Granulation of Drinking Water Treatment Residues: Recent Advances and Prospects




Abstract
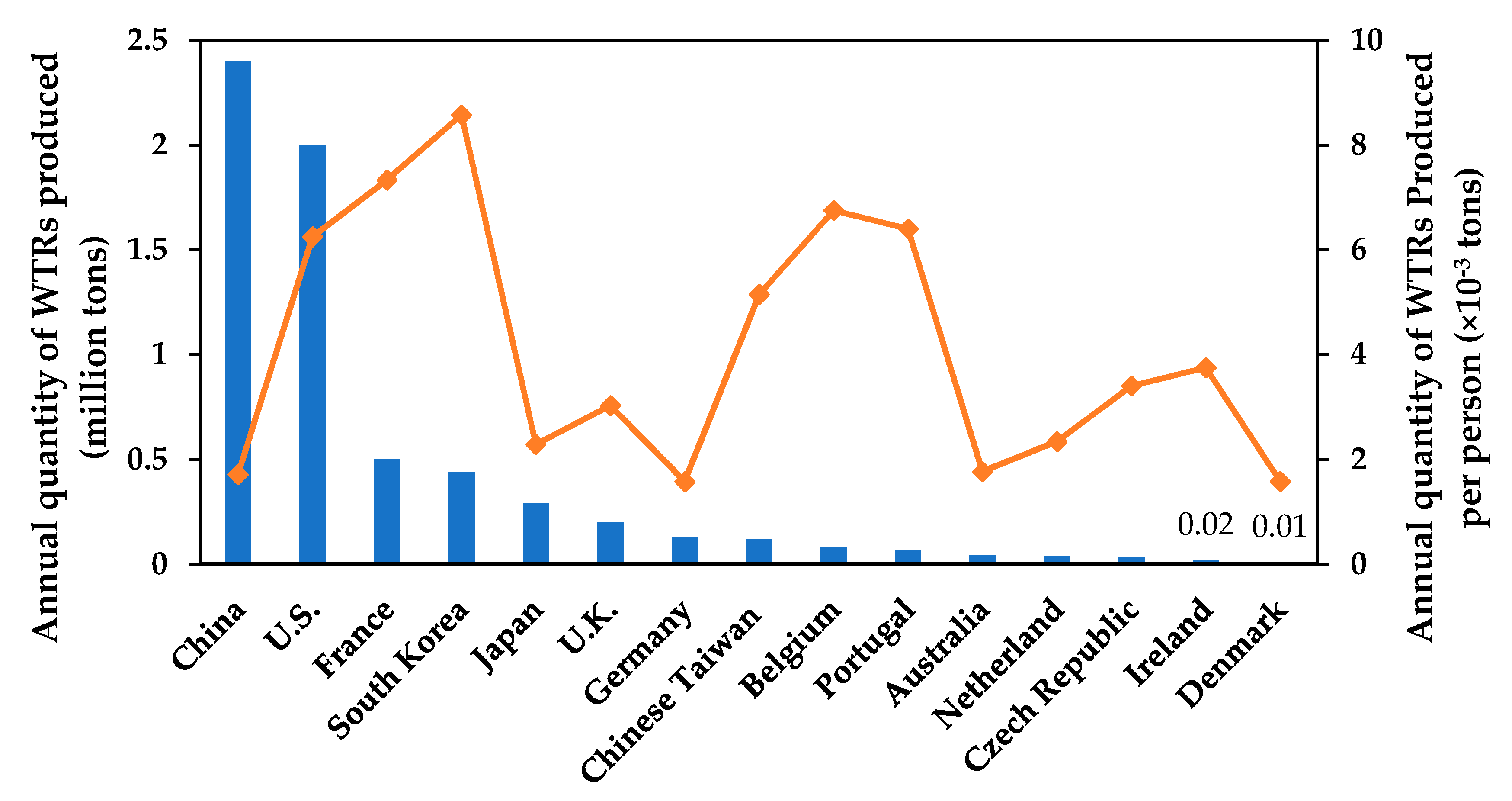
:1. Introduction
2. Recent Advances of WTRs Granulation and Their Applications
2.1. Sintering WTRs Ceramsite
2.2. Gel Entrapment of WTRs
2.3. Newly Emerged WTRs Granulation Technique
2.3.1. Natural Curing
2.3.2. Freeze–Thaw Process
3. Discussion
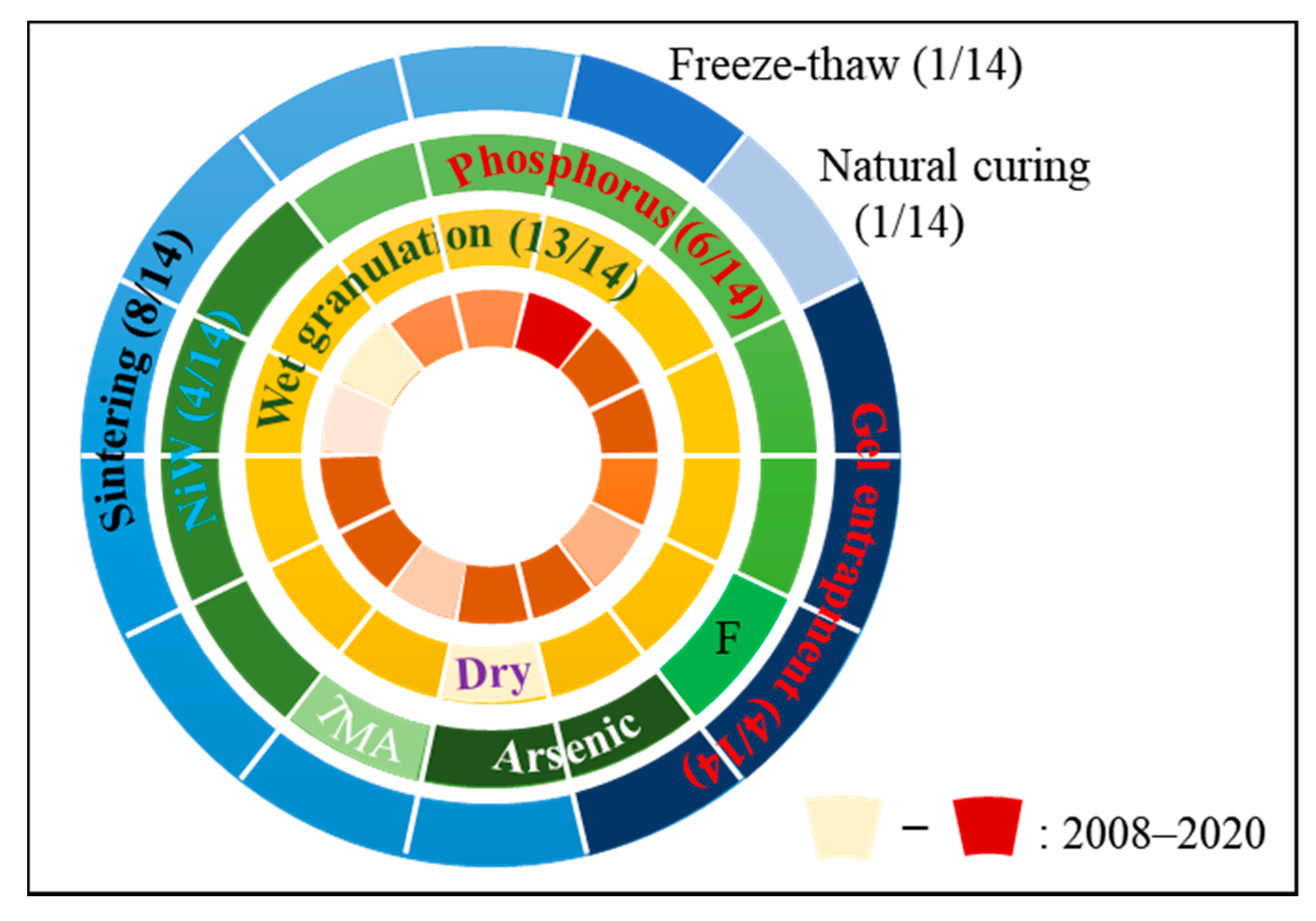
