
The Influence of Spinning Process on the Properties and Structure of PBS Fibers

Abstract
:1. Introduction
2. Experiment Section
2.1. Materials
2.2. Preparation of PBS Pre-Oriented Yarns and Investigation of Spinning Processes
- (1)
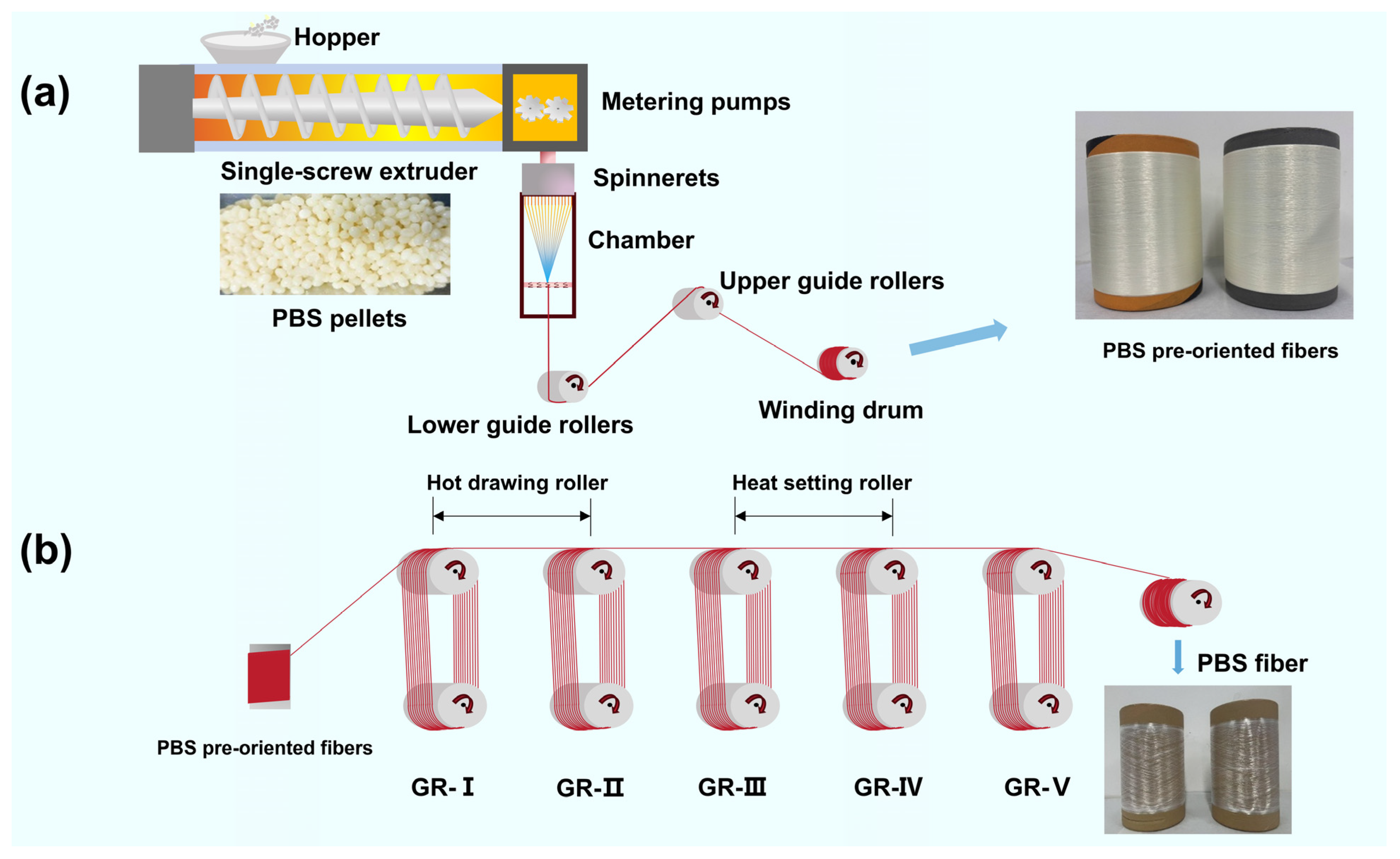
- The PBS chips were dried in a nitrogen drying oven at 100 °C for 6 h. Subsequently, the dried PBS chips were subjected to melt spinning using a homemade spinning device. A circular spinneret with a diameter of 0.18 mm and a length-to-diameter ratio of 0.54/0.18 was selected for the spinning assembly. The screw rotation speed was set to 18 rad/min, while the metering pump parameters were configured to 1.2 cc/rad with a rotation speed of 8 rad/min. The temperature settings for each zone of the spinning machine are listed in Table 1. The spinning speed (winding drum speed) was initially set to 2500 m/min. By adjusting the temperature of the spinning assembly zone to 195 °C, 205 °C and 215 °C, respectively, three types of pre-oriented fibers with varying spinning temperatures were obtained. This process aimed to investigate the influence of spinning temperature on PBS pre-oriented fibers. The spinning procedure is illustrated in Figure 1a.
