
SEM Investigation of Failure Mechanisms in Twaron® Aramid Fibers Used for Personal Armors

 ,
,  , ,
, ,  ,
,  and
and
Abstract
1. Introduction

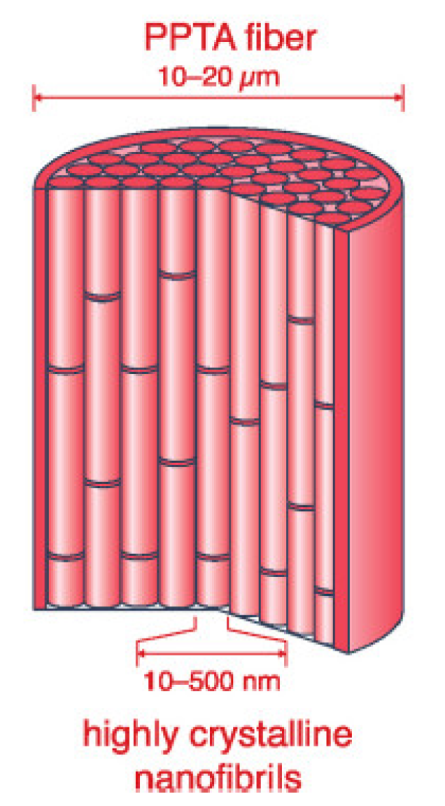
2. Structure of the Aramid Fiber
3. Preparation of Samples Containing Aramid Fibers to Be Investigated Under Scanning Electron Microscopy
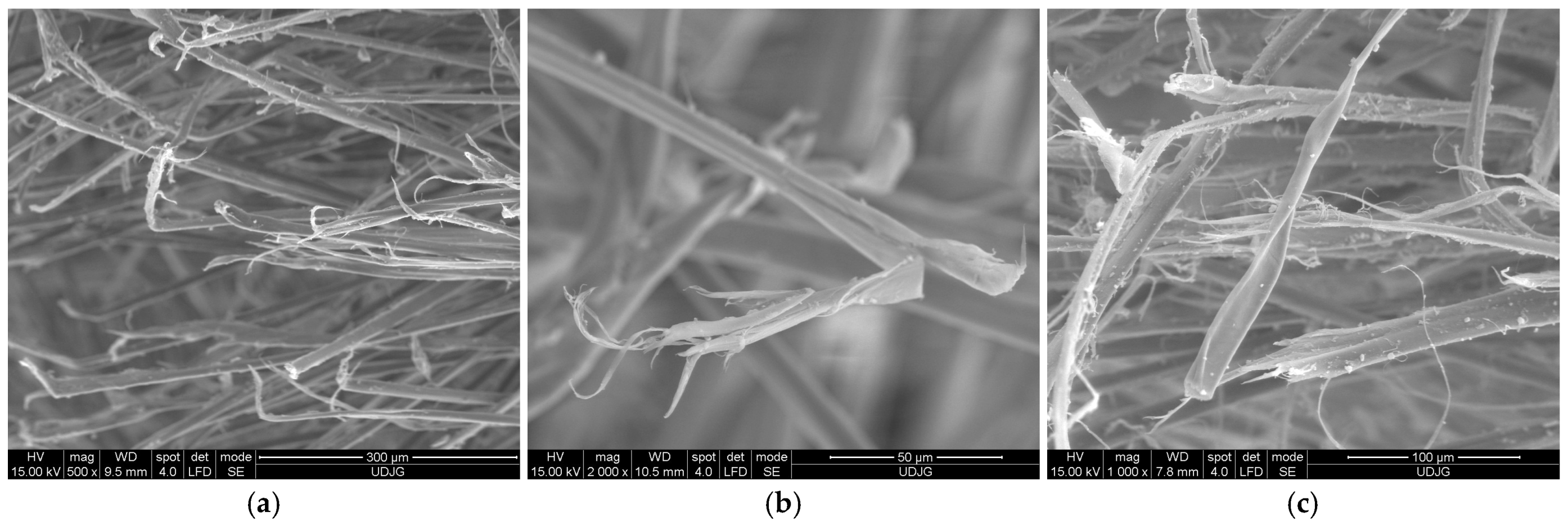
4. Images of Initial (Non-Damaged) Twaron® Aramid Fabrics and Fibers
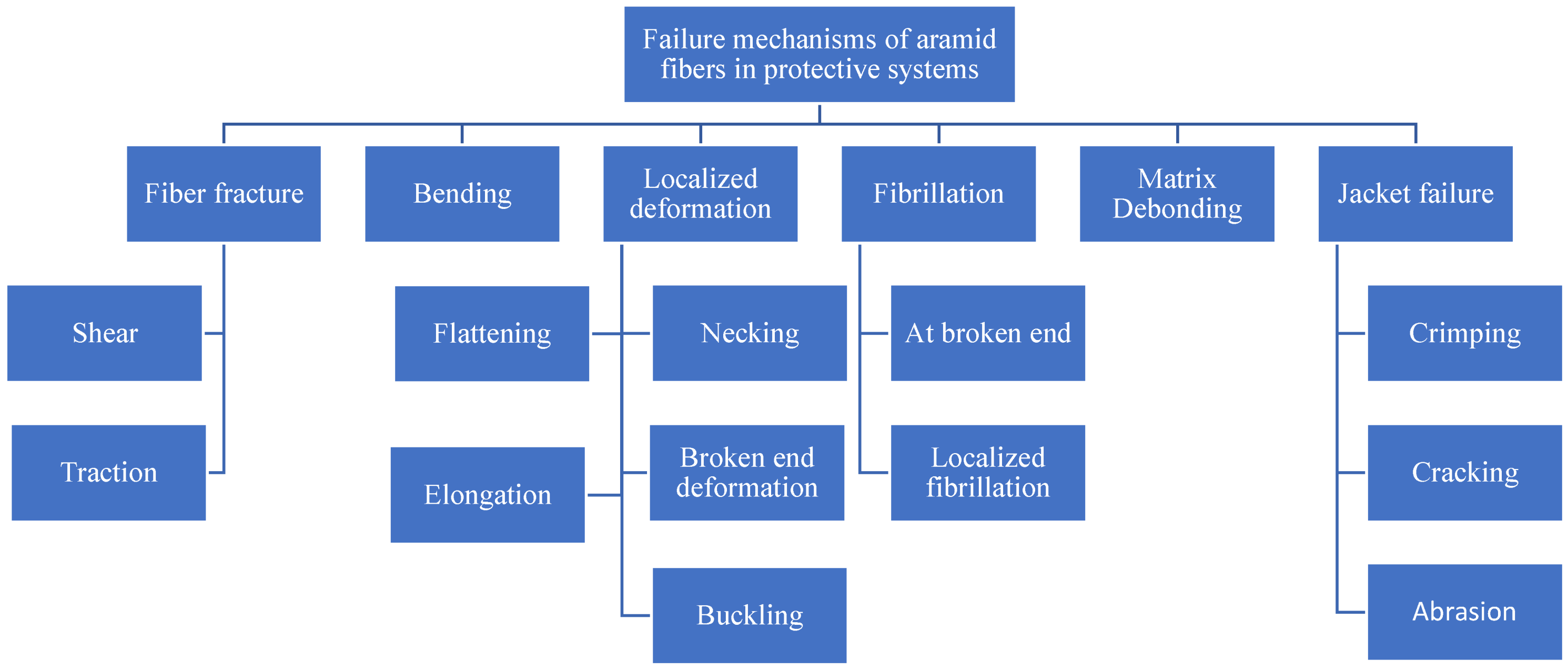
5. Failure Mechanisms of Twaron® Aramid Fibers in Systems for Individual Protection
5.1. SEM Analysis of Fibers Under Ballistic Hits
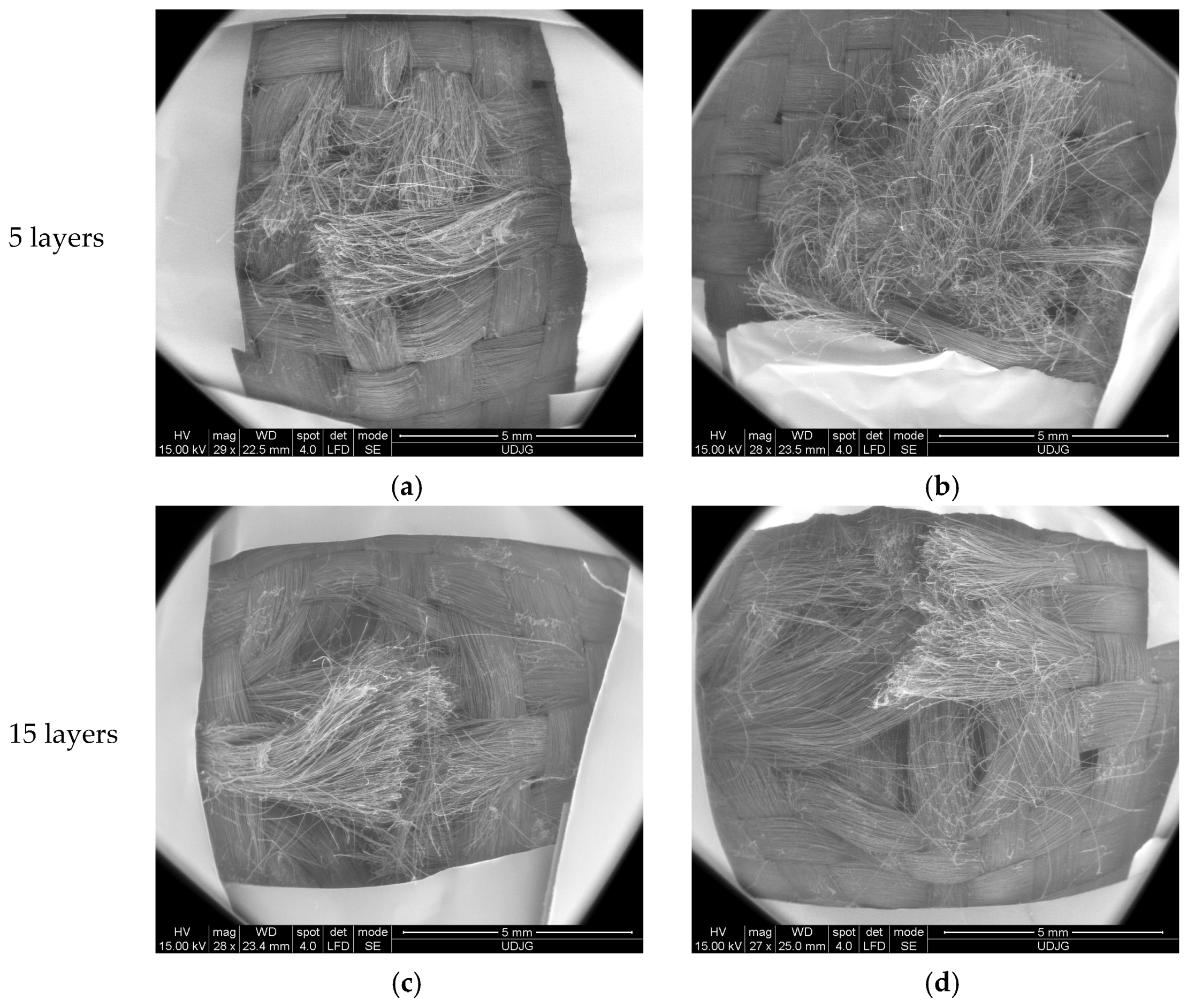
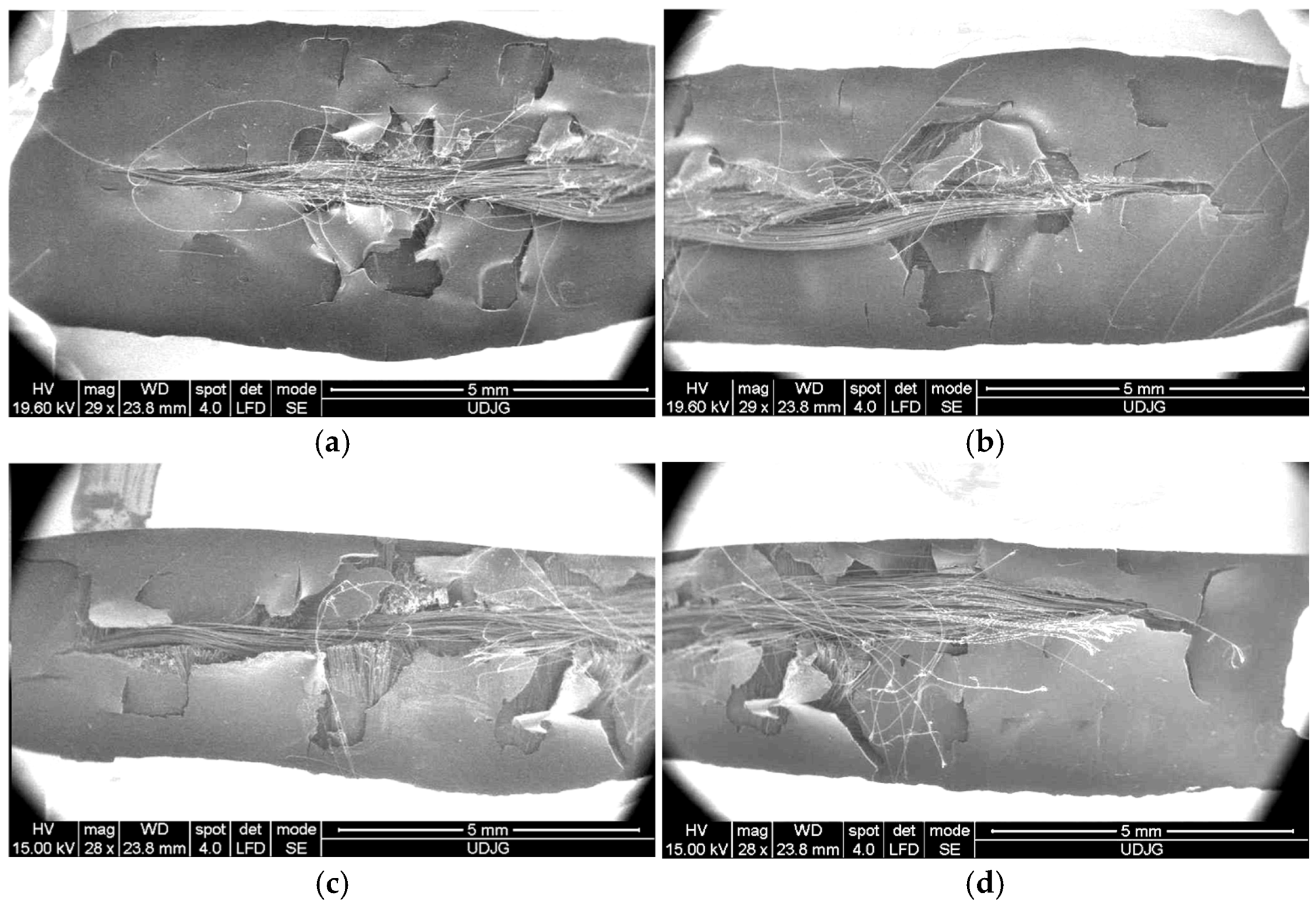
- (a)
- at magnification ×26, there are visible short fragments of yarns embedded in the split jacket, but also in the lead core; this low magnification pointed out the copper jacket split as a flower (light grey color), lead core exposed (lighter milky color) and aramid fibers severely pressed on the bullet tip; all