
A Framework for Recovering Waste Heat Energy from Food Processing Effluent





Abstract
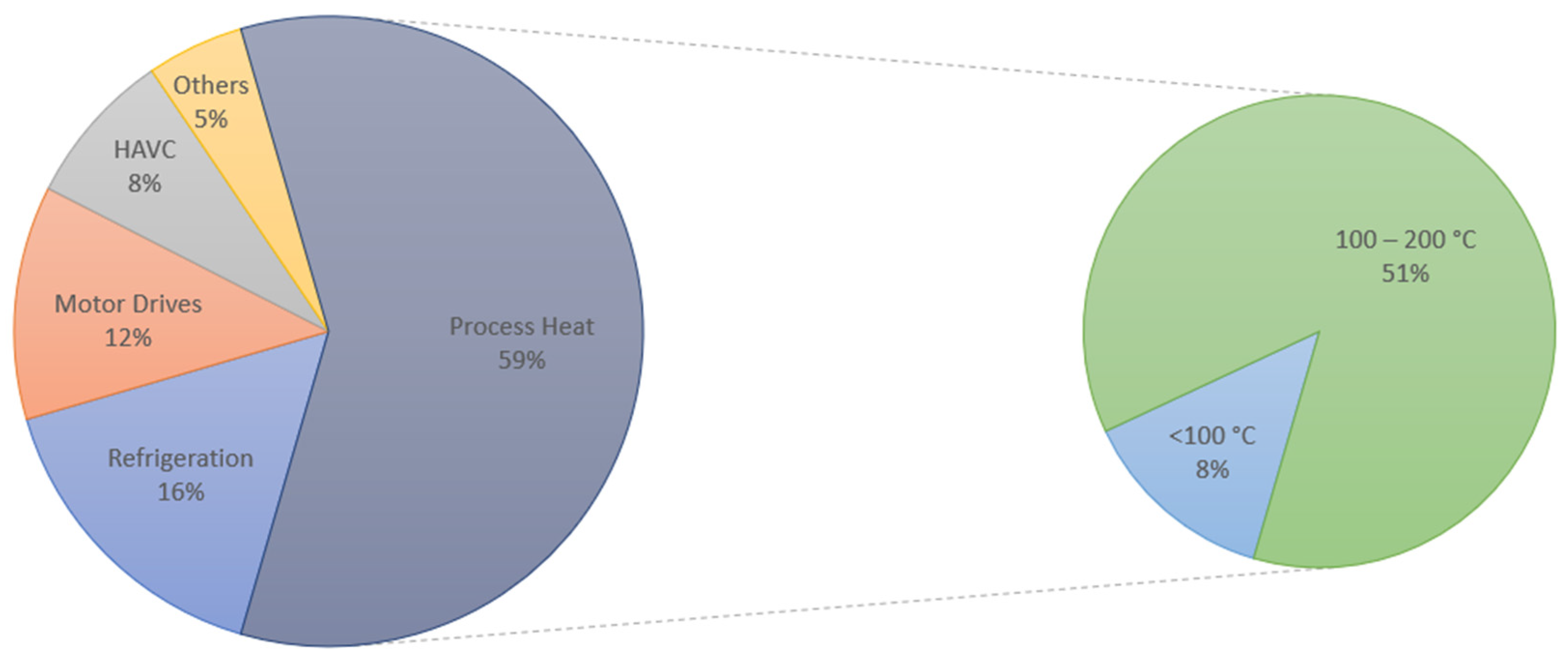
1. Introduction
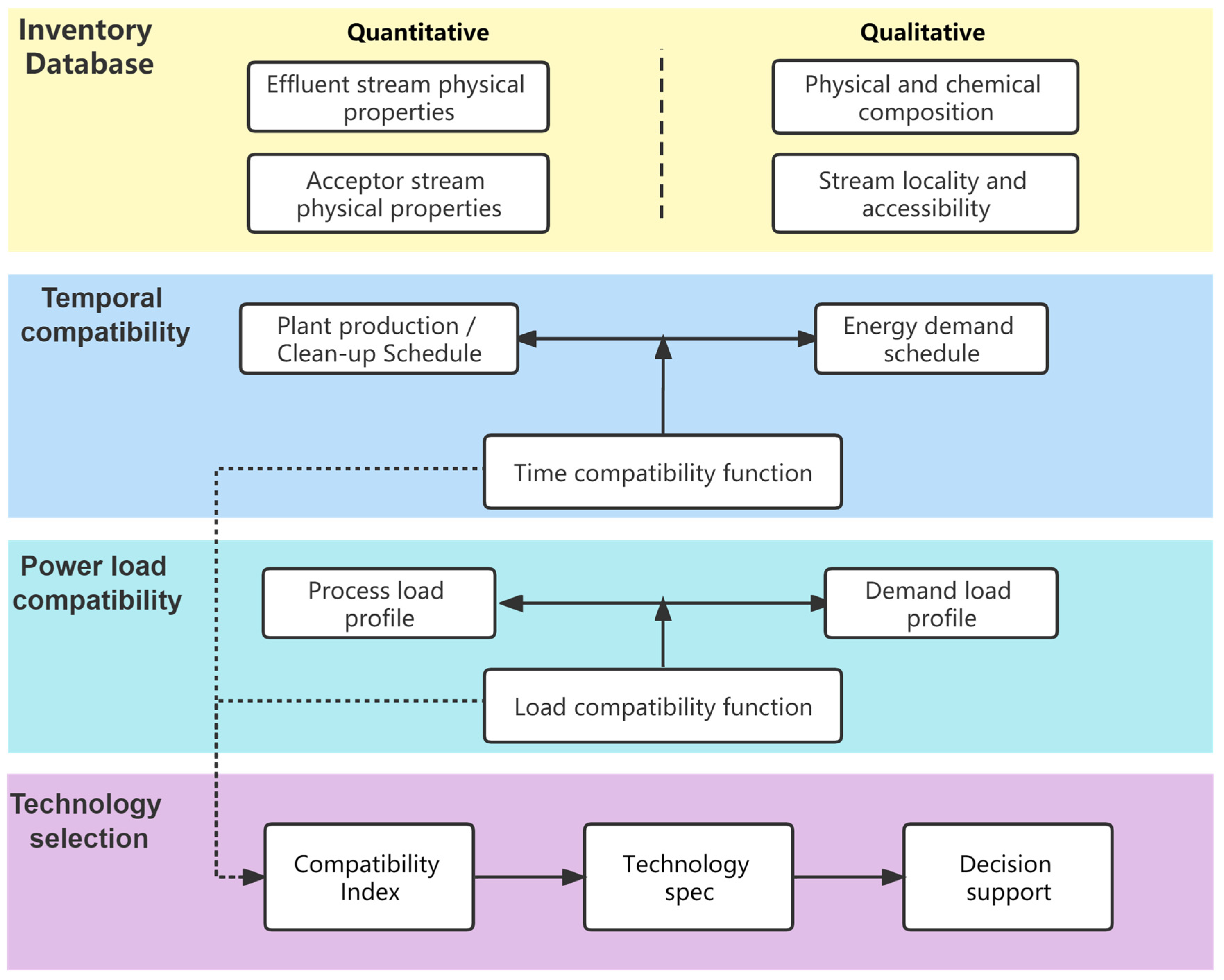
2. Methodology
2.1. Inventory Database
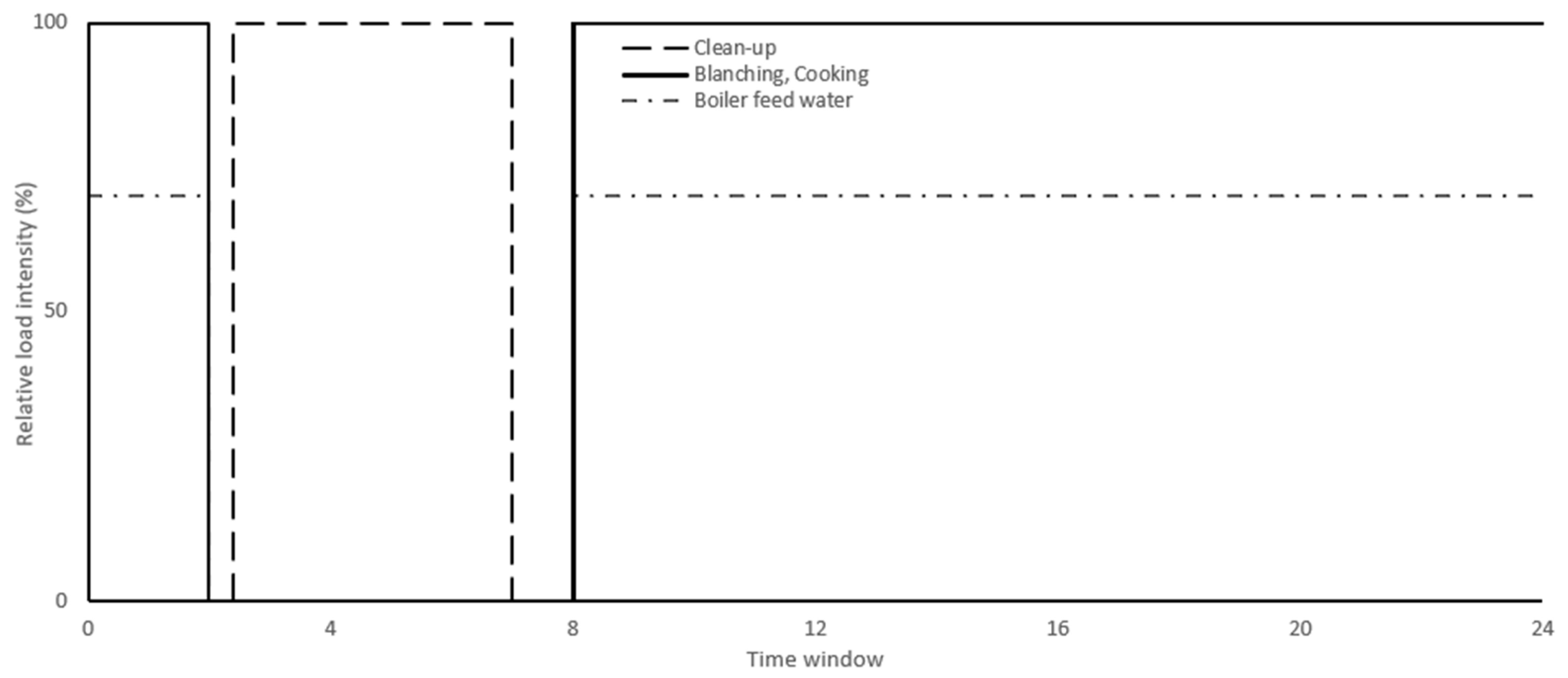
2.2. Temporal Compatibility
2.3. Technology Selection and Ranking
- Maximum pressure—Since many exchanger types only function at low pressure, they can be immediately discounted from consideration for a given application;
- Temperature range—Many exchanger types can only be used in a narrow temperature range, which, once more, eliminates several types;
- Fluid restrictions—Compatibility between the fluid and the building materials is emphasized most in this case;
- Size range available—By connecting several heat exchangers in parallel, the issue of maximum size limitation can always be solved;
- Complexity with fouling—Fouling can be caused by a variety of mechanisms, which has an impact on the heat exchanger of choice. For instance, suspended solids may make it impossible to use passageways that are too small. Therefore, filtration prior to suspended solids removal can occasionally be cost-effective.
