An Iterated Hybrid Local Search Algorithm for Pick-and-Place Sequence Optimization


Abstract
1. Introduction
2. The Description of Pick-and-Place Sequence Optimization Problem
2.1. Machine Structure and PCB Assembly Process
- (1)
- The PCB is transmitted to the workbench by PCB conveyor.
- (2)
- The PCB is fixed on the workbench, and the coordinates of points on PCB (see Figure 1 PART III) are loaded in the work coordinate system.
- (3)
- The mounting head moves to the corresponding feeder slots according to a sequence. There are several nozzles on the mounting head, and each nozzle can only grip one component. Thus, the maximum number of components to be carried by the head is the nozzle number (see Figure 1 PART II).
- (4)
- In order to identify the type of components carried by each nozzle, the mounting head should be scanned by camera before moving to workbench, so as to find the corresponding position on PCB.
- (5)
- All the components carried by the mounting head are mounted onto PCB.
- (6)
- The mounting head after mounted moves to the corresponding feeders which are assigned feeder slots, then the head repeat step (3) to step (5) until all the points on PCB are finished. Then, PCB conveyor starts loading the next PCB.
2.2. The Problem Simplification and Notifications
- (1)
- Each feeder only contains one component type and can only be assigned to one feeder slot.
- (2)
- Each point on PCB needs one component and is only allowed to mount once.
- (3)
- The mounting head needs to pick up components among feeders first, and then the head moves to corresponding points on PCB without scanning procedure by camera.
| The total points’ position in x direction on PCB | |
| The total points’ position in y direction on PCB | |
| The total points need component type on PCB | |
| The total number of points on PCB | |
| The number of nozzles | |
| The total number of feeder slots | |
| The total number of component types | |
| The total number of pick-and-place cycles, | |
| The first feeder slot position in x direction | |
| The first feeder slot position in y direction | |
| The fixed distance between adjacent feeder slots, because all the feeder slots have the same coordinate in y direction, the distance is the difference between two adjacent coordinates in x direction actually | |
| The Euclidean distance between point and point on PCB | |
| The Euclidean distance between point and feeder slot | |
| The number of points to be mounted in kth pick-and-place cycle, , where ; , where |
