
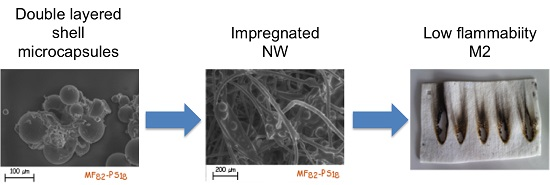
Application of Flame-Retardant Double-Layered Shell Microcapsules to Nonwoven Polyester


 ,
,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
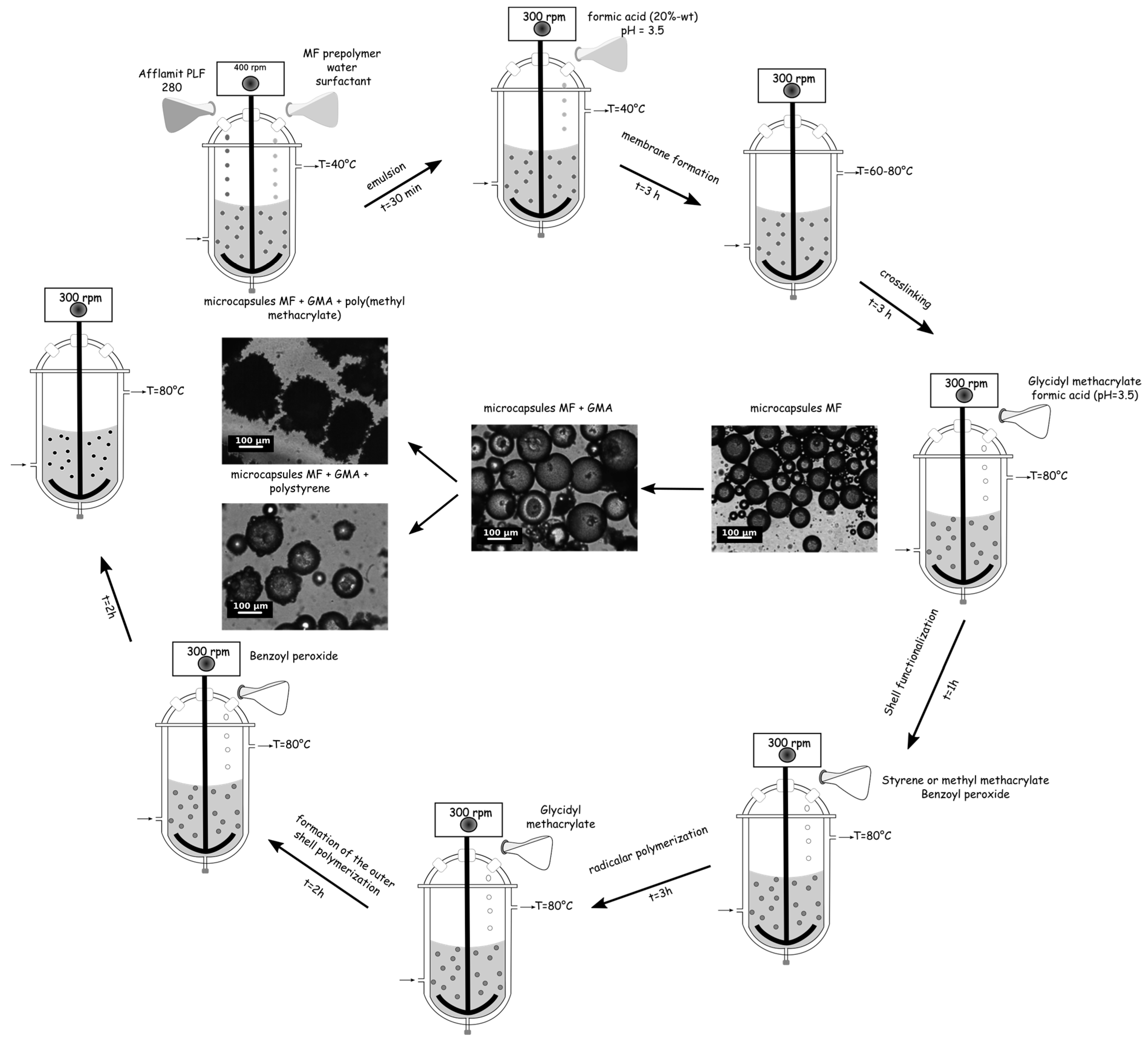
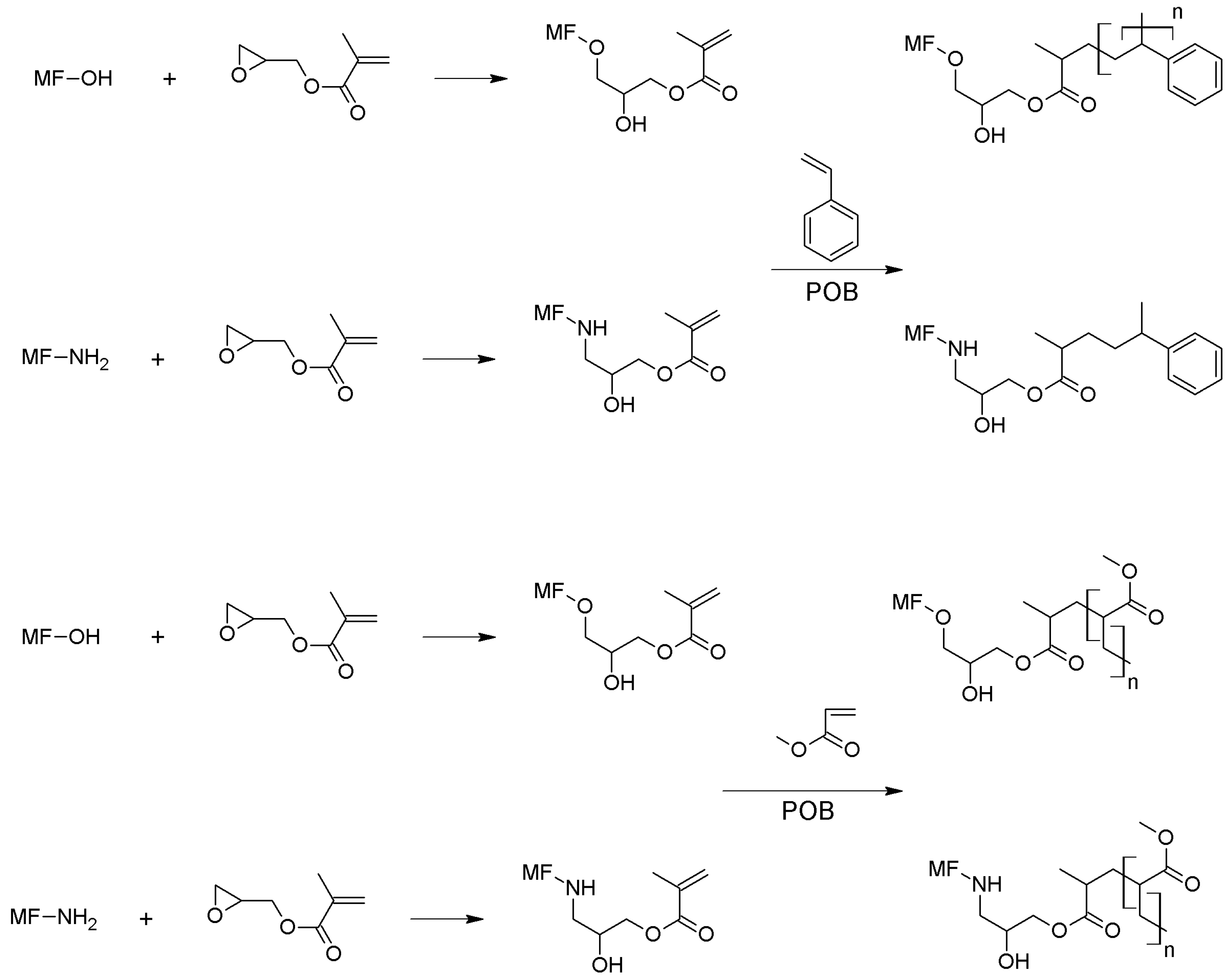
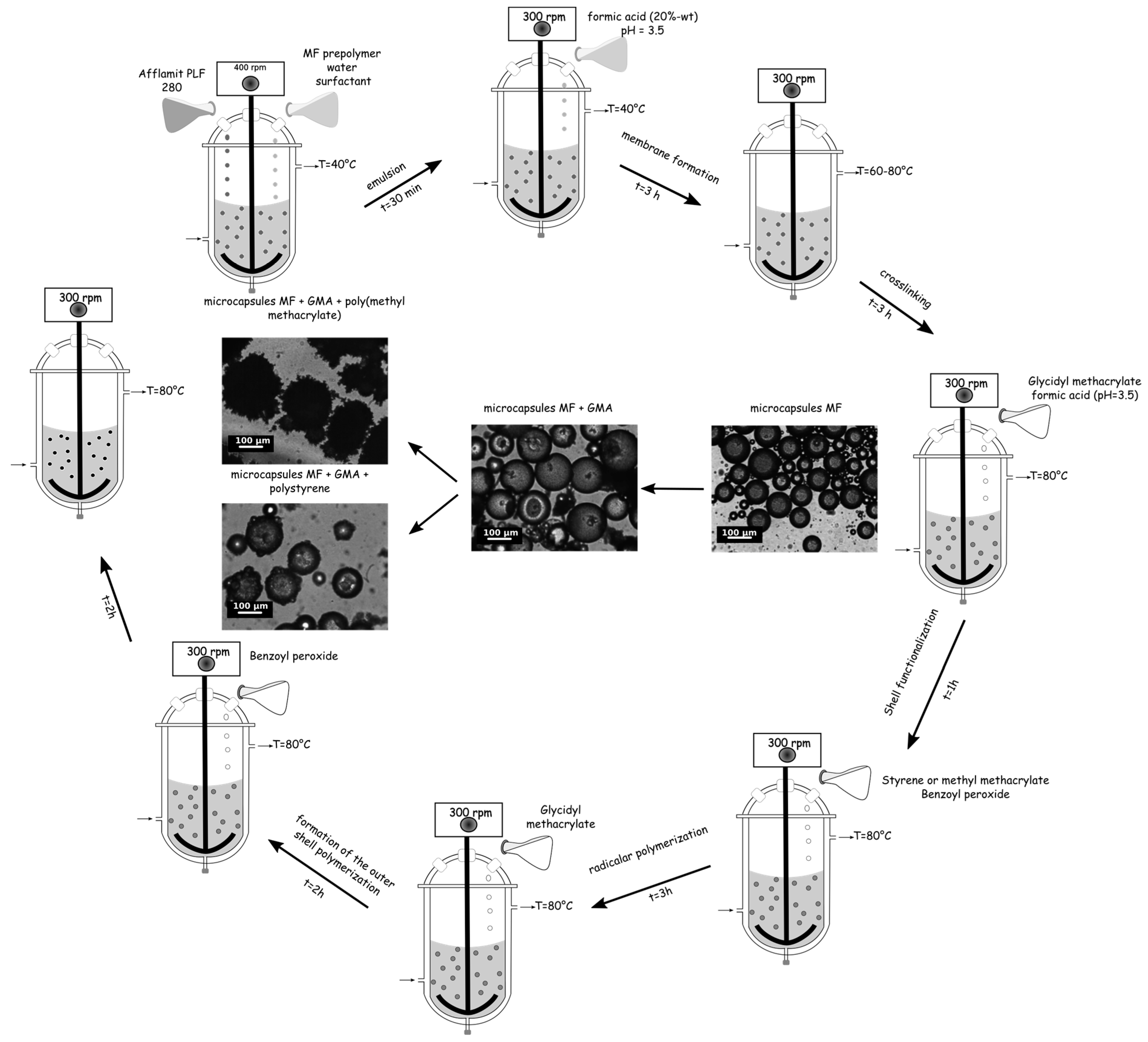
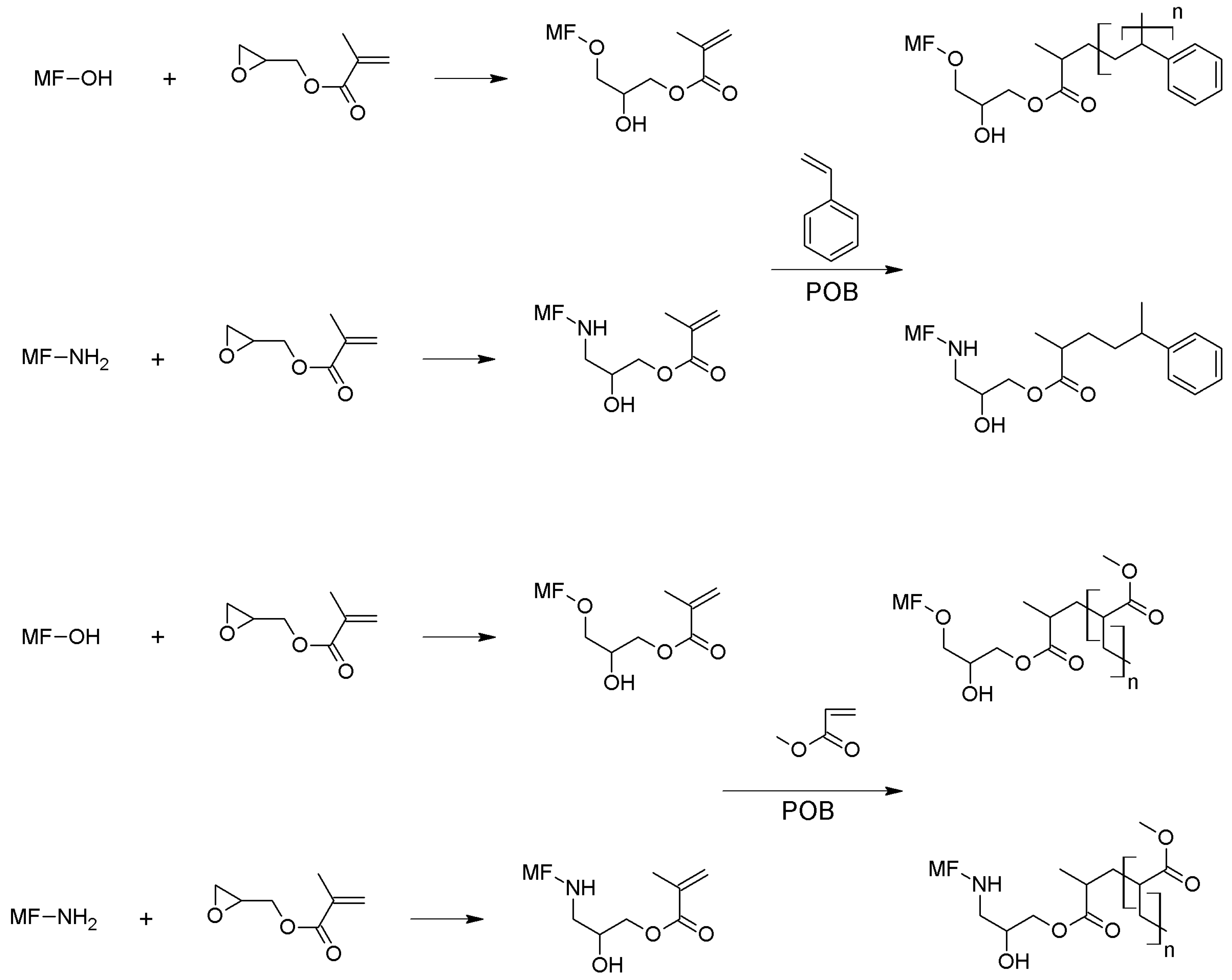
2.2. Preparation of the Double-Layered Shell Microcapsules
2.2.1. Preparation of MF Microcapsules
2.2.2. Formation of the Outer Thermoplastic Shell
2.3. Preparation of Flame Retardant Nonwoven
2.4. Characterizations
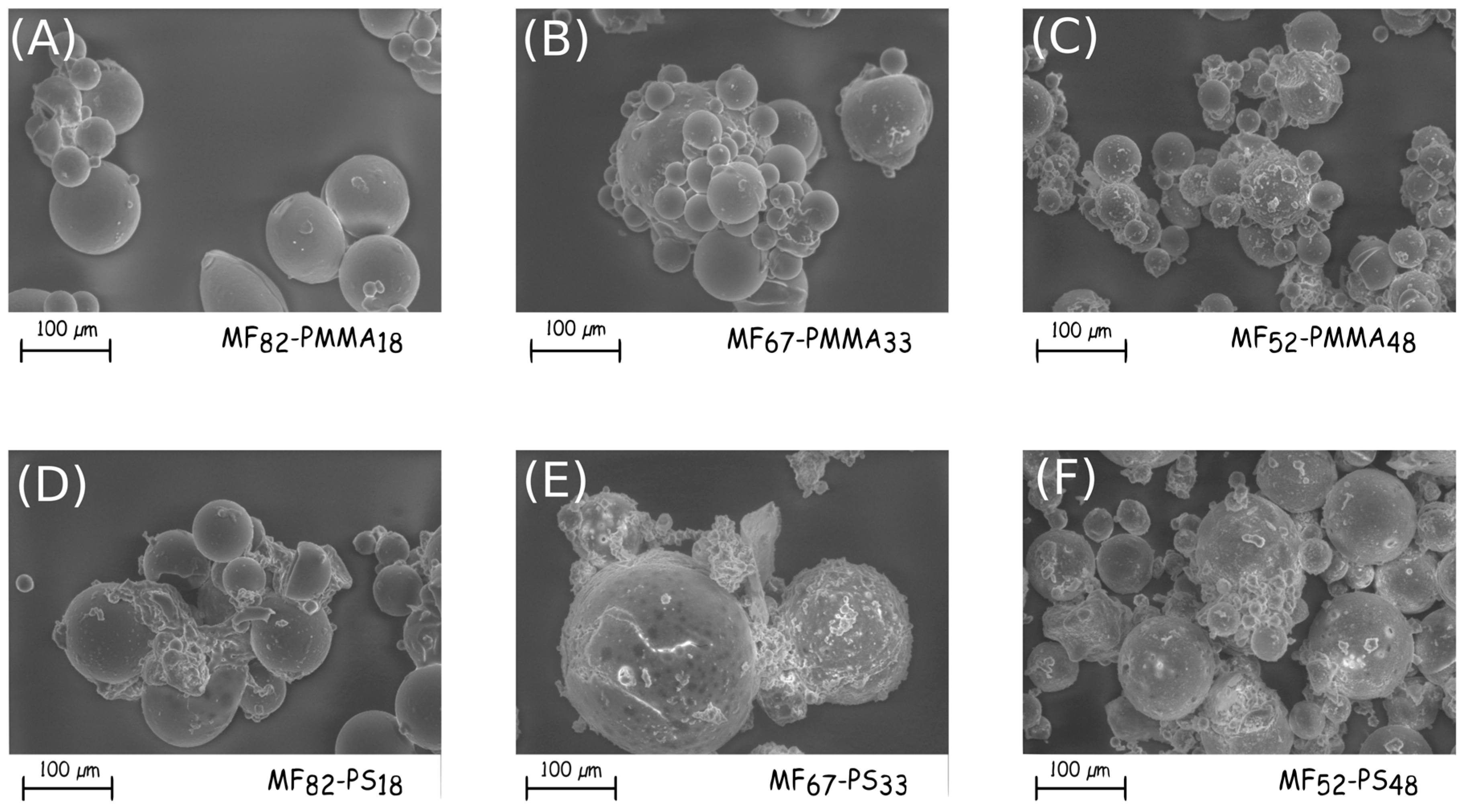
2.4.1. Morphology of the Microcapsules and Functionalized Nonwovens
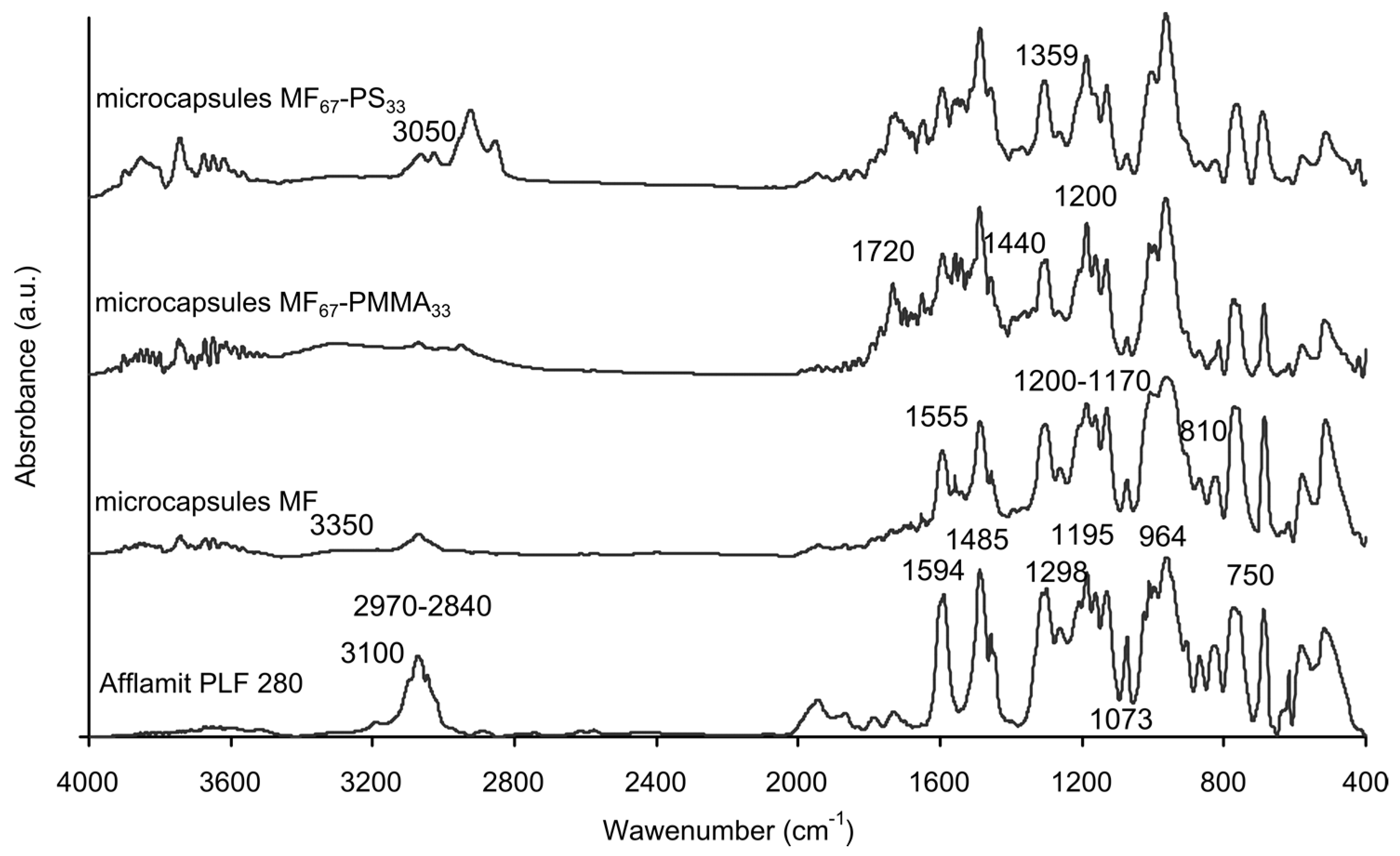
2.4.2. Infrared Spectroscopy
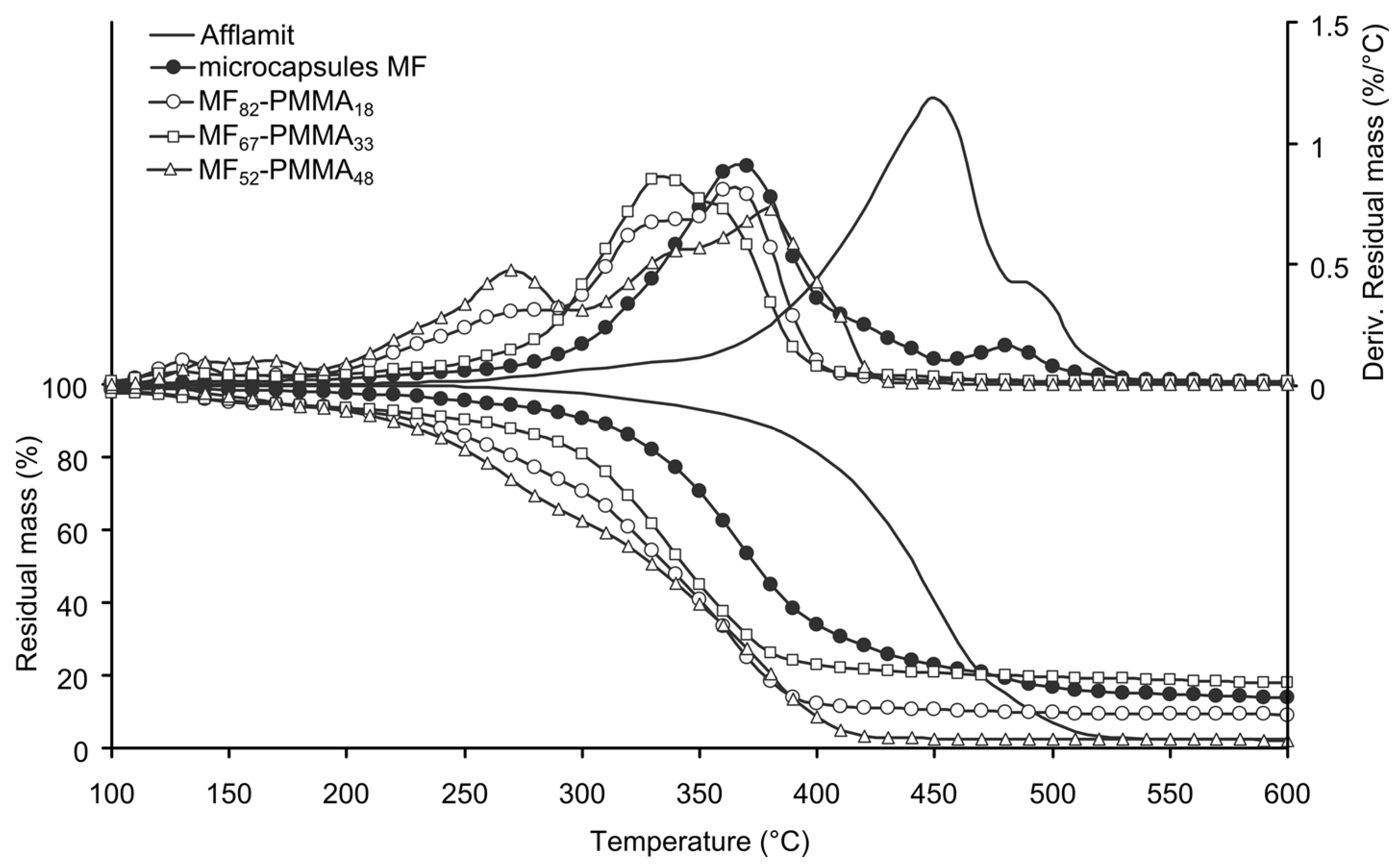
2.4.3. Thermogravimetric Analysis of the Microcapsules