- (2)
- The spinning assembly zone temperature was controlled at 195 °C, and melt spinning was performed by varying the spinning speeds of 1200, 1500, 2000, 2300 and 2500 m/min to produce five pre-oriented yarns (POY) with different spinning speeds. This study investigated the effect of spinning speed on PBS pre-oriented yarns.
- (3)
- The study investigates the maximum thermal drawing ratio of PBS-POY under five different spinning speeds, explores the influence of spinning speed on the final condensed state structure and properties of fibers and reveals the regulation mechanisms of fiber structure and performance during the spinning–drawing process. The drawing process is illustrated in Figure 1b, where GR-I and GR-II control the fiber’s drawing temperature, while GR-III and GR-IV regulate the heat-setting temperature of the fiber. The draw ratio is achieved through the speed ratio between GR-II and GR-III. The drawing temperature was set at 40 °C and the heat-setting temperature at 80 °C (detailed explanations regarding the selection of drawing parameters can be found in the Supplementary Materials).
2.3. Characterization
2.3.1. Mechanical Properties Testing of PBS Fibers
2.3.2. Thermal Properties Testing of PBS Fibers
2.3.3. WAXS
2.3.4. SAXS
3. Result and Discussion
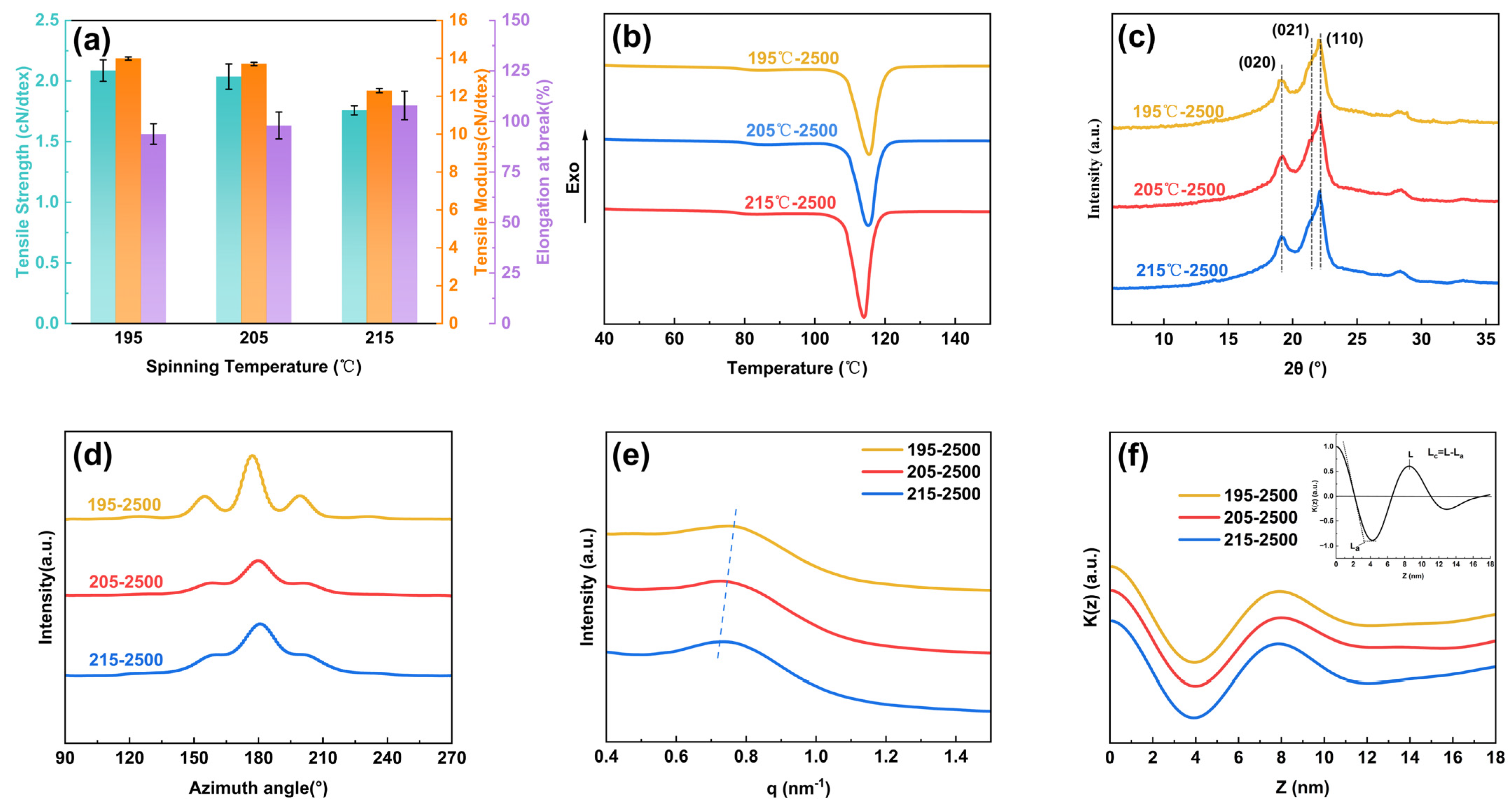
3.1. The Influence of Spinning Temperature on the Properties and Structure of PBS Pre-Oriented Yarns
3.2. The Influence of Spinning Speeds on the Properties and Structure of PBS Pre-Oriented Yarns
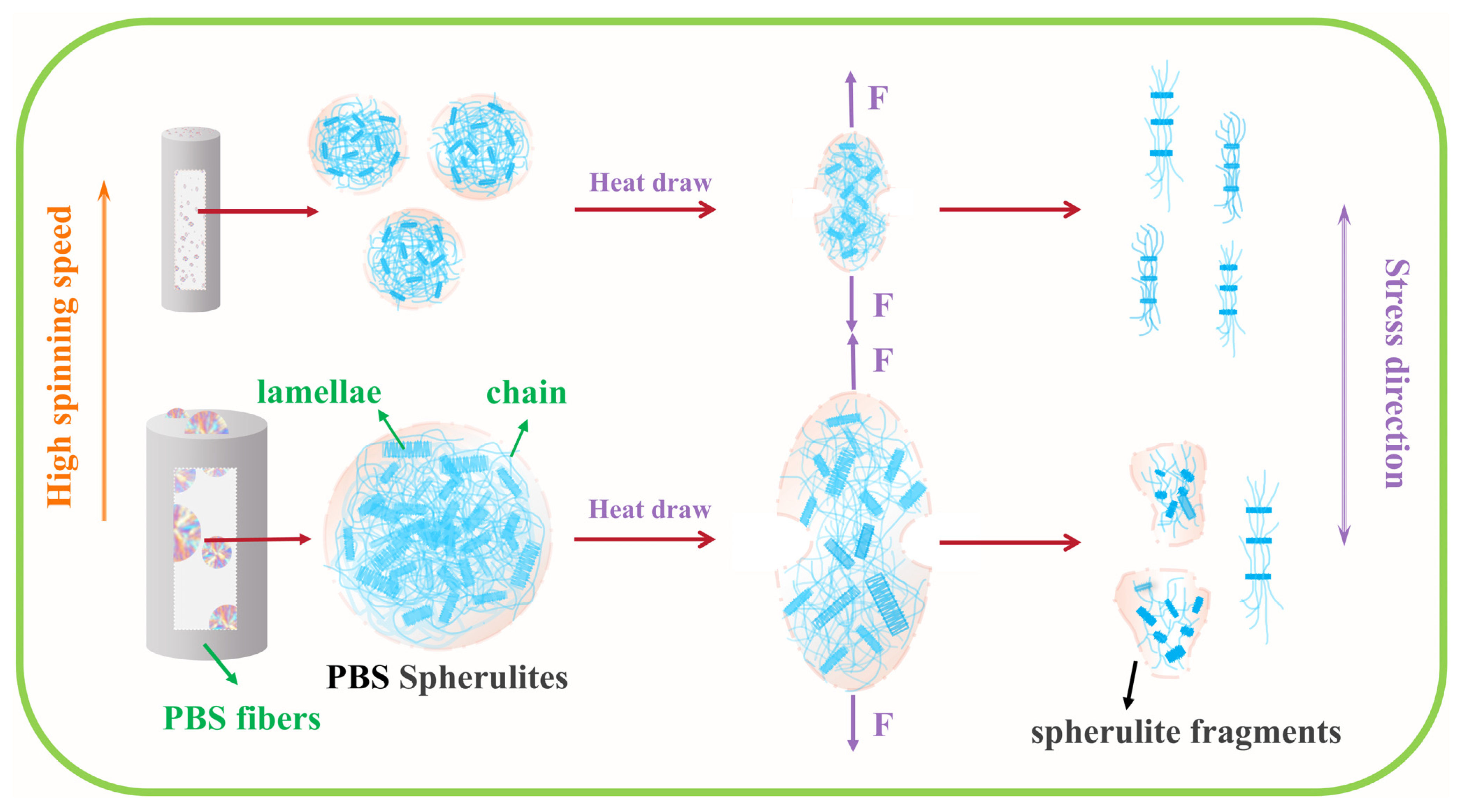
3.3. Effect of Spinning Speed on the Properties and Structure of Fibers After Maximum Drawing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Hiremath, N.; Young, S.; Ghossein, H.; Penumadu, D.; Vaidya, U.; Theodore, M. Low cost Textile-Grade Carbon-Fiber Epoxy Composites for Automotive and Wind Energy Applications. Compos. Part B Eng. 2020, 198, 108156. [Google Scholar] [CrossRef]
- Liu, F.; Wang, Q.; Zhai, G.; Xiang, H.; Zhou, J.; Jia, C.; Zhu, L.; Wu, Q.; Zhu, M. Continuously Processing Waste Lignin into High-Value Carbon Nanotube Fibers. Nat. Commun. 2022, 13, 5755. [Google Scholar] [CrossRef] [PubMed]