| is the pick-and-place sequence in kth pick-and-place cycle, | |
| Whether the component type is assigned to the feeder slot , if is assigned to slot , ; otherwise, . , . |
2.3. Mathematical Model of the Problem
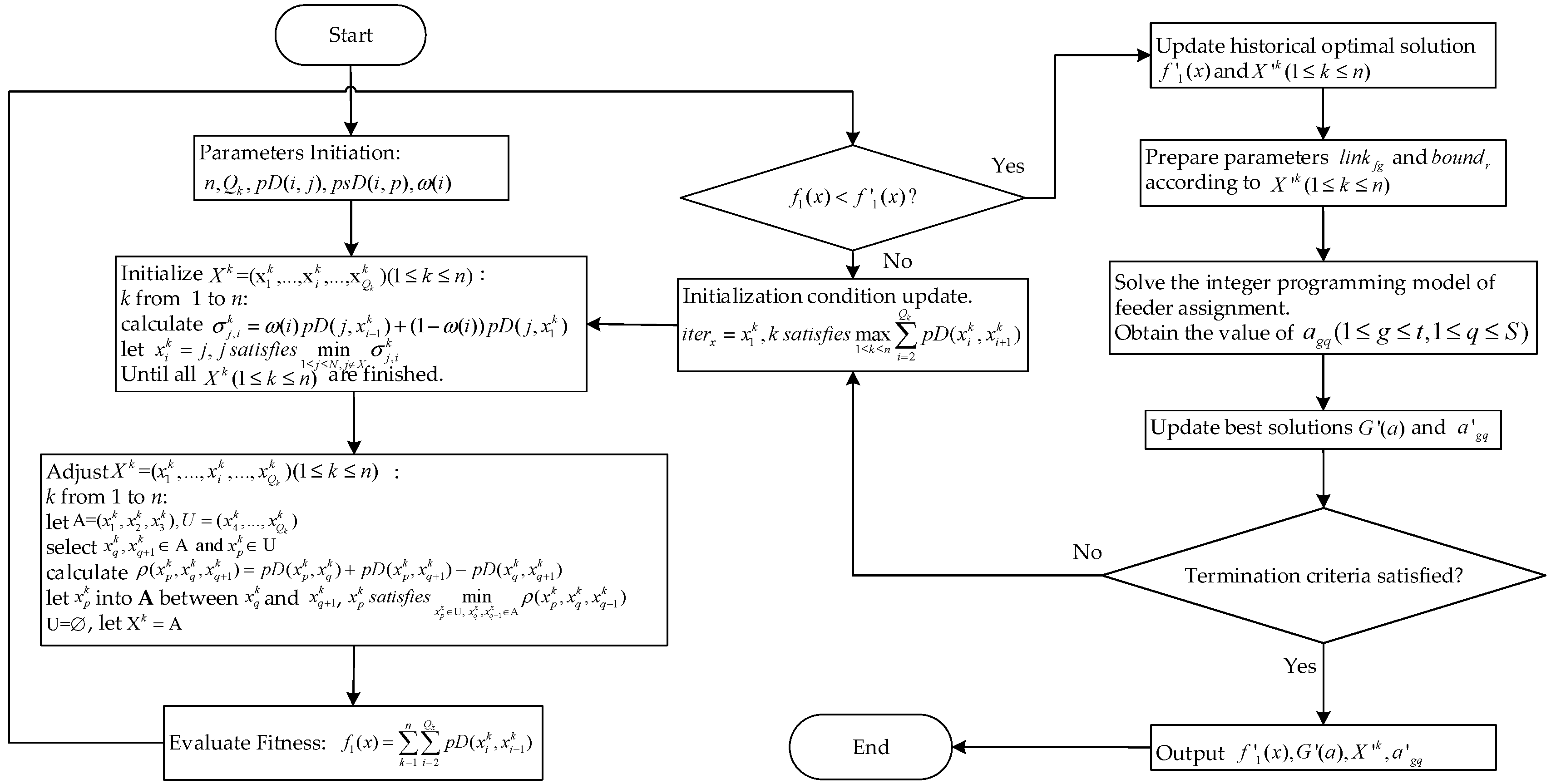
3. Iterated Hybrid Local Search Algorithm
| The solution of pick-and-place distance in each interaction. | |
| The best solution of pick-and-place total distance in iterations. | |
| The best solution of pick-and-place sequence in iterations. | |
| The best object function value of feeder assignment model in iterations. | |
| The best solution of feeder assignment in iterations. | |
| The distance weight which is proposed based on splitting unit circle. is used to generate initial pick-and-place sequences and it can be obtained by formula (13). |
3.1. The Greedy Strategy with Distance Weight
- Step 1:
- Start calculate kth pick-and-place cycle where .
- Step 2:
- If the first iteration involves this process, and is other random encoding of points; else, (See Section 3.4) and is other random encoding of points.
- Step 3:
- In kth pick-and-place cycle, as is confirmed, calculate each by formula (14) and let while the corresponding satisfies , from to .
- Step 4:
- If , output the initial sequence ; otherwise, and repeat from step 3 to step 4.
3.2. The Adjusting Strategy Based on Convex-Hull
- Step 1:
- Let , .
- Step 2:
- Select each item from , ; Select each pair of items from , . Calculate the value of .
- Step 3:
- Find the corresponding , where satisfies ; put into between and , remove from .
- Step 4:
- If , turn to step 7; otherwise, repeat from step 2 to step 3.
- Step 5:
- Update , let .
3.3. Feeder Slots Selection
| The number of links between component type and , where and . | |
| The first or last point in each pick-and-place cycle , where . |
3.4. Initialization Update and Termination Criteria
- Step 1:
- Initialize the parameters.
- Step 2:
- Initialize the pick-and-place sequence with according to greedy strategy, where .
- Step 3:
- Adjust the pick-and-place sequence by adjustment strategy, where .
- Step 4:
- Calculate the fitness value .
- Step 5:
- If the best solution , turn to step 6; otherwise, repeat from step 3 to step 5.
- Step 6:
- Update the record best solution , let and .
- Step 7:
- According to , relevant parameters ( and ) are prepared and input to feeder assignment model.
- Step 8:
- Update the best solutions and , let and .
- Step 9:
- If termination criteria was satisfied, turn to step 10; otherwise, repeat from step 3 to step 8.