2.4.4. Air Permeability & Thickness
2.4.5. Flame Retardant Properties
3. Results
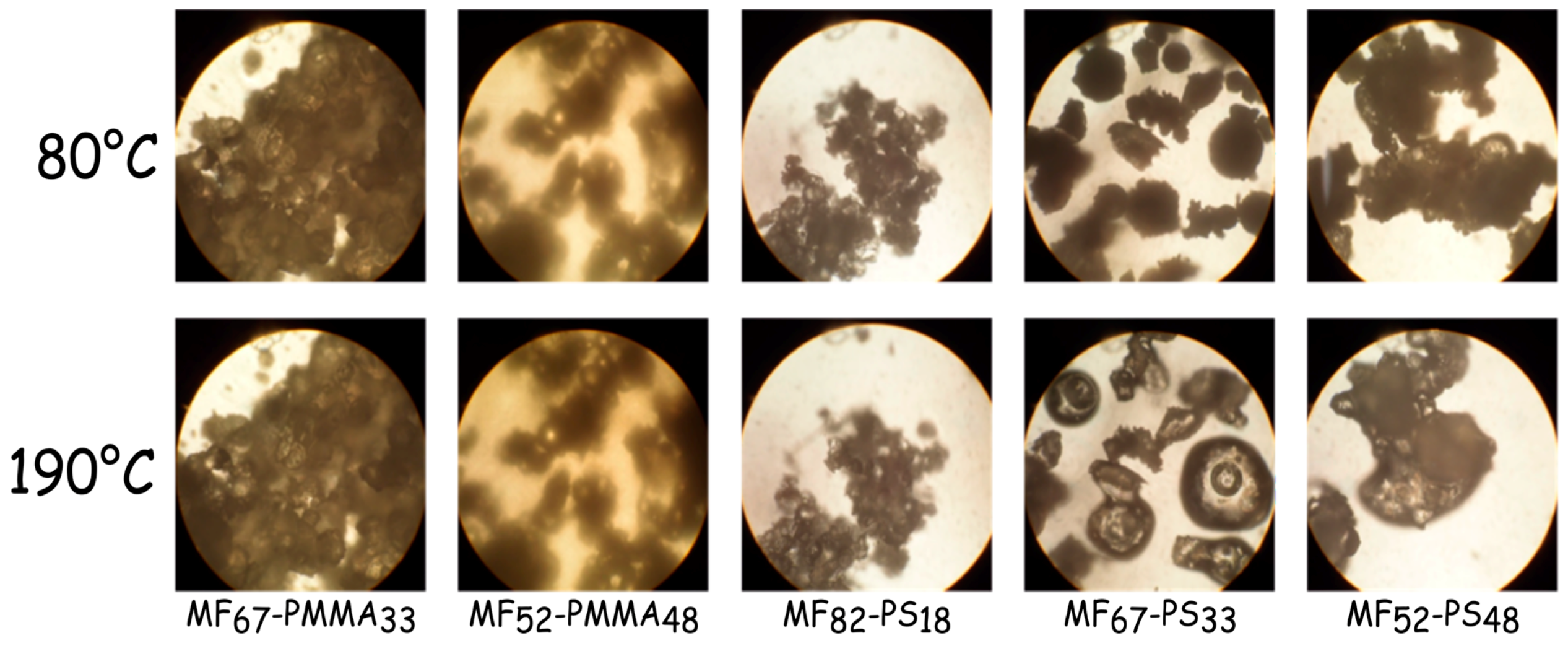
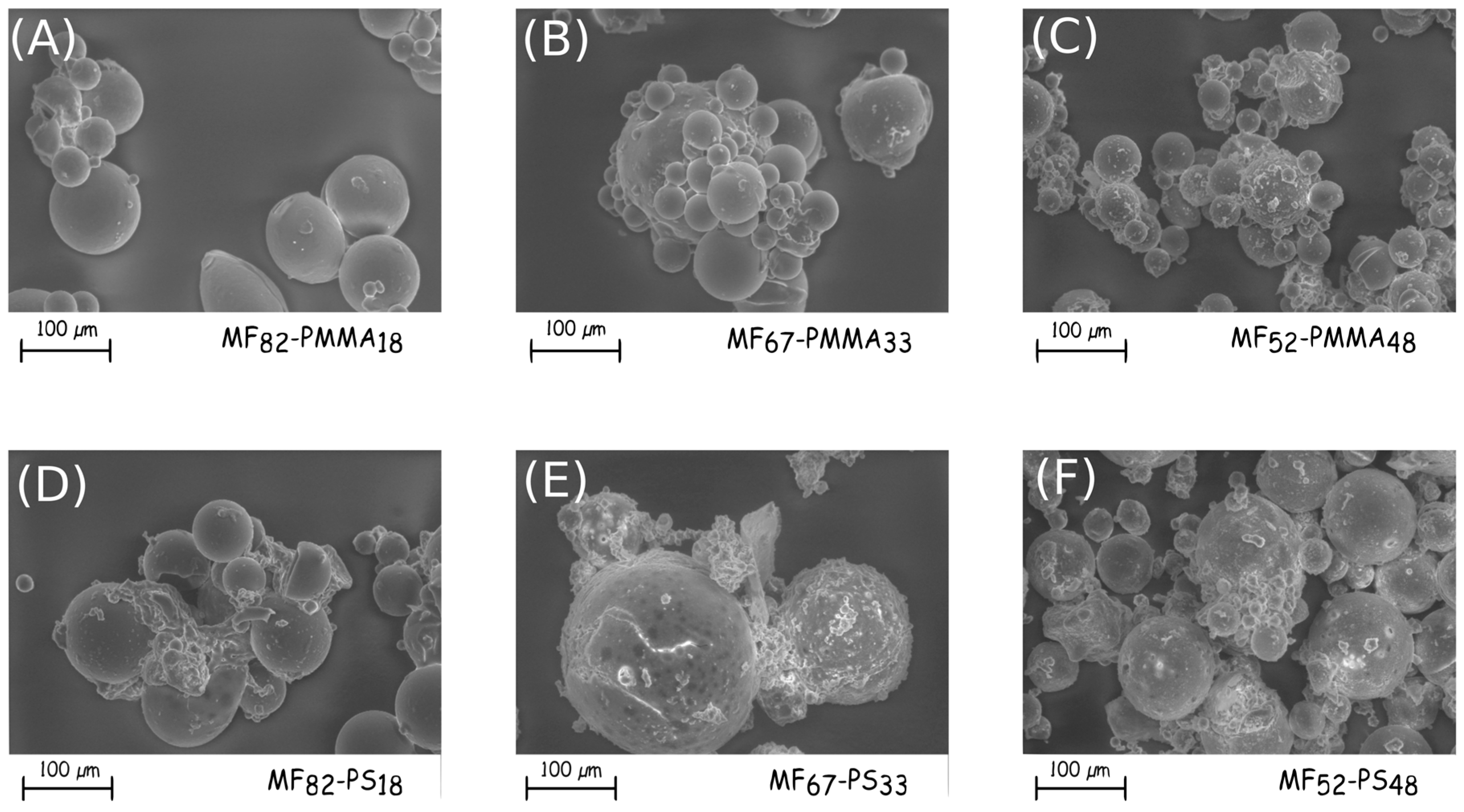
3.1. Structures and Morphologies of the Microcapsules
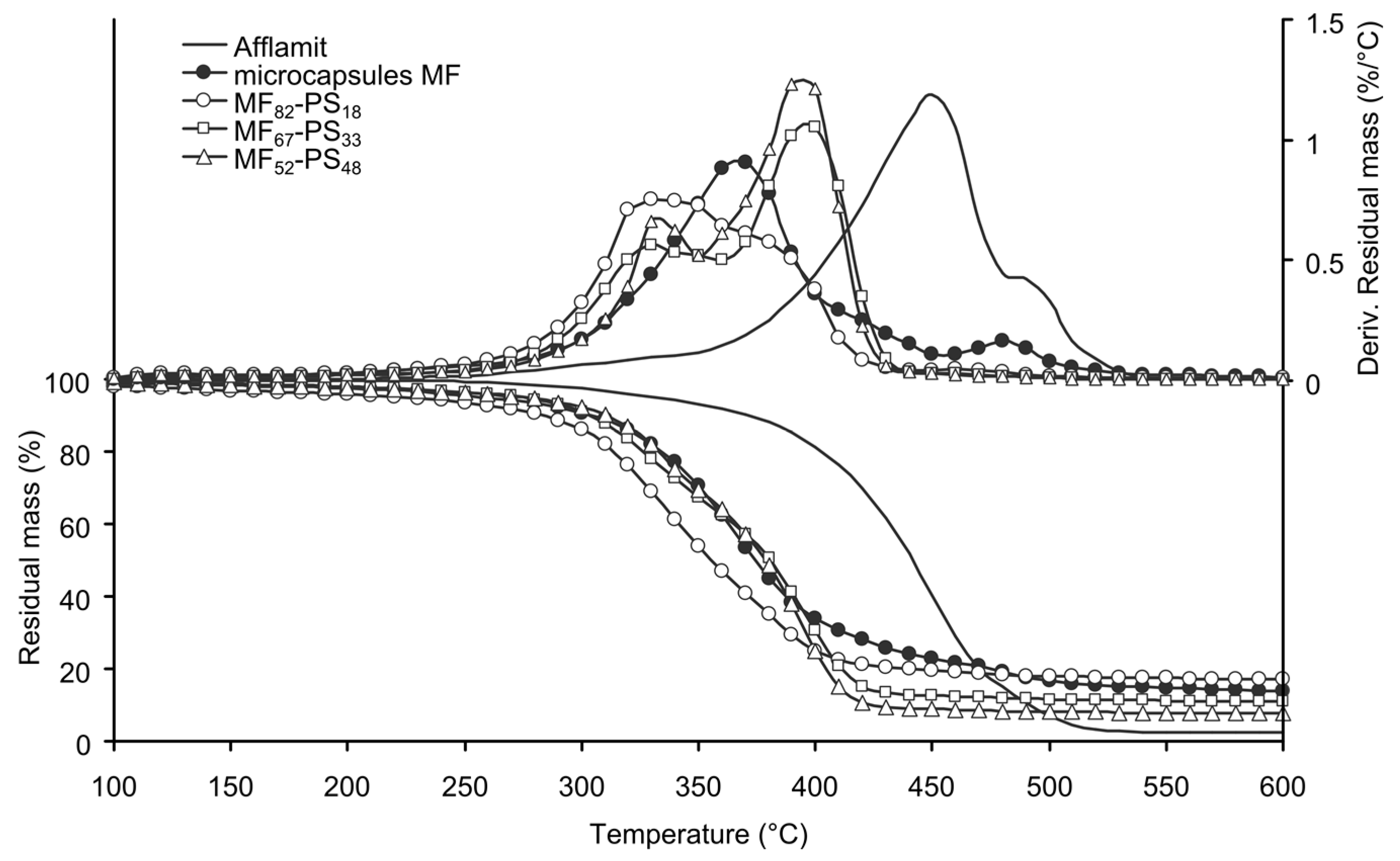
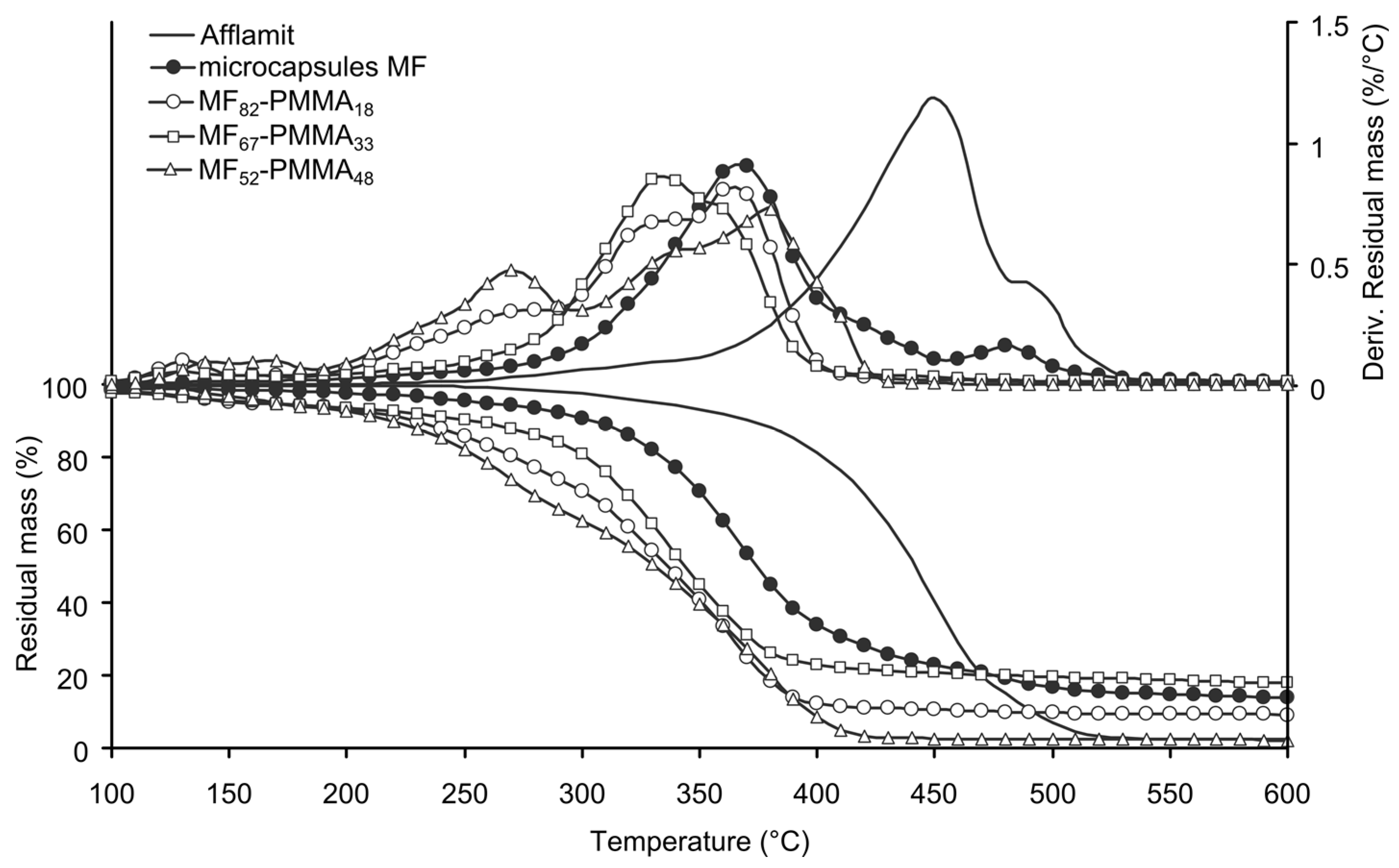
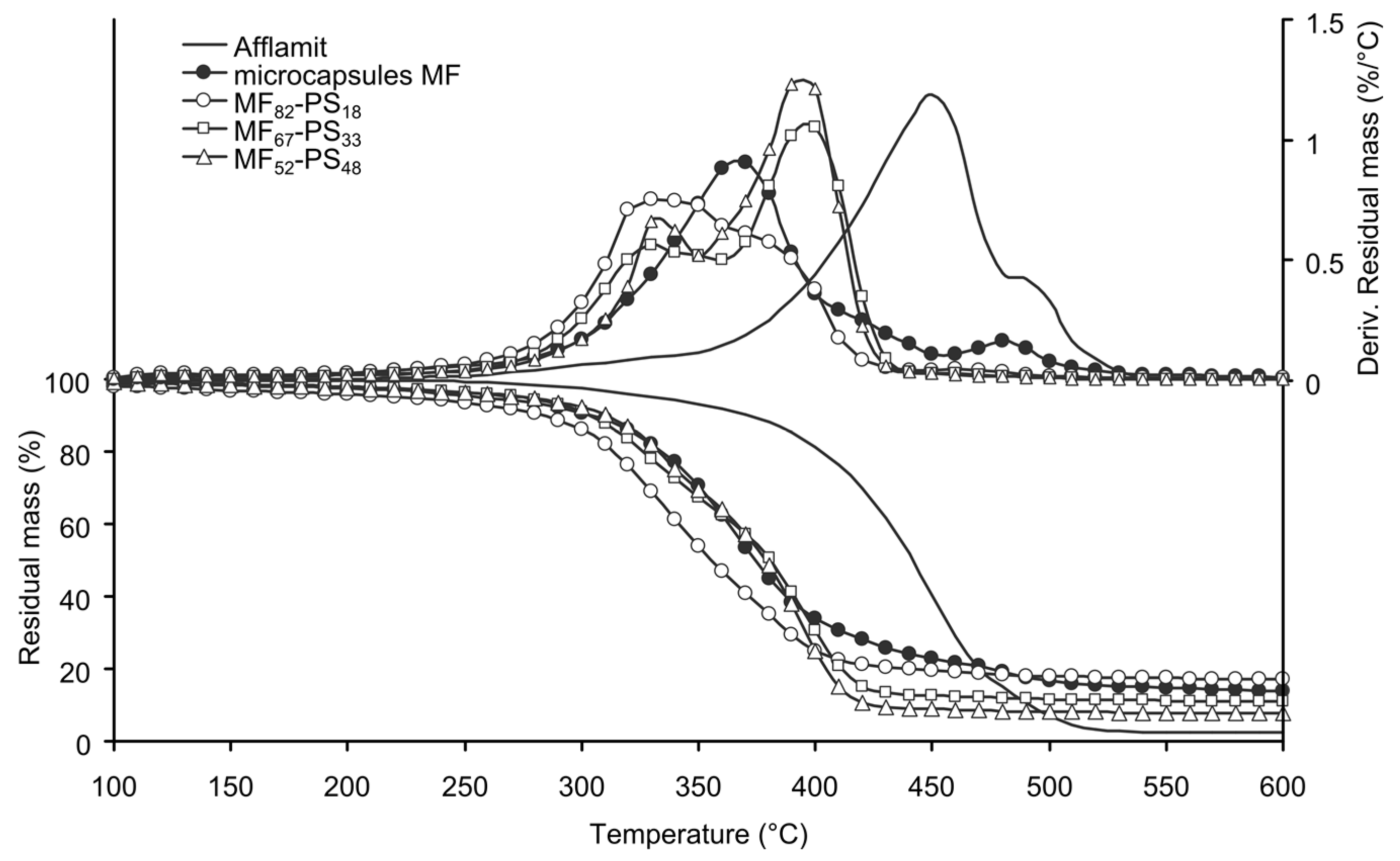
3.2. Thermal Stability of the Microcapsules
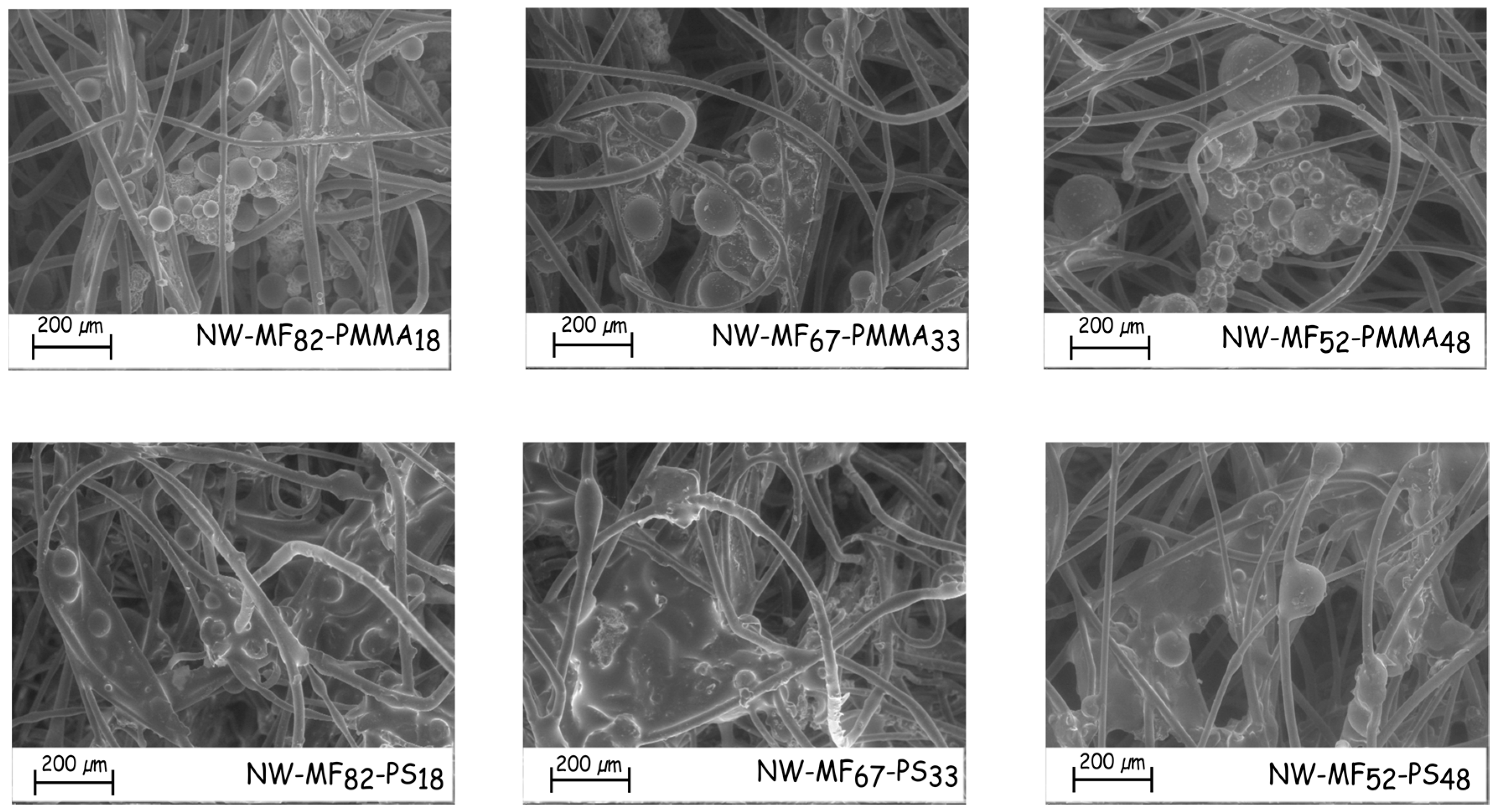
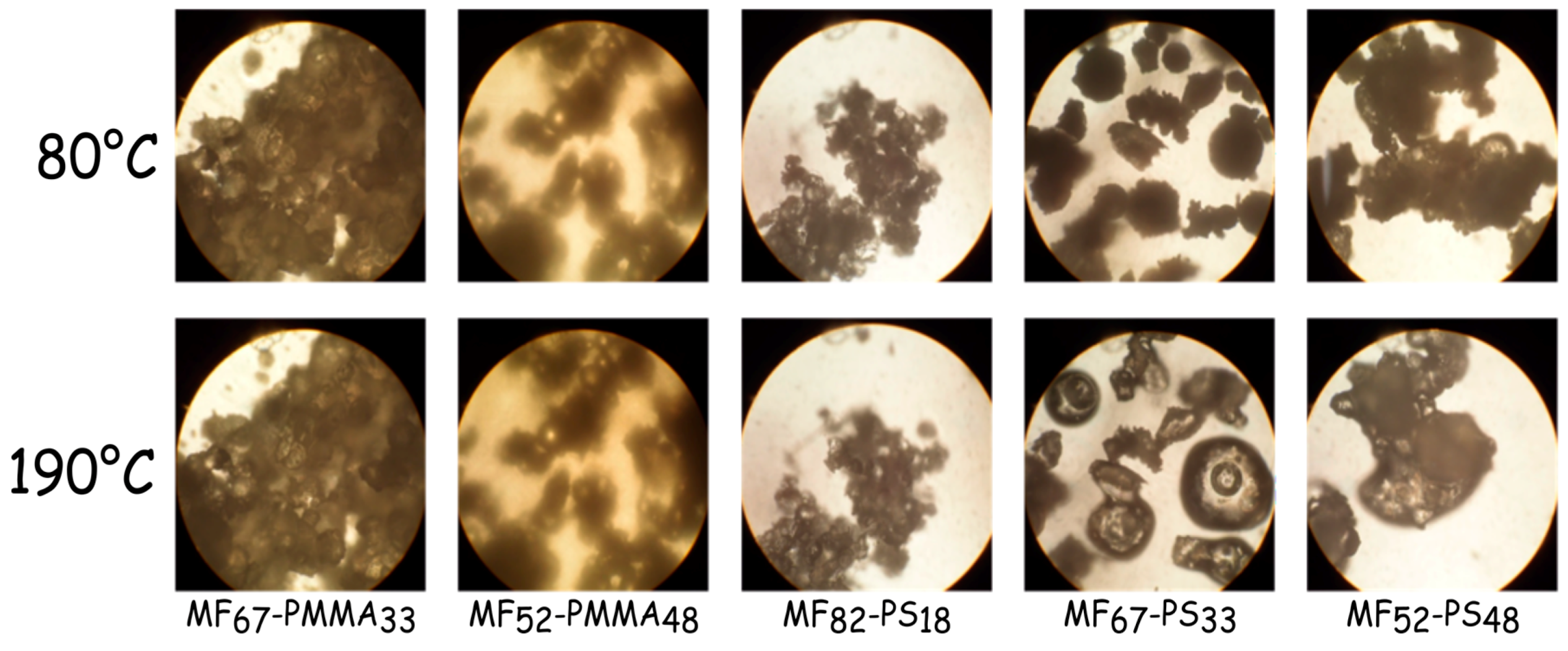
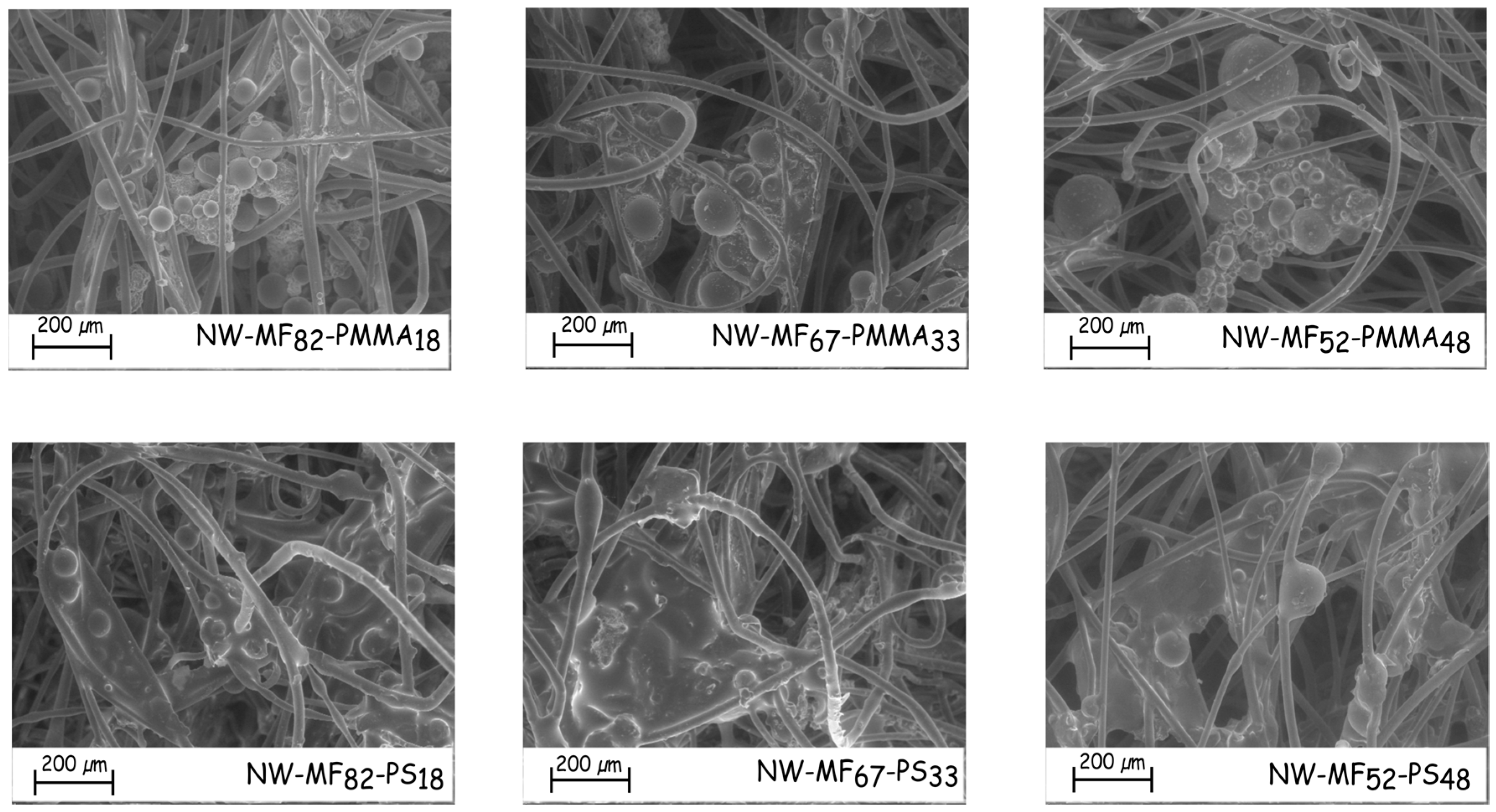
3.3. Structures and Physical Properties of the Impregnated Nonwoven Fabrics
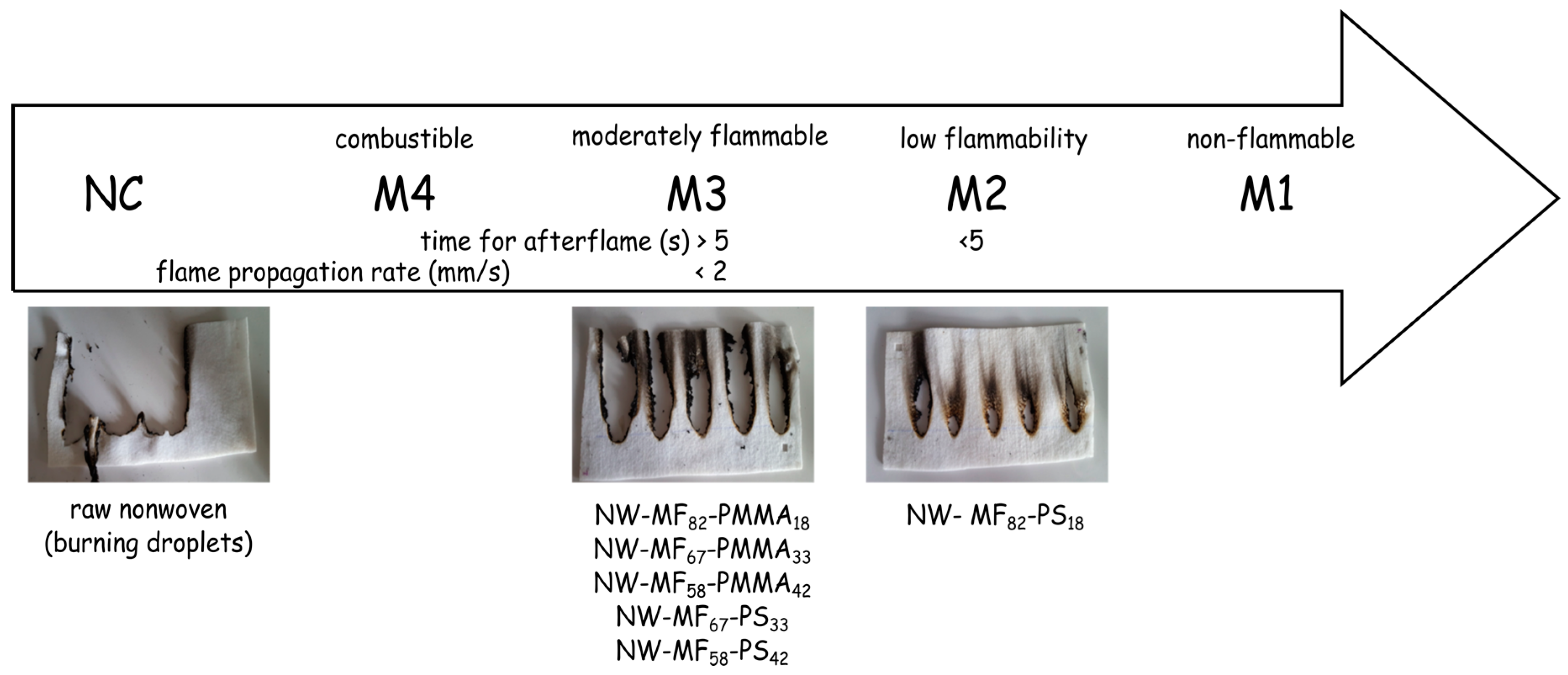
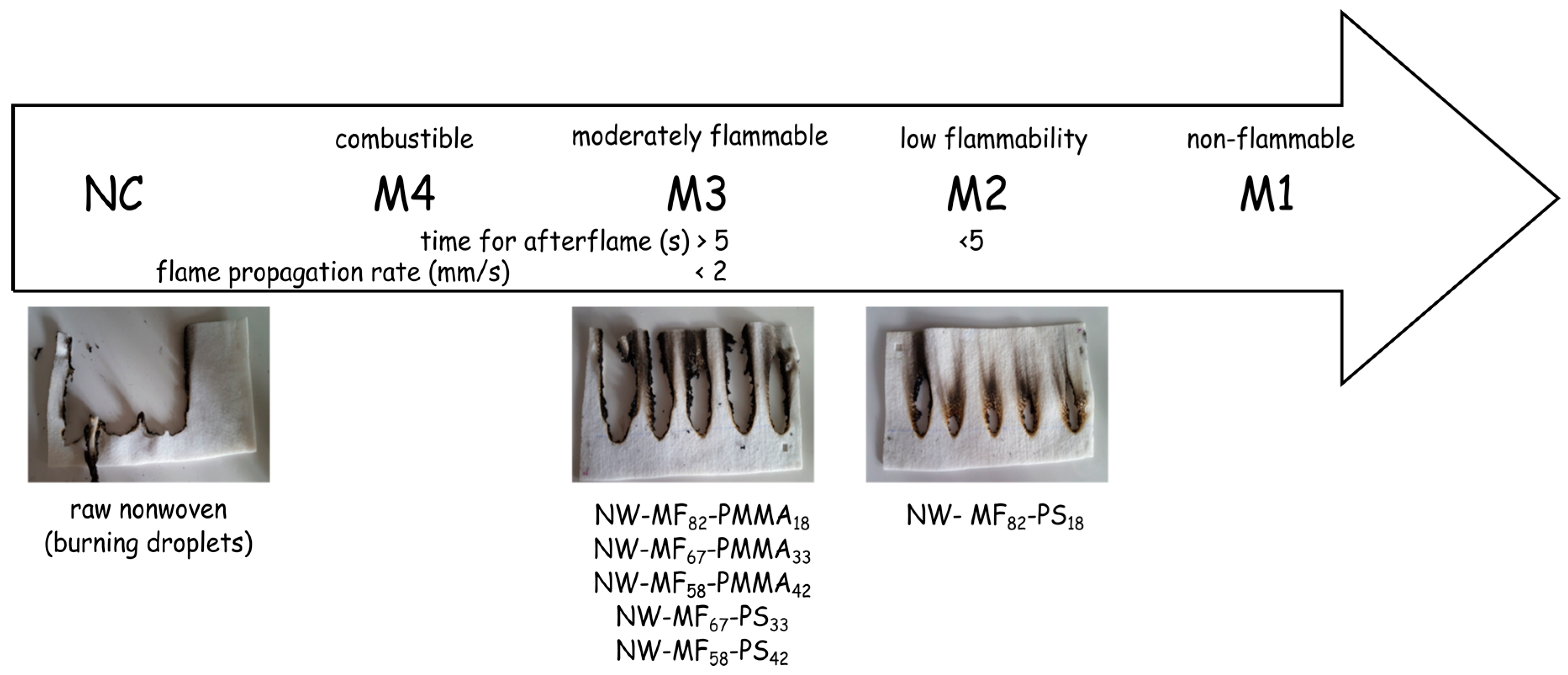
3.4. Flame Retardant Properties of the Impregnated Nonwoven Fabrics
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| FR | flame retardant |
| FTIR | Fourier transform infrared spectroscopy |