3.1. Classification of WTRs Granulation
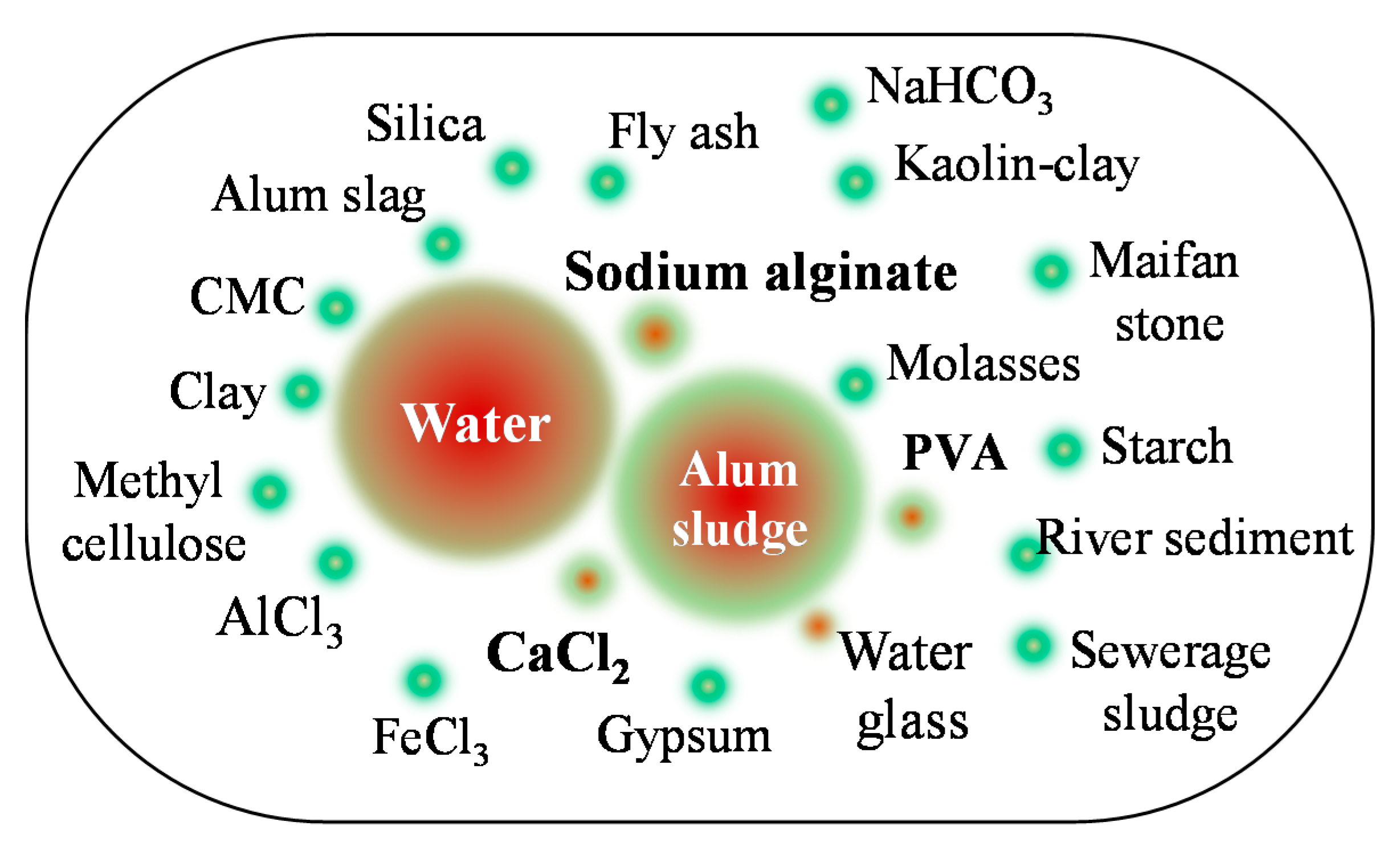
3.2. Materials in WTRs Granulation
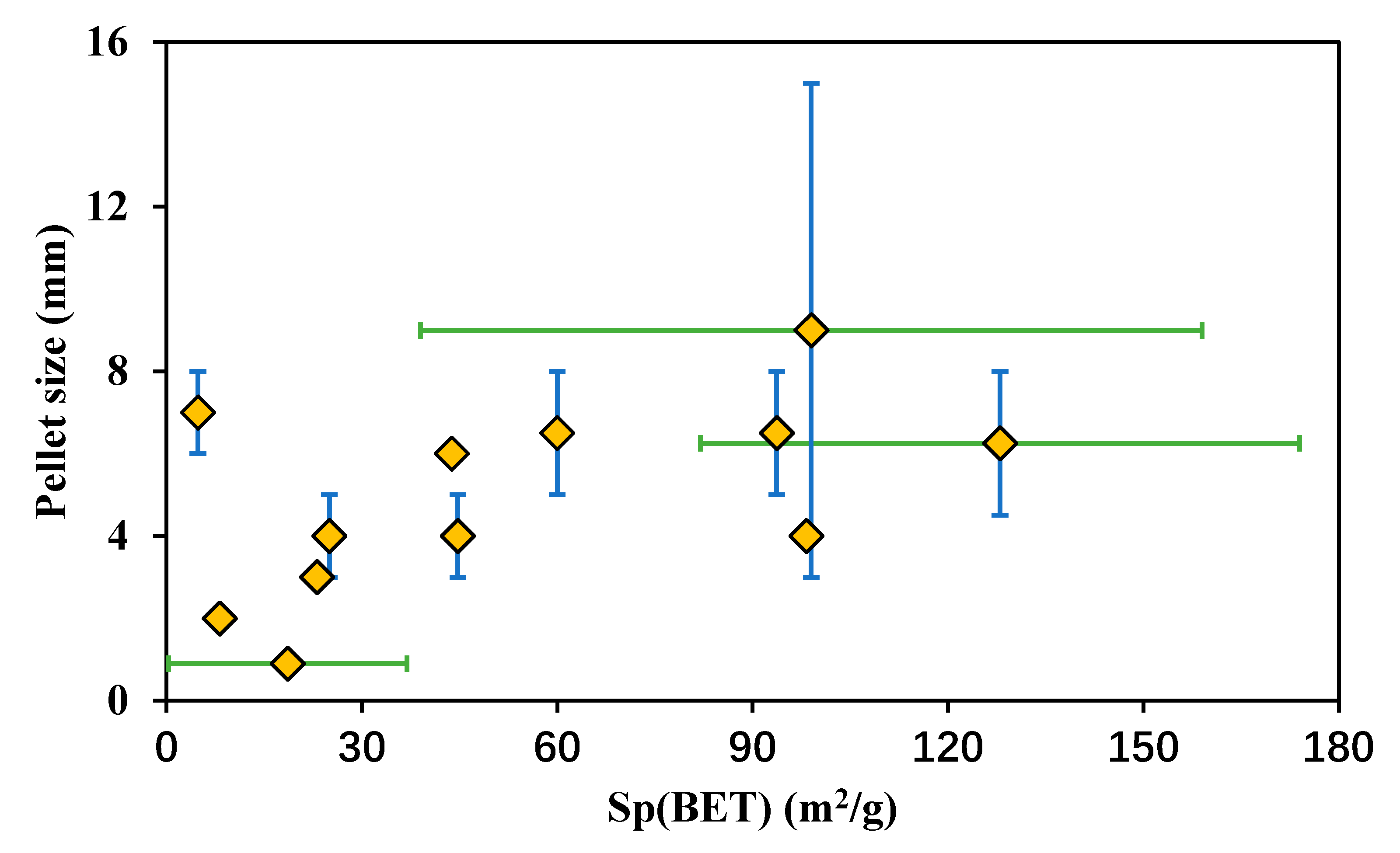
3.3. Granular WTRs Characteristics
4. Conclusions and Prospects
- Alternative options need to be explored to make the granulation technique in a more environmentally-sound manner;
- Smaller-scale demonstrations need to be carried out to investigate the granular WTRs suitability for larger-scale application;
- Various pollutants e.g., heavy metals, semimetals and particularly gas phase pollutants should be included in future research to expand the scope of granular WTRs application;
- WTRs dry granulation is a promising technique which needs further intensive examination to prove its feasibility on a larger scale;
- It seems necessary to explore other materials for replacing clay in WTRs ceramsite production to achieve the sustainable development of natural resources;
- It is better to involve compressive strength analysis of granular WTRs in future studies;
- Overall, this emerging technology for production and utilization of the granular WTRs will experience a large growth in the future, although there are currently limited data available.
