
Inherent Safety Analysis and Sustainability Evaluation of Chitosan Production from Shrimp Exoskeleton in Colombia




Abstract
1. Introduction
2. Materials and Methods
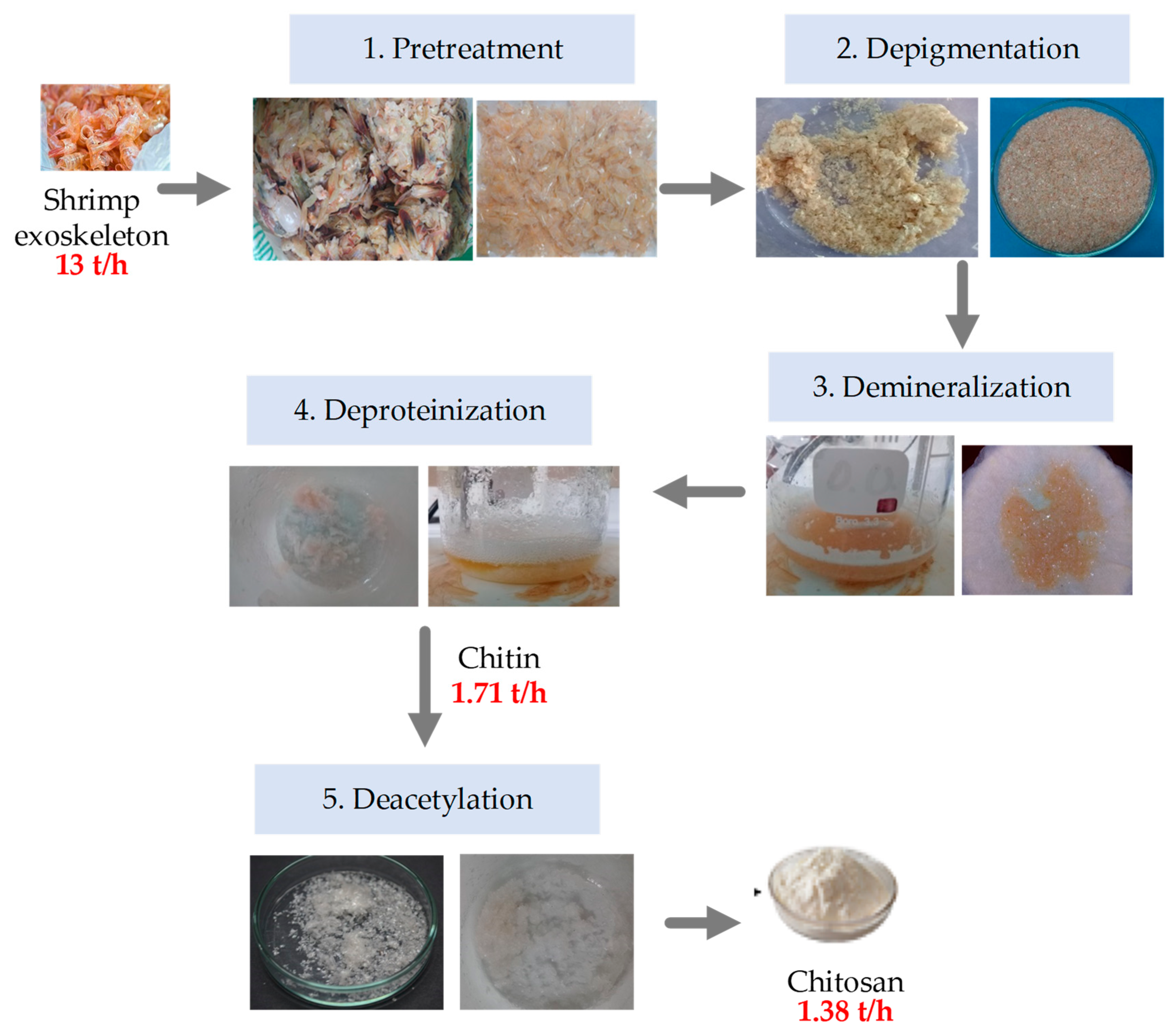
2.1. Process Description
2.2. Inherent Safety Analysis
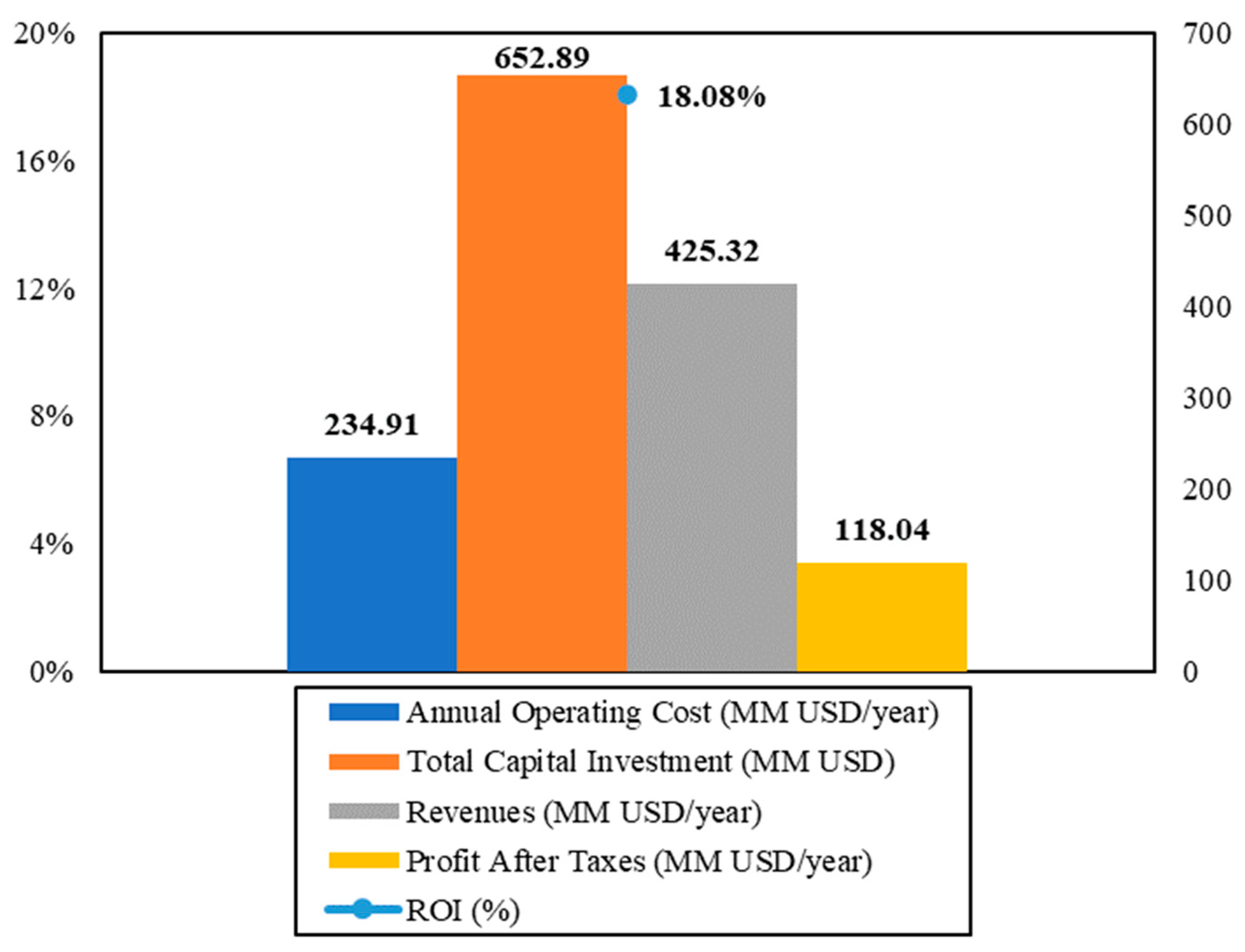
2.3. Economic Indicators
2.4. Exergy Indicators
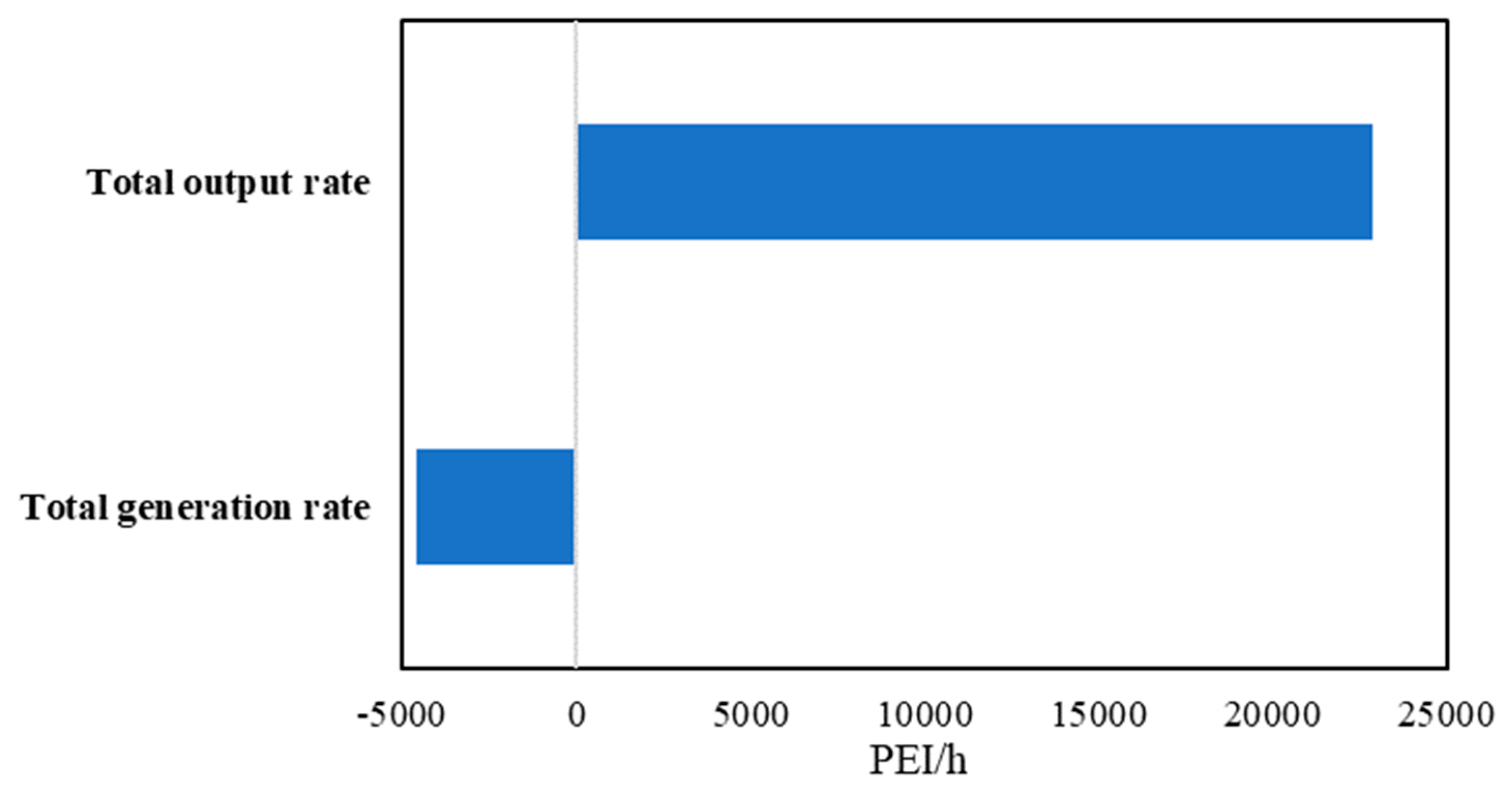
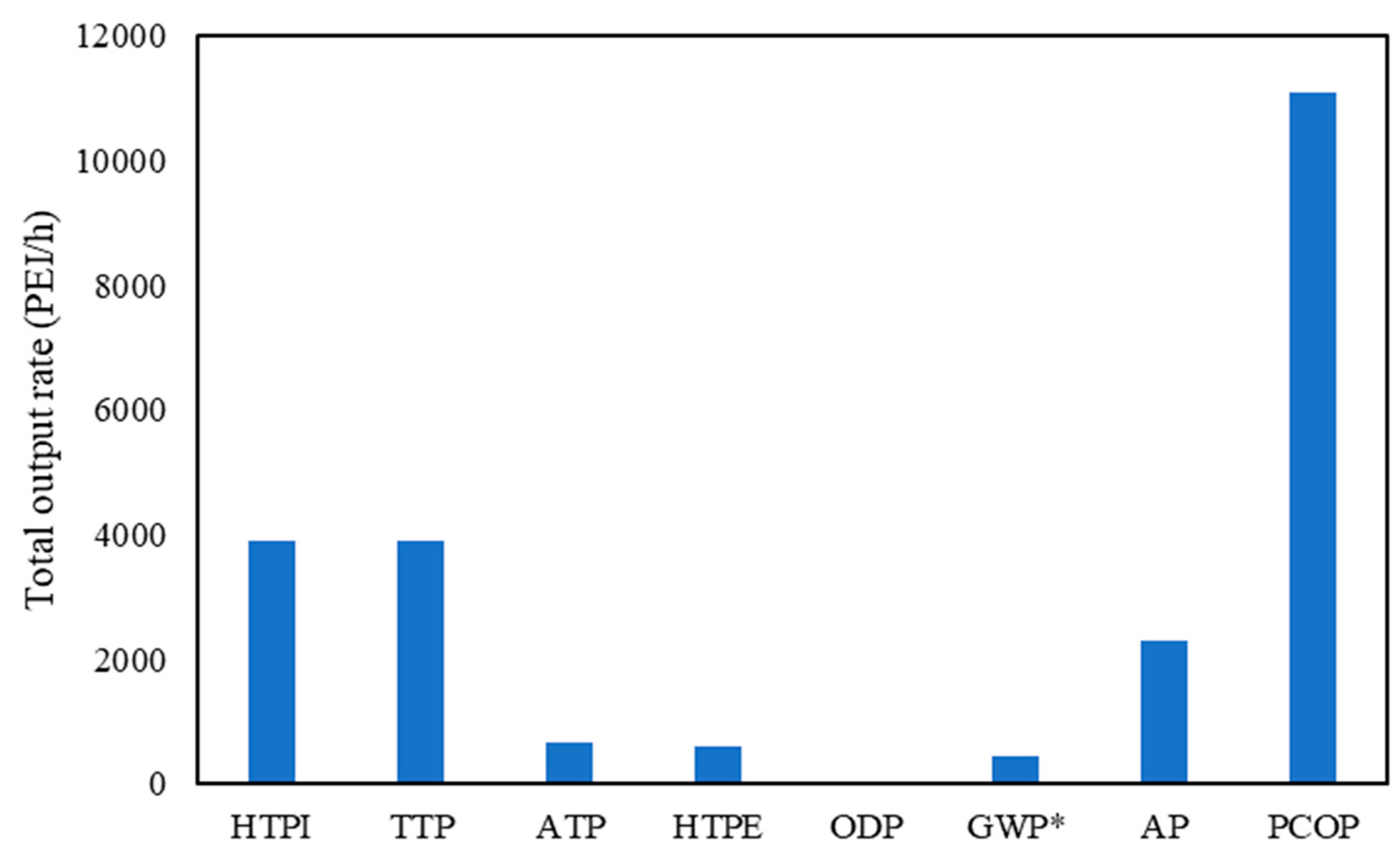
