.H.; Hasan, S.M.; Takai, K.; Haniu, H. Feasibility study for thermal treatment of solid tire wastes in Bangladesh by using pyrolysis technology. Waste Manag. 2011, 31, 2142–2149. [Google Scholar] [CrossRef] [PubMed]
- Akkouche, N.; Balistrou, M.; Loubar, K.; Awad, S.; Tazerout, M. Heating rate effects on pyrolytic vapors from scrap truck tires. J. Anal. Appl. Pyrolysis 2017, 123, 419–429. [Google Scholar] [CrossRef]
- Williams, P.T.; Beslerm, S.; Taylor, D.T. The pyrolysis of scrap automotive tyres. Fuel 1990, 69, 1474–1482. [Google Scholar] [CrossRef]
- Clark, C. (Ed.) Scrap Tire Technology and Markets; Noyes Data Corp: Park Ridge, NJ, USA, 1993; p. 316, (Pollution technology review). [Google Scholar]
- Laresgoiti, M.F.; Caballero, B.M.; De Marco, I.; Torres, A.; Cabrero, M.A.; Chomón, M.J. Characterization of the liquid products obtained in tyre pyrolysis. J. Anal. Appl. Pyrolysis 2004, 71, 917–934. [Google Scholar] [CrossRef]
- Berrueco, C.; Esperanza, E.; Mastral, F.J.; Ceamanos, J.; García-Bacaicoa, P. Pyrolysis of waste tyres in an atmospheric static-bed batch reactor: Analysis of the gases obtained. J. Anal. Appl. Pyrolysis 2005, 74, 245–253. [Google Scholar] [CrossRef]
- Xu, F.; Wang, B.; Yang, D.; Ming, X.; Jiang, Y.; Hao, J.; Qiao, Y.; Tian, Y. TG-FTIR and Py-GC/MS study on pyrolysis mechanism and products distribution of waste bicycle tire. Energy Convers. Manag. 2018, 175, 288–297. [Google Scholar] [CrossRef]
- Rofiqulislam, M.; Haniu, H.; Rafiqulalambeg, M. Liquid fuels and chemicals from pyrolysis of motorcycle tire waste: Product yields, compositions and related properties. Fuel 2008, 87, 3112–3122. [Google Scholar] [CrossRef]
- Zabaniotou, A.A.; Stavropoulos, G. Pyrolysis of used automobile tires and residual char utilization. J. Anal. Appl. Pyrolysis 2003, 70, 711–722. [Google Scholar] [CrossRef]
- Chang, Y.M. On pyrolysis of waste tire: Degradation rate and product yields. Resour. Conserv. Recycl. 1996, 17, 125–139. [Google Scholar] [CrossRef]
- Barbooti, M.M.; Mohamed, T.J.; Hussain, A.A.; Abas, F.O. Optimization of pyrolysis conditions of scrap tires under inert gas atmosphere. J. Anal. Appl. Pyrolysis 2004, 72, 165–170. [Google Scholar] [CrossRef]
- Yongrong, Y.; Jizhong, C.; Guibin, Z. Technical advance on the pyrolysis of used tires in China. In Proceedings of the China-Japan International Academic Symposium, Environmental Problem in Chinese Iron-Steelmaking industries and Effective Technology Transfer, Sendai, Japan, 6 March 2000. [Google Scholar]
- Murena, F. Kinetics of sulphur compounds in waste tyres pyrolysis. J. Anal. Appl. Pyrolysis 2000, 56, 195–205. [Google Scholar] [CrossRef]
- Acevedo, B.; Fernández, A.M.; Barriocanal, C. Identification of polymers in waste tyre reinforcing fibre by thermal analysis and pyrolysis. J. Anal. Appl. Pyrolysis 2015, 111, 224–232. [Google Scholar] [CrossRef]
- Suhanya, M.; Thirumarimurugan, M.; Kannadasan, T. Recovery of oil from waste tyres using pyrolysis method: A review. IJRET 2013, 1, 81–90. [Google Scholar]
- Kremer, I.; Tomić, T.; Katančić, Z.; Erceg, M.; Papuga, S.; Vuković, J.P.; Schneider, D.R. Catalytic pyrolysis of mechanically non-recyclable waste plastics mixture: Kinetics and pyrolysis in laboratory-scale reactor. J. Environ. Manag. 2021, 296, 113145. [Google Scholar] [CrossRef] [PubMed]
- Kremer, I.; Tomić, T.; Katančić, Z.; Hrnjak-Murgić, Z.; Erceg, M.; Schneider, D.R. Catalytic decomposition and kinetic study of mixed plastic waste. Clean. Technol. Environ. Policy 2021, 23, 811–827. [Google Scholar] [CrossRef]
- Papuga, S.; Gvero, P.; Vukic, L. Temperature and time influence on the waste plastics pyrolysis in the fixed bed reactor. Therm. Sci. 2016, 20, 731–741. [Google Scholar] [CrossRef]
- International Organization for Standardization. Petroleum Products—Determination of Sulfur Content of Automotive Fuels—Energy-Dispersive X-ray Fluorescence Spectrometry (ISO 20847:2004). Available online: https://www.iso.org/standard/34285.html (accessed on 1 October 2023).
