
Environmental and Economic Evaluation of the Sequential Combination of Coagulation–Flocculation with Different Electro-Fenton-Based Configurations for the Treatment of Raw Textile Wastewater

 , , ,
, , ,
Abstract
1. Introduction
- Electrochemical peroxidation (ECP), in which H2O2 is externally added to the effluent (ex situ) while ferrous ions (Fe2+) are electro-generated from the anodic dissolution of sacrificial iron anode (in situ);
- Classical homogeneous electro-Fenton (EF), which involves the cathodic electro-generation of H2O2 (in situ) while Fe2+ ions are externally added to the effluent (ex situ);
- Peroxi-coagulation (PC), in which both Fe2+ ions and H2O2 are electro-generated using a sacrificial anode and a carbonaceous cathode, respectively. Here, an Fe3+-saturated solution is produced, while the excess of Fe3+ precipitates as Fe(OH)3.
2. Materials and Methods
2.1. Sampling, Preservation and Management of Raw Textile Industrial Wastewater
2.2. Chemicals
2.3. Materials
2.4. Electrochemical Experimental Setup
2.5. Operating Conditions of Electro-Fenton-Based Processes
2.5.1. Electrochemical Peroxidation (ECP)
- The first series of experiments was performed to establish the effect of electric current on the ECP efficiency. The specific operating conditions (e.g., Fenton reagent concentration) were defined based on the following considerations:
- (i)
- The theoretical dose of H2O2 necessary to oxidize the organic matter that contributes to the COD of the sample, assuming that 1 g/L of O2 oxidizes 1 g/L of COD. This was determined from the stoichiometry of the decomposition of H2O2 into water and oxygen (Equation (10)).Therefore, to generate 1332.8 mg/L of oxygen required to oxidize the organic matter present in the CF supernatant (corresponding to its COD), a minimum of 2832 mg/L of H2O2 would be needed.
- (ii)
- The relative mass proportion of organic load and H2O2 (COD/H2O2) in the range of 1.14 ≤ COD/H2O2 ≤ 1.68 based on bibliographic review [29,40,41,42,43]. Thus, for an intermediate value of COD/H2O2 = 1.40 and COD of 1332.8 mg/L (CF-supernatant), the concentration of H2O2 was set at 951.7 mg/L (27.98 mM).
- (iii)
- 2.
- The second series of experiments was carried out to determine the effect of H2O2 concentration on the ECP efficiency. The specific operating conditions (e.g., Fenton reagent concentration) were defined based on the following considerations:
- (i)
- A fixed electric current value (of 0.2 A) selected from the first series of experiments. Thus, during 60 min of electrolysis, the current of 0.2 A provides 18.66 mM Fe2+ ions.
- (ii)
- The relative molar ratio of Fenton reagents: H2O2/Fe2+ = 4.0, 3.0, 1.5 and 1.0, according to the literature [29,40,41,42,43] and results of the first series of experiments. Thus, for the fixed value of Fe2+ ion concentration of 18.66 mM, the concentration of H2O2 was established (74.62 mM, 55.97 mM, 27.98 mM and 18.66 mM).
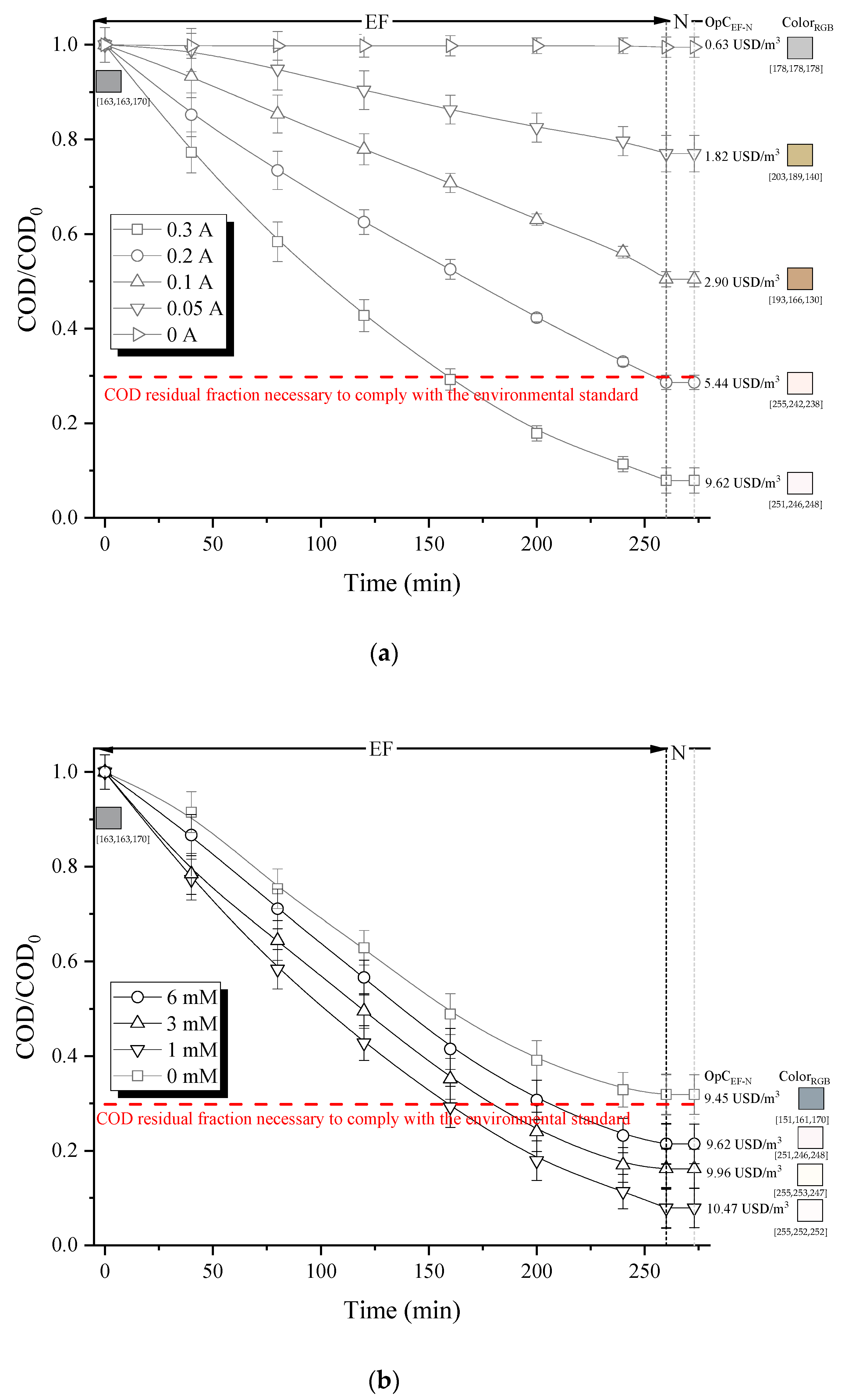
2.5.2. Electro-Fenton (EF)
- The initial experiments were carried out to determine the impact of electrical current on the efficiency of the EF process. The specific operational parameters (e.g., Fenton reagent concentrations) were established based on the following considerations:
- (i)
- The generation of H2O2 was carried out by applying the same electric current (0.05–0.3 A) to the electrochemical cell as in the case of generation of Fe2+ ions in the ECP process, for comparative purposes.