- Malek, N.S.A.; Faizuwan, M.; Khusaimi, Z.; Bonnia, N.N.; Rusop, M.; Asli, N.A. Preparation and Characterization of Biodegradable Polylactic Acid. (PLA) Film. for Food Packaging Application: A Review. J. Phys. Conf. Ser. 2021, 1892, 012037. [Google Scholar] [CrossRef]
- Swetha, T.A.; Bora, A.; Mohanrasu, K.; Balaji, P.; Raja, R.; Ponnuchamy, K.; Muthusamy, G.; Arun, A. A Comprehensive Review on Polylactic Acid (PLA)—Synthesis, Processing and Application in Food Packaging. Int. J. Biol. Macromol. 2023, 234, 123715. [Google Scholar] [CrossRef]
- Gao, X.; Xie, D.; Yang, C. Effects of a PLA/PBAT Biodegradable Film Mulch as a Replacement of Polyethylene Film and Their Residues on Crop and Soil Environment. Agric. Water Manag. 2021, 255, 107053. [Google Scholar] [CrossRef]
- Abedsoltan, H. Applications of Plastics in the Automotive Industry: Current Trends and Future Perspectives. Polym. Eng. Sci. 2024, 64, 929–950. [Google Scholar] [CrossRef]
- Ardhianto, R.; Anggrainy, A.D.; Samudro, G.; Triyawan, A.; Bagastyo, A.Y. A Study of Continuous-Flow. Electrocoagulation Process to Minimize Chemicals Dosing in the Full-Scale Treatment of Plastic Plating Industry Wastewater. J. Water Process Eng. 2024, 60, 105217. [Google Scholar] [CrossRef]
- Liu, Q.; Martinez-Villarreal, S.; Wang, S.; Ngoc Thanh Tien, N.; Kammoun, M.; De Roover, Q.; Len, C.; Richel, A. The Role of Plastic Chemical Recycling Processes in a Circular Economy Context. Chem. Eng. J. 2024, 498, 155227. [Google Scholar] [CrossRef]
- Santos, G.; Esmizadeh, E.; Riahinezhad, M. Recycling construction, renovation, and demolition plastic waste: Review of the status quo, challenges and opportunities. J. Polym. Environ. 2024, 32, 479–509. [Google Scholar] [CrossRef]
- Yang, A.; Zhang, R.; Xu, Z.; Liu, T.; Fang, Y.; Wang, W.; Xu, M.; Song, Y.; Wang, Q. Preparation of Situ Microfiber-Reinforced Co-Extruded High-Filled Wood-Plastic Composite with Excellent Mechanical, Creep Resistance, and Water Resistance Properties. Constr. Build. Mater. 2024, 415, 135002. [Google Scholar] [CrossRef]
- Ellrich, J.A.; Ehlers, S.M.; Furukuma, S.; Pogoda, B.; Koop, J.H.E. Characterization of Three Plastic Forms: Plasticoncrete, Plastimetal and Plastisessiles. Sci. Total Environ. 2023, 895, 165073. [Google Scholar] [CrossRef] [PubMed]