- Step 10:
- Output the best solutions.
4. Experimental Results and Analysis
4.1. Comparison with Exact Algorithm
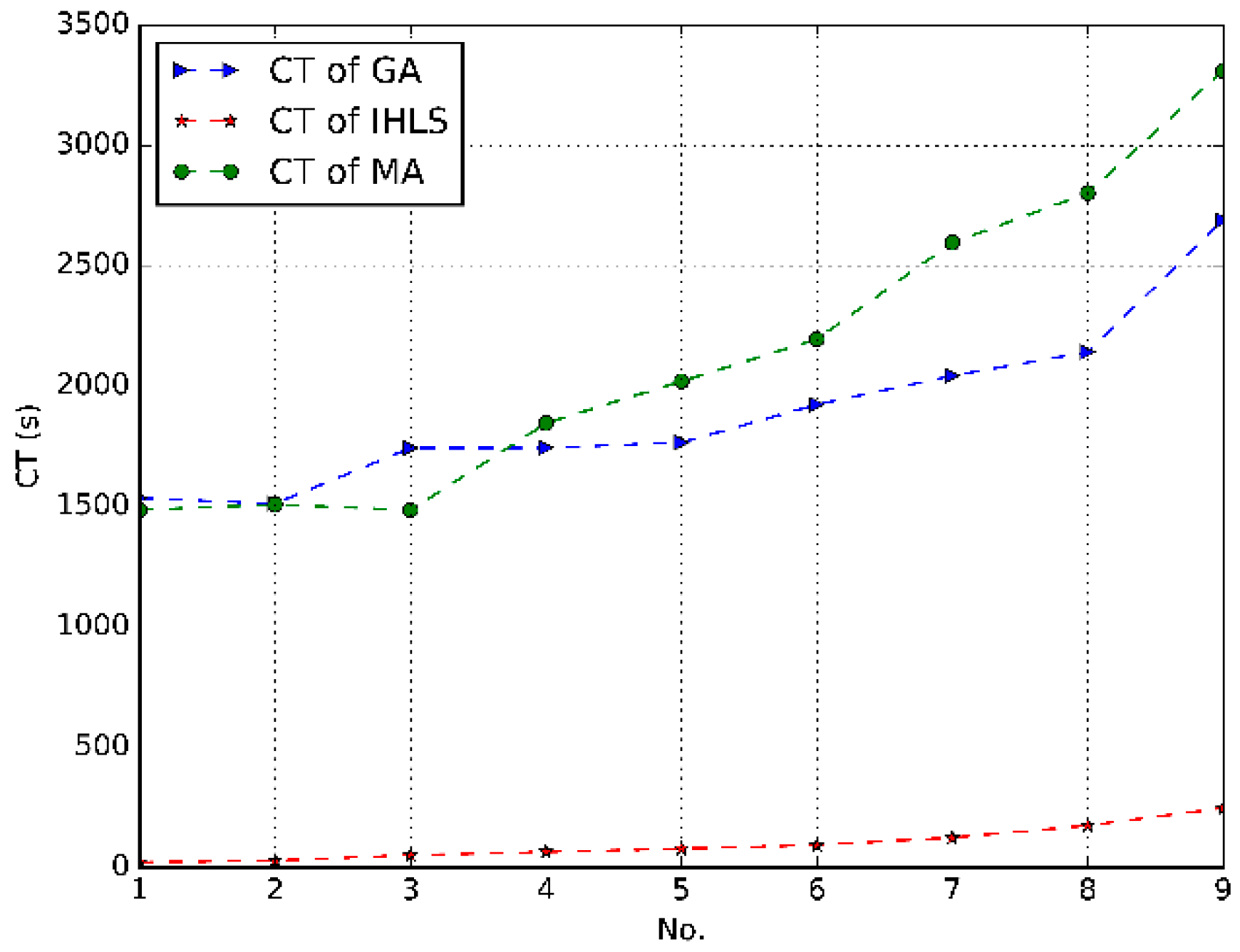
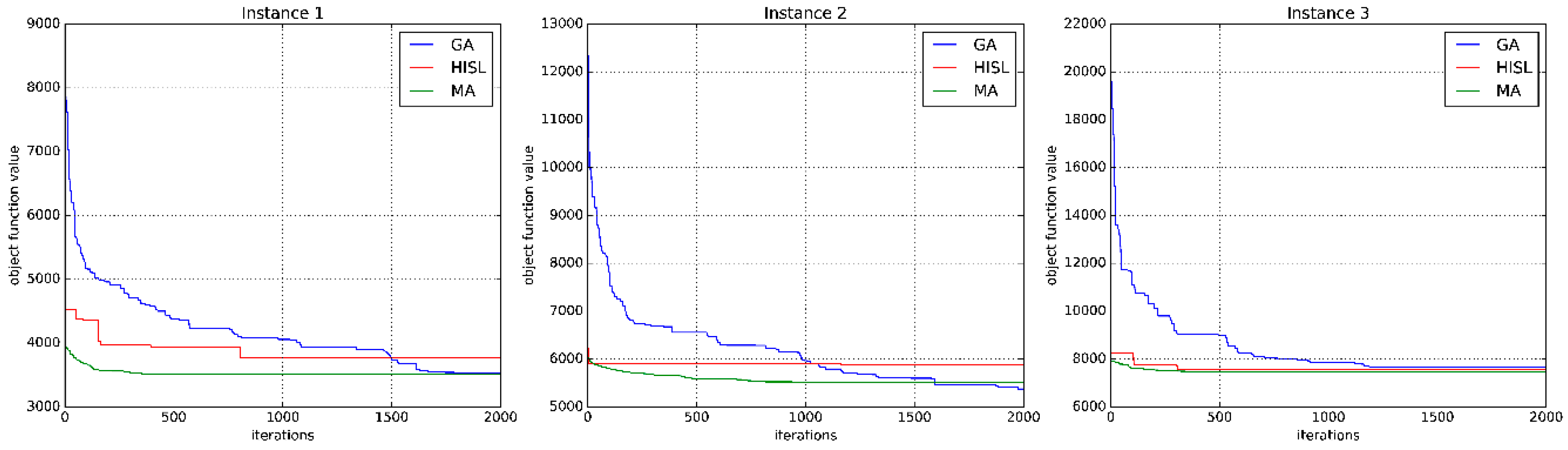
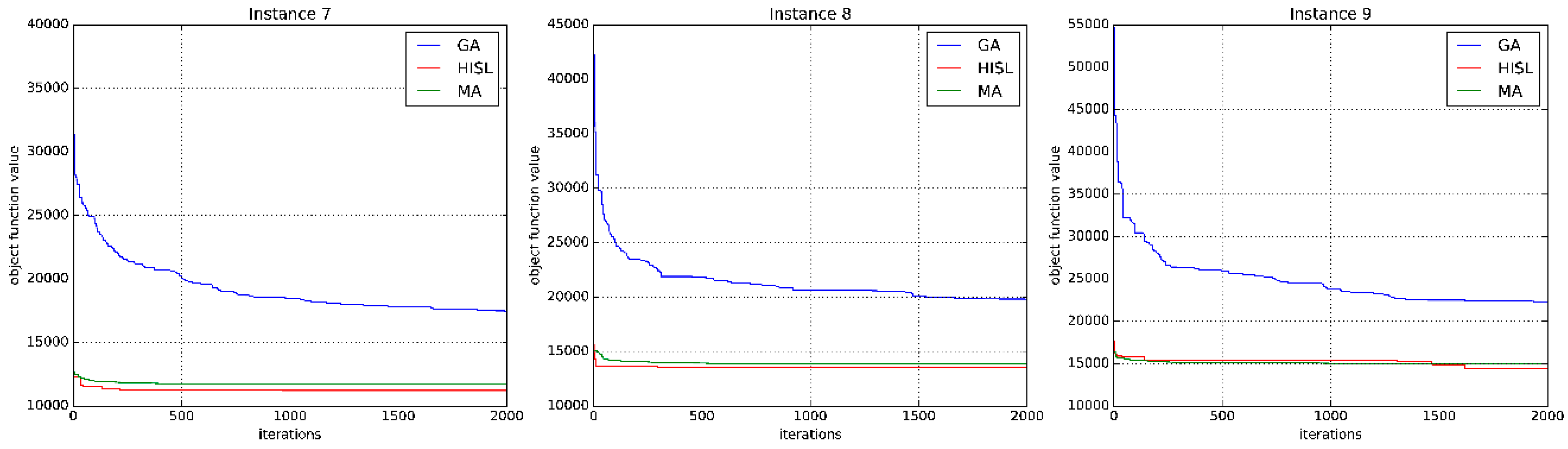
4.2. Comparison of the Heuristics in Different Size Instances and Analysis
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, D.; Yoon, S.W. PCB assembly optimization in a single gantry high-speed rotary-head collect-and-place machine. Int. J. Adv. Manuf. Technol. 2017, 88, 2819–2834. [Google Scholar] [CrossRef]
- Ho, W.; Ji, P.; Wu, Y. A heuristic approach for component scheduling on a high speed PCB assembly machine. Prod. Plan. Control 2007, 18, 655–665. [Google Scholar] [CrossRef]
- Or, I. Precedence constrained TSP arising in printed circuit board assembly. Int. J. Prod. Res. 2004, 42, 67–78. [Google Scholar] [CrossRef]
- Grunow, M.; Schleusener, M.; Yilmaz, I.O. Operations planning for collect-and-place machines in PCB assembly. Comput. Ind. Eng. 2004, 47, 409–429. [Google Scholar] [CrossRef]
- Sun, D.S.; Lee, T.E.; Kim, K.H. Component allocation and feeder arrangement for a dual-gantry multi-head surface mounting placement tool. Int. J. Prod. Econ. 2005, 95, 245–264. [Google Scholar] [CrossRef]
- Wang, C. A dynamic point specification approach to sequencing robot moves for PCB assembly. Int. J. Comput. Integr. Manuf. 1995, 8, 448–456. [Google Scholar] [CrossRef]
- Ancu, M. The optimization of printed circuit board manufacturing by improving the drilling process productivity. Comput. Ind. Eng. 2008, 55, 279–294. [Google Scholar] [CrossRef]
- Shah, H.; Tairan, N.; Garg, H.; Ghazali, R. A Quick Gbest Guided Artificial Bee Colony Algorithm for Stock Market Prices Prediction. Symmetry 2018, 10, 292. [Google Scholar] [CrossRef]