- (ii)
- Next, the effect of Fe2+ ion concentration on the EF efficiency was determined. The specific operational parameters were defined as follows:
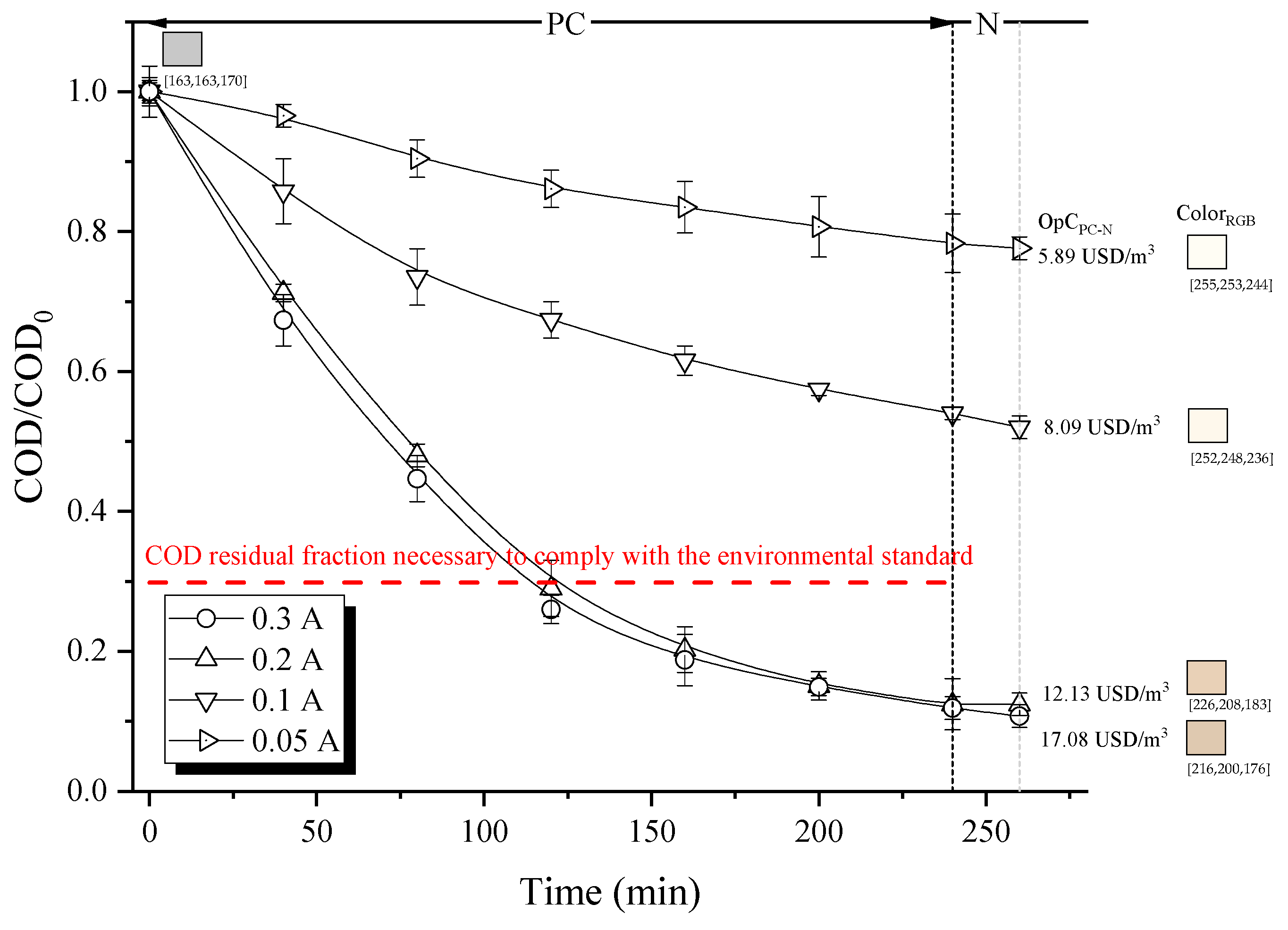
2.5.3. Peroxi-Coagulation (PC)
2.6. Analytical Methods
2.7. Treatment Efficiency and Economic Evaluation
2.8. Environmental Impact Assessment
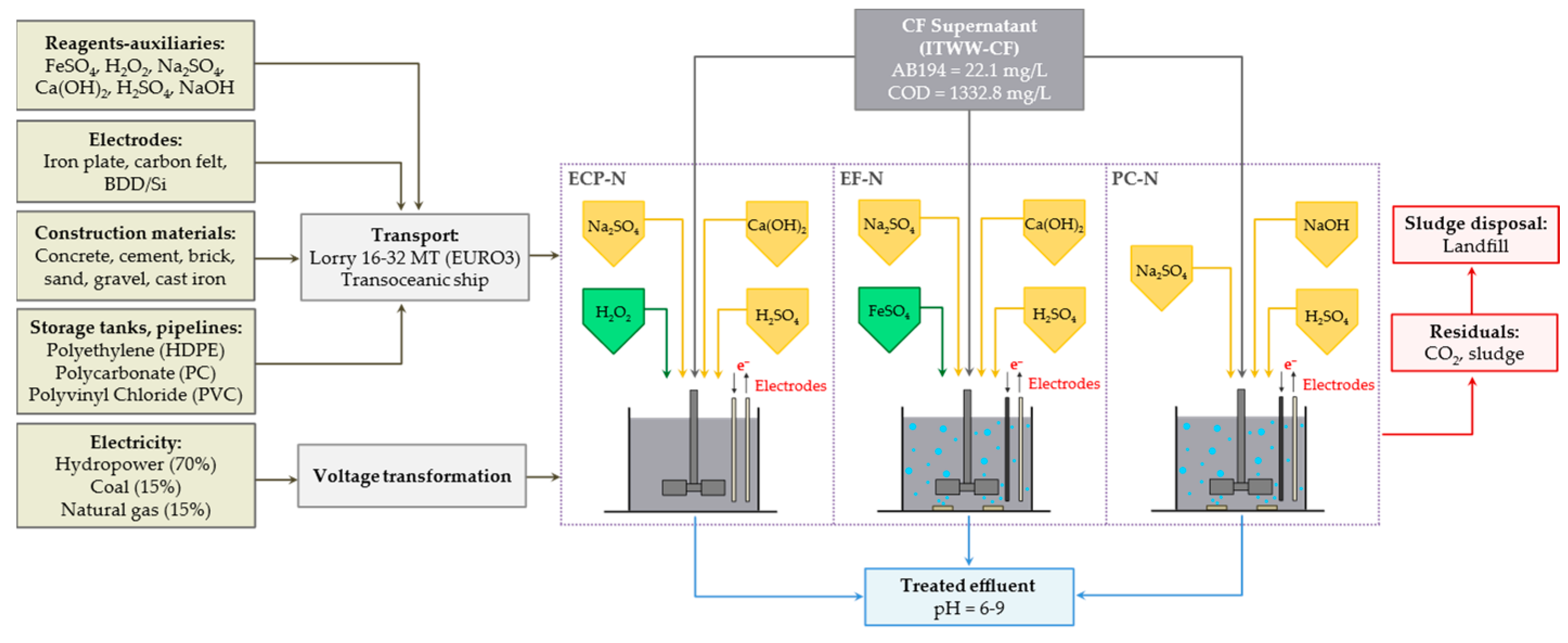
2.8.1. Goal and Scope Definition
- Production of reagents and materials necessary to carry out the treatment (Na2SO4: electrical conductivity adjustment; H2SO4: pH adjustment; H2O2 and FeSO4: Fenton’s reagents; NaOH or slaked lime: neutralization; and electrodes).
- Production of materials for the construction of electrochemical reactors and their corresponding infrastructure (reaction tank: concrete, cement, brick, sand, gravel, cast iron; chemical storage tanks: high-density polyethylene (HDPE); roof: polycarbonate (PC); pipelines: polyvinyl chloride (PVC)).
- Generation of solid and gaseous residuals (disposal of sludge generated as well as CO2 emissions into the atmosphere, a product of mineralization through sequential processes). The generated sludge was considered inert waste and was subsequently designated for disposal in a landfill. The CO2 emissions into the atmosphere were determined based on the efficiency of the mineralization of the organic matter, in terms of TOC, through sequential oxidative processes.
- Transportation logistics. The majority of the reagents and construction materials were sourced from local providers in close proximity to the treatment plant, minimizing the need for long-distance transportation. The materials and electrodes that were manufactured outside the country were transported by ship to the port of Buenaventura, located at latitude 3° 52′ 48.36″ N and longitude 77° 01′ 52.18″ W, and then transported by road in EURO3 vehicles (16–32 metric ton) to the city of Manizales, as shown in Table 3. The final disposal of the sludge generated was carried out within the metropolitan area.
- Electricity consumption (for pumping, stirring, aeration, electrochemical device operation) and voltage transformation from high to medium tension. The electricity supply was derived from two main sources: hydroelectric plants (70%) and thermal plants operating with coal (15%) and natural gas (15%) [55]. The energy consumption was calculated as presented in the footer of Table 2.
- The treatment plant was situated within the municipal boundaries of Manizales (South America, Colombia, latitude = 5° 4′12.99″ N, longitude = 75° 30′49.74″ W).
- A lifespan of 20 years was estimated, with the FU device operating reliably for 330 days per year and performing one task per day.
- Losses of materials and reagents of 10% and 8%, respectively, were assumed, considering the total amount required by the FU, as commonly observed in construction projects.
- Electrode useful lifetime was considered as follows: carbon felt cathode (six months), BDD/Si anode (ten years), sacrificial iron anodes (one month, up to 70% weight loss), iron cathode (ten years).
- Sequential processes operated at ambient temperature.