2.4. Decision Support
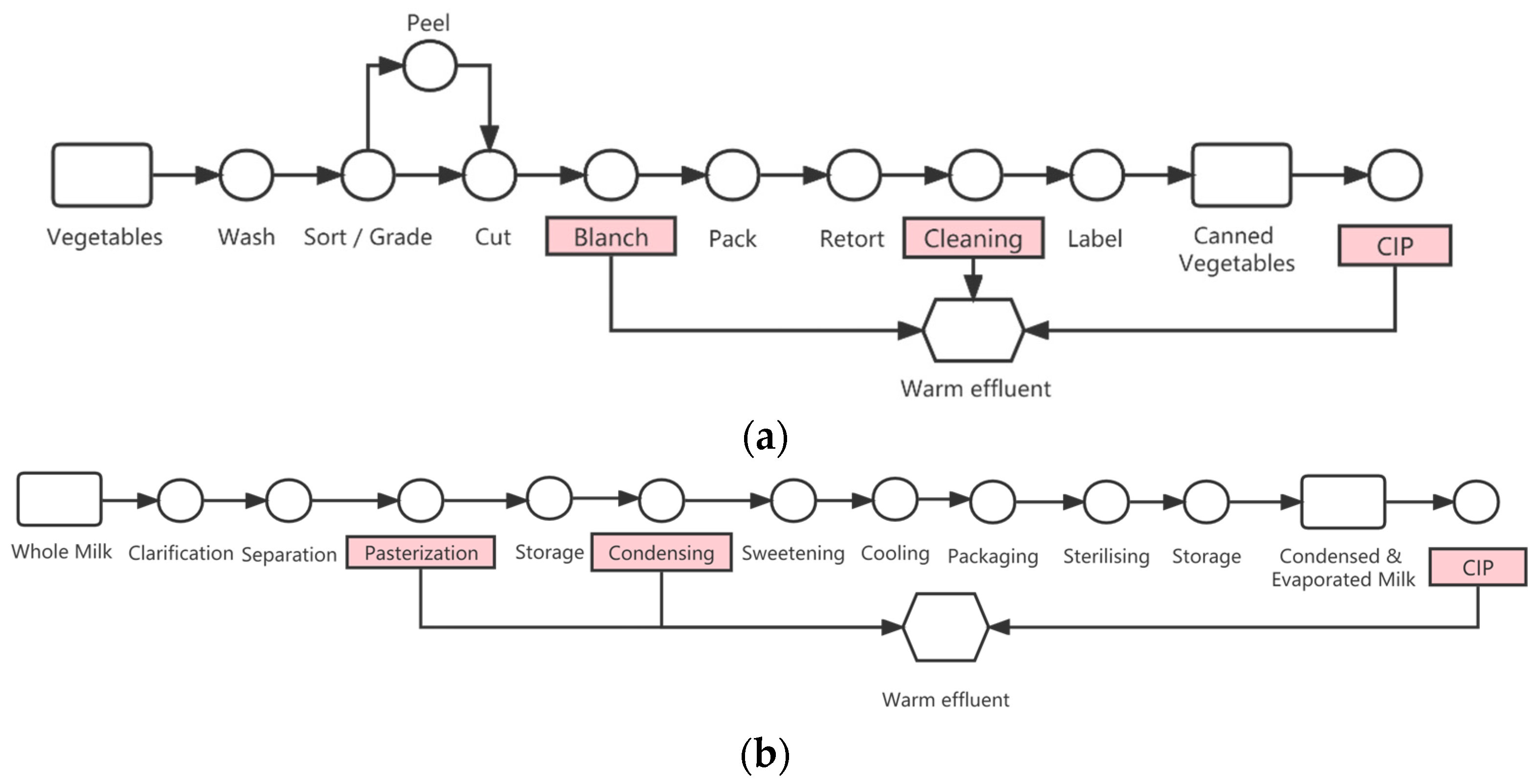
3. Case Study
- (1)
- Condensate from the heating process, which is under pressure and at the corresponding condensing temperature;
- (2)
- Can-cooling water, which is at about 55 °C;
- (3)
- Blanching overflow also presents another source of waste heat, as direct stream heating of blanching water at 88 °C;
- (4)
- Can-topping water at 94 °C.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- IEA. The Future of Cooling in China Delivering on Action Plans for Suistainable Air Conditioning. 2019. Available online: https://iea.blob.core.windows.net/assets/9212903b-e310-48d4-96fa-3eaf7ddf56d9/The_Future_of_Cooling_in_China.pdf (accessed on 12 October 2022).