these emphasize the zone with maximum contact pressure: the fibers pressed and trapped on the jacket are broken because they are stretched during the bullet’s advance;
- (b)
- a magnification of ×100 presents broken fibers, entangled and visibly stretched and broken in different ways;
- (c)
- a magnification of ×500 presents fiber breaks after being loaded in traction (elongated, locally necked, local bending, local thinning); very small and isolated fragments of the matrix have remained on the fibers;
- (d)
- a magnification of ×2000 revealed a shear cut of a fiber, another fiber with fibrillation and broken fibrils and a bent fiber (in the down-left corner);
- (e)
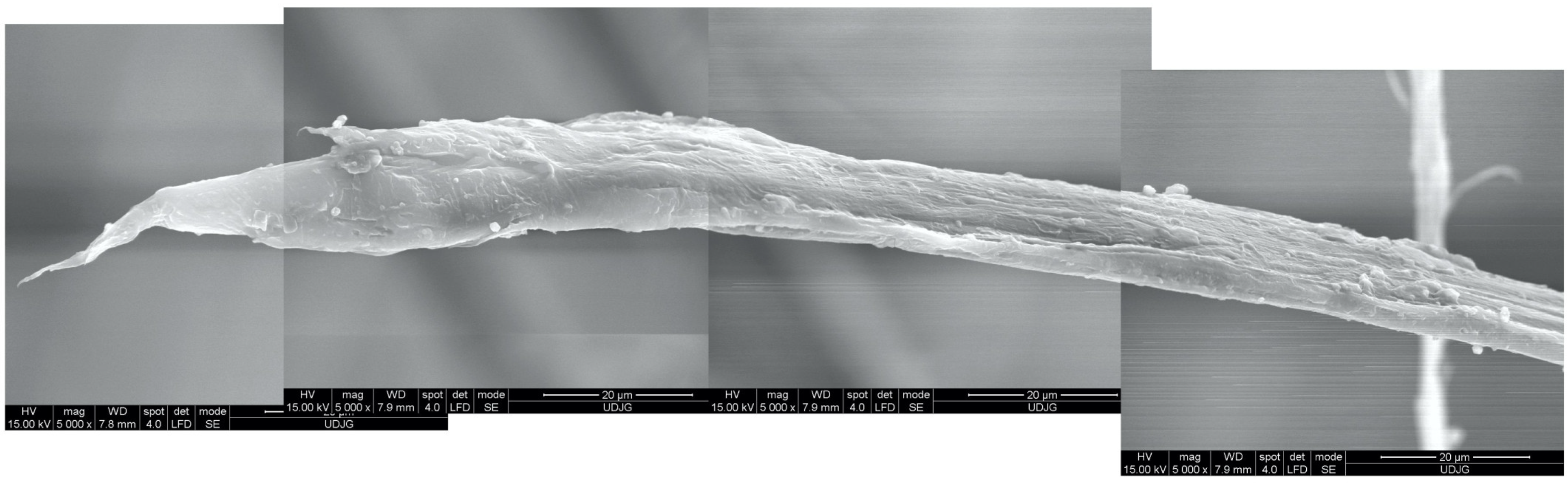
- a fiber elongated and thinned; and
- (f)
- at ×5000, fibrils could be measured (the central fibril has a thickness of 1.02–1.26 μm) and the shape of the failed fiber suggests successively breakage of the fibrils, meaning their break is delayed because of the fiber structure in fibrils.