2.5. Environmental Indicators
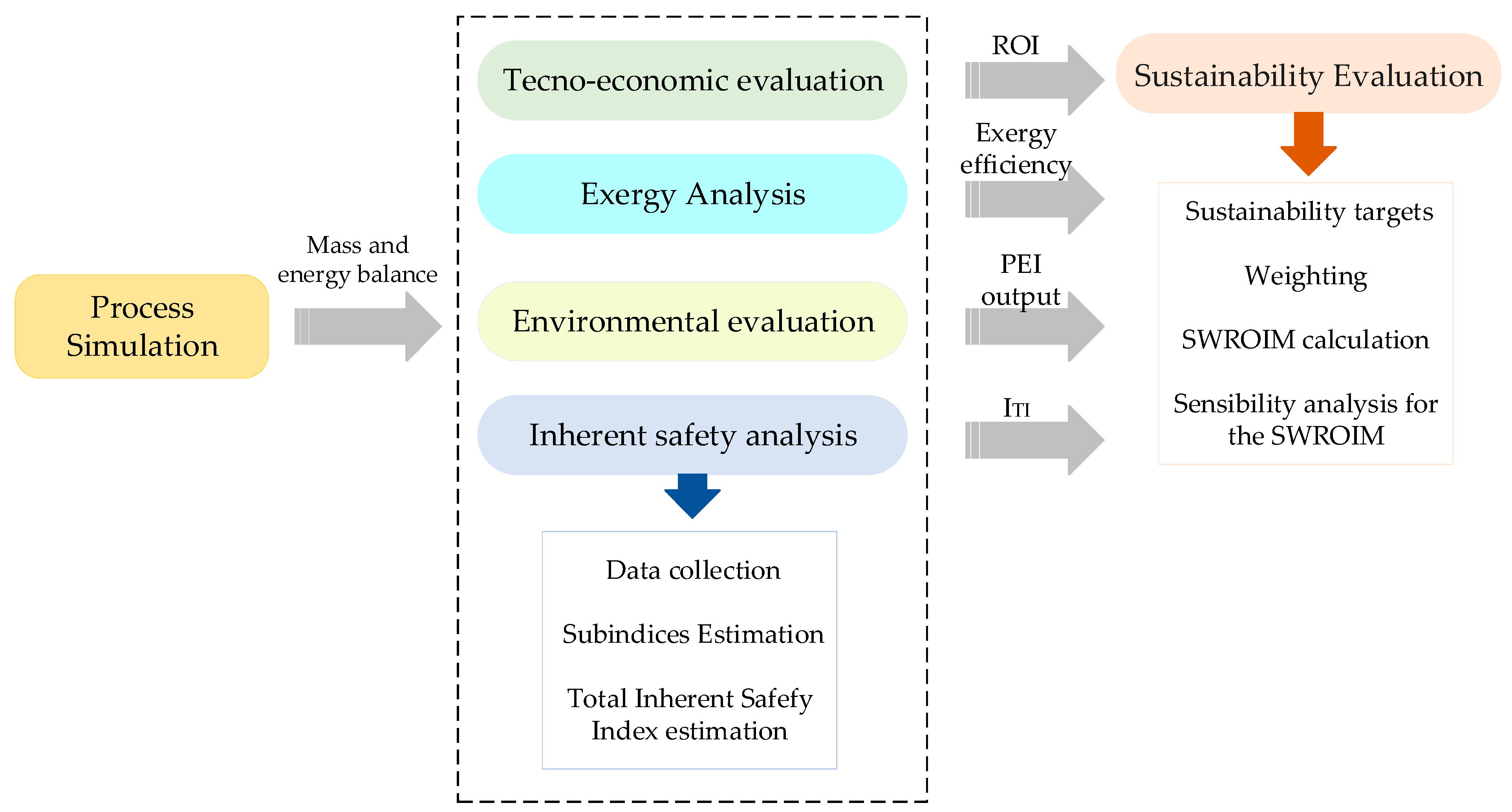
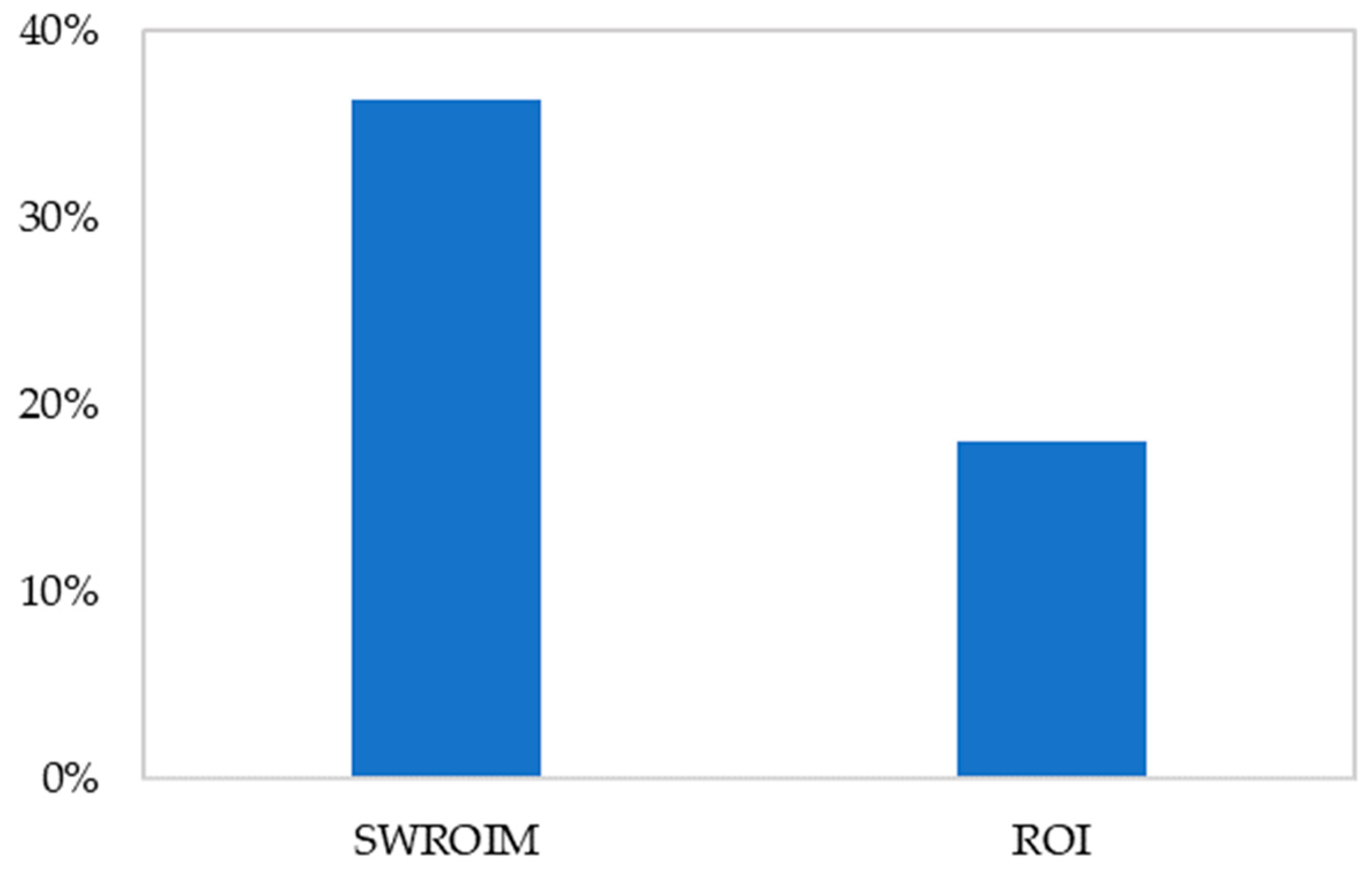
2.6. Sustainability Evaluation
3. Results and Discussion
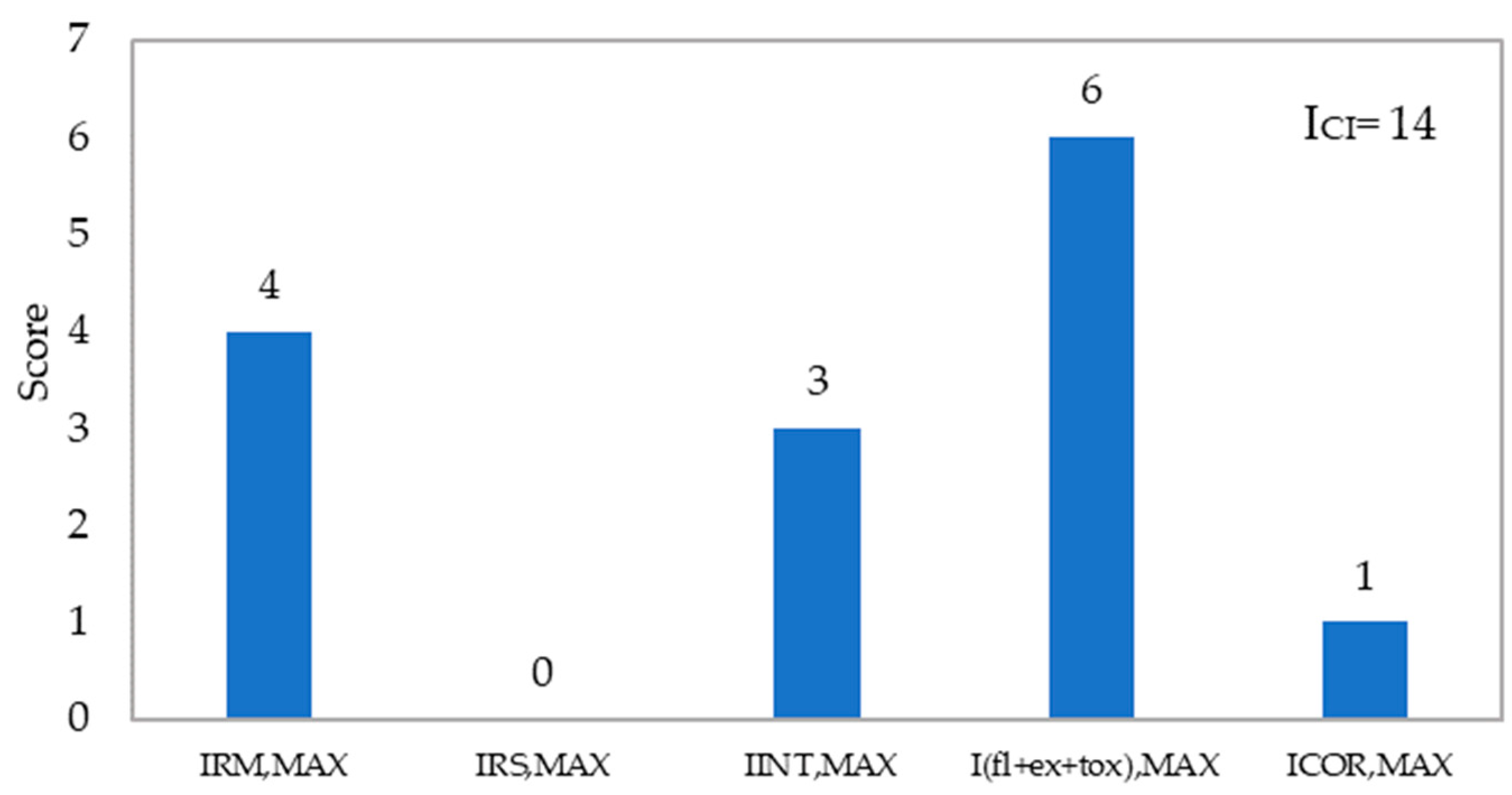
3.1. Inherent Safety Analysis
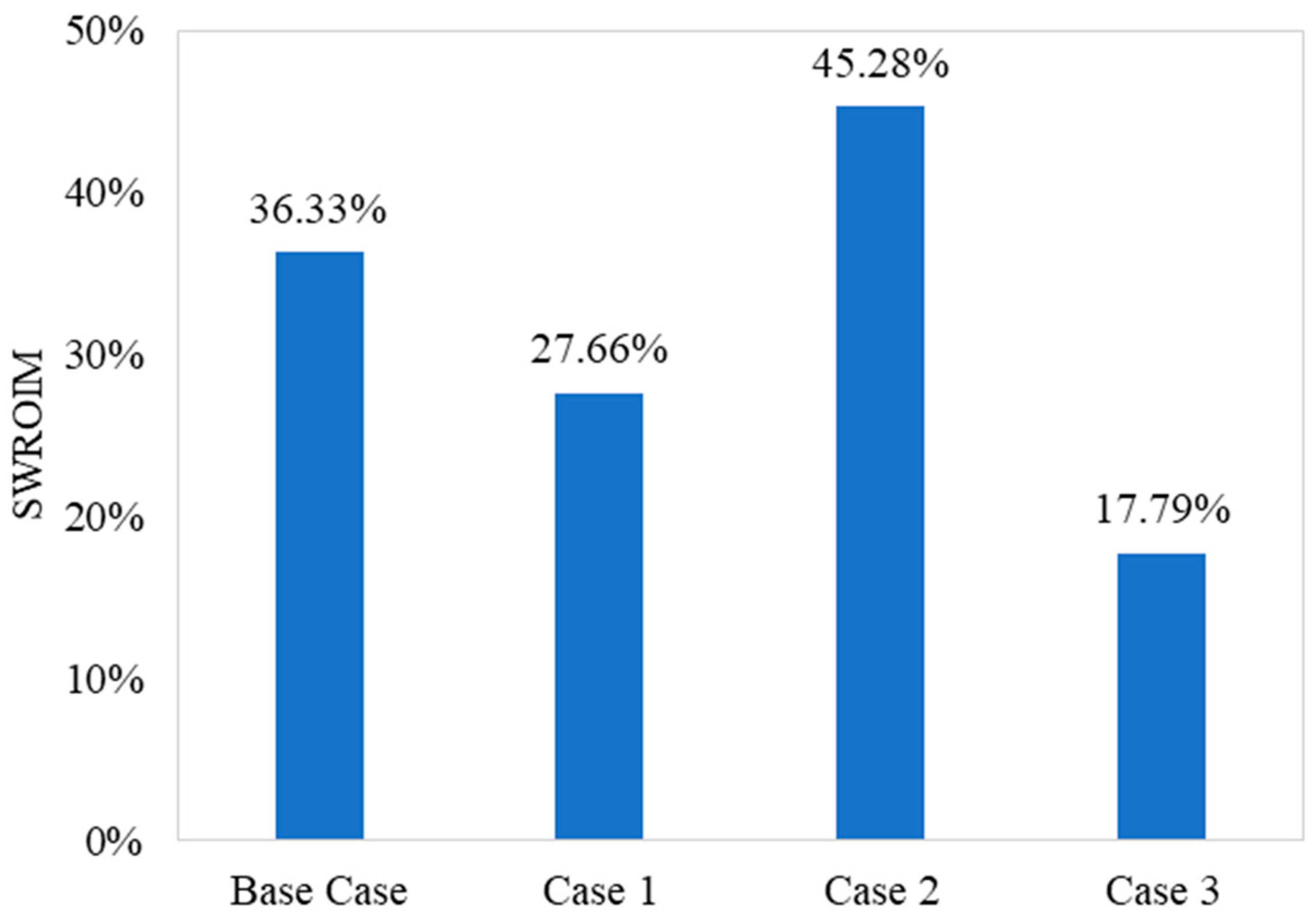
3.2. Sustainability Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Moeini, A.; Cimmino, A.; Poggetto, G.D.; Di Biase, M.; Evidente, A.; Masi, M.; Lavermicocca, P.; Valerio, F.; Leone, A.; Santagata, G.; et