| GMA | glycidyl methacrylate |
| MF | melamine-formaldehyde resin |
| NW | nonwoven |
| PET | poly(ethylene terephtalate) |
| PMMA | poly(methyl methacrylate) |
| PS | polystyrene |
| RDP | resorcinol bis(diphenyl phosphate) |
| SEM | scanning electron microscopy |
References
- Horrocks, A.R. Flame retardant challenges for textiles and fibres: New chemistry versus innovatory solutions. Polym. Degrad. Stab. 2011, 96, 377–392. [Google Scholar] [CrossRef]
- Bourbigot, S. Flame retardancy of textiles: New approaches. In Advances in Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing: Cambridge, UK, 2008; pp. 9–40. [Google Scholar]
- Rault, F.; Giraud, S.; Salaün, F. Flame retardant/resistant based nanocomposites in textile. In Flame Retardants: Polymer Blends, Composites and Nanocomposites; Visakh, M.P., Arao, Y., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 131–165. [Google Scholar]
- Rault, F.; Giraud, S.; Salaün, F.; Almeras, X. Development of a halogen free flame retardant masterbatch for polypropylene fibers. Polymers 2015, 7, 220–234. [Google Scholar] [CrossRef]
- Didane, N.; Giraud, S.; Devaux, E. Fire performances comparison of back coating and melt spinning approaches for pet covering textiles. Polym. Degrad. Stab. 2012, 97, 1083–1089. [Google Scholar] [CrossRef]
- Zhang, K.; Zong, L.; Tan, Y.; Ji, Q.; Yun, W.; Shi, R.; Xia, Y. Improve the flame retardancy of cellulose fibers by grafting zinc ion. Carbohydr. Polym. 2016, 136, 121–127. [Google Scholar] [CrossRef] [PubMed]
- Weil, E.D.; Levchik, S.V. Flame retardants in commercial use or development for textiles. In Flame Retardants, 2nd ed.; Hanser: Munich, Germany, 2016; pp. 265–302. [Google Scholar]