- Połap, D.; Wo’zniak, M. Polar Bear Optimization Algorithm: Meta-Heuristic with Fast Population Movement and Dynamic Birth and Death Mechanism. Symmetry 2017, 9, 203. [Google Scholar] [CrossRef]
- Duan, K.; Fong, S.; Siu, S.W.I.; Song, W.; Guan, S.S.-U. Adaptive Incremental Genetic Algorithm for Task Scheduling in Cloud Environments. Symmetry 2018, 10, 168. [Google Scholar] [CrossRef]
- Hassanat, A.B.; Prasath, V.B.S.; Abbadi, M.A.; Abu-Qdari, S.A.; Faris, H. An Improved Genetic Algorithm with a New Initialization Mechanism Based on Regression Techniques. Information 2018, 9, 167. [Google Scholar] [CrossRef]
- Zhao, H.; Gao, W.; Deng, W.; Sun, M. Study on an Adaptive Co-Evolutionary ACO Algorithm for Complex Optimization Problems. Symmetry 2018, 10, 104. [Google Scholar] [CrossRef]
- Kulak, O.; Yilmaz, I.O.; Günther, H.O. PCB assembly scheduling for collect-and-place machines using genetic algorithms. Int. J. Prod. Res. 2007, 45, 3949–3969. [Google Scholar] [CrossRef]
- Chyu, C.C.; Chang, W.S. A genetic-based algorithm for the operational sequence of a high speed chip placement machine. Int. J. Adv. Manuf. Technol. 2008, 36, 918–926. [Google Scholar] [CrossRef]
- Alkaya, A.F.; Duman, E. Combining and solving sequence dependent traveling salesman and quadratic assignment problems in PCB assembly. Discret. Appl. Math. 2015, 192, 2–16. [Google Scholar] [CrossRef]
- Chen, Y.M.; Lin, C.T. A particle swarm optimization approach to optimize component placement in printed circuit board assembly. Int. J. Adv. Manuf. Technol. 2007, 35, 610–620. [Google Scholar] [CrossRef]
- Zhu, G.Y.; Zhang, W.B. An improved Shuffled Frog-leaping Algorithm to optimize component pick-and-place sequencing optimization problem. Expert Syst. Appl. 2014, 41, 6818–6829. [Google Scholar] [CrossRef]
- Lin, H.Y.; Lin, C.J.; Huang, M.L. Optimization of printed circuit board component placement using an efficient hybrid genetic algorithm. Appl. Intell. 2016, 45, 1–16. [Google Scholar] [CrossRef]