al. Effect of pH and TPP concentration on chemico-physical properties, release kinetics and antifungal activity of Chitosan-TPP-Ungeremine microbeads. Carbohydr. Polym. 2018, 195, 631–641. [Google Scholar] [CrossRef]
- De Souza, A.F.; Galindo, H.M.; De Lima, M.A.B.; Rubio-Ribeaux, D.; Rodríguez, D.M.; Andrade, R.F.S.; Gusmão, N.B.; De Campos-Takaki, G.M. Biotechnological strategies for chitosan production by mucoralean strains and dimorphism using renewable substrates. Int. J. Mol. Sci. 2020, 21, 4286. [Google Scholar] [CrossRef] [PubMed]
- Lovskaya, D.; Menshutina, N.; Mochalova, M.; Nosov, A.; Grebenyuk, A. Chitosan-based aerogel particles as highly effective local hemostatic agents. production process and in vivo evaluations. Polymers 2020, 12, 2055. [Google Scholar] [CrossRef] [PubMed]
- Souza, V.G.; Pires, J.R.A.; Rodrigues, C.; Coelhoso, I.; Fernando, A.L. Chitosan composites in packaging industry—Current trends and future challenges. Polymers 2020, 12, 417. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.; Huang, W.-C.; Guo, N.; Zhang, S.; Xue, C.; Mao, X. Two-step separation of chitin from shrimp shells using citric acid and deep eutectic solvents with the assistance of microwave. Polymers 2019, 11, 409. [Google Scholar] [CrossRef] [PubMed]
- Al Sagheer, F.; Al-Sughayer, M.; Muslim, S.; Elsabee, M. Extraction and characterization of chitin and chitosan from marine sources in Arabian Gulf. Carbohydr. Polym. 2009, 77, 410–419. [Google Scholar] [CrossRef]
- IMARC. Shrimp Market: Global Industry Trends, Share, Size, Growth, Opportunity, and Forecast 2020–2025. Available online: https://www.imarcgroup.com/prefeasibility-report-shrimp-processing-plant (accessed on 16 September 2020).