2.8.2. Life Cycle Inventory (LCI)
2.8.3. Life Cycle Impact Assessment (LCIA)
2.8.4. Life Cycle Interpretation
3. Results
3.1. ITWW and ITWW-CF Characterization
3.2. Electrochemical Peroxidation (ECP)
3.3. Electro-Fenton (EF)
3.4. Peroxi-Coagulation (PC)
3.5. Scope of EF-Based Configurations (ECP-N, EF-N, PC-N) Implemented for the Treatment of ITWW-CF
3.6. Life Cycle Analysis
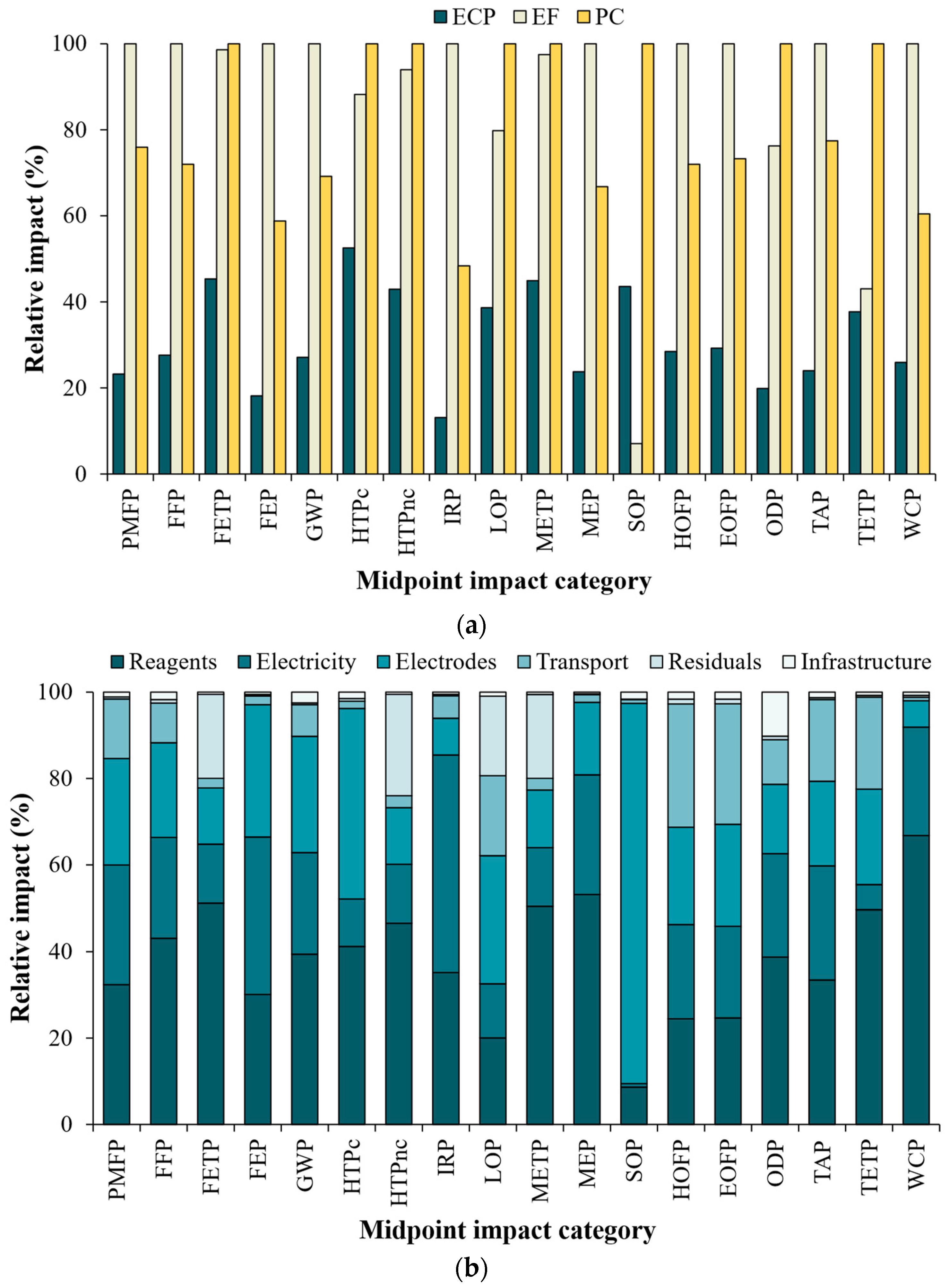
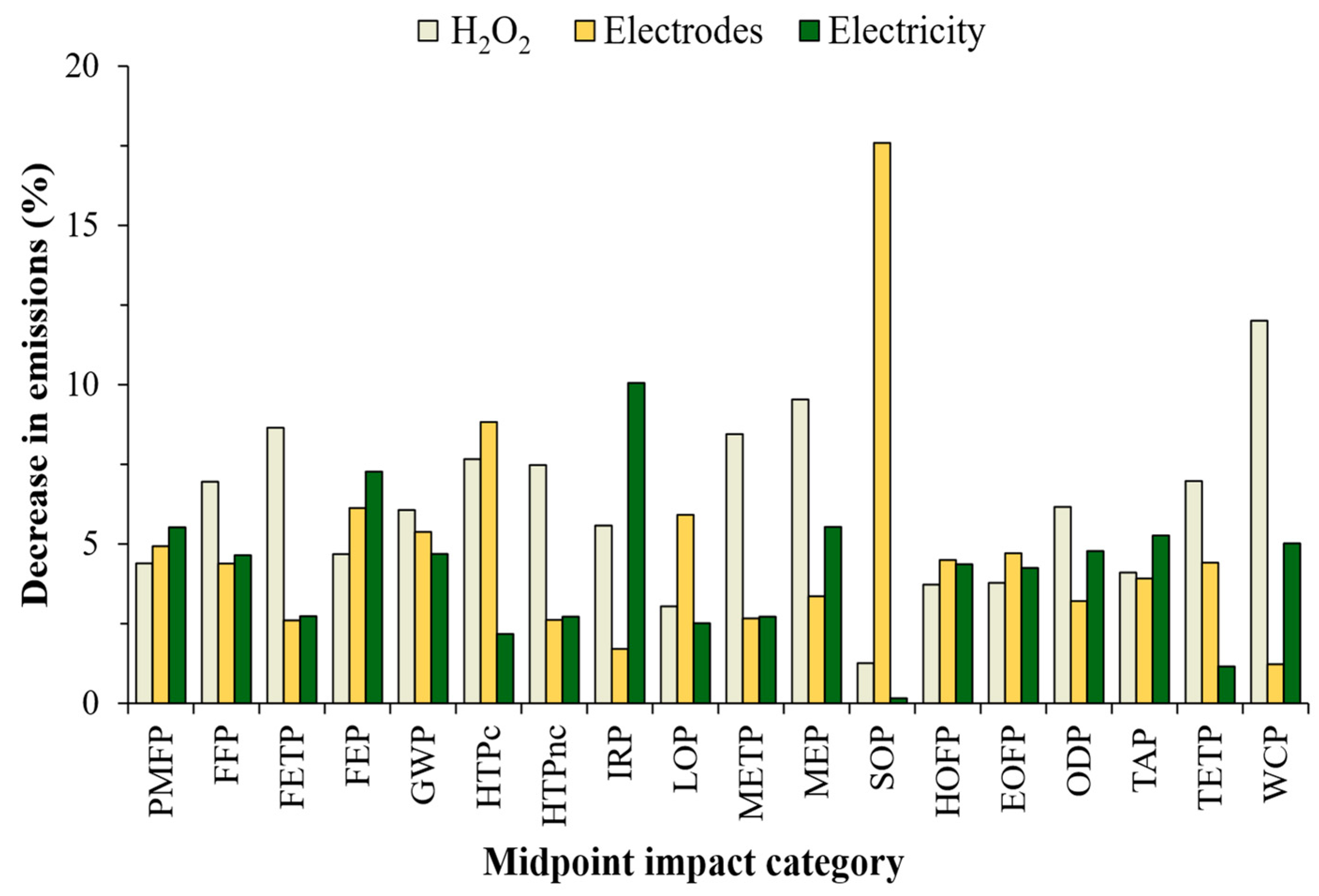
3.6.1. Environmental Performance at Midpoint Level
3.6.2. Environmental Performance at Endpoint Level
3.6.3. Sensitivity Analysis of the ECP Process
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Panhwar, A.; Jatoi, A.S.; Mazari, S.A.; Kandhro, A.; Rashid, U.; Qaisar, S. Water Resources Contamination and Health Hazards by Textile Industry Effluent and Glance at Treatment Techniques: A Review. Waste Manag. Bull. 2024, 1, 158–163. [Google Scholar] [CrossRef]
- Prasetyo, H.; Norrdin, M.N.A.M.; Othman, M.H.D.; Jaafar, J.; Yoshioka, T.; Li, Z.; Rahman, M.A. Technologies for Treating Wastewater from Textile Industry: A Review. Mater Today Proc. 2022, 65, 3066–3072. [Google Scholar] [CrossRef]
- Castillo-Suárez, L.A.; Sierra-Sánchez, A.G.; Linares-Hernández, I. A Critical Review of Textile Industry Wastewater: Green Technologies for the Removal of Indigo Dyes. Int. J. Environ. Sci. Technol. 2023, 20, 10553–10590. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Shaad, K.; Vollmer, D.; Ma, C. Treatment of Textile Wastewater Using Advanced Oxidation Processes—A Critical Review. Water 2021, 13, 3515. [Google Scholar] [CrossRef]
- Wu, C.H.; Ng, H.Y. Degradation of C.I. Reactive Red 2 (RR2) Using Ozone-Based Systems: Comparisons of Decolorization Efficiency and Power Consumption. J. Hazard. Mater. 2008, 152, 120–127. [Google Scholar] [CrossRef] [PubMed]
- Dede, O.T.; Aksu, Z.; Rehorek, A. Sonochemical Degradation of C.I. Reactive Orange 107. Environ. Eng. Sci. 2019, 36, 158–171. [Google Scholar] [CrossRef]
- Litter, M.I. Introduction to Photochemical Advanced Oxidation Processes for Water Treatment; Springer: Berlin/Heidelberg, Germany, 2005; Volume 2. [Google Scholar]
- Babu, D.S.; Srivastava, V.; Nidheesh, P.V.; Kumar, M.S. Detoxification of Water and Wastewater by Advanced Oxidation Processes. Sci. Total Environ. 2019, 696, 133961. [Google Scholar] [CrossRef]
- Venny, S.G.; Ng, H.K. Current Status and Prospects of Fenton Oxidation for the Decontamination of Persistent Organic Pollutants (POPs) in Soils. Chem. Eng. J. 2012, 213, 295–317. [Google Scholar] [CrossRef]
- Liu, J.; Ren, N.; Qu, C.; Lu, S.; Xiang, Y.; Liang, D. Recent Advances in the Reactor Design for Industrial Wastewater Treatment by Electro-Oxidation Process. Water 2022, 14, 3711. [Google Scholar] [CrossRef]
- Garcia-Segura, S.; Ocon, J.D.; Chong, M.N. Electrochemical Oxidation Remediation of Real Wastewater Effluents—A Review. Process Saf. Environ. Prot. 2018, 113, 48–67. [Google Scholar] [CrossRef]
- Brillas, E.; Sirés, I.; Oturan, M.A. Electro-Fenton Process and Related Electrochemical Technologies Based on Fenton’s Reaction Chemistry. Chem. Rev. 2009, 109, 6570–6631. [Google Scholar] [CrossRef]
- Kara, M.; El Manssouri, I.; Assouguem, A.; Almutairi, M.H.; Bayram, R.; Mohamed, H.R.H.; Peluso, I.; Eloutassi, N. Decolorization and Degradation of Methyl Orange Azo Dye in Aqueous Solution by the Electro Fenton Process: Application of Optimization. Catalysts 2022, 12, 665. [Google Scholar] [CrossRef]
- Fajardo-Puerto, E.; Elmouwahidi, A.; Bailón-García, E.; Pérez-Cadenas, A.F.; Carrasco-Marín, F. From Fenton and ORR 2e—Type Catalysts to Bifunctional Electrodes for Environmental Remediation Using the Electro-Fenton Process. Catalysts 2023, 13, 674. [Google Scholar] [CrossRef]
- Martínez-Huitle, C.A.; Brillas, E. Decontamination of Wastewaters Containing Synthetic Organic Dyes by Electrochemical Methods: A General Review. Appl. Catal. B Environ. 2009, 87, 105–145. [Google Scholar] [CrossRef]
- Nidheesh, P.V.; Gandhimathi, R. Trends in Electro-Fenton Process for Water and Wastewater Treatment: An Overview. Desalination 2012, 299, 1–15. [Google Scholar] [CrossRef]
- He, H.; Zhou, Z. Electro-Fenton Process for Water and Wastewater Treatment. Crit. Rev. Environ. Sci. Technol. 2017, 47, 2100–2131. [Google Scholar] [CrossRef]