- Ozturk, E.A.; Ege, Z.R.; Murat, S.; Erdemir, G.; Kuruca, S.; Erkmen, Z.E.; Duygulu, O.; Gunduz, O.; Caykara, T.; Eroglu, M.S. Poly(L-Lactic Acid)/Poly(Ethylene Oxide) Based Composite Electrospun Fibers Loaded with Magnesium-Aluminum Layered Double Hydroxide Nanoparticles. Int. Biol. Macromol. 2022, 217, 562–571. [Google Scholar] [CrossRef]
- Xu, H.; Ke, L.; Tang, M.; Shang, H.; Zhang, Z.-L.; Xu, W.; Fu, Y.-N.; Wang, Y.; Tang, D.; Huang, D.; et al. Pea Pod-Mimicking Hydroxyapatite Nanowhisker-Reinforced Poly(Lactic Acid) Composites with Bone-like Strength. Int. J. Biol. Macromol. 2022, 216, 114–123. [Google Scholar] [CrossRef]
- Jung, D.; Kirlikovali, K.O.; Chen, Z.; Idrees, K.B.; Atilgan, A.; Cao, R.; Farha, O.K. An amidoxime-functionalized porous reactive fiber against toxic chemicals. ACS Mater. Lett. 2021, 3, 320–326. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, X.; Lyu, Y. Exploring Innovative Digital Strategies for Sustainable Development: Addressing Challenges of Mineral Resource Scarcity. Resour. Policy 2024, 93, 105087. [Google Scholar] [CrossRef]
- Ward, C.P.; Reddy, C.M.; Edwards, B.; Perri, S.T. To curb plastic pollution, industry and academia must unite. Nature 2024, 625, 658–662. [Google Scholar] [CrossRef] [PubMed]
- Wang, N.; Qian, D.; Wang, X.; Li, Y.; Zheng, T.; Wang, Q. Research Hot Spots and Development Trends of Biodegradable Plastics. Process Biochem. 2025, 150, 80–93. [Google Scholar] [CrossRef]
- Barletta, M.; Aversa, C.; Ayyoob, M.; Gisario, A.; Hamad, K.; Mehrpouya, M.; Vahabi, H. Poly(Butylene Succinate) (PBS): Materials, Processing, and Industrial Applications. Prog. Polym. Sci. 2022, 132, 101579. [Google Scholar] [CrossRef]
- Bhatia, A.; Gupta, R.K.; Bhattacharya, S.N.; Choi, H.J. Compatibility of biodegradable poly (lactic acid)(PLA) and poly (butylene succinate)(PBS) blends for packaging application. Korea-Aust. Rheol. J. 2007, 19, 125–131. [Google Scholar]
- Yokohara, T.; Yamaguchi, M. Structure and Properties for Biomass-Based Polyester Blends of PLA and PBS. Eur. Polym. J. 2008, 44, 677–685. [Google Scholar] [CrossRef]
- Barrino, F.; De La Rosa-Ramírez, H.; Schiraldi, C.; López-Martínez, J.; Samper, M.D. Preparation and characterization of new bioplastics based on polybutylene succinate (PBS). Polymers 2023, 15, 1212. [Google Scholar] [CrossRef] [PubMed]