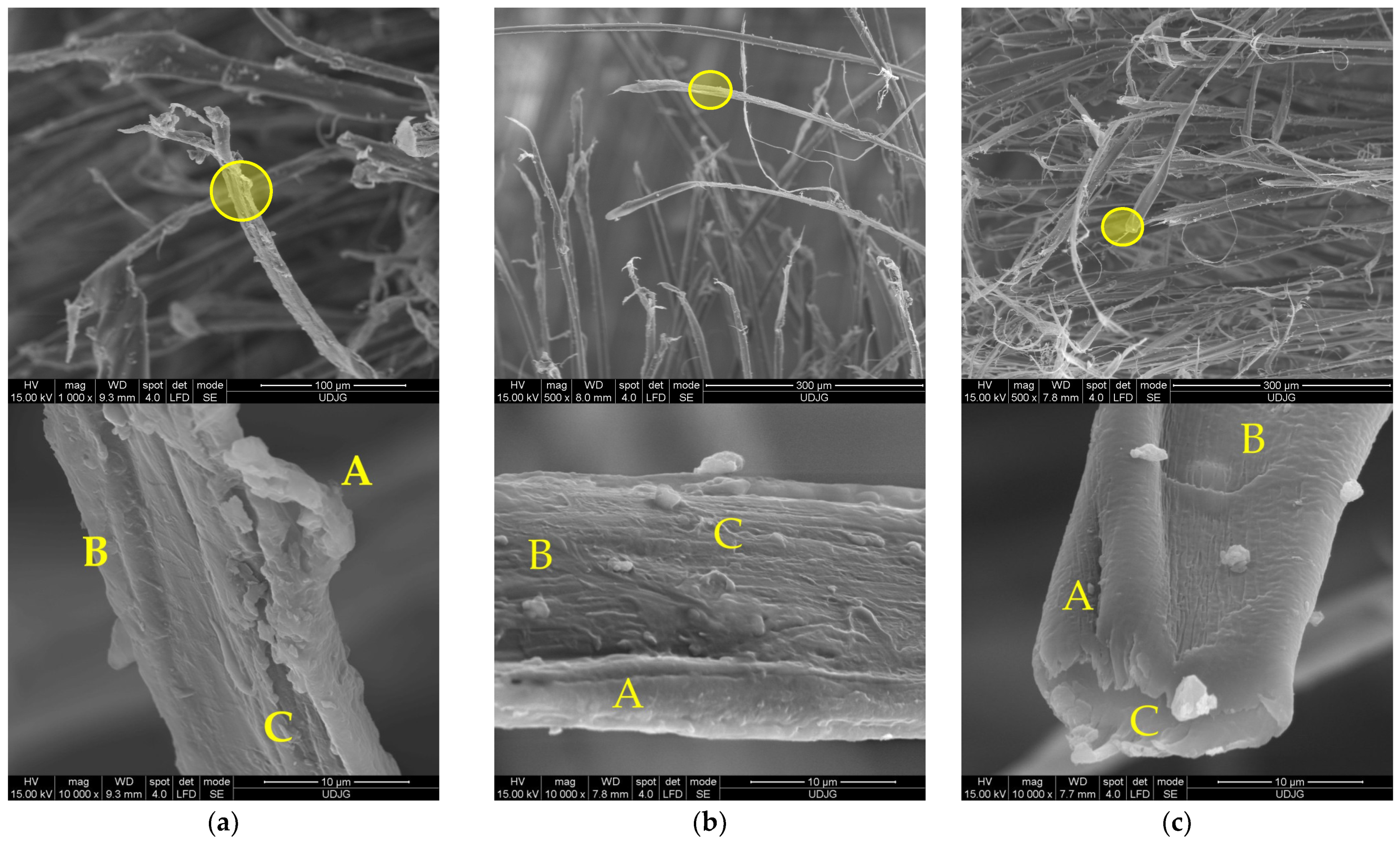
- (a)
- a fiber from the first layer of a panel made of 5 layers of Twaron® T730, hit by a projectile of 9 mm FMJ (v0 = 371 m/s): A—jacket fragment, partially detached from the core, a flake-like structure is visible, B—micro-fibrils with lateral smaller links, C—fibrillation;
- (b)
- fiber from the first layer of a panel made of 5 layers of Twaron® T730 WRT (specific mass 260 g/m2, Teijin Aramid, Arnhem, the Netherlands) [65], hit by a projectile of 357 SIG (v0 = 448 m/s): A—local jacket split because of fibril separation, B—the disordered path, near the letter seems to be a band with entangled molecular ends, C—fibrils with straight alignment;
- (c)
- same layer as in (b), but another fiber; A—local fibrillation, with a fibril split in other three sub-fibrils, cut by shear, B—detaching of the micro short block in the zone of entangled ends of the macromolecules, C—broken surface of the fiber end revealing two levels of fibrils; milky droplets are matrix fragments still attached to the fiber.
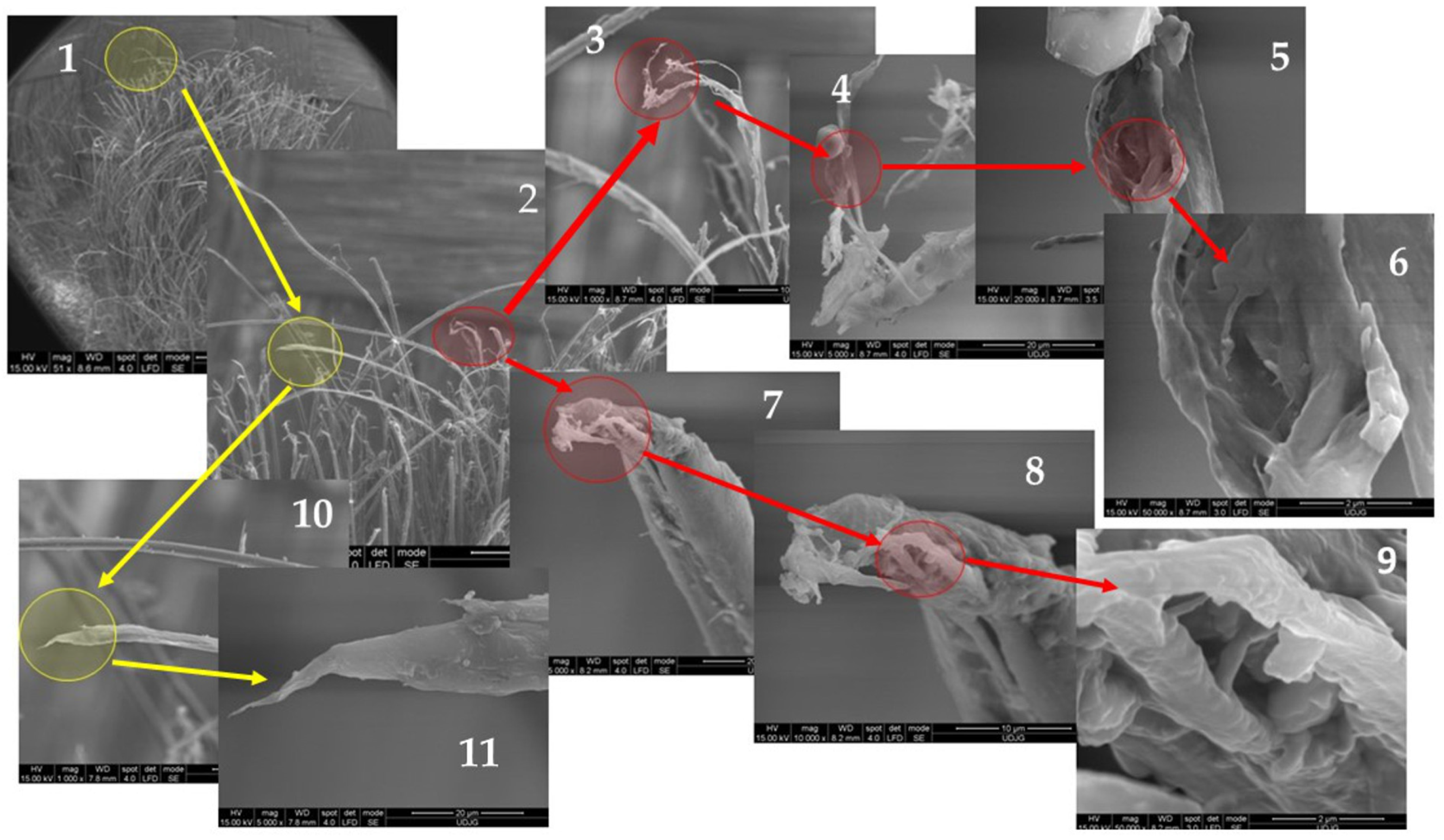
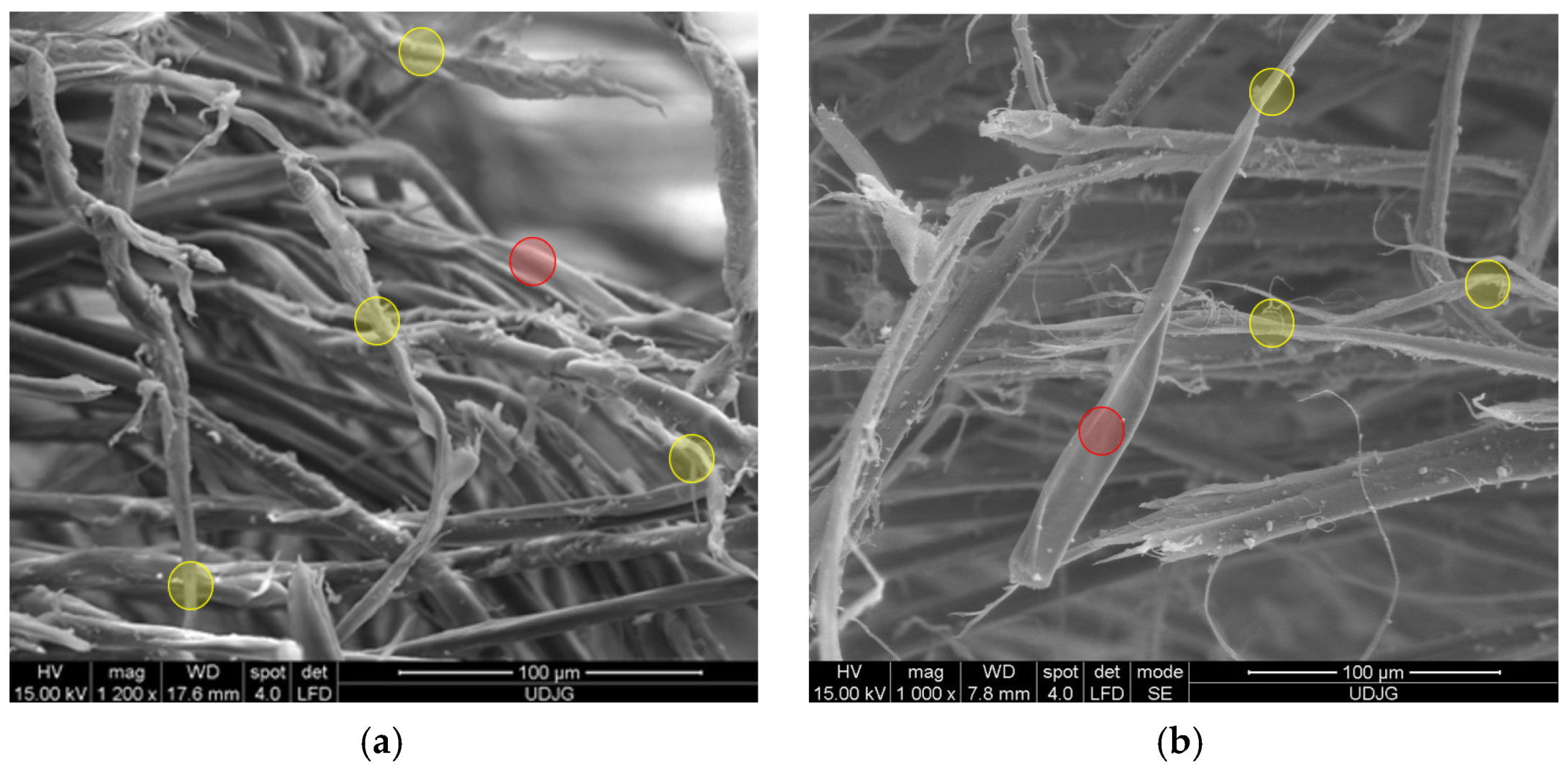
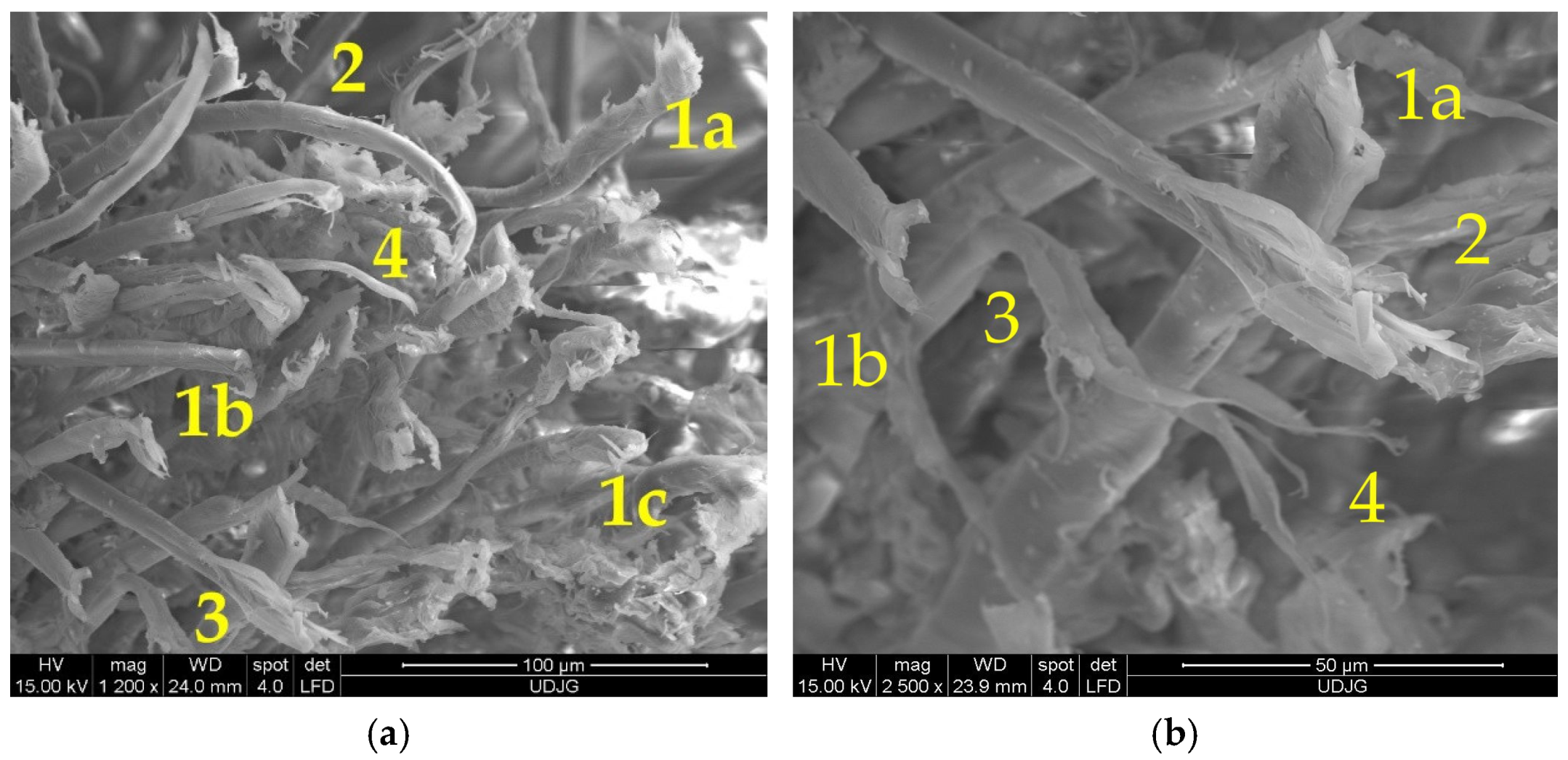
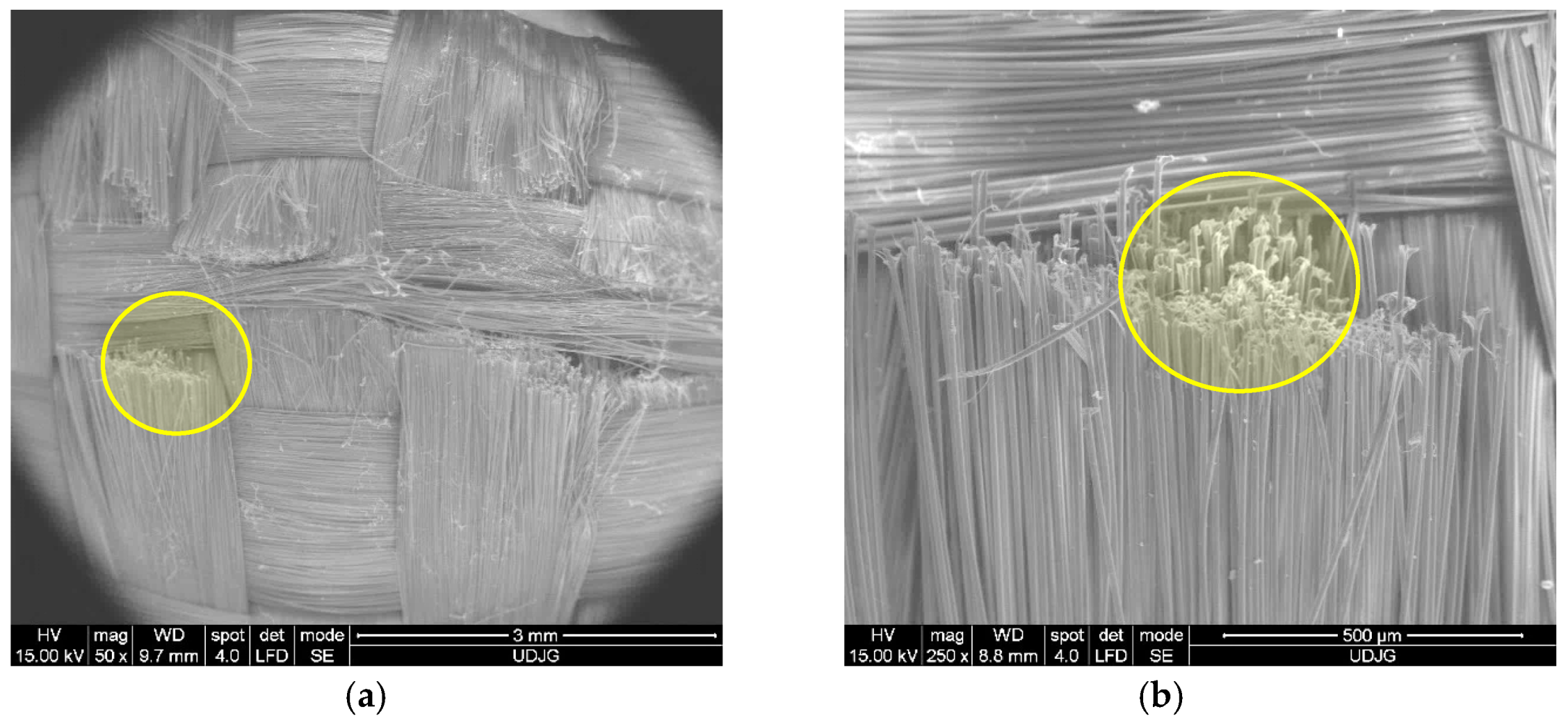
- the SEM image with the lowest magnification (×50); it presents a main yarn (the yarn bearing the hit of the projectile and usually with the highest degree of damage), but the identification of breaking mechanisms of the fibers is not yet visible;
- a magnification of the SEM image 1 (at ×200), where there are two damaged fibers to be discussed; the authors marked these two fibers with a red circle and a yellow one; these colors are retained in the following images if the fiber is the same as in the initial circle;