- Castaldi, M.J.; Kwon, E. An Investigation of the Thermal Degradation Mechanisms of a Waste Tire Through Chemical Analysis Including Hydrocarbons, Benzene Derivatives, and Polycyclic Aromatic Hydrocarbons (PAHs) at High Temperature. In Proceedings of the 16th Annual North American Waste-to-Energy Conference, Philadelphia, PA, USA, 19–21 May 2008; ASME: New York, NY, USA, 2008; pp. 97–105. [Google Scholar]
- Ramírez Arias, A.M.; Moreno-Piraján, J.C.; Giraldo, L. Kinetic Study of Waste Tire Pyrolysis Using Thermogravimetric Analysis. ACS Omega 2022, 7, 16298–16305. [Google Scholar] [CrossRef]
- Menares, T.; Herrera, J.; Romero, R.; Osorio, P.; Arteaga-Pérez, L.E. Waste tires pyrolysis kinetics and reaction mechanisms explained by TGA and Py-GC/MS under kinetically-controlled regime. Waste Manag. 2020, 102, 21–29. [Google Scholar] [CrossRef]
- Al-Salem, S.M. Valorisation of End of Life Tyres (ELTs) in a Newly Developed Pyrolysis Fixed-Bed Batch Process. Process Saf. Environ. Prot. 2020, 138, 167–175. [Google Scholar] [CrossRef]
- Al-Salem, S.M. Pyrolysis of end of life tyres reclaimed from lorry trucks: Part I—Oil recovery and characterisation. WIT Trans. Eng. Sci. 2021, 133, 107–112. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Kinetics and product distribution of end of life tyres (ELTs) pyrolysis: A novel approach in polyisoprene and SBR thermal cracking. J. Hazard. Mater. 2009, 172, 1690–1694. [Google Scholar] [CrossRef]
- Wang, H.; Hu, H.; Yang, Y.; Liu, H.; Tang, H.; Xu, S.; Li, A.; Yao, H. Effect of high heating rates on products distribution and sulfur transformation during the pyrolysis of waste tires. Waste Manag. 2020, 118, 9–17. [Google Scholar] [CrossRef] [PubMed]
- American Society for Testing and Materials (ASTM). Standard Test Method for Calculation of Carbon Distribution and Structural group Analysis of Petroleum Oils by the n-d-M Method ASTM D3238-95(2000). Available online: https://www.astm.org/d3238-95r00.html (accessed on 1 October 2023).
- Rekalic, V.; Vitorovic, O. Analytical Tests in Technological Production: Principles and Procedures [Original Serbian: Analitička Ispitivanja u Tehnološkoj Proizvodnji: Principi i Postupci]; Faculty of Technology and Metallurgy: Belgrade, Serbia, 1988. [Google Scholar]
- Galvagno, S.; Casu, S.; Casabianca, T.; Calabrese, A.; Cornacchia, G. Pyrolysis process for the treatment of scarp tyres: Preliminary experimental results. Waste Manag. 2022, 22, 917–923. [Google Scholar] [CrossRef] [PubMed]
- Aydın, H.; İlkılıç, C. Optimization of fuel production from waste vehicle tires by pyrolysis and resembling to diesel fuel by various desulfurization methods. Fuel 2012, 102, 605–612. [Google Scholar] [CrossRef]
- Rada, E.C.; Ragazzi, M.; Panaitescu, V.N. Energy recovery from tyres waste through thermal option. UPB Sci. Bull. Ser. D Mech. Eng. 2012, 74, 201–210. [Google Scholar]
- Hopa, D.Y.; Yilmaz, A.; Bahtli, T.A. Recovery of waste tyres by pyrolysis in a fixed bed reactor for liquid fuel production: Effects of pyrolysis conditions on oil yield. Res. Eng. Struct. Mater. 2017, 3, 186–191. [Google Scholar] [CrossRef]
- Council Directive 2016/802 on the reduction in the Sulphur content of certain liquid fuels (2016). Official Journal of the European Union L132/58. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32016L0802&rid=1 (accessed on 1 October 2023).