- Barletta, M.; Genovesi, A.; Desole, M.P.; Gisario, A. Melt processing of biodegradable poly(butylene succinate) (PBS)—A critical review. Clean Technol. Environ. Policy 2025, 27, 683–725. [Google Scholar] [CrossRef]
- Hu, X.; Su, T.; Li, P.; Wang, Z. Blending Modification of PBS/PLA and Its Enzymatic Degradation. Polym. Bull. 2018, 75, 533–546. [Google Scholar] [CrossRef]
- Liu, L.; Yu, J.; Cheng, L.; Yang, X. Biodegradability of Poly(Butylene Succinate) (PBS) Composite Reinforced with Jute Fibre. Polym. Degrad. Stab. 2009, 94, 90–94. [Google Scholar] [CrossRef]
- Peñas, M.I.; Pérez-Camargo, R.A.; Hernández, R.; Müller, A.J. A review on current strategies for the modulation of thermomechanical, barrier, and biodegradation properties of poly (butylene succinate)(PBS) and its random copolymers. Polymers 2022, 14, 1025. [Google Scholar] [CrossRef] [PubMed]
- Shen, S.; Kopitzky, R.; Tolga, S.; Kabasci, S. Polylactide (PLA) and Its Blends with Poly(Butylene Succinate) (PBS): A Brief Review. Polymers 2019, 11, 1193. [Google Scholar] [CrossRef]
- Nazrin, A.; Sapuan, S.M.; Zuhri, M.Y.M.; Ilyas, R.A.; Syafiq, R.S.F.K.S.; Sherwani, S.F.K. Nanocellulose reinforced thermoplastic starch (TPS), polylactic acid (PLA), and polybutylene succinate (PBS) for food packaging applications. Front. Chem. 2020, 8, 213. [Google Scholar] [CrossRef]
- Jariyasakoolroj, P.; Chongcharoenyanon, B.; Wadaugsorn, K. Kinetic migration of PBS and PBSA biopolymers prepared by cast film extrusion and biaxial stretching: A combined experimental and modeling approach. J. Appl. Polym. Sci. 2024, 141, e55323. [Google Scholar] [CrossRef]
- De Matos Costa, A.R.; Crocitti, A.; Hecker de Carvalho, L.; Carroccio, S.C.; Cerruti, P.; Santagata, G. Properties of biodegradable films based on poly (butylene succinate)(PBS) and poly (butylene adipate-co-terephthalate)(PBAT) blends. Polymers 2020, 12, 2317. [Google Scholar] [CrossRef]
- Rajgond, V.; Mohite, A.; More, N.; More, A. Biodegradable polyester-polybutylene succinate (PBS): A review. Polym. Bull. 2024, 81, 5703–5752. [Google Scholar] [CrossRef]