- Dave, D.; Liu, Y.; Pohling, J.; Trenholm, S.; Murphy, W. Astaxanthin recovery from Atlantic shrimp (Pandalus borealis) processing materials. Bioresour. Technol. Rep. 2020, 11, 100535. [Google Scholar] [CrossRef]
- Leceta, I.; Guerrero, P.; Cabezudo, S.; De La Caba, K. Environmental assessment of chitosan-based films. J. Clean. Prod. 2013, 41, 312–318. [Google Scholar] [CrossRef]
- Santos, V.P.; Marques, N.S.S.; Maia, P.C.V.S.; De Lima, M.A.B.; Franco, L.D.O.; De Campos-Takaki, G.M. Seafood waste as attractive source of chitin and chitosan production and their applications. Int. J. Mol. Sci. 2020, 21, 4290. [Google Scholar] [CrossRef] [PubMed]
- Rinaudo, M. Chitin and chitosan: Properties and applications. Prog. Polym. Sci. 2006, 31, 603–632. [Google Scholar] [CrossRef]
- Dalei, J.; Sahoo, D. Extraction and characterization of astaxanthin from the crustacean shell waste from shrimp processing industries. Int. J. Pharm. Sci. Res. 2015, 6, 2532–2537. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.; Alarcón-Suesca, C.; González-Delgado, Á.D. Exergetic sensibility analysis and environmental evaluation of chitosan production from shrimp exoskeleton in Colombia. J. Clean. Prod. 2020, 248, 119285. [Google Scholar] [CrossRef]
- Cogollo-Herrera, K.; Bonfante-Álvarez, H.; De Ávila-Montiel, G.; Herrera- Barros, A.; González-Delgado, A.D. Techno-economic sensitivity analysis of large scale chitosan production process from shrimp shell wastes. Chem. Eng. Trans. 2018, 70, 2179–2184. [Google Scholar] [CrossRef]
- Heikkilä, A. Inherent Safety in Process Plant Design; VTT Publications: Espoo, Finland, 1999; pp. 1–132. [Google Scholar]
- El-Halwagi, M.M. A return on investment metric for incorporating sustainability in process integration and improvement projects. Clean Technol. Environ. Policy 2017, 19, 611–617. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.I.; González-Delgado, Á.D.; Rehmann, L.; Quiñones-Bolaños, E.; Mehrvar, M. Comparison of biobutanol production pathways via acetone-butanol-ethanol fermentation using a sustainability exergy-based metric. ACS Omega 2020, 5, 18710–18730. [Google Scholar] [CrossRef] [PubMed]
- Meramo-Hurtado, S.I.; Sanchez-Tuiran, E.; Ponce-Ortega, J.M.; El-Halwagi, M.; Ojeda-Delgado, K.A. Synthesis and sustainability evaluation of a lignocellulosic multi feed stock biorefinery considering technical performance indicators. ACS Omega 2020, 5, 9259–9275. [Google Scholar] [CrossRef] [PubMed]
- Bonfante-Alvarez, H.; De Avila-Montiel, G.; Herrera-Barros, A.; Torrenegra-Alarcón, M.; González-Delgado, A.D. Valuation of five chitosan production routes with astaxanthin recovery from shrimp exoskeletons. Chem. Eng. Trans. 2018, 70, 1969–1974. [Google Scholar] [CrossRef]
- Sugiyanti, D.; Darmadji, P.; Anggrahini, S.; Anwar, C.; Santoso, U. Preparation and characterization of chitosan from Indonesian Tambak Lorok shrimp shell waste and crab shell waste. Pak. J. Nutr. 2018, 17, 446–453. [Google Scholar] [CrossRef]
- Jane, J.; Shen, L.; Wang, L.; Maningat, C.C. Preparation, and properties of small-particle corn starch. Cereal Chem. 1992, 69, 280–283. [Google Scholar]
- Kandra, P.; Challa, M.M.; Kpj, H. Efficient use of shrimp waste: Present and future trends. Appl. Microbiol. Biotechnol. 2012, 93, 17–29. [Google Scholar] [CrossRef] [PubMed]
- Journot, C.M.A.; Nicolle, L.; Lavanchy, Y.; Gerber-Lemaire, S. Selection of water-soluble chitosan by microwave-assisted degradation and pH-controlled precipitation. Polymers 2020, 12, 1274. [Google Scholar] [CrossRef] [PubMed]
- Salman, D.; Ulaiwi, W.S.; Qais, A. Preparation of chitosan from Iraqi shrimp shell by autoclave, studying some physicochemical properties and antioxidant activity. J. Pharm. Sci. Res. 2018, 10, 3120–3123. [Google Scholar]
- Zuorro, A.; Moreno-Sader, K.A.; González-Delgado, Á.D. Economic evaluation and techno-economic sensitivity analysis of a mass integrated shrimp biorefinery in North Colombia. Polymers 2020, 12, 2397. [Google Scholar] [CrossRef]
- Ahmad, S.I.; Yunus, N.A.; Ali, M.A.; Hashim, H.; Mustaffa, A.A.; Rashid, R. Solvent design and inherent safety assessment of solvent alternatives for palm oil recovery. J. Loss Prev. Process. Ind. 2020, 65, 104120. [Google Scholar] [CrossRef]
- Ahmad, S.I.; Hashim, H.; Hassim, M.H.; Rashid, R. A graphical inherent safety assessment technique for preliminary design stage. Process. Saf. Environ. Prot. 2019, 130, 275–287. [Google Scholar] [CrossRef]
- El-Halwagi, M.M. Overview of process economics. Sustain. Design Process Integr. 2012, 15–61. [Google Scholar] [CrossRef]
- Herrera-Rodriguez, T.; Parejo-Palacio, V.; González-Delgado, A.D. Technoeconomic sensibility analysis of industrial agar production from red algae. Chem. Eng. Trans. 2018, 70, 2029–2034. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.I.; Herrera, A.; González-Delgado, Á.D. Evaluation of large-scale production of chitosan microbeads modified with nanoparticles based on exergy analysis. Energies 2019, 12, 1200. [Google Scholar] [CrossRef]
- Yang, Q.; Xu, S.; Yang, Q.; Zhang, D.; Li, Z.; Zhou, H.; Zhu, S. Optimal design and exergy analysis of biomass-to-ethylene glycol process. Bioresour. Technol. 2020, 316, 123972. [Google Scholar] [CrossRef] [PubMed]
- Cardenas, Y.; Orozco, I.; González, A.; Kafarov, V. Enviromental assessment of microalgae biosiesel production in Colombia: Comparison of three oil extraction systems. Latinoam. J. Oil Gas Altern. Energy. 2013, 5, 85–100. [Google Scholar]
- Zuorro, A.; Lavecchia, R.; González-Delgado, Á.D.; García-Martínez, J.B.; L’Abbate, P. Optimization of enzyme-assisted extraction of flavonoids from corn husks. Processes 2019, 7, 804. [Google Scholar] [CrossRef]
- Meramo-Hurtado, S.I.; Bonfante, H.; De Avila-Montiel, G.; Herrera-Barros, A.; Gonzalez-Delgado, A.D. Environmental assessment of a large-scale production of TiO2 nanoparticles via green chemistry. Chem. Eng. Trans. 2018, 70, 1063–1068. [Google Scholar] [CrossRef]
- Arteaga-Díaz, S.J.; Meramo-Hurtado, S.I.; León-Pulido, J.; Zuorro, A.; González-Delgado, Á.D. Environmental assessment of large scale production of magnetite (Fe3O4) nanoparticles via coprecipitation. Appl. Sci. 2019, 9, 1682. [Google Scholar] [CrossRef]
- Guillen-Cuevas, K.; Ortiz-Espinoza, A.P.; Ozinan, E.; Jiménez-Gutiérrez, A.; Kazantzis, N.K.; El-Halwagi, M.M. Incorporation of safety and sustainability in conceptual design via a return on investment metric. ACS Sustain. Chem. Eng. 2018, 6, 1411–1416. [Google Scholar] [CrossRef]
- Safety data sheet Ethanol. Chem.-Supply 2015, 6. Available online: https://www.chemsupply.com.au/documents/EL1411CH89.pdf (accessed on 12 August 2020).