- Han, J.; Seo, Y. Mechanism to minimise the assembly time with feeder assignment for a multi-headed gantry and high-speed SMT machine. Int. J. Prod. Res. 2016, 55, 2930–2949. [Google Scholar] [CrossRef]
- Luo, J.; Liu, J.; Hu, Y. An MILP model and a hybrid evolutionary algorithm for integrated operation optimisation of multi-head surface mounting machines in PCB assembly. Int. J. Prod. Res. 2016, 55, 145–160. [Google Scholar] [CrossRef]
- Kumar, R.; Li, H. Integer programming approach to printed circuit board assembly time optimization. IEEE Trans. Compon. Packag. Manuf. Technol. Part B 1995, 18, 720–727. [Google Scholar] [CrossRef]
- Altinkemer, K.; Kazaz, B.; Köksalan, M. Optimization of printed circuit board manufacturing: Integrated modeling and algorithms. Eur. J. Oper. Res. 2007, 124, 409–421. [Google Scholar] [CrossRef]
- Ho, W.; Ji, P. An integrated scheduling problem of PCB components on sequential pick-and-place machines: Mathematical models and heuristic solutions. Expert Syst. Appl. 2009, 36, 7002–7010. [Google Scholar] [CrossRef]
- Luo, J.; Liu, J. An MILP model and clustering heuristics for LED assembly optimisation on high-speed hybrid pick-and-place machines. Int. J. Prod. Res. 2014, 52, 1016–1031. [Google Scholar] [CrossRef]
- Iantovics, L.B.; Dehmer, M.; Emmert-Streib, F. MetrIntSimil—An Accurate and Robust Metric for Comparison of Similarity in Intelligence of Any Number of Cooperative Multiagent Systems. Symmetry 2018, 10, 48. [Google Scholar] [CrossRef]
- Essani, F.H.; Haider, S. An Algorithm for Mapping the Asymmetric Multiple Traveling Salesman Problem onto Colored Petri Nets. Algorithms 2018, 11, 143. [Google Scholar] [CrossRef]
- Deineko, G.; Woeginger, J. The convex-hull-and-k-line travelling salesman problem. Inf. Process. Lett. 1996, 59, 295–301. [Google Scholar] [CrossRef]