- Prahsarn, C.; Klinsukhon, W.; Padee, S.; Suwannamek, N.; Roungpaisan, N.; Srisawat, N. Hollow Segmented-Pie PLA/PBS and PLA/PP Bicomponent Fibers: An Investigation on Fiber Properties and Splittability. J. Mater. Sci. 2016, 51, 10910–10916. [Google Scholar] [CrossRef]
- Boonyod, S.; Pivsa-Art, W.; Nanthananon, P.; Kwon, Y.K.; Pivsa-Art, S. Antibacterial Property and Biodegradation of PLA/PBS Nonwoven Fabric Coated with Mangosteen Pericarp Extract. J. Polym. Environ. 2023, 31, 3070–3080. [Google Scholar] [CrossRef]
- Deroiné, M.; Pillin, I.; Le Maguer, G.; Chauvel, M.; Grohens, Y. Development of New Generation Fishing Gear: A Resistant and Biodegradable Monofilament. Polym. Test. 2019, 74, 163–169. [Google Scholar] [CrossRef]
- Chen, Y.; Pan, X.; Li, N.; Huang, W.; Wang, C.; Wu, J.; Wang, H. Crystallization and Rheological Properties of Long-Chain Branched PBS Polyesters and Effect on Multifilament Properties. Text. Res. J. 2024. [Google Scholar] [CrossRef]
- Takehiro, I.; Eri, O.; Yohei, K.; Satoshi, T.; Tomoaki, T.; Yang, Y.; Wataru, T.; Takeshi, K. High-speed melt spinning of syndiotactic polystyrene: Effects of molecular weight and copolymerization on structure and properties of as-spun fibers. AIP Conf. Proc. 2024, 3158, 040002. [Google Scholar]
- Liu, W.; Zhang, M.; Li, Z.; Liu, M. Green preparation and porous structure construction of polyphenylene sulfide hollow fiber membrane via melt-spinning and hot-stretching method. ACS Appl. Polym. Mater. 2024, 6, 1800–1812. [Google Scholar] [CrossRef]
- Zhang, C.; Sun, J.B.; Ji, P.G.; Li, X.M.; Wang, Y.L. Structure and magnetic properties of SmCo4. 5Cu0. 3Sn0. 16Ga0. 04 ribbons melt-spun at 10–40 m/s. Mater. Lett. 2024, 370, 136794. [Google Scholar] [CrossRef]
- Kim, E.S.; Oh, H.J.; Kim, H.J.; Kim, C.G.; Park, S.Y.; Jeong, Y.G.; Hahm, W.G. Effect of Polycondensation Catalyst on Fiber Structure Development in High-Speed Melt Spinning of Poly (Ethylene Terephthalate). Polymers 2019, 11, 1931. [Google Scholar] [CrossRef]
- Song, B.; Cao, Y.; Wang, L.; Shen, Y.; Qian, X. Properties and structure of thermoplastic polyvinyl alcohol/polyamide sea-island fibers. Polymers 2023, 15, 2071. [Google Scholar] [CrossRef]
- GB/T 14344-2022; Man-Made Fibre—Test Method for Tensile Properties of Filament Yarns. National Standardization Administration of China: Shanghai, China, 2022.