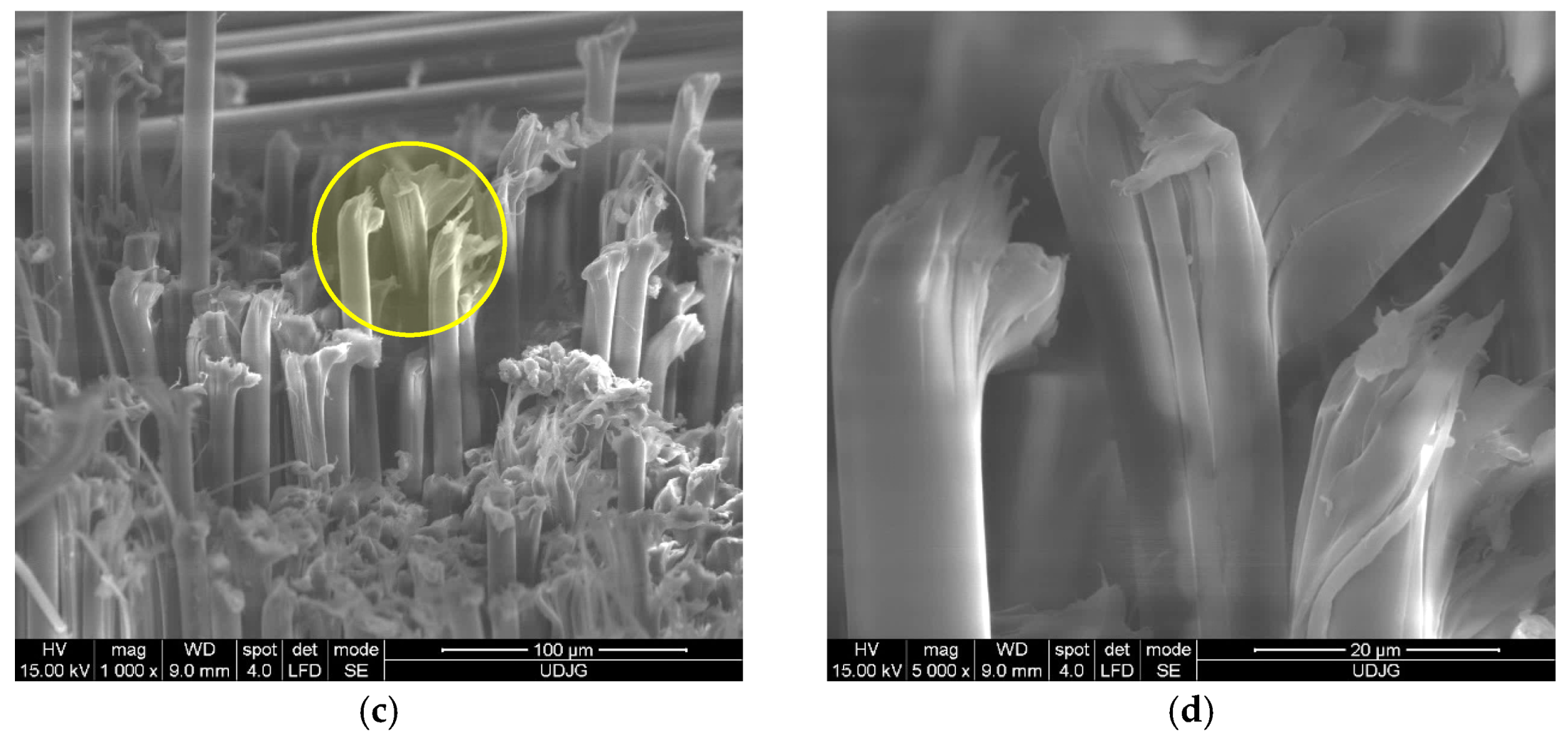
- a detail of the broken fiber, with a thinning (necking) of the broken fiber end (×1000), showing broken fibrils, with different sizes that point out zones with differences in mechanical properties because of the discontinuity in the molecular order and size;
- next magnification (×5000) shows how the fibrillation acts in this fiber, revealing non-uniform fibrillation and a droplet of resin (in the upper part of the fiber) remained stuck on a fibril;
- detail of a local split among fibrils (×20,000);
- a detail of the zone with fibrillation (×50,000);
- a detail of the red circle in image 2, at higher magnification (×5000) that pointed out a shear cut with thinning on the fiber end, reflecting the high-velocity process (the ballistic impact);
- a detail of the broken end of the fiber (×10,000);
- very thin microfibrils are visible between fibrils, on the fiber direction (×50,000);
- the image shows the fiber on about 100 microns length (×1000), showing many failure mechanisms: end break by tension, necking of the fiber, locally splitting of the fibrils;
- the detail of broken fiber (×5000) suggests a sudden breakage in tension, with a short portion of the fibril with a conical chape, meaning yield of the polymer.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
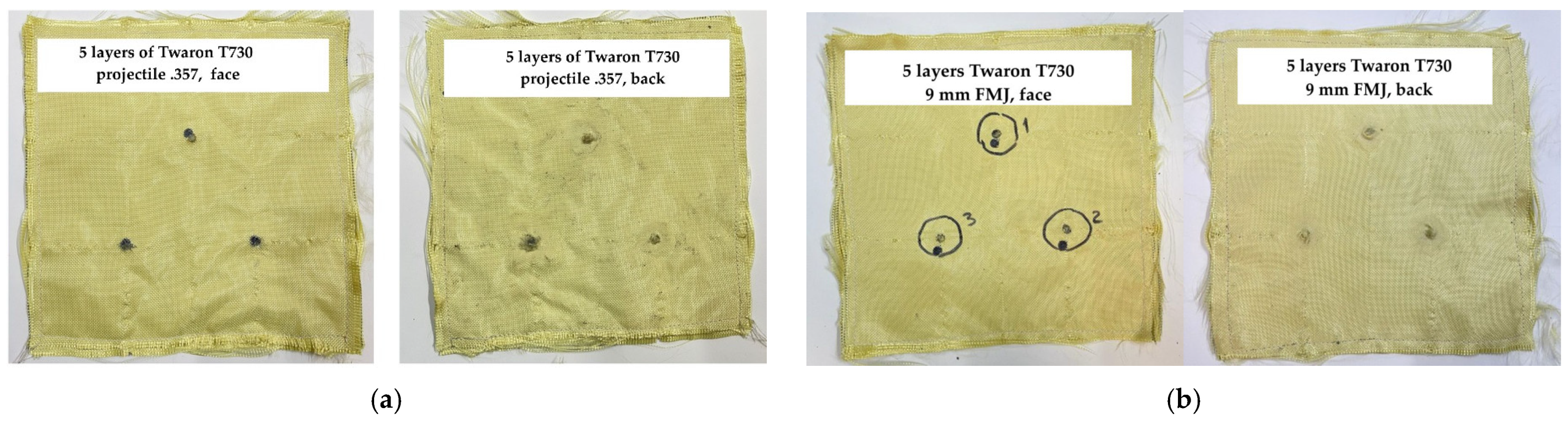
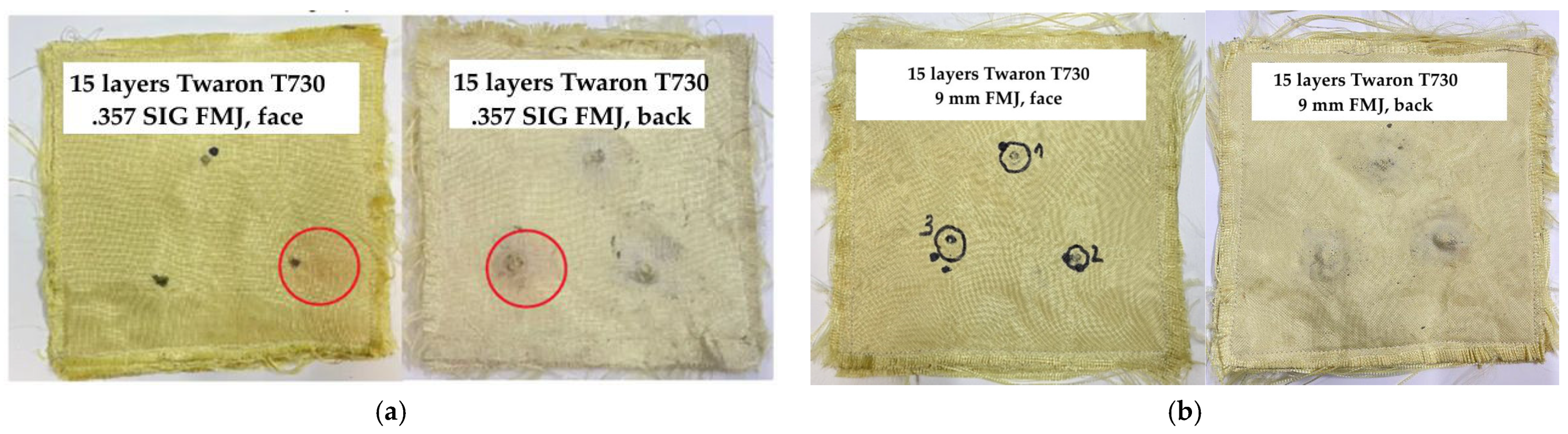
| Projectile | Hit Number | Measured Velocity (m/s) | Result | BFS (mm) |
|---|---|---|---|---|
| .357 SIG FMJ | 1 | 445 | PP | 40 |
| 2 | 447 | PP | 44 | |
| 3 | 447 | PT * | - | |
| 9 mm FMJ | 1 | 370 | PP | 36 |
| 2 | 376 | PP | 35 | |
| 3 | 372 | PP | 36 |
- -