Author Contributions
Funding
Conflicts of Interest
References
- Zhao, Y.Q.; Liu, R.B.; Awe, O.W.; Yang, Y.; Shen, C. Acceptability of land application of alum-based water treatment residuals—An explicit and comprehensive review. Chem. Eng. J. 2018, 353, 717–726. [Google Scholar] [CrossRef]
- Xu, D.; Lee, L.Y.; Lim, F.Y.; Lyu, Z.; Zhu, H.; Ong, S.L.; Hu, J. Water treatment residual: A critical review of its applications on pollutant removal from stormwater runoff and future perspectives. J. Environ. Manag. 2020, 259, 109649. [Google Scholar] [CrossRef] [PubMed]
- Turner, T.; Wheeler, R.; Stone, A.; Oliver, I. Potential alternative reuse pathways for water treatment residuals: Remaining barriers and questions—A review. Water Air Soil Pollut. 2019, 230. [Google Scholar] [CrossRef] [Green Version]
- Ren, B.M.; Zhao, Y.Q.; Lyczko, N.; Nzihou, A. Current status and outlook of odor removal technologies in wastewater treatment plant. Waste Biomass Valorization 2019, 10, 1443–1458. [Google Scholar] [CrossRef]
- Gomes, S.D.; Zhou, J.L.; Li, W.G.; Long, G.C. Progress in manufacture and properties of construction materials incorporating water treatment sludge: A review. Resour. Conserv. Recycl. 2019, 145, 148–159. [Google Scholar] [CrossRef]
- Shen, C.; Zhao, Y.; Li, W.; Yang, Y.; Liu, R.; Morgen, D. Global profile of heavy metals and semimetals adsorption using drinking water treatment residual. Chem. Eng. J. 2019, 372, 1019–1027. [Google Scholar] [CrossRef]
- Muisa, N.; Nhapi, I.; Ruziwa, W.; Manyuchi, M.M. Utilization of alum sludge as adsorbent for phosphorus removal in municipal wastewater: A review. J. Water Process Eng. 2020, 35, 101187. [Google Scholar] [CrossRef]
- Kumar, R.; Kang, C.U.; Mohan, D.; Khan, M.A.; Lee, J.H.; Lee, S.S.; Jeon, B.H. Waste sludge derived adsorbents for arsenate removal from water. Chemosphere 2020, 239, 124832. [Google Scholar] [CrossRef]
- Shakya, A.K.; Bhande, R.; Ghosh, P.K. A practical approach on reuse of drinking water treatment plant residuals for fluoride removal. Environ. Technol. 2019, 1–13. [Google Scholar] [CrossRef]
- Ackah, L.; Guru, R.; Peiravi, M.; Mohanty, M.; Ma, X.; Kumar, S.; Liu, J. Characterization of southern Illinois water treatment residues for sustainable applications. Sustainability 2018, 10, 1374. [Google Scholar] [CrossRef] [Green Version]
- Ren, B.; Lyczko, N.; Zhao, Y.; Nzihou, A. Alum sludge as an efficient sorbent for hydrogen sulfide removal: Experimental, mechanisms and modeling studies. Chemosphere 2020, 248, 126010. [Google Scholar] [CrossRef] [PubMed]
- Ren, B.; Lyczko, N.; Zhao, Y.; Nzihou, A. Integrating alum sludge with waste-activated sludge in co-conditioning and dewatering: A case study of a city in south France. Environ. Sci. Pollut. Res. 2020. [CrossRef] [PubMed]
- Fang, X.L.; Wang, L.; Poon, C.S.; Baek, K.; Tsang, D.C.W.; Kwok, S.K. Transforming waterworks sludge into controlled low-strength material: Bench-scale optimization and field test validation. J. Environ. Manag. 2019, 232, 254–263. [Google Scholar] [CrossRef] [PubMed]
- Choi, D.; Oh, J.I.; Lee, J.; Park, Y.K.; Lam, S.S.; Kwon, E.E. Valorization of alum sludge via a pyrolysis platform using CO2 as reactive gas medium. Environ. Int. 2019, 132, 105037. [Google Scholar] [CrossRef] [PubMed]