- Zhou, J.; Wang, Q.; Jia, C.; Innocent, M.T.; Pan, W.; Xiang, H.; Zhu, M. Molecular weight discrete distribution-induced orientation of high-strength copolyamide fibers: Effects of component proportion and molecular weight. Macromolecules 2021, 54, 7529–7539. [Google Scholar] [CrossRef]
- Pan, W.; Zhou, J.; Xiang, H.; Innocent, M.T.; Zhai, G.; Zhu, M. Melt-Spun Industrial Super-Strong Polycaprolactam Fiber: Effects of Tie-Molecules and Crystal Transformation. Compos. Part. B Eng. 2020, 185, 107772. [Google Scholar] [CrossRef]
- Huang, W.; Shi, Y.; Wang, P.; Yang, Q.; Gobius Du Sart, G.; Zhou, Y.; Joziasse, C.A.P.; Wang, R.; Chen, P. Facile and Efficient Formation of Stereocomplex Polylactide Fibers Drawn at Low Temperatures. Polymer 2022, 246, 124743. [Google Scholar] [CrossRef]
- Liu, G.; Zheng, L.; Zhang, X.; Li, C.; Jiang, S.; Wang, D. Reversible lamellar thickening induced by crystal transition in poly (butylene succinate). Macromolecules 2012, 45, 5487–5493. [Google Scholar] [CrossRef]
- Guo, S.; Zhou, Z.; Yu, S.; Chen, Z.; Xiang, H.; Zhu, M. The Synergistic Effect of Heterogeneous Nucleation and Stress-Induced Crystallization on Supramolecular Structure and Performances of Poly(Lactic Acid) Melt-Spun Fibers. Int. J. Biol. Macromol. 2023, 226, 1579–1587. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, S.; Wu, T.; Fu, Q. Yielding Behavior of Isotactic Polypropylene at Elevated Temperature Understood at the Spherulite Level. Polymer 2023, 281, 126150. [Google Scholar] [CrossRef]
- Lee, S.Y.; Bassett, D.C.; Olley, R.H. Lamellar Deformation and Its Variation in Drawn Isolated Polyethylene Spherulites. Polymer 2003, 44, 5961–5967. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zones | Zone 1 | Zone 2 | Zone 3 | Zone 4 | Spinning Pack |
|---|---|---|---|---|---|
| Temperature °C | 160 | 180 | 190 | 195 | 195 |
| ST (°C) | Crystal Grain Size (nm) | Interplanar Spacing (nm) | Fc (%) | Fa (%) | Xc (%) | Single Fiber Diameter (um) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 020 | 021 | 110 | 020 | 021 | 110 | |||||
| 195 | 9.267 | 6.042 | 10.037 | 2.678 | 2.397 | 2.319 | 91.42 | 83.7 | 64.27 | 12.06 |