- Ribeiro, J.P.; Nunes, M.I. Recent Trends and Developments in Fenton Processes for Industrial Wastewater Treatment—A Critical Review. Environ. Res. 2021, 197, 110957. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Luo, D.; Wang, L.; Wang, C.; Cao, Y.; Singh, L.; Ahmadzadeh, S.; He, Z. Current Status and Future Perspective in Electro-Fenton Techniques for Wastewater Treatment: A Bibliometric Review. Appl. Nanosci. 2023, 13, 5885–5902. [Google Scholar] [CrossRef]
- Wang, C.T.; Hu, J.L.; Chou, W.L.; Kuo, Y.M. Removal of Color from Real Dyeing Wastewater by Electro-Fenton Technology using a Three-Dimensional Graphite Cathode. J. Hazard. Mat. 2008, 152, 601–606. [Google Scholar] [CrossRef]
- Martínez-Huitle, C.A.; dos Santos, E.V.; Medeiros de Araújo, D.; Panizza, M. Applicability of Diamond Electrode/Anode to the Electrochemical Treatment of a Real Textile Effluent. J. Electroanal. Chem. 2012, 674, 103–107. [Google Scholar] [CrossRef]
- Sales Solano, A.M.; Costa de Araújo, C.K.; Vieira de Melo, J.; Peralta-Hernandez, J.M.; Ribeiro da Silva, D.; Martínez-Huitle, C.A. Decontamination of Real Textile Industrial Effluent by Strong Oxidant Species Electrogenerated on Diamond Electrode: Viability and Disadvantages of this Electrochemical Technology. Appl. Catal. B Environ. 2013, 130–131, 112–120. [Google Scholar] [CrossRef]
- Eslami, A.; Moradi, M.; Ghanbari, F.; Mehdipour, F. Decolorization and COD Removal from Real Textile Wastewater by Chemical and Electrochemical Fenton Processes: A Comparative Study. J. Environ. Health Sci. Eng. 2013, 11, 31. [Google Scholar] [CrossRef]
- Ramirez-Pereda, B.; Álvarez-Gallegos, A.; Bustos-Terrones, Y.A.; Silva-Martínez, S.; Hernández-Pérez, A. Effective Electro-Fenton Treatment for a Real Textile Effluent: A Case Study. J. Water Process Eng. 2020, 37, 101434. [Google Scholar] [CrossRef]
- Kuleyin, A.; Gök, A.; Akbal, F. Treatment of Textile Industry Wastewater by Electro-Fenton Process using Graphite Electrodes in Batch and Continuous Mod. J. Environ. Chem. Eng. 2021, 9, 104782. [Google Scholar] [CrossRef]
- Afanga, H.; Zazou, H.; Titchou, F.E.; Rakhila, Y.; Akbour, R.A.; Elmchaouri, A.; Ghanbaja, J.; Hamdani, M. Integrated ElectroChemical Processes for Textile Industry Wastewater Treatment: System Performances and Sludge Settling Characteristics. Sustain. Environ. Res. 2020, 30, 2. [Google Scholar] [CrossRef]
- Kaur, P.; Kushwaha, J.P.; Sangal, V.K. Transformation Products and Degradation Pathway of Textile Industry Wastewater Pollutants in Electro-Fenton Process. Chemosphere 2018, 207, 690–698. [Google Scholar] [CrossRef]
- Kaur, P.; Sangal, V.K.; Kushwaha, J.P. Parametric Study of Electro-Fenton Treatment for Real Textile Wastewater, Disposal Study and its Cost Analysis. Int. J. Environ. Sci. Technol. 2019, 16, 801–810. [Google Scholar] [CrossRef]
- Ghanbari, F.; Moradi, M.A. Comparative study of Electrocoagulation, Electrochemical Fenton, Electro-Fenton and Peroxi-Coagulation for Decolorization of Real Textile Wastewater: Electrical Energy Consumption and Biodegradability. J. Environ. Chem. Eng. 2015, 3, 499–506. [Google Scholar] [CrossRef]
- Yazici Guvenc, S.; Can-Güven, E.; Çifçi, D.İ.; Varank, G. Biodegradability Enhancement and Sequential Treatment of Real Chemical Industry Wastewater by Chemical Coagulation and Electro-Fenton Processes. Chem. Eng. Process.-Process Intensif. 2023, 194, 109598. [Google Scholar] [CrossRef]
- Moutik, B.; Summerscales, J.; Graham-Jones, J.; Pemberton, R. Life Cycle Assessment Research Trends and Implications: A Bibliometric Analysis. Sustainability 2023, 15, 13408. [Google Scholar] [CrossRef]
- Mahmud, R.; Moni, S.M.; High, K.; Carbajales-Dale, M. Integration of Techno-Economic Analysis and Life Cycle Assessment for Sustainable Process Design—A Review. J. Clean. Prod. 2021, 317, 128247. [Google Scholar] [CrossRef]
- Quintero-Arias, J.D.; Gómez-García, M.Á.; Dobrosz-Gómez, I. The scope of alum coagulation-flocculation assisted by slaked lime for the treatment of industrial wastewater containing highly concentrated Acid Black 194 dye. Optimization, molecular weight distribution and toxicity analysis. Results Eng. 2024; under revision. [Google Scholar]
- NTC-ISO 5667-2:1995; Gestión Ambiental. Calidad del Agua. Muestreo. Técnicas Generales de Muestreo. El Instituto Colombiano de Normas Técnicas y Certificación: Bogotá, Colombia, 1995. Available online: https://www.academia.edu/33146907/NORMA_T%C3%89CNICA_NTC_ISO_COLOMBIANA_5667_2 (accessed on 6 July 2024).