- Meramo-Hurtado, S.I.; Ojeda, K.A.; Sanchez-Tuiran, E. Environmental and safety assessments of industrial production of levulinic acid via acid-catalyzed dehydration. ACS Omega 2019, 4, 22302–22312. [Google Scholar] [CrossRef] [PubMed]
- Sanjuan, M.; Tobon, K.; Meramo-Hurtado, S.I.; Ojeda, K.; Gonzalez- Delgado, A. Bioethanol production process from palm rachis using the computer-assisted intrinsic safety index method. Int. J. Acad. Eng. Res. 2018, 2, 8–11. [Google Scholar]
- Zuorro, A.; Cassiani-Cassiani, D.; Meza-González, D.A.; Moreno-Sader, K.A.; González-Delgado, Á.D. Evaluation of shrimp waste valorization combining computer-aided simulation and numerical descriptive inherent safety technique (NuDIST). Appl. Sci. 2020, 10, 5339. [Google Scholar] [CrossRef]
- Romero, J.C.; Vergara, L.; Peralta-Ruiz, Y.Y.; González-Delgado, A.D. A techno-economic sensitivity approach for development of a palm-based biorefineries in Colombia. Chem. Eng. Trans. 2017, 57, 13–18. [Google Scholar] [CrossRef]
- Gómez-Ríos, D.; Barrera-Zapata, R.; Ríos-Estepa, R. Comparison of process technologies for chitosan production from shrimp shell waste: A techno-economic approach using Aspen Plus®. Food Bioprod. Process. 2017, 103, 49–57. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inherent Safety Subindices | Symbol | Score |
|---|---|---|
| Heat of main reaction | 0–4 | |
| Heat of side reaction | 0–4 | |
| Chemical interaction | 0–4 | |
| Flammability | 0–4 | |
| Explosiveness | 0–4 | |
| Toxic exposure | 0–6 | |
| Corrosiveness | 0–2 | |
| Inventory | 0–5 | |
| Process temperature | 0–4 | |
| Process pressure | 0–4 | |
| Equipment safety | 0-3 | |
| Inside battery limits | Isbl | 0–4 |
| Outside battery limits | Osbl | 0–3 |
| Safe process structure | 0–5 |
| Main reaction | a | |
| Side reaction | a | |
| 4 | Exothermic | |
| 0 | Endothermic |
| Substance | Ethanol a |
|---|---|
| Flash point (°C) | 13.9 |
| 3 | |
| TLV (ppm) | 530.71 |
| 2 | |
| 11.5 | |
| 1 | |
| 6 |
| Stage | Type of Unit | Temperature (°C) | Pressure (kPa) | Material |
|---|---|---|---|---|
| Washing 1 | Tank | 25 | 101.32 | Carbon steel |
| Drying 1 | Dryer | 107 | 101.32 | Carbon steel |
| Crushing | Crusher | 25 | 101.32 | Carbon steel |
| Depigmentation | Mixer | 25 | 101.32 | Stainless steel |
| Demineralization | Reactor | 25 | 101.32 | Stainless steel |
| Neutralization 1 | Reactor | 25 | 101.32 | Stainless steel |
| Washing 2 | Tank | 25 | 101.32 | Stainless steel |
| Deproteinization | Reactor | 90 | 101.32 | Stainless steel |
| Neutralization 2 | Reactor | 25 | 101.32 | Stainless steel |
| Washing 3 | Tank | 25 | 101.32 | Stainless steel |
| Deacetylation | Reactor | 110 | 101.32 | Stainless steel |
| Neutralization 3 | Reactor | 25 | 101.32 | Stainless steel |
| Washing 4 | Tank | 25 | 101.32 | Stainless steel |
| Drying 2 | Dryer | 100 | 101.32 | Stainless steel |
| Index | Score |
|---|---|
| ICI | 14 |
| IPI | 11 |
| ITI | 25 |
| Parameter | Index | Indicatori | Indicatortarget | Wi |
|---|---|---|---|---|
| Safety | Total inherent safety index (ITI) | 25 | 24 | 1 |
| Energy | Exergy efficiency (%) | 4.58 | 90 | 1 |
| Environmental | PEI output rate (PEI/h) | 22,466.46 | 11,233.23 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuorro, A.; Moreno-Sader, K.A.; González-Delgado, Á.D. Inherent Safety Analysis and Sustainability Evaluation of Chitosan Production from Shrimp Exoskeleton in Colombia. Water 2021, 13, 553. https://doi.org/10.3390/w13040553
Zuorro A, Moreno-Sader KA, González-Delgado ÁD. Inherent Safety Analysis and Sustainability Evaluation of Chitosan Production from Shrimp Exoskeleton in Colombia. Water. 2021; 13(4):553. https://doi.org/10.3390/w13040553
Chicago/Turabian StyleZuorro, Antonio, Kariana Andrea Moreno-Sader, and Ángel Darío González-Delgado. 2021. "Inherent Safety Analysis and Sustainability Evaluation of Chitosan Production from Shrimp Exoskeleton in Colombia" Water 13, no. 4: 553. https://doi.org/10.3390/w13040553
APA StyleZuorro, A., Moreno-Sader, K. A., & González-Delgado, Á. D. (2021). Inherent Safety Analysis and Sustainability Evaluation of Chitosan Production from Shrimp Exoskeleton in Colombia. Water, 13(4), 553. https://doi.org/10.3390/w13040553