- an initial deformation: when a tensile load is applied, aramid fibers initially undergo elastic deformation,
- -
- when load increases, plastic flow occurs, causing the molecular chains to start sliding past each other,
- -
- generation of a localized contraction: beyond the yield point, deformation localizes in a small region, reducing the cross-sectional area (the neck formation), increasing stress concentration in that region,
- -
- fracture propagation: as the necked region carries out most of the load, it becomes the point of ultimate failure, leading to fiber breakage.
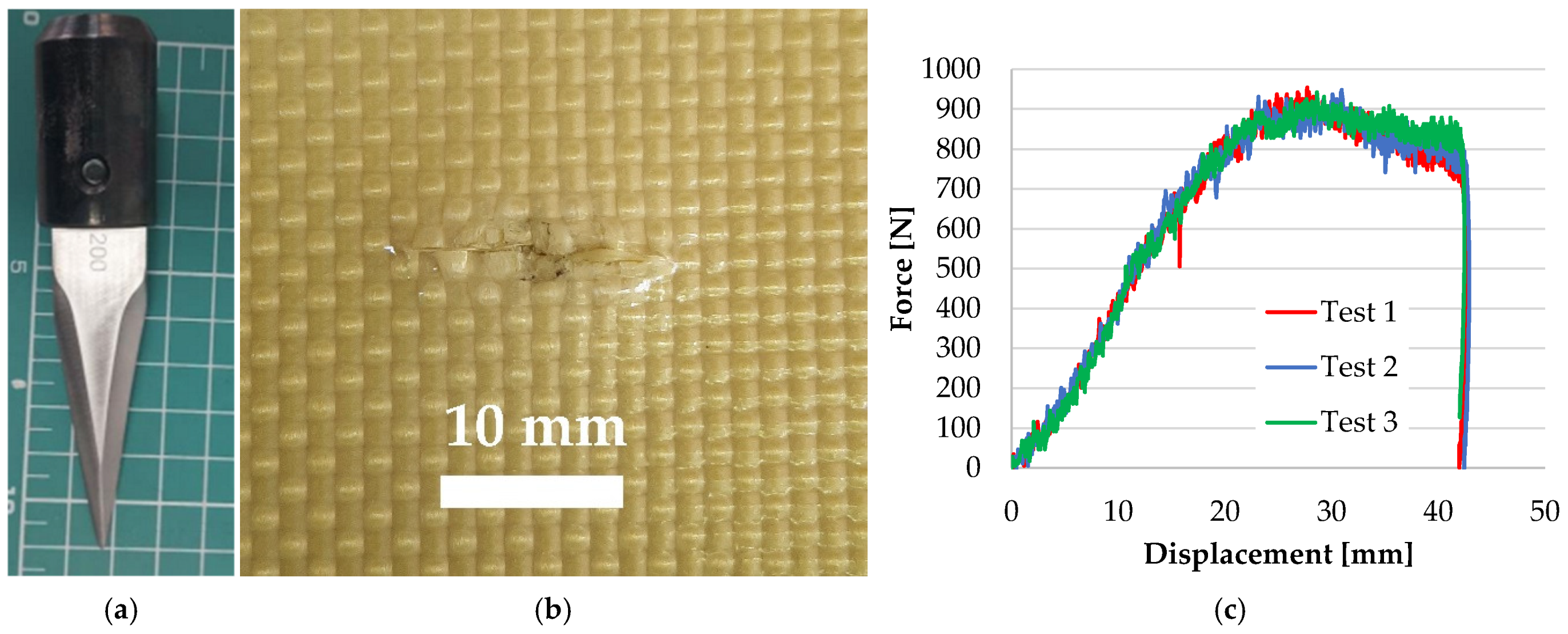
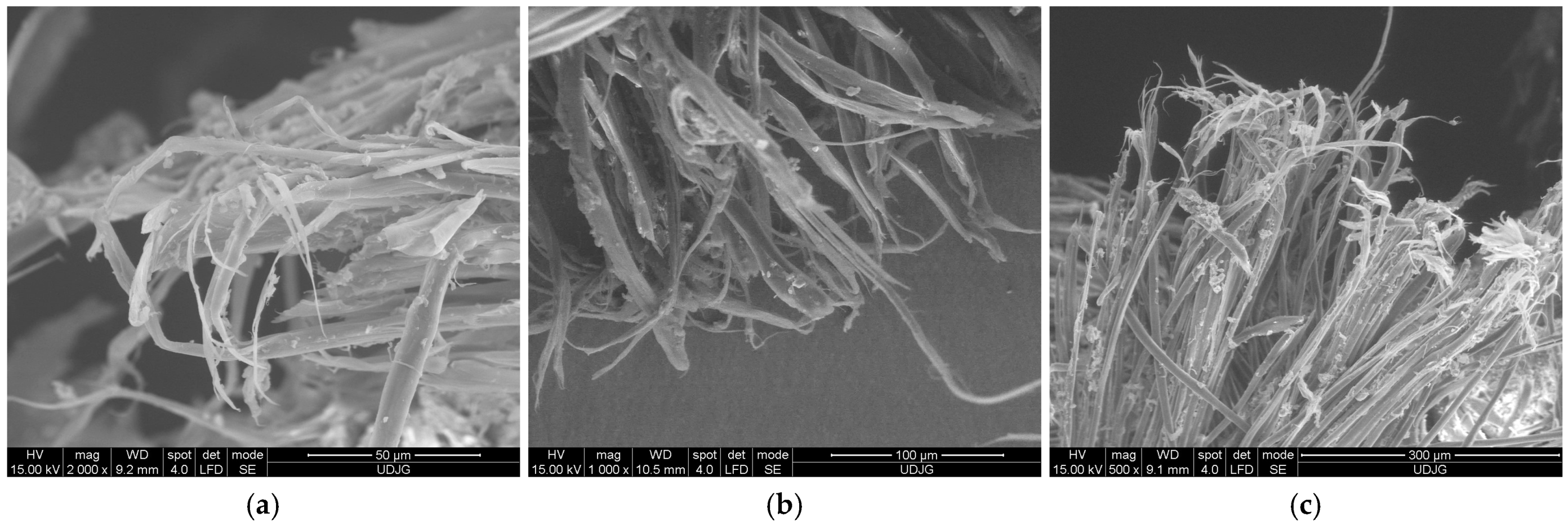
5.2. SEM Analysis of Fibers Under Knife and Spike Attacks
- (a)
- fibers in the front view of the orifice produced by a projectile of 9 mm FMJ (v0~400 m/s) in a panel made of 32 layers of Twaron® LFT SB1 (a biaxial fabric, with 200 g/m2, thickness 0.3 mm), in a PVB matrix [43]. The blue circles point out the fibrillation at the end of the fiber, meaning stress was enough to split the fibrils and to tear them off (tensile loading) until break. On the same SEM image, the green circles indicate local fibrillation induced by high tensile stress,
- (b)
- the fibrillated end of a fiber broken by the projectile attack on the panel made of 15 layers of Twaron® T730; the curly aspect is due to fibril elongation during bullet contact and then the fibrils have an elastic component that allows for changing their shape,
- (c)
- under a spike action (with the geometry from [80]), main yarn has fibers cut due to tensile loading and the fiber ends are fibrillated on different length, meaning the individual load on fibers could have large value range.