- NTC-ISO 5667-3:2004; Calidad del agua: Directrices para la Preservación y Manejo de las Muestras. El Instituto Colombiano de Normas Técnicas y Certificación: Bogotá, Colombia, 2004. Available online: https://www.studocu.com/co/document/universidad-nacional-de-colombia/quimica-analitica/ntc-iso-5667-03-2004-directrices-para-la-preservacion-y-manejo-de-muestras/29728969 (accessed on 6 July 2024).
- NTC-ISO 5667-1:2010; Calidad del Agua. Muestreo. Parte 1: Directrices para el Diseño de Programas y Técnicas de Muestreo. El Instituto Colombiano de Normas Técnicas y Certificación: Bogotá, Colombia, 2010. Available online: https://tienda.icontec.org/gp-calidad-del-agua-muestreo-parte-1-directrices-para-el-diseno-de-programas-y-tecnicas-de-muestreo-ntc-iso5667-1-2010.html (accessed on 6 July 2024).
- IDEAM—Instituto de Hidrología, Meteorología y Estudios Ambientales. Toma y Preservación Demuestras. 2015. Available online: http://www.ideam.gov.co/documents/14691/38158/Toma_Muestras_AguasResiduales.pdf/f5baddf0-7d86-4598-bebd-0e123479d428 (accessed on 6 July 2024).
- ASTM D2035-19; Practice for Coagulation-Flocculation Jar Test of Water. ASTM International: West Conshohocken, PA, USA, 2019. [CrossRef]
- MADS—Ministerio de Ambiente y Desarrollo Sostenible Resolución 0631 de 2015. 2015. Available online: https://www.minambiente.gov.co/documento-normativa/resolucion-631-de-2015/ (accessed on 6 July 2024).
- Kurt, U.; Apaydin, O.; Gonullu, M.T. Reduction of COD in Wastewater from an Organized Tannery Industrial Region by Electro-Fenton Process. J. Hazard. Mater. 2007, 143, 33–40. [Google Scholar] [CrossRef] [PubMed]
- Rahmani, A.R.; Shabanloo, A.; Fazlzadeh, M.; Poureshgh, Y. Investigation of Operational Parameters Influencing in Treatment of Dye from Water by Electro-Fenton Process. Desalination Water Treat. 2016, 57, 24387–24394. [Google Scholar] [CrossRef]
- Malakootian, M.; Asadi, M.; Mahvi, A.H. Evaluation of Electro-Fenton Process Performance for COD and Reactive Blue 19 Removal from Aqueous Solution. Iran. J. Health Environ. 2013, 5, 433–444. [Google Scholar]
- Suhan, M.B.K.; Shuchi, S.B.; Anis, A.; Haque, Z.; Islam, M.S. Comparative Degradation Study of Remazol Black B Dye Using Electro-Coagulation and Electro-Fenton Process: Kinetics and Cost Analysis. Environ. Nanotechnol. Monit. Manag. 2020, 14, 100335. [Google Scholar] [CrossRef]
- Standard Methods for the Examination of Water and Wastewater, 23rd ed.; Centennial Edition of American Public Health Association (APHA): Washington, DC, USA, 2017.
- Do, S.-H.; Batchelor, B.; Lee, H.-K.; Kong, S.-H. Hydrogen Peroxide Decomposition on Manganese Oxide (Pyrolusite): Kinetics, Intermediates, and Mechanism. Chemosphere 2009, 75, 8–12. [Google Scholar] [CrossRef] [PubMed]
- Bello, M.M.; Abdul Raman, A.A.; Asghar, A. A Review on Approaches for Addressing the Limitations of Fenton Oxidation for Recalcitrant Wastewater Treatment. Process Saf. Environ. Prot. 2019, 126, 119–140. [Google Scholar] [CrossRef]
- He, Y.Q. Experiment on Treating the Dying Wastewater with Blast-Furnace Ash and Fenton Reagent. Adv. Mater. Res. 2011, 295–297, 1120–1123. [Google Scholar] [CrossRef]
- Moradi, M.; Ghanbari, F. Application of Response Surface Method for Coagulation Process in Leachate Treatment as Pretreatment for Fenton Process: Biodegradability Improvement. J. Water Process Eng. 2014, 4, 67–73. [Google Scholar] [CrossRef]
- Masiello, C.A.; Gallagher, M.E.; Randerson, J.T.; Deco, R.M.; Chadwick, O.A. Evaluating Two Experimental Approaches for Measuring Ecosystem Carbon Oxidation State and Oxidative Ratio. J. Geophys. Res. 2008, 113, G03010. [Google Scholar] [CrossRef]
- Stumm, W.; Morgan, J.J. Aquatic Chemistry: Chemical Equilibria and Rates in Natural Waters, 3rd ed.; Wiley: Hoboken, NJ, USA, 1996. [Google Scholar]
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. Internati onal Organization for Standardization: Geneva, Switzerland, 2006. Available online: https://cdn.standards.iteh.ai/samples/37456/1fc9f64898c14240b034a77eccef42f3/ISO-14040-2006.pdf (accessed on 24 July 2024).
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. International Organization for Standardization: Geneva, Switzerland, 2006. Available online: https://cdn.standards.iteh.ai/samples/38498/17324bfe9ec44e27a2f84e1a8ac3ca26/ISO-14044-2006.pdf (accessed on 24 July 2024).
- Klöpffer, W.; Grahl, B. Life Cycle Assessment (LCA). A Guide to Best Practice; Wiley-VCH: Weinheim, Germany, 2014. [Google Scholar] [CrossRef]
- Salazar-Sogamoso, L.M.; Gómez-García, M.Á.; Dobrosz-Gómez, I. Comparative life cycle assessment of sequential chemical and electrochemical processes for the treatment of industrial textile wastewater. J. Solid State Electrochem. 2024, 28. [Google Scholar] [CrossRef]
- UPME–Unidad de Planeación Minero Energética. Proyección de la Demanda de Energía Eléctrica, Potencia Máxima y Gas Natural 2023–2037. 2023. Available online: https://www1.upme.gov.co/DemandayEficiencia (accessed on 6 July 2024).
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Huijbregts, M.; Steinmann, Z.; Elshout, P.; Stam, G.; Verones, F.; Vieira, M.; Hollander, A.; Zijp, M.; van Zelm, M. ReCiPe 2016: A Harmonized Life Cycle Impact Assessment Method at Midpoint and Endpoint Level Report I: Characterization. 2017. Available online: https://rivm.openrepository.com/handle/10029/620793 (accessed on 24 July 2024).
- MADS—Ministerio de Ambiente y Desarrollo Sostenible. Por la Cual se Reglamenta el uso de las Aguas Residuales y se Adoptan Otras Disposiciones. 2021. Available online: https://www.minambiente.gov.co/documento-normativa/resolucion-1256-de-2021/ (accessed on 6 July 2024).
- Magdy, M.; Gar Alalm, M.; El-Etriby, H.K. Comparative Life Cycle Assessment of five chemical methods for removal of phenol and its transformation products. J. Clean. Prod. 2021, 291, 125923. [Google Scholar] [CrossRef]
- Neyens, E.; Baeyens, J. A Review of Classic Fenton’s Peroxidation as an Advanced Oxidation Technique. J. Hazard. Mater. 2003, 98, 33–50. [Google Scholar] [CrossRef] [PubMed]
- Malakootian, M.; Moridi, A. Efficiency of Electro-Fenton Process in Removing Acid Red 18 Dye from Aqueous Solutions. Process Saf. Environ. Prot. 2017, 111, 138–147. [Google Scholar] [CrossRef]
- Abo-Farha, S.A. Comparative Study of Oxidation of Some Azo Dyes by Different Advanced Oxidation Processes: Fenton, Fenton-like, photo-Fenton and photo-Fenton-like. J. Am. Sci. 2010, 6, 128–142. [Google Scholar]
- Tsitonaki, A.; Petri, B.; Crimi, M.; Mosbæk, H.; Siegrist, R.L.; Bjerg, P.L. In Situ Chemical Oxidation of Contaminated Soil and Groundwater Using Persulfate: A Review. Crit. Rev. Environ. Sci. Technol. 2010, 40, 55–91. [Google Scholar] [CrossRef]
- European Comission. Total Water Recycling in Textil Industry. D 2.6 Report on Wastewater Handling in the Textile Industry in Europe. 2017. Available online: https://ec.europa.eu/research/participants/documents/downloadPublic?documentIds=080166e5d1a5037b&appId=PPGMS (accessed on 23 July 2024).