- UK Export Finance. Climate Change Strategy 2021 to 2024. 2021. Available online: https://assets.publishing.service.gov.uk/government/uploads/system/uploads/attachment_data/file/1019141/UKEF_Climate_Change_Strategy_2021.pdf (accessed on 12 October 2022).
- Government of Ireland. Food Vision 2030: A World Leader in Sustainable Food Systems. 2020. Available online: https://www.gov.ie/en/publication/c73a3-food-vision-2030-a-world-leader-in-sustainable-food-systems/#food-vision-2030 (accessed on 13 October 2022).
- FDF. Our Industry At a Glance. 2021. Available online: https://www.fdf.org.uk/globalassets/resources/public/general/industry-at-a-glance-april2020.pdf (accessed on 14 October 2022).
- Department of Business UK. Digest of United Kingdom Energy Statistics 2018. 2018. Available online: https://assets.publishing.service.gov.uk/government/uploads/system/uploads/attachment_data/file/736148/DUKES_2018.pdf (accessed on 15 October 2022).
- Jagtap, S.; Rahimifard, S.; Duong, L.N.K. Real-time Data Collection to Improve Energy Efficiency: A Case Study of Food Manufacturer. J. Food Process. Preserv. 2022, 46, e14338. [Google Scholar] [CrossRef]
- Sims, R.; Flammini, A.; Puri, M.; Bracco, S. Opportunities For Agri-Food Chains To Become Energy-Smart; FAO: Rome, Italy; USAID: Washington, DC, USA, 2015. [Google Scholar]
- Galitsky, C.; Worrell, E.; Ruth, M. Energy Efficiency Improvement and Cost Saving Opportunities for the Corn Wet Milling Industry: An ENERGY STAR Guide for Energy and Plant Managers; Lawrence Berkeley National Lab.(LBNL): Berkeley, CA, USA, 2003. [Google Scholar]
- Papapetrou, M.; Kosmadakis, G.; Cipollina, A.; la Commare, U.; Micale, G. Industrial Waste Heat: Estimation of the Technically Available Resource in the EU per Industrial Sector, Temperature Level and Country. Appl. Therm. Eng. 2018, 138, 207–216. [Google Scholar] [CrossRef]
- Amón, R.; Maulhardt, M.; Wong, T.; Kazama, D.; Simmons, C.W. Waste Heat and Water Recovery Opportunities in California Tomato Paste Processing. Appl. Therm. Eng. 2015, 78, 525–532. [Google Scholar] [CrossRef]
- Luo, Y.; Andresen, J.; Clarke, H.; Rajendra, M.; Maroto-Valer, M. A Decision Support System for Waste Heat Recovery and Energy Efficiency Improvement in Data Centres. Appl. Energy 2019, 250, 1217–1224. [Google Scholar] [CrossRef]
- Bomben, J.L. Effluent generation, energy use and cost of blanching. J. Food Process. Eng. 1977, 1, 329–341. [Google Scholar] [CrossRef]
- Featherstone, S. Canning of Vegetables. In A Complete Course in Canning and Related Processes; Elsevier: Amsterdam, The Netherlands, 2016; pp. 3–84. [Google Scholar]
- Featherstone, S. Canning with Pulses and Pasta. In A Complete Course in Canning and Related Processes; Elsevier: Amsterdam, The Netherlands, 2016; pp. 169–197. [Google Scholar]
- Woolley, E.; Luo, Y.; Simeone, A. Industrial Waste Heat Recovery: A Systematic Approach. Sustain. Energy Technol. Assess. 2018, 29, 50–59. [Google Scholar] [CrossRef]
- Thomas, A.; Sathian, C.T. Cleaning-In-Place (CIP) System in Dairy Plant- Review. IOSR J. Environ. Sci. Toxicol. Food Technol. 2014, 8, 41–44. [Google Scholar] [CrossRef]