- Cotta, C.; Fernàndez, J. Memetic Algorithms in Planning, Scheduling, and Timetabling. In Evolutionary Scheduling; Springer: Berlin/Heidelberg, Germany, 2007; pp. 1–30. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | ||
|---|---|---|
| 1 | 16 | 2 |
| 18 | 2 | |
| 19 | 12 | |
| 17 | 14 | |
| 5 | 11 | 8 |
| 6 | 15 | 4 |
| 0 | 0 | 0 | 1 | |
| 1 | 0 | 0 | 0 | |
| 0 | 0 | 0 | 0 | |
| 1 | 1 | 0 | 0 |
| (PN, TN) | No. | Object Function Value (mm) | CUP Times | |||
|---|---|---|---|---|---|---|
| (6, 5) | 1 | 280.12 | 263.37 | 6.45 | 0.35 | 0.27 |
| (8, 6) | 2 | 409.41 | 383.71 | 6.78 | 0.98 | 0.83 |
| (10, 6) | 3 | 598.34 | 566.02 | 5.65 | 2.21 | 2.09 |
| (82, 3) | 4 | 3766 | Unsolved | - | 22.3 | - |
| No. | N | t | H | n | S | (sx, sy) | ||
|---|---|---|---|---|---|---|---|---|
| 1 | 82 | 3 | 10 | 9 | 60 | (−120, −72) | 12 | (10, 10, …, 3) |
| 2 | 100 | 4 | 10 | 10 | 60 | (−120, −72) | 12 | (10, 10, …, 10) |
| 3 | 145 | 5 | 10 | 15 | 60 | (−120, −72) | 12 | (10, 10, …, 5) |
| 4 | 163 | 4 | 10 | 17 | 60 | (−120, −72) | 12 | (10, 10, …, 3) |
| 5 | 184 | 5 | 10 | 19 | 60 | (−120, −72) | 12 | (10, 10, …, 4) |
| 6 | 200 | 5 | 10 | 20 | 60 | (−120, −72) | 12 | (10, 10, …, 10) |
| 7 | 240 | 6 | 10 | 24 | 60 | (−120, −72) | 12 | (10, 10, …, 10) |
| 8 | 264 | 7 | 10 | 27 | 60 | (−120, −72) | 12 | (10, 10, …, 4) |
| 9 | 300 | 9 | 10 | 30 | 60 | (−120, −72) | 12 | (10, 10, …, 10) |
| No. | GA | IHLS | Memetic Algorithm | |||||
|---|---|---|---|---|---|---|---|---|
| 1 | 3511 | 22.3 | 3542 | 1534.0 | 3766 | 22.3 | 3511 | 1485.7 |
| 2 | 5509 | 29.5 | 5377 | 1512.4 | 5844 | 29.5 | 5509 | 1508.2 |
| 3 | 7473 | 52.4 | 7655 | 1743.5 | 7740 | 52.4 | 7473 | 1485.0 |
| 4 | 8166 | 65.0 | 8352 | 1744.0 | 8479 | 65.0 | 8166 | 1846.8 |
| 5 | 8813 | 78.4 | 10,439 | 1766.8 | 8813 | 78.4 | 9430 | 2020.5 |