- Zou, M.; Wei, J.; Qian, Y.; Xu, Y.; Fang, Z.; Yang, X.; Wang, Z. Life cycle assessment of homogeneous Fenton process as pretreatment for refractory pharmaceutical wastewater. Front. Chem. Sci. Eng. 2024, 18, 49. [Google Scholar] [CrossRef]
- Ramírez-Díaz, R.C.; Prato-García, D. Can thermal intensification be considered a sustainable way for greening Fenton processes? J. Environ. Manag. 2021, 289, 112551. [Google Scholar] [CrossRef]
- Foteinis, S.; Monteagudo, J.M.; Durán, A.; Chatzisymeon, E. Environmental sustainability of the solar photo-Fenton process for wastewater treatment and pharmaceuticals mineralization at semi-industrial scale. Sci. Total Environ. 2018, 612, 605–612. [Google Scholar] [CrossRef]
- Campos-Martin, J.M.; Blanco-Brieva, G.; Fierro, J.L.G. Hydrogen peroxide synthesis: An outlook beyond the anthraquinone process. Angew. Chem.-Int. Ed. 2006, 45, 6962–6984. [Google Scholar] [CrossRef]
- European Commission, Joint Research Centre; Brinkmann, T.; Falcke, H.; Holbrook, S.; Sanalan, T.; Roth, J.; Delgado Sancho, L.; Clenahan, I.; Lopez Carretero, A.; Zerger Serge Roudier, B. Best Available Techniques (BAT) Reference Document for the Production of Large Volume Organic Chemicals. Publications Office. 2017. Available online: https://data.europa.eu/doi/10.2760/77304 (accessed on 6 July 2024).
- Lanza, M.R.V.; Cordeiro-Junior, P.J.M.; Kronka, M.S.; Goulart, L.A.; Veríssimo, N.C.; Mascaro, L.H.; dos Santos, M.C.; Bertazzoli, R. Catalysis of oxygen reduction reaction for H2O2 electrogeneration: The impact of different conductive carbon matrices and their physicochemical properties. J. Catal. 2020, 392, 56–68. [Google Scholar] [CrossRef]
- Zhou, W.; Meng, X.; Gao, J.; Alshawabkeh, A.N. Hydrogen peroxide generation from O2 electroreduction for environmental remediation: A state-of-the-art review. Chemosphere 2019, 225, 588–607. [Google Scholar] [CrossRef]
- Arvesen, A.; Hauan, I.B.; Bolsøy, B.M.; Hertwich, E.G. Life cycle assessment of transport of electricity via different voltage levels: A case study for Nord-Trøndelag county in Norway. Appl. Energy 2015, 157, 144–151. [Google Scholar] [CrossRef]
- Jorge, R.S.; Hawkins, T.R.; Hertwich, E.G. Life cycle assessment of electricity transmission and distribution-part 2: Transformers and substation equipment. Int. J. Life Cycle Assess. 2012, 17, 184–191. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, Q.; Wang, C.; Li, Z.; Geng, Y.; Hong, J.; Chen, Y. Environmental sustainability challenges of China’s steel production: Impact-oriented water, carbon and fossil energy footprints assessment. Ecol. Indic. 2022, 136, 108660. [Google Scholar] [CrossRef]
- Liu, N.; Wang, Y.; Bai, Q.; Liu, Y.; Wang, P.; Xue, S.; Yu, Q.; Li, Q. Road life-cycle carbon dioxide emissions and emission reduction technologies: A review. J. Traffic Transp. Eng. Engl. Ed. 2022, 9, 532–555. [Google Scholar] [CrossRef]
- UN Environment Program—UNEP. Pollution Action Note—Data You Need to Know. 2023. Available online: https://www.unep.org/interactives/air-pollution-note/ (accessed on 24 June 2024).
- Thangavel, P.; Park, D.; Lee, Y. Recent Insights into Particulate Matter (PM2.5)-Mediated Toxicity in Humans: An Overview. Int. J. Environ. Res. Public Health 2022, 19, 7511. [Google Scholar] [CrossRef]
- World Health Organization—WHO. Climate Change. 2023. Available online: https://www.who.int/news-room/fact-sheets/detail/climate-change-and-health (accessed on 24 June 2024).
- IPCC. Summary for Policymakers. In Climate Change 2023: Synthesis Report. Contribution of Working Groups I, II and III to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Arias, P., Bustamante, M., Elgizouli, I., Flato, G., Howden, M., Méndez-Vallejo, C., Pereira, J.J., Pichs-Madruga, R., Rose, S.K., Saheb, Y., et al., Eds.; IPCC: Geneva, Switzerland, 2023. [Google Scholar] [CrossRef]
- Azevedo, L.; van Zelm, R.; Hendriks, A.; Bobbink, R.; Huijbregts, M. Global assessment of the effects of terrestrial acidification on plant species richness. Environ. Pollut. 2013, 174, 10–15. [Google Scholar] [CrossRef]
- Groen, E.A.; Bokkers, E.A.M.; Heijungs, R.; de Boer, I.J.M. Methods for global sensitivity analysis in life cycle assessment. Int. J. Life Cycle Assess. 2017, 22, 1125–1137. [Google Scholar] [CrossRef]
- Hauschild, M.Z.; Rosenbaum, R.K.; Olsen, S.I. Life Cycle Assessment. Theory and Practice; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Clavreul, J.; Guyonnet, D.; Christensen, T.H. Quantifying uncertainty in LCA-modelling of waste management systems. Waste Manag. 2012, 32, 2482–2495. [Google Scholar] [CrossRef] [PubMed]
- Ramírez-Díaz, R.C.; Prato-Garcia, D.; Vasquez-Medrano, R. How Sustainable is the Biohydrogen Produced from Sugarcane Vinasse? An Approach Based on Life Cycle Assessment. Biomass Convers. Biorefin. 2023, 13, 14755–14775. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrochemical Peroxidation (ECP) | Electro-Fenton (EF) | Peroxi-Coagulation (PC) | |
|---|---|---|---|
| Main reactions | (2) (3) | (4) (5) (6) | (7) (8) (9) |
| Requirements | Anode (iron or steel). Cathode (iron or steel) in which H2 production also occurs (Equation (3)). Addition of H2O2 to the solution. | Cathode (carbonaceous material [12]) in which continuous regeneration of Fe2+ also occurs (Equation (5)). Anode (M: with low or high oxidation power [12]) in which physisorbed •OH produced at the anode during water oxidation (Equation (6)). Addition of iron catalyst (Fe2+, Fe3+ or iron oxide) to the solution. | Cathode (graphite felt, activated carbon fibers, graphite plates [12]) in which continuous regeneration of Fe2+ also occurs (Equation (8)). Anode (iron or steel). |
| Advantages for industrial applications | Enhanced pollutant removal compared to traditional Fenton | ||
| Applicability against a broad spectrum of pollutants | |||
| Improved biodegradability: the oxidation of complex organic molecules into smaller, more biodegradable compounds can enhance subsequent biological treatment processes, if necessary. | |||
| Ability to control the degradation kinetics | |||
| - | Continuous regeneration of Fe2+, which minimizes sludge production | Continuous regeneration of Fe2+, which minimizes sludge production | |
| - | Reduced use of H2O2, which eliminates the risks associated with its transportation, storage, and handling and reduces the risk of secondary pollution. | Reduced use of H2O2, which eliminates the risks associated with its transportation, storage, and handling and reduces the risk of secondary pollution. | |
| Low cost of anode. | - | Low cost of anode. | |
| Implementation considerations | Cost of the initial setup can be high (electrochemical reactor, electrodes, control system). | ||
| The operational costs can be relatively low due to reduced chemical consumption. | |||