- Hua, T.; Haynes, R.J.; Zhou, Y.F. Competitive adsorption and desorption of arsenate, vanadate, and molybdate onto the low-cost adsorbent materials alum water treatment sludge and bauxite. Environ. Sci. Pollut. Res. Int. 2018, 25, 34053–34062. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Yu, D.; Su, L.; Pei, Y. Facile method to granulate drinking water treatment residues as a potential media for phosphate removal. Colloids Surf. A Physicochem. Eng. Asp. 2020, 586. [Google Scholar] [CrossRef]
- Hu, Y.; Zhao, Y.; Zhao, X.; Kumar, J.L.G. High rate nitrogen removal in an alum sludge-based intermittent aeration constructed wetland. Environ. Sci. Technol. 2012, 46, 4583–4590. [Google Scholar] [CrossRef] [Green Version]
- Li, X.Q.; Cui, J.; Pei, Y.S. Granulation of drinking water treatment residuals as applicable media for phosphorus removal. J. Environ. Manag. 2018, 213, 36–46. [Google Scholar] [CrossRef]
- Shanmugam, S. Granulation techniques and technologies: Recent progresses. Bioimpacts 2015, 5, 55–63. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Yang, J.; Xu, H.; Liu, C.; Shen, Z.; Hu, K. Preparation of Ceramsite based on waterworks sludge and its application as matrix in constructed wetlands. Int. J. Environ. Res. Public Health 2019, 16, 2637. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Chen, Y.; Pei, H.; Hou, Q. Biofilm development dynamics and pollutant removal performance of ceramsite made from drinking-water treatment sludge. Water Environ. Res. 2019, 91, 616–627. [Google Scholar] [CrossRef] [PubMed]
- Xu, G.; Zou, J.; Li, G. Ceramsite made with water and wastewater sludge and its characteristics affected by SiO2 and Al2O3. Environ. Sci. Technol. 2008, 42, 7417–7423. [Google Scholar] [CrossRef] [PubMed]
- Zou, J.L.; Xu, G.R.; Pan, K.; Zhou, W.; Dai, Y.; Wang, X.; Zhang, D.; Hu, Y.C.; Ma, M. Nitrogen removal and biofilm structure affected by COD/NH4+–N in a biofilter with porous sludge-ceramsite. Sep. Purif. Technol. 2012, 94, 9–15. [Google Scholar] [CrossRef]
- Wang, X.; Tian, Y.; Liu, H.; Zhao, X.; Peng, S. Optimizing the performance of organics and nutrient removal in constructed wetland–microbial fuel cell systems. Sci. Total Environ. 2019, 653, 860–871. [Google Scholar] [CrossRef] [PubMed]
- Bae, J.; Park, N.; Kim, G.; Lee, C.H.; Park, Y.K.; Jeon, J.K. Characteristics of pellet-type adsorbents prepared from water treatment sludge and their effect on trimethylamine removal. Korean J. Chem. Eng. 2014, 31, 624–629. [Google Scholar] [CrossRef]
- Shen, C.; Zhao, Y.; Liu, R. Development of pellet-type adsorbent based on water treatment residual. Desalin. Water Treat. 2018, 112, 3–11. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.F.; Wang, J.P.; Duan, E.G.; Feng, Y.F.; Wan, Z.Y.; Wu, Y.X.; Lu, Y.Q. Study on the preparation of granular alum sludge adsorbent for phosphorus removal. Water Sci. Technol. 2019, 79, 2378–2386. [Google Scholar] [CrossRef]
- Kang, S.; Choi, J.H.; Park, J.G.; Baek, K. Pellet adsorbent derived from molasses and dewatered alum sludge for arsenic removal. J. CO2 Util. 2019, 33, 31–36. [Google Scholar] [CrossRef]
- Jung, K.W.; Hwang, M.J.; Jeong, T.U.; Chau, D.M.; Kim, K.; Ahn, K.H. Entrapment of powdered drinking water treatment residues in calcium-alginate beads for fluoride removal from actual industrial wastewater. J. Ind. Eng. Chem. 2016, 39, 101–111. [Google Scholar] [CrossRef]
