The blisk is a new-style key component of aero-engines, which rotor blade is integrated with the wheel disc. Compared to traditional blades and disk systems, the blisk has more advantages, including the lower weight, simple structure, higher reliability, long-service life and excellent reliability [
1,
2,
3]. Therefore, the blisk has been widely utilized for modern high performance aero-engines. The blisk is usually fabricated by titanium alloy or high temperature alloy [
4,
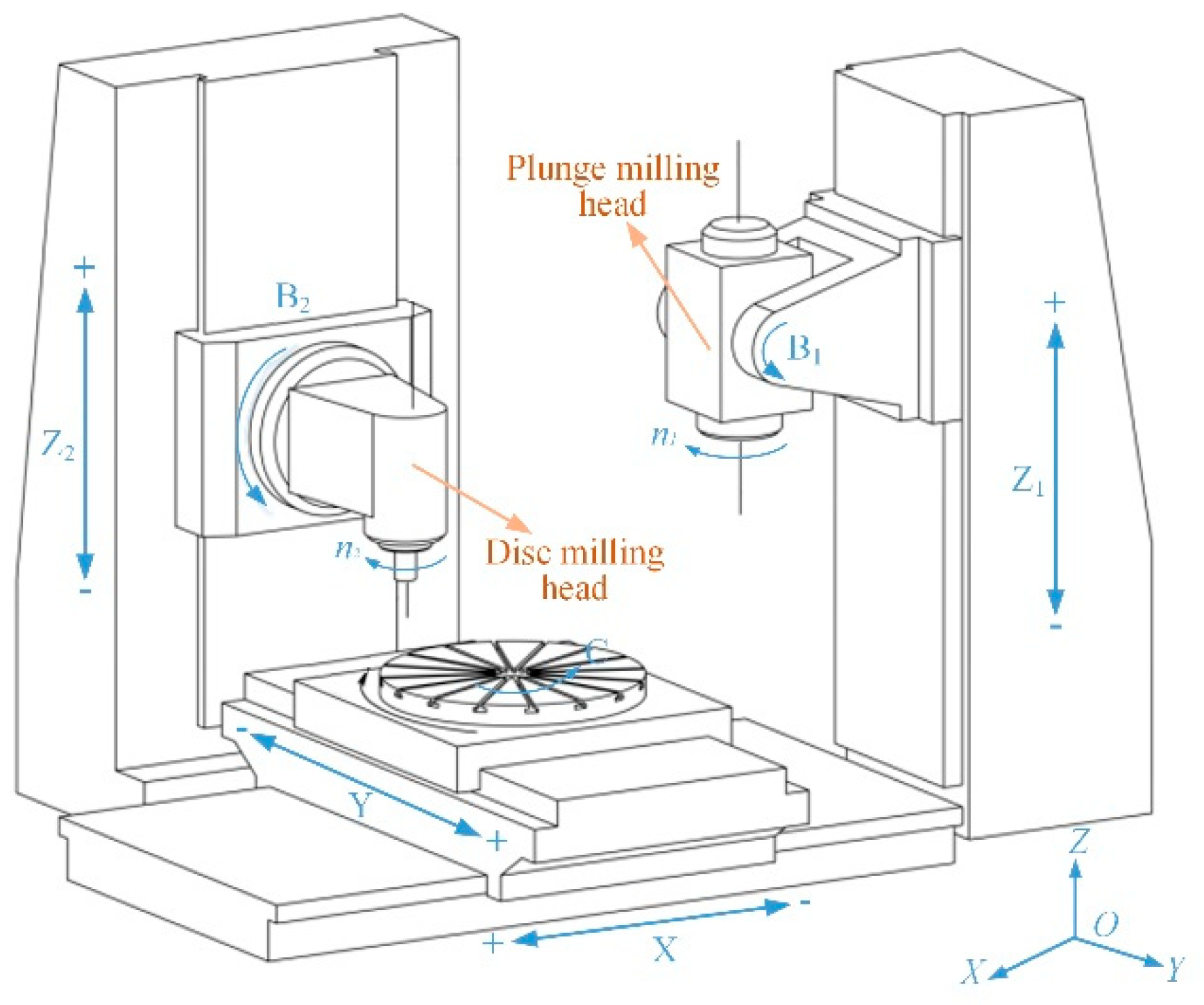
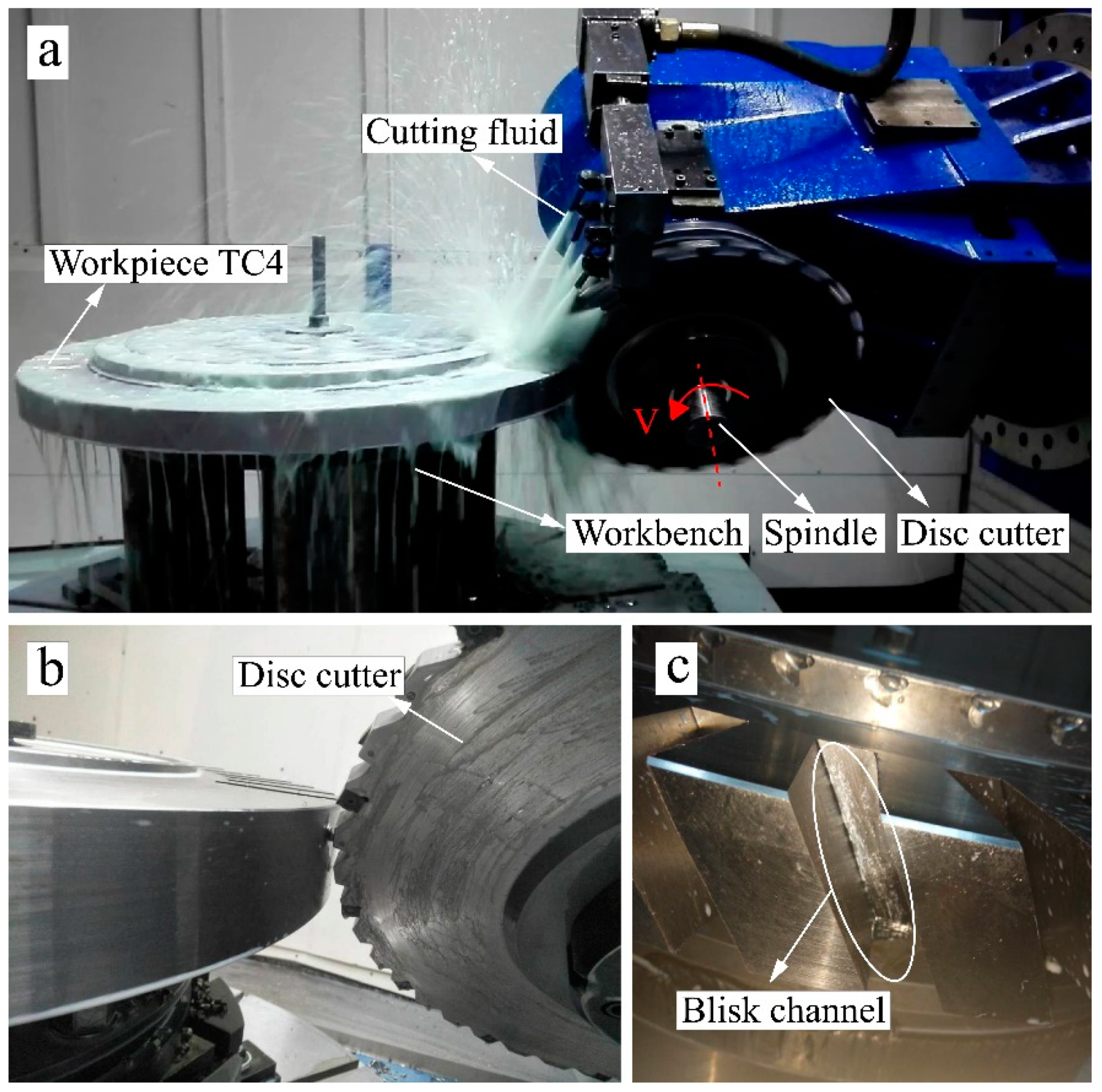
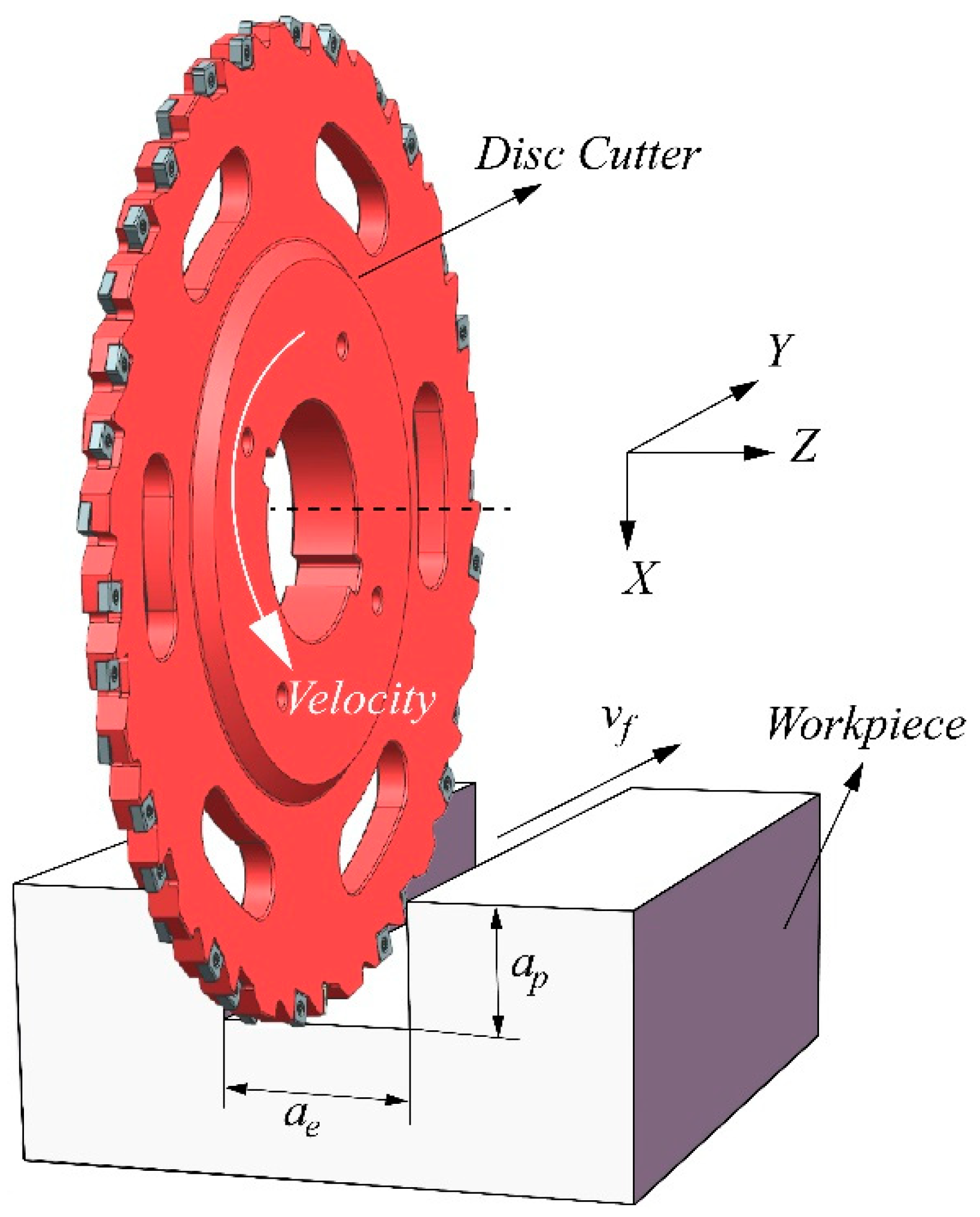
5]. At present, the main processing technology of blisk-tunnel is the Computerized Numerical Control (CNC) milling, such as side milling or insert milling. However, these methods have low efficiencies, severe tool-wear and high manufacturing costs. Recently, a new-type tool namely disc milling cutter is employed to machine aero-engine blisk-tunnels for its higher efficiency and reliability. The process parameters of disc milling have crucial effects on the mechanical performance and physical property of blisk. Meanwhile, the reasonable parameters combination will not only help to improve the physical performance of products also be beneficial to increase the mechanical properties. During the disc milling process, the main process parameters involve spindle speed, cutting depth and feed speed. And the performance evaluation