6. Using SEM for Identifying the Failure Mechanisms of Aramid Fibers
- -
- distorted images as charging creates bright spots or dark patches that obscure surface details,
- -
- electron beam deflection, leading to blurred or misaligned images,
- -
- surface damage of the micro-areas under investigation because prolonged charging may alter the surface morphology, especially in delicate fibers.
- fiber displacement: blades and spikes may force fibers aside rather than breaking them, slipping through the weave structure;
- shear failure: sharp blades cut through fibers, depending on the blade’s sharpness, rigidity and position to the yarns;
- in spike protection, shear forces generated from narrow, pointed objects can cause fibers to fail by shearing or traction across their cross sections.
- microbuckling: the compressive forces in the fiber structure from a stab can lead to localized buckling, reducing load-bearing capability.
- use of tightly woven structures: reducing freedom of individual yarns and fibers limits localized deformation and necking and forcing neighboring fibers to take over some of the load;
- use of panel hybridization by introducing different materials, in an order to improve the performances of the protective system: combining aramid fibers with materials that have higher elongation-to-break ratios (like ultra-high-molecular-weight polyethylene) can distribute the strain more evenly; adding more rigid fabrics (carbon fibers) in front of the panel could be efficient for stabbing and spike attacks;
- applying coatings and treatments for fibers: surface treatments can enhance fiber toughness and delay necking and even break; the coating could improve adhesion between fibers and matrix, delaying debonding and delamination, thus, keeping together fibers and layers.
- -
- for ballistic protection: local bending helps distribute the impact energy across a wider area, reducing the likelihood of fiber fracture; in some cases, fibers can withstand bending without breaking, enhancing the material’s overall toughness; in multi-layer vests, local bending in one layer can transfer the load to adjacent layers, improving energy absorption;
- -
- for stab and spike protection: local bending can deflect or blunt the point of a spike or blade, preventing penetration; excessive bending can displace fibers, creating pathways for penetration if not properly managed; in compression zones during bending, fibers can experience microbuckling, leading to localized failure.
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shubham; Ray, B.C. Chapter 5 Microstructural Failure Mechanisms Analysis. In Fiber Reinforced Polymer (FRP) Composites in Ballistic Protection. Microstructural and Micromechanical Perspectives; Springer Nature Singapore, Pte Ltd.: Singapore, 2024; pp. 63–77. [Google Scholar]
- Bilisik, K. Impact-resistant fabrics (ballistic/stabbing/slashing/spike). In Engineering of High-Performance Textiles; Miao, M., Xin, J.H., Eds.; Woodhead Publishing; Elsevier: Duxford, UK, 2018; pp. 377–434. [Google Scholar]
- Akato, K.; Bhat, G. High performance fibers from aramid polymers. In Structure and Properties of High-Performance Fibers; Bhat, G., Ed.; Woodhead Publishing; Elsevier: Duxford, UK, 2017; pp. 245–266. [Google Scholar] [CrossRef]
- Hasanzadeh, M.; Mahboubi Zadeh, S. Chapter 4 Advanced Fibrous Composites for Aircraft Application. In Structures and Manufacturing for Aircraft Materials; Kuşhan, M.C., Gürgen, S., Alper Sofuoğlu, M., Eds.; Springer Nature Switzerland AG: Cham, Switzerland, 2022; pp. 89–110. [Google Scholar]
- Summerscales, J. Materials selection for marine composites. In Marine Composites. Design and Performance; Pemberton, R., Summerscales, J., Graham-Jones, J., Eds.; Woodhead Publishing; Elsevier: Duxford, UK, 2019; pp. 3–30. [Google Scholar]
- Tam, T.; Bhatnagar, A. High-performance ballistic fibers and tapes. In Lightweight Ballistic Composites. Military and Law-Enforcement Applications, 2nd ed.; Bhatnagar, A., Ed.; Woodhead Publishing; Elsevier: Duxford, UK, 2016; pp. 15–23. [Google Scholar]
- Crouch, I.G. Introduction to armour materials. In The Science of Armour Materials; Crouch, I.G., Ed.; Woodhead Publishing in Materials; Elsevier: Duxford, UK, 2016; pp. 1–54. [Google Scholar] [CrossRef]
- Shen, J.; Zhang, M. Disassembly, refinement, and reassembly: From ancient papermaking to modern materials processing. J. Bioresour. Bioprod. 2025, 10, 7–13. [Google Scholar] [CrossRef]
- Sonmez, M.; Pelin, C.-E.; Pelin, G.; Rusu, B.; Stefan, A.; Stelescu, M.D.; Ignat, M.; Gurau, D.; Georgescu, M.; Nituica, M.; et al. Development, Testing, and Thermoforming of Thermoplastics Reinforced with Surface-Modified Aramid Fibers for Cover of Electronic Parts in Small Unmanned Aerial Vehicles Using 3D-Printed Molds. Polymers 2024, 16, 2136. [Google Scholar] [CrossRef] [PubMed]
- Bhat, A.; Naveen, J.; Jawaid, M.; Norrrahim, M.N.F.; Rashedi, A.; Khan, A. Advancement in fiber reinforced polymer, metal alloys and multi-layered armour systems for ballistic applications—A review. J. Mater. Res. Technol. 2021, 15, 1300–1317. [Google Scholar] [CrossRef]
- García, J.M.; García, F.C.; Serna, F.; de la Peña, J.L. High-performance aromatic polyamides. Prog. Polym. Sci. 2010, 35, 623–686. [Google Scholar] [CrossRef]
- Trigo-López, M.; Estévez, P.; San-José, N.; Gómez-Valdemoro, A.; García, F.C.; Serna, F.; de la Peña, J.L.; García, M.J. Recent Patents on Aromatic Polyamides. Recent Pat. Mater. Sci. 2009, 2, 190–208. [Google Scholar] [CrossRef]
- Trigo-López, M.; Sanjuán, A.M.; Mendía, A.; Muñoz, A.; García, F.C.; García, J.M. Heteroaromatic Polyamides with Improved Thermal and Mechanical Properties. Polymers 2020, 12, 1793. [Google Scholar] [CrossRef]
- Ertekin, M. Aramid fibers. In Fiber Technology for Fiber-Reinforced Composites; Özgür Seydibeyoğlu, M., Mohanty, A.K., Misra, M., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 153–167. [Google Scholar]
- Fei, B. High-Performance Fibers for Textiles. In Engineering of High-Performance Textiles; Miao, M., Xin, G.H., Eds.; Woodhead Publishing; Elsevier: Duxford, UK, 2018; pp. 49–58. [Google Scholar]
- Yang, H.H. Kevlar Aramid Fiber; John Wiley & Sons: Chichester, UK, 1993. [Google Scholar]
- Reglero Ruiz, J.A.; Trigo-López, M.; García, F.C.; García, J.M. Functional Aromatic Polyamides. Polymers 2017, 9, 414. [Google Scholar] [CrossRef]
- Teijinconex® High-Performance Protection. Available online: https://product.teijinaramid.com/teijinconex-brochure/ (accessed on 10 December 2024).
- Making Protection More than a Layer, Teijin Aramid. Available online: https://www.teijinaramid.com/sites/default/files/2023-11/Teijin%20Aramid%20-%20Fire%20fighting%20Protective%20Brochure%20-%202023.pdf (accessed on 13 December 2024).
- Body Armor Made with Kevlar®. Available online: https://www.dupont.com/content/dam/dupont/amer/us/en/safety/public/documents/en/DuPont_Kevlar_Body_Armor_Brochure.pdf (accessed on 13 December 2024).
- Ballistic Protection. Available online: https://www.dupont.com/life-protection/ballistic-protection.html (accessed on 8 December 2024).