| 6 | 9882 | 93.4 | 11,541 | 1923.4 | 9882 | 93.4 | 10,249 | 2195.0 |
| 7 | 11,218 | 124.2 | 14,745 | 2043.8 | 11,218 | 124.2 | 11,725 | 2596.0 |
| 8 | 13,591 | 174.2 | 17,610 | 2142.0 | 13,591 | 174.2 | 13,837 | 2802.0 |
| 9 | 14,854 | 247.0 | 20,745 | 2689.4 | 14,854 | 247.0 | 15,007 | 3310.7 |
| Corresponding Feeder Type | Corresponding Feeder Coordinates | |||
|---|---|---|---|---|
| 1 | 100004652 | (192, −72) | ||
| 2 | 100004697 | (144, −72) | ||
| 3 | 100004795 | (156, −72) | ||
| 4 | 100004883 | (180, −72) | ||
| 5 | 100005022 | (16, −72) | ||
| 6 | 100006424 | (−96, −72) | ||
| 7 | 100008025 | (132, −72) | ||
| 8 | 100030843 | (168, −72) | ||
| 9 | 100031371 | (48, −72) | ||
| 10 | ||||
| 11 | ||||
| 12 | ||||
| 13 | ||||
| 14 | ||||
| 15 | ||||
| 16 | ||||
| 17 | ||||
| 18 | ||||
| 19 | ||||
| 20 | ||||
| 21 | ||||
| 22 | ||||
| 23 | ||||
| 24 | ||||
| 25 | ||||
| 26 | ||||
| 27 | ||||
| 28 | ||||
| 29 | ||||
| 30 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, J.; Zhu, X.; Liu, A.; Meng, Q.; Zhang, R. An Iterated Hybrid Local Search Algorithm for Pick-and-Place Sequence Optimization. Symmetry 2018, 10, 633. https://doi.org/10.3390/sym10110633
Gao J, Zhu X, Liu A, Meng Q, Zhang R. An Iterated Hybrid Local Search Algorithm for Pick-and-Place Sequence Optimization. Symmetry. 2018; 10(11):633. https://doi.org/10.3390/sym10110633
Chicago/Turabian StyleGao, Jinsheng, Xiaomin Zhu, Anbang Liu, Qingyang Meng, and Runtong Zhang. 2018. "An Iterated Hybrid Local Search Algorithm for Pick-and-Place Sequence Optimization" Symmetry 10, no. 11: 633. https://doi.org/10.3390/sym10110633
APA StyleGao, J., Zhu, X., Liu, A., Meng, Q., & Zhang, R. (2018). An Iterated Hybrid Local Search Algorithm for Pick-and-Place Sequence Optimization. Symmetry, 10(11), 633. https://doi.org/10.3390/sym10110633