- Panchal, H.; Patel, R.; Chaudhary, S.; Patel, D.K.; Sathyamurthy, R.; Arunkumar, T. Solar Energy Utilisation for Milk Pasteurisation: A Comprehensive Review. Renew. Sustain. Energy Rev. 2018, 92, 1–8. [Google Scholar] [CrossRef]
- Law, R.; Harvey, A.; Reay, D. Opportunities for Low-Grade Heat Recovery in the UK Food Processing Industry. Appl. Therm. Eng. 2013, 53, 188–196. [Google Scholar] [CrossRef]
- Hewitt, G.F.; Pugh, S.J. Approximate Design and Costing Methods for Heat Exchangers. Heat Transf. Eng. 2007, 28, 76–86. [Google Scholar] [CrossRef]
- Jagtap, S.; Trollman, H.; Trollman, F.; Garcia-Garcia, G.; Parra-López, C.; Duong, L.; Martindale, W.; Munekata, P.E.S.; Lorenzo, J.M.; Hdaifeh, A.; et al. The Russia-Ukraine Conflict: Its Implications for the Global Food Supply Chains. Foods 2022, 11, 2098. [Google Scholar] [CrossRef] [PubMed]
- Mukherjee, S.; Asthana, A.; Howarth, M.; Chowdhury, J.I. Techno-Economic Assessment of Waste Heat Recovery Technologies for the Food Processing Industry. Energies 2020, 13, 6446. [Google Scholar] [CrossRef]
- Legorburu, G.; Smith, A.D. Energy Modeling Framework for Optimizing Heat Recovery in a Seasonal Food Processing Facility. Appl. Energy 2018, 229, 151–162. [Google Scholar] [CrossRef]
- Pantaleo, A.M.; Fordham, J.; Oyewunmi, O.A.; De Palma, P.; Markides, C.N. Integrating Cogeneration and Intermittent Waste-Heat Recovery in Food Processing: Microturbines vs. ORC Systems in the Coffee Roasting Industry. Appl. Energy 2018, 225, 782–796. [Google Scholar] [CrossRef]
- Linnhoff, B.; Hindmarsh, E. The Pinch Design Method for Heat Exchanger Networks. Chem. Eng. Sci. 1983, 38, 745–763. [Google Scholar] [CrossRef]
- Ravagnani, M.A.S.S.; Silva, A.P.; Arroyo, P.A.; Constantino, A.A. Heat Exchanger Network Synthesis and Optimisation Using Genetic Algorithm. Appl. Therm. Eng. 2005, 25, 1003–1017. [Google Scholar] [CrossRef]
- Kapil, A.; Bulatov, I.; Smith, R.; Kim, J.-K. Process Integration of Low Grade Heat in Process Industry with District Heating Networks. Energy 2012, 44, 11–19. [Google Scholar] [CrossRef]
- Krummenacher, P.; Favrat, D. Indirect and Mixed Direct-Indirect Heat Integration of Batch Processes Based on Pinch Analysis. Int. J. Thermodyn. 2001, 4, 135–143. [Google Scholar]
- Olsen, D.; Liem, P.; Abdelouadoud, Y.; Wellig, B. Thermal Energy Storage Integration Based on Pinch Analysis—Methodology and Application. Chem. Ing. Tech. 2017, 89, 598–606. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Food Processes | Heat Stream Medium | Temp, °C | Reference |
|---|---|---|---|
| Canned Vegetables—Steam Blanching | |||
| Snap beans | Water/Steam | 93–99 | [12] |
| Kidney beans | Water/Steam | 93–99 | [13] |
| Lima beans | Water/Steam | 93–99 | [14] |
| Peas | Water/Steam | 75–95 | [14] |
| Clean-in-place | Water | 66–80 | [16] |
| Milk processing | |||
| Pasteurisation overflow | Water | 70 | [17] |
| Boiler condensate | Water | 93 | [18] |
| Clean-in-place | Water | 66–80 | [19] |
| Physical Properties | Units |
|---|---|
| Waste heat stream temperature | Tw (°C) |
| Waste heat stream mass flow | mw (kg/t material) |