- Poormand, H.; Leili, M.; Khazaei, M. Adsorption of methylene blue from aqueous solutions using water treatment sludge modified with sodium alginate as a low cost adsorbent. Water Sci. Technol. 2017, 75, 281–295. [Google Scholar] [CrossRef]
- Shen, C.; Zhao, Y.; Liu, R.; Mao, Y.; Morgan, D. Adsorption of phosphorus with calcium alginate beads containing drinking water treatment residual. Water Sci. Technol. 2018, 78, 1980–1989. [Google Scholar] [CrossRef]
- Kang, S.; Park, S.M.; Park, J.G.; Baek, K. Enhanced adsorption of arsenic using calcined alginate bead containing alum sludge from water treatment facilities. J. Environ. Manag. 2019, 234, 181–188. [Google Scholar] [CrossRef] [PubMed]
- Gao, J.; Guo, H.; Zhang, J.; Yang, R.; Gao, J.; Wang, G. Preparation of sustainable non-combustion filler substrate from waterworks sludge/aluminum slag/gypsum/silica/maifan stone for phosphorus immobilization in constructed wetlands. Water Sci. Technol. 2019, 80, 153–163. [Google Scholar] [CrossRef]
- Zou, J.L.; Xu, G.R.; Li, G.B. Ceramsite obtained from water and wastewater sludge and its characteristics affected by Fe2O3, CaO, and MgO. J. Hazard. Mater. 2009, 165, 995–1001. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Yuan, N.; Bai, L.; Jiang, H.-L.; Pei, Y.; Yan, Z. Key factors related to drinking water treatment residue selection for adsorptive properties tuning via oxygen-limited heat treatment. Chem. Eng. J. 2016, 306, 897–907. [Google Scholar] [CrossRef]
- Barakwan, R.; Trihadiningrum, Y.; Bagastyo, A. Characterization of alum sludge from surabaya water treatment plant, Indonesia. J. Ecol. Eng. 2019, 20, 7–13. [Google Scholar] [CrossRef]
- Ostrom, T.K.; Davis, A.P. Evaluation of an enhanced treatment media and permeable pavement base to remove stormwater nitrogen, phosphorus, and metals under simulated rainfall. Water Res. 2019, 166, 115071. [Google Scholar] [CrossRef]
- Xu, G.; Zou, J.; Li, G. Stabilization/solidification of heavy metals in sludge ceramsite and leachability affected by oxide substances. Environ. Sci. Technol. 2009, 43, 5902–5907. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Materials | Technique | Sorbent Characteristics | Target Pollutant | Adsorption Capacity | |||
|---|---|---|---|---|---|---|---|---|
| Sp (BET) (m2/g) | Total Pore Volume (cm3/g) | Average Pore Size (nm) | Compressive Strength (N/mm2) | |||||
| [22,23] | Alum sludge (45%), wastewater treatment sludge (55%), water glass (sodium silicate, 20% of total sludge weight) | Pelletized to 5–8 mm and sintering from 200 to 1000 °C for 35 min | 93.7 | / | / | 15.6 | COD & TN | 82.2% of COD, 43.9–51.0% of TN |
| [25] | Pretreated alum sludge (400 g), water (250 g), methyl cellulose (20 g) | Extrusion (diameter 4.5 mm, length 8 mm) and calcined from 300 to 600 °C for 4 h | 82–175 | 0.17–0.51 | 2.4–3.2 | 3.6–13.5 | Trimethylamine (TMA) | 8.374 mg/g (calcined at 500 °C) |
| [29] | Thermal treated alum sludge (2% w/v), sodium alginate solution (2% w/v), calcium chloride (2% w/v) | Gel entrapment: pretreated alum sludge mixed with alginate solution by dropping into calcium chloride to form particulate and dried at 45 °C for 24 h | 98.251 | 0.14 | 8.3 | / | Fluoride (F) | 39.59 mg/g |