| Ease of integration with other treatment technologies (pre and post) to enhance overall treatment efficiency and achieve complete pollutant removal. | |||
| - | Carbonaceous cathode fouling and requiring frequent cleaning or replacement (adds to the maintenance and operational costs). | Carbonaceous cathode fouling and requiring frequent cleaning or replacement (adds to the maintenance and operational costs). | |
| Anode consumption/passivation and requiring periodical replacement (adds to the maintenance and operational costs). | - | Anode consumption/passivation and requiring periodical replacement (adds to the maintenance and operational costs). | |
| pH sensitivity: extra expenses required for acidification (prior to electrolysis) and neutralization (after electrolysis). | |||
| Extra expenses for acidification during electrolysis. | - | Extra expenses for acidification during electrolysis. | |
| - | Cathode and anode cost. | Cathode cost. | |
| Challenges for industrial applications | Scaling up the process for large volumes of wastewater can be challenging and requires careful design to ensure uniform reaction conditions. | ||
| Sludge volume and disposal: it must be properly managed to prevent secondary pollution. | |||
| Electricity consumption for the generation of reactants. | |||
| The volume of sludge can be significant, its handling and transporting can also be logistically challenging. | - | The volume of sludge can be significant, its handling and transporting can also be logistically challenging. | |
| pH control is crucial to keep Fe2+ in the solution. | - | pH control is crucial for the effectiveness of both coagulation and oxidation processes. | |
| Electrochemical Setup Configuration | Sequential EAOPs | ||
|---|---|---|---|
| Electrochemical Peroxidation (ECP) | Electro-Fenton (EF) | Peroxi-Coagulation (PC) | |
| Electrochemical cell | 0.33 L borosilicate glass cylindrical cell, stirred, single compartment, monopolar configuration, electrodes arranged in parallel, galvanostatic mode of operation, jacketed bath (F-12-CM, Julabo GmbH, Seelbach, Germany) with temperature control (PT-100, ±0.01 K) provided with external DC power supply (0–30 V, 0–6 A (OWON® ODP3063, Shenzhen, China) | ||
| Scheme of the experimental setup | 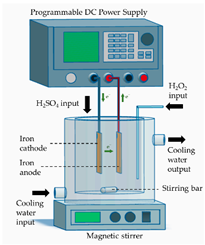 |  | 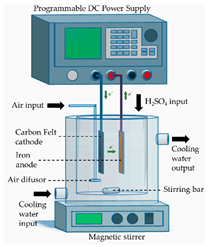 |
| Volume of treated effluent (L) | 0.20 | 0.20 | 0.20 |
| Anode material | Commercial iron 99%, Bronces & Láminas S.A.S, Manizales, Colombia, SA = 20 cm2 | Commercial boron-doped diamond (BDD)/Si: substrate: p-doped, monocrystalline silicon, 100 mOhm.cm; BDD coating: p-doped, poly-crystalline, 3 μm thick; boron doping level: 700–800 ppm; NeoCoat®-Electrodes, La Chaux-de-Fonds, Switzerland, SA = 20 cm2 | Commercial iron 99%, Bronces & Láminas S.A.S, Manizales, Colombia, SA = 20 cm2 |
| Cathode material | Commercial iron 99%, Bronces & Láminas S.A.S, Manizales, Colombia, SA = 20 cm2 | Commercial PAN-Based Soft Graphite Felt, 4.5 m2/g; density 0.12–0.14 g/cm3; carbon content ≥ 99.5%; ash content ≤ 300 ppm; Xuran New Materials Limited, Hengshui, China, SA = 30 cm2 | Commercial PAN-Based Soft Graphite Felt, 4.5 m2/g; density 0.12–0.14 g/cm3; carbon content ≥ 99.5%; ash content ≤ 300 ppm; Xuran New Materials Limited, Hengshui, China, SA = 30 cm2 |
| Electrode spacing (cm) | 1 | 1 | 1 |
| Reactor inputs | ITWW-CF H2SO4 Na2SO4 H2O2 Ca(OH)2 (neutralization) | ITWW-CF H2SO4 Na2SO4 FeSO4.7H2O Ca(OH)2 (neutralization) | ITWW-CF H2SO4 Na2SO4 NaOH (neutralization) |
| Reactor outputs | ITWW-CF-ECP-N Sludge | ITWW-CF-EF-N Sludge | ITWW-CF-PC-N Sludge |
| Aeration flow (L/min) | N.A. | 1.6 | 1.6 |
| Stirring velocity (rpm) | 200 | 500 | 500 |
| Operating conditions | |||
| [H2O2] (mM) | 0–74.62 | N.A. | N.A. |
| [Fe2+] (mM) | 0–27.98 * | 0–6.00 | 0–111.93 * |
| Electrical current, I (A) | 0–0.3 | 0–0.3 | 0–0.3 |
| [Na2SO4] (g/L) | 1.55 ± 0.39 | 1.55 ± 0.39 | 1.55 ± 0.39 |
| Conductivity (mS/cm) | 5.80 ± 0.01 | 5.80 ± 0.01 | 5.80 ± 0.01 |
| pH | 2.8–3.4 | 2.8–3.4 | 2.8–3.4 |
| Electrolysis time (min) | 60 | 260 | 260 |
| Temperature (°C) | 20 | 20 | 20 |
| Removal efficiency | |||
| %RCOD_EAOP-N | |||
| %RTOC_EAOP-N | |||
| %RColor_EAOP-N | |||
| %RBDO5_EAOP-N | |||
| Operational costs OpCEAOP-N (USD/m3) | |||
| Total operational costs TOpCsequential (USD/m3) | |||
| Product | Unit | Treatment Process | Estimated Losses (%) | Estimated Distance Traveled (km) | Supplier Location | |||
|---|---|---|---|---|---|---|---|---|
| ECP-N | EF-N | PC-N | Freight, Lorry | Freight, Ship | ||||
| Reagents and chemical auxiliaries | ||||||||
| H2O2 (50%, solution) | kg | 2.06 | - | - | 8 | 310 | 3560 | Houston, TX, USA |
| FeSO4 | kg | - | 0.16 | - | 8 | 293 | - | Cundinamarca, Colombia |
| Na2SO4 | kg | 1.67 | 1.67 | 1.67 | 8 | 310 | 15,929 | Shanghai, China |
| H2SO4 (98%) | kg | 0.56 | 0.27 | 5.91 | 8 | 40.4 | - | Manizales, Colombia |
| NaOH (50%, solution) | kg | - | - | 8.12 | 8 | 255 | - | Yumbo, Colombia |
| Ca(OH)2 | kg | 0.55 | 0.79 | - | 8 | 242 | - | Medellín, Colombia |
| Construction materials–Infrastructure | ||||||||
| Concrete | kg | 0.2892 | 0.2892 | 0.2892 | 10 | 56.1 | - | Risaralda, Colombia |
| Portland cement | kg | 0.0987 | 0.0987 | 0.0987 | 10 | 5.2 | - | Manizales, Colombia |
| Brick | kg | 0.0869 | 0.0869 | 0.0869 | 10 | 7.2 | - | Manizales, Colombia |
| Sand | kg | 0.3091 | 0.3091 | 0.3091 | 10 | 7.3 | - | Manizales, Colombia |
| Gravel | kg | 0.2310 | 0.2310 | 0.2310 | 10 | 7.3 | - | Manizales, Colombia |
| Cast iron | kg | 0.0033 | 0.0033 | 0.0033 | 10 | 6.4 | - | Manizales, Colombia |
| High-density polyethylene (HDPE) | kg | 0.0002 | 0.0004 | 0.0006 | 10 | 310 | 3560 | Houston, TX, USA |
| Polycarbonate (PC) | kg | 0.0099 | 0.0099 | 0.0099 | 10 | 310 | 3560 | Houston, TX, USA |
| Polyvinyl chloride (PVC) | kg | 0.0045 | 0.0045 | 0.0045 | 10 | 310 | 3560 | Houston, TX, USA |
| Electrode materials | ||||||||
| Iron plate (steel) | kg | 1.380 * | - | 3.043 | - | 310 | 3560 | Houston, TX, USA |
| Carbon felt (PAN-Based) | kg | - | 0.005 | 0.005 | - | 310 | 3560 | Houston, TX, USA |
| Boron-doped diamond (BDD/Si) | kg | - | 0.001 | - | - | 310 | 3560 | Houston, TX, USA |
| Electricity consumption | ||||||||
| Electricity (pumps) | kWh/FU | 0.11 | 0.08 | 0.11 | - | - | - | Colombia |
| Electricity (stirring) | kWh/FU | 0.08 | 1.20 | 0.90 | - | - | - | Colombia |
| Electricity (aeration) | kWh/FU | - | 2.00 | 1.50 | - | - | - | Colombia |
| Electricity (electrochemical reactor) | kWh/FU | 2.27 | 33.20 | 4.28 | - | - | - | Colombia |
| Residuals | ||||||||
| Sludge | kg | 3.81 | 0.82 | 3.96 | - | 11.5 | - | Colombia |
| Carbon dioxide (CO2) from mineralization | kg | 0.18 | 0.18 | 0.19 | - | - | - | - |
| Parameter | Unit | Standard Method [44]/ ISO Procedure | Discharge Limit * [39] | Average Values | |
|---|---|---|---|---|---|