- Islam, M.R.; Beg, M.R.A.; Haniu, H. Fuel Based Liquids From Scrap Tire By Pyrolysis Technology. In Proceedings of the 3rd BSME-ASME International Conference on Thermal Engineering, Dhaka, Bangladesh, 20–22 December 2006. [Google Scholar]
- González, J.F.; Encinar, J.M.; Canito, J.L.; Rodríguez, J.J. Pyrolysis of automobile tyre waste. Influence of operating variables and kinetics study. J. Anal. Appl. Pyrolysis 2001, 58–59, 667–683. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Parameter | %m/m |
|---|---|
| Moisture content | 0.77 ± 0.01 |
| Ash content | 5.25 ± 0.01 |
| Char residue | 31.90 ± 0.01 |
| Fixed carbon | 26.65 ± 0.01 |
| Combustible substances | 93.98 ± 0.02 |
| Volatile matter | 67.29 ± 0.01 |
| Temperature | Oil Yield (%m/m) | Char Yield (%m/m) | Gas Yield (%m/m) |
|---|---|---|---|
| 425 | 39.81 | 49.27 | 10.92 |
| 450 | 43.61 | 42.99 | 13.40 |
| 475 | 43.48 | 42.40 | 14.12 |
| 500 | 42.58 | 42.22 | 15.22 |
| Flow Rate (mL/min) | Oil Yield (%m/m) | Char Yield (%m/m) | Gas Yield (%m/m) |
|---|---|---|---|
| 0 | 37.13 | 52.55 | 10.02 |
| 100 | 43.63 | 42.76 | 13.61 |
| 300 | 43.61 | 42.99 | 13.40 |
| 500 | 43.01 | 43.53 | 13.46 |
| Property | Method | Result | Unit |
|---|---|---|---|
| S content | ISO 20487 | 0.407 | %m/m |
| FTIR Spectrometry | CEI IEC 590 | - | - |
| C aromatic | CEI IEC 590 | 32.59 | %m/m |
| C paraffin | CEI IEC 590 | 51.06 | %m/m |
| C naphthene | CEI IEC 590 | 16.35 | %m/m |
| Parameter | % |
|---|---|
| Moisture content | 0.73 ± 0.01 |
| Ash content | 12.11 ± 0.01 |
| Char residue | 93.83 ± 0.01 |
| Fixed carbon | 81.72 ± 0.01 |
| Combustible substances | 87.16 ± 0.01 |
| Volatile substances | 5.44 ± 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papuga, S.; Djurdjevic, M.; Tomović, G.; Vecchio Ciprioti, S. Pyrolysis of Tyre Waste in a Fixed-Bed Reactor. Symmetry 2023, 15, 2146. https://doi.org/10.3390/sym15122146
Papuga S, Djurdjevic M, Tomović G, Vecchio Ciprioti S. Pyrolysis of Tyre Waste in a Fixed-Bed Reactor. Symmetry. 2023; 15(12):2146. https://doi.org/10.3390/sym15122146
Chicago/Turabian StylePapuga, Saša, Milica Djurdjevic, Goran Tomović, and Stefano Vecchio Ciprioti. 2023. "Pyrolysis of Tyre Waste in a Fixed-Bed Reactor" Symmetry 15, no. 12: 2146. https://doi.org/10.3390/sym15122146
APA StylePapuga, S., Djurdjevic, M., Tomović, G., & Vecchio Ciprioti, S. (2023). Pyrolysis of Tyre Waste in a Fixed-Bed Reactor. Symmetry, 15(12), 2146. https://doi.org/10.3390/sym15122146