| Waste heat stream density | pw (kg/m3) |
| Waste heat stream specific heat capacity | cp,w (kJ/kg·K) |
| Waste heat stream pressure | Pw (bar) |
| Waste heat stream viscosity | µw (kg/m·s) |
| Acceptor stream temperature | Ta (°C) |
| Acceptor stream mass flow | ma (kg/t material) |
| Acceptor stream density | ρa (kg/m3) |
| Acceptor stream specific heat capacity | cp,a (kJ/kg·K) |
| Acceptor stream pressure | Pa (bar) |
| Acceptor stream viscosity | µa (kg/m·s) |
| Heat Recovery Tech | Maximum Pressure (Bar) | Temperature Range (°C) | Normal Size Ranges | Special Features | Corrosion Resistance | Advantages | Limitations |
|---|---|---|---|---|---|---|---|
| Brazed-plate | 16 | <200 | 1–10 m2 | Modular construction; not easily cleaned. | Protected by coating | Wide range of operating temperatures; compact design; good heat transfer. | Limited working pressure range; low fouling resistance. |
| Double-pipe (plain and finned tubes) | 300 (shell) 1400 (tube) | −100–600 | 0.25–200 m2 Multiple unit combination possible | High thermal efficiency; standard modular construction. | Protected by coating | Offers true counter-current flow (FT = 1.0); low capital and maintenance costs. | Not available in crossflow design; possibilities of fluid leakage. |
| Graphite | 20 | −50–165 | 0.2–60 m2 | High corrosion resistance | Protected by coating | Highly tolerant to corrosive chemicals. | Monitoring and regular maintenance of coating required. |
| Plate-and-frame | 25 | −25–175 | 1–2500 m2 | Modular construction; stainless steel or titanium often used. | Protected by coating | Corrugated plate design to give efficient heat transfer; can increase in size with little cost. | Limited range of operating temperatures and pressures; integrity of sealing. |
| Plate-fin | 100 (aluminum) 200 (stainless steel) | −273–150 (aluminum) −273–600 (stainless steel) | <9 m3 volume | Can accommodate small ΔT. | Protected by coating | Highly compact; possibility of multi-stream operation. | Limited temperature and pressure range; intolerant to excessive cyclic stresses. |
| Printed circuit heat exchanger (PCHE) | 1000 | <800 | 1–1000 m2 | Large surface area per unit volume; stainless steel or other alloys used for construction. | Protected by coating | Highly compact; wide range of pressure and temperature. | Not suitable for duties with any significant amount of fouling. |
| Shell-and-tube | 300 (shell) 1400 (tube) | −25–600 | 10–1000 m2 Multiple shells can be used | Very adaptable and widely applicable to almost all applications. | Protected by coating | Full range of pressures and temperatures. | Requires more space for cleaning and maintenance; limited tube cooler capacity. |
| Welded plate | 60 | >650 | >1000 m2 | Differential pressure should be less than 30 bar. | Protected by coating | Wide range of operating temperatures and pressures; large areas are feasible. | Higher cost; limited differential pressure between the two fluids; chemical cleaning of the plates needed. |
(W/K) | Cold Side Fluid | Parameter | Hot Side Fluid | ||||
|---|---|---|---|---|---|---|---|