indexes of disc milling process include material removal rate, cutter life and thickness of residual stress layer. Usually, the workpiece and fixture are changeless for disc milling process the optimization of the cutter structure or machine tool will be inadvisable. Nevertheless, it is feasible to optimize the process parameters for obtaining the better cutting effect.
For the past few years, many scholars have devoted themselves to study the machining process of titanium alloy blisk channels. According to the study of Z.Y. Xu et al. [
6], a high efficiency electrochemical machining method was provided to produce three channels at one time. Three stainless steel tools move towards workpiece parts with space trajectories, which were optimized considering the shapes of channel profiles and the distribution of electrochemical machining lateral gap. Similarly, to improve the process stability and the efficiency of blisk cascade passages, electrochemical machining with a radial feeding electrode, a rational electrolyte flow mode for electrochemical machining called “Π shape flow mode” was discussed in the paper Zhengyang Xu et al. [
7]. Because of its materials belonging to difficult-to-machine materials and complex structure, the manufacture of blisk is difficult. Cheng et al. [
5] established the mathematical model of the geometric angle influencing the cutting effect modeled the main structures of tool. Then dynamic simulation analysis of the designed disk milling tool was carried out to optimize the structure of tool by comparing the change of stress, total deformation main cutting force. From the study of Qu et al. [
8], progressive-pressure electrolyte flow was employed to improve efficiency and accuracy of radial electrochemical machining of blisk channels. Flow field simulation indicated that the progressive-pressure flow provided a high electrolyte flow rate in the inter-electrode gap allowed a high cathode feed rate without shortcut. Liu et al. [
9] held the view that the key of electrical discharge machining for integral shrouded blisks is to search an interference-free and optimized electrode feeding path. In their paper, a new electrode feeding path searching method called tangent tracking was proposed. Based on the dynamic programming methodology, the electrode feeding path searching process was decomposed into a number of electrode attitude optimization subproblems. In multi-axis plunge milling, cutting parameters are usually determined conservatively as constants to prevent excessive cutting forces and unexpected tool breakage. To address this issue, Liang [
10] and his collaborators proposed an original approach to schedule the feed rate in multi-axis plunge milling of open blisks based on material removal rate. When a cutter feeds in the tool axis direction, the contacting area of cutter bottom and uncut material varied with the feeding depth. A current technique challenge was to calculate the tool orientation and locations (called plunger paths) in four-axis rough plunging of open blisks, so that the residual raw material left on the blades after roughing was closed to the specified value [
11]. Klocke et al. [
12] presented a multi-criteria assessment approach to deal with turbine disc slotting process. Based on data gathered with an aero engine OEM, the assessment included economical, ecological, flexibility and productivity criteria. Meng et al. [
13] proposed a new method to select an optimal barrel cutter in the interest of the high productivity in the CNC machining of blisk. The tool shaft diameter was optimized to improve tool rigidity and avoid the global interferences between the tool shaft and the adjacent blades. In order to enhance the machining quality, stability, consistency some mechanical properties of the blisk surface, Zhao et al. [
14] designed a novel pneumatic flexible grinding head. Based on extended state observer, an adaptive sliding mode control was employed to estimate the system state variables. Meanwhile, according to their report [
15], a powerful and composite processing method was proposed, the structure of disc milling head with high stiffness and high precision was designed, including mechanical transmission, electrical system, rotating control, locking device tool changer.