| ITWW (Average ± SD) | ITWW-CF (Average ± SD) | ||||
| pH | - | 4500-H+ B | 6.00–9.00 | 7.89 ± 0.52 | 4.28 ± 0.06 |
| Chemical Oxygen Demand (COD) | mg/L O2 | 5220 D | 400.00 | 3261.2 ± 289.7 | 1332.8 ± 40.6 |
| Biochemical Oxygen Demand (BOD5) | mg/L O2 | 5210 B | 200.00 | 618.7 ± 61.9 | 238.7 ± 42.6 |
| Total Suspended Solids (TSS) | mg/L | 2540 D | 50.00 | 97.6 ± 49.2 | 11.31 ± 1.22 |
| Oil and Grease | mg/L | 5520 D | 20.00 | 17.20 ± 4.3 | N.D. |
| Phenols | mg/L | 5530 B, C | 0.20 | 0.33 ± 0.12 | N.D. |
| Hydrocarbons | mg/L | 5520 F | 10.00 | 11.90 ± 5.7 | N.D. |
| Methylene Blue Activated Substances | mg/L | 5540 C | A&R | 1.14 ± 0.08 | N.D. |
| Sulfate (SO42−) | mg/L | 4500 SO42− E | A&R | 1301.0 ± 279.1 | 1108 ± 204 |
| True Color (Absorbance measurements at different wavelengths: 436, 525 and 620 nm) | m−1 | 2120-D | A&R | a 149.2 ± 41.0 a 147.9 ± 39.9 a 147.1 ± 29.9 | 36.79 ± 6.16 29.71 ± 5.29 39.59 ± 4.14 |
| Total Organic Carbon (TOC) | mg/L C | 5310 B | N.A. | 1278.1 ± 31 | 525 ± 21.2 |
| Conductivity | mS/cm | 2510 B | N.A. | 2.96 ± 0.73 | 4.02 ± 0.13 |
| Turbidity | NTU | 2130 B | N.A. | 261.6 ± 92.4 | 698.9 ± 54.6 |
| Color | mg/L | 2120 C | N.A. | b 943 ± 158 | 22.1 ± 1.7 |
| U. Pt-Co | 2120 B | N.A. | b 44,232 ± 2187 | 1008.5 ± 94.8 | |
| RGB Scale * | 2120 E | N.A. | [7; 0; 0] | [163; 163; 170] | |
| Tone | N.A. | N.A. | |||
| Sequential EAOP | ||||
|---|---|---|---|---|
| Electrochemical Peroxidation (ECP) | Electro-Fenton (EF) | Peroxi-Coagulation (PC) | ||
| Operating conditions | ||||
| pH | 2.8–3.4 | 2.8–3.4 | 2.8–3.4 | |
| [Na2SO4] (g/L) | 1.55 ± 0.39 | 1.55 ± 0.39 | 1.55 ± 0.39 | |
| Conductivity (mS/cm) | 5.80 ± 0.01 | 5.80 ± 0.01 | 5.80 ± 0.01 | |
| [H2O2] (mM) | 27.98 | N.A. | N.A. | |
| [Fe2+] (mM) | 18.66 * | 1.00 | 37.31 * | |
| Electrical current, I (A) | 0.20 | 0.30 | 0.20 | |
| Average cell voltage, V (V) | 2.59 ± 0.16 | 8.30 (±0.15) | 2.14 ± 0.16 | |
| Electrolysis time (min) necessary to comply with the environmental standard regarding COD | 52.33 | 160.00 | 120.00 | |
| H2SO4 (g/L) 97%, 1.84 g/cm3, Merck KGaA, Germany | Acidification prior to electrolysis | 0.25 ± 0.05 | 0.25 ± 0.05 | 0.25 ± 0.05 |
| Acidification during electrolysis | 0.27 ± 0.07 | N.A. | 5.22 ± 0.20 | |
| Ca(OH)2 (g/L) 97%, BDH, Colombia | Neutralization after electrolysis | 0.51 ± 0.02 | 0.73 ± 0.05 | N.A. |
| NaOH (g/L) ≥98%, Carlo Erba, France | N.A. | N.A. | 3.76 ± 0.34 | |
| Reactor outputs | ITWW-CF-ECP-N Sludge: 3.81 g/L Anode weight loss: 0.96 g/L | ITWW-CF-EF-N Sludge: 0.82 g/L Anode weight loss: N.A. | ITWW-CF-PC-N Sludge: 3.96 g/L Anode weight loss: 2.13 g/L | |
| Energy consumption, Ec (kWh/m3) | 2.27 ± 0.14 | 33.20 ± 0.60 | 4.28 ± 0.29 | |
| Average current efficiency, CE (%) | 358.0 ± 5.1 | 78.1 ± 2.9 | 156.1 ± 4.4 | |
| Removal efficiency | ||||
| %RCOD_EAOP-N | 69.99 ± 1.03 | 71.41 ± 2.82 | 71.04 ± 3.15 | |
| %RTOC_EAOP-N | 65.95 ± 1.68 | 66.65 ± 1.72 | 63.98 ± 1.81 | |
| %RColor_EAOP-N | 92.13 ± 1.11 | 92.48 ± 1.89 | 87.52 ± 1.94 | |
| %RBDO5_EAOP-N | 48.15 ± 1.87 | 47.98 ± 1.79 | 49.91 ± 1.03 | |
| Operational costs (OpCEAOP-N) (USD/m3) to comply with the environmental standard regarding COD | 2.63 ± 0.09 | 6.65 ± 0.10 | 6.98 ± 0.13 | |
| %RCOD-sequential | 87.77 ± 1.14 | 88.32 ± 1.56 | 88.16 ± 1.71 | |
| %RTOC-sequential | 85.53 ± 0.46 | 86.23 ± 0.89 | 85.15 ± 1.03 | |
| %RColor-sequential | 99.80 ± 0.04 | 99.82 ± 0.08 | 99.70 ± 0.19 | |
| pHfinal | 6.63 ± 0.19 | 7.33 ± 0.18 | 8.80 ± 0.15 | |
| Total operational costs (TOpCsequential) (USD/m3) to comply with the environmental standard regarding COD | 8.62 ± 0.20 | 12.64 ± 0.18 | 12.97 ± 0.24 | |
| Midpoint Impact Category | Abbreviation | Unit | Impact Result | ||
|---|---|---|---|---|---|
| ECP | EF | PC | |||
| Fine particulate matter formation | PMFP | kg PM2.5 | 2.13 × 10−2 | 9.17 × 10−2 | 6.96 × 10−2 |
| Fossil resource scarcity | FFP | kg oil | 2.69 × 100 | 9.74 × 100 | 7.01 × 100 |
| Freshwater ecotoxicity | FETP | kg 1,4-DCB | 3.30 × 10−1 | 7.17 × 10−1 | 7.28 × 10−1 |
| Freshwater eutrophication | FEP | kg P | 4.03 × 10−3 | 2.22 × 10−2 | 1.30 × 10−2 |
| Climate change | GWP | kg CO2 | 1.03 × 101 | 3.80 × 101 | 2.63 × 101 |
| Human toxicity: cancer | HTPc | kg 1,4-DCB | 9.37 × 10−1 | 1.57 × 100 | 1.78 × 100 |
| Human toxicity: non-cancer | HTPnc | kg 1,4-DCB | 9.27 × 100 | 2.03 × 101 | 2.16 × 101 |
| Ionizing radiation | IRP | kBq Co-60 | 4.37 × 10−1 | 3.33 × 100 | 1.61 × 100 |
| Land use | LOP | m2 × year | 5.80 × 10−2 | 1.20 × 10−1 | 1.50 × 10−1 |
| Marine ecotoxicity | METP | kg 1,4-DCB | 4.62 × 10−1 | 1.00 × 100 | 1.03 × 100 |
| Marine eutrophication | MEP | kg N | 3.47 × 10−4 | 1.46 × 10−3 | 9.75 × 10−4 |
| Mineral resource scarcity | SOP | kg Cu | 1.29 × 10−1 | 2.09 × 10−2 | 2.96 × 10−1 |
| Photochemical oxidant formation: human health | HOFP | kg NOx | 2.73 × 10−2 | 9.60 × 10−2 | 6.91 × 10−2 |
| Photochemical oxidant formation: ecosystem quality | EOFP | kg NOx | 2.82 × 10−2 | 9.65 × 10−2 | 7.08 × 10−2 |
| Ozone depletion | ODP | kg CFC-11 | 2.99 × 10−6 | 1.15 × 10−5 | 1.50 × 10−5 |
| Terrestrial acidification | TAP | kg SO2 | 4.56 × 10−2 | 1.90 × 10−1 | 1.47 × 10−1 |
| Terrestrial ecotoxicity | TETP | kg 1,4-DCB | 2.24 × 101 | 2.56 × 101 | 5.94 × 101 |
| Water use | WCP | m3 | 2.57 × 10−1 | 9.90 × 10−1 | 5.99 × 10−1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dobrosz-Gómez, I.; Salazar-Sogamoso, L.-M.; Castaño-Sánchez, J.-C.; Salazar-López, D.-O.; Gómez-García, M.-Á. Environmental and Economic Evaluation of the Sequential Combination of Coagulation–Flocculation with Different Electro-Fenton-Based Configurations for the Treatment of Raw Textile Wastewater. Water 2024, 16, 2154. https://doi.org/10.3390/w16152154
Dobrosz-Gómez I, Salazar-Sogamoso L-M, Castaño-Sánchez J-C, Salazar-López D-O, Gómez-García M-Á. Environmental and Economic Evaluation of the Sequential Combination of Coagulation–Flocculation with Different Electro-Fenton-Based Configurations for the Treatment of Raw Textile Wastewater. Water. 2024; 16(15):2154. https://doi.org/10.3390/w16152154
Chicago/Turabian StyleDobrosz-Gómez, Izabela, Luis-Miguel Salazar-Sogamoso, Juan-Camilo Castaño-Sánchez, Daniel-Ovidio Salazar-López, and Miguel-Ángel Gómez-García. 2024. "Environmental and Economic Evaluation of the Sequential Combination of Coagulation–Flocculation with Different Electro-Fenton-Based Configurations for the Treatment of Raw Textile Wastewater" Water 16, no. 15: 2154. https://doi.org/10.3390/w16152154
APA StyleDobrosz-Gómez, I., Salazar-Sogamoso, L.-M., Castaño-Sánchez, J.-C., Salazar-López, D.-O., & Gómez-García, M.-Á. (2024). Environmental and Economic Evaluation of the Sequential Combination of Coagulation–Flocculation with Different Electro-Fenton-Based Configurations for the Treatment of Raw Textile Wastewater. Water, 16(15), 2154. https://doi.org/10.3390/w16152154