- Horrocks, A.R. Smart Flame Retardant Textile Coatings and Laminates; Woodhead Publishing: Cambridge, UK, 2010; pp. 264–293. [Google Scholar]
- Liang, S.; Neisius, N.M.; Gaan, S. Recent developments in flame retardant polymeric coatings. Prog. Org. Coat. 2013, 76, 1642–1665. [Google Scholar] [CrossRef]
- Mahltig, B.; Haufe, H.; Bottcher, H. Functionalisation of textiles by inorganic sol-gel coatings. J. Mater. Chem. 2005, 15, 4385–4398. [Google Scholar] [CrossRef]
- Duquesne, S.; Bourbigot, S. Flame retardant nonwovens. In Applications of Nonwovens in Technical Textiles; Chapman, R.A., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 65–84. [Google Scholar]
- Malucelli, G.; Carosio, F.; Alongi, J.; Fina, A.; Frache, A.; Camino, G. Materials engineering for surface-confined flame retardancy. Mater. Sci. Eng. R Rep. 2014, 84, 1–20. [Google Scholar] [CrossRef]
- Carosio, F.; Di Blasio, A.; Cuttica, F.; Alongi, J.; Frache, A.; Malucelli, G. Flame retardancy of polyester fabrics treated by spray-assisted layer-by-layer silica architectures. Ind. Eng. Chem. Res. 2013, 52, 9544–9550. [Google Scholar] [CrossRef]
- Alongi, J.; Ciobanu, M.; Tata, J.; Carosio, F.; Malucelli, G. Thermal stability and flame retardancy of polyester, cotton, and relative blend textile fabrics subjected to sol–gel treatments. J. Appl. Polym. Sci. 2011, 119, 1961–1969. [Google Scholar] [CrossRef]
- Wang, B.; Sheng, H.; Shi, Y.; Hu, W.; Hong, N.; Zeng, W.; Ge, H.; Yu, X.; Song, L.; Hu, Y. Recent advances for microencapsulation of flame retardant. Polym. Degrad. Stab. 2015, 113, 96–109. [Google Scholar] [CrossRef]
- Reshetnikov, I.S.; Zubkova, N.S.; Antonov, A.V.; Potapova, E.V.; Svistunov, V.S.; Tuganova, M.A.; Khalturinskij, N.A. Microencapsulated fire retardants for polyolefins. Mater. Chem. Phys. 1998, 52, 78–82. [Google Scholar] [CrossRef]
- Zubkova, N.S.; Tyuganova, M.A.; Reshetnikov, I.S.; Khalturinskii, N.A. Decreasing the combustibility of polyolefins using microencapsulated fire retardants. Fibre Chem. 1997, 29, 166–168. [Google Scholar] [CrossRef]
- Zubkova, N.S.; Butylkina, N.G.; Chekanova, S.E.; Tyuganova, M.A.; Khalturinskii, N.A.; Reshetnikov, I.S.; Naganovskii, Y.K. Rheological and fireproofing characteristics of polyethylene modified with a microencapsulated fire retardant. Fibre Chem. 1998, 30, 11–13. [Google Scholar] [CrossRef]
- Kover, R.F.; Farrel, B.; Tiano, T.; Levi, R.; Harpel, J.W.H. Microencapsulated fire retardants for flame resistant tentage textiles. In Proceedings of the Eigth Annual BCC Conference on Flame Retardancy, Stamford, CT, USA, 24–26 May 1994.