| 205 | 9.311 | 6.077 | 10.345 | 2.673 | 2.397 | 2.318 | 90.68 | 76.71 | 62.94 | 12.04 |
| 215 | 9.349 | 6.116 | 10.348 | 2.673 | 2.397 | 2.318 | 89.45 | 82.41 | 59.23 | 12.05 |
| SS (m/min) | Crystal Grain Size (nm) | Interplanar Spacing (nm) | Fc (%) | Fa (%) | Xc (%) | Single Fiber Diameter (um) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 020 | 021 | 110 | 020 | 021 | 110 | |||||
| 1200 | 11.591 | 6.412 | 10.732 | 2.668 | 2.394 | 2.316 | 71.84 | 51.32 | 58.69 | 18.24 |
| 1500 | 11.521 | 6.311 | 11.726 | 2.671 | 2.393 | 2.317 | 83.62 | 69.57 | 59.95 | 16.81 |
| 2000 | 9.984 | 6.253 | 10.205 | 2.672 | 2.399 | 2.318 | 90.19 | 82.65 | 61.11 | 13.62 |
| 2300 | 9.629 | 5.932 | 10.084 | 2.671 | 2.398 | 2.316 | 90.95 | 83.55 | 62.05 | 12.45 |
| 2500 | 9.267 | 6.042 | 10.037 | 2.678 | 2.397 | 2.319 | 91.42 | 83.7 | 64.27 | 12.06 |
| SS-DR | Crystal Grain Size (nm) | Interplanar Spacing (nm) | Fc (%) | Fa (%) | Xc (%) | Single Fiber Diameter (um) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 020 | 021 | 110 | 020 | 021 | 110 | |||||
| 1200-1.5 | 8.583 | 6.063 | 9.332 | 2.571 | 2.307 | 2.230 | 85.23 | 77.02 | 61.17 | 15.58 |
| 1500-2.1 | 7.378 | 5.787 | 8.690 | 2.590 | 2.318 | 2.248 | 95.22 | 91.01 | 67.07 | 11.70 |
| 2000-1.8 | 7.276 | 5.770 | 7.668 | 2.588 | 2.321 | 2.249 | 95.76 | 91.44 | 68.54 | 11.40 |
| 2300-1.7 | 7.191 | 5.901 | 8.232 | 2.580 | 2.311 | 2.240 | 95.7 | 91.81 | 66.33 | 10.95 |
| 2500-1.6 | 6.576 | 5.757 | 8.528 | 2.569 | 2.297 | 2.231 | 95.98 | 92.29 | 71.58 | 10.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Li, H.; Hu, Z. The Influence of Spinning Process on the Properties and Structure of PBS Fibers. Polymers 2025, 17, 1138. https://doi.org/10.3390/polym17091138
Liu H, Li H, Hu Z. The Influence of Spinning Process on the Properties and Structure of PBS Fibers. Polymers. 2025; 17(9):1138. https://doi.org/10.3390/polym17091138
Chicago/Turabian StyleLiu, Hao, Hui Li, and Zexu Hu. 2025. "The Influence of Spinning Process on the Properties and Structure of PBS Fibers" Polymers 17, no. 9: 1138. https://doi.org/10.3390/polym17091138
APA StyleLiu, H., Li, H., & Hu, Z. (2025). The Influence of Spinning Process on the Properties and Structure of PBS Fibers. Polymers, 17(9), 1138. https://doi.org/10.3390/polym17091138