| Process Water | Low Viscosity Organic Liquid | High Viscosity Liquid | Condensing Steam | … | |||
| 1000 | Treated cooling water | U (W/m2 K) C (£/(W/K)) | 938 3.77 | 714 3.85 | 142 4.59 | 1607 3.61 | … |
| Low viscosity organic liquid | U (W/m2 K) C (£/(W/K)) | 600 3.91 | 500 3.97 | 130 4.67 | 818 3.81 | … | |
| High viscosity liquid | U (W/m2 K) C (£/(W/K)) | 161 4.46 | 153 4.51 | 82 5.16 | 173 4.42 | … | |
| … | … | … | … | … | … | … | |
| 5000 | Treated cooling water | U (W/m2 K) C (£/(W/K)) | 938 0.88 | 720 0.91 | 142 1.41 | 1607 0.83 | … |
| Low viscosity Organic liquid | U (W/m2 K) C (£/(W/K)) | 600 0.95 | 500 0.99 | 130 1.46 | 818 0.89 | … | |
| High viscosity liquid | U (W/m2 K) C (£/(W/K)) | 161 1.36 | 153 1.38 | 82 1.71 | 173 1.32 | … | |
| … | … | … | … | … | … | … | |
| 30,000 | Treated cooling water | U (W/m2 K) C (£/(W/K)) | 938 0.23 | 714 0.25 | 142 0.56 | 1607 0.19 | … |
| Low viscosity Organic liquid | U (W/m2 K) C (£/(W/K)) | 600 0.27 | 500 0.38 | 130 0.59 | 818 0.24 | … | |
| High viscosity liquid | U (W/m2 K) C (£/(W/K)) | 161 0.52 | 153 0.53 | 82 0.83 | 173 0.50 | … | |
| … | … | … | … | … | … | … | |
| Waste Heat Stream(s) | Tin (°C) | Tout (°C) | Mass Flow m (kg/ton) | Density p (kg/m3) | Pressure P (bar) | Specific Heat cp (kJ/kg·K) | Viscosity µ (kg/m·s) |
|---|---|---|---|---|---|---|---|
| Can-cooling water | 55 | 38 | 2585 | 1000 | 1.0 | 4.2 | 1.01 |
| Blanching overflow | 90 | 55 | 110 | 1000 | 1.0 | 4.2 | 1.01 |
| Can-topping water | 93 | 59 | 156 | 1000 | 1.0 | 4.2 | 1.01 |
| Cooker condensate | 122 | 68 | 102 | 1000 | 1.0 | 4.2 | 1.01 |
| Blowdown | 168 | 83 | 145 | 1000 | 8.6 | 4.2 | 1.01 |
| Acceptor stream(s) | |||||||
| Boiler feedwater | 15 | 45 | 3200 | 1000 | 1.0 | 4.2 | 1.01 |
| Solution # | Waste Heat Stream (s) | Acceptor Stream (s) | RIw,a |
|---|---|---|---|
| 1 | Waste steam 1 | Acceptor 1 | 0.62 |
| 2 | Waste steam 5 | Acceptor 1 | 0.18 |
| 3 | Waste steam 3 | Acceptor 1 | 0.08 |
| 4 | Waste steam 4 | Acceptor 1 | 0.08 |
| 5 | Waste steam 2 | Acceptor 1 | 0.05 |
| Heat Exchanger Types | C1 £/(W/K) | C2 £/(W/K) | C £/(W/K) | Total Cost £ | Heat Transfer Area (m2) | Payback Time |
|---|---|---|---|---|---|---|
| Shell and tube | 0.88 | 0.23 | 0.47 | 28,795 | 1206 | 2 y 3 m |
| Double pipe | 0.5 | 0.19 | 0.32 | 19,606 | 1054 | 1 y 5 m |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, Y.; Jagtap, S.; Trollman, H.; Garcia-Garcia, G. A Framework for Recovering Waste Heat Energy from Food Processing Effluent. Water 2023, 15, 12. https://doi.org/10.3390/w15010012
Luo Y, Jagtap S, Trollman H, Garcia-Garcia G. A Framework for Recovering Waste Heat Energy from Food Processing Effluent. Water. 2023; 15(1):12. https://doi.org/10.3390/w15010012
Chicago/Turabian StyleLuo, Yang, Sandeep Jagtap, Hana Trollman, and Guillermo Garcia-Garcia. 2023. "A Framework for Recovering Waste Heat Energy from Food Processing Effluent" Water 15, no. 1: 12. https://doi.org/10.3390/w15010012
APA StyleLuo, Y., Jagtap, S., Trollman, H., & Garcia-Garcia, G. (2023). A Framework for Recovering Waste Heat Energy from Food Processing Effluent. Water, 15(1), 12. https://doi.org/10.3390/w15010012