| [18] | Thermal treated alum sludge (10 g), Sodium alginate solution (2% w/v), FeCl3·6H2O (2% w/v) | Gel entrapment: pretreated alum sludge mixed with alginate solution by dropping into FeCl3 solution to form particulate and naturally air-dried | 43.8 | 0.049 | 2.6 | / | Phosphorus (P) | 19.7 mg/g |
| [26] | Alum sludge (60%), Kaolin-clay (40%), water (0.5 mL/g) | Extrusion (5–8 mm) and calcined from 600 to 1000 °C for 10–60 min | / | / | / | / | Phosphorus (P) | 10.2 mg/g |
| [31] | Alum sludge (1–2% w/v), sodium alginate solution (1% w/v), calcium chloride (0.5 mol/L) | Gel entrapment: alum sludge mixed with alginate solution by dropping into calcium chloride to form particulate (3–5 mm) | / | / | / | / | Phosphorus (P) | 19.42 mg/g |
| [21] | Alum sludge (75%), Clay (25%), water | Pelletize balls (6–8 mm) was preheated at 400 °C for 30 min and sintered at 1050 °C for 10 min | 4.85 | / | / | / | Nutrients in wastewater (NiW) | 98.6% of TP, 91.0% of TN, 85.8% of COD |
| [33] | Waterworks sludge, aluminum slag, gypsum, silica and maifan of 4:4:10:1:1 | NaOH solution (1 mol/L) was added into the mixture to obtain spherical granularity and followed by hardening, drying, and natural curing | / | / | / | 2 (Mohs hardness) | Phosphorus (P) | 2 mg/g |
| [28] | Alum sludge (1, 3, 5 wt%), molasses | Mixing alum sludge and molasses and pelletized. Pellets was dried at 105 °C for 24 h (0.5–1.5 cm). Others were thermal treated at 300–400 °C for 3 h under air, N2 and CO2 (0.3–1.0 cm) | 38.9–159.6 | / | / | / | Arsenic (As) | 28.9 mg/g |
| [32] | Pretreated/raw alum sludge (10%), Sodium alginate (2%), polyvinyl alcohol (PVA 1.5%), CaCl2·2H2O solution (0.1 M). | Gel entrapment: pretreated alum sludge mixed with alginate solution (and PVA) by dropping into calcium chloride to form particulate (0.8–1 mm) and dried at 25 °C for 24 h (calcined at air-based for 3 h) | 0.3–36.84 | / | / | / | Arsenic (As) | 26.39 mg/g |
| [20] | Waterworks sludge, fly ash, river sediment | Sintering ceramsite (not specify) | 8.15 | 1.88 | 8.53 | / | Nutrients in wastewater (NiW) | 70% of COD, 60% of NH3-N, 79% of TP, |
| [27] | Alum sludge, Na2SiO3, AlCl3, PVA, carboxymethyl cellulose (CMC), NaHCO3, starch. | Alum sludge mixed with organic binder or inorganic binder and pore-forming agents for pelleting, drying and sintering at 500 °C for 2 h | 23.12 | 0.076 | 13.21 | / | Phosphorus (P) | 0.9 mg/g |
| [16] | Alum sludge, PVA | Freeze-thaw process: 10 g alum sludge mixed with PVA solution frozen at −20 °C for 12 h and thawed at room temperature for 4 h, repeated for three cycles. (L × W × H = 5 × 5 × 3 mm) | 44.72 | 0.052 | <10 | / | Phosphate (P) | 23.34 mg/g |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, B.; Zhao, Y.; Ji, B.; Wei, T.; Shen, C. Granulation of Drinking Water Treatment Residues: Recent Advances and Prospects. Water 2020, 12, 1400. https://doi.org/10.3390/w12051400
Ren B, Zhao Y, Ji B, Wei T, Shen C. Granulation of Drinking Water Treatment Residues: Recent Advances and Prospects. Water. 2020; 12(5):1400. https://doi.org/10.3390/w12051400
Chicago/Turabian StyleRen, Baiming, Yaqian Zhao, Bin Ji, Ting Wei, and Cheng Shen. 2020. "Granulation of Drinking Water Treatment Residues: Recent Advances and Prospects" Water 12, no. 5: 1400. https://doi.org/10.3390/w12051400