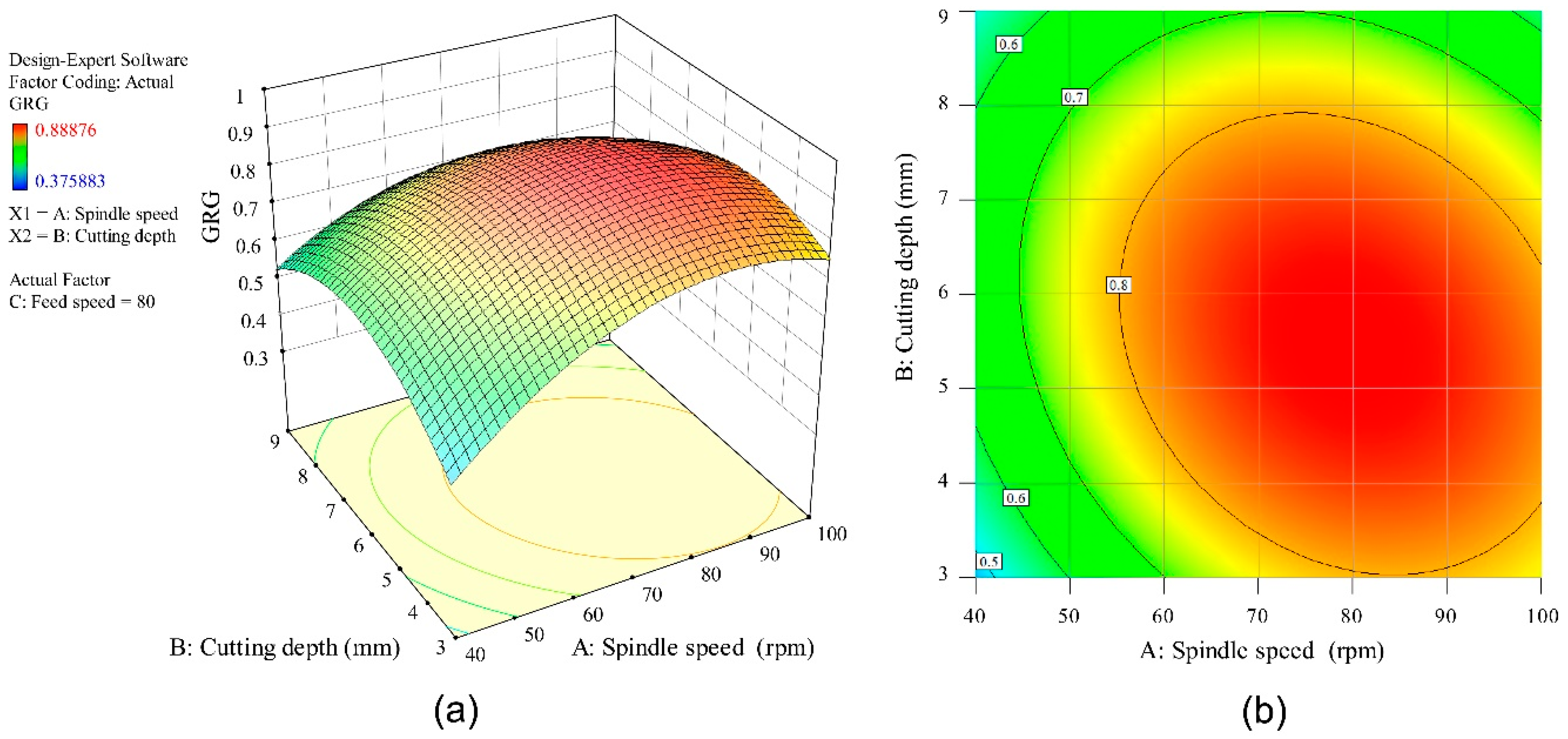
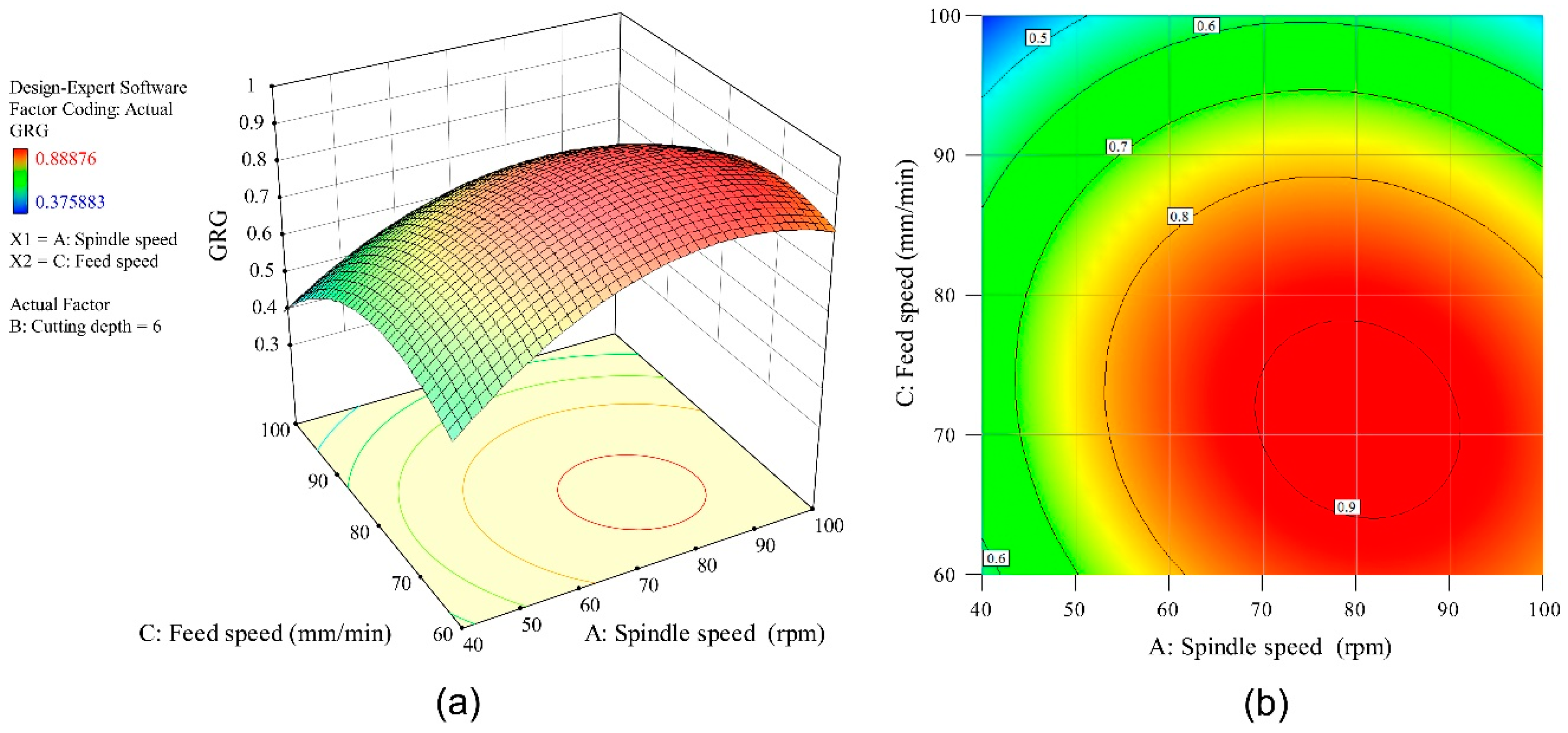
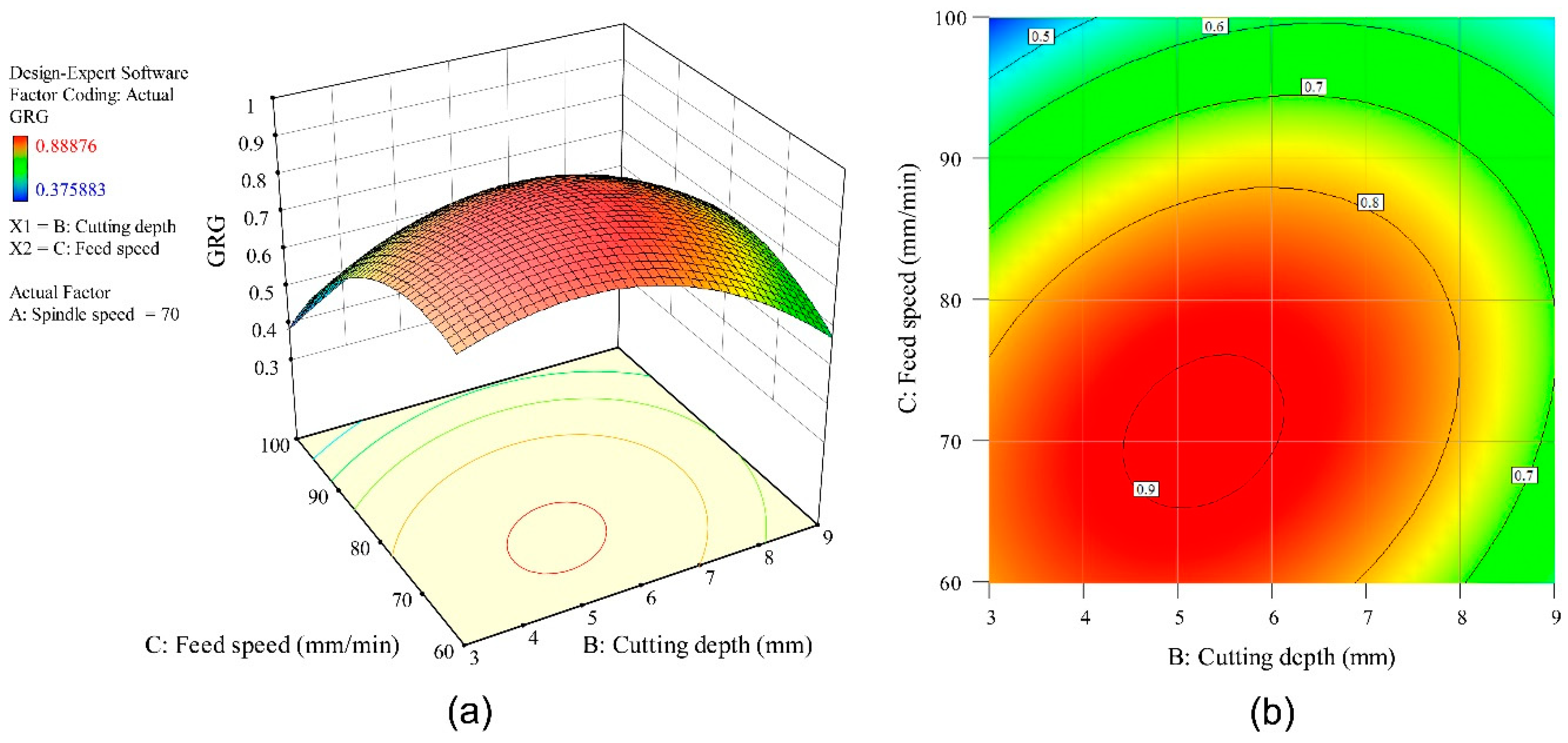
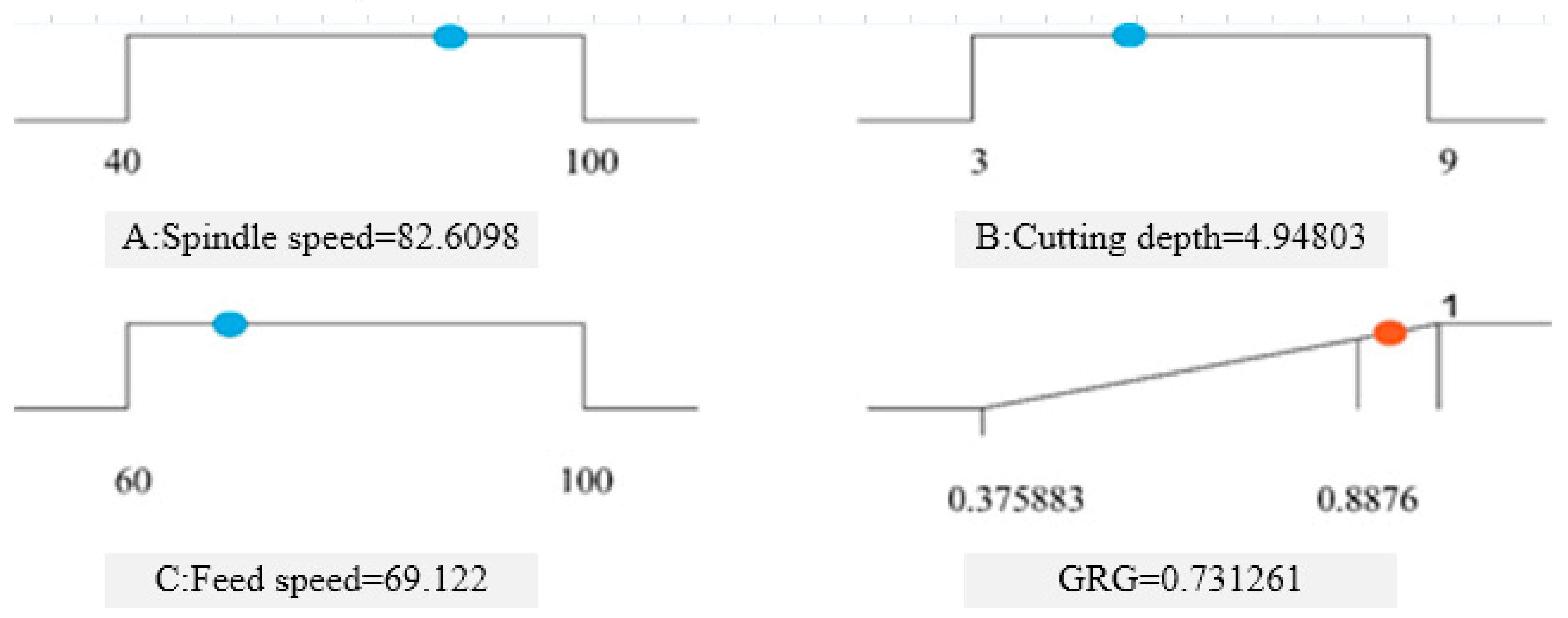
According to the above research, investigators focused on the disc milling process, such as cutting force modeling and performance control. And disc milling process parameters analysis has also attracted some scholars. The disc milling process of titanium alloy blisk channels is a multi-parameters and multi-response process. To investigate the disc milling process, a method coupling grey relational analysis and response surface technology is proposed in this paper. Finally, an optimal technical parameter combination was chosen to obtain the better processing efficiency and product quality.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}