- Stab Protection. Available online: https://www.dupont.com/life-protection/stab-protection.html (accessed on 11 December 2024).
- Spike Protection. Available online: https://www.dupont.com/life-protection/spike-protection.html (accessed on 4 December 2024).
- Fragment Protection. Available online: https://www.dupont.com/life-protection/fragments-protection.html (accessed on 4 December 2024).
- Twaron®. The All-Round High Performer. Available online: https://www.teijinaramid.com/en/brochure/products/Twaron%C2%AE%20product%20brochure (accessed on 4 December 2024).
- What is Aramid? Teijin Aramid. Available online: https://www.teijinaramid.com/en/expertise/what-is-aramid (accessed on 4 December 2024).
- Ozawa, S.; Matsuda, K. Aramid copolymer fibers. In Handbook of Fiber Science and Technology, High Technology Fibers. Part B; Lewin, M., Preston, J., Eds.; Marcel Dekker, Inc.: New York, NY, USA, 1989; Volume 3, pp. 1–34. [Google Scholar]
- Tanner, D.; Fitzgerald, J.; Riewald, P.G.; Knoff, W.F. Aramid structure/property relationships and their role in applications development. In Handbook of Fiber Science and Technology, 1st ed.; Lewin, M., Preston, J., Eds.; Marcel Dekker, Inc.: New York, NY, USA, 1989; Volume 2, pp. 35–82. [Google Scholar]
- Gallini, J. Polyamides, aromatic. In Encyclopedia of Polymer Science and Technology; Wiley, Inc.: New York, NY, USA, 2005; pp. 558–584. [Google Scholar]
- Alexe, F.; Sau, C.; Iorga, O.; Toader, G.; Diacon, A.; Rusen, E.; Lazaroaie, C.; Ginghina, R.E.; Tiganescu, T.V.; Teodorescu, M.; et al. Experimental Investigations on Shear Thickening Fluids as “Liquid Body Armors”: Non-Conventional Formulations for Ballistic Protection. Polymers 2024, 16, 2305. [Google Scholar] [CrossRef]
- Ma, M.; Wu, Y.; Yu, Y.; Lu, W.; Gao, G.; Xu, L. Coupling effect of brittle projectiles and ceramic composite armor with different backings. Ceram. Int. 2024, 50, 37541–37554. [Google Scholar] [CrossRef]
- Colorado, H.A.; Cardenas, C.A.; Gutierrez-Velazquez, E.I.; Escobedo, J.P.; Monteiro, S.N. Additive manufacturing in armor and military applications: Research, materials, processing technologies, perspectives, and challenges. J. Mater. Res. Technol. 2023, 27, 3900–3913. [Google Scholar] [CrossRef]
- Cheeseman, B.A.; Bogetti, T.A. Ballistic impact into fabric and compliant composite laminates. Compos. Struct. 2003, 61, 161–173. [Google Scholar] [CrossRef]
- Naik, N.K.; Shrirao, P.; Reddy, B.C.K. Ballistic impact behaviour of woven fabric composites: Parametric studies. Mater. Sci. Eng. A 2005, 412, 104–116. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Liu, H. Fabrication and Mechanical Characterization of Dry Three-Dimensional Warp Interlock Para-Aramid Woven Fabrics: Experimental Methods toward Applications in Composite Reinforcement and Soft Body Armor. Materials 2020, 13, 4233. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I. Engineering of 3D warp interlock p-aramid fabric structure and its energy absorption capabilities against ballistic impact for body armour applications. Compos. Struct. 2019, 225, 111179. [Google Scholar] [CrossRef]
- Katman, K.B.; Dalfi, H.; Potluri, P. Towards balancing in-plane mechanical properties and impact damage tolerance of composite laminates using quasi-UD woven fabrics with hybrid warp yarns. Comp. Struct. 2019, 225, 111083. [Google Scholar] [CrossRef]
- Ma, B.; Cao, X.; Feng, Y.; Song, Y.; Yang, F.; Li, Y.; Zhang, D.; Wang, Y.; He, Y. A comparative study on the low velocity impact behavior of UD, woven, and hybrid UD/woven FRP composite laminates. Compos. B Eng. 2024, 271, 111133. [Google Scholar] [CrossRef]
- Candau, N.; Galland, S.; Oguz, O.; Schouwink, P.; Stoclet, G.; Plummer, C.J.G.; Frauenrath, H. All-polyamide nanofibrillar composites by in situ fibrillation of aramid fibers. Polymer 2024, 29, 1126584. [Google Scholar] [CrossRef]
- Edmunds, R.; Wadee, M.A. On kink banding in individual PPTA fibres. Compos. Sci. Technol. 2005, 65, 1284–1298. [Google Scholar] [CrossRef]
- Morgan, R.J.; Pruneda, C.O.; Steele, W.J. The relationship between the physical structure and the microscopic deformation and failure processes of poly (p-phenylene terephthalamide) fibers. J. Polym. Sci. Polym. Phys. Ed. 1983, 21, 1757–1783. [Google Scholar] [CrossRef]
- Panar, M.; Avakian, P.; Blume, R.C.; Gardner, K.H.; Gierke, T.D.; Yang, H.H. Morphology of poly (p-phenylene terephthalamide) fibers. J. Polym. Sci. Polym. Phys. Ed. 1983, 21, 1955–1969. [Google Scholar] [CrossRef]
- Seguin, A.; Crassous, J. Twist-Controlled Force Amplification and Spinning Tension Transition in Yarn. Phys. Rev. Lett. 2022, 128, 078002. [Google Scholar] [CrossRef] [PubMed]
- Marcellan, A.; Bunsell, A.; Piques, R.; Laiarinandrasana, L. In Situ tensile tests to analyze the mechanical response, crack initiation, and crack propagation in single polyamide 66 fibers. J. Polym. Sci. Part B Polym. Phys. 2019, 57, 680. [Google Scholar] [CrossRef]
- Wollbrett-Blitz, J.; Joannes, S.; Bruant, R.; Le Clerc, C.; De La Osa, M.R.; Bunsell, A.; Marcellan, A. Multiaxial mechanical behavior of aramid fibers and identification of skin/core structure from single fiber transverse compression testing. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 374. Available online: https://minesparis-psl.hal.science/hal-01272319 (accessed on 10 July 2024). [CrossRef]
- Marcellan, A.; Bunsell, A.R.; Laiarinandrasana, L.; Piques, R. A multi-scale analysis of the microstructure and the tensile mechanical behaviour of polyamide 66 fibre. Polymer 2006, 47, 367. [Google Scholar] [CrossRef]
- Richard, C.; Bresson, B.; Bès, M.; Schittecatte, L.; Le Roux, S.; Didane, N.; Bataille, F.; Joannès, S.; Marcellan, A. Mechanisms of damage and fracture of aramid fibers: Focus on the role of microfibril cooperativity in fracture toughness. J. Polym. Sci. 2023, 61, 2549–2558. [Google Scholar] [CrossRef]
- Kumar, S.; Gupta, V.B. Manufactured Fibres for High Performance, Industrial and Non-Conventional Applications in Manufactured Fibre Technology; Gupta, V.B., Kothari, V.K., Eds.; Springer: Dordrecht, The Netherlands, 1997; p. 514. [Google Scholar]
- Li, L.S.; Allard, L.F.; Bigelow, W.C. On the morphology of aromatic polyamide fibers (Kevlar, Kevlar-49, and PRD-49). J. Macromol. Sci. Phys. 1983, 222, 269. [Google Scholar] [CrossRef]
- Dobb, M.G.; Johnson, D.J.; Saville, B.P.; Dobb, M.G.; Johnson, D.J.; Saville, B. Supramolecular structure of a high-modulus polyaromatic fiber (Kevlar 49). J. Polym. Sci. Part B Polym. Phys. 1977, 15, 2201. [Google Scholar] [CrossRef]
- Marcellan, A.; Colomban, P.; Bunsell, A. (Nano)structure, skin/core and tension behaviour of polyamide fibres. J. Raman Spectrosc. 2004, 35, 308. [Google Scholar] [CrossRef]
- Roenbeck, M.R.; Sandoz-Rosado, E.J.; Cline, J.; Wu, V.; Moy, P.; Afshari, M.; Reichert, D.; Lustig, S.R.; Strawhecker, K.E. Probing the internal structures of Kevlar® fibers and their impacts on mechanical performance. Polymer 2017, 128, 200. [Google Scholar] [CrossRef]
- Gao, J.L.; Nie, Y.Z.; Lim, B.H.; Zhai, X.D.; Kedir, N.; Chen, W.N. Transverse impact by RCCs on S-glass and Kevlar® FRC strips. Compos. Part A Appl. Sci. Manuf. 2020, 131, 131. [Google Scholar] [CrossRef]
- Yilmaz, D.E.; van Duin, A.C.T. Investigating structure property relations of poly (p-phenylene terephthalamide) fibers via reactive molecular dynamics simulations. Polymer 2018, 154, 172. [Google Scholar] [CrossRef]
- Hudspeth, M.; Claus, B.; Parab, N.; Lim, B.; Chen, W.; Sun, T.; Fezza, K. In Situ Visual Observation of Fracture Processes in Several High-Performance Fibers. J. Dyn. Behav. Mater. 2015, 1, 55. [Google Scholar] [CrossRef]
- Chabi, S.; Dikin, D.A.; Yin, J.; Percec, S.; Ren, F. Structure-Mechanical Property Relations of Skin-Core Regions of Poly (p-phenylene terephthalamide) Single Fiber. Sci. Rep. 2019, 9, 9. [Google Scholar] [CrossRef]
- Șahin, K.; Clawson, J.K.; Singletary, J.; Horner, S.; Zheng, J.; Pelegri, A.; Chasiotis, I. Limiting role of crystalline domain orientation on the modulus and strength of aramid fibers. Polymer 2018, 140, 96. [Google Scholar] [CrossRef]
- Herraez, M.; Fernandez, A.; Lopes, C.S.; Gonzalez, C. Strength and toughness of structural fibres for composite material reinforcement. Philos. Trans. Royal Soc. Math. Phys. Eng. Sci. 2016, 374, 374. [Google Scholar] [CrossRef]
- Bunsell, A. Handbook of Tensile Properties of Textile and Technical Fibres; Woodhead Publishing; Elsevier: Duxford, UK, 2009. [Google Scholar]
- Bernaoui, A.; Lebrun, G.; Ruiz, E. High performance natural fiber composites from mat and UD flax reinforcements backed with a mat Binder: A study of mat fiber surface fibrillation. Compos. A Appl. 2022, 160, 107064. [Google Scholar] [CrossRef]
- Echlin, P. Handbook of Sample Preparation for Scanning Electron Microscopy and X-Ray Microanalysis; Springer Science+Business Media LLC: Berlin, Germany, 2009. [Google Scholar]
- FEI Quanta 200 Scanning Electron Microscope. Available online: https://www.dental.umaryland.edu/media/sod/core-imaging-facility/information_about_FEI_Quanta_SEM.pdf (accessed on 4 December 2024).