- Salaün, F.; Giraud, S.; Vroman, I.; Rault, F. A review of microencapsulation of flame retardant formulations suitable for application in polypropylene textile substrates. In Polypropylene: Synthesis, Applications and Environmental Concerns; Siva, L.P., Barbosa, E.F., Eds.; NOVA Publishers: Hauppauge, NY, USA, 2013; pp. 195–222. [Google Scholar]
- Giraud, S.; Salaün, F.; Bedek, G.; Vroman, I.; Bourbigot, S. Influence of chemical shell structure on the thermal properties of microcapsules containing a flame retardant agent. Polym. Degrad. Stab. 2010, 95, 315–319. [Google Scholar] [CrossRef]
- Wu, K.; Shen, M.-M.; Hu, Y. Synthesis of a novel intumescent flame retardant and its flame retardancy in polypropylene. J. Polym. Res. 2011, 18, 425–433. [Google Scholar] [CrossRef]
- Wu, K.; Song, L.; Wang, Z.; Hu, Y. Preparation and characterization of double shell microencapsulated ammonium polyphosphate and its flame retardance in polypropylene. J. Polym. Res. 2009, 16, 283–294. [Google Scholar] [CrossRef]
- Wu, K.; Song, L.; Wang, Z.; Hu, Y.; Kandare, E.; Kandola, B.K. Preparation and characterization of core/shell-like intumescent flame retardant and its application in polypropylene. J. Macromol. Sci. Part A 2009, 46, 837–846. [Google Scholar] [CrossRef]
- Wu, K.; Wang, Z.; Hu, Y. Microencapsulated ammonium polyphosphate with urea-melamine-formaldehyde shell: Preparation, characterization, and its flame retardance in polypropylene. Polym. Adv. Technol. 2008, 19, 1118–1125. [Google Scholar] [CrossRef]
- Wu, K.; Wang, Z.; Liang, H. Microencapsulation of ammonium polyphosphate: Preparation, characterization, and its flame retardance in polypropylene. Polym. Compos. 2008, 29, 854–860. [Google Scholar] [CrossRef]
- Salaün, F.; Vroman, I. Influence of core materials on thermal properties of melamine-formaldehyde microcapsules. Eur. Polym. J. 2008, 44, 849–860. [Google Scholar] [CrossRef]
- Wu, Q.; Lü, J.; Qu, B. Preparation and characterization of microcapsulated red phosphorus and its flame-retardant mechanism in halogen-free flame retardant polyolefins. Polym. Int. 2003, 52, 1326–1331. [Google Scholar] [CrossRef]
- Knez, E.; Kukovič, M.; Pipal, V.; Boh, B. Microcapsules on woven and non-woven materials. Int. J. Polym. Mater. 2000, 47, 693–699. [Google Scholar] [CrossRef]
- Bendkowska, W.; Wrzosek, H. Experimental study of the thermoregulating properties of nonwovens treated with microencapsulated PCM. Fibres Text. East. Eur. 2009, 17, 87–91. [Google Scholar]
- Assoc Cardoso, I.; Rocha Gomes, J. The application of microcapsules of PCM in flame resistant non-woven materials. Int. J. Cloth. Sci. Technol. 2009, 21, 102–108. [Google Scholar] [CrossRef]
- Da Rocha Gomes, J.I.N.; Lima, C.J.E. Double Walled Microcapsules with an Outer Thermoplastic Wall and Application Process Thereof. U.S. Patent WO 2005018795 A1, 11 December 2012. [Google Scholar]
- Salaün, F.; Vroman, I.; Aubry, C. Preparation of double layered shell microparticles containing an acid dye by a melt dispersion-coacervation technique. Powder Technol. 2009, 192, 375–383. [Google Scholar] [CrossRef]
- Levchik, S.V.; Weil, E.D. A review of recent progress in phosphorus-based flame retardants. J. Fire Sci. 2006, 24, 345–364. [Google Scholar] [CrossRef]
- Pawlowski, K.H.; Schartel, B. Flame retardancy mechanisms of triphenyl phosphate, resorcinol bis(diphenyl phosphate) and bisphenol a bis(diphenyl phosphate) in polycarbonate/acrylonitrile-butadiene-styrene blends. Polym. Int. 2007, 56, 1404–1414. [Google Scholar] [CrossRef]
- Levchik, S.V.; Bright, D.A.; Alession, G.R.; Dashevsky, S. Synergistic action between aryl phosphates and phenolic resin in pbt. Polym. Degrad. Stab. 2002, 777, 267–272. [Google Scholar] [CrossRef]
- Chen, J.; Liu, S.; Jiang, Z.; Zhao, J. Flame retardancy, smoke suppression effect and mechanism of aryl phosphates in combination with magnesium hydroxide in polyamide 6. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2012, 27, 916–923. [Google Scholar] [CrossRef]
- Salaün, F.; Creach, G.; Rault, F.; Almeras, X. Thermo-physical properties of polypropylene fibers containing a microencapsulated flame retardant. Polym. Adv. Technol. 2012, 24, 236–248. [Google Scholar] [CrossRef]
- Salaün, F.; Creach, G.; Rault, F.; Giraud, S. Microencapsulation of bisphenol-a bis(diphenyl phosphate) and influence of particle loading on thermal and fire properties of polypropylene and polyethylene terephtalate. Polym. Degrad. Stab. 2013, 98, 2663–2671. [Google Scholar] [CrossRef]
- Butstraen, C.; Salaün, F.; Devaux, E. Sol-gel microencapsulation of oil phase with pickering and nonionic surfactant based emulsions. Powder Technol. 2015, 284, 237–244. [Google Scholar] [CrossRef]
- Salaün, F.; Devaux, E.; Bourbigot, S.; Rumeau, P. Influence of process parameters on microcapsules loaded with n-hexadecane prepared by in situ polymerization. Chem. Eng. J. 2009, 155, 457–465. [Google Scholar] [CrossRef]
- Despinasse, M.-C.; Schartel, B. Aryl phosphate-aryl phosphate synergy in flame-retarded bisphenol a polycarbonate/acrylonitrile-butadiene-styrene. Thermochim. Acta 2013, 563, 51–61. [Google Scholar] [CrossRef]
- Murashko, E.A.; Levchik, G.F.; Levchik, S.V.; Bright, D.A.; Dashevsky, S. Fire-retardant action of resorcinol bis(diphenyl phosphate) in pc-abs blend. II. Reactions in the condensed phase. J. Appl. Polym. Sci. 1999, 71, 1863–1872. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample label | Microcapsules MF | Outer shell | |
|---|---|---|---|
| RDP (wt %) | MF shell (wt %) | (wt %) | |
| MF82-PMMA18 | 82 | 18% PMMA | |
| 68 | 14 | ||
| MF67-PMMA33 | 67 | 33% PMMA | |
| 55 | 12 | ||
| MF52-PMMA48 | 52 | 48% PMMA | |
| 43 | 9 | ||
| MF82-PS18 | 82 | 18% PS | |
| 68 | 14 | ||
| MF67-PS33 | 67 | 33% PS | |
| 55 | 12 | ||
| MF52-PS48 | 52 | 48% PS | |
| 43 | 9 | ||
| Wavenumbers (cm−1) | Assignments | |||
|---|---|---|---|---|
| Afflamit PLF 280 | Microcapsules MF | Microcapsules MF67-PMMA33 | Microcapsules MF67-PS33 | |
| 3350 | 3350 | 3350 | ν (–OH, –NH, –NH2) | |
| 3100–3000 | 3100–3000 | 3100–3000 | 3100–3000 | ν (=C–H) |
| 2970–2840 | 2970–2840 | 2970–2840 | 2970–2840 | ν (–C–H) |
| 1720 | ν (C=O) | |||
| 1594, 1485 | 1594, 1485 | 1594, 1485 | 1625, 1594, 1485 | ν (C=C) |
| 1555 | 1555 | 1555 | ν (C=N) | |
| 1440 | δ (C–H) | |||
| 1359 | δ (C–H)–CH2 | |||
| 1298, 964 | 1298, 964 | 1298, 964 | 1298, 964 | ν (P=O) |
| 1200 | ν (C–O–C) | |||
| 1200–1170 | 1200–1170 | 1200–1170 | ν (C–N) | |
| 1195 | 1195 | 1195 | 1195 | ν (Aro–O) |
| 1073 | 1073 | 1073 | 1073 | ν (P–O–(ph)) |
| 887 | δ (C–O) | |||
| 810 | 810 | 810 | Triazine out of plane bend | |
| 750–700 | Ring deformation | |||
| Sample label | T5% | Tmax (°C)/∆m (%) | Residue at 600 °C | |||
|---|---|---|---|---|---|---|
| (°C) | I stage | II stage | III stage | IV stage | (%) | |
| MF82-PMMA18 | 150 | 130/5 | 277/17 | 338/29 | 365/40 | 9 |
| MF67-PMMA33 | 150 | 129/5 | - | 335/40 | 359/39 | 16 |
| MF52-PMMA48 | 171 | 171/6 | 271/31 | 336/15 | 379/46 | 2 |
| MF82-PS18 | 225 | 342/55 | 382/28 | - | - | 17 |
| MF67-PS33 | 277 | 326/38 | 398/51 | - | - | 11 |
| MF52-PS48 | 273 | 333/31 | 394/61 | - | - | 8 |
| Sample label | Softening point (°C) |
|---|---|
| MF82-PMMA18 | 98 |
| MF67-PMMA33 | 106 |
| MF52-PMMA48 | 110 |
| MF82-PS18 | 81 |
| MF67-PS33 | 81 |
| MF52-PS48 | 83 |
| Sample label | Mass of dry deposit per unit area | Air permeability | Thickness |
|---|---|---|---|
| (g/m2) | (L/m2/s) | (mm) | |
| NW-MF82-PMMA18 | 13.9 | 2286 ± 35 | 4.74 ± 0.12 |
| NW-MF67-PMMA33 | 18.0 | 2113 ± 140 | 4.92 ± 0.08 |
| NW-MF52-PMMA48 | 13.8 | 2214 ± 170 | 4.64 ± 0.17 |
| NW-MF82-PS18 | 13.5 | 2470 ± 110 | 4.74 ± 0.14 |
| NW-MF67-PS33 | 14.9 | 2236 ± 125 | 4.65 ± 0.15 |
| NW-MF52-PS48 | 16.7 | 2113 ± 104 | 4.74 ± 0.13 |
© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Butstraen, C.; Salaün, F.; Devaux, E.; Giraud, S.; Vroman, P. Application of Flame-Retardant Double-Layered Shell Microcapsules to Nonwoven Polyester. Polymers 2016, 8, 267. https://doi.org/10.3390/polym8070267
Butstraen C, Salaün F, Devaux E, Giraud S, Vroman P. Application of Flame-Retardant Double-Layered Shell Microcapsules to Nonwoven Polyester. Polymers. 2016; 8(7):267. https://doi.org/10.3390/polym8070267
Chicago/Turabian StyleButstraen, Chloé, Fabien Salaün, Eric Devaux, Stéphane Giraud, and Philippe Vroman. 2016. "Application of Flame-Retardant Double-Layered Shell Microcapsules to Nonwoven Polyester" Polymers 8, no. 7: 267. https://doi.org/10.3390/polym8070267
APA StyleButstraen, C., Salaün, F., Devaux, E., Giraud, S., & Vroman, P. (2016). Application of Flame-Retardant Double-Layered Shell Microcapsules to Nonwoven Polyester. Polymers, 8(7), 267. https://doi.org/10.3390/polym8070267