- Goldstein, J.I.; Newbury, D.E.; Michael, J.R.; Ritchie, N.W.M.; Scott, J.H.J.; Joy, D.C. Scanning Electron Microscopy and X-Ray Microanalysis, 4th ed.; Springer Science+Business Media LLC: Berlin, Germany, 2018; pp. 147–164. [Google Scholar] [CrossRef]
- Ballistic Protection with Integrated Trauma Control LFT SB1plus. Available online: https://pdf.directindustry.com/pdf/teijin-aramid/lft-sb1-plus/18087-537885.html (accessed on 4 December 2024).
- Ballistic Materials Handbook; QMB1.1 20181001EN; Teijin Aramid: Arnhem, The Netherlands, 2018.
- Totolici Rusu, V. An Experimental and Theoretical Study on Stabbing and Puncture Resistance of Stratified Panels. Ph.D. Thesis, “Dunarea de Jos” University, Galati, Romania, 2023. [Google Scholar]
- Totolici Rusu, V.; Ojoc, G.G.; Cristea, G.C.; Titire Chiper, L.; Botan, M.; Muntenita, C.; Deleanu, L. Characteristics of Stab-Resistance Panels Made of Twaron Aramid Fabrics. Mater. Plast. 2022, 59, 144–154. [Google Scholar] [CrossRef]
- NIJ Standard 0101.06; Ballistic Resistance of Body Armor. U.S. Department of Justice, Office of Justice Programs: Washington, DC, USA, 2008. Available online: https://www.ojp.gov/pdffiles1/nij/223054.pdf (accessed on 3 May 2023).
- NIJ Standard 0123.00; Specification for NIJ Ballistic Protection Levels and Associated Test Threats. U.S. Department of Justice, Office of Justice Programs: Washington, DC, USA, 2008.
- Pîrvu, C. Contributions to the Experimental and Numerical Study of Ballistic Protection Packages with Aramid Fibers. Ph.D. Thesis, ”Dunarea de Jos” University, Galati, Romania, 2017. [Google Scholar]
- Pîrvu, C.; Deleanu, L. Ballistic testing of armor packages based on aramid fibers. In Ballistics; Osheku, C., Ed.; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef]
- Deleanu, L.; Boțan, M.; Georgescu, C. Tribological Behavior of Polymers and Polymer Composites. In Tribology in Materials and Manufacturing-Wear, Friction and Lubrication; Patnaik, A., Singh, T., Kukshal, V., Eds.; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- Păduraru, I.; Ojoc, G.G.; Petrescu, H.; Graur, I.; Pîrvu, C.; Deleanu, L. The Behavior of Glass Fiber Composites under Low Velocity Impacts. Polymers 2023, 15, 4549. [Google Scholar] [CrossRef]
- Pîrvu, C.; Musteață, A.E.; Ojoc, G.G.; Deleanu, L. Numerical and Experimental Results on Charpy Tests for Blends Polypropylene + Polyamide + Ethylene Propylene Diene Monomer (PP + PA + EPDM). Materials 2020, 13, 5837. [Google Scholar] [CrossRef]
- Sockalingam, S.; Gillespie, J.W., Jr.; Keefe, M. Dynamic modeling of Kevlar KM2 single fiber subjected to transverse impact. Int. J. Solids Struct. 2015, 67–68, 297–310. [Google Scholar] [CrossRef]
- Zhang, H.-T. Comparison and Analysis of Thermal Degradation Process of Aramid Fibers (Kevlar 49 and Nomex). J. Fiber Bioeng. Inform. 2010, 3, 163–167. [Google Scholar]
- Nascimento, R.F.; Oliveira da Silva, A.; Pondé Weber, R.; Neves Monteiro, S. Influence of UV radiation and moisten associated with natural weathering on the ballistic performance of aramid fabric armor. J. Mater. Res. Technol. 2020, 9, 10334–10345. [Google Scholar] [CrossRef]
- Derombise, G.; Vouyovitch Van Schoors, L.; Davies, P. Degradation of Technora aramid fibres in alkaline and neutral environments. Polym. Degrad. Stab. 2009, 94, 1615–1620. [Google Scholar] [CrossRef]
- Alil, L.-C.; Arrigoni, M.; Badea, S.; Ginghină, R.; Matache, L.-C.; Mostovykh, P. Ballistic study of Tensylon®–based panels. Express Polym. Lett. 2018, 12, 491–504. [Google Scholar] [CrossRef]
- NIJ Standard–0115.00; Stab Resistance of Personal Body Armor. U.S. Department of Justice, Office of Justice Programs, National Institute of Justice: Washington, DC, USA, 2000. Available online: https://nij.ojp.gov/library/publications/stab-resistance-personal-body-armor-nij-standard-011500 (accessed on 10 July 2023).
- Termonia, Y. Puncture resistance of fibrous structures. Int. J. Impact Eng. 2006, 32, 1512–1520. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, K.; Hu, P.; Li, Z.; Chen, G.; Cheng, Y. Experimental study on the synergetic damage of sandwich panel with armored hybrid core under combined blast and fragment loading. Thin-Walled Struct. 2024, 199, 111814. [Google Scholar] [CrossRef]
- Selim, M.S.; El-Safty, S.A.; Shenashen, M.A.; Elmarakbi, A. Advances in polymer/inorganic nanocomposite fabrics for lightweight and high-strength armor and ballistic-proof materials. J. Chem. Eng. 2024, 493, 152422. [Google Scholar] [CrossRef]
- Lin, J.; Li, Y.; Liu, S.; Fan, H. Anti-ballistic properties of hybrid UHMWPE fiber-reinforced composite armour. Compos. Sci. Technol. 2025, 259, 110941. [Google Scholar] [CrossRef]
- Gloger, M.; Stempien, Z.; Pinkos, J. Numerical and experimental investigation of the ballistic performance of hybrid woven and embroidered-based soft armour under ballistic impact. Compos. Struct. 2023, 322, 117420. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Cristian, I. Exploring the effects of angle of incidence on stabbing resistance in advanced protective textiles: Novel experimental framework and analysis. Def. Technol. 2024, 44, 67–82. [Google Scholar] [CrossRef]
- Rodríguez-Millán, M.; Díaz-Álvarez, A.; Aranda-Ruiz, J.; Díaz-Álvarez, J.; Loya, J.A. Experimental analysis for stabbing resistance of different aramid composite architectures. Compos. Struct. 2019, 208, 525–534. [Google Scholar] [CrossRef]
- Das, J.; Butola, B.S.; Majumdar, A. Failure analysis of high-performance woven fabrics during quasistatic stabbing. Eng. Fail. Anal. 2023, 151, 107385. [Google Scholar] [CrossRef]
- Deleanu, L.; Totolici Rusu, V.; Ojoc, G.G.; Cristea, G.C.; Boțan, M.; Vasiliu, A.V.; Popescu, C. The Behaviour of Stratified Fabrics of Aramid Fibres under Stabbing Conditions. Polymers 2024, 16, 882. [Google Scholar] [CrossRef]
- Panneke, N.; Ehrmann, A. Stab-Resistant Polymers—Recent Developments in Materials and Structures. Polymers 2023, 15, 983. [Google Scholar] [CrossRef]
- Wei, R.; Dong, B.; Zhai, W.; Li, H. Stab-Resistant Performance of the Well-Engineered Soft Body Armor Materials Using Shear Thickening Fluid. Molecules 2022, 27, 6799. [Google Scholar] [CrossRef]









| Selection of fibers or composite sample and handling |
|
| Cutting and mounting the samples with fibers |
|
| Conductive coating |
|
| Vacuum treatment |
|
| Setting SEM parameters |
|
| Imaging |
|
| Safety considerations |
|
| Fabric or Prepeg Trade Name | Specifications |
|---|---|
| LFT SB1 | 2 layers woven fabric + 3 layers thermoplastic film, arranged in 0° and 90° orientations, surface density 430 g/m2 |
| LFT SB1plus | 4 layers woven fabric + 5 layers thermoplastic film, arranged in 0°, 90°, +45° and −45° orientations, surface density 430 g/m2 |
| T730 WRT | 930 dtex f 1000, fabric weave—plain, surface density 260 g/m2 |
| SRM 509 | for the fabric: base yarn Twaron®, 930 dtex f 1000, fabric weave—plain, with ends 105 ± 2/10 cm and picks 105 ± 2/10 cm, surface density 200 g/m2; for the coating with silicon carbide: abrasive mass—127 g/m2, total mass of the prepeg (fabric + coating) 426 g/m2 |
| CT 736 CMP | Twaron® 2000/200, 1680 dtex f 1000, fabric weave—plain, surface density 413 g/m2; for the coating with silicon carbide: abrasive mass—min 95 g/m2, total mass of the prepeg (fabric + coating) 413 g/m2, thickness 0.62 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ceoromila, A.C.; Deleanu, L.; Popescu, C.; Lom, I.; Vasiliu, A.V.; Seiciu, P.L.; Ojoc, G.G.; Sandu, S.M. SEM Investigation of Failure Mechanisms in Twaron® Aramid Fibers Used for Personal Armors. Polymers 2025, 17, 1058. https://doi.org/10.3390/polym17081058
Ceoromila AC, Deleanu L, Popescu C, Lom I, Vasiliu AV, Seiciu PL, Ojoc GG, Sandu SM. SEM Investigation of Failure Mechanisms in Twaron® Aramid Fibers Used for Personal Armors. Polymers. 2025; 17(8):1058. https://doi.org/10.3390/polym17081058
Chicago/Turabian StyleCeoromila, Alina Cantaragiu, Lorena Deleanu, Christian Popescu, Ionuț Lom, Alexandru Viorel Vasiliu, Petre Lucian Seiciu, George Ghiocel Ojoc, and Simona Maria Sandu. 2025. "SEM Investigation of Failure Mechanisms in Twaron® Aramid Fibers Used for Personal Armors" Polymers 17, no. 8: 1058. https://doi.org/10.3390/polym17081058
APA StyleCeoromila, A. C., Deleanu, L., Popescu, C., Lom, I., Vasiliu, A. V., Seiciu, P. L., Ojoc, G. G., & Sandu, S. M. (2025). SEM Investigation of Failure Mechanisms in Twaron® Aramid Fibers Used for Personal Armors. Polymers, 17(8), 1058. https://doi.org